Расчет сварочного тока: Калькулятор расчета сварочного тока и таблица силы тока
alexxlab | 08.01.2023 | 0 | Разное
Расчет величины сварочного тока.
Силу тока можно найти по формулам:
J = (40 – 50) dэ при dэ = 4 – 6 мм;
J = (20 + 6dэ) ⋅ dэ при dэ < 4 и dэ > 6 мм,
где J – сварочный ток, А
dэ – диаметр электрода, мм.
Длина дуги при РДС зависит от марки электрода и устанавливается
сварщиком в пределах 3-5 мм. Ориентировочно
Lд=0,52(Dэл+2) , (d,)мм
Напряжение дуги
Uд = a + в*Lд
где а – падение напряжения в приэлектродных областях:
у катода до 25, у анода до 5 В;
в – падение напряжения в дуге, в=(1-5) В/мм.
Можно принять а = 20 В, в = 3 В/мм.
Расчёт количества требуемых для сварки электродов.


Для определения количества требуемых для сварки электродов необходимо рассчитать суммарную массу наплавленного в сварные швы металла, в различных типах швов (стыкового. нахлесточного, углового, таврового) по формуле:
где Fш – площадь поперечного сечения соответствующего вида шва, см2;
Lш – длина соответствующего вида шва, см;
γ – плотность стали, γ = 7,85
где – коэффициент усиления шва, = 1,15
Fр – площадь поперечного сечения разделки сварного соединения, см2;
Для таврового шва Т1 площадь стыка сварного соединения
где К1 – катет шва.
Для таврового шва Т3
где К – катет шва;
g – усиление шва.-
Для нахлесточного шва Н1
Для углового шва У4
Для стыкового шва
где
S
–толщина свариваемого металла.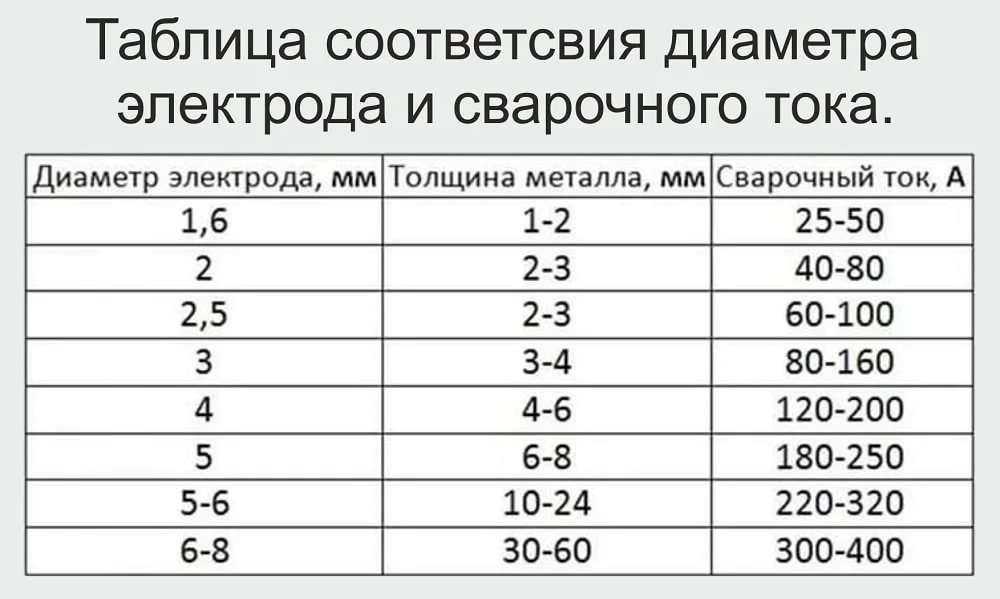
Расчет суммы потерь электродного металла
Количество расплавленного электродного металла больше чем наплавленного в сварной шов металла, так как часть металла теряется при его разбрызгивании и угаре. Потери на угар и разбрызгивание выражаются коэффициентом . При ручной дуговой сварке на постоянном токе .
Потери на огарки выражаются коэффициентом , при этом длина огарка допускается не более 5си, тогда
где Lог – длина огарка;
Lэл – длина электрода.
Расчет массы электродов для выполнения сварного соединения
Масса стержня одногоэлектрода
Количество электродов, требуемых на выполнение изделия
Расчет времени сварки
Машинное время сварки
где
– коэффициент наплавки;
Вспомогательное время сварки
Полное время сварки
Выбор
источника питания ручной дуговой сварки.
Расчет скорости сварки
При выборе источника питания необходимо руководствоваться требованиями технологического процесса: способом и режимом дуговой сварки, свойствами свариваемого металла, условиями сварочных работ.
После выбора способа сварки необходимо выбрать род тока (если, конечно, данный способ сварки позволяет выполнять сварку, как на постоянном, так и на переменном токе), а также требуемую форму ВВАХ источника питания. Ниже в таблице представлены данные для выбора рода тока и формы ВВАХ источника питания в зависимости от способа дуговой сварки.
Способ сварки | Постоянный ток | Переменный ток | |
Падающая ВВАХ | Жесткая ВВАХ | Падающая ВВАХ | |
Сварка неплавящимся электродом: ТИГ Сварка плавящимся электродом: ММА МИГ/МАГ Импульсно-дуговая сварка Сварка порошковой проволокой
|
Да
Да Возможна Специальная Да
|
Нет
Нет Да Специальная Да
|
Да
Да Нет Нет На стадии эксперимента |
Сварочные
источники питания выпускаются для
разных диапазонов сварочного тока.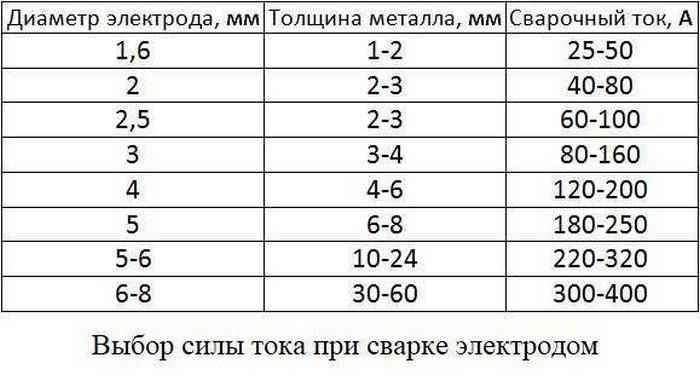 Следует выбирать источник питания,
номинальный ток которого близок к
требуемому току сварки. Источник питания
со слишком высоким номинальным током
будет использоваться не эффективно. Он
также будет потреблять значительную
энергию при работе на холостом ходу.
Сварочные источники питания также
рассчитываются на разные режимы работы
(непрерывный или повторно-кратковременный).
Следует выбирать источник питания,
номинальный ток которого близок к
требуемому току сварки. Источник питания
со слишком высоким номинальным током
будет использоваться не эффективно. Он
также будет потреблять значительную
энергию при работе на холостом ходу.
Сварочные источники питания также
рассчитываются на разные режимы работы
(непрерывный или повторно-кратковременный).
Повторно-кратковременный режим оценивается относительной продолжительностью работы (ПР; иногда обозначается ПН – Период Нагрузки):
ПР | = | время работы (сварки) | · 100% |
время всего цикла (сварки и паузы) |
Длительность
всего цикла работы (сварки и паузы) для
источников, предназначенных для ручной
дуговой сварки, принята равной 5 мин (в
странах СНГ). Например, если ПР = 20%, то
это означает, что после 1 минуты сварки
на номинальном токе необходимо, чтобы
источник остывал не менее чем 4 минуты.
В противном случае он может перегреться
и выйти из строя.
Например, если ПР = 20%, то
это означает, что после 1 минуты сварки
на номинальном токе необходимо, чтобы
источник остывал не менее чем 4 минуты.
В противном случае он может перегреться
и выйти из строя.
Внимание! В Европе длительность цикла работы принята равной 5 мин Например, если номинальный ток 300 А при ПР = 40%, а сварка выполняется на токе 200 А, то реальное значение ПР будет:
Новое значение ПР | = | (300)2 | · 40% | = 90% |
(200)2 |
То
есть, данным источником питания можно
выполнять сварку током 200 А практически
непрерывно.
При выборе источника питания необходимо учитывать и параметры силовой сети (одно- или трехфазная), к которой предполагается подключить источник питания. На табличке с техническими данными источника питания обычно указываются: требования к сети питания, номинальный ток сварки, напряжение холостого хода, форма ВВАХ, ПР (ПН) и другие технические сведения об источнике питания.
Расчет скорости сварки
где
– длина всех сварных швов.
Расход электроэнергии на выполнение сварочных работ
где
– напряжение на дуге
Мощность холостого хода
Вариант 1№ | Марка стали | Размеры мм | |||
А | В | | |||
1 | 17ГСБ | 50 | 4 | 5 | |
2 | 12ХМ | 70 | 5 | 7 | |
3 | 80 | 6 | 10 | ||
4 | 15Г | 100 | 6 | 12 | |
5 | 15ХМ | 120 | 8 | 15 | |
Вариант 2
№ | Марка стали | Размеры мм | ||||
А | В | К | 1 | 2 | ||
6 | 15Г | 1500 | 2000 | 6 | 8 | 15 |
7 | 15Х5 | 1800 | 2500 | 8 | 10 | 20 |
8 | 10ХСНД | 2000 | 2500 | 8 | 12 | 20 |
9 | Ст4 | 2200 | 2800 | 8 | 12 | 20 |
10 | 08 | 2200 | 2500 | 8 | 10 | 20 |
Вариант 3
№ | Марка стали | Размеры мм | |||
А | Б | 1 | 2 | ||
11 | 10 | 800 | 300 | 8 | 10 |
12 | 15 | 1000 | 400 | 10 | 12 |
13 | 20 | 1200 | 500 | 10 | 12 |
14 | 25 | 850 | 350 | 8 | 10 |
15 | 15Г | 700 | 250 | 6 | 5 |
Вариант4
№ | Марка стали | Размеры мм | |
А | Б | ||
16 | 10 | 800 | 10 |
17 | 20 | 1200 | 10 |
18 | Ст3 | 3000 | 18 |
19 | Ст1 | 6000 | 20 |
20 | Ст3 | 2000 | 15 |
Вариант 5
№ | Марка стали | Размеры мм | ||
21 | 20ХГСА | А | Б | К |
22 | 15ХА | 200 | 8 | 6 |
23 | 25 | 300 | 8 | 6 |
24 | 10 | 350 | 9 | 7 |
25 | Ст4 | 400 | 10 | 8 |
26 | Ст2 | 500 | 10 | 8 |
Вариант 6
№ | Марка стали | Размеры мм | |
А | Б | ||
27 | Ст1 | 300 | 150 |
28 | 08 | 350 | 170 |
29 | 30 | 400 | 200 |
30 | 35 | 450 | 200 |
31 | 20Г | 250 | 180 |
Вариант 7
№ | Марка стали | Размеры мм | ||||
А | Б | В | 1 | 2 | ||
32 | 20Х | 220 | 600 | 150 | 6 | 4 |
33 | 20Г | 250 | 800 | 200 | 6 | 5 |
34 | 15ХМ | 180 | 600 | 300 | 5 | 4 |
35 | Ст3 | 150 | 550 | 200 | 5 | 4 |
36 | Ст4 | 200 | 700 | 250 | 6 | 4 |
Правильный расчет тока при сварке металла
Главная » Обработка металла » Сварка
Сварка
Автор perminoviv На чтение 3 мин Просмотров 336 Опубликовано
Для получения неразъемного соединения металлических деталей, отличающегося надежностью, широко применяется сварка. Работы проводятся электродами, являющимися основным расходным материалом. Их марка подбирается в зависимости от свариваемой стали. Это позволяет создать соединение, имеющее однородную структуру. Поэтому сочленение получится надежным и выдержит требуемые нагрузки. Однако необходимо знать не только марку стержней, но и их диаметр. Учитывается также толщина металла, позволяющая выбрать аппарат с подходящей мощностью и влияющая на глубину проваривания. Немаловажную роль играет режим оборудования.
Сегодня не всегда нужно выполнять расчет тока при сварке металла. Имеется возможность воспользоваться известными значениями, вычисленными специалистами прошлых поколений. Пренебрегая информацией, не удастся провести сочленение изделий. При маленькой силе электротока начинает липнуть основной расходный материал и перестает образовываться дуга. Высокое значение повышает вероятность сквозного прогара детали.
Совет! Не нужно использовать слишком тонкий электрод – пруток быстро сгорит.
Сварочные режимы
Требуемый режим сварки влияет на силу электротока при выполнении работ электродом. Он включает показатели, зависящие от первоначальных данных. Необходимо, чтобы их было максимальное количество. Это позволит более качественно провести требуемую работу. Благодаря исходной информации определяется размер, форма шва.
К основным показателям относятся следующие параметры:
- марка, диаметр электродного прутка;
- положение сочленения;
- сила, род, полярность электротока;
- слоистость шва.
Если создается многослойный шов, тогда могут меняться параметры, включая режим и толщину основного расходного материала. Прутки подбираются к металлу, а первоначальные сведения зависят непосредственно от них. Когда шов расположен вертикально, амперы уменьшаются на 10-20% от номинального значения. Если же сочленение выполняется в нижнем положении, тогда сила тока берется без изменения из расчета или соответствующей таблицы. Когда процесс проводится возле потолка, электроток нужно снизить на 20-25%. Уменьшение амперов замедлит расплавление металла. Сталь будет медленнее стекать со стыка.
Когда процесс проводится возле потолка, электроток нужно снизить на 20-25%. Уменьшение амперов замедлит расплавление металла. Сталь будет медленнее стекать со стыка.
Совет! Выполняя операции возле потолка, необходимо использовать электрод с диаметром максимум 0,4 см.
Выбирая основной расходный материал, нужно обращать внимание на технические характеристики, отраженные на пачке. Здесь обозначается ток сварки, его сила и поперечный размер прутка.
Вычисления ампер
Несмотря на известность нужных значений силы электротока, зависящих от толщины соединяемых деталей и электродов, необходимо проводить точный расчет ампер. Для этого применяется формула:
I = K1 * K2 * D
В выражение используются следующие величины:
К1 — коэффициент положения операции. Он равен 1 при нижнем сварочном процессе. Если шов создается вертикально, тогда К=0,9, а во время потолочных работ К=0,8.
K2 — коэффициент, значение которого зависит от размера электрода. Его определить поможет нижеприведенная таблица по сварке металла:
Его определить поможет нижеприведенная таблица по сварке металла:
Диаметр, мм | 1…2 | 3…4 | 5…6 |
K2, А/мм | 25…30 | 35…40 | 45…60 |
D — поперечный размер электродного стержня, зависящий от толщины стали. Величина выбирается из нижеприведенной таблицы (здесь же обозначен примерный сварочный ток):
Диаметр электродного стержня, мм | Толщина стали, мм | Ток, Ампер |
1,6 | 1…2 | 25…50 |
2 | 2…3 | 40…80 |
2,5 | 2…3 | 60…100 |
3 | 3…4 | 80…160 |
4 | 4…6 | 120…200 |
5 | 6…8 | 180…250 |
5…6 | 10…24 | 220…320 |
6…8 | 30…60 | 300…400 |
Многие сварочные аппараты, применяющиеся в быту, работаю в тандеме с электродными стержнями, имеющими размер 0,1-0,2 см. Для таких расходных материалов будет достаточно 30-45 А.
Для таких расходных материалов будет достаточно 30-45 А.
Совет! При выборе подобного аппарата необходимо приобретать устройство, оснащенное плавной регулировкой. Она позволит уменьшить вероятность погрешности, оказывающейся в большинстве случаев критической.
Выбирать оборудование рекомендуется в специализированных магазинах. Консультанты подскажут оптимальный вариант устройства. Итог покупки — качественно осуществленные сварочные процессы.
Расчет силы тока сегодня не является обязательной операцией для сварщиков. Профессионалы все необходимые значения уже выучили наизусть. Однако принцип выполнения вычислений рекомендуется знать любому специалисту в области, связанной со сваркой.
Как рассчитать тепловложение при сварке
Подавляющее большинство производителей обычно не интересуется тепловложением. По большей части это нормально. Но когда вы свариваете материалы, микроструктура которых может значительно измениться при сварке, важно знать о подводимой теплоте. Причина, по которой тепловложение имеет решающее значение в некоторых приложениях, заключается в том, что оно оказывает огромное влияние на скорость охлаждения. Как правило, более высокие скорости охлаждения вредны для сварного соединения, поскольку вызывают охрупчивание в зоне термического влияния. Примером этого является работа с материалами, подверженными водородному растрескиванию, в которых критически важным является адекватный подвод тепла.
Причина, по которой тепловложение имеет решающее значение в некоторых приложениях, заключается в том, что оно оказывает огромное влияние на скорость охлаждения. Как правило, более высокие скорости охлаждения вредны для сварного соединения, поскольку вызывают охрупчивание в зоне термического влияния. Примером этого является работа с материалами, подверженными водородному растрескиванию, в которых критически важным является адекватный подвод тепла.
Итак, как рассчитать тепловложение. Это может быть намного проще, чем вы думаете. Если ваш сварочный аппарат оснащен цифровыми или аналоговыми счетчиками, все готово. Просто снимите показания силы тока и напряжения во время сварки и разделите их на скорость перемещения, чтобы получить тепловложение в джоулях на дюйм. Формула выглядит следующим образом:
Подводимая теплота = (60 x Ампер x Вольт) / (1000 x Скорость перемещения, дюйм/мин) = кДж/дюйм
ответы в килоджоулях на дюйм.
Пример 1: Вы выполняете сварку со скоростью 500 дюймов в минуту и напряжением 29 вольт. Ваш сварной шов имеет длину 25 дюймов, и сварщику требуется 2 минуты, чтобы сварить его. Пока он сваривает, вы замечаете, что машина показывает силу тока 325. Какова ваша тепловая нагрузка? Перед расчетом тепловложения необходимо определить скорость вашего движения.
Ваш сварной шов имеет длину 25 дюймов, и сварщику требуется 2 минуты, чтобы сварить его. Пока он сваривает, вы замечаете, что машина показывает силу тока 325. Какова ваша тепловая нагрузка? Перед расчетом тепловложения необходимо определить скорость вашего движения.
Скорость перемещения = длина сварки / время сварки = 25 дюймов / 2 минуты = 12,5 дюймов в минутувольт)] / [(1000 Дж/килоджоуль) x (12,5 дюймов/мин)]
= 45,24 кДж/дюйм
Пример 2: Тепловложение при 45,24 слишком велико, но вы также заметили, что размер сварного шва слишком велик. Вместо того, чтобы снижать силу тока и напряжение, вы решаете двигаться быстрее. Теперь вы выполняете тот же сварной шов за 90 секунд с точно такими же параметрами. Какая сейчас у вас тепловая нагрузка?
Скорость перемещения = 25 дюймов / 1,5 минуты = 16,7 дюймов/минуту
Потребление тепла = [(60 сек/мин) x (325 ампер) x (29вольт)] / [(1000 джоулей/килоджоуль) x (16,7 дюймов/минуту)]
= 33,86 кДж/дюйм
Как вы можете видеть, ваше тепловложение снизилось почти на 25% просто за счет того, что вы двигаетесь быстрее. Переваривание – очень распространенная проблема. Прежде чем уменьшать силу тока и напряжение, чтобы получить меньшее тепловложение, посмотрите, сможете ли вы двигаться быстрее и наплавить сварной шов меньшего размера.
Переваривание – очень распространенная проблема. Прежде чем уменьшать силу тока и напряжение, чтобы получить меньшее тепловложение, посмотрите, сможете ли вы двигаться быстрее и наплавить сварной шов меньшего размера.
Волны в сварке используются во всем мире. Запуск импульсных программ или даже некоторых более сложных форм сигналов, таких как Rapid Arc® от Lincoln Electric или Accu Pulse® от Miller Electric, является обычной практикой. Итак, как рассчитать тепловложение, когда вы пульсируете, а сила тока колеблется повсюду (колеблется между пиковым и фоновым током)?
Новые сварочные аппараты имеют возможность отображать общую энергию каждого сварного шва.
Некоторые сварочные аппараты выдают фактическое значение либо полной энергии сварки, либо мгновенной энергии (энергии в любой момент времени). Затем вам нужно будет сделать некоторые быстрые математические вычисления, чтобы получить тепловложение.
Пример 3: Вы используете особую форму волны на источнике питания Lincoln Electric Power Wave S500. Показания на дисплее говорят, что общая энергия для вашего 25-дюймового сварного шва составила 459КДж. Какова ваша тепловая нагрузка в кДж/дюйм? В этом случае вам не нужно беспокоиться о скорости вашего движения (по крайней мере, для расчета тепловложения).
Показания на дисплее говорят, что общая энергия для вашего 25-дюймового сварного шва составила 459КДж. Какова ваша тепловая нагрузка в кДж/дюйм? В этом случае вам не нужно беспокоиться о скорости вашего движения (по крайней мере, для расчета тепловложения).
Тепловложение = Общая энергия / длина сварного шва = 459 кДж / 25 дюймов = 18,36 кДж/дюйм.
Итак, что делать, если вы используете импульсную сварку, но ваш сварочный аппарат не дает вам полной энергии? Некоторые сварщики отображают среднюю силу тока во время сварки. В этом случае просто возьмите эту силу тока и следуйте формуле из примера 1 и 2. Если показания счетчика колеблются между пиковой и фоновой силой тока, вам придется посмотреть на самое высокое и самое низкое показание и взять среднее значение. Имейте в виду, что это может не дать точного результата, но приблизит вас к этому.
Если на вашей машине нет счетчиков, вам может потребоваться использовать Fluke Meter или другой измеритель напряжения/амперметра для снятия показаний или просто использовать другую машину.
Ссылки:
Влияние тепловложения на остаточное напряжение при сварке под флюсом – Р.К. Saxena
Руководство по дуговой сварке, 14-е издание0002 Отвечаете ли вы за выполнение сварочных процедур и квалификацию сварщиков? Вы работаете с AWS D1.1 Structural Welding Code – Steel? Используете ли вы предварительно квалифицированные процедуры сварки?
«Квалификационные процедуры сварки, сварщики и операторы сварки» — это руководство, разработанное, чтобы помочь вам пройти собственную квалификацию в полном соответствии с Кодексом сварки конструкций AWS D1.1.
Опубликовано
Категория: Теория и образование
Раскрытие существенной связи: некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Калькулятор тепловложения
- ДОМ
- О
- ИНСТРУМЕНТЫ/КАЛКУЛЯТОРЫ
- ЗНАНИЯ ПО СВАРКЕ
- КОНТАКТЫ
КАЛЬКУЛЯТОРЫ ТЕПЛОПОДАЧИ
Здесь представлен быстрый калькулятор с использованием параметров сварки. См. ниже расчеты, стоящие за ним, и загружаемый лист Excel. (Таблица Excel не отображала столбцы должным образом после последнего обновления – вы можете загрузить ее снова, если у вас возникли трудности.)
(Введите параметры сварки, а затем нажмите «Рассчитать HI».)
| Ток (ампер): | |
| Напряжение (вольт): | |
| Скорость перемещения (мм/мин или дюйм/мин): | |
Тепловой КПД (1 для ASME или EN ISO 1011-1 см. ниже): ниже): | |
| Подводимая теплота (кДж/мм или кДж/дюйм): | |
Количество энергии, подводимой к сварному шву в процессе дуговой сварки, «подвод тепла» является критическим параметром, который необходимо контролировать для обеспечения стабильного качества сварки. Существует несколько способов расчета энергии, вкладываемой в сварку. Наиболее распространенный подход к расчету тепла для сварки без контроля формы волны заключается в использовании сварочного тока, напряжения и скорости перемещения. Американская система для этого приведена в ASME IX и различных стандартах AWS, а европейская система приведена в EN ISO 1011-1 и PD ISO/TR 1849.1.
В обоих расчетах энергия, вложенная в сварной шов, называется «погонной энергией», но европейская система расчета погонной энергии отличается от американской дополнительным параметром «термическая эффективность/эффективность процесса/эффективность дуги». Обратите внимание, что в более раннем стандарте BS 5135 подводимое тепло называлось «энергией дуги» и не обязательно включало эффективность процесса. Вы также можете услышать, что тепловложение ASME IX называется энергией дуги в европейской системе. Убедитесь, что все стороны согласны с определением (и расчетом!)
Обратите внимание, что в более раннем стандарте BS 5135 подводимое тепло называлось «энергией дуги» и не обязательно включало эффективность процесса. Вы также можете услышать, что тепловложение ASME IX называется энергией дуги в европейской системе. Убедитесь, что все стороны согласны с определением (и расчетом!)
Два расчета:
| RU Потребление тепла = | Напряжение дуги * Ток дуги * Тепловой КПД |
| Скорость движения |
| Тепловая мощность ASME/AWS = | Напряжение дуги * Ток дуги |
| Скорость движения |
Подводимая теплота обычно указывается в кДж/мм, поэтому необходимо преобразовать значения в стандартные единицы, а именно: ток (ампер), напряжение (вольт), скорость перемещения (мм/с) и тепловой КПД (без единиц). Эти единицы дают значение подводимой теплоты в единицах Дж/мм, поэтому деление значения на 1000 даст его в единицах кДж/мм.
Эти единицы дают значение подводимой теплоты в единицах Дж/мм, поэтому деление значения на 1000 даст его в единицах кДж/мм.
Другими возможными аспектами расчета являются использование скорости перемещения в мм/мин, что требует умножения результата на 60 (уже включено в калькулятор выше) или дюймов/мин, что снова требует 60-кратного коэффициента умножения и дает результат тепловложения. кДж/дюйм.
Значения теплового КПД для различных процессов приведены в таблице ниже:
| Сварочный процесс | Тепловая эффективность |
| Вольфрамовый инертный газ (TIG)/газовая вольфрамовая дуга (GTAW) | 0,6 |
| Плазменная дуга (PAW) | 0,6 |
| Металлический инертный/активный газ (MIG/MAG)/газовая металлическая дуга (GMAW) | 0,8 |
| Порошковая сердцевина (FCAW)/металлическая сердцевина (MCAW) | 0,8 |
| Ручная металлическая дуга (MMA)/экранированная металлическая дуга (SMAW) | 0,8 |
| Затопленная дуга (SAW) | 1,0 |
Этот метод подходит для расчета подводимого тепла при простой сварке постоянным током, включая MIG с переносом погружения и ручную дуговую сварку металлическим электродом. Он также может подходить для сварки переменным током, когда сварочный ток в обоих направлениях уравновешен. Однако при сварке с «управлением формой волны», в которой используются быстро меняющиеся мощности, фазовые сдвиги и синергетические изменения, может случиться так, что приведенные выше расчеты неправильно отражают подводимое тепло. Сварка с контролируемой формой волны включает все процессы импульсной сварки, включая синергетическую.
Он также может подходить для сварки переменным током, когда сварочный ток в обоих направлениях уравновешен. Однако при сварке с «управлением формой волны», в которой используются быстро меняющиеся мощности, фазовые сдвиги и синергетические изменения, может случиться так, что приведенные выше расчеты неправильно отражают подводимое тепло. Сварка с контролируемой формой волны включает все процессы импульсной сварки, включая синергетическую.
Один из методов, который используется в этих случаях, заключается в вычислении средних или взвешенных по времени значений для различных параметров, например. для импульсной сварки можно использовать:
| Средний ток = | Пиковый ток * Пиковое время + Фоновый ток * Фоновое время |
| Пиковое время + Фоновое время |
но это грубый метод. Альтернативой является использование метода регистрации «мгновенной мощности» или «мгновенной энергии» сварочной дуги. Это выполняется с помощью устройства измерения с высокой частотой дискретизации, которое может быть частью источника сварочного тока или внешним оборудованием. Частота дискретизации должна быть в 10 раз больше частоты сигнала. Затем выполняются расчеты по подводимой теплоте, которые приведены ниже. Эти уравнения присутствуют в ASME IX и PD ISO/TR 1849.1.
Альтернативой является использование метода регистрации «мгновенной мощности» или «мгновенной энергии» сварочной дуги. Это выполняется с помощью устройства измерения с высокой частотой дискретизации, которое может быть частью источника сварочного тока или внешним оборудованием. Частота дискретизации должна быть в 10 раз больше частоты сигнала. Затем выполняются расчеты по подводимой теплоте, которые приведены ниже. Эти уравнения присутствуют в ASME IX и PD ISO/TR 1849.1.
Уравнение мгновенной энергии:
| Потребление тепла = | Энергия |
| Длина сварного шва |
Где энергия выражается в джоулях, поэтому длина шарика в миллиметрах или дюймах снова дает тепловложение в Дж/мм или Дж/дюйм.
И уравнение мгновенной мощности:
| Потребление тепла = | Мощность * Время дуги |
| Длина сварного шва |
Здесь мощность указана в джоулях/секунду или ваттах, а длина буртика в миллиметрах или дюймах дает тепловложение в джоулях/мм или джоулях/дюйм.