Расход электродов на 1 стык трубы калькулятор: Страница не найдена – Mrmetall.ru
alexxlab | 04.01.1990 | 0 | Разное
Расход сварочной проволоки на 1 метр шва таблица
Главная » Статьи » Расход сварочной проволоки на 1 метр шва таблица
Расчет расхода сварочных материалов
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 1 | 0 | 2 | 0,02 |
| 1,5 | 0,5 | 3 | 0,02 |
| 2 | 1 | 4 | 0,03 |
| 3 | 1,5 | 7 | 0,05 |
| 4 | 2 | 22 | 0,17 |
| 5 | 2,5 | 25 | 0,20 |
| 6 | 3 | 32 | 0,25 |
| 7 | 3 | 42 | 0,33 |
Угловой сварной шов
| Толщина пластины, t, мм | Размер профиля, s, мм2 | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 2 | 4 | 6 | 0,05 |
| 2,5 | 6,5 | 8,5 | 0,07 |
| 3 | 9 | 12,5 | 0,10 |
| 4 | 16 | 21 | 0,16 |
| 5 | 25 | 31,5 | 0,25 |
| 6 | 36 | 42 | 0,33 |
| 7 | 49 | 57 | 0,45 |
| 8 | 64 | 73,5 | 0,58 |
| 9 | 81 | 94 | 0,74 |
| 10 | 100 | 114 | 0,89 |
| 11 | 121 | 138 | 1,08 |
| 12 | 144 | 162 | 1,27 |
| 13 | 169 | 190 | 1,49 |
| 14 | 196 | 224 | 1,76 |
| 15 | 225 | 248 | 1,95 |
Внешний угол
| Толщина пластины, t, мм | Размер профиля, s, мм2 | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 2 | 2 | 3,5 | 0,03 |
| 3 | 4,5 | 7,5 | 0,06 |
| 4 | 8 | 10,5 | 0,08 |
| 5 | 12,5 | 16 | 0,13 |
| 6 | 18 | 22 | 0,17 |
| 7 | 24,5 | 31,5 | 0,25 |
| 8 | 32 | 40,5 | 0,32 |
| 9 | 40,54 | 51 | 0,40 |
| 10 | 50 | 64 | 0,50 |
| 12 | 72 | 93 | 0,73 |
| 15 | 113 | 141 | 1,11 |
| 18 | 162 | 204 | 1,60 |
| 20 | 200 | 252 | 1,98 |
| 22 | 242 | 204 | |
| 25 | 323 | 405 | 3,18 |
V-образный стык
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 11,5 | 0,09 |
| 5 | 1 | 16,5 | 0,13 |
| 6 | 1 | 23 | 0,17 |
| 7 | 1,5 | 33,5 | 0,26 |
| 8 | 1,5 | 33,5 | 0,26 |
| 9 | 1,5 | 51 | 0,38 |
| 10 | 2 | 66,5 | 0,49 |
| 11 | 2 | 78,5 | 0,56 |
| 12 | 2 | 91 | 0,65 |
| 14 | 2 | 120 | 0,86 |
| 15 | 2 | 135 | 0,97 |
| 16 | 2 | 151 | 1,04 |
| 18 | 2 | 189 | 1,33 |
| 20 | 2 | 227 | 1,63 |
| 25 | 2 | 341 | 2,46 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 13 | 0,10 |
| 5 | 1 | 19,5 | 0,15 |
| 6 | 1 | 27 | 0,20 |
| 7 | 1,5 | 39 | 0,30 |
| 8 | 1,5 | 49 | 0,37 |
| 9 | 1,5 | 60,5 | 0,44 |
| 10 | 2 | 77,5 | 0,57 |
| 11 | 2 | 92 | 0,66 |
| 12 | 2 | 107 | 0,77 |
| 14 | 2 | 141 | 1,02 |
| 15 | 2 | 160 | 1,15 |
| 16 | 2 | 180 | 1,23 |
| 18 | 2 | 223 | 1,60 |
| 20 | 2 | 271 | 1,94 |
| 25 | 2 | 411 | 2,94 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 15 | 0,13 |
| 5 | 1 | 22,5 | 0,19 |
| 6 | 1 | 31 | 0,29 |
| 7 | 1,5 | 45 | 0,38 |
| 8 | 1,5 | 57 | 0,47 |
| 9 | 1,5 | 70 | 0,59 |
| 10 | 2 | 90 | 0,76 |
| 11 | 2 | 107 | 0,89 |
| 12 | 2 | 125 | 1,05 |
| 14 | 2 | 165 | 1,34 |
| 15 | 2 | 188 | 1,55 |
| 16 | 2 | 211 | 1,75 |
| 18 | 2 | 263 | 2,17 |
| 20 | 2 | 320 | 2,62 |
| 25 | 2 | 488 | 4,00 |
| Толщина пластины, t, мм | Зазор между свариваемыми кромками, s, мм | Объем электролитического покрытия на метр, v, см3/м | Вес электролитического покрытия на метр, v, кг/м |
| 4 | 1 | 17,5 | 0,14 |
| 5 | 1 | 26 | 0,22 |
| 6 | 1 | 36 | 0,30 |
| 7 | 1,5 | 51,5 | 0,44 |
| 8 | 1,5 | 65,5 | 0,55 |
| 9 | 1,5 | 81,5 | 0,69 |
| 10 | 2 | 104 | 0,86 |
| 11 | 2 | 124 | 1,02 |
| 12 | 2 | 145 | 1,23 |
| 14 | 2 | 1,60 | |
| 15 | 2 | 219 | 1,81 |
| 16 | 2 | 245 | 2,02 |
| 18 | 2 | 308 | 2,51 |
| 20 | 2 | 376 | 3,11 |
| 25 | 2 | 577 | 4,76 |
ckmt. ru
ru
Расход материалов при сварочных работах – методы расчета
В этой статье рассмотрим расход электродов и газов, рекомендуемые нормы расхода и как подсчитать расход самостоятельно. Рассмотрим и некоторые особенности вычисления расхода материалов при сварочных работах, по каким причинам расход может увеличится. Приведем в нашей статье и пару формул, как можно самостоятельно рассчитать рекомендуемый расход сварочных материалов.
Расчет расхода электродов для сварки – один из важных этапов подготовительных работ. Воспользовавшись одной из существующих методик расчета расхода электродов, можно не волноваться, что придется прерывать сварочный процесс из-за нехватки присадочного материала, что, несомненно, скажется на качестве выполненных работ.
В наше время сварка занимает главенствующие позиции в соединение металлоизделий. Сварочные работы составляют основу в машиностроении, в строительстве и пр. Таким образом, приобретают важность знания о сварочных процессах и применении таких материалов, как флюсы. В данной статье вы ознакомитесь с принципом действия флюсов и особенностями их использования во время сварки алюминия.
В данной статье вы ознакомитесь с принципом действия флюсов и особенностями их использования во время сварки алюминия.
stalevarim.ru
Расход сварочной проволоки – Полуавтоматическая сварка — MIG/MAG
Отправлено 11 Март 2014 20:14
Господа технологи, вопрос вам!
Варим каркасы сидений автомобилей полуавтоматом. Согласно КД катет швов 2 мм (проволока ф0.8мм), как Вы считаете нормы расхода проволоки, если во всех расчетах нет коэффициента учета квалификации сварщика о_О, то есть площадь поперечного сечения вместо 4-5 мм2 выходит более 8 мм2 у всех сварщиков.
Спасибо за ответ, надеюсь все поняли, что я имею ввиду
Отправлено 12 Март 2014 08:30
Норматив расхода сварочной проволоки на 1 м шва определяется по номинальным конструктивным размерам шва, массе наплавленного металла с учетом потерь и отходов и рассчитывается по формуле:
Нn= Кn*QH
где Нn – норматив расхода сварочной проволоки на I м шва, кг; Кn – коэффициент перехода, учитывающий технологические потери (на угар и разбрызгивание) и отходы проволоки при сварке.
Масса наплавленного на 1 м шва зависит от конструктивных элементов кромок деталей, марки применяемых электродов и определяется по формуле: QH=FH*g/1000
где Qн – масса наплавленного металла на I м шва, кг; Fн – площадь наплавки, мм2; g – плотность металла, принятая в расчетах равной 7,85 г/см3 – для углеродистых и низколегированных сталей и 7,9 г/см3 – для высоколегированных.
Отправлено 12 Март 2014 09:05
попробуйте варить единичкой. Естественно, скорость подачи проволоки уменьшить, скорость движения горелки вдоль шва увеличить. ПА какой?
Отправлено 12 Март 2014 19:21
Норматив расхода сварочной проволоки на 1 м шва определяется по номинальным конструктивным размерам шва, массе наплавленного металла с учетом потерь и отходов и рассчитывается по формуле:
Нn= Кn*QH
где Нn – норматив расхода сварочной проволоки на I м шва, кг; Кn – коэффициент перехода, учитывающий технологические потери (на угар и разбрызгивание) и отходы проволоки при сварке.
Масса наплавленного на 1 м шва зависит от конструктивных элементов кромок деталей, марки применяемых электродов и определяется по формуле: QH=FH*g/1000
где Qн – масса наплавленного металла на I м шва, кг; Fн – площадь наплавки, мм2; g – плотность металла, принятая в расчетах равной 7,85 г/см3 – для углеродистых и низколегированных сталей и 7,9 г/см3 – для высоколегированных.
Спасибо. ее и использую,
попробуйте варить единичкой. Естественно, скорость подачи проволоки уменьшить, скорость движения горелки вдоль шва увеличить. ПА какой?
Спасибо за советы. Единица не вариант. ПА – линкольн powertec 365s+Lf24mpro. Сегодня его настроил так, что выдерживал (варил сам) катет 3 мм и шов красивый и ровный и по шлифу проплавление идеальное. После обеда пришел сварщик, покрутил и начал варить с 5ью мм катетом. Те режимы ему не нравились. (разница в токе была в пределах технологии). В итоге решил обсудить все с производственниками
websvarka. ru
ru
Расход электродов: на 1 тонну металлоконструкций, на 1 метр шва при сварочных работах, таблицы, при сварке труб, нормы, количество
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
При выполнении бытовой сварки, при создании небольших конструкций и при других подобных ситуациях этот параметр не актуален, а соответственно, он не применяется.
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М — масса свариваемой конструкции; К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F — площадь поперечного сечения; L — длина сварочного шва; M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Совет! Чтобы избежать перерывов в работах, необходимо увеличить полученные данные на 5-7 %. Это гарантировано обезопасить исполнителя от различного рода форс-мажорных обстоятельств.
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.

Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М — масса металла; К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Норма расхода электродов
Данные показатели указаны в ВСН 452-84 (производственные нормы расхода материалов в строительстве). Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Для различных видов конструкций существует свои особенные параметры. Следует рассмотреть нормы расхода электродов при сварочных работах, таблицы буду представлены далее.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм.
 — 15%;
— 15%; - свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Группа электродов | Коэффициент расхода электродов | Марка электродов |
II | 1,5 | ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
III | 1,6 | ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 |
IV | 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 |
V | 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 |
VI | 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.
Полный перечень справочных норм представлен на сайте — https://znaytovar.ru/gost/2/vsn_45284_proizvodstvennye_nor.html.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов: 1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
1. 5 5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0. 11 11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0. 09 09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1. 12 12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее 50° | Нижнее 60° | Вертикальное 70° | Потолочное 80° | Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1. 34 34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Первый и подварочный проход при сварке V-образного соединения
| Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,10 | 3,0 |
| Нижнее | > 12 | 0,15 | 4,0 |
| Вертикальное | > 8 | 0,15 | 3,0 |
| Горизонтальное | > 8 | 0,15 | 3,0 |
| Потолочное | >10 | 0,10 | 3,0 |
weldelec. com
com
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расход электродов при сварке
Оказывает прямое влияние на производительность и продолжительность рабочего процесса. Отработанное присадочное изделие для сварки необходимо заменить новым.
Если под рукой сварщика не окажется нужных электродов, это отразится на сроках проведения сварки в сторону увеличения. Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Докупить присадочный материал не является основной проблемой. Все усложняется тем, что он требует предварительной подготовки. Электроды надо прокалить и просушить. Это занимает от полутора до двух часов.
Когда электроды нужны для наплавки нескольких килограмм металла, ситуация не столь критична, в отличие от сварки габаритных металлоконструкций. Любой простой чреват и временными, и финансовыми затратами. Чтобы процесс работы ничего не тормозило, предельно важно выполнить правильный расчет того, сколько электродов требуется на одну тонну металлоконструкций.
Читать также: Почему посудомоечная машина не набирает воду причины
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф. расхода, берущийся из справочной литературы (1,5 — 1,9).

Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения
Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т. д.
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке. Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Количество электродов в кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов.
 Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.

Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным.
Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
| Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
| Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Сколько в пачке электродов и каков вес стандартной пачки?
Для правильного расчета объема сварочных работ необходимо учитывать вес упаковки электродов 3, 2, 4, 5 мм. Расходные стержни предназначены для защиты сварочного шва от негативного влияния кислорода. Они используются в строительстве, коммунальном и частном хозяйстве. Для правильного шва и хорошего качества сцепления следует знать не только его состав, но и физические характеристики.
Расходные стержни предназначены для защиты сварочного шва от негативного влияния кислорода. Они используются в строительстве, коммунальном и частном хозяйстве. Для правильного шва и хорошего качества сцепления следует знать не только его состав, но и физические характеристики.
Количество электродов
Количество электродов в пачке — это очень важный параметр. От него во многом зависит вес пачки и одного электрода. А это, в свою очередь, влияет на размер упаковки. С количеством все просто: чем больше диаметр и длина электродов, тем меньше их будет в пачке. На самом деле, вам, как обычному покупателю не так уж важно знать количество электродов в пачке. Эта информация полезна скорее для оптовиков и тех, кто закупает электроды в больших количествах.
Ниже вы можете видеть, сколько электродов в пачке марки УОНИ-13/55. Это усредненные значения, они могут отличаться в зависимости от производителя:
Что касается других марок, то там количество электродов не прогнозируемо. Форма, длина и диаметр электрода может отличаться в зависимости от маркировки, поэтому невозможно с точностью указать даже примерные значения. Внимательно изучайте упаковку перед покупкой.
Форма, длина и диаметр электрода может отличаться в зависимости от маркировки, поэтому невозможно с точностью указать даже примерные значения. Внимательно изучайте упаковку перед покупкой.
Вес пачки в зависимости от производителя
Для примера приведем несколько популярных изготовителей стержней для сварки, которые формируют массу упаковки по государственным стандартам.
Комбинат “СВЭЛ” выпускает марку ОК-46.00. Вес коробки составляет 5,3 и 6,6 кг для диаметров 3,5 и 4 мм соответственно.
Завод “ЭСАБ-Тюмень” производит разновидность сварочных стержней типа SE-46-00. Пачка электродов 3 мм весит до 6 кг. У компании ESAB представлены модификации УОНИИ 13/55Р. Максимальная масса упаковки – 6 кг.
У большинства других марок точно назвать вместимость электродов в упаковке невозможно. Конфигурация, диаметр и длина стержня отличаются не по ГОСТу, а согласно специфическим маркировкам. Поэтому указать, сколько штук в килограмме, затруднительно. Чтобы выяснить интересующую информацию, необходимо внимательно изучить упаковку.
Вес электродов
Сразу скажем, что вес одного электрода всегда разнится от партии к партии даже у одного производителя. Это связано с количеством обмазки, которая наносится не совсем равномерно на каждый электрод. Но не волнуйтесь, погрешность крайне мала — около одного-двух грамм.
К тому же, учитывается масса всей пачки и количество электродов, которые можно вписать в рамки условных килограмм. Так что вес зачастую примерно одинаковый.
Чтобы узнать вес одного электрода поделите общую массу (например, 5 кг) на количество электродов в пачке. Вы получите примерный вес с учетом погрешности. И учитывайте, что в зависимости от диаметра вес тоже может разниться. Вес электрода 3мм зачастую меньше 5 мм.
Теперь вес пачки электродов. У каждого производителя он свой. Но стандартный вес — 5 кг. У кого-то 4,5 кг, у кого-то 6. Ниже вы можете видеть таблицу с примерными значениями веса и количества электродов в одной упаковке для электродов марки УОНИ-13/55.
Учитывайте, что если на упаковке написано 5 кг, то вряд ли электроды будут столько весить. Здесь так же допускается небольшая погрешность, но она не должна исчисляться в десятках грамм. Это откровенный недовес.
Здесь так же допускается небольшая погрешность, но она не должна исчисляться в десятках грамм. Это откровенный недовес.
В некоторых магазинах недобровольные продавцы вынимают несколько электродов из каждой пачки из большой партии и продают их отдельно под видом электродов на развес, чтобы получить больше прибыли. Чтобы от этого защититься покупайте электроды в проверенных магазинах или у официальных представителей. Еще лучше — прямо с завода.
Указания по применению
При использовании сварочного оборудования важно придерживаться заданных режимов. Но при этом не стоит забывать о подготовительных процедурах. Дело в том, что обмотка имеет свойство накапливать влагу, вследствие чего во время начала работ она может закипеть внутри от высокой температуры, что приведет к опаданию частей обмотки и дефектам в сварочном шве. Чтобы это предотвратить, следует заранее просушить или прокалить материалы, чтобы начинать работу с сухими электродами. Для каждого из них процедуру не стоит повторять более двух раз, так как это также вредит их состоянию. Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Содержание влаги также влияет на то, сколько весит одна штука из упаковки, поэтому, разумно говорить о весе только в сухом состоянии.
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
- судостроение;
- машиностроение.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М – масса свариваемой конструкции; К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F – площадь поперечного сечения; L – длина сварочного шва; M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
После их завершения, сварщик следует произвести следующие действия:
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.

Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
| Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1. Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза.
Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Источник
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М – масса металла; К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.
- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.
- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.

- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Небольшое вступление
Начнем с того, что электрод считают чуть ли не главным механизмом в сварочных работах. На второй план отходят даже провода и защитные газы.
Используя технологию РДС сварки, у вас получится легко провести ремонт или сварить разные элементы. В вашем арсенале должны быть лишь портативный инвертор и упаковка электродов. Ручная арковая сварка может быть такой простой!
Простота – не всегда хороша, если речь идет о качестве швов и необходимости правильно подбирать комплектующие. Если марка будет выбрана неверно – все ваши усилия будут напрасны.
Чтобы выбрать хорошую сетку, необходимо знать ее состав и базовые параметры.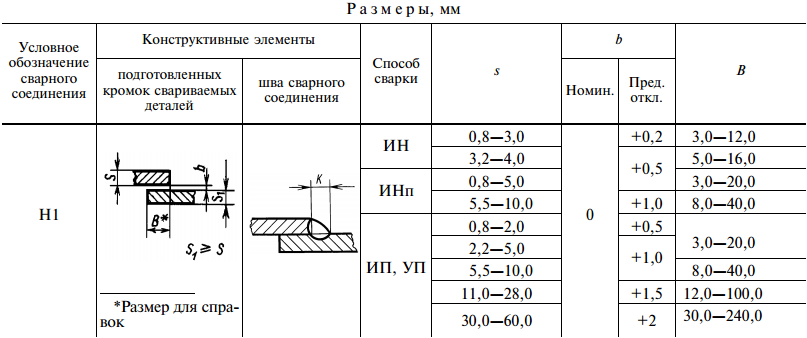
В XXI веке в вашем распоряжении десятки типов механизмов со своими характеристиками. Но физические величины играют первостепенную роль. Особенно тогда, когда вас интересуют оптовые закупки деталей.
Розничные сети торгуют сварочными стержнями в индивидуальных упаковках, а небольшие магазины заинтересованы в поштучной продаже. Когда известен вес материалов – это удобно как покупателю, так и продавцу.
У вас получится купить нужное количество деталей за несколько минут.
Но иногда происходит так, что в магазине вас пытаются обмануть. Чтобы избежать таких ситуаций, важно тщательно разобраться в этом вопросе. Мы расскажем, какое количество электродов продается в пачках и какой у них вес.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв – расход электродов на сваривание; Нпр – расход стержней на прихватки; Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат.
 При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%. Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
РАСХОД ЭЛЕКТРОДОВ НА СВАРКУ ТРУБ
РАСХОД ЭЛЕКТРОДОВ НА СВАРКУ ТРУБРасход электрода при сварке труб
| Диаметр | Сх. № | кг / соединение | кг / Совместное (с Потеря) |
1 / 8 | СТД 40 | 0,00183 | 0,00229 |
XS 80 | 0,00190 | 0,00315 | |
1 / 4 | СТД 40 | 0,00250 | 0,00425 |
XS 80 | 0,00353 | 0,00586 | |
| 3 / 8 ( 10 ) | СТД 40 | 0,00337 | 0,00559 |
XS 80 | 0,00498 | 0,00827 | |
1 / 2 | СТД 40 | 0,00536 | 0,00890 |
XS 80 | 0,00802 | 0,0133 | |
ХХS | 0,0214 | 0,0355 | |
3 / 4 | СТД 40 | 0,00721 | 0,0120 |
XS 80 | 0,01097 | 0,0182 | |
ХХS | 0,0309 | 0,0513 | |
1 | СТД 40 | 0,01149 | 0,0191 |
XS 80 | 0,01763 | 0,0293 | |
ХХS | 0,05193 | 0,0862 | |
1 1 / 4 | СТД 40 | 0,0159 | 0,0264 |
XS 80 | 0,0252 | 0,0418 | |
ХХS | 0,0685 | 0,1137 | |
1 1 / 2 | СТД 40 | 0,0194 | 0,0320 |
XS 80 | 0,0315 | 0,0523 | |
ХХS | 0,0974 | 0,1617 | |
2 | СТД 40 | 0,0268 | 0,0445 |
XS 80 | 0,0459 | 0,0762 | |
ХХS | 0,1461 | 0,2425 | |
2 1 / 2 | СТД 40 | 0,0503 | 0,0835 |
XS 80 | 0,0832 | 0,1381 | |
ХХS | 0,1732 | 0,4535 | |
3 | СТД 40 | 0,0684 | 0,1135 |
XS 80 | 0,1183 | 0,1964 | |
ХХS | 0,3961 | 0,6575 | |
3 1 / 2 | СТД 40 | 0,0847 | 0,1406 |
XS 80 | 0,1532 | 0,2543 | |
4 | СТД 40 | 0,1037 | 0,1721 |
XS 80 | 0,1889 | 0,3136 | |
ХХS | 0,6465 | 1,073 | |
5 | СТД 40 | 0,1491 | 0,2475 |
XS 80 | 0,2850 | 0,4731 | |
ХХS | 0,9918 | 1,6464 | |
6 | СТД 40 | 0,2054 | 0,3410 |
XS 80 | 0,4407 | 0,7316 | |
ХХS | 1,556 | 2,583 | |
8 | СТД 40 | 0,344 | 0,571 |
XS 80 | 0,757 | 1,267 | |
ХХS | 2. | 3,523 | |
10 | СТД 40 | 0,538 | 0,8931 |
XS 60 | 0,951 | 1,577 | |
ХХS 140 | 4. | 5,942 | |
12 | СТД | 0,673 | 1.117 |
XS | 1.134 | 1,882 | |
ХХS 120 | 5. | 8.332 | |
14 | СТД 30 | 0,74 | 1,228 |
XS | 1,25 | 2,075 | |
16 | СТД 30 | 0,848 | 1. |
XS 40 | 1,432 | 2,377 | |
18 | СТД | 0,956 | 1,587 |
XS | 1,615 | 2,681 | |
20 | СТД 20 | 1,064 | 1,766 |
XS 30 | 1,798 | 2,985 | |
22 | СТД 20 | 1,172 | 1,946 |
XS 30 | 1,981 | 3,288 | |
24 | СТД 20 | 1,279 | 2,123 |
XS | 2,165 | 3,594 | |
26 | СТД | 1,387 | 2,302 |
XS 20 | 2,348 | 3,898 | |
28 | СТД | 1,495 | 2,482 |
XS 20 | 2,531 | 4. | |
30 | СТД | 1,603 | 2,661 |
XS 20 | 2,714 | 4,505 | |
32 | СТД | 1,711 | 2,840 |
XS 20 | 2,897 | 4,809 | |
34 | СТД | 1,809 | 3,003 |
XS | 3,08 | 5. | |
36 | СТД | 1,926 | 3,197 |
XS | 3,227 | 5,357 | |
38 | СТД | 2,035 | 3,378 |
XS | 3,447 | 5,722 | |
40 | СТД | 2,142 | 3,556 |
XS | 3. | 6.026 | |
42 | СТД | 2,250 | 3,735 |
XS | 3,813 | 7,550 | |
44 | СТД | 2,358 | 3,914 |
XS | 3,996 | 6,633 | |
46 | СТД | 2,466 | 4,094 |
XS | 4. | 6,937 | |
48 | СТД | 2,574 | 4,273 |
XS | 4,362 | 7.241 |
 122
122  182
182  013
013  408
408  201
201  113
113  630
630  179
179
Расчет и оценка стоимости сварки
Каковы основные параметры расчета стоимости сварки?
Для подготовки смет и расчета стоимости электросварных изделий необходимо иметь данные технического расчета для определения прямых затрат на сварку на основе следующих факторов прямых затрат:
- Потребление электродов/присадочной проволоки для определения стоимости расходных материалов,
- Время дуги для расчета стоимости часов работы сварщика и
- для учета потребления электроэнергии 8 92.

Расчет стоимости сварочных материалов/электрода
Первым шагом является определение количества электродов, необходимых для выполнения единицы длины данного типа соединения.
Зная это, время дуги и потребляемый ток можно определить с помощью простого расчета. В качестве примера можно взять одинарное V-образное стыковое соединение толщиной 10 мм и длиной 1 м, как показано на рисунке ниже.
Здесь площадь поперечного сечения, разделенного на сегменты A, B, C, и D, , можно вычислить с помощью простой арифметики. Эта площадь, умноженная на м, дает объем на метр длины, который может быть выражен в см 3 .
Плотность стали 7,8 г/см 3 . Используя этот коэффициент, можно рассчитать вес металла шва, необходимый для заполнения шва.
Рассчитанный выше общий вес путем умножения стоимости сварочных материалов (прутка/присадочной проволоки) позволяет определить стоимость сварочных материалов.
Расчет объема сварного шва для углового шва
Стандартные таблицы веса металла шва для обычных угловых швов приведены ниже для справки:
Существует несколько методов наплавки металла, скажем, пяти электродов на пластину, используя среднюю силу тока в диапазоне тока и оставляя заглушку длиной 50 мм и определяя ее массу.
Расчет объема углового сварного шва довольно прост, если у вас есть все измерения. Во-первых, вам необходимо рассчитать площадь углового шва на основе размера стыка, используя формулу, приведенную ниже.
Затем умножьте два измерения, т. е. площадь и плотность свариваемого материала, чтобы получить общий объем или требуемый вес свариваемого материала, как описано ниже.
В качестве альтернативы можно узнать у производителя электродов количество электродов, необходимое для наплавки 1 кг наплавленного металла, или вес наплавленного металла, полученного с каждого электрода.
Расчет объема сварного шва для стыкового шва
Объем сварного шва для типичных сегментов стыкового шва приведен в таблице ниже для справочных целей.
При выполнении этих расчетов даже небольшие отклонения от заданных размеров при подготовке кромок или подгонке приводят к значительным г. увеличение объема наплавленного металла, необходимого для соединения.
Например, увеличение на 3° прилежащего угла V-образного соединения 60° приводит к увеличению поперечного сечения на 5%. То же самое и в случае неправильной подгонки.
Что такое эффективность электродного осаждения?
Вместо того, чтобы предоставлять вышеупомянутую информацию, производители электродов обычно упоминают эффективность наплавки (DE) электрода в руководствах производителей электродов.
Эффективность осаждения или DE определяется как отношение наплавленного металла к массе расплавленной проволоки, выраженное в процентах.
Например, если электрод имеет 90% DE, 90 г наплавленного металла будет получено из каждых 100 г основной проволоки, расплавленной в дуге.
Эффективность наплавки в значительной степени зависит от типа используемого электрода и составляет от 80 до 95 % для обычных типов, которые не содержат порошка железа и не имеют заметных долей ферросплавов, поскольку некоторая потеря металла происходит из-за разбрызгивания и испарение в дуге.
Значения более 100% получаются, когда во флюсовое покрытие введено достаточное количество железного порошка.
Пример расчета веса электрода
Вы можете рассчитать вес, скажем, 400 мм проволоки диаметром 4 мм, что представляет собой длину жилы проволоки, выплавляемой из одного стержневого сварочного электрода длиной 4 x 450 мм, с учетом Длина заглушки 50 мм.
Если этот вес равен AA , а DE электрода составляет 90%, вес наплавленного металла, полученного электродом, составляет АА х 0,90. Если DE равен 120%, вес будет AA x 1,20.
Зная массу металла шва, необходимого для заполнения шва, и массу металла шва, наплавленного одним электродом, общее количество электродов, необходимых для шва, можно оценить с помощью простой арифметики.
Расчет времени сварочной дуги
Время дуги — это чистое время сварки, необходимое для расплавления количества электродов, необходимого для завершения определенного соединения. Чтобы найти это, нужно умножить количество электродов, необходимых для соединения, на время плавления каждого электрода.
Чтобы найти это, нужно умножить количество электродов, необходимых для соединения, на время плавления каждого электрода.
Конечно, время плавления должно быть определено для каждого типа используемого электрода и для каждого диаметра используемого электрода, потому что каждый из них имеет разное время плавления. Время плавления одного электрода зависит от используемого сварочного тока.
В цеху используются самые разные сварочные токи в зависимости от условий. Если кто-то хочет работать точно, рекомендуется провести испытания, чтобы определить время сварки для каждого типа электрода и диаметра для текущих условий, используемых в собственном цеху.
Чистое время сварки, полученное путем умножения количества электродов на время плавления каждого электрода, не включает время, необходимое для удаления шлака, смены электродов, подготовки к работе и других случайных, но неизбежных операций.
Для получения общего времени сварки, которое включает все другие трудоемкие операции, существует два возможных метода:
а) Точный метод заключается в проведении исследований времени для определения непредвиденного времени Расходы на сварочные работы.
b) Менее точный метод, но который полностью удовлетворяет требованиям оценочных работ, учитывает непредвиденные затраты времени путем умножения чистого времени сварки на так называемый коэффициент времени сварки.
Стоимость потребления сварочного тока
Это относится к стоимости электроэнергии, используемой для сварки. Следующие уравнения помогают рассчитать эту стоимость:
- Дуговые киловатты = (Сварочный ток x напряжение дуги)/ 1000
- Потребляемые киловатты = (дуговые киловатты)/(% КПД при дуговом напряжении)
- Стоимость электроэнергии/метр = Стоимость электроэнергии в час/метр длины сварного шва, наплавленного за один дуговой час.
- Стоимость электроэнергии на электрод = Стоимость электроэнергии в час/кол-во. электродов, израсходованных за один час дуги
Расчет стоимости сварочных работ
Прямые затраты на оплату труда сварки обычно включают в себя заработную плату сварщика и помощника, который помогает наладке работы, предварительной очистке и т. д.
д.
От количества электродов, израсходованных сварщиком за смену, определяется общий вес сварного шва -депозит металла можно рассчитать.
Совокупная дневная заработная плата сварщика и его помощника, деленная на вес наплавленного металла, дает стоимость рабочей силы на кг наплавленного металла.
Накладные расходы на сварку
Накладные расходы покрывают все расходы, связанные с управлением цехом. Они могут включать расходы на надзор, техническое обслуживание, амортизацию и ремонт оборудования, расходы на уборку и освещение и т. д.
Накладные расходы могут в некоторых случаях даже включать общий счет за электроэнергию, включая затраты на сварочную мощность. Для простоты расчета определяется соотношение между затратами на рабочую силу и накладными расходами, и полученный коэффициент используется для расчета накладных расходов. I
В среднем магазине накладные расходы могут в три-пять раз превышать затраты на оплату труда.
Таким образом, конечная стоимость 1 кг наплавленного электрода состоит из следующих отдельных затрат:
- Стоимость электрода на кг наплавленного металла
- Затраты на оплату труда и накладные расходы на кг наплавленного металла
- Стоимость электроэнергии на кг наплавленного металла
- Стоимость оборудования на кг наплавленного металла.

Статьи 3 и 4 вместе обычно составляют максимум 10% от общей стоимости.
Таким образом, в большинстве случаев достаточно сравнить стоимость электродов и трудозатраты и накладные расходы, связанные с их использованием, чтобы судить об экономичности различных типов электродов.
Похожие сообщения:
- Как рассчитать и оценить затраты на сварку?
Калькулятор армирования отводов в соответствии с ASME B31.3 » The Piping Engineering World
Реклама
Этот калькулятор работает на основе критериев, указанных в разделе 304.3.3 : Усиление сварных соединений отводов в соответствии с ASME B31.3. Этот калькулятор рассчитывает арматуру ответвления для внутреннего давления. Я представил подробности скрытых расчетов в нижней части этого калькулятора. Ваши комментарии и предложения приветствуются.
Этот калькулятор работает на основе критериев, указанных в разделе 304.3.3 : Усиление сварных соединений ответвлений в ASME B31. 3. Этот калькулятор рассчитывает арматуру ответвления для внутреннего давления.
3. Этот калькулятор рассчитывает арматуру ответвления для внутреннего давления.
Требуемый ввод
- Материал конструкции коллекторной трубы и патрубка.
- Номинальный размер трубы коллектора и ответвления.
- Стандартная толщина трубы напр. STD, S40 и т. д. заголовка и ответвления.
- Допуск на коррозию для коллектора и патрубка.
- Отрицательный допуск станка для коллектора и патрубка.
- Тип конструкции трубы: бесшовная, ERW или FBW для коллектора и ответвления.
- Расчетное давление.
- Расчетная температура.
- Угол ответвления. Максимальный угол 90 градусов. Обеспечьте меньший угол.
Рабочая
Укажите минимальную толщину R-колодки. Начните с 0, чтобы проверить, требуется ли усиление. Если имеющаяся площадь армирования A 2 +A 3 +A 4 меньше требуемой площади армирования, постепенно увеличивайте размер минимальной толщины R-колодки. Практически точный размер можно определить методом проб и ошибок, когда доступная площадь становится чуть больше требуемой.
Затем укажите фактическую доступную толщину пластины/трубы, чуть превышающую минимально требуемую толщину R-прокладки, чтобы получить ширину арматурной прокладки для ответвления.
Теория
Компоненты номинальной толщины трубы
Номинальная толщина трубы, указанная в стандартах размеров, таких как ASME B36.10M и ASME B36.19M, включает следующие компоненты:
- Расчетная толщина трубы под давлением, рассчитанная для данного материала трубы, расчетная температура и давление. (т h ‘для заголовка и ‘t b ’ для ответвления). Желтый выделен на рисунке выше.
- Допуск на коррозию, основанный на химическом составе жидкости и материала трубы при определенной температуре.
- Механический припуск на нарезание резьбы, канавок и т. д. Поскольку в данном случае мы привариваем трубы друг к другу, механический припуск не учитывается.
- Отрицательный допуск фрезерования. После вычитания допуска проката из номинальной толщины трубы мы получаем минимальную толщину в соответствии со спецификацией покупки.
 Зеленый выделен на рисунке выше.
Зеленый выделен на рисунке выше. - Дополнительная толщина, поскольку толщина трубы точно требуемой толщины никогда не доступна. Доступны только стандартные размеры труб, и мы должны использовать трубы большей толщины. (Синий цвет выделен на рисунке выше). Эта дополнительная толщина трубы как для коллектора, так и для ответвления действует как дополнительное усиление для ответвлений.
Расчеты
- t : На основе входных данных коллектора и патрубков расчетная толщина коллектора и патрубков под давлением рассчитывается в соответствии с ASME B31.3, раздел 304.1.1. Для получения более подробной информации см. Расчет толщины трубы в соответствии с ASME B31. 3 (до h ‘для заголовка и ‘t b ’ для ответвления).
- Объяснение всех размеров в зоне армирования ответвлений см. на рис. 304.3.3 из ASME B31.3.
- d 1 = эффективная длина удалена от трубы на ответвлении. Для пересечений ответвлений, где отверстие ответвления является проекцией внутреннего диаметра ответвления трубы (например, ответвление
, изготовленное из труб, d 1 = [D b – 2(T b – c)] /sin ß - d 2 = «половина ширины» зоны армирования = d 1 или (T b – c) + (T h – c) + d 1 /2, в зависимости от того, что больше, но в любом случае не более Dh.
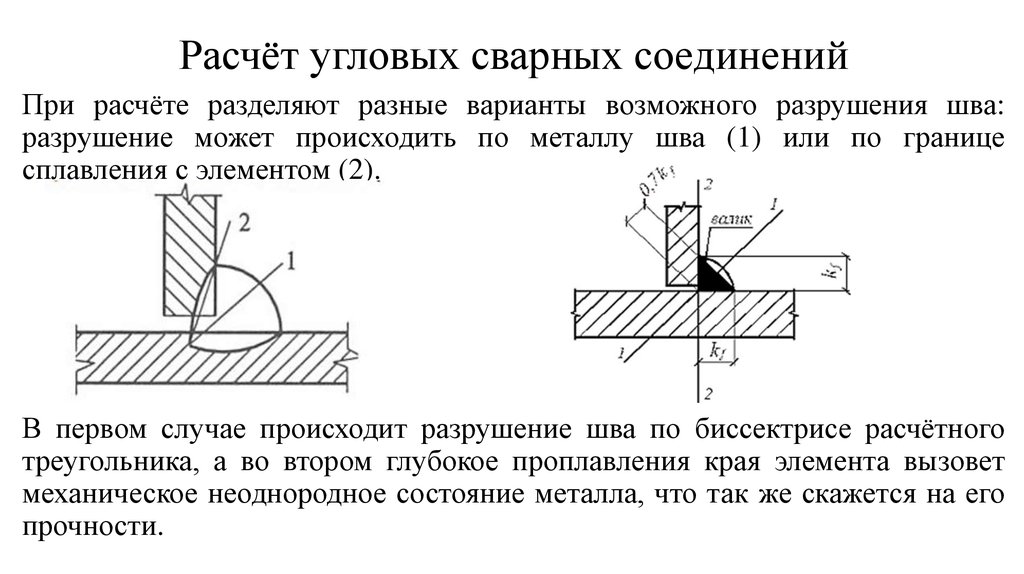
- L 4 = высота зоны армирования снаружи участка = 2,5(T h – c) или 2,5(T b – c) + T r в зависимости от того, что меньше.
- T b = толщина патрубка (измеренная или минимальная в соответствии со спецификацией при покупке), которая не включает допуск станка.
- T h = Толщина трубы коллектора ((измеренная или минимальная в соответствии со спецификацией при покупке), которая не включает допуск на заводе.
- T r = минимальная толщина усиливающего кольца или седла из трубы. (Используйте номинальную толщину, если они изготовлены из пластины.). = O, если нет подкрепляющего кольца или седла.
- ß = меньший угол между осями ветви и ветви.
- A 1 : Требуемая площадь армирования для отвода под внутренним давлением: A 1 = t h X d 1 (2-Sin ß).
- Фактическая доступная площадь рассчитывается как сумма трех частей A 2 , A 3 и А 4 .
 Она должна быть больше требуемой площади армирования A 1 . то есть А 2 + А 3 + А 4 >= А 1 .
Она должна быть больше требуемой площади армирования A 1 . то есть А 2 + А 3 + А 4 >= А 1 . - Площадь A 2 представляет собой площадь, образовавшуюся в результате избыточной толщины стенки направляющей трубы: A 2 = (2d 2 – d 1 ) (T h – t h – C ).
- Площадь A 3 — площадь, образовавшаяся в результате избыточной толщины стенки патрубка: A 3 = 2L 4 (T b -t b -c)/sin ß.
- Зона A 4 : Зона A 4 — это зона из другого металла, образованная сварными швами и надлежащим образом прикрепленной арматурой.
Расчет площади A
4Зона A 4 состоит из дополнительной арматуры, обеспечиваемой усиливающей прокладкой, и связанных с ней сварных швов.
- Сварка между отводом и коллектором/усилительной прокладкой.

- Сварка между усиливающей прокладкой и коллекторной трубой.
- Площадь поперечного сечения усиливающей прокладки.
Нравится:
Нравится Загрузка…
Нравится Piping на FacebookМои твиты
Детали для Pipe 1
NPD: 1/2 дюйма4/4 дюйма2 дюйма2,5 дюйма3 дюйма 4 дюйма 5 дюйма 8 дюйма20 дюйма22 дюйма24 дюйма26 дюйма28 дюйма34 дюйма34 дюйма36 дюйма40 дюйма42 дюйма44 дюйма46 дюйма 48 дюйма52 дюйма54 дюйма56 дюйма58 дюйма52 дюйма54 дюйма56 дюйма60 дюйма
Rategy52 дюйм54 дюйм56 дюйма60 дюйма
. 150#300#400#600#900#
Изоляция (мм)
Детали для трубы 2
NPD: 1/2 дюйма4/4 дюйма2 дюйма2,5 дюйма3 дюйма 4 дюйма 5 дюйма 8 дюйма20 дюйма22 дюйма24 дюйма26 дюйма28 дюйма34 дюйма34 дюйма36 дюйма40 дюйма42 дюйма44 дюйма46 дюйма 48 дюйма52 дюйма54 дюйма56 дюйма58 дюйма52 дюйма54 дюйма56 дюйма60 дюйма
Rategy52 дюйм54 дюйм56 дюйма60 дюйма
.