Расчет трансформатора для контактной сварки: Как рассчитать трансформатор для точечной сварки?
alexxlab | 05.11.1984 | 0 | Разное
Формулы для расчета сварочного трансформатора
Сварочный трансформатор в быту – вещь распространенная, и не всегда он бывает заводского изготовления. Многие умельцы предпочитают собрать трансформатор самостоятельно – так и дешевле, и интересней. Перед началом работ необходимо провести правильный расчет сварочного трансформатора, и желательно, чтобы его параметры были близки к промышленным образцам. При таком подходе можно будет воспользоваться ст
андартными формулами.
Формулы, приведенные ниже, обеспечивают оптимальные характеристики и правильное подключение сварочного трансформатора, параметры обмоток, а также геометрические размеры аппарата. Но нужно иметь в виду, что эффективно эти формулы будут работать только при соблюдении всех стандартных параметров, требуемых от сварочного трансформатора.
Требования, которые предъявляются к электрическому аппарату, очень узкопрофильные и соблюсти их в реальном устройстве достаточно сложно. Да и не у всех радиолюбителей есть широкие возможности обеспечить хорошую материальную базу. Поэтому приходится искать такую конструкцию магнитопровода, которая легко воплощалась бы в жизнь, и все необходимые материалы для нее можно было легко купить. Но все эти требования служат только одному — технические и эксплуатационные параметры собранного устройства должны удовлетворять требованиям конструктора.
Поэтому приходится искать такую конструкцию магнитопровода, которая легко воплощалась бы в жизнь, и все необходимые материалы для нее можно было легко купить. Но все эти требования служат только одному — технические и эксплуатационные параметры собранного устройства должны удовлетворять требованиям конструктора.
Формулы для расчета стандартного аппарата
Как рассчитать сварочный трансформатор, работающий от переменного напряжения 220 В с частотой 50 Гц с максимальным током сварочной дуги IМ = 150 А? Правильный расчет потребует следующей исходной информации:
- Входное Uраб на первичной обмотке трансформатора U1 (вольт).
- Uраб на вторичной обмотке U2 (вольт).
- Номинальная и максимальная сила тока на вторичной обмотке I (ампер).
- Площадь магнитного сердечника Sс (см2).
- Площадь окна трансформатора So (см2).
- J — плотность тока в проводе (A/мм2).
Максимальное Uраб дуги, которое соответствовало бы максимальному току дуги, рассчитывается по следующей формуле:
Udm= 20 + 0,04 x 150 = 26 В
При этом принимается, что на обмотке II сварочного трансформатора напряжение холостого хода (обозначается Uхх) должно на 200%-220% быть больше максимально допустимого напряжения рабочей дуги, и определяться по формуле:
Uxx = Udm x (1,8…2,5) = 26 x (1,8…2,5) = 47…65 В
Чем больше (в пределах допустимого) напряжения Uхх трансформатора, тем лучше устойчивость дуги и момент ее розжига. Действующим ГОСТ-ом 95-77Е максимальное напряжение на II обмотке Uхх ограничивается 80 вольтами. Оптимальное Uхх необходимо выбрать 65 вольт, которое обеспечивает качество горения электрода и соответствует ГОСТ 95-77Е.
Действующим ГОСТ-ом 95-77Е максимальное напряжение на II обмотке Uхх ограничивается 80 вольтами. Оптимальное Uхх необходимо выбрать 65 вольт, которое обеспечивает качество горения электрода и соответствует ГОСТ 95-77Е.
Дальнейшие расчеты проводятся, отталкиваясь от справочного значения индукции магнитопровода. Средняя индукция — Вт = 1,42 Тл. Также необходимо рассчитать мощность сварочного трансформатора Рг (габаритная мощность):
Pr = Im x Uxx = 65 x 150 = 9750 Вт
Стандартная формула площади окна сварочного трансформатора:
SoSc = 100 x Pr/2,22 x Bm x J X Frx Ko x Kc см4, где:
- J — плотность сварочного тока в I и II обмотках для медных(Cu) обмоток — 8 А/мм2, для алюминиевых (Al) обмоток — 5 А/мм2 и 6,5 А/мм2 для обмоток комбинированного типа (CuAl).
- F – частота напряжения в электросети, Гц.
- Кo — коэффициент заполнения пустого окна сварочного трансформатора (расстояние между набором магнитопровода) — 0,33-0,4.
- Кс — коэффициент заполнения полос стали (зависит от плотности сборки железа) — 0,95.

Если первичную (I) обмотку наматывать медным проводом, а вторичную (II) — алюминиевым, то площадь будет равна:
SoSc = 100 x 9750/2,22 x 1,42 x 6,5 x 50 x 0,33 x 0,95 = 3035 см4
Самодельный сварочный трансформатор стержневого типа имеет такие соотношения в габаритах:
- X = 1,6
- Y = 2
- Z = 2,5…5
Где X = c/a, Y = b/a, Z = h/a
При значении Z = 4 результат SoSc = a4 x 12,8
Рассчитав все эти параметры, можно вычислить габариты «a» сердечника магнитопровода:
a = 4√ SoSc/12,8 = 4√3035/12,8 = 3,9 см
При значении а = 4 см можно рассчитать остальные значения габаритов — c, b, h:
- c = a x X = 4 X 1,6 = 6,4 см
- B = a x Y = 4 x 2 = 8 см
- H = a x Z = 4 x 4 = 16 см
ЭДС для одного витка любой обмотки необходимо узнать, чтобы дальше вычислить количество витков и Imax для I и II обмоток устройства:
Eb = 4,44 x 10-4 x Bm x F X Sc x Kc = 4,44 x 10-4 x Bm x F X a x b x Kc = 4,44 x 10-4 x 1/42 x 50 x 32 x 0,95 = 0,958 В/виток
Вторичная обмотка будет иметь:
W2 = Uxx/Eb = 65/0,958 = 68 витков при сечении провода II обмотки из алюминия:
S2 = Im/JAI = 150/5 = 30 мм2 (допускается вместо провода круглого сечения использование квадратной алюминиевой шины сечением 5×6 мм2).
Первичная обмотка будет иметь:
W1 = U1/Eb = 220/0,958 = 230 витков при максимальном токе: I1m = Im x W2/W1 = 150 X 68/230 = 44,35 A
При расчете медного провода для I обмотки его сечение рассчитывается по следующей формуле:
S1 = I1m/JCu = 44,35/8 = 5,54 мм2
Стержневой трансформатор имеет первичная и вторичную обмотки, которые располагаются на отдельных катушках, поэтому при параллельном их включении катушки будут иметь по 230 витков влагостойкого эмалевого провода ПЭВ-2 Ø 1,9 миллиметров (2,827 мм2), а при последовательном – по 115 витков влагостойкого провода ПЭВ-2 Ø 2,7 миллиметров (5,7 мм2). Самодельный бытовой сварочный трансформатор рассчитан на ток 160-200 ампер. Такие параметры выбираются, исходя из оптимальной массы аппарата для бытового пользования.
Диаметр электродов
Для сварочного трансформатора при работе используют так называемые наплавляемые электроды разных диаметров. Для правильного выбора электрода необходимо знать напряжение сварочного тока конкретного трансформатора и толщину детали, на которой будут проводиться работы.
| Толщина металла, в миллиметрах | Диаметр электрода, в миллиметрах | Сварочный ток, А |
1 — 2 | 1,6 | 25 — 50 |
2 — 3 | 2 | 40 — 80 |
2 — 3 | 2,5 | 60 — 100 |
3 — 4 | 3 | 80 — 160 |
4 — 6 | 4 | 120 — 200 |
| 6 — 8 | 5 | 180 — 250 |
| 8 — 24 | 5 — 6 | 220 — 320 |
| 30 — 60 | 6 — 8 | 300 — 400 |
Для того чтобы была возможность проводить работы одним устройством на деталях разной толщины, аппарат необходимо дополнить механическим или электронным регулятором силы тока.
Бытовое назначение сварочного агрегата очевидно — работа с металлом разной толщины, при этом желательно, чтобы можно было использовать электроды разных диаметров. Но при слишком большой силе сварочного тока металл может прогореть, а при небольшом значении он просто не расплавится. Встроенный регулятор, который понижает сварочный ток до требуемого значения, помогает решить эту проблему. Регулятор обеспечивает плавную или ступенчатую регулировку силы тока в диапазоне 50-200 А.
На сегодняшний день разработано много всевозможных электрических схем агрегатов, которые работают и по классическим схемам, и с использованием выпрямителей или инверторов. Но, чтобы сделать сварочный трансформатор своими силами, специалисты рекомендуют выбрать простую и проверенную схему, которая будет работать надежнее.
К тому же в ней не будет использоваться электроника, что также повышает степень надежности аппарата. Это может быть тороидальный сварочный трансформатор или дроссельный сварочный трансформатор с мощным диодным мостом. Но для создания надежного устройства необходимы предварительные расчеты, подтверждающие заявленные рабочие характеристики аппарата. Зачастую трансформатор сварочный изготавливается по расчетам, произведенным для магнитопровода, который имеется в наличии. При таких расчетах может меняться последовательность вычислений, но сами формулы и значения характеристик меняться не могут.
Но для создания надежного устройства необходимы предварительные расчеты, подтверждающие заявленные рабочие характеристики аппарата. Зачастую трансформатор сварочный изготавливается по расчетам, произведенным для магнитопровода, который имеется в наличии. При таких расчетах может меняться последовательность вычислений, но сами формулы и значения характеристик меняться не могут.
Похожие статьи
- Трансформатор для сварки: тонкости собственноручного производства
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Трансформатор для контактной сварки проводов в том числе и медных своими руками
- Сварка в доме – нужна ли она
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
Стр 1 из 5Следующая ⇒ Задание
Вариант 9 Вид сварки – контактная точечная Материал АМг6
δл = (1+1) мм
Вторичный контур
Н = 250 мм L = 550 мм Nст = 4 ПВ = 20% Uсет = 380 В Введение
В настоящее время электрическая контактная сварка получила очень широкое распространение и развитие. В автомобильной, судостроительной, авиационной и других отраслях промышленности она является одним из ведущих технологических процессов, обеспечивающих наиболее высокую производительность труда, экономию материалов и улучшение качества изделий. Развивающаяся современная промышленность требует всё более совершенных контактных электросварочных машин различных типов и назначений. Данная курсовая работа состоит из двух частей: 1) расчет параметров режима контактной сварки; 2) расчет сварочного контура и трансформатора для точечной машины. Расчет параметров режима
Конструктивные сварные точечные соединения выполняются обычно с нахлесткой (однорядные или двухрядные швы) и с отбортовкой [1]. Конструктивное изображение точечного соединения показано на рис.1.
Рис.1. Конструктивное изображение точечного соединения
где δ – толщина металла dя – диаметр ядра a – величина нахлестки. Из табл.9 [1] принимаем: Толщина металла δ = 1,0 мм Диаметр ядра dя = 4,0 мм Величина нахлестки a = 14,0 мм Шаг между точками t = 15 мм Параметрами режима точечной сварки являются: 1) диаметр рабочей части и марка материала электрода dэ, мм; 2) время включения тока (время сварки) tсв, с; ) сварочный ток Iсв, А; ) усилие на электродах Рсв, кгс. ) При сварке легких сплавов используются электроды со сферической рабочей частью и в качестве расчетного диаметра электрода принимают диаметр отпечатка размером: dэ = (3,5…4,0) δ, мм dэ = 4,0 · 1,0 = 4,0 мм
) Время включения тока tсв для одноимпульсной сварки определяется в зависимости от толщины свариваемых деталей. Для сплавов, нечувствительных к термическому циклу:
tсв = (0,15…0,25) δ, с tсв = 0,15 · 1,0 = 0,15 с
) Сварочный ток Iсв определим по формуле, полученной из уравнения теплового баланса:
, А,
где Q – количество тепла, затрачиваемое на нагрев металла заготовок и электродов, кал; m – коэффициент, учитывающий изменение Rсв в процессе сварки, m = 1,2…1,4 – для легких сплавов; Rсв = Rэл – сопротивление нагрузки на участке электрод-электрод. Rсв в общем виде определяется:
Rсв = Rээ = 2Rд + Rк + 2Rэд, Ом,
где Rд – сопротивление материала деталей, рассчитывается как сопротивление столбика металла высотой δ1+δ2 и диаметром, равным dэ, Ом; Rк – сопротивление контакта между деталями, Ом; Rэд – сопротивление контакта между электродом и деталью, Ом. , Ом,
где А – коэффициент соответствия фактического сопротивления Rд сопротивлению расчетного цилиндра металла диаметром dэ. А – f(d/δ), значения которой приведены на графике рис.4а [1]. ρt – удельное сопротивление материала детали в интервале Т0…Тпл, Ом·см. δ – толщина материала одной детали, см; dэ – диаметр рабочей поверхности электрода.
Ом
Контактное сопротивление между деталями Rк при точечной сварке определяется по эмпирической формуле:
Rк = rк / Pcвα , Ом,
где rк – коэффициент, учитывающий свойства материала; rк = 0,001…0,002 – при сварке алюминиевых сплавов; Рсв – усилие на электродах при сварке, кгс; α – показатель степени; α = 0,75…0,85 при сварке алюминиевых сплавов.
Rк = 0,001 / 2000,85 = 11,069 · 10-6 Ом
Таким образом, имеем:
Rсв = (2 · 4,046 + 11,069) · 10-6 = 19,161 · 10-6, Ом, Количество тепла, затрачиваемое на нагрев металла деталей и электродов, а также потери в окружающую среду, Q определяется:
Q = Qя + Qм + Qэ + Qср, кал,
где Qя – количество тепла, затрачиваемое на нагрев до расплавления металла ядра сварной точки:
, кал,
где сγ – объемная теплоемкость материала детали, кал/см3; dя – диаметр ядра точки, см, принимается dя = dэ.
кал.
Qм – количество тепла, затрачиваемое на нагрев основного металла деталей в виде кольца шириной х0 вокруг точки до средней температуры Тпл/4:
, кал,
где k1 – коэффициент, учитывающий неравномерность нагрева основного металла, k1 = 0,8; х0 – ширина кольца основного металла вокруг точки, нагревающегося от ядра за счет теплопроводности за время tсв:
, см, где а – температуропроводность основного металла, кал/см2.
см кал
Qэ – количество тепла, расходуемое на нагрев участка электродов точечной машины, длиной хэ до средней температуры Тпл/8 за счет теплопроводности за время tсв ( ):
, кал,
где – сэγэ – объемная теплоемкость материала электродов, кал/см3; k2 – коэффициент, учитывающий форму электрода, принимаем k2 = 2,0.
см кал
Qср – количество тепла, расходуемое на теплоотдачу в среду. Учитывая кратковременность процесса точечной сварки, считается очень малым и им обычно пренебрегают. Таким образом, имеем:
Q = 11,157 + 145,621 + 574,296 = 731,074 кал.
В итоге получаем: А
Общий ток I2 во вторичной цепи обычно превышает Iсв на величину тока шунтирования Iш:
I2 = Iсв + Iш, А, где , А, где , Ом,
где Rш и Хш – омическое и индуктивное сопротивление шунта. Хш = 0. kп – коэффициент поверхностного эффекта. kп = 1.
Rш = Rшв + Rсвт, Ом
Омическое сопротивление ветви шунтирования Rшв определяется по формуле:
, Ом
где b – расстояние между точками, см; d – диаметр точки, см; ρ – удельное сопротивление материала, Ом · см; δ – толщина пластины, см.
Ом Сопротивление материала точки определяется:
, Ом Ом
Отсюда:
Rш = (8,091 + 80,923) · 10-6 = 89,014 · 10-6 Ом.
Тогда, после преобразований, zш равно:
, Ом
Далее вычисляем ток шунтирования:
кА.
Тогда:
I2 = 29,917 + 6,44 = 36,357 кА.
После определения действующего значения вторичного тока определяется длительное значение тока I2длит с учетом ПВ машины:
, А, которое округляют до ближайшего большего значения ряда токов по ГОСТ 10594-80 и которое далее фигурирует, как расчетное значение вторичного тока.
кА.
По ГОСТ 10594-80 принимаем I2длит = 16000А. Исходные данные для расчета Для расчета трансформатора необходимы следующие исходные данные: номинальный длительный вторичный ток, режим работы ПВ, напряжение питающей сети, частота тока, число ступеней регулирования вторичного напряжения N, вторичное напряжение на номинальной ступени, пределы регулирования вторичного напряжения. Из всего вышеперечисленного неизвестным является U20ном.
U20ном = I2н ∙ Zм, В U20ном = 36357 ∙ 246 ∙ 10-6 = 8,9 В U20max = 1,2 ∙ U20 = 1,2 ∙ 8,9 = 10,7 В U20min = U20max/Кр = 10,68/2 = 5,3 В
Таким образом, имеем следующие исходные данные для расчета трансформатора:
I2дл.н = 16000 А, ПВ = 20 %, U1 = 380 В, F = 50 Гц, N = 4 ст., U20ном = 8,9 В U20max = 10,7 B, U20min = 5,3 B,
Трансформатор броневого типа, Сердечник шихтованный, Материал обмоток – медь, Охлаждение обмоток первичной и вторичной – водяное.
Расчет токов
Первичные токи по ступеням определяются:
, А,
где k0 = 1,05. kN-1 – коэффициент трансформации для номинальной ступени;
Отсюда:
А Для других ступеней:
, А
Отсюда:
А А А
Результаты сводим в табл.1.
Расчет сечений обмоток Полное сечение вторичной обмотки определяется:
, мм2,
где W2 – число витков вторичной обмотки; j2 – допустимая плотность тока во вторичной обмотке, А/мм2;
j2 = 10-15 А/мм2 [5] мм2 Заполняем табл.2
Таблица 2
Сечение проводов каждой секции определяем по формуле:
, мм2, где j1 = 8 – 10 А/мм2
Отсюда:
мм2 мм2
Зная количество витков в каждой секции, определим суммарное сечение витков по секциям:
, мм2 мм2 мм
Суммируя значения сечений витков по секциям, получим полное сечение первичной обмотки:
мм2 мм2 Расчет тока холостого хода
Магнитные потери в стали трансформатора определяют по формуле:
P0 = kд ·Рс ·Gс, Вт
где Рс – удельные потери в стали магнитопровода. kд – коэффициент добавочных потерь. Обычно рекомендуется kд = 1,2.
P0 = 1,1 ·1,5 ·704 = 1267,2 Вт
Ток холостого хода определяется для номинальной ступени по формуле:
, А
где Iоа – активная составляющая тока холостого хода, определяется: Ioa = P0/U1, А Iор – реактивная составляющая тока холостого хода, определяется:
, А
где Кг – коэффициент, учитывающий наличие высших гармоник в кривой намагничивающего тока. Возьмем из табл. 4-6 [5]. Суммарная МДС:
ΣAW = aw·lμ+0,8n3δ3 где lμ – средняя длина магнитной линии
, м м ΣAW = 6,5·79,1+0,8·1,2·0,005·104 = 610,15 А А А
Литература
1. Ильин В.П. Технология и оборудование контактной сварки. 2. Ильин В.П., Грязнов Р.Н. Технология и оборудование контактной сварки. Методические указания по выполнению курсового проекта. – Ч.2. Ижевск: ИжГТУ, 1987 . ОСТ 92-1115-79. Сварка точечная и шовная контактная. . Справочник по электротехническим материалам. В 3-х тт. Под ред. Корицкого Ю.В. – Л.: Энергия, 1976 . Рыськова З.А. Трансформаторы для электрической контактной сварки. Л., «Энергия», 1975 . Глебов Л.В. и др. расчет и конструирование машин контактной сварки. – Л.: Энергоиздат, 1981 . Сергеев Н.П. Справочник молодого сварщика на контактных машинах. – М.: Высш. Школа, 1979 Задание
Вариант 9 Вид сварки – контактная точечная Материал АМг6
δл = (1+1) мм
Вторичный контур
Н = 250 мм L = 550 мм Nст = 4 ПВ = 20% Uсет = 380 В Введение
В настоящее время электрическая контактная сварка получила очень широкое распространение и развитие. Развивающаяся современная промышленность требует всё более совершенных контактных электросварочных машин различных типов и назначений. Перед конструкторами универсального и специального оборудования для контактной сварки стоит задача систематического повышения его технического уровня, качества и надежности [5]. Данная курсовая работа состоит из двух частей: 1) расчет параметров режима контактной сварки; 2) расчет сварочного контура и трансформатора для точечной машины. Расчет параметров режима
Конструктивные сварные точечные соединения выполняются обычно с нахлесткой (однорядные или двухрядные швы) и с отбортовкой [1]. Конструктивное изображение точечного соединения показано на рис.
Рис.1. Конструктивное изображение точечного соединения
где δ – толщина металла dя – диаметр ядра a – величина нахлестки. Из табл.9 [1] принимаем: Толщина металла δ = 1,0 мм Диаметр ядра dя = 4,0 мм Величина нахлестки a = 14,0 мм Шаг между точками t = 15 мм Параметрами режима точечной сварки являются: 1) диаметр рабочей части и марка материала электрода dэ, мм; 2) время включения тока (время сварки) tсв, с; ) сварочный ток Iсв, А; ) усилие на электродах Рсв, кгс. ) При сварке легких сплавов используются электроды со сферической рабочей частью и в качестве расчетного диаметра электрода принимают диаметр отпечатка размером: dэ = (3,5…4,0) δ, мм dэ = 4,0 · 1,0 = 4,0 мм
) Время включения тока tсв для одноимпульсной сварки определяется в зависимости от толщины свариваемых деталей.
tсв = (0,15…0,25) δ, с tсв = 0,15 · 1,0 = 0,15 с
) Сварочный ток Iсв определим по формуле, полученной из уравнения теплового баланса:
, А,
где Q – количество тепла, затрачиваемое на нагрев металла заготовок и электродов, кал; m – коэффициент, учитывающий изменение Rсв в процессе сварки, m = 1,2…1,4 – для легких сплавов; Rсв = Rэл – сопротивление нагрузки на участке электрод-электрод. Rсв в общем виде определяется:
Rсв = Rээ = 2Rд + Rк + 2Rэд, Ом,
где Rд – сопротивление материала деталей, рассчитывается как сопротивление столбика металла высотой δ1+δ2 и диаметром, равным dэ, Ом; Rк – сопротивление контакта между деталями, Ом; Rэд – сопротивление контакта между электродом и деталью, Ом. , Ом,
где А – коэффициент соответствия фактического сопротивления Rд сопротивлению расчетного цилиндра металла диаметром dэ. А – f(d/δ), значения которой приведены на графике рис.4а [1]. ρt – удельное сопротивление материала детали в интервале Т0…Тпл, Ом·см. δ – толщина материала одной детали, см; dэ – диаметр рабочей поверхности электрода.
Ом
Контактное сопротивление между деталями Rк при точечной сварке определяется по эмпирической формуле:
Rк = rк / Pcвα , Ом,
где rк – коэффициент, учитывающий свойства материала; rк = 0,001…0,002 – при сварке алюминиевых сплавов; Рсв – усилие на электродах при сварке, кгс; α – показатель степени; α = 0,75…0,85 при сварке алюминиевых сплавов.
Rк = 0,001 / 2000,85 = 11,069 · 10-6 Ом
Таким образом, имеем:
Rсв = (2 · 4,046 + 11,069) · 10-6 = 19,161 · 10-6, Ом, Количество тепла, затрачиваемое на нагрев металла деталей и электродов, а также потери в окружающую среду, Q определяется:
Q = Qя + Qм + Qэ + Qср, кал,
где Qя – количество тепла, затрачиваемое на нагрев до расплавления металла ядра сварной точки:
, кал,
где сγ – объемная теплоемкость материала детали, кал/см3; dя – диаметр ядра точки, см, принимается dя = dэ.
кал.
Qм – количество тепла, затрачиваемое на нагрев основного металла деталей в виде кольца шириной х0 вокруг точки до средней температуры Тпл/4:
, кал,
где k1 – коэффициент, учитывающий неравномерность нагрева основного металла, k1 = 0,8; х0 – ширина кольца основного металла вокруг точки, нагревающегося от ядра за счет теплопроводности за время tсв:
, см, где а – температуропроводность основного металла, кал/см2.
см кал
Qэ – количество тепла, расходуемое на нагрев участка электродов точечной машины, длиной хэ до средней температуры Тпл/8 за счет теплопроводности за время tсв ( ):
, кал,
где – сэγэ – объемная теплоемкость материала электродов, кал/см3; k2 – коэффициент, учитывающий форму электрода, принимаем k2 = 2,0.
см кал
Qср – количество тепла, расходуемое на теплоотдачу в среду. Учитывая кратковременность процесса точечной сварки, считается очень малым и им обычно пренебрегают. Таким образом, имеем:
Q = 11,157 + 145,621 + 574,296 = 731,074 кал.
В итоге получаем: А
Общий ток I2 во вторичной цепи обычно превышает Iсв на величину тока шунтирования Iш:
I2 = Iсв + Iш, А, где , А, где , Ом,
где Rш и Хш – омическое и индуктивное сопротивление шунта. Хш = 0. kп – коэффициент поверхностного эффекта. kп = 1.
Rш = Rшв + Rсвт, Ом
Омическое сопротивление ветви шунтирования Rшв определяется по формуле:
, Ом
где b – расстояние между точками, см; d – диаметр точки, см; ρ – удельное сопротивление материала, Ом · см; δ – толщина пластины, см.
Ом Сопротивление материала точки определяется:
, Ом Ом
Отсюда:
Rш = (8,091 + 80,923) · 10-6 = 89,014 · 10-6 Ом.
Тогда, после преобразований, zш равно:
, Ом
Далее вычисляем ток шунтирования:
кА.
Тогда:
I2 = 29,917 + 6,44 = 36,357 кА.
После определения действующего значения вторичного тока определяется длительное значение тока I2длит с учетом ПВ машины:
, А, которое округляют до ближайшего большего значения ряда токов по ГОСТ 10594-80 и которое далее фигурирует, как расчетное значение вторичного тока.
кА.
По ГОСТ 10594-80 принимаем I2длит = 16000А. Расчет и проектирование сварочного контура
2.1 Общие требования
Назначение машины в первую очередь определяет ее геометрические размеры вторичного контура.
12345Следующая ⇒ Читайте также: Алгоритмические операторы Matlab Конструирование и порядок расчёта дорожной одежды Исследования учёных: почему помогают молитвы? Почему терпят неудачу многие предприниматели? |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2020-03-27; просмотров: 134; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
||||||||||||||||||||||||||||||||||||||||||||||||||

 Перед конструкторами универсального и специального оборудования для контактной сварки стоит задача систематического повышения его технического уровня, качества и надежности [5].
Перед конструкторами универсального и специального оборудования для контактной сварки стоит задача систематического повышения его технического уровня, качества и надежности [5].
 Принимаем Rэд = 0.
Принимаем Rэд = 0.

 ..1,07 – коэффициент, учитывающий влияние тока холостого хода;
..1,07 – коэффициент, учитывающий влияние тока холостого хода;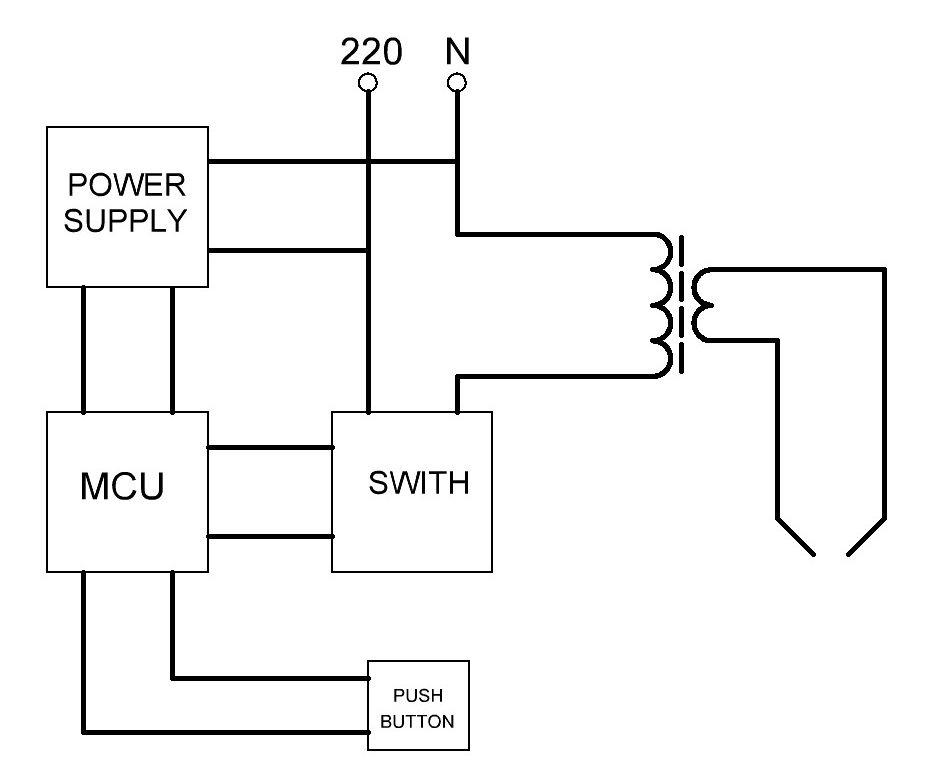 31 мм2 для II с.
31 мм2 для II с.
 Принимают по табл. 4-4[5];
Принимают по табл. 4-4[5]; Методические указания по выполнению курсового проекта. Ч.1. – Ижевск: ИжГТУ, 1986
Методические указания по выполнению курсового проекта. Ч.1. – Ижевск: ИжГТУ, 1986 В автомобильной, судостроительной, авиационной и других отраслях промышленности она является одним из ведущих технологических процессов, обеспечивающих наиболее высокую производительность труда, экономию материалов и улучшение качества изделий.
В автомобильной, судостроительной, авиационной и других отраслях промышленности она является одним из ведущих технологических процессов, обеспечивающих наиболее высокую производительность труда, экономию материалов и улучшение качества изделий. 1.
1. Для сплавов, нечувствительных к термическому циклу:
Для сплавов, нечувствительных к термическому циклу: Принимаем Rэд = 0.
Принимаем Rэд = 0.
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 176.9.44.166 (0.085 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 176.9.44.166 (0.085 с.)Аналитический расчет индуктивности рассеяния трансформаторов машин контактной сварки
Библиографическое описание:Лихачев, Д. И. Аналитический расчет индуктивности рассеяния трансформаторов машин контактной сварки / Д. И. Лихачев. — Текст : непосредственный // Молодой ученый. — 2016. — № 4 (108). — С. 58-60. — URL: https://moluch.ru/archive/108/26072/ (дата обращения: 17.09.2022).
Приведен аналитический метод расчета индуктивного сопротивления трансформатора контактной сварки. В методе для анализа и оптимизации конструкции трансформатора контактной сварки использованы относительные единицы.
Ключевые слова: аналитический метод расчета, трансформатор, контактная сварка, индуктивное сопротивление.
The analytical method of calculation of inductive resistance of the transformer of contact welding is given. In a method for the analysis and optimization of a design of the transformer of contact welding relative units are used.
Keywords: analytical method of calculation, transformer, contact welding, inductive resistance.
В трансформаторах машин контактной сварки наиболее распространены дисковые чередующиеся обмотки. Первичные обмотки выполняются из медного провода прямоугольного сечения, а вторичные из сплошных медных дисков или из тонкостенных медных трубок, спаянных между собой. Режим работы трансформатора — повторно-кратковременный. В настоящее время разрабатываются машины контактной сварки c инверторными источниками питания, рабочая частота которых может составлять от нескольких сотен герц до десятков килогерц. В трансформаторах таких машин сильно проявляется поверхностный эффект. В настоящей статье дается аналитический метод расчета индуктивности рассеяния трансформаторов с учетом поверхностного эффекта.
В настоящей статье дается аналитический метод расчета индуктивности рассеяния трансформаторов с учетом поверхностного эффекта.
На рис.1 показано сечение сварочного трансформатора с броневым магнитопроводом, четырьмя дисками 1, 3, 4, 6 первичной обмотки, выполненной из провода прямоугольного сечения, и двумя дисками 2, 5 вторичной обмотки, выполненной из медных спаянных трубок.
Рис. 1. К расчету потерь в обмотках сварочного трансформатора
Направления токов, протекающих в обмотках, показано точками и крестиками. Принимаем, что для магнитопровода μ→∞, тогда напряженности магнитного и электрического полей зависят только от одной координаты Z. Напряженность магнитного поля имеет только одну координату HX=H, а напряженность электрического поля одну координату EY=E. Справа на рис.1 показана эпюра напряженности магнитного поля рассеяния.
В [1] дано аналитическое выражение для активного сопротивления отдельного диска обмотки трансформатора с дисковыми обмотками. При выводе этого выражения принято, что удельная электрическая проводимость дисков первичной обмотки определяется формулой [2]:
При выводе этого выражения принято, что удельная электрическая проводимость дисков первичной обмотки определяется формулой [2]:
(1)
где – удельная электрическая проводимость меди, c — размер провода на рис.1, d — толщина изоляции между проводами.
Принимая во внимание сделанные допущения, необходимо рассчитать электромагнитное поле в однородном плоском проводящем листе с усредненной удельной электрической проводимостью γ, например, в листе ABCD с заданными граничными условиями H1 и H2 для напряженности магнитного поля на рис.2.
Для получения выражения для индуктивного сопротивления листа ABCD на рис.2 необходимо найти мнимую часть комплексного вектора Пойнтинга [3]. Для рассматриваемого плоского листа направления векторов Пойнтинга показано на рис.2:
Рис. 2. К расчету электромагнитного поля в однородном плоском листе
Поэтому поток вектора Пойнтинга сквозь поверхности листа:
(2)
где h·L — площадь боковой поверхности листа.
Для напряженности электрического поля на границе листа при Z=0 имеем:
(3)
где , , ω=2πf — угловая частота;
f — частота синусоидального напряжения трансформатора;
μ — магнитная проницаемость обмоток;
γ — удельная электрическая проводимость листа;
bj — ширина листа с номером j.
При Z=b, для напряженности электрического поля имеем:
=(4)
Поток вектора Пойнтинга на единицу длины L листа:
(5)
Поскольку напряженности поля на границах являются действительными числами, имеем:
,
(6)
Тогда выражение (2) можно записать в виде:
(7)
Используем гиперболические функции для преобразования предыдущего и получим:
(8)
Для выделения действительной и мнимой частей в комплексном векторе введем безразмерный параметр — относительную толщину j-ого листа. Этот параметр характеризует степень проявления поверхностного эффекта в листе. Такой параметр используется при расчете потерь в проводниках, расположенных в пазах электрических машин, в многослойных и дисковых чередующихся обмотках трансформаторов [2]:
Этот параметр характеризует степень проявления поверхностного эффекта в листе. Такой параметр используется при расчете потерь в проводниках, расположенных в пазах электрических машин, в многослойных и дисковых чередующихся обмотках трансформаторов [2]:
(9)
Для дальнейших преобразований целесообразно представить произведение kb в виде:
(10)
Выражение для индуктивного сопротивления диска, приходящегося на единицу его длины в направлении оси OY, показанного на рис.2, имеет вид:
(11)
где [1] (12)
Для удобства анализа индуктивного сопротивления введем относительную величину — отношение индуктивного сопротивления диска к сопротивлению при постоянном токе для листа ABCD:
(13)
где R0 — сопротивление постоянному току листа ABCD.
Это выражение можно использовать для любого диска с номером j обмоток трансформатора на рис.1:
(14)
Литература:
- Сахно Л.
 И., Сахно О. И., Лихачев Д. И. Инженерный метод расчета критической толщины дисков обмоток трансформаторов машин контактной сварки // Сварочное производство. — 2010. — № 1. — С. 17–18.
И., Сахно О. И., Лихачев Д. И. Инженерный метод расчета критической толщины дисков обмоток трансформаторов машин контактной сварки // Сварочное производство. — 2010. — № 1. — С. 17–18. - Васютинский С. Б. Вопросы теории и расчета трансформаторов. — Л.: Энергия, 1970. — 150 с.
- Нейман Л. Р., Демирчян К. С. Теоретические основы электротехники. — Л.: Энергия, 1975. — 415 с.
Основные термины (генерируются автоматически): ABCD, контактная сварка, поверхностный эффект, удельная электрическая проводимость, электрическое поле, индуктивное сопротивление, комплексный вектор, магнитное поле, первичная обмотка, прямоугольное сечение.
Ключевые слова
аналитический метод расчета, трансформатор, контактная сварка, индуктивное сопротивление. ,
индуктивное сопротивление
,
индуктивное сопротивлениеаналитический метод расчета, трансформатор, контактная сварка, индуктивное сопротивление.
Похожие статьи
Расчет потерь в
обмотках электрических машин с учетом…Ключевые слова: методика расчета, электрическая машина, поверхностный эффект в обмотках.
Расчет проводится относительно векторного магнитного потенциала А при частоте 50 Гц. Каждый проводник имеет прямоугольное сечение 9×20 мм2.
Метод расчета активного
сопротивления цилиндрического…В результате комплексное сопротивление выражаем формулой: (6). Вектор напряженности электрического поля вычисляем по формуле: (7). где σ — удельная проводимость, См/м.
Вектор напряженности электрического поля вычисляем по формуле: (7). где σ — удельная проводимость, См/м.
Оценка уровня
магнитного поля трансформаторавнешнее магнитное поле, первичная обмотка, радиальная составляющая напряженность, трехфазный трансформатор, холостой ход.
Трансформатор тока в
магнитном поле | Статья в журнале…Работа ТТ в магнитном поле. При воздействии на ТТ внешнего постоянного магнитного поля магнитопровод насыщается, уменьшается его магнитная проницаемость. При этом магнитная связь между первичной и вторичной обмотками ослабевает. ..
..
Разностно-потенциальные коэффициенты как параметры схемы…
, где — вектор электрической или магнитной напряжённости поля в комплексной форме; mm0 — магнитная проницаемость среды; g — удельная проводимость среды; w — круговая частота переменного тока.
Цепно-полевой подход к анализу переходных процессов в системе…
Электромагнитные процессы преобразования энергии импульсного электрического разряда, происходящие в цепи катушки индуктора и в магнитном поле, индуцирующем вихревые токи в электропроводном объекте…
Электрическое поле в диэлектриках с неоднородной структурой1. Электрическое поле в двухслойном диэлектрике в случае отсутствия токов проводимости.
Величина вектора электрического смещения не зависит от среды, в которой создается электрическое поле, поэтому , следовательно
Расчет распределения тока в плоском
индукционном нагревателе…Токи в ленточных проводниках имеют одинаковое направление, а магнитные поля, создаваемые этими токами складываются.
При расчете индуктивности обмотки необходимо учитывать
где r – удельное электрическое сопротивление материала проводника, Ом м.
Исследование
электрических свойств композитного углеродного…На рис. 2. представлены зависимости удельного сопротивления r для КМ от температуры . При расчете r учитывалась площадь сечения образца (3,5
Моделирование асинхронного двигателя с помощью магнитных и электрических схем замещения с двумя пазами на полюс и фазу.
Расчет потерь в
обмотках электрических машин с учетом…Ключевые слова: методика расчета, электрическая машина, поверхностный эффект в обмотках.
Расчет проводится относительно векторного магнитного потенциала А при частоте 50 Гц. Каждый проводник имеет прямоугольное сечение 9×20 мм2.
Метод расчета активного
сопротивления цилиндрического…В результате комплексное сопротивление выражаем формулой: (6). Вектор напряженности электрического поля вычисляем по формуле: (7). где σ — удельная проводимость, См/м.
Оценка уровня
магнитного поля трансформаторавнешнее магнитное поле, первичная обмотка, радиальная составляющая напряженность, трехфазный трансформатор, холостой ход.
Трансформатор тока в
магнитном поле | Статья в журнале…Работа ТТ в магнитном поле. При воздействии на ТТ внешнего постоянного магнитного поля магнитопровод насыщается, уменьшается его магнитная проницаемость. При этом магнитная связь между первичной и вторичной обмотками ослабевает…
Разностно-потенциальные коэффициенты как параметры схемы…
, где — вектор электрической или магнитной напряжённости поля в комплексной форме; mm0 — магнитная проницаемость среды; g — удельная проводимость среды; w — круговая частота переменного тока.
Цепно-полевой подход к анализу переходных процессов в системе.
 ..
..Электромагнитные процессы преобразования энергии импульсного электрического разряда, происходящие в цепи катушки индуктора и в магнитном поле, индуцирующем вихревые токи в электропроводном объекте…
Электрическое поле в диэлектриках с неоднородной структурой1. Электрическое поле в двухслойном диэлектрике в случае отсутствия токов проводимости.
Величина вектора электрического смещения не зависит от среды, в которой создается электрическое поле, поэтому , следовательно
Расчет распределения тока в плоском
индукционном нагревателе…Токи в ленточных проводниках имеют одинаковое направление, а магнитные поля, создаваемые этими токами складываются.
При расчете индуктивности обмотки необходимо учитывать
где r – удельное электрическое сопротивление материала проводника, Ом м.
Исследование
электрических свойств композитного углеродного…На рис. 2. представлены зависимости удельного сопротивления r для КМ от температуры . При расчете r учитывалась площадь сечения образца (3,5
Моделирование асинхронного двигателя с помощью магнитных и электрических схем замещения с двумя пазами на полюс и фазу.
Машины для контактной сварки
Машины
для контактной сварки бывают стационарными, передвижными и
подвесными (сварочные клещи). По роду
тока в сварочном контуре могут быть
машины переменного или постоянного
тока от импульса тока, выпрямленного в
первичной цепи сварочного трансформатора
или от разряда конденсатора. По способу
сварки различают машины для точечной,
рельефной, шовной и стыковой сварки.
По способу
сварки различают машины для точечной,
рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 – трансформатор; 2 – переключатель ступеней; 3 – вторичный сварочный контур; 4 – прерыватель первичной цепи; 5 – регулятор; 6 – привод сжатия; 7- привод зажатия деталей; 8 – привод осадки деталей; 9 – привод вращения роликов; 10- аппаратура подготовки; 11 – орган включения
Электрическая
часть включает в себя силовой сварочный
трансформатор 1 с переключателем ступеней
2 его первичной обмотки, с помощью
которого регулируют вторичное напряжение,
вторичный сварочный контур 3 для
подвода сварочного тока к деталям,
прерыватель 4 первичной цепи сварочного
трансформатора 1 и регулятор 5 цикла
сварки, обеспечивающий заданную
последовательность операций цикла и
регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все
машины снабжены органом включения 11. У
точечных и шовных машин это ножная
педаль с контактами, у стыковых – это
комплект кнопок. С органов управления
поступают команды на сжатие “С”
электродов или зажатие “3” деталей,
на включение “Т” и отключение “О”
сварочного тока, на вращение “В”
роликов, на включение “а” регулятора
цикла сварки. Эти команды отрабатываются
соответствующими блоками машины,
обеспечивая выполнение операций цикла
сварки.
Эти команды отрабатываются
соответствующими блоками машины,
обеспечивая выполнение операций цикла
сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая
характеристика электродов – стойкость,
способность сохранять исходную форму,
размеры и свойства при нагреве рабочей
поверхности до температуры 600 0С
и ударных усилиях сжатия до 5 кг/мм2.
Электроды для точечной сварки – это
быстроизнашивающийся сменный инструмент
сварочной машины. Для изготовления
электродов используют медь и жаропрочные
медные сплавы – бронзы. Это может быть
хромоциркониевая бронза БрХЦрА; кадмиевая
БрКд1; хромистая БрХ; бронза, легированная
никелем, титаном и бериллием БрНТБ или
кремний-никелевая бронза БрКН-1-4.
Последние две бронзы обладают повышенной
износостойкостью, из них можно
изготавливать электроды-губки стыковых
машин. Материалы для электродов должны
обладать также высокой электро- и
теплопроводностью, чтобы их нагрев в
процессе сварки был меньше. Температура
разупрочнения бронз не превышает 0,5 их
температуры плавления, а рабочая
поверхность электрода нагревается до
0,6 Тпл. При таких условиях электродные бронзы
относительно быстро разупрочняются.
Повысить износостойкость электродов
можно, используя технологические
факторы. Сварку алюминиевых и магниевых
сплавов лучше производить на конденсаторных
машинах, а не на машинах переменного
тока. Вместо механической зачистки
нужна химическая очистка поверхности,
травление и пассивация.
Для изготовления
электродов используют медь и жаропрочные
медные сплавы – бронзы. Это может быть
хромоциркониевая бронза БрХЦрА; кадмиевая
БрКд1; хромистая БрХ; бронза, легированная
никелем, титаном и бериллием БрНТБ или
кремний-никелевая бронза БрКН-1-4.
Последние две бронзы обладают повышенной
износостойкостью, из них можно
изготавливать электроды-губки стыковых
машин. Материалы для электродов должны
обладать также высокой электро- и
теплопроводностью, чтобы их нагрев в
процессе сварки был меньше. Температура
разупрочнения бронз не превышает 0,5 их
температуры плавления, а рабочая
поверхность электрода нагревается до
0,6 Тпл. При таких условиях электродные бронзы
относительно быстро разупрочняются.
Повысить износостойкость электродов
можно, используя технологические
факторы. Сварку алюминиевых и магниевых
сплавов лучше производить на конденсаторных
машинах, а не на машинах переменного
тока. Вместо механической зачистки
нужна химическая очистка поверхности,
травление и пассивация. Расстояние l
от рабочей поверхности до дна охлаждающего
канала (рис. 2) не должно превышать 10…12
мм, увеличение его до 15 мм повышает износ
электрода в 2 раза. При сварке черных
металлов стойкость электродов можно
повысить в 3…4 раза только за счет
сферической заточки электрода и снижения
темпа сварки до 40…60 точек в минуту.
Расстояние l
от рабочей поверхности до дна охлаждающего
канала (рис. 2) не должно превышать 10…12
мм, увеличение его до 15 мм повышает износ
электрода в 2 раза. При сварке черных
металлов стойкость электродов можно
повысить в 3…4 раза только за счет
сферической заточки электрода и снижения
темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а – с наружным посадочным конусом; б – колпачковых
Электрод
должен иметь минимальную массу, удобно
и надежно устанавливаться на сварочной
машине. Диаметр D должен обеспечивать
устойчивость электрода против изгиба
при сжатии его усилием сварки, а также
возможность захвата инструментом для
снятия. Внутренний диаметр должен
обеспечивать ввод трубки с охлаждающей
водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления
электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм
и 1 : 5 при D > 32 мм.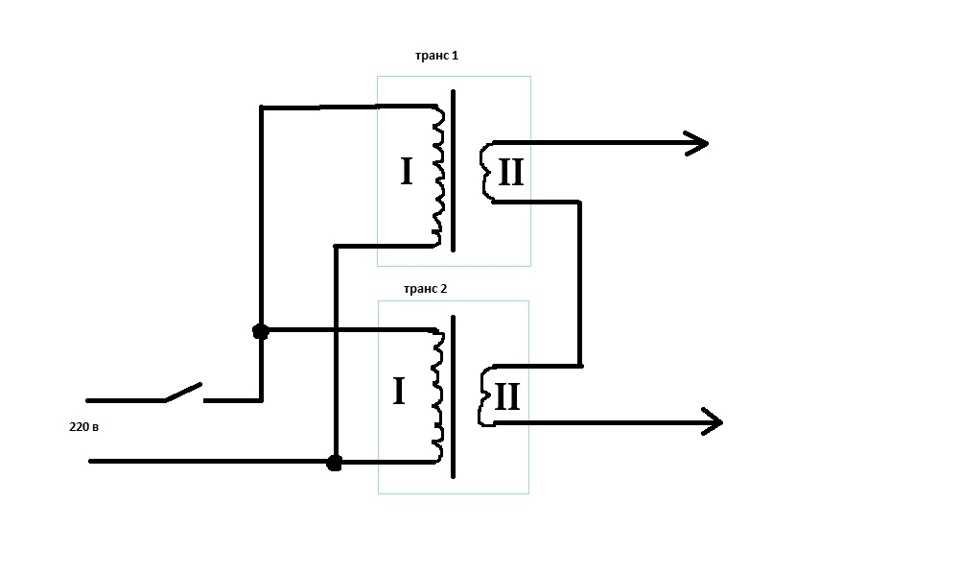 Диаметр рабочей части
электрода выбирают в зависимости от
толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным
посадочным конусом (рис. 2, а) обычно не
превышает 20 000 сварок. Стойкость
колпачковых электродов (рис. 2, б) с
внутренним посадочным конусом достигает
100 000 сварок вследствие лучших условий
охлаждения. Для сварки деталей сложной
конфигурации в труднодоступных местах
применяют фигурные электроды.
Диаметр рабочей части
электрода выбирают в зависимости от
толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным
посадочным конусом (рис. 2, а) обычно не
превышает 20 000 сварок. Стойкость
колпачковых электродов (рис. 2, б) с
внутренним посадочным конусом достигает
100 000 сварок вследствие лучших условий
охлаждения. Для сварки деталей сложной
конфигурации в труднодоступных местах
применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие
губки стыковых машин по форме и размерам
должны соответствовать поперечному
сечению свариваемых деталей. Длину
губок выбирают такой, чтобы обеспечить
соосность деталей и предотвратить их
проскальзывание при осадке. При сварке
стержней она составляет 3…4 их диаметра,
а при сварке полос – не менее 10 толщин
полосы.
При сварке
стержней она составляет 3…4 их диаметра,
а при сварке полос – не менее 10 толщин
полосы.
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор
конкретного способа подготовки
поверхностей определяется материалом
деталей, исходным состоянием их
поверхностей, характером производства.
Для штучного и мелкосерийного производства
необходимо предусмотреть операции
правки, рихтовки, обезжиривания, травления
или зачистки, механической обработки.
В условиях крупносерийного и массового
производства, где обеспечивается высокое
качество исходных материалов в
заготовительном и штампопрессовом
производствах, подготовку поверхностей
перед сваркой можно не делать. Исключение
составляют детали из алюминиевых
сплавов, требующих обработки поверхности
не ранее чем за 10 ч до сварки.
Исключение
составляют детали из алюминиевых
сплавов, требующих обработки поверхности
не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки – это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где
за Rсв принимают сопротивление столбика
металла между электродами. При расчете
сварочного тока, времени импульса,
сварочного трансформатора Rсв – исходный параметр, так как его легко
рассчитать, зная материал детали, ее
толщину и требуемую температуру сварки.
При этом сопротивлениями в контактах
между деталями и между электродами и
деталями пренебрегают.
При расчете
сварочного тока, времени импульса,
сварочного трансформатора Rсв – исходный параметр, так как его легко
рассчитать, зная материал детали, ее
толщину и требуемую температуру сварки.
При этом сопротивлениями в контактах
между деталями и между электродами и
деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где
U2 – напряжение на вторичном контуре
сварочной машины, a Z – полное сопротивление
вторичного контура, в которое входит
Rсв.
Поэтому при увеличении Rсв уменьшится Iсв,
а он входит в закон Джоуля-Ленца в
квадрате. Следовательно, увеличение
Rсв не всегда увеличивает количество
выделяющейся при сварке теплоты, многое
зависит от соотношения Rсв и полного сопротивления вторичного
контура сварочной машины. Отсюда следуют
несколько практических выводов. С ростом
общего сопротивления вторичного контура
от 50 до 500 мкОм тепловыделение в зоне
сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла
компенсируется увеличением мощности
(U2)
или времени сварки. Сварка на контактных
машинах с малым сопротивлением вторичного
контура (~ 50 мкОм) сопровождается
интенсивным ростом нагрева по мере
падения Rсв в процессе увеличения сварного ядра.
При достижении равенства Rсв = Z нагрев достигает максимума, а затем,
по мере еще большего снижения Rсв (по достижении требуемого размера ядра),
уменьшается. Таким образом, сварка на
контактных машинах с малым сопротивлением
вторичного контура (а их большинство)
сопровождается нестационарным нагревом
и нестабильным качеством соединений.
Уменьшить этот недостаток можно надежным
сжатием зачищенных деталей, обеспечивающим
поддержание Rсв на минимальном уровне, либо поддерживая
высокий уровень Rсв за счет слабого сжатия деталей и
разделения импульса сварочного тока
на несколько коротких импульсов.
С ростом
общего сопротивления вторичного контура
от 50 до 500 мкОм тепловыделение в зоне
сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла
компенсируется увеличением мощности
(U2)
или времени сварки. Сварка на контактных
машинах с малым сопротивлением вторичного
контура (~ 50 мкОм) сопровождается
интенсивным ростом нагрева по мере
падения Rсв в процессе увеличения сварного ядра.
При достижении равенства Rсв = Z нагрев достигает максимума, а затем,
по мере еще большего снижения Rсв (по достижении требуемого размера ядра),
уменьшается. Таким образом, сварка на
контактных машинах с малым сопротивлением
вторичного контура (а их большинство)
сопровождается нестационарным нагревом
и нестабильным качеством соединений.
Уменьшить этот недостаток можно надежным
сжатием зачищенных деталей, обеспечивающим
поддержание Rсв на минимальном уровне, либо поддерживая
высокий уровень Rсв за счет слабого сжатия деталей и
разделения импульса сварочного тока
на несколько коротких импульсов. Последнее еще и экономит энергию и
обеспечивает прецизионное соединение
с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и
обеспечивает прецизионное соединение
с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество
сварных соединений, выполненных
контактной сваркой,
определяется подготовкой поверхностей
к сварке, а также правильным выбором
параметров режима и их стабильностью.
Основной показатель качества точечной
и шовной сварки – это размеры ядра сварной
точки. Для всех материалов диаметр ядра
должен быть равен трем толщинам S более
тонкого свариваемого листа. Допускается
разброс значений глубины проплавления
в пределах 20…80 % S. За меньшим из этих
пределов следует непровар, за большим
– выплеск. Глубина вмятины от электрода
не должна превышать 0,2 S. Размер нахлестки
в точечных и шовных соединениях должен
выбираться в пределах 2,5…5,0 диаметров
ядра.
Глубина вмятины от электрода
не должна превышать 0,2 S. Размер нахлестки
в точечных и шовных соединениях должен
выбираться в пределах 2,5…5,0 диаметров
ядра.
Основные дефекты сварных соединений при точечной и шовной сварке – это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод – деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов – недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют
качество контактной сварки чаще всего
внешним осмотром, а также любыми методами
неразрушающего контроля. Сложность
контроля состоит в том, что этими методами
непровар не выявляется, так как поверхности
деталей плотно прижаты друг к другу, в
их контакте образуется “склейка”,
проникающие излучения, магнитное поле
и ультразвук не отражаются и не
ослабляются. Наиболее оперативный метод
контроля – разрушение контрольных
образцов в тисках молотком и зубилом.
Если непровара нет, разрушение происходит
по целому металлу одной из деталей,
можно измерить диаметр литого ядра при
точечной и шовной сварке.
Сложность
контроля состоит в том, что этими методами
непровар не выявляется, так как поверхности
деталей плотно прижаты друг к другу, в
их контакте образуется “склейка”,
проникающие излучения, магнитное поле
и ультразвук не отражаются и не
ослабляются. Наиболее оперативный метод
контроля – разрушение контрольных
образцов в тисках молотком и зубилом.
Если непровара нет, разрушение происходит
по целому металлу одной из деталей,
можно измерить диаметр литого ядра при
точечной и шовной сварке.
Сварочные трансформаторы: устройство, виды, применение
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.
Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.
Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой.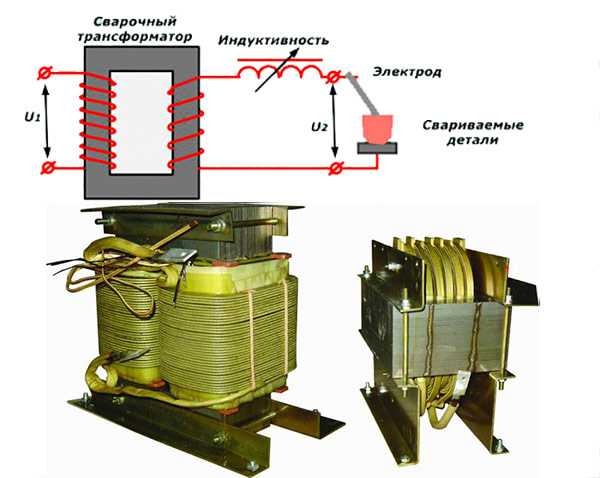 Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.
Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).
Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.

Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
как сделать для контактной сварки, схема и инструкция – Виды сварочных аппаратов на Svarka.guru
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем. Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Содержание
- 1 Источник трансформатора печь СВЧ
- 1.1 Разборка трансформатора
- 1.2 Подбор кабеля на вторичку
- 1.3 Добавление новой обмотки
- 1.4 Определение правильности последовательного соединения трансформаторов
- 1.
 5 Электроды
5 Электроды - 1.6 Установка
- 1.7 Органы управления и контроля
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм;
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно;
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.
- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2). Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В;
- продолжительная нагрузка 300А;
- перенесение кратковременных импульсов до 1200 А;
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
[stextbox id=’info’]Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей![/stextbox]
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3. Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В;
- импульсный ток min – 800 А.

[stextbox id=’info’]На этом этапе заботимся об установке защитного кожуха и заземления.[/stextbox]
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается;
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
[stextbox id=’warning’]Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.[/stextbox]
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами; Порядок подключения следует изменить.

- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.

- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении. Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину;
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
[stextbox id=’info’]Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.[/stextbox]
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный. Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
[stextbox id=’warning’]Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.[/stextbox]
Аппараты для контактной сварки – обзор
ScienceDirectРегистрацияВход
Аппараты для контактной сварки неизменно имеют как минимум один электрод, который движется со значительной силой;
Из: Здоровье и безопасность при сварке и смежных процессах (пятое издание), 2002 г.
Джейн Блант, Найджел С. Балчин, Здоровье и безопасность при сварке и смежных процессах (пятое издание), 2002 г.
Механические опасности
Сварка сопротивлением широко используется для гильотинированных, штампованных или штампованных компонентов, которые могут иметь очень острые края или заусенцы. Частота порезов и рваных ран может быть сведена к минимуму путем удаления заусенцев с компонентов перед тем, как они будут помещены в положение сварки, а также с помощью защитных перчаток или рукавиц.
Сварочные аппараты для контактной сварки обязательно имеют по крайней мере один электрод, который движется со значительным усилием; в этом отношении они очень напоминают силовой пресс. Если машина работает, когда между электродами или плитами находится палец или рука, это может привести к сильному защемлению. Риск защемления следует учитывать для каждой машины, и должны быть разработаны подходящие средства для защиты оператора. Машины для сварки швов требуют аналогичной защиты от опасности защемления между колесными электродами. Если рабочие детали не имеют такой конфигурации, что руки удалены от места операции, то меры безопасности должны быть одним из следующих:
- –
Guards or Shiptures, чтобы предотвратить руку, входящую в опасную зону
- –
Двухрубанные контрольные. −
или аналогичная мера.
В последней разработке, применимой к широкому спектру машин и мало нарушающей нормальную работу, используется модифицированная система давления воздуха. Первоначальный доступ осуществляется с низким давлением, которое не может создать достаточную силу, чтобы вызвать серьезные травмы защемленной руки или пальца. Когда межэлектродный зазор уменьшается до 6–8 мм, при отсутствии каких-либо препятствий применяется полное давление воздуха для создания нормального усилия сжатия сварного шва. Альтернативой является зонд рядом с электродом или вокруг него, который выключает машину, если она сталкивается с препятствием.
Для машин, выполнение последовательности которых занимает 3 с или более, и механических движений, которые могут быть опасными при снятии ограждений, должны быть предусмотрены кнопки аварийного останова в пределах досягаемости оператора и любого, кто может быть защемлен , если сами кнопки не будут создавать дополнительную опасность для людей.
Некоторые производственные работы по узлам сложной формы, например, используемым в конструкции автомобилей, могут выполняться роботами; представленные опасности обсуждаются в Главе 9.
Просмотр книги Глава покупки
Читать полная глава
URL: https://www.sciendirect.com/science/article/pii/b9781855735385500172
Klas Weman, в ручной книжке Welderd Processepes (Second Edition), 2012 Klas Weman, в сваде. Первые машины для контактной сварки использовались для стыковой сварки. Элиу Томсон изготовил первый сварочный трансформатор в 1886 году в США и в следующем году запатентовал этот процесс. На рубеже веков Thomson продолжил разработку других типов машин, таких как для точечной сварки, шовной сварки, выступающей сварки и для стыковой сварки оплавлением. Точечная сварка позже стала наиболее распространенным методом сварки сопротивлением и сегодня используется в основном в автомобильной промышленности, а также для многих других применений листового металла. На рисунке 1.2 показан принцип: два медных электрода оказывают давление на перекрывающиеся пластины, и сильный ток сплавляет пластины вместе. Первые роботы для контактной точечной сварки были поставлены компанией Unimation компании General Motors в 1919 г.64. Рисунок 1.2. Принцип контактной точечной сварки. Просмотр книги Глава Черта Читать полная глава URL: https://www.sciendirect.com/science/article/pii/b978085709510750001x KLAS Weman, в Ударниях по сварке (Second Edtition), 2012 KLAS Weman, в обработчиках сварки. Сварка сопротивлением является одним из старейших методов сварки. Различные методы, как правило, быстры, эффективны и мало загрязняют окружающую среду. Никаких наполнителей не требуется. Недостатками могут быть высокие капитальные затраты и несколько ограниченный диапазон применений. Каждый тип метода контактной сварки обычно может использоваться только для одного типа сварки. Оборудование для контактной сварки также относительно дорого. В результате доля общей стоимости, учитываемой по отношению к стоимости оборудования, намного выше, чем при дуговой сварке. В процессе тепло вырабатывается за счет прохождения электрического тока через сопротивление, образованное контактом между двумя металлическими поверхностями. Плотность тока настолько высока, что образуется локальная лужа расплавленного металла, соединяющая две части. Ток часто находится в диапазоне 1 000–100 000 А, а напряжение в диапазоне 1–30 В. Для получения соединения машины контактной сварки должны пройти три основных этапа: Зажим или сжимая заготовки с определенной механической силой и удерживая их в правильном положении. Пропускание необходимого тока через заготовку. Контроль времени сварки по мере необходимости. Существует два различных типа станков, в зависимости от расположения электродных консолей: станки с поворотным рычагом , в которых верхний рычаг опирается на подшипник в раме, и станки с направляющей рейкой станки, в которых верхний электрод линейно управляется пневматическим цилиндром, как показано на рисунке 11.1. Рисунок 11.1. Машины контактной сварки с поворотным рычагом и направляющими. Важно, чтобы держатели электродов могли быстро двигаться, чтобы приспособиться к движению, поскольку заготовка размягчается от тепла и движется вместе: в противном случае существует риск разбрызгивания из сварного шва. Механическая или пневматическая пружина может поддерживать давление на электрод, когда материал «схлопывается», тем самым снижая риск разбрызгивания. Размер машины и длина выступающих плеч в первую очередь зависят от размера и формы свариваемых изделий. При сварке переменным током плечи не должны быть длиннее, чем это необходимо, с учетом электрического реактивного сопротивления контура, окруженного плечами, т. е. площади, окруженной плечами и рамой. (Это справедливо, конечно, только при сварке переменным током.) Большая площадь окна позволяет сваривать более крупные изделия, но также увеличивает реактивное сопротивление. По этой причине кронштейны на большинстве машин для контактной сварки являются регулируемыми, хотя это не относится к рельефной сварке. Устройство РПН на сварочном трансформаторе обеспечивает базовое (или грубое) регулирование напряжения и тока. Точная регулировка обеспечивается тиристорным контактором, который управляет переключением сварочного тока. Сварочные аппараты постоянного тока с выпрямителем на вторичной стороне трансформатора дороже, но невосприимчивы к индуктивному падению напряжения. Использование инверторной технологии в сочетании с интеллектуальной технологией в источнике питания позволяет точно контролировать сварочный ток и время в режиме реального времени, обеспечивая лучший общий результат. Если блок давления управляется серводвигателями, а не пневматически, время цикла может быть уменьшено, т.е. в роботизированных сварочных работах. Таблица 11.1. Примеры применения ряда методов контактной сварки. Обычно мы различаем пять различных типов контактной сварки: точечная сварка шовная сварка Проекционная сварка Сварка сопротивления. Применяется для соединения тонких листовых материалов (до 3 + 3 мм) внахлест и широко применяется, например в автомобильной промышленности. Типичный автомобиль может иметь до 5000 точечных сварных соединений. Высокий ток в сочетании с коротким временем нагрева означает, что подводимая тепловая энергия используется эффективно: очень мало отводится в окружающий металл. Небольшая деформация заготовки, так как тепловая энергия более или менее ограничивается непосредственной близостью к сварному шву. Очень высокая производительность для механизированных процессов. Точечная сварка листа 1+1 мм, например, занимает 0,20 с. Простота автоматизации, высокая стабильность, что делает этот метод пригодным для массового производства. Низкое энергопотребление и незначительное загрязнение окружающей среды без необходимости использования наполнителей. Таким образом, этот метод оказывает меньшее воздействие на окружающую среду, чем при сварке дугой. Требуется небольшое обучение. Два электрода сжимают два металлических листа вместе со значительным усилием, пропуская через металл сильный ток. Q=I2⋅R⋅t , где Q = количество тепловой энергии (Вт) I = ток (А) Ч = сопротивление на сварном шве (Ом) t = продолжительность сварки (с) Общее сопротивление между электродами (см. Рисунок 11.2) состоит из: Рисунок 11.2. Принцип точечной сварки. 2r1+2r2+r3 где r 1 = контактное сопротивление между каждым электродом и заготовкой0003 r 3 = контактное сопротивление между двумя кусками металла. Контактное сопротивление между электродами и заготовкой, и особенно контактное сопротивление между двумя соединяемыми металлическими частями, значительно выше, чем сопротивление токопроводящего пути через металл. Незначительные неровности на поверхности металла означают, что ток концентрируется в нескольких контактных точках, в результате чего на контактных поверхностях происходит наибольший нагрев. В начале сварки контактное сопротивление очень высокое. Начальное прохождение тока прорывает поверхностные слои, так что контактные сопротивления быстро падают. Большая часть тепла, образующегося при контакте электродов с заготовкой, отводится через водоохлаждаемые электроды. Однако это не относится к теплу, выделяемому при контактном сопротивлении между двумя листами заготовки. Температура здесь повышается до тех пор, пока не будет достигнута температура плавления металла, при этом поверхности продолжают прижиматься силой прижима, так что в зоне контакта образуется очаг сварки. Электроды должны быть из материала с высокой твердостью, низким электрическим сопротивлением и высокой теплопроводностью. Охлаждение имеет решающее значение для их срока службы. Изнашивание вместе с деформацией увеличивает эффективный контактный размер электродов, что снижает плотность тока и, со временем, прочность получаемых сварных швов. Процесс точечной сварки включает ряд параметров или переменных, которые можно регулировать для достижения оптимальных характеристик сварки. Таблицы оптимальных значений составлены, но также необходимо оптимизировать процесс методом проб и ошибок. Сварочный ток — это ток, протекающий через заготовку. Из всех параметров это оказывает наибольшее влияние на прочность и качество сварного шва, так как количество выделяемого тепла пропорционально квадрату сварочного тока. Поэтому сварочный ток должен быть тщательно отрегулирован: слишком большой ток приводит к сварному шву с низкой прочностью, со слишком большим углублением кратера, разбрызгиванием и некоторой деформацией. Это также означает, что электроды изнашиваются без необходимости. Время сжатия — это время, необходимое для создания усилия зажима. Оно зависит от толщины металла и плотности посадки, а также зависит от конструкции губок электрода. Сила зажима — это сила, с которой электроды прижимают листы друг к другу (кН). Важно, чтобы это тщательно контролировалось, так как слишком низкое усилие зажима приводит к высокому контактному сопротивлению, сопровождаемому разбрызгиванием, что приводит к плохой прочности сварного шва, в то время как слишком высокое усилие приводит к слишком маленькому сварному шву, опять же с плохой прочностью. , но сопровождается ненужным износом электродов и слишком большим углублением кратера. Время сварки — это время, в течение которого ток протекает через заготовку, и измеряется в циклах, т. е. время, в течение которого переменный ток проходит один цикл. Время удержания — это время с момента прерывания тока до момента, когда усилие зажима может быть снято. Пластины должны удерживаться вместе до тех пор, пока сварочная ванна не затвердеет, чтобы можно было переместить соединение или электроды в следующее положение сварки. Площадь электрода определяет размер площади, через которую проходит сварочный ток, т.е. плотность тока. Диаметр электрода (d) определяется по отношению к толщине металла (t) по следующей формуле: d=5⋅t При сварке высокопрочных сталей может потребоваться корректировка параметров сварки, чтобы чтобы избежать риска образования микротрещин или пор. Область на диаграмме (см. Рисунок 11.3), в пределах которой может быть получен приемлемый точечный сварной шов, называется полем допуска или зоной свариваемости. Слишком высокий ток приводит к разбрызгиванию, а слишком низкий ток или слишком короткое время сварки приводят к некачественному сварному шву или даже к его отсутствию. Рисунок 11.3. Доля смачиваемости, где можно получить приемлемую точечную сварку. Шовная сварка используется так же, как и точечная сварка, и работает по тому же принципу. Отличие состоит в том, что используются два электрода в форме колеса, катящиеся вдоль (и обычно питающие) заготовку (см. рис. 11.4). Рисунок 11.4. Принцип шовной сварки. Два колеса должны быть одинакового размера, чтобы предотвратить отклонение детали в сторону одного из них. Фактический контактный профиль может быть разработан несколькими способами, чтобы соответствовать форме свариваемой детали. Ток может протекать непрерывно во время сварки или прерывисто, создавая ряд точек, расположенных так близко друг к другу, что получается единый непрерывный шов. Неизбежная проблема шовной сварки заключается в том, что часть тока «просачивается» через законченный шов. Поскольку ролики электродов вращаются, их не нужно поднимать между точками, как при точечной сварке. Как и шовная, и точечная сварка, выступающая сварка используется для соединения двух перекрывающихся листов относительно тонкого металла. Процесс включает в себя вдавливание нескольких «ямочек» в одну из пластин и одновременную сварку двух пластин вместе (см. рис. 11.5). Рисунок 11.5. Принцип рельефной сварки. Этот метод также можно использовать для приварки металлического листа к концам стержней, стержней или труб или для приварки гаек к листам. Проволочные сетки (т. е. места пересечения проволок) также особенно подходят для рельефной сварки. Преимущество этого процесса по сравнению с точечной сваркой заключается в меньшем износе электродов из-за большей площади контакта. Стыковая сварка сопротивлением используется для сварки встык стержней или проволоки, напр. Концы материала прижимаются друг к другу, и через них пропускают ток (см. рис. 11.6). Температура на контактном сопротивлении становится настолько высокой, что металл размягчается до пластического состояния, и две части можно соединить вместе. Максимальная площадь контакта обычно составляет около 150 мм 2 . Верхний предел определяется способностью сварочного аппарата обеспечивать равномерное распределение тепла по всем частям соединения. Нижний предел определяется практичностью обращения с материалом: для стальной проволоки наименьший размер обычно считается диаметром около 0,2 мм. Рисунок 11.6. Стыковая сварка сопротивлением. Как и стыковая сварка, сварка оплавлением представляет собой метод, при котором концы заготовки прижимаются друг к другу и свариваются. Процесс начинается с предварительного нагрева компонентов. Это делается путем перемещения частей вперед и назад, в контакте и выходе из контакта друг с другом несколько раз во время прохождения тока. Когда температура становится достаточно высокой, процесс переходит к следующему этапу, известному как 9.0075 мигает . Части медленно сближаются и плотно прижимаются друг к другу, что вызывает быстрое плавление и газификацию с впечатляющим выбросом расплавленного материала в виде дождя искр. Расплавленный металл двух поверхностей соединяется, и процесс продолжается с приложением давления ковки, так что расплавленный материал и любые захваченные оксиды или загрязнения выдавливаются из соединения в окружающее кольцо или высаживаются. Посмотреть главуКнига покупок Читать главу полностью URL: https://www. Роберт В. Меслер. ИЛИ МОЩНЫЕ СОЕДИНЕНИЯ Напряжение, также известное как «потенциал», представляет собой силу, с которой электроны выталкиваются для создания потока тока; чем выше напряжение, тем больше толчок. Если сопротивление пути для протекания тока низкое, ток будет выше по мере увеличения напряжения. Сочетание высокого напряжения и большого тока дает большую мощность. Высокое напряжение используется для перемещения электроэнергии от места ее производства к местам, где она будет использоваться. Высокое напряжение (хотя и при относительно низких токах, скажем, в сотни миллиампер) также необходимо для работы некоторых электрических или электронных устройств, таких как электронные микроскопы (например, 50 000 В при токе 100–200 миллиампер). Некоторым устройствам требуется очень большой ток, даже если напряжение может быть относительно низким, например, машины для контактной сварки (обычно 10 000–100 000 ампер при 10–20 вольт). Риск при высоком напряжении заключается в том, что требуется дополнительная изоляция, чтобы предотвратить попадание электричества туда, куда оно не должно идти (т. е. за пределы проводника). Опасность при большом токе и большой мощности обычно связана с нагревом проводника из-за потерь I 2 R. Помимо особого внимания, необходимого для максимально возможного сохранения изоляции проводников, предназначенных для высоковольтных применений, или восстановления любой изоляции, которую необходимо удалить (т. е. зачистить) для выполнения электрических соединений, Электрические соединения для высокого напряжения немного отличаются от соединений для низкого напряжения (например, 110, 220, 440 В). Что касается электрических соединений для сильного тока или большой мощности, то здесь нужно различать все токопроводящие элементы, которые должны быть более прочными (то есть массивными), а контактные сопротивления должны быть как можно ниже. Широкий выбор специально разработанных соединителей для сращивания и оконечных соединителей доступен для высоковольтных, сильноточных или мощных приложений. На рис. 12.8 схематично показаны некоторые компрессионные (нажимные) соединители, используемые с линией питания от коммунальных служб, а на рис. 12.9 показан типичный литой соединитель для использования на высоковольтных линиях электропередач. РИСУНОК 12.8. Схематические изображения некоторых компрессионных (напорных) соединений, используемых с общедомовыми линиями электропередач. РИСУНОК 12.9. Схематическое изображение формованного соединения, используемого с высоковольтными линиями электропередач. Просмотреть главуКнига покупок Прочитать главу полностью URL: https://www.sciencedirect.com/science/article/pii/B9780750679657500304 W Lucas PhD, DScEng, DScEng, W Lucas FIM, FWeldl, EWE, S Westgate BSc (с отличием), в справочнике инженера-электрика (шестнадцатое издание), 2003 г. Рисунок 10.49. Однофазный переменный ток источник питания. а) сварочный контур; (b) Форма кривой тока, пунктирная линия иллюстрирует управление фазовым сдвигом уровня тока Мощность машины обычно указывается в кВА при рабочем цикле 50%. Это относится к мощности, которая может потребляться трансформатором в течение длительного периода времени, когда ток течет в течение 50% этого времени, не вызывая перегрева трансформатора. Максимально допустимый ток на первичной обмотке трансформатора при рабочем цикле 50 % равен номинальной мощности в кВА, деленной на напряжение сети. На практике машины для контактной сварки могут потреблять гораздо более высокие уровни первичного тока в течение короткого времени, и это допустимо при условии учета фактического рабочего цикла (ток во времени/общее время), выраженного в процентах. Допустимая мощность при рабочем цикле x % может быть рассчитана следующим образом: кВАx%=кВА50%50x Однофазный переменный ток Трансформаторы кожухосердечного типа имеют компактную конструкцию, а изоляция отверждена, чтобы обеспечить прочный блок, способный выдерживать механические и электрические нагрузки, типичные для оборудования для контактной сварки. Водяное охлаждение может быть обеспечено на вторичных проводниках низкого напряжения, что улучшит их тепловые характеристики. Ряд стандартов охватывает особые требования к трансформаторам, такие как ISO5826 (BS7125) и BS EN ISO 7284. Многие трансформаторы имеют переключатели отводов, так что вторичное напряжение можно изменять для обеспечения ступенчатых изменений в диапазоне сварочного тока. Точная регулировка тока осуществляется с помощью фазового сдвига с помощью таймера/контроллера. Доступный сварочный ток, а не мощность в кВА, определяет пригодность аппарата для сварки конкретного компонента. Доступен ряд альтернативных типов источников питания, а именно: Вторичный выпрямленный постоянный ток. Этот тип используется для приложений с высокой мощностью, поскольку в нем используется сбалансированное трехфазное питание и выпрямленный постоянный ток. сварочный ток не зависит от индуктивных потерь мощности переменного тока. ток, см. Рисунок 10.50 . Однофазный машины есть, но гораздо реже. Рисунок 10. Преобразователь частоты постоянного тока Первичное выпрямление трехфазной сети позволяет избежать необходимости выпрямления высоких сварочных токов. Кратковременный постоянный ток. затем импульс (менее 0,2 с) подается на сварочный трансформатор. постоянный ток полярность изменяется для каждого импульса, чтобы избежать насыщения трансформатора. Этот тип оборудования широко используется для приложений с высокой мощностью, таких как высококачественная сварка алюминиевых сплавов. Сварочные инверторные аппараты Сварочные инверторные аппараты средней частоты используются для обеспечения возможности использования более эффективных и легких сварочных трансформаторов, как правило, для роботов-пистолетов. Разряд конденсатора Кратковременный разряд постоянного тока. Импульс, обычно менее 10 мс, достигается разрядкой батареи конденсаторов через сварочный трансформатор. Для зарядки трансформаторов требуется низкая мощность. Такое оборудование является обычным для миниатюрных приложений, но большие машины доступны для операций сварки больших выступов. Часто это портальные машины, обладающие высокой мощностью и быстродействующим напором с малой инерцией. Транзисторные источники питания Как правило, это небольшие или миниатюрные источники питания, примерно до 5 кА. Ток чистый постоянный. и импульс может быть точно сформирован для точного управления резистивным нагревом сложных комбинаций материалов или конфигураций, особенно в электрических и электронных приложениях. В некоторых случаях, особенно в миниатюрных приложениях из разнородных материалов, постоянный ток. используется ток, и его полярность может быть использована для изменения теплового баланса в сварном шве. Нагрев может быть смещен в сторону одного электрода из-за эффекта Пельтье. Просмотреть главуКнига покупок Прочитать главу полностью URL: https://www.sciencedirect.com/science/article/pii/B9780750646376500101 1910.255 (а) Общий – 1910.255(а)(1) Установка. Все оборудование должно быть установлено квалифицированным электриком в соответствии с подразделом S этой части. Должен быть предусмотрен предохранительный выключатель, автоматический выключатель или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключить питание, когда машина или ее элементы управления должны быть отключены. обслуживается. 1910.255(а)(2) Тепловая защита. 1910.255(а)(3) Персонал. Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть должным образом проинструктированы и признаны компетентными для работы с таким оборудованием. 1910.255(а)(4) Охрана. Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или ограждены таким образом, чтобы предотвратить их случайное включение оператором. 1910.255(б) Машины для точечной и шовной сварки (непереносные) – 1910. Напряжение. Все внешние цепи управления инициированием сварки должны работать на низком напряжении, не выше 120 вольт, для безопасности операторов. 1910.255(б)(2) Сварка конденсаторов. Оборудование для контактной сварки с накопителем энергии или разрядом конденсатора и панели управления с высоким напряжением (более 550 вольт) должны быть соответствующим образом изолированы и защищены полными кожухами, все двери которых должны быть снабжены соответствующими блокировками и контактами, подключенными к цепи управления (аналогично к блокировкам лифта). Такие блокировки или контакты должны быть сконструированы таким образом, чтобы эффективно отключать питание и закорачивать все конденсаторы, когда дверь или панель открыты. В дополнение к механическим блокировкам или контактам должен быть установлен переключатель с ручным управлением или соответствующее положительное устройство в качестве дополнительной меры безопасности, обеспечивающей абсолютный разряд всех конденсаторов. 1910.255(б)(3) Блокировки. Все двери и панели доступа всех машин для контактной сварки и панели управления должны быть заперты и заблокированы для предотвращения доступа посторонних лиц к частям оборудования, находящимся под напряжением. 1910.255(б)(4) Охрана. Все операции с машиной для прессовой сварки, когда существует вероятность того, что пальцы оператора находятся под рабочей точкой, должны быть эффективно защищены с помощью таких устройств, как электронная схема защиты глаз, два ручных управления или защита, аналогичная той, которая предписана для пробивной пресс, 1910.217. Все цепи, зубчатые колеса, рабочие звенья шины и ремни должны быть защищены соответствующими ограждениями в соответствии с 1910.219 настоящей части. 1910. Щиты. Опасность летящих искр должна быть устранена там, где это целесообразно, путем установки защитного ограждения из безопасного стекла или подходящей огнестойкой пластмассы в месте эксплуатации. При необходимости должны быть установлены дополнительные экраны или занавески для защиты проходящих людей от летящих искр. (см. 1910.252(b)(2)(i)(C) данного раздела.) 1910.255(б)(6) Ножные переключатели. Все ножные переключатели должны быть ограждены для предотвращения случайного включения машины. 1910.255(б)(7) Кнопки остановки. На всех специальных машинах для многоточечной сварки, включая двухстоечные и четырехстоечные сварочные прессы, должны быть предусмотрены две или более кнопки аварийного останова. 1910. Английские булавки. На больших машинах должны быть предусмотрены четыре предохранительных штифта с заглушками и гнездами (по одному в каждом углу), чтобы при удалении и вставлении предохранительных штифтов в ползун или плиту пресс становился неработоспособным. 1910.255(б)(9) Заземление. Там, где это технически целесообразно, вторичная обмотка всех сварочных трансформаторов, используемых в машинах для многоточечной, рельефной и шовной сварки, должна быть заземлена. Это можно сделать путем постоянного заземления одной стороны цепи вторичного сварочного тока. В тех случаях, когда это технически нецелесообразно, приемлемой альтернативой является заземляющий реактор с отводом посередине, подключенный ко вторичной обмотке, или использование защитного выключателя в сочетании с управлением сваркой. Предохранительный разъединитель должен обеспечивать размыкание обеих сторон линии при отсутствии сварочного тока. 1910.255(с) Портативные сварочные аппараты — 1910.255(с)(1) Противовес. Все переносные сварочные горелки должны иметь подходящие уравновешивающие устройства для поддержки горелок, включая кабели, за исключением случаев, когда конструкция горелки или приспособления делает уравновешивание нецелесообразным или ненужным. 1910.255(с)(2) Страховочные цепи. Все переносные сварочные пистолеты, трансформаторы и сопутствующее оборудование, подвешенное к потолочным конструкциям, проушинам, тележкам и т. д., должны быть оборудованы страховочными цепями или тросами. Страховочные цепи или тросы должны выдерживать полную ударную нагрузку в случае выхода из строя любого компонента поддерживающей системы. 1910.255(с)(3) Вилка. Каждая скоба должна выдерживать общую ударную нагрузку подвешенного оборудования в случае отказа тележки. 1910.255(с)(4) Защита переключателя. Все пусковые выключатели, включая втягивающие и двойные программные выключатели, расположенные на переносной сварочной горелке, должны быть оборудованы соответствующими ограждениями, способными предотвратить случайное срабатывание при контакте с креплениями, одеждой оператора и т. д. Напряжение пускового переключателя не должно превышать 24 В. 1910.255(с)(5) Подвижный держатель. Подвижная обойма в том месте, где она входит в корпус пистолета, должна иметь достаточный зазор для предотвращения срезания пальцев, небрежно помещенных на работающую подвижную обойму. 1910.255(с)(6) Заземление. Вторичная обмотка и корпус всех переносных сварочных трансформаторов должны быть заземлены. Вторичное заземление может быть выполнено вторичной обмоткой с отводом от середины или заземляющим реактором с отводом от середины, подключенным параллельно вторичной обмотке. 1910.255 (д) Оборудование для сварки оплавлением – 1910.255(д)(1) Вентиляция и защита от брызг. Машины для сварки оплавлением должны быть оборудованы кожухом для контроля летящего факела. В случаях высокой производительности, когда материалы могут содержать масляную пленку и выделяются токсичные элементы и пары металлов, должна быть обеспечена вентиляция в соответствии с 19.10.252(с) настоящего раздела. 1910.255(г)(2) Противопожарные шторы. Для защиты операторов близлежащего оборудования вокруг машины должны быть установлены огнеупорные шторы или подходящие экраны таким образом, чтобы не мешать движениям операторов. 1910.255 (е) Обслуживание. Периодические проверки должны проводиться квалифицированным персоналом по техническому обслуживанию, и должен вестись протокол сертификации. Запись о сертификации должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор для проверенного оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будут завершены ремонтные работы по обеспечению безопасности. [39 FR 23502, 27 июня 1974 г., в редакции 40 FR 18426, 28 апреля 1975 г.; 55 FR 13710, 11 апреля 1990 г.] Одноимпульсные сварочные аппараты Sunstone для исследований и легкого производства разработаны для обеспечения широкого диапазона гибкости сварки. Они могут обеспечить всего несколько миллиджоулей энергии для сварки микроскопических проводов и деталей или могут обеспечить до 100 или 200 джоулей для более прочных сварных швов. Сварочный аппарат Sunstone универсален и прост в использовании. Его интерфейс позволяет пользователю быстро выбирать параметры сварки для самых разных сварочных проектов. Сварочный аппарат предназначен для использования в исследовательской лаборатории или на небольшом производстве и может работать со скоростью до 166 сварок в минуту. В Sunstone наша цель состоит в том, чтобы предоставить качественную продукцию для контактной сварки по доступным ценам для малого и крупного бизнеса. Аппараты для емкостной контактной сварки, также называемые емкостными сварочными аппаратами или аппаратами для сварки методом непрерывного разряда, имеют много преимуществ по сравнению с другими типами сварочных аппаратов: — одно из самых экономичных решений для точечной контактной сварки. Независимо от того, производите ли вы аккумуляторные батареи или микроскопические узлы, аппараты для контактной сварки Sunstone CD — самые доступные и точные аппараты для контактной точечной сварки на рынке. Во время контактной сварки большой электрический ток используется для сплавления металлов сварного шва в одном месте или в точке, отсюда и термин «точечная сварка». Это пятно сварки или «самородок» образуется в течение первых нескольких миллисекунд процесса сварки. Сварщик CD выполняет превосходную точечную сварку по нескольким причинам. Это позволяет чрезвычайно быстрое высвобождение энергии с большими пиковыми токами. Скорость разряда сварочного аппарата CD позволяет больше энергии направить на формирование сварного шва и меньше на нагрев окружающего материала. Сварщики CD также сохраняют зону термического влияния – область, где свойства металла были изменены – локализованной на небольшой площади вокруг точки сварки. Быстрый энергетический разряд позволяет сваривать электро- и теплопроводные материалы, такие как медь или алюминий. В дополнение к этим функциям, емкостные сварочные аппараты обеспечивают повторяемость сварных швов даже при колебаниях сетевого напряжения, поскольку энергия сварки сохраняется перед использованием. Точечная сварка зависит от удельного сопротивления (сопротивления) металла нагреванию и плавлению металла. В процессе сварки через свариваемые материалы пропускают электрический ток. Сопротивление металла заставляет его нагреваться и плавиться. В процессе плавления есть две отдельные фазы, а именно: нагрев из-за контактного сопротивления свариваемых материалов и нагрев из-за сопротивления объемного материала. На рис. 2 показан пример микропрофиля поверхности. В микромасштабе поверхности шероховатые, а сопрягаемые поверхности соприкасаются только в ограниченном количестве мест. Поскольку поверхности имеют ограниченную площадь контакта, эта область имеет более высокое электрическое сопротивление, чем объемное сопротивление металлов. Сопротивление называется контактным сопротивлением. При точечной сварке контактное сопротивление является наиболее важным фактором формирования сварного шва. Одним из способов регулирования контактного сопротивления является давление сварочных электродов. Высокое давление электрода снижает контактное сопротивление, поскольку давление создает больше металлических мостиков или точек контакта (рис. 2). Когда контактное сопротивление уменьшается, на границе раздела материалов потребляется меньше сварочной энергии, и, следовательно, сварной шов холоднее. И наоборот, меньшее давление сварки приводит к более высокому контактному сопротивлению и более горячему сварному шву. Давление электрода также влияет на прочность сварного шва. Таблица 1: Свойства сварки с давлением электрода. Прочность сварного шва связана с перемешиванием сварного шва. На рис. 3 показаны несколько конфигураций электродов, используемых при контактной сварке. Рисунок 3а. называется прямым или встречным швом. Во время сварки ток проходит от одного электрода через обе заготовки и от противоположного электрода. Рисунок 3б. показана конфигурация ступенчатого электрода. Эта конфигурация используется, когда есть доступ только к одной стороне заготовки, и электрод можно разместить на обоих материалах. Рисунок 3с. является последовательной или параллельной конфигурацией. Применяется, когда электроды можно разместить только на одной металлической поверхности с одной стороны. Эта конфигурация сварки требует больше энергии сварки, поскольку ток распределяется между двумя заготовками. Сварочный аппарат с емкостным разрядом контролирует напряжение сварочных конденсаторов. На рис. 4 показана передняя панель сварочного аппарата Sunstone Single Pulse CD. ЖК-дисплей показывает напряжение сварки. Чтобы преобразовать сварочное напряжение в ватты*секунды (Джоули), используйте формулу. 1 или см. упрощенный список в таблице 2. позволяют в значительной степени контролировать весь процесс сварки. Энергия, сохраняемая и выделяемая при каждом сварочном разряде, может бесступенчато регулироваться между минимальным и максимальным значениями. Sunstone Single Pulse имеют частоту повторения сварных швов до 166 сварок/мин (ограничение, определяемое аппаратным обеспечением) при использовании внешнего усилителя питания. Без бустера питания пользователь может рассчитывать на частоту повторения (до максимальной энергии) 30 сварок/мин и 13 сварок/мин для CD100SP и CD200SP соответственно. Управление напряжением (накоплением энергии) и длительностью импульса позволяет пользователю управлять как энергией, выделяемой в процессе сварки, так и пиковым электрическим током, которым подвергается свариваемый материал. Эти параметры важны при сварке материалов с разнообразными тепловыми и электрическими свойствами. Существует несколько факторов, которые следует учитывать при выборе правильной настройки ширины импульса. Например, при сварке материалов с высокой проводимостью, таких как медь, пиковый сварочный ток должен быть выше, чем у резистивных материалов (например, стали). Таким образом, для сварки тонкой медной детали может потребоваться высокое сварочное напряжение (пиковый ток), но небольшая длительность импульса (общая энергия). Сварочные аппараты активируются с помощью внешнего пускового порта, расположенного на задней панели сварочного аппарата (см. рис. 5). Триггер использует разъем DIN 3 и требует экранированного провода. На рис. 7 показано правильное размещение контактов для пользовательских внешних кабелей запуска. Схема показана, как если бы вы смотрели на заднюю панель. Стандартный разъем кабеля внешнего триггера — SD-30LP производства CUI Inc. Sunstone Engineering предлагает широкий выбор сварочных наконечников и сварочных головок для различных сварочных работ. Как правило, для определения правильных параметров сварки для нового процесса сварки необходимо выполнить испытание на растяжение сварного шва. Во время испытания сварные швы растягиваются до разрыва с учетом определенного усилия или критериев производительности. Например, приварка никелевой полосы к никелированной стали, обычно наблюдаемая при производстве аккумуляторных батарей, должна разъединиться, оставив отверстия в тонком никелевом металле и приварить самородки на клеммах аккумуляторной батареи. При использовании одноимпульсных сварочных аппаратов Sunstone требуется надлежащая вентиляция, как показано на Рисунке 8. На Рисунках 9 и 10 показаны максимальные частоты повторения и время непрерывной работы для сварочных аппаратов CD100SP и CD200SP (соответственно). Периоды охлаждения после максимального времени использования должны составлять от 5 до 10 минут. Оставьте сварочный аппарат включенным в течение этого периода охлаждения. могут быть настроены пользователем для подключения к сети переменного тока 110 или 220 В. Пожалуйста, выберите соответствующую настройку (110 или 220 В переменного тока) на стороне сварочного аппарата, как показано на рис. Краткий справочник Таблицы 2 – 7 содержат полезную информацию по использованию сварочных аппаратов Sunstone Single Pulse. Все сварные швы выполняются при низком напряжении для повышения безопасности эксплуатации. Пожалуйста, следуйте этим пунктам, чтобы обеспечить себе комфорт и безопасность. Сварка сопротивлением
Его трансформатору удалось выдать примерно 2000 А при напряжении холостого хода 2 В. 11.2 Сварка сопротивлением
Сварка постоянным током
Они также подходят для трехфазного питания, что обеспечивает более сбалансированную нагрузку на сеть и позволяет принимать более высокие мощности. В настоящее время также распространено обеспечение питания постоянным током с помощью инвертора средней частоты. Принцип для этого тот же, что и для инверторов, используемых для дуговой сварки: см. стр. 56. Это уменьшает размер трансформатора и обеспечивает более быстрое регулирование тока и, таким образом, лучший контроль над процессом сварки. Износ электродов также несколько снижается. Сварка сопротивлением использует среднюю/высокую частоту около 1–4 кГц. Более высокая частота (10–20 кГц) может использоваться для дальнейшего снижения веса переносных пистолетов для точечной сварки. Поскольку сварочный аппарат постоянного тока не подвержен реактивному падению напряжения, общая потребляемая мощность от сети снижается. Товар Welding method Spot Projection Seam Flash Stainless steel sinks • • Wire meshes, storage trays etc. • Детали мебели, стулья, столы • Трубы, втулки, ниппели 90163 Tools, drills • Lockers • Tops and bottoms of tanks • Vehicle bodies • дифференциальные кожуши • Лицевики • 9019. • • 9019. • 9017.9017.9017. .0169 Pipes and sections • Rails • Chain • Substantial girders • Таким образом, точечная сварка имеет ряд преимуществ перед другими методами сварки листового металла, например: Тепловая энергия вырабатывается, когда ток проходит через электрическое контактное сопротивление между двумя листами, определяемое по формуле: Изменение силы зажима может изменить контактное сопротивление и, следовательно, нагрев металла. Электрод обычно имеет срок службы около 5 000–10 000 сварок: при сварке оцинкованной стали этот ресурс снижается примерно до 500–2 000 сварок. Повязка кончика с помощью специального инструмента восстанавливает форму кончика электрода. С другой стороны, слишком низкий ток также дает сварной шов ограниченной прочности, но на этот раз со слишком малой площадью сварного шва. В Европе частота сети 50 Гц, значит, один цикл занимает 1/50 = 0,02 с. Шовная сварка
Если сварной шов не обязательно должен быть непрерывным, можно использовать шовную сварку, чтобы расположить точки на одинаковом расстоянии друг от друга. Это означает, что шовную сварку можно выполнить быстрее, чем обычную точечную сварку. Выступающая сварка
Стыковая сварка сопротивлением
при сварке проволочных корзин, покупательских тележек или проволочных стеллажей для использования в печах. Стыковая сварка может применяться для сварки стали, меди, алюминия и его сплавов, а также золота, серебра и цинка. Сварка оплавлением
Он используется для сварки более толстых деталей, таких как тяжелая якорная цепь, рельсы и трубы. Этот процесс чаще всего используется для сварки стали, а также для никелевых, алюминиевых и титановых сплавов. sciendirect.com/science/article/pii/b9780857095107500112 А некоторые устройства требуют очень большой мощности, которая является произведением напряжения и тока. Одним из примеров являются дуговые плавильные печи, используемые для первичного рафинирования металла и вакуумного переплава. Parmley, McGraw-Hill, New York, NY, 1989; используется с разрешения.)Copyright © 1989 трансформатор, см.
Рисунок 10.49 . Это преобразует первичное напряжение сети в низкое (2–20 В) вторичное сварочное напряжение. Коэффициент витков трансформатора — это число витков первичного проводника, деленное на число витков тяжелого вторичного проводника (обычно 1 или 2). Это соотношение, на которое уменьшается напряжение и увеличивается сетевой ток. Вторичное напряжение холостого хода можно считать номинально постоянным, поэтому ток, потребляемый сварочной цепью, зависит от полного сопротивления цепи в соответствии с законом Ома. Эта цепь практически полностью закорочена с сопротивлением в районе 10 Ом.0480 −3 Ом. Таким образом, при низком вторичном напряжении может быть выработан сварочный ток в несколько тысяч ампер. Хотя максимальный ток короткого замыкания может быть известен для конкретного аппарата, доступный сварочный ток будет намного ниже. Это происходит из-за дополнительного сопротивления свариваемого компонента и связанного с ним электрода или инструмента. На импеданс вторичной цепи также влияет индуктивная составляющая, связанная с областью горловины машины. Ток уменьшается, если эта площадь увеличена, и тем более, если в горловине есть сталь. Таким образом, расстояние между плечами и прокладка перемычек или гибких соединений важны для минимизации потерь. 50. Трехфазный вторичный выпрямленный постоянный ток источник питания (а) Сварочная цепь. 1 — сетевое питание, 2 — тиристорный регулятор тока, 3 — сварочный трансформатор, 4 — вторичное выпрямление, 5 — сварочные электроды (б) Форма кривой первичного тока. (c) Форма волны сварочного тока. Трехфазное питание сначала выпрямляется, а затем прерывается транзисторным блоком для получения средней частоты, обычно до 1000 Гц переменного тока. Этот переменный ток при напряжении около 600 В затем преобразуется в сварочном трансформаторе в низкое напряжение/высокий ток той же частоты. Это немедленно исправлено, чтобы дать постоянный ток. сварочный ток. Эти расходные материалы находят все более широкое применение в роботизированной точечной сварке в автомобильной промышленности, а также в миниатюрных устройствах, где можно добиться точного управления формой импульса тока. Подвод тепла относительно низок по сравнению с переменным током. или постоянный ток источники питания. 1910.255 – Сварка сопротивлением. | Управление по безопасности и гигиене труда
255 – Сварка сопротивлением. Запальные трубки, используемые в оборудовании для контактной сварки, должны быть оборудованы выключателем тепловой защиты. 255(б)(1) 255(б)(5) 255(б)(8) Сварочные аппараты с емкостным разрядом, одноимпульсные сварочные аппараты для лабораторной сварки сопротивлением, брошюра с инструкциями
Преимущества аппарата для точечной сварки CD
Основы точечной точечной сварки сопротивлением
На рис. 1 показан пример кривой емкостного разряда. Сопротивление сварке
В течение первых нескольких миллисекунд формирования сварного шва металлические перемычки с высоким сопротивлением плавятся, позволяя другим перемычкам соприкасаться, чтобы продолжить процесс плавления. Когда все мосты сплавлены, контактное сопротивление равно нулю. Затем объемное сопротивление металла завершает сварку. Давление сварки
Приложенное давление сжимает жидкий металл во время процесса сварки и позволяет металлу смешиваться и затвердевать. Необходимо использовать соответствующее давление, чтобы обеспечить правильное формирование сварного шва. В таблице 1 показано, как давление электрода влияет на формирование сварного шва. Давление Нагрев сварки Прочность сварного шва Вверх Вниз Конфигурации электродов
CD Энергия сварки
Однако энергия, накопленная в конденсаторе, зависит от квадрата напряжения (см. уравнение 1). Небольшая разница в сварочном напряжении приводит к большой разнице в энергии сварки. Пиковые сварочные токи и напряжения возникают в начале цикла сварки, а затем экспоненциально падают (см. рис. 1). Индикация энергии сварки
Регулировка энергии и контроль пульса
Сварочные аппараты Sunstone Single Pulse серии Регулятор ширины импульса позволяет точно контролировать продолжительность сварочного импульса и энергию, выделяемую при каждом импульсе. Ручка сварочного напряжения регулирует общий запас энергии сварщика (см. Таблицу 2 и уравнение 1), а также устанавливает пиковый сварочный ток. Пиковый ток можно рассчитать путем деления напряжения сварки на общее сопротивление системы. Типичные значения пикового тока при сварочном напряжении и нагрузке приведены в таблице 4. Количество энергии, выделяемой для каждой настройки длительности импульса, показано в таблице 3 и зависит от сварочной нагрузки (сопротивления). В таблице 5 приведены дополнительные сведения о частоте повторения в зависимости от сварочного напряжения. Как пользоваться регулятором длительности импульса
И наоборот, для тонкой стальной детали может потребоваться более низкое сварочное напряжение (пиковый ток) и более длительная длительность импульса (для обеспечения достаточной энергии). На рис. 6 показано, как соотносятся напряжение, пиковый ток и энергия. Активация сварки
Сварочные приспособления
Ручные сварочные приспособления позволяют гибко размещать электроды, а фиксированные сварочные головки обеспечивают контроль и точность. В Таблице 3 указаны настройки импульса, которые следует использовать с различными кабелями (нагрузками). В таблице 4 указаны пиковые токи, которые можно ожидать при общей длине кабеля 6 футов. Как правило, для ручных инструментов используется проволока калибра 4 или 8 AWG, а сварочные головки подключаются с помощью проволоки калибра 1 или 4 AWG. Медные соединительные стержни подходят для шпилек 1/4 дюйма (6 мм). Определение характеристик сварки
Рекомендации по охлаждению сварочного аппарата
Требования к напряжению и мощности
Сварочные аппараты Sunstone Single Pulse 4. Сварочный аппарат использует предохранитель 5 мм х 20 мм 5А. Для работы сварочного аппарата следует использовать настенную цепь мощностью 300 Вт. Столы
БЕЗОПАСНОСТЬ
Таблица 2: Запас энергии в ваттах*секундах (Джоулях) в зависимости от сварочного напряжения. Модель Напряжение (вольт) 0,2 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 16,5 CD100SP 0,015 0,4 1,6 3,6 6,4 10 14,4 19,6 25,6 32,4 40 48,4 57,6 67,6 78,4 90 102 109 CD200SP 0,032 0,8 3,2 7,2 12,8 20 28,8 39,2 51,2 64,8 80 96,8 115 135 157 180 205 218
Таблица 3: Процентное выделение энергии в зависимости от калибра сварочного кабеля (AWG) и настройки импульсного регулятора. Кабели четырех и восьми AWG обычно используются при использовании ручных насадок. CD100SP CD200SP Маркер набора длительности импульса Время импульса (мс) 1 AWG
(% разряда накопленной энергии) 4 AWG
(% разряда накопленной энергии) 8 АВГ
(% разряда накопленной энергии) Время импульса (мс) 1 AWG
(% разряда накопленной энергии) 4 AWG
(% разряда накопленной энергии) 8 AWG
(% разряда накопленной энергии) 1 0,26 27% 20% 12% 0,47 25% 19% 10% 1,5 0,28 29% 22% 12% 0,50 26% 20% 11% 2 0,45 42% 33% 19% 0,81 39% 30% 17% 2,5 0,59 51% 40% 24% 1,07 48% 37% 22% 3 0,75 60% 48% 29% 1,34 56% 44% 27% 3,5 0,90 67% 55% 35% 1,63 63% 51% 32% 4 1,06 72% 60% 39% 1,90 69% 56% 36% 4,5 1,43 82% 71% 49% 2,57 79% 67% 45% 5 2,23 93% 86% 65% 4,02 91% 83% 61% 5,5 3,54 99% 95% 81% 6,37 98% 94% 78% 6 4,80 100% 98% 89% 8,65 99% 98% 87% 6,5 5,51 100% 99% 92% 9,92 100% 99% 90% 7 5,54 100% 99% 93% 9,98 100% 99% 90%
Таблица 4. Пиковый сварочный ток в зависимости от напряжения сварки и калибра внешней проводки по стандарту AWG (при общей длине кабелей 6 футов). Кабели четырех и восьми AWG обычно используются при использовании ручных насадок.
| Напряжение | 1 AWG Нагрузка 0,8 мОм (Ампер) | 4 AWG Нагрузка 1,6 мОм (Ампер) | 8 AWG Нагрузка 4,0 мОм (А) | Напряжение (продолжение) | 1 AWG Нагрузка 0,8 мОм (Ампер) | 4 AWG Нагрузка 1,6 мОм (Ампер) | 8 AWG Нагрузка 4,0 мОм (А) |
| 0,2 | 98 | 70 | 38 | 10 | 4878 | 3509 | 1805 |
| 1 | 488 | 351 | 190 | 15 | 7317 | 5263 | 2857 |
| 5 | 2439 | 1754 | 952 | 16,5 | 8049 | 5789 | 3143 |
Таблица 5: Скорость сварки в швах в минуту при 100% разряде энергии.
Приведены номинальная частота повторения и повышенная частота повторения с усилителем источника питания (ИП) ПС25А.| Уставка энергии (% от максимальной энергии) | НОМИНАЛ Частота повторенияCD100SP (сварок/мин) | НОМИНАЛ Частота повторенияCD200SP (сварок/мин) | УСИЛИТЕЛЬ ПС Частота повторенияCD100SP (сварок/мин) | УСИЛИТЕЛЬ ПС Частота повторенийКД200СП (сварок/мин) |
| 100% | 29 (100 Вт) | 13 (200 Вт) | *166 (100 Вт) | *72 (200 Вт) |
| 75% | 33 (75 шт. ) | 15 (150 Вт) | *166 (75 Вт) | *98 (150 Вт) |
| 50% | 41 (50 шт.) | 21 (100 Вт) | *166 (50 Вт) | *166 (100 Вт) |
| 25% | 45 (25 шт.) | 23 (50 шт.) | *166 (25 шт.) | *166 (50 Вт) |
| МИН | 9 (0,015 мс) | 7 (0,3 мс) | Нет данных с PS25A | Нет данных с PS25A |
| *На рисунках 9 и 10 показаны максимальные периоды непрерывного использования и охлаждения. | ||||
Таблица 6: Характеристики сварочного импульса.
| Модель | Мин. и макс. уставка энергии | Длительность импульса | Время нарастания (до макс. напряжения) | Мин. Высота импульса | |
| CD100SP | 0,015 вес – 100 вес | Мин. | 0,26 мс | 0,15 мс | 0,2 В |
| Макс. | 5 мс | ||||
| CD200SP | 0,03 Вт – 200 Вт | Мин. | 0,47 мс | 0,15 мс | 0,2 В |
| Макс. | 10 мс | ||||
Таблица 7: Физические характеристики одноимпульсного сварочного аппарата Sunstone.
| CD100SP | CD200SP | |||
| Дюймы | см | Дюймы | см | |
| Высота | 8 | 20,3 | 8 | 20,3 |
| Ширина | 8,5 | 21,6 | 8,5 | 21,6 |
| Глубина | 11 | 28 | 11 | 28 |
| Вес | 17 фунтов (8 кг) | 19 фунтов (9 кг) | ||
Как подобрать трансформатор? Рассчитать номинал трансформатора
Мы знаем, что мощность трансформатора всегда измеряется в кВА. Ниже приведены две простые формулы, которые можно использовать для нахождения и расчета номинальных характеристик однофазных и трехфазных трансформаторов.
В любом случае, как напряжение, так и токи должны формироваться на отдельной стороне либо первичной, либо вторичной стороны соответственно (например, первичное напряжение x первичный ток или вторичное напряжение x вторичный ток). Чтобы подобрать трансформатор для необходимой бытовой техники, необходимо выбрать напряжение питания и вторичный ток нагрузки в амперах.
Расчет однофазного трансформатораНоминальные параметры однофазного трансформатора:
P = V x I
Где:
- В = первичное или вторичное напряжение
- I = первичный или вторичный ток
- P = мощность трансформатора в ВА (Вольт-ампер)
Номинальная мощность однофазного трансформатора в кВА
кВА= (В x I) / 1000
Пример:
Предположим, что однофазный трансформатор имеет вторичное напряжение и ток 240 В и 62,5 А соответственно. Рассчитайте мощность однофазного трансформатора.
Решение:
- Вторичное напряжение: 240 В
- Ток нагрузки: 62,5 А
Рейтинг трансформатора = p = V x I
Установление значений:
P = 240 В x 62,5A
P = 15000 VA = 15 кВА
SIGING Трифавый трансформаторRating a of Three a of the Three Rating a a a a a three a a a three a a three Rating a a a a a a three a a three Rating a a a a a a a three three a of thry a a three three a of the Three Fash Фазовый трансформатор:
P = √3 x V x I
Где:
- В = первичное или вторичное напряжение
- I = первичный или вторичный ток
- √3 = 1,732
- P = мощность трансформатора в ВА (Вольт-ампер)
Мощность трехфазного трансформатора в кВА
кВА = (√3 x V x I) / 1000
Пример:
Трехфазный трансформатор с первичным напряжением и током 7200 В и 4 А соответственно. Рассчитайте мощность трехфазного трансформатора.
Решение:
- Первичное напряжение: 7200 В
- Первичный ток: 4 А
Номинальные характеристики трансформатора = P = √3 x V x I
Установление значений:
P = 1,732 x 7200V x 4a
P = 49 881 VA ≈ 50 KVA
Связанные посты:
- Сколько вот.
- Как определить подходящий размер инвертора для бытовой техники?
- Как рассчитать правильный размер солнечного контроллера заряда?
Расчет мощности трансформатора в кВА
Следующий калькулятор рассчитает мощность трансформатора в кВА, первичное или вторичное напряжение и ток соответственно. Просто введите любые два значения и нажмите «Рассчитать», чтобы найти нужное значение.
Теперь посмотрите на общую паспортную табличку трансформатора мощностью 100 кВА.
На паспортной табличке четко указана номинальная мощность трансформатора 100 кВА.
Первичное напряжение или высокое напряжение (ВН) составляет 11000 В = 11 кВ.
Первичный ток на стороне высокого напряжения (ВН) составляет 5,25 Ампер.
Также вторичное напряжение или низкое напряжение (НН) составляет 415 Вольт.
И вторичный ток (ток нагрузки на стороне низкого напряжения (НН)) составляет 139,1 Ампер.
Проще говоря,
- Мощность трансформатора в кВА = 100 кВА
- Первичное напряжение = 11000 = 11 кВ
- Первичный ток = 5,25 А
- Вторичное напряжение = 415 В
- Вторичный ток = 139,1 Ампер.
Теперь рассчитайте мощность трансформатора в соответствии с
P = V x I (первичное напряжение x первичный ток)
P = 11000 В x 5,25 А = 57 750 ВА = 57,75 кВА
Или P = V x I (вторичное напряжение x вторичный ток)
P = 415 В x 139, A = 57 726 ВА = 57,72 кВА
Как вы заметили, мощность трансформатора (на паспортной табличке) 100 кВА, но по расчету расчетное значение 57 кВА.
Разница возникает из-за незнания того факта, что мы использовали однофазную формулу вместо трехфазной. Это означает, что это трехфазный трансформатор, и мы будем использовать для него соответствующую формулу.
Давайте очистим это, используя формулу оценки трехфазного трансформатора.
P = √3 x В x I
P = √3 В x I (первичное напряжение x первичный ток)
P = √3 x 11000 В x 5,25 А = 1,732 x 11000 В x 5,25 А = 100 025 ВА
Или P = √3 x V x I (Вторичное напряжение x Вторичный ток) ) следующий пример.
Напряжение (линейное) = 208 В.
Ток (линейный ток) = 139 А
Номинальная мощность трехфазного трансформатора
P = √3 x V x I = 1,732 x 208 x 139
P = 50077 ВА ≈ 50 кВА
Похожие сообщения:
- Как определить размер центра нагрузки, щитов и распределительного щита?
- Как определить количество автоматических выключателей в щите?
- Как определить правильный размер подпанели?
Вот и все. Теперь вы знаете, как правильно подобрать трехфазный и однофазный трансформатор с подходящей мощностью в ВА или кВА для бытовой техники или любых других нагрузок.
В следующей таблице показаны характеристики сухого трансформатора со стандартной номинальной мощностью в кВА, номинальным напряжением и током как для однофазных, так и для трехфазных трансформаторов.
| Однофазный трансформатор | Трехфазный трансформатор | |||||||
| Номинальная мощность кВА | Ампер | Номинальная мощность кВА | Ампер | |||||
| 120 В | 240 В | 600 В | 120 В | 240 В | 480 В | 600 В | ||
| 0,75 | 6,25 | 3,13 | 1,25 | 3 | 8,33 | 7,22 | 3,61 | 2,89 |
| 1 | 8,33 | 4,17 | 1,67 | 9 | 25 | 21,7 | 10,8 | 8,66 |
| 1,5 | 12,5 | 6,25 | 2,5 | 15 | 41,6 | 36,1 | 18 | 14,4 |
| 2 | 16,7 | 8,33 | 3,33 | 20 | 55,5 | 48,1 | 24,1 | 19,2 |
| 3 | 25 | 12,5 | 5 | 25 | 69,4 | 60,1 | 30,1 | 24,1 |
| 5 | 41,6 | 20,8 | 8,33 | 30 | 83,3 | 72,2 | 36,1 | 28,9 |
| 7,5 | 62,5 | 31,3 | 12,5 | 37,5 | 104 | 90,2 | 45,1 | 36,1 |
| 10 | 83,3 | 41,7 | 16,7 | 45 | 125 | 108 | 54,1 | 43,3 |
| 15 | 125 | 62,5 | 25 | 75 | 208 | 180 | 90,2 | 72,2 |
| 25 | 208 | 104 | 41,7 | 100 | 278 | 241 | 120 | 96,2 |
| 37,5 | 313 | 156 | 62,5 | 112,5 | 312 | 271 | 135 | 108 |
| 50 | 417 | 208 | 83,3 | 150 | 416 | 361 | 180 | 144 |
| 75 | 625 | 313 | 125 | 225 | 625 | 541 | 271 | 217 |
| 100 | 833 | 417 | 167 | 300 | 833 | 722 | 361 | 289 |
| 167 | 1392 | 696 | 278 | 500 | 1388 | 1203 | 601 | 481 |
| 250 | 2083 | 1042 | 417 | 750 | 2082 | 1804 | 902 | 722 |
Вот таблица в формате изображения, если вам нужно скачать в качестве ссылки.
Похожие сообщения:
- Типы трансформаторов и их применение
- Параллельная работа однофазных и трехфазных трансформаторов
- Разница между трансформатором тока и трансформатором напряжения
- Что такое трансформатор напряжения (PT)? Типы и работа трансформаторов напряжения
- Трансформаторные формулы и уравнения
- Что такое регулировка напряжения трансформатора?
- Соединения трансформаторов с открытым треугольником
- Характеристики трансформатора и электрические параметры
- Защита силового трансформатора и неисправности
- Как рассчитать правильный размер батареи? Калькулятор размера блока батарей
- Как рассчитать время зарядки аккумулятора и ток зарядки аккумулятора?
- Как найти правильный размер автоматического выключателя? Калькулятор выключателя и примеры
- Как найти подходящий размер кабеля и провода? – Решенные примеры
- Как найти напряжение и силу тока выключателя, вилки, розетки и розетки
- Как найти количество розеток на одном автоматическом выключателе?
- Разница между однофазным и трехфазным трансформатором
- Разница между идеальным и реальным или практическим трансформатором
Показать полную статью
Связанные статьи
Кнопка «Вернуться к началу»
Resistance Welding – Weld World
Процесс контактной сварки представляет собой группу сварочных процессов, в которых коалесценция производится за счет тепла, полученного от сопротивления изделия потоку электрического тока в цепи, частью которой является изделие и приложениями давления.
T Основными факторами или переменными, влияющими на контактную сварку, являются выделение тепла в месте, где должны быть сварены две детали, и приложенное давление в месте, где должен быть выполнен сварной шов.
Содержание
Выделение тепла
Общая формула для выработки тепла: (H= I 2 R T), где «H» — это тепло для контактной сварки, которое выделяется при пропускании большого электрического тока с низким напряжением. через два куска металла, которые соприкасаются друг с другом. «H» рассчитывается в джоулях, «I» — сила тока в амперах, а «R» — сопротивление в Омах, «T» — время прохождения тока через куски. быть сварены.
Ток
При контактной сварке температура регулируется за счет управления величиной и синхронизацией сварочного тока, а сварочный ток получается от понижающего трансформатора. Величину тока можно контролировать с помощью отводов первичного напряжения, подаваемого на главный трансформатор.
Система подачи тока
Существует три типа систем подачи тока, которые используются в процессе контактной сварки:
- Системы переменного тока.
- Системы постоянного тока.
- Токовые системы с накопленной энергией.
Высокочастотная контактная сварка используется для сварки непрерывным или стыковым швом. Частота сварочного тока составляет порядка 450 000 циклов в секунду.
В системе постоянного тока энергия подается непосредственно от выпрямителя линии электропередачи для создания постоянного тока на вторичной стороне сварочного трансформатора.
Системы хранения энергии в основном представляют собой аккумуляторные батареи, электромагнитные типы, униполярные генераторы и типы конденсаторов. Конденсаторная запасенная энергия включает зарядку группы конденсаторов от высоковольтного выпрямительного блока.
Сопротивление
Общее сопротивление системы «R» между электродами состоит из сопротивления заготовки, сопротивления между сопрягаемыми поверхностями двух свариваемых металлических деталей и полного сопротивления между электродами и обрабатываемой деталью. .
Во избежание перегрева сварочных электродов сопротивление между электродами и сопротивление заготовки должно быть как можно меньше.
Сопротивление контакта между электродами и заготовкой можно уменьшить, тщательно очищая наконечник электрода и поверхность заготовки и используя электроды из материалов с высокой проводимостью, таких как медные сплавы. Его можно свести к минимуму, контролируя форму и размер электродов, а также используя надлежащее давление между электродами и заготовками.
Время
Время «Т» устанавливается в виде четырех определенных сегментов или периодов: время сжатия, время сварки, время выдержки и время выключения.
Время сдавливания – это время между первоначальным приложением давления электрода на изделие и начальным приложением тока для выполнения сварного шва. В этот период верхний электрод входит в контакт с заготовкой и развивает полное электродное усилие. По истечении времени сжатия подается сварочный ток.
Время сварки – сварочный ток, протекающий по цепи, как входит от одного электрода, проходит через детали, и выходит из второго электрода.
Во время выдержки сила действует на точку сварки после прекращения действия последнего импульса сварочного тока.
Время выключения — это интервал от окончания времени выдержки до начала времени сжатия для следующего цикла сварки. Все эти сегменты времени контролируются автоматически в автоматических машинах, тогда как в машинах с ручным управлением автоматически контролируется только время сварки.
Сварка сопротивлением представляет собой соединение металлов путем приложения давления и пропускания тока в течение определенного периода времени через область металла, подлежащую соединению. Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
AWS
Давление/сила электрода
Сила, приложенная к заготовке электродами во время цикла сварки, несет ток, который проходит и выделяет тепло в месте, где две заготовки находятся в прижатом контакте.
Параметры контактной сварки
- Время и ток сварки
- Характеристики и типы сварки m/c.
- Состояние электродов и рычагов.
- Поверхности материала
- Давление электродов
Преимущества сварки сопротивлением
- Работу могут выполнять высокопроизводительные и менее квалифицированные рабочие
- Полуавтоматическое оборудование.
- Можно также сваривать разнородные металлы
Недостаток контактной сварки
- Дорогостоящее оборудование
- Для технического обслуживания требуется квалифицированный персонал.
- Для некоторых материалов требуется специальная подготовка поверхности.
Что такое сварка сопротивлением? – Принцип, типы и преимущества
Сварка сопротивлением представляет собой вид электросварки, при котором тепло, выделяемое для сварки двух металлических деталей, возникает из-за сопротивления, оказываемого потоку тока двумя металлическими деталями в точке соединения. В этой статье давайте рассмотрим принцип работы, типы, преимущества, недостатки и области применения контактной сварки.
Принцип контактной сварки :
При контактной сварке через две металлические детали, свариваемые с помощью электродов, проходит достаточно сильный электрический ток, сопротивление, создаваемое двумя металлическими частями в области контакта, нагревает и расплавляет металл до пластичное или жидкое состояние. Затем, после высокого механического давления, электроды прижимают две металлические детали друг к другу, что завершает сварку.
Выделенное тепло определяется выражением I
2 Rt, где «I» — протекающий ток, «R» — сопротивление (в омах), а «t» — время, в течение которого протекает ток. Сопротивление в уравнении состоит из,- Сопротивление пути тока в заготовке.
- Сопротивление между контактными поверхностями свариваемых деталей.
- Сопротивление между электродами и заготовками.
Для контактной сварки используется очень высокое значение тока (более 100 А) для выработки тепла, а напряжение в диапазоне 4-12 В используется в зависимости от состава, площади и толщины металлических деталей. Кроме того, сопротивление между электродами и металлическими деталями должно быть минимальным, чтобы получить более высокую температуру в месте сварки, а не на поверхности металлической детали, контактирующей с электродом.
Из-за наличия желаемых комбинаций напряжения и тока с использованием трансформаторов источник питания переменного тока хорошо подходит для контактной сварки. Величину вторичного тока можно легко контролировать, изменяя первичное напряжение с помощью автотрансформатора или трансформатора с переключением ответвлений. Обычно для управления источником питания используются автоматические устройства, поскольку время, в течение которого протекает ток, очень важно.
Типы контактной сварки:
В зависимости от способа получения сварного шва и типа используемых электродов контактная сварка бывает четырех типов,
- Точечная сварка,
- Выступающая сварка,
- Шовная сварка и
- Стыковая сварка.
Точечная сварка :
Точечная сварка – это форма контактной сварки, при которой металлические части или куски соединяются точечно путем нагрева относительно небольших участков между подходящими электродами под давлением. Этот тип сварки обеспечивает высокую механическую прочность, но не может обеспечить водонепроницаемость или герметичность. На приведенной ниже диаграмме показан процесс точечной сварки.
Процесс сварки состоит из двух электродов, между которыми помещаются свариваемые металлические детали. Два электрода подключены к источнику питания через трансформатор. Когда электроды возбуждаются, на кончиках электродов и между двумя соединяемыми деталями выделяется тепло. Выделившееся тепло расплавит металлические детали в месте соединения и сплавит их вместе под давлением электродов.
Используемые электроды изготовлены из меди или медного сплава. Как правило, для точечной сварки используются токи в диапазоне от 1000 до 10000 А при напряжении около 2 В. Значение тока зависит от толщины и состава металлических частей. Для получения хороших сварных швов, имеющих прочность, металлические детали тщательно очищают.
Сильный ток для процесса сварки получают от понижающего трансформатора, который понижает низковольтный низковольтный источник питания до низковольтного сильноточного источника. Процесс сварки можно регулировать, изменяя сварочный ток, длительность сварочного тока и давление электродов. Точечная сварка хорошо подходит для соединения двух или более деталей внахлест, когда требуется относительно небольшое количество сварных швов. Точечная сварка применяется для соединения секций автомобилей, шкафов и т. д.
Выступающая сварка :
Выступающая сварка аналогична точечной сварке, но с некоторыми модификациями. При этой сварке используются электроды из плоских металлических пластин. Эти металлические пластины известны как плиты, в которых одна подвижна, а другая зафиксирована. Свариваемые металлические детали удерживаются вместе между плитами, как показано ниже.
Металлические детали, помещаемые между плитами, содержат выступы или выпуклости требуемой формы и размера на одной из деталей. Когда через металлические детали начинает течь ток, область выступа нагревается и переходит в пластичное состояние. Затем, после приложения высокого механического давления плитами, нагретый и размягченный выступ разрушается под давлением электродов, завершая сварку.
Выступающая сварка имеет следующие преимущества перед точечной сваркой:
- Выступающая сварка упрощает процесс сварки.
- С помощью рельефной сварки легко сваривать определенные детали, где точечная сварка невозможна.
- Выступы, сделанные перед сваркой, автоматически определяют положение сварных швов.
- Поскольку используются электроды плоского типа, при рельефной сварке возможно соединение нескольких точек сварки.
Этот тип сварки используется для массового производства. Некоторые области применения рельефной сварки — это сварка холодильников, конденсаторов, сварка перекрестной проволокой, решеток и т. д.
Шовная сварка :
Шовная сварка может быть определена как серия точечных сварных швов, последовательно выполняемых вдоль стыка между двумя металлическими частями. В этом типе сварки электроды в форме колеса или ролика используются вместо электродов с наконечниками, как показано ниже.
Как видно на рисунке выше, при шовной сварке металлические детали удерживаются между двумя круглыми электродами. Перед сваркой две детали очищаются и соединяются внахлест. Когда электроды колесного типа вращаются, удерживая металлические детали под давлением, через них проходит ток и они нагреваются. Когда эти металлические детали достигают температуры сварки, они переходят в пластическое состояние, и за счет давления электродов получаются сплошные точечные сварные швы.
При сварке швов таймер используется для управления сварочным током, поскольку поток постоянного тока может привести к сильному нагреву, вызывающему возгорание и заворачивание металлической детали. Контроллер времени управляет потоком тока, включая и выключая питание через быстро повторяющиеся интервалы в течение достаточного периода времени. Производство серии импульсов тока и скорость вращения электрода определяют места сварки.
Весь процесс обычно осуществляется автоматически с помощью электронного контроллера. Этот тип сварки обеспечивает герметичность или герметичность соединений. Шовная сварка применяется для сварки труб, трубопроводов, резервуаров, трансформаторов, холодильников, самолетов и различных типов контейнеров.
Стыковая сварка :
При стыковой сварке для соединения металлических деталей не используются электроды, вместо этого соединяемые детали подключаются к источнику питания. Существует два типа стыковой сварки:
- Стыковая сварка с осадкой.
- Стыковая сварка оплавлением.
Стыковая сварка с осадкой:
При этой сварке две металлические детали соединяются встык. Две свариваемые детали крепко зажимаются по одной в каждом зажиме и соединяются через вторичную обмотку трансформатора, как показано ниже.
При пропускании тока через металлические детали из-за сопротивления металлических деталей на их контактах поверхности нагреваются до температуры плавления. Затем после того, как усилие приложено с обеих сторон металлических частей и остается под давлением, чтобы завершить сварку.
Требуемое напряжение составляет от 2 до 8 В, а сила тока варьируется от 50 А до нескольких сотен ампер в зависимости от материала и зоны сварки. Этот тип сварки используется в основном для сварки цветных металлов для сварки стержней, стержней, проволоки, труб и т. д.
Стыковая сварка оплавлением :
Стыковая сварка оплавлением использует сопротивление металлических деталей и образующуюся между ними дугу для создания соединения. Поверхности двух металлических деталей, где должно быть выполнено соединение, располагаются очень близко друг к другу, как показано ниже.
Когда через металлические детали пропускают сильный ток, между ними образуется небольшая дуга, которая прожигает часть материала, и температура продолжает повышаться до тех пор, пока не будет достигнута конечная температура сварки. Теперь питание отключено, и две металлические детали очень быстро соприкасаются под действием высокого давления.
После контакта расплавленный металл выбрасывается, образуя сплошной сварной шов. Выброшенный металл образует заусенец вокруг соединения, который впоследствии удаляется путем резки или шлифовки. Преимущества стыковой сварки оплавлением:
- Меньшая потребляемая мощность.

- Образующаяся дуга выжигает все посторонние материалы на поверхности соединения, что делает сварной шов чистым и чистым.
Преимущества контактной сварки:
Преимущества контактной сварки:
- Метод контактной сварки является быстрым, что увеличивает скорость производства.
- Присадочный металл не требуется.
- Можно сваривать как одинаковые, так и разнородные металлы.
- Возможность локального обогрева.
- Процесс сварки можно автоматизировать.
- Процесс контактной сварки не наносит вреда окружающей среде, что делает его экологически безопасным процессом.
- Для работы со сварочным аппаратом таких специальных навыков не требуется.
- Благодаря высокой производительности хорошо подходит для массового производства.
Недостатки контактной сварки:
Недостатки контактной сварки:
- Оборудование для контактной сварки требует технического обслуживания, что увеличивает стоимость.