Расчет усилия гибки листового металла: ТЕХНОКОМ | Калькулятор усилия гибки онлайн
alexxlab | 09.03.2023 | 0 | Разное
Таблица расчёта усилия гибки для свободного изгиба
Таблица расчёта усилия имеет тот же принцип действия, что и линейка, и очень полезна в работе. С её помощью можно определять необходимое усилие для гибки в выбранном раскрытии матрицы, выбирать матрицу по требуемому радиусу гиба на изделии, а также подобрать листогибочный пресс с достаточным усилием для гибки конкретной детали.
| S – толщина материала |
| V – раскрытие матрицы |
| B – мин. размер отгибаемой полки |
| Ri – внутренний радиус гиба |
| R – предел прочности |
На пересечении линий толщина материала и раскрытие матрицы находится значение усилия гибки в т/м. Для каждой толщины листа можно выбрать 5 различных значений раскрытия матрицы. В низу таблицы находятся корректирующие коэффициенты, отражающие зависимость усилия гибки от материала и угла гибки.
| 420 N/мм2 | ||||||||||||||||||||
| S (мм) |
4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 80 | 100 | 125 | 160 | 200 | 250 | V |
| 3,0 | 3,5 | 4,0 | 5,5 | 6,5 | 8,0 | 10,5 | 13,0 | 16,5 | 21,0 | 26,0 | 32,5 | 41,0 | 52,0 | 65,0 | 81,5 | 104,0 | 130,0 | 163,0 | B | |
| 0,5 | 0,7 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 2,5 | 3,2 | 4,4 | 5,0 | 6,5 | 8,0 | 10,0 | 12,0 | 15,0 | 20,0 | 25,0 | 37,0 | Ri | |
| 0,6 | 6 | 5 | 3 | 2 | F т/м |
|||||||||||||||
| 0,8 | 12 | 9 | 7 | 5 | 4 | |||||||||||||||
| 1,0 | 15 | 11 | 8 | 6 | 5 | |||||||||||||||
| 1,2 | 18 | 12 | 9 | 7 | 5 | |||||||||||||||
| 1,5 | 21 | 15 | 12 | 8 | 6 | |||||||||||||||
| 2,0 | 30 | 23 | 16 | 12 | 9 | |||||||||||||||
| 2,5 | 39 | 27 | 20 | 14 | 11 | |||||||||||||||
| 3,0 | 43 | 31 | 23 | 16 | 12 | |||||||||||||||
| 4,0 | 60 | 44 | 32 | 23 | 18 | |||||||||||||||
| 5,0 | 76 | 54 | 39 | 29 | 22 | |||||||||||||||
| 6,0 | 85 | 62 | 45 | 33 | 25 | |||||||||||||||
| 8,0 | 121 | 88 | 70 | 46 | 35 | |||||||||||||||
| 10,0 | 151 | 109 | 79 | 58 | 44 | |||||||||||||||
| 12,0 | 173 | 124 | 91 | 66 | 50 | |||||||||||||||
| 15,0 |
INOX нерж. Fe констр. сталь R=420 – усилие×1 AL алюминий R=200 – усилие×0,5 |
213 | 155 | 113 | 81 | 62 | ||||||||||||||
| 20,0 | 302 | 220 | 158 | 115 | 89 | |||||||||||||||
| 25,0 | 378 | 269 | 197 | 144 | ||||||||||||||||
 сталь R=700 – усилие×1,7
сталь R=700 – усилие×1,7Корректирующие коэффициенты, отражающие зависимость мин. размера отгибаемой полки от угла гибки.
| 30° | B×1,6 |
| 60° | |
| 90° | B×1,0 |
| 120° | B×0,9 |
| 150° | B×0,7 |
Расчет гибки листового металла | Статьи
Гибка металлических заготовок предполагает изменение их формы по заранее намеченному контуру, при этом внешняя сторона конструкции растягивается, а внутренняя сжимается.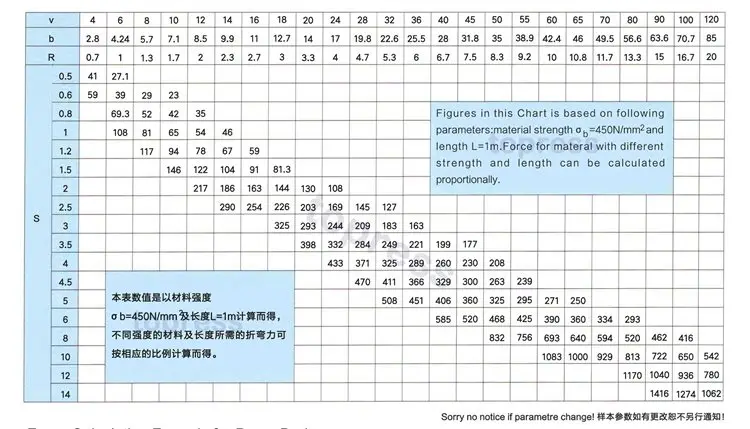 Длина слоев материала в разных частях изменяется, поэтому заранее проводится расчет гибки листового металла.
Длина слоев материала в разных частях изменяется, поэтому заранее проводится расчет гибки листового металла.
Методы расчета
Иногда изготовленные на производстве металлические детали, вырезанные лазером, сделанные методом обрезки или пробивки кажутся удлиненными или, наоборот, укороченными. Даже спроектированное на компьютере изделие не всегда соответствует заданным параметрам после гибки. Только проектирование с помощью современного САПР помогают достичь необходимой точности при расчете разверток изготавливаемых деталей. Для этого необходимо учесть следующие факторы:
- Механические характеристики материла;
- Коэффициент вытяжки материала или К-фактор;
- Внутренний (или внешний) радиус получаемый после гибки детали;
- Направление волокон;
- Радиус изгиба R определяет длину, на которую обрезают заготовку перед гибкой;
- Волокна материала должны располагаться поперечно ребру;
-
Радиус полностью зависит от V-образной выемки, выбранной для работы.


Чтобы произвести расчет гибки металла, заранее узнают, какая V-образная выемка будет применяться для формирования детали на листогибочном станке. Больший радиус раздвинет края заготовки в сторону внешнего края. Меньший радиус потребует большей обрезки. Это формируемый параметр, который определяется в результате вычислений.
Для расчета развертки необходимо знать радиус, заложенный в изделии, под него подбирается матрица с определенным раскрытием ручья и пуансон. При увеличении радиуса, длина развертки уменьшается.
Кроме радиуса, учитываются и другие величины. При гибке металла в листе остается нейтральная линия, которая не сжимается и не растягивается. Расстояние от внутренней полосы сгиба до нее называется К-фактором, или коэффициентом положения нейтральной линии. Это постоянная величина, которая остается неизменной для каждого типа материала. Расчет гибки листового металла без нее не обходится. Чем меньше К-фактор, тем более растягивается металл, и тем больше выходит заготовка. Чтобы точно определить параметр, лучше произвести несколько измерений и испытаний материала на V-образной выемке.
Чтобы точно определить параметр, лучше произвести несколько измерений и испытаний материала на V-образной выемке.
Подбор К-фактора производится экспериментальным путем на производстве под все виды матриц и пуансонов, которые имеются в наличии и в дальнейшем используются в программах САПР для автоматического расчета длины развертки для гибки листового металла.
Такие данные могут понадобиться для расчета проверки усилия гибки. Каждая матрица и пуансон имеет свою максимальную нагрузку, за которую нельзя выходить, чтобы не испортить инструмент. Поэтому под каждую толщину металла есть определенная матрица со своей шириной раскрытия ручья.
Как пример расчета или использования таблиц по усилию
Сегодня предлагается множество автоматизированных калькуляторов онлайн, предлагающих произвести сложные вычисления в считанные секунды. Но для этого нужно знать базовые параметры, и в этом случае возможны ошибки, если за дело берутся начинающие мастера.
Услуги Lazermetal
Чтобы избежать ошибок в расчетах и получить профессионально выполненную деталь, воспользуйтесь услугами нашей компании. Наши мастера гарантируют высокое качество, точность при выполнении работ любой сложности. Для гибки металла мы используем листогибочный пресс, что обеспечивает конструкциям надежность и долговечность.
Все этапы процесса автоматизированы, но при выполнении заказа мастера ориентируются на индивидуальные пожелания заказчика. Звоните нам или обращайтесь в офис в Москве лично. Менеджеры примут заявку и обсудят нюансы.
Калькулятор параметров гибки листового металла
УВЕДОМЛЕНИЕ ОБ ОБРАБОТКЕ ПЕРСОНАЛЬНЫХ ДАННЫХ
Gasparini Industries S.r.l., штаб-квартира Via Fabio Filzi 33, Istrana (TV), с которым можно связаться по адресу электронной почты [email protected], как владелец обработки персональных данных (далее «Владелец»), направляет это уведомление Заинтересованной стороне в соответствии с европейскими и итальянскими правилами защиты персональных данных.
Это уведомление дополняет политику просмотра веб-сайта, чтобы объяснить Пользователю, как Владелец будет обрабатывать конкретно данные, вставленные в эту форму контакта: поэтому рекомендуется ознакомиться с нашей Политикой конфиденциальности 9.0003 https://www.gasparini.com/en/privacy-policy/.
Цели и правовая основа обработки
Владелец обрабатывает персональные данные для различных целей:
1) для ответа на запросы, направленные через эту форму, например, для получения информации о продуктах или услугах (включая отправка брошюры, каталога и/или любого другого информационного материала компании), для получения оценки и т. д.: в этом случае согласие не требуется, поскольку обработка необходима для ответа на эти запросы;
2) использовать контакты Заинтересованного лица (в качестве адреса электронной почты, номера мобильного или стационарного телефона, домашнего адреса) для проведения опросов мнений или удовлетворенности, для передачи деловых уведомлений, содержащих информацию о его продуктах или услугах, а также в качестве рекламных акций или приглашений на мероприятия, в которых будет принимать участие Владелец: для этого необходимо явно выраженное согласие Заинтересованной стороны, которое может быть дано и отозвано даже только для некоторых из вышеуказанных действий, написав по указанному ниже адресу электронной почты.
Срок хранения данных
Владелец намеревается обрабатывать данные в соответствии со следующими критериями времени:
✔️ если требуется информация, данные будут обрабатываться в течение времени, необходимого для ответа; если вместо этого была запрошена оценка, данные будут обрабатываться в течение максимального времени, равного удвоенному сроку действия предложения, без ущерба для дальнейшего хранения в течение времени, необходимого для урегулирования (независимо от того, достигнуто) потенциально возникших споров;
✔️ для целей пункта 2), данные будут обрабатываться в течение двадцати четырех месяцев с момента последнего сообщения, независимо от используемого канала: Заинтересованное лицо может отозвать согласие или в любом случае возразить против их обработки в любое время.
Вид предоставления данных и последствия в случае отказа
Предоставление данных для целей пункта 1) необходимо, поэтому любой возможный отказ от их предоставления полностью или частично может повлечь за собой невозможность для Владельца для достижения вышеуказанных целей. Предоставление для дальнейших целей необязательно: при его отсутствии Собственник не может осуществлять соответствующую деятельность, но тем не менее может достичь целей пункта 1).
Предоставление для дальнейших целей необязательно: при его отсутствии Собственник не может осуществлять соответствующую деятельность, но тем не менее может достичь целей пункта 1).
Категории получателей
Владелец не будет распространять данные, но намеревается передать их внутренним лицам, уполномоченным на их обработку в силу их соответствующих обязанностей, а также торговым агентам, кредитным учреждениям, кредитно-страховым компаниям, кредитным компаниям по восстановлению, коммерческим информационным компаниям, факторинговым компаниям, консалтинговым фирмам, ассоциациям и/или бизнес-организациям, профессиональным или сервисным компаниям, помимо государственных органов и частных учреждений, а также после проверок и проверок. Эти получатели, если они обрабатывают данные от имени Владельца, будут назначены обработчиками данных с конкретным договором или другим юридическим актом.
Передача данных в третью страну и/или международную организацию
Персональные данные не будут переданы ни в неевропейские третьи страны, ни в международные организации.
Права заинтересованных сторон
Заинтересованное лицо имеет право просить Владельца получить доступ к вашим личным данным и исправить их, если они неточны, удалить их или ограничить их обработку, если условия соблюдены, возразить против их обработка в законных интересах, преследуемых Контроллером данных, а также для получения переносимости данных, предоставленных лично, только в том случае, если объект автоматизированной обработки основан на согласии или договоре. Заинтересованное лицо также имеет право отозвать согласие, предоставленное для целей обработки, для которых оно требуется, без ущерба для законности обработки, осуществленной до момента отзыва.
Для осуществления своих прав Заинтересованное лицо может использовать форму, доступную здесь -> https://www.garanteprivacy.it/web/guest/home/docweb/-/docweb-display/docweb/1089924 , и направить ее по адресу по следующему адресу: [email protected]. Заинтересованное лицо также имеет право подать жалобу в компетентный надзорный орган, Управление по защите данных ( www. garanteprivacy.it ).
garanteprivacy.it ).
Я ознакомился с политикой:
Я согласен с тем, что мои персональные данные могут быть использованы для целей, указанных в пункте а) (обязательно)
Да
№
Я согласен с тем, что мои личные данные могут быть использованы для целей, указанных в пункте b) (Маркетинг)
Да №
Запросить цену
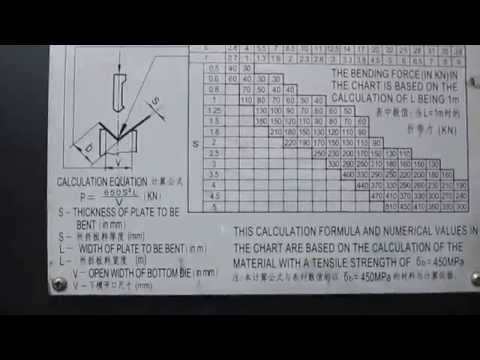
Как рассчитать изгибающую силу при гибке на воздухе (листовой металл)?
В настоящее время общеупотребительные формулы расчета изгибающей силы перенесены из зарубежных брошюр, а сведения о ее происхождении и сфере применения отсутствуют.
Пресс-форма для производства спиральных воздуховодов Тип
Пожалуйста, включите JavaScript
Пресс-форма для производства труб для производства спиральных воздуховодов Тип
В этой статье систематически обсуждается процесс получения формулы расчета силы изгиба и условия параметров, которые должны быть соблюдены.
С целью расширения сферы применения вводится новый метод расчета изгибающей силы.
ПредисловиеВ последние годы листогибочный станок широко используется в различных отраслях промышленности, и диапазон обработки гибочного станка также расширяется.
Пожалуйста, включите JavaScript
Станок для формования фланцев TDC для изготовления фланцев TDC для прямоугольного соединения воздуховодов
Однако расчет изгибающей силы систематически не обсуждался.
В настоящее время существует примерно два типа формул расчета силы изгиба, рекомендуемых в руководствах по продукции различных производителей листогибочных прессов.
В формуле:
- P- изгибающая сила, кН;
- S – толщина листа, мм;
- l – длина изгиба листа, м;
- V- ширина раскрытия нижней матрицы, мм;
- σb- предел прочности материала при растяжении, МПа.
Таблица параметров силы изгиба, рекомендуемая производителем, также рассчитывается по приведенной выше формуле.
Эти две формулы также перенесены из различных рекламных проспектов, и нет никаких данных, подтверждающих их точность.
Процесс получения и область применения формулы для расчета силы изгибаНа рис. 1 схематически представлена рабочая диаграмма, когда лист сгибается.
- P-сила изгиба
- S-толщина листа
- V-ширина раскрытия нижнего штампа
- r-внутренний радиус при изгибе листа
- K-ширина горизонтальной проекции зоны деформации изгиба
Вывод формулы расчета изгибающей силы и условия двух дополнительных параметров описаны ниже.
Во-первых, такие рекомендации есть в инструкции по эксплуатации товара.
При свободной гибке ширина раскрытия V выбранной нижней матрицы в 8-10 раз больше толщины листа S. Здесь отношение ширины к толщине V/S = 9.
Во-вторых, производители листогибочных прессов указывают соответствующие значения ширины матрицы V и внутреннего радиуса r изгибаемой заготовки в таблице параметров силы изгиба.
Обычно r = (0,16 ~ 0,17) V.
Здесь отношение радиуса к ширине = 0,16.
В процессе гибки листа материал в очаге деформации находится в состоянии высокопластической деформации, и его поворачивают под углом вокруг осевой линии.
В некоторых случаях на внешней поверхности искривленной области могут появиться крошечные трещины.
За исключением окрестности центрального слоя, напряжения в других точках поперечного сечения очага деформации близки к пределу прочности материала.
Верхняя часть нейтрального слоя сжата, а нижняя натянута.
Рис. 2 — разрез и соответствующая диаграмма напряжений в очаге деформации.
- S-толщина листа
- l- длина изгиба листа
Изгибающий момент на участке зоны деформации составляет:
Изгибающий момент, создаваемый изгибающей силой в зоне деформации (см. Рисунок 1):
Из М 1 = М 2 , получаем:
При гибке универсальной формой на гибочном станке большая часть листов сгибается на 90°, как показано на рисунке 3, K составляет:
Подставляя K в уравнение (1) получаем:
Предел прочности обычных материалов σb = 450 Н/мм2, что можно подставить в формулу (2 ) получить:
Полученная здесь формула расчета изгибающей силы очень хорошо согласуется с данными зарубежных брошюр.
- S-толщина листа
- r-внутренний радиус при изгибе листа
- K-ширина горизонтальной проекции зоны деформации изгиба
Из процесса вывода видно, что при использовании формулы (2) или формулы (3) для расчета изгибающей силы должны выполняться два дополнительных условия параметров, предложенных выше.
То есть отношение ширины к толщине V/S = 9 и отношение радиуса к ширине = 0,16, иначе будут большие ошибки.
Новые методы и этапы расчета изгибающих усилийИз-за конструктивных или технологических требований иногда трудно удовлетворить оба вышеуказанных дополнительных требования.
В этом случае не следует использовать рекомендуемую формулу для расчета изгибающей силы. Вместо этого выполните следующие действия.
(1) Рассчитайте отношение ширины к толщине и отношение радиуса к ширине в соответствии с толщиной листа S, радиусом изгиба r и нижним отверстием штампа V соответственно.
(2) Рассчитайте ширину проекции области деформации в соответствии с деформацией листа.
(3) Примените формулу (1) для расчета изгибающей силы.
В процессе расчета учитывалась разница радиуса изгиба и соответствующая зона деформации.
Изгибающее усилие, рассчитанное по вышеуказанным шагам, является более точным и надежным, чем результат, рассчитанный по обычно рекомендуемой формуле.
Вот поясняющий пример, как показано на рисунке 4.
Известные: толщина листа S = 6 мм, длина листа l = 4 м, радиус изгиба r = 16 мм, ширина отверстия нижней матрицы V = 50 мм, материал на растяжение прочность σb = 450Н/мм².
Вопрос: как рассчитать силу изгиба, необходимую для гибки воздухом?
Вот шаги:
Сначала рассчитайте отношение ширины к толщине и отношение радиуса к ширине:
Затем рассчитайте предполагаемую ширину области деформации:
6 , используйте формулу (1) для расчета силы изгиба:
Если для расчета силы изгиба используется обычно рекомендуемая формула:
Из P1/P2 = 1,5 видно, что разница между ними составляет 1,5 раза.
Причина этой ошибки в том, что радиус изгиба в этом примере относительно велик, и соответствующая площадь деформации увеличена, поэтому при изгибе требуется большее усилие изгиба.
Отношение радиуса к ширине в этом примере = 0,32, что превышает введенные ранее дополнительные условия параметров.
Очевидно, нецелесообразно рассчитывать изгибающее усилие по обычно рекомендуемой формуле.
В этом примере вы можете увидеть преимущества использования нового метода расчета.
Вы также можете использовать следующий онлайн-калькулятор для расчета силы изгиба новыми методами.
Tensile Strength Table
| Material | Tensile strength | ||
|---|---|---|---|
| American | European | China | N/mm² |
| 6061 Aluminum | Alu50 | LD30 | 290 |
| 5052 Aluminum | Alu35 | LF2 | 303 |
| 1010 Mild steel | DC01 | 10/10F | 366 |
| A 536 -80 G 60-40-18 | GGG-40 | QT400-18 | 400 |
| A 351 G CF 8 | G-X 6CrNi 18 9 | Q235 | 450 |
| A 572 G50 | S 355 MC | Q345 | 550 |
| 304 Stainless | Inox V2A | 0Cr18Ni9 | 586 |
| 316 Stainless | Inox V4A | 0Cr17Ni12Mo2 | 600 |
| 4140 Низкий сплав | 42 CRMO 4 | 42CRMO | 1000 |
