Расчет заготовки трубы для гибки: Гибка трубы. Длина развертки в Excel.
alexxlab | 24.03.2023 | 0 | Разное
описание процесса, предварительный расчет, применяемые станки
Вопросы, рассмотренные в материале:
- Какие технические особенности свойственны процессу гибки заготовок
- Как рассчитать заготовку при гибке
- Какие используют инструменты для механизации процесса гибки заготовок
- Какие дефекты могут появиться в процессе гибки заготовок
Гибка заготовок – это целенаправленное изменение их формы по заданному контуру. При этом происходит растяжение внешней части изделия и сжатие внутренней. При гибке заготовок сокращается площадь поперечного сечения на величину, называемую «утяжина». В данной статье мы расскажем о том, как осуществляется гибка заготовок и что нужно сделать для достижения наилучшего результата в данном процессе.
Каковы технические особенности процесса гибки заготовок
Гибка заготовок осуществляется тогда, когда возникает необходимость создать или изменить угол между частями поковки.
Поговорим о том, как формируется заготовка и как течет металл при гибке. Заготовка прямоугольного или круглого сечения в пластическом состоянии может быть изогнута на угол А. Из-за внешних воздействий на заготовку в разных ее слоях образуются противоположные напряжения: во внешних – напряжения растяжения, во внутренних – сжатия.
Возникающие в заготовке напряжения приводят к растяжению внешних слоев и сжатию внутренних. Таким образом, происходит изменение длин слоев металла (длина слоев прилегающих к внешней зоне увеличивается, а к внутренней – уменьшается). Между внутренним и внешним слоем находится нейтральный слой, не подвергающийся деформациям. Слои, которые наиболее от него удалены, сильнее деформируются при гибке заготовки.
В процессе деформации растяжения площадь поперечного сечения становится меньше. При деформации сжатия – наоборот. В процессе гибки заготовок форма изменяется в разных направлениях.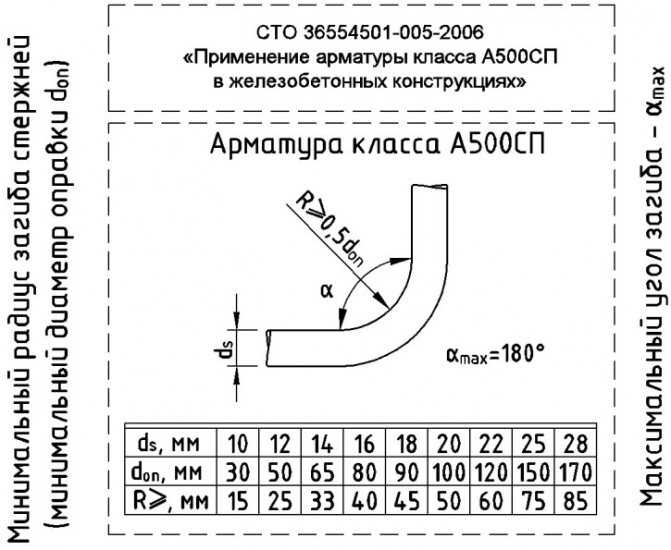
При гибке заготовок необходимо придерживаться технологии, исключающей образование трещин на поверхности и возникновение грубых складок во внутренних их слоях.
Нередко приходится осуществлять гибку тонкополосых холодных заготовок. Ее отличия от гибки нагретых толстых полос заключаются в следующем:
- упругие деформации схожи с пластическими;
- металл, подвергаемый гибке, недостаточно пластичен и становится более прочным после такого воздействия.
Представляющие наибольшую опасность напряжения растяжения, увеличиваются по мере уменьшения радиуса изгиба R. Если этот радиус слишком мал, то напряжения и деформации становятся слишком высокими и приводят к образованию трещин на наружной поверхности заготовки.
Избежать разрушения металла при гибке заготовки можно, для этого необходимо четко выполнять следующие правила:
- радиус изгиба R должен превышать минимально допустимое значение для металла (rmin), подвергаемого гибке;
- гибка заготовки должна осуществляться так, чтобы волокна материала были поперечны ребру гибки.
Минимальное значение радиуса гибки определяется в соответствии с металлом, из которого изготовлена заготовка, его толщины, угла гибки А и направления волокон.
В таблице вы можете посмотреть минимальные радиусы холодной гибки заготовки (R), в зависимости от толщины листа (S).
Для расчета развернутой длины изогнутого участка детали из листового материала при изгибе на угол α пользуются формулой:
A = π(R + k – s)α/180,
где k – числовой коэффициент, определяющий положение нейтрального слоя при гибке.
Алюминий
–
0,2S
0,3S
0,8S
Латунь Л68
–
0,2S
0,4S
0,8S
Медь
–
0,2S
1S
2S
Сталь 10
–
0,4S
0,4S
0,8S
Сталь 20, СтЗ
0,1S
0,5S
0,5S
1S
Сталь 35; Ст5
0,3S
0,8S
0,8S
1,5S
Сталь 45
0,5S
1S
1S
1,7S
Мягкий дюралюминий
1S
1,5S
1,5S
2,5S
Закаленный дюралюминий
2S
3S
3S
4S
Минимальные внутренние радиусы гибки заготовки рекомендуется использовать, если это действительно необходимо.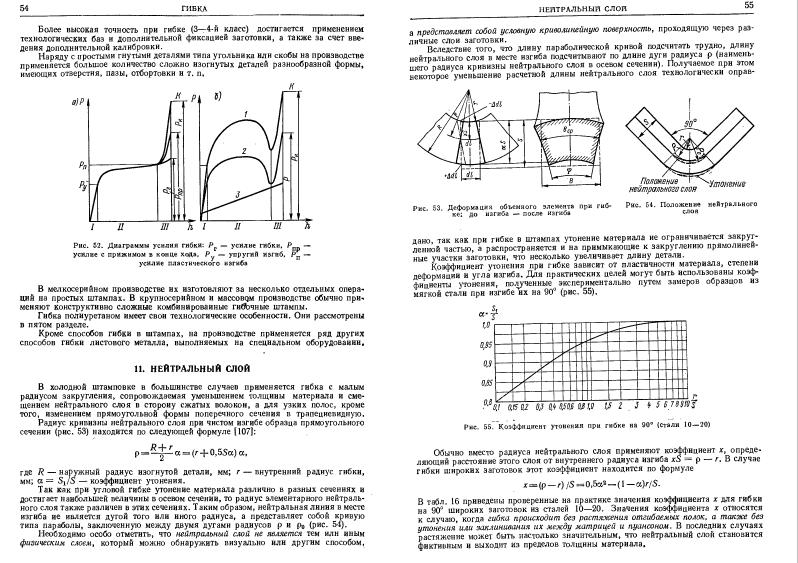
Если гибка заготовки осуществляется под углом к направлению проката, то рекомендуется использовать средние промежуточные значения, соответствующие углу наклона линии изгиба.
Гибка заготовки, изготовленной вырубкой или резкой без отжига, должна осуществляться с таким же радиусом, как у наклепанного металла.
Для того чтобы при гибке не образовались трещины, установка заготовки осуществляется заусенцами внутрь изгиба.
Мы уже говорили о том, что холодная гибка заготовки осуществляется с существенной упругой или обратимой деформацией. При упругой деформации заготовка пружинит, возвращается в исходное положение после прекращения воздействия на нее нагрузки. На угол пружинения влияет упругость металла, толщина заготовки, радиус изгиба и пр.
Затруднительно рассчитать точно, каким будет пружинение, поэтому при гибке заготовки можно в определенной степени исправить результаты путем гибки заготовки на угол, несколько больший требуемого.
Угол пружинения при изготовлении приспособлений (подкладного штампа, например) нужно рассчитывать особенно внимательно, так как исправлять недешево и трудоемко.
Изменение площади поперечного сечения при гибке зависит от того, насколько объемна заготовка. Так, например, если говорить о плоских листах, то разницы видно не будет. Гибка объемных заготовок повлечет за собой серьезные деформации формы и площади поперечного сечения, могут образоваться трещины.
Гибка металла после расчета заготовки
Прежде чем осуществлять расчет длины заготовки, нужно выбрать, каким способом это лучше сделать. Рассчитывать это значение необходимо для того, чтобы получить готовое изделие нужного размера.
|
Вариант 1 |
Вариант 2 |
|
Lt = A + B + BA |
Lt = A + B – BD |
|
Lt – общая длина заготовки при гибке; А и В – см. |
Lt – общая длина заготовки при гибке; А и В – см. рисунок; BD – вычет |
 рисунок; ВА – припуск
рисунок; ВА – припуск
Итак, если нужна поверхность полки А без деформаций (например, для расположения отверстий), для расчета длины заготовки при гибке металла следует использовать вариант 1. Если же важна общая высота полки А, то нужно считать по варианту 2.
Вариант 1 (с припуском)
Необходимо выполнить следующие действия:
- Определить К-фактор.
- Разбить контур изгибаемой детали на элементы (отрезки прямых и части окружностей).
- Суммировать длины этих отрезков таким образом, чтобы длины прямых участков складывались без изменения, а длины криволинейных участков – с учетом деформации материала и соответственного смещения нейтрального слоя.
Приведем пример формулы для расчета длины заготовки с одним гибом:
Где X1 – длина первого прямого участка, Y1 – длина второго прямого участка, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Расчет выполняется в следующей последовательности:
Y1 + BA1 + X1 + BA2 +…т. д
Чем больше переменных, тем длиннее получится формула.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Вариант 2 (с вычетом).
Такой способ очень часто используется для гибочных станков с поворотной балкой.
Кроме описанного выше потребуется:
- Определить К-фактор (см таблицу).
- Разбить контур изгибаемой детали на элементы (отрезки прямой и части окружностей).
- Рассчитать необходимые вычеты. Длины прямых участков также суммируются без изменения, а длины вычетов – вычитаются.
Теперь поговорим о таком понятии, как внешняя граница гибки заготовки.
Внешняя граница гибки на рисунке представлена пунктиром.
Для расчета длины вычета из длины внешней границы вычитают длину криволинейного участка.
Итак, формула длины заготовки по варианту 2:
Где Y2, X2 – полки, φ – внешний угол, r – внутренний радиус гибки, k – коэффициент положения нейтральной линии (К-фактор), S – толщина металла.
Внешняя граница гибки (OS):
Каждая операция выполняется последовательно.
Рассчитывают длину заготовки для гибки по следующей схеме:
Графически это будет выглядеть так:
Важно правильно рассчитать размер вычета (BD) при последовательном расчете длины заготовки при гибке металла. В первую очередь нужно вычислить весь BD, а потом получившийся результат делят пополам.
Механизированная гибка заготовок
Выполнять гибку заготовок без использования средств механизации достаточно сложно, поэтому были созданы гибочные машины. В данном разделе мы расскажем о конструкции некоторых из них.
Листогибочные вальцы, состоящие из двух нижних валков, вращающихся от механизма привода и верхнего валка, установленного на плите. Листогибочные вальцы выполняют гибку заготовок (листов) следующим образом: верхний валок движется от изгибаемого листа, перемещаясь на той высоте, которая позволит придать заготовке заданный радиус. Если заготовке необходимо придать коническую форму, то верхний валок располагают под наклоном, соответствующим углу наклона образующей конуса.
Листогибочные прессы подходят как для гибки кромок, так и для гибки профилей, плоскости и углы могут быть самыми разными. Для гибки профилей необходим пуансон, который закрепляют на раме ползуна, на матрице, устанавливаемой на подкладке плиты пресса или на самой плите. Пуансоны могут придавать разные формы и радиусы заготовкам при гибке. Рабочая часть матрицы представляет собой гнездо формы угольника или прямого паза.
Пуансоны могут придавать разные формы и радиусы заготовкам при гибке. Рабочая часть матрицы представляет собой гнездо формы угольника или прямого паза.
Роликовые гибочные станки подходят для гибки профилей разных сечений. Они могут иметь три или четыре ролика.
Если необходимо выполнить гибку круглых, спиралевидных или криволинейных профилей, то используют четырехроликовые станки. Конструкция таких станков следующая: станина (с вмонтированным в нее приводным механизмом для ведущих роликов, подающих заготовку) и два зажимных ролика, которые непосредственно осуществляют гибку заготовки.
Станок для гибки труб используется для гибки заготовок труб (наружный диаметр 95–300 мм). Он осуществляет нагрев материала токами высокой частоты. Станок для гибки заготовок труб состоит из двух частей – механической (сам гибочный станок) и электрической (электрооборудование станка и установка для нагрева токами высокой частоты).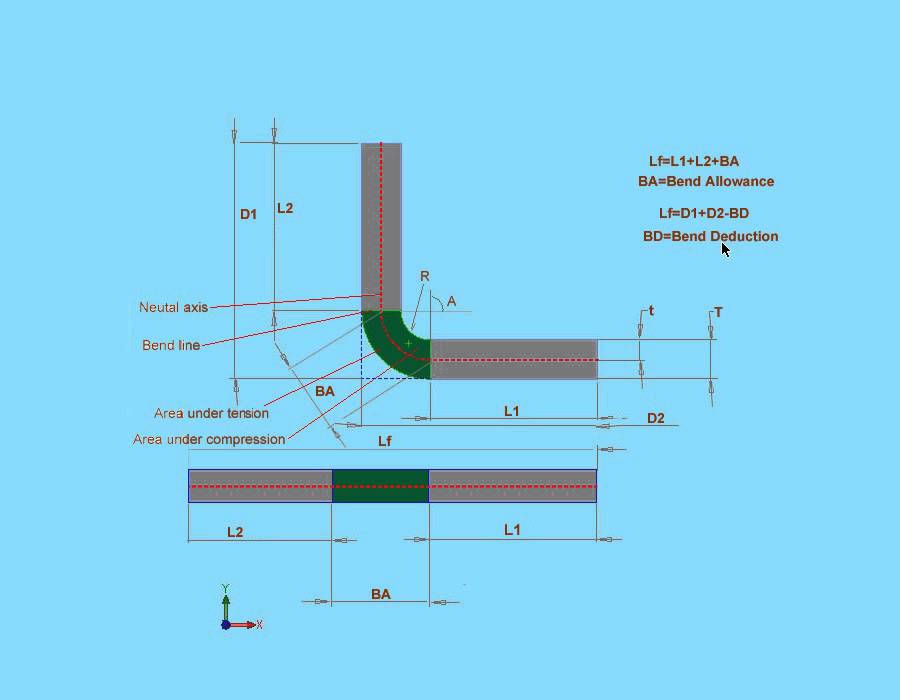
Если необходимо выполнить гибку очень длинных труб, то к каретке зажима присоединяют специальные удлинители, необходимые для поддержания свисающей части трубы.
Какие дефекты могут возникать в процессе гибки заготовок
Разные способы гибки имеют разные причины возникновения дефектов. Чаще всего образуются следующие виды дефектов: утяжина в месте изгиба, трещины, складки, несоответствия размеров и формы.
Об утяжине мы говорили выше, она не просто искажает форму заготовки, но снижает ее прочность. Для уменьшения вероятности ее образования осуществляют предварительный набор металла в месте изгиба и высадку заготовки при гибке.
На внешнем слое заготовки трещины появляются обычно на металле, характеризующемся низкой пластичностью (недостаточно нагретом). Если выполнять гибку дюралюминиевой холодной заготовки, то появление трещин – это минимум, что может с ней произойти. Такая гибка может завершиться полным разрушением металла.
Самые серьезные требования предъявляют к гибке заготовок, выполненных из высокоуглеродистых и легированных сталей. В таких случаях важно правильно подобрать температуру, схему гибки, не ошибиться с минимальным радиусом и пр.
Если при помощи гибки необходимо заготовку сильно изогнуть, важно избегать образования складок с внутренней стороны угла поковки, так как в них концентрируется напряжение, что снижает прочность всего изделия.
Если после гибки заготовки вы обнаружили неточность размеров, то, скорее всего, ошибка была допущена еще на этапе определения длины (объема) исходной заготовки.
Если форма изделия получилась не такой точной, как планировалось, то наверняка был сделан неправильный выбор переходов гибки, некачественно подготовлена исходная заготовка, неправильно подобран инструмент или способ гибки. Также это может быть связано с тем, что работу выполнял неопытный кузнец.
Как производится расчет гибки металла: на примере расчета радиуса профильной трубы
В технологии холодной ковки для обработки металлических изделий используется специальное оборудование, которое производит деформацию заготовки. На металлический лист или профиль действуют усилия, которые одновременно сжимают материал с внутренней стороны и растягивают его по внешнему контуру.
Пример расчета радиуса профильной трубы
При гибке металла могут возникать деформации, которые приводят к искривлению соосности и появлению разрывов в структуре металла. Чтобы избежать потери свойств материала, специалисты производят расчет гибки металла.
ВАЖНО: При гибке металла учитывается предельное соотношение толщины материала, длина профиля и радиуса изгиба заготовки. Если выйти за предельные значения в соотношении этих параметров, происходит потеря механических свойств.
Предельное значение удлинения металла при холодном изгибе металла без потери свойств на основе эмпирических данных составляет всего 7%.
Пример расчета по формулам
Чтобы наглядно показать, как специалисты создают заготовки, рассмотрим пример расчета максимального значения гибки профильной трубы по радиусу.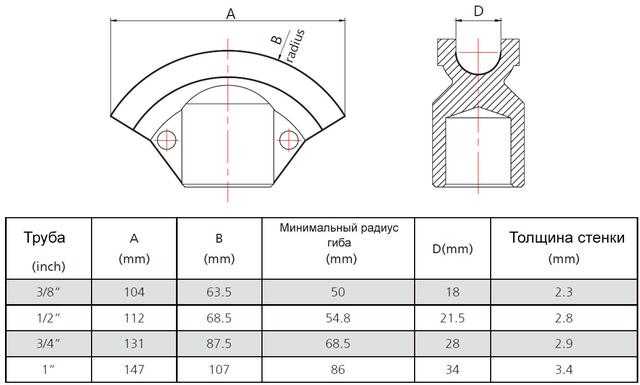
Радиус, при котором наступает предельно-допустимая деформация, определяется по формуле:
Rmin = 20 × S
где S – толщина стенки профильной трубы, мм.
По значению минимально возможного радиуса определяют радиус по центральной оси трубы:
R = Rmin + 0,5 × D
где D – расчетный диаметр трубы, мм.
Чтобы использовать универсальную формулу для нахождения максимально допустимого радиуса изгиба трубы, следует найти критерий тонкостенности трубы. Определяется он по формуле:
KT = S × D
Посчитав коэффициент, можно подставить его в универсальную формулу:
R = 20 × KT × D + 0,5D
Если значение R получилось больше значения, установленного специалистом для гибки заготовки по радиусу, можно смело использовать холодную ковку. Металл при деформации сохранит свою структуру, а стенки не разрушатся под давлением. Если значение R оказывается меньше, необходимо применить предварительный нагрев заготовки, чтобы сохранить механические свойства.
Если значение R оказывается меньше, необходимо применить предварительный нагрев заготовки, чтобы сохранить механические свойства.
Зависимость критерия тонкостенности к расчету гибки металла
Специалисты обязательно используют правки для заготовок, у которых параметр тонкостенности находится в пределах 0,03 T
R ≥ 9,25 × ((0,2 – KT) × 0,5
Если правильно произвести расчет гибки металла, заготовке можно будет придать частичную или полную форму с изогнуто-плавными элементами. При этом будет отсутствовать зависимость от сечения профиля.
Дополнительные рекомендации
Если не выполнять предварительные расчеты допустимых радиусов, а также силы и скорости деформации, тогда произойдут критические деформации:
- внутренняя сторона профильной трубы при сдавливании сомнется неравномерными складками;
- на участке с максимальным радиусом произойдут разрывы стенок из-за предела радиальной силы.
Для выполнения холодной ковки оптимальным вариантом становится использование листовых или профильных заготовок с толщиной до 10 мм. На практике, когда выбранный листовой материал или профильные трубы не позволяют выполнить изгиб по заданному радиусу, специалисты принимают решение об использовании другого металла или используют технологии предварительного нагрева до высоких температур.
На практике, когда выбранный листовой материал или профильные трубы не позволяют выполнить изгиб по заданному радиусу, специалисты принимают решение об использовании другого металла или используют технологии предварительного нагрева до высоких температур.
Формулы для расчета изгибов труб и кабелепроводов
Расчеты и формулыИспользование всего нескольких математических формул позволяет правильно рассчитать изгиб практически под любым углом. Недорогой научный калькулятор и угломер — единственные необходимые дополнительные инструменты.
При расчете допусков на изгиб для определения длины отрезка кабелепровода из полиэтилена высокой плотности или трубы из ПВХ необходимо рассчитывать радиус центральной линии (CLR) готовой изогнутой трубы. Этот радиус будет варьироваться в зависимости от внешнего диаметра трубы, толщины стенки и угла, под которым труба должна быть согнута.
Элементы изгиба
Для выполнения точных расчетов важно понимать различные элементы изгиба.
Расчет толщины стенки
ISO 161-1 использует следующую формулу для расчета толщины стенки трубы:
σ s = кольцевое напряжение (Н/мм 2 ) | PN = нормальное давление (бар) | da = внешний диаметр трубы (мм)
s = толщина стенки (мм) | S = серийный номер трубы (-)
Расчет отношения стандартных размеров
Используя те же переменные, что и выше, отношение стандартных размеров (SDR) трубы можно рассчитать следующим образом:
SDR = da/s
| Труба из полиэтилена высокой плотности SDR | Минимальный долгосрочный радиус Холодный изгиб |
| 9 или менее | 20 труб НД |
| 11, 13,5 | 25x труба НД |
| 15,5, 17, 21 | 27x труба НД |
| 26 | 34x труба НД |
| 32,5 | 42x труба НД |
| 41 | 52x труба НД |
| С фитингом или фланцем в колене | 100x труба НД |
Расчет CLR (радиуса центральной линии) для угла изгиба
После того, как вы выбрали подходящий штамп для гибки трубы, исходя из наружного диаметра трубы и толщины стенки, вы сможете найти радиус сгибать.
Простой способ определить радиус центральной линии изгиба определенного угла — вычислить полный круг, а затем разделить это число на 360, чтобы найти измерение в один градус. Затем используйте эту формулу:
π(2r) или πD
π (пи) = 3,1416
Например, если ваша матрица создает радиус 2,2 дюйма, и вам нужно создать изгиб под углом 35°, ваши расчеты будут выглядеть примерно так:
для вычисления одной степени изгиба
3,1416 (2×2,2) = 13,823/360 = 0,0384
, чтобы рассчитать CLR 35 ° 9007128.
Расчет сгиба со смещением
Расчет 3-точечного седловидного изгиба
Расчет 4-точечного седловидного изгиба
Большинство изгибов, отличных от 90°, можно рассчитать с помощью геометрии треугольника. Черная линия представляет собой смещенный изгиб трубки; красный треугольник представляет треугольную геометрию, которую создает это смещение.
Черная линия представляет собой смещенный изгиб трубки; красный треугольник представляет треугольную геометрию, которую создает это смещение.
Длины/стороны треугольника обозначены буквами «a», «b» и «c». «d» обозначает угол, под которым изогнута труба. Как бы ни была согнута трубка в этой конфигурации (или как бы ни был ориентирован треугольник), один из углов треугольника будет равен 90°; другой угол будет зависеть от первого угла (d) и может быть рассчитан как (90 – d).
Относительно простые математические формулы синуса, косинуса и тангенса могут быть использованы для определения углов треугольника и, следовательно, необходимых углов изгиба вашей трубы. Большинство научных калькуляторов (и даже калькуляторы, встроенные в смартфоны) имеют эти функции.
Расчет синуса
Синус(d) = A/C
A = синус(d) x C
C = A/синус(d)
Расчет косинуса
Cos(d) = B/C
Расчет касательной
Tan(d) = A/B
A = tan(d) x B
B = A/tan(d)
Просмотр информации о гибочном трубопроводе таблицы вычетов и множителей.
Другие статьи, которые могут вам понравиться:
Правильный выбор трубы для подземных коммуникаций
Сварка и соединение труб из полиэтилена высокой плотности
Расчет предполагаемой ширины полос – гнутые поперечные сечения
Все гнутые поперечные сечения состоят как минимум из одного изгиба, и большинство из них имеют комбинацию изгибов и плоских участков. Процесс расчета ширины полосы (заготовки) по существу включает оценку длины дуги (нейтральной линии) изгибов и прибавление суммы этих изгибов к длинам всех плоских поверхностей, связанных с готовым поперечным сечением.
При профилировании изгиб формируется постепенно, пока не будет достигнут окончательный угол профилирования. При изгибе металла внутренний радиус изгиба находится в сжатом состоянии, в то время как внешний радиус изгиба удлиняется. Где-то между внутренним и внешним радиусом изгиба находится часть материала, которая остается незатронутой (или нейтральной) при формовании. Это истинная длина дуги изгиба, которую необходимо предсказать. Хотя теоретически внешний радиус будет ровно на одну толщину материала больше, чем внутренний радиус изгиба, обычно имеет место небольшое утончение (утончение), которое происходит естественным образом. Это может привести к проблемам при расчете правильной ширины полосы (рис. 1). Когда происходит утончение, избыточный материал, который не израсходован в пределах угла изгиба, обычно вытесняется в соседнюю плоскость, что может привести к заусенцам или другим дефектам. Это утончение, как правило, более заметно для материала толщиной 0,060 дюйма и более, или когда внутренний радиус изгиба меньше, чем рекомендуемая спецификация ASTM для данного типа и сорта материала. Утончение также может быть вызвано свойствами материала, сложностью самих поперечных сечений или конструкцией валков. В этих случаях необходимо принять дополнительные меры, чтобы свести к минимуму возможные ошибки в расчете и конечной геометрии детали.
Это истинная длина дуги изгиба, которую необходимо предсказать. Хотя теоретически внешний радиус будет ровно на одну толщину материала больше, чем внутренний радиус изгиба, обычно имеет место небольшое утончение (утончение), которое происходит естественным образом. Это может привести к проблемам при расчете правильной ширины полосы (рис. 1). Когда происходит утончение, избыточный материал, который не израсходован в пределах угла изгиба, обычно вытесняется в соседнюю плоскость, что может привести к заусенцам или другим дефектам. Это утончение, как правило, более заметно для материала толщиной 0,060 дюйма и более, или когда внутренний радиус изгиба меньше, чем рекомендуемая спецификация ASTM для данного типа и сорта материала. Утончение также может быть вызвано свойствами материала, сложностью самих поперечных сечений или конструкцией валков. В этих случаях необходимо принять дополнительные меры, чтобы свести к минимуму возможные ошибки в расчете и конечной геометрии детали.
Рисунок 1.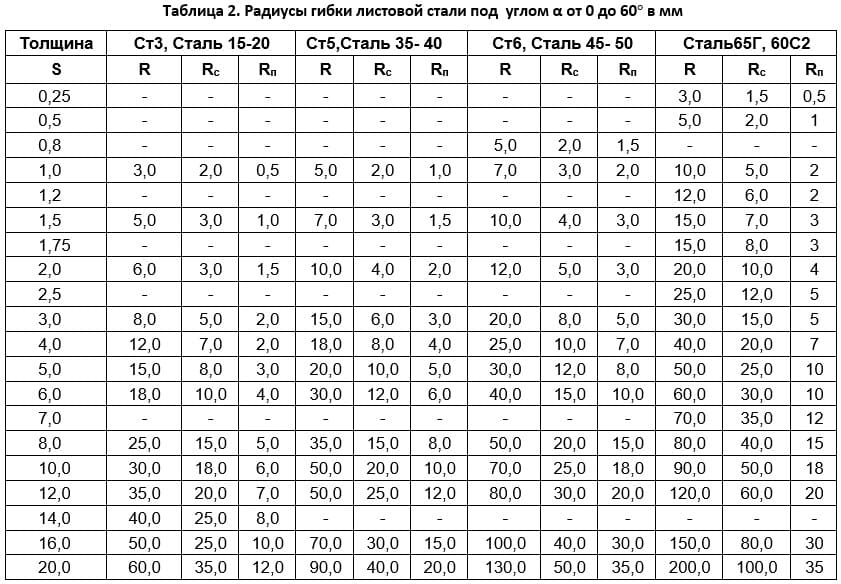 Утончение материала вокруг внешней поверхности радиуса
Утончение материала вокруг внешней поверхности радиуса
Следующий пример иллюстрирует правильный расчет ширины полосы.
Определение нейтральной линии для расчета общей длины дуги изгиба:
Большинство металлов обладают механическими свойствами, которые конструктор валков учитывает при проектировании оснастки. Тремя критическими свойствами являются предел текучести, предел прочности при растяжении и относительное удлинение (%). При расчете ширины полосы общее эмпирическое правило состоит в том, чтобы использовать 35-40% толщины материала для определения допуска на изгиб для материала с пределом текучести от 30 000 до 50 000 фунтов на квадратный дюйм. Для материалов с пределом текучести выше 50 000 фунтов на квадратный дюйм конструктор может использовать допуск на изгиб в пределах 45–50 % толщины материала. На рисунке 2 угловой профиль имеет один изгиб и две плоские поверхности с каждой стороны. Внутренний радиус 0,250”, угол изгиба 90 градусов и толщина материала 0,250”.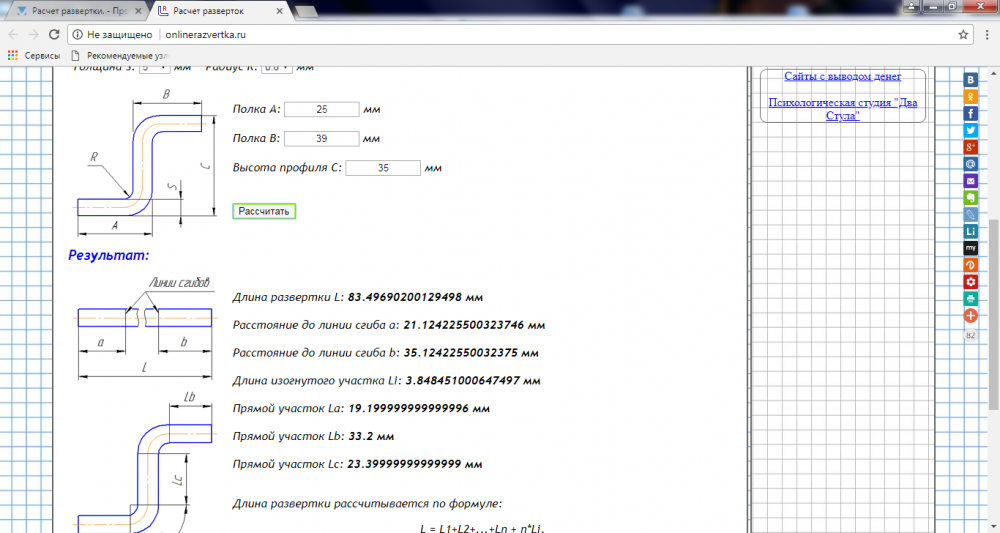 На рис. 3 показан расчет допуска на изгиб и длины дуги.
На рис. 3 показан расчет допуска на изгиб и длины дуги.
Рис. 2. Окончательное поперечное сечение
Рис. 3. Расчет допуска на изгиб и длины дуги
ширина полосы. На рис. 4 плоские длины получены путем вычитания толщины материала и внутреннего радиуса изгиба из общей высоты и ширины детали 1500 дюймов.
Рисунок 4. Расчет плоских поверхностей профиля
На рисунке 5 сумма двух длин плоских поверхностей и длины дуги изгиба равна предполагаемой ширине полосы углового профиля.
Рис. 5. Расчетная ширина полосы
Существует множество других примеров поперечных сечений, изготовленных методом прокатки, которые требуют дополнительных пояснений. Они будут опубликованы в более поздних выпусках электронного информационного бюллетеня Roll-Kraft Roll Forming Pharmacy.
Автор: Чак Саммерхилл
Используйте нашу контактную форму ниже, чтобы запросить дополнительную информацию о трубах и профилегибочных изделиях.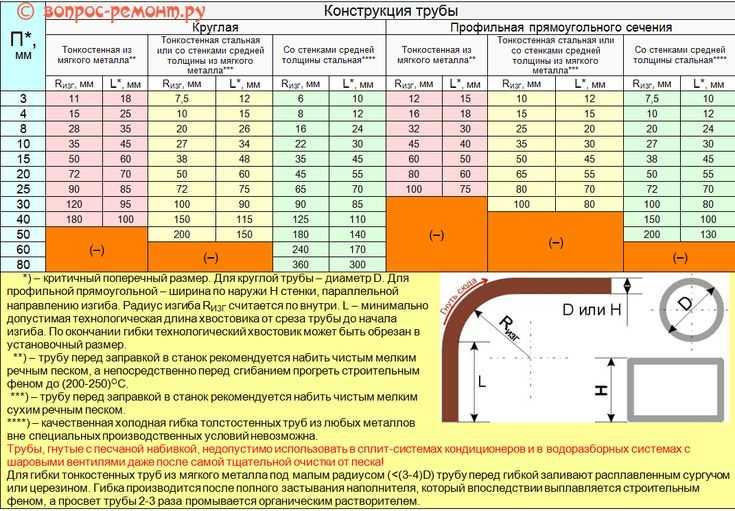 Все наши продукты и услуги имеют 100% гарантию качества. Если вы не удовлетворены каким-либо образом, вы получите бесплатную замену или полный возврат средств.
Все наши продукты и услуги имеют 100% гарантию качества. Если вы не удовлетворены каким-либо образом, вы получите бесплатную замену или полный возврат средств.
Связанные статьи
Слишком часто производственные проблемы являются результатом неправильной настройки оснастки и фрезерного станка, а также ненадлежащего технического обслуживания.
Подробнее
Однако слишком часто эти проблемы являются результатом неправильной настройки инструмента и станка, а также ненадлежащего технического обслуживания.
Подробнее
Высокопрочные материалы имеют много преимуществ по сравнению с прочными или стандартными материалами и широко используются для изготовления конструкционных элементов в различных отраслях промышленности.
Читать дальше
Правильно используемая Программа управления и технического обслуживания инструментов значительно улучшит вашу общую производительность.