Расход электродов на 1 тонну металлоконструкций: Расход электродов на 1 тонну металлоконструкций
alexxlab | 11.01.1987 | 0 | Разное
на 1 тонну металлоконструкций, на 1 метр шва при сварочных работах, таблицы, при сварке труб, нормы, количество
Одним из важных показателей сварочных работ является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п.
 соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84. - Тип сварки.
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Рассмотрим наиболее распространенные.
Первый способ – по коэффициенту – применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М – масса свариваемой конструкции; К – специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F – площадь поперечного сечения; L – длина сварочного шва; M – масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.

Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм. Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
[ads-pc-2][ads-mob-2]
Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
Метки: легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Предыдущая статья: Производители сварочной проволоки Следующая статья: Сварочная проволока ESAB
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла – это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М – масса металла; К расхода – табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Именно это количество сварочного материала рекомендуется иметь как резерв.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку “рассчитать” и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв – расход электродов на сваривание; Нпр – расход стержней на прихватки; Нпр – расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. – 15%;
- свыше 12 мм. – 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Группа электродов Коэффициент расхода электродов Марка электродов II 1,5 ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б III 1,6 ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21 IV 1,7 ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9 V 1,8 ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13 VI 1,9 АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Особенности
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих.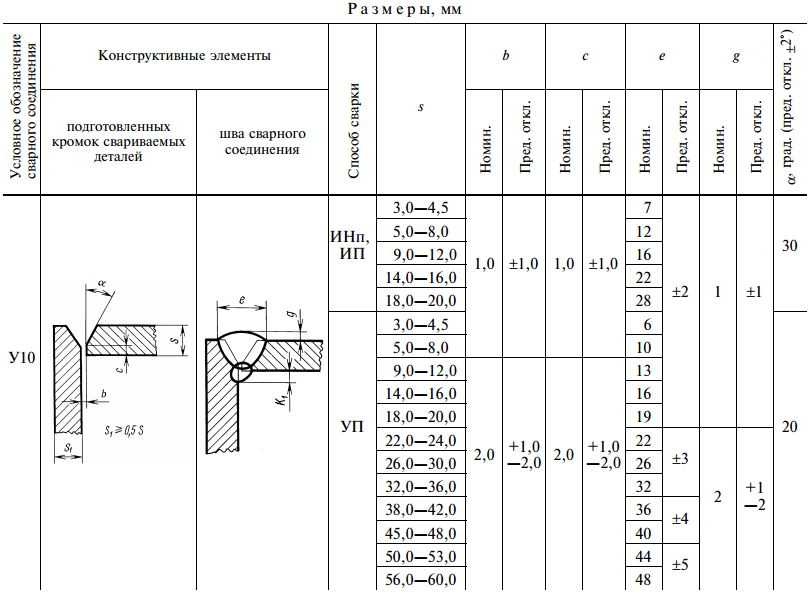 В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):
Размер труб, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 45Х3 | 0,021 | 0,037 | 0,040 | 0,042 | 0,044 | 0,047 |
| 45Х4 | 0,028 | 0,050 | 0,054 | 0,057 | 0,061 | 0,064 |
| 57Х3 | 0,027 | 0,047 | 0,060 | 0,054 | 0,067 | 0,060 |
| 57Х4 | 0,036 | 0,064 | 0,069 | 0,073 | 0,077 | 0,082 |
| 76Х5 | 0,061 | 0,108 | 0,116 | 0,123 | 0,130 | 0,137 |
Важно! В зависимости от вида соединяемых стыков, наличия или отсутствия скосов, нормы расхода электродов для сварки трубопроводов могут разниться.
Полный перечень справочных норм представлен на сайте – https://znaytovar.ru/gost/2/vsn_45284_proizvodstvennye_nor. html. [ads-pc-3][ads-mob-3]
html. [ads-pc-3][ads-mob-3]
Общая информация
Прежде чем приступить к расчетам, определимся, что влияет на расход электродов для дуговой сварки. Прежде всего, это тип сварочного оборудования, толщина металла и самого электрода, выбранный режим сварки, опыт сварщика и некоторые косвенные причины (например, физическая усталость мастера), влияющие на конечный результат. При сварке электродами крайне важно выбрать размер электрода, соответствующий типу и толщине свариваемого металла. Только после того, как вы правильно настроите аппарат и подберете комплектующие, можно выполнять расчет расхода сварочных электродов на 1 т металлоконструкции.
Переде тем, как сделать расчеты, нам понадобится выяснить следующие особенности:
- Отдельно рассчитайте массу металла, который наплавится на шов. Этот показатель не должен быть больше 2% от общей массы всей металлоконструкции или детали. Расчет производится с помощью отдельной формулы, о которой мы поговорим позже.
- Измерьте длину шва.
 Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности.
Помимо длины учтите еще и его глубину. Для особо ответственных конструкций допустимо накладывание нескольких швов для надежности. - Выясните нормы расхода. Это, по сути, общая масса наплавленного металла на 1м шва.
Нормы расхода — это справочная информация, она прописана в нормативных документах. От марки электрода зависит норма расхода. Дополнительные данные вы можете изучить в документах Всесоюзных норм №452-84. Зачастую используют два метода расчета, так называемый теоретический и физический. Полученные цифры сравнивают и определяют погрешность, но об этом мы поговорим далее.
Также учтите, что при сварке могут использоваться разные виды сварных швов. От этого тоже зависит расход электродов на 1 тонну металлоконструкций, поскольку для каждого типа соединения характерна своя масса металла. Ниже вы можете видеть основные параметры, на которые нужно обратить внимание.
Как снизить расход электродов при сварке
Существует несколько рекомендаций, которые позволят снизить затраты при приобретении сварочных материалов:
1.
 Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.
Использование автоматического или полуавтоматического сварочного аппарата позволяет добиться наибольшей экономии. При сваривании в ручном режиме потери могут составлять от 5% и более. Механизация процесса обеспечивает снижение данного показателя в два раза. Высокое качество оснащение и расходников могут сделать сокращение затрат максимальным.2. Каждая конкретная марка стержней подразумевает использование определенного вида и величины тока. При настройке сварочного аппарата стоит обращать особое внимание на данные параметры. Неправильный режим сварки может привести к значительным финансовым потерям.
3. Расход электродов может варьироваться в зависимости от положения прутка при сваривании. Некоторые исполнители путем практических тестов или расчетов, самостоятельно определяют оптимальное положение.
Следуя данным советам и грамотно выбирая электрод, расход материалов можно сократить практически на 30%.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 | |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
[ads-pc-4][ads-mob-4]
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
1. 5 5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0. 11 11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0. 09 09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1. 12 12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее 50° | Нижнее 60° | Вертикальное 70° | Потолочное 80° | Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1. 34 34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Норма расхода электродов на тонну металла
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.

В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Методика вычислений
На практике используется несколько способов того, как рассчитать электроды по определенным формулам.
1. Первый теоретический расчет осуществляется по коэффициенту (ниже приведена таблица коэффициентов для разных видов и марок изделий). Формула выглядит следующим образом:
Н = М * К, где М – масса всей свариваемой конструкции К – значение коэффициента (дается в ВСН 452-84) Н – масса расходуемых электродных стержней
2. Вторые вычисления позволяют вычислить вес наплавленного металла. Формула несколько более сложная, здесь также необходимо воспользоваться справочником и замерить соединительный шов.
Вторые вычисления позволяют вычислить вес наплавленного металла. Формула несколько более сложная, здесь также необходимо воспользоваться справочником и замерить соединительный шов.
G = F * L * M, где М – масса прутка в кубических сантиметрах L – протяженность сварочного шва F – площадь поперечного сечения
Практический расчет производится по второй формуле. При этом, чтобы сравнить его точность, сварщик выполняет пробные проходы. Испытательную сварку в этом случае рекомендуется выполнить 3–4 раза, при этом каждый раз зафиксировать:
- длину огарка;
- длину сварного соединения;
- напряжение и величину тока в процессе.
Благодаря тестам показатели будут наиболее точными как для бытовых, так и для промышленных масштабов (на тонну металлоконструкций).
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл.
1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Стойка для болгарки своими руками чертежи видео
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход электродов при сварке
Основной расходный материал при сварочных работах — это плавящиеся электроды. Перед началом работ нужно рассчитать требуемое количество электродов (хотя бы приблизительно). Расход зависит от нескольких факторов:
- марки электрода или проволоки;
- сечения шва;
- вида сварки.
В зависимости от типа соединения (стыковое, угловое, тавровое) по-разному вычисляется площадь сечения шва. Ниже приводим примеры формул, где b соответствует расстоянию между кромками деталей, S — толщине детали, а e и g — ширине и высоте шва.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет расхода электродов на 1 тонну металлоконструкций
Каждый опытный сварщик знает, что на продуктивность работы влияет не только правильный выбор электродов для ручной дуговой сварки, но и их расчет. От того, насколько точно вы выполните расчет зависит оплата вашего труда и оценка эффективности работы. При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
При выполнении расчета количества электродов для дуговой сварки нужно не только правильно воспользоваться методиками, но и учесть все особенности металлоконструкции. Норма расхода электродов на тонну металла рассчитывается с помощью формул. Используя их вы сможете довольно быстро рассчитать расход электродов на тонну металлоконструкций.
В этом материале мы научим вас, как рассчитать расход электродов самому и приведем необходимые таблицы для наглядного примера.
статьи
ОСОБЕННОСТИ
Нормы расхода электродов для сварки трубопроводов и для иных деталей могут отличаться, это нужно учитывать. Полный перечень норм прописан в нормативных документах (СНиПах, ГОСТах и прочих). Изучите хотя бы основные выдержки из документов, чтобы иметь представления об ограничениях.
Также не всегда получается полностью соблюсти нормы расхода электродов при сварочных работах, поскольку часто условия работы не позволяют выполнить весь спектр процедур для правильного использования комплектующих. В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
В таких ситуациях мы рекомендуем провести расчет и хотя бы стараться приблизиться к этой цифре в своей работе. Но если на вашем производстве есть строгий контроль качества, то вам все же придется соблюсти нормы.
Вместо заключения
Теперь вы знаете, как рассчитать количество электродов. На данный момент существует множество документов, в которых подробно описываются нормы расхода электродов при сварочных работах, не поленитесь изучить их. В будущем эти знания помогут вам улучшить и ускорить свою работу.
Новичку часто сложно произвести точный расчет, поэтому рекомендуем на начальном этапе использовать калькулятор расхода электродов. Его легко можно найти в интернете. Когда вы поймете принцип, обязательно научитесь рассчитывать расход самостоятельно.
Оставляйте свои комментарии и делитесь этим материалов в социальных сетях. Желаем удачи в работе!
Источник: https://zen.yandex.ru/media/id/5bf3137cd8320000adc8b015/5bfce918dde28b00aaccdae4
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов.![]() Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Расход электрода на метр шва: нормы, формула расчета
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.
Коэффициент расхода электродов для разных марок электродов
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Расчет расхода покрытых электродов
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L. Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Расчет площади поперечного сечения шва
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
Потери электродов на огарки
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле λ=(lэ — 50)/(lэ — lо). В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Определение диаметра электрода
Видео по теме: Влияние наклона электрода на пористость сварочного шва
specnavigator.ru
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Норма расхода электродов на 1 тонну металлоконструкций
Качество сварки зависит не только от правильного выбора, но и количества электродов. Без правильного подсчета нельзя составить верную смету, что влечет за собой довольно серьезные проблемы. Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Расход электродов при сварке на 1 тонну металлоконструкции проводится по специальной формуле. Ничего сложного в выполнении расчетов нет. Главное, учесть определенные показатели.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки.
Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.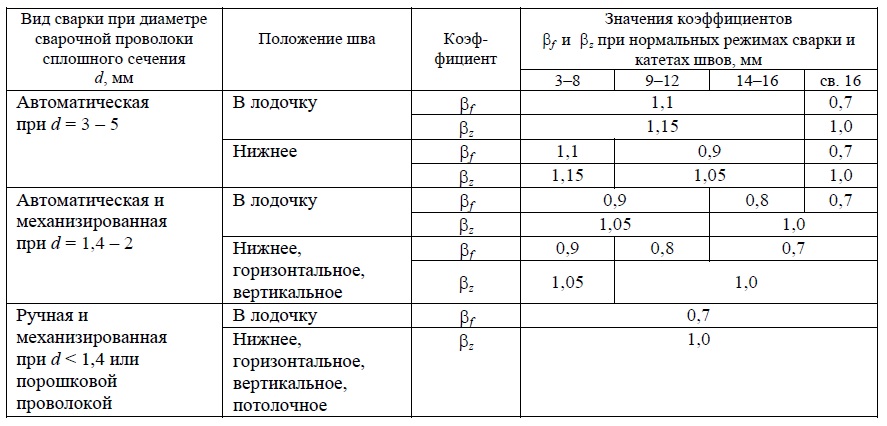
Какие параметры учитываются?
Расход электродов при сварке металлических конструкций зависит от трех критериев:
- Масса наплавки. Представляет собой массу металла, заполняющую стыковочные швы. Данный параметр прописан в технологической сварочной карте. Если брать усредненный показатель, он варьируется в пределах от 1 и до 1,5 процентов от общей массы металлоконструкции.
- Длина сварочного шва. Измеряется с помощью рулетки. Полученную длину умножают на количество имеющихся швов в разделе. Глубокие стыки заваривают последовательно либо параллельно. Они требуют накладывания двух либо трех швов.
- Норма расхода. Это масса наплавки на каждый метр шва. Она может вычисляться двумя способами — для отдельного узла либо по типу проводимой сварочной работы.
Важно! Норма расхода является справочной информацией и прописывается для марки электрода отдельно в нормативных документах. Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Кроме того, обязательно принимают во внимание и то, какой именно тип сварного шва делают.
Таким образом, количество присадочного материала, требуемого для сварки на одну тонну металлической конструкции, вычисляют как теоретическим, так и практическим путем.
Метод теоретического расчета
Проводится путем применения разнообразных математических формул. Существует множество разнообразных математический решений, но на практике чаще всего пользуются только двумя:
- По коэффициенту. Охватывает различные расходные материалы и рассчитывается по формуле H=M * K. Первый показатель (M) представляет собой массу металла, подвергаемую сварке, а второй (K) — коэффициент присадки.
- По физическим свойствам. Здесь учитываются характеристики электрода и металлоконструкции, с которой предстоит работать. Формула в данном конкретном случае следующая G=F * L * M, где F — площадь поперечного сечения, L — длина свариваемого шва, а M — масса проволоки.

Между этими двумя математическими формулами есть разница. Первая позволяет подсчитать расход. Вторая дает возможность узнать массу металла, который наплавляют. Обе формулы относятся к табличным. Это означает, что они основаны на табличных данных, которые соответствуют определенной марке, величине стыка и типу металла.
Расчет расхода практическим путем
Проводится опытным путем. Определяют массу металла и выполняют тестовые сварочные работы. Когда они закончены, делают замер огарка с учетом напряжения и силы тока, а также длины выполненного шва. Эти параметры позволяют подсчитать, сколько электродов потребовалось для данного конкретного участка. Зная длину, не составит труда подсчитать, сколько присадочного материала потребуется для завершения сварки в том или ином разделе.
Точность вычисления вариативна. Погрешность минимальна лишь в тех случаях, когда угол положения и внешние данные остаются неизменными при проведении дальнейшей сварки. Иными словами, условия останутся аналогичными тестовым. Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Если не используют формулы, проводят практические расходы, делают от двух и до четырех тестирований. Это позволяет снизить вероятность погрешности и получить данные, которые будут точнее, нежели при задействовании математических расчетов.
Погрешность подсчетов
Не существует метода, который дает стопроцентно верный результат. Теоретический и практический расчеты отличаются между собой. Последний более точный, но только тогда, когда выполняют не менее двух тестовых швов. Это не означает, что полученная цифра абсолютна точна. Чтобы обеспечить непрерывную эффективную работу, необходимо закупать электроды с небольшим запасом. Кроме того, всегда следует помнить, что в партии могут попасться некачественные или бракованные изделия.
Не столкнуться с проблемой нехватки расходного материала позволяет приобретение электродов на пять или на семь процентов больше, нежели было получено в результате расчетов. Благодаря наличию такого запаса, можно не переживать о различных форс-мажорах и подготовить все расходники заблаговременно без каких-либо срывов по сроку сдачи объекта. Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.
Чем сложней участок сварки, тем больше дополнительного материала следует приобрести. Максимальный запас составляет десять процентов.
Можно ли снизить расход электродов?
Сварка относится к довольно затратным работам, поэтому многие пытаются сэкономить на расходном материале. Сделать это без ущерба для качества возможно, но только тогда, когда соблюдаются следующие условия:
- Задействован автоматический либо полуавтоматический сварочный аппарат. Потери при ручной сварке доходят до пяти и больше процентов. Аппараты автоматического типа и полуавтоматы позволяют провести работы более качественно и снизить число затрачиваемых электродов.
- Напряжение и сила тока полностью соответствуют типу присадочного материала. Добиться совпадения параметров позволяет правильная настройка сварочного аппарата, что необходимо учитывать заблаговременно.
- Проводится тестовая сварка. Специалисты всегда прибегают к использованию и теоретического, и практического метода расчета.

Если соблюсти эти три простых условия, количество присадочного материала для проведения сварки будет сокращено до оптимального минимума, а качество проводимых работ не пострадает.
таблица, калькулятор, 1 тонну металлоконструкций, норма для сварочных работ
Если вам необходимо определить расход электродов или если вы хотите рассчитать сколько необходимо закупить сварочных материалов, то всё это вы найдёте в нашей статье.
Мы подготовили для вас калькуляторы (расчётные программы), подробно описали методику расчёта, описали причины высокого расхода сварочных материалов и способы как их снизить без ущерба для качества.
Содержание
- Параметры влияющие на расход
- Теория и практика расчета
- Погрешность
- Расход электродов на 1 тонну металлоконструкций
- Норма расхода электродов
- Расчет количества электродов на 1 метр шва
- Калькулятор расчет электродов для трубы
- Калькулятор расчет электродов для металлоконструкций
- Расчетные таблицы
- Для соединения без разделки кромок — С2
- Для соединений с V-образной разделкой C17
- Для угловых швов — У6
- Для угловых швов (без разделки кромок) – У4
- Для таврового соединения – Т3
- Для таврового соединения – Т8
- Для ремонта (подварки)
- Поштучный расход электродов
- Расчет расхода при сварке труб
- Расчет расхода при сварке профиля
- Какое количество электродов в 1 кг
- Как уменьшить расход
Параметры влияющие на расход
Основными факторами, от которых зависят потери сварочных материалов являются:
- Конструктивные параметры шва.

- Продолжительность процесса.
- Род тока.
- Полярность (для постоянного тока).
- Физико-химические свойства используемых материалов.
К конструктивным параметрам относятся наличие или отсутствие разделки кромок и её вид. Если при использовании v-образной разделки кромок, расход будет значительно выше нежели чем при сварке без разделки.
Также конструктивным параметрам относятся размеры катета шва для угловых, тавровых и нахлесточных соединений. Размер катета определяется конструктором при проектировании путём расчёта. Его усреднённые значение можно взять из нормативного документа.
Продолжительность выполнение процесса увеличивает потери материалов из-за угара металла. Стараться выполнять операции непродолжительно.
А на этапе проектирования стараться избегать выполнения ручными способами (ручная дуговая сварка) швов большой длинны или толщины, применяя вместо них полуавтоматические или автоматические способы.
Род тока, используемый при сварке, бывает: переменный и постоянный. На переменном токе происходит существенные траты металла потому как происходит разбрызгивание. При наличии выбора на каком токе варить, для экономии сварочных материалов лучше применять постоянный ток.
На переменном токе происходит существенные траты металла потому как происходит разбрызгивание. При наличии выбора на каком токе варить, для экономии сварочных материалов лучше применять постоянный ток.
Полярность при сварке постоянным током бывает: прямой и обратный. При проведении процесса на прямой полярности разбрызгивание металла больше. Потому необходимо применять сварку на обратной полярности.
Физические и химические свойства применяемых электродов во многом влияют на угар металла.
В таблице ниже, приведены коэффициенты расхода в зависимости от используемой марки электродов (от их физико-химических свойств).
Допустимые нормы расхода электродов при сварочных работах определяются различными нормативными документами, в частности, ВСН 452-84. В этом документе указывается нормальный потери электродного металла для различных разделок кромок и категорий конструкций.
Также в нём указывается масса наплавленного металла для различных видов соединений, что необходимо на этапе проектирования.
Черные стали (конструкционные, углеродистые, низколегированные)
80.14%
Нержавейку
15.47%
Цветные металлы (алюминий, медь, титан и т.д.)
2.31%
Прочее
2.08%
Проголосовало: 433
Теория и практика расчета
Разница в теории и практике во многом зависит от условий, в которых будет выполняться сварка, а также от мастерства сварщика которое определяется разрядом. О том что такое разряды сварщиков и какие они бывают читайте в нашей статье по ссылке.
Если процесс будет проходить на ветру или в неудобных условиях (в тесноте, где нету нормального доступа), то сварщик будет жечь больше электродов. Поэтому условия выполнения сварки необходимо учитывать при расчёте.
Если руководствоваться ВСНом, то можно использовать метод расчёта по коэффициенту потерь. Его формула имеет следующий вид:
G=m * K.
К – коэффициент потери, применяемый для различных марок, которые мы приводили выше в таблице (диапазон 1,5 -1,9).
М — это масса наплавляемого металла. Это значение рассчитывают путем перемножение площади сечение наплавляемого металла на его плотность (m = p*F).
В итоге получаем следующую формулу для расчета потерь на 1 м шва:
H= P * F * K.
Если нужно определить потери на конкретную длину, в таком случае формула имеет вид:
H= P * F * K * L.
где L — это значение длинны. В некоторых источниках данные формула имеет другой вид:
Н=G * L
где G= K * m — её называют удельная норма расхода;
L — все так же значение длины шва.
Расчёт потерь на практике определяется не формулами, а экспериментально.
Для этого предварительно производится взвешивание электродов. Далее два сварщика сваривают однотипные соединения (той же толщины, диаметра и разделки кромок), которые будут выполняться при производстве работ.
В результате производится контрольное взвешивание оставшихся сварочных материалов и сравнение полученных результатов с значениями теоретического расчёта. Отсюда и получается коэффициент практического расх.
Отсюда и получается коэффициент практического расх.
Расход пр. / Расх. теор. = Коэф. расх. пр.
Далее при заказе материалов значения полученные при теоретическом расчёте умножаются на коэффициент практического расх.
Пример: если при расчете мы получили значение 10 кг, а коэффициент расх. пр. равен 1,42, то для получения практического расхода:
10 кг*1,42 = 14,2 кг. Таким образом получаем реальные потери.
Погрешность
Даже использование данных, полученных практическим путем, не даёт гарантий что потери не увеличатся. Часто при выполнении работ на объекте может быть ветер, скачки напряжения, а также могут применяться не до конца просушенный материалы и множество других факторов, которые повлияют на перерасход.
Также в процессе работы могут быть выявлены бракованные электроды: ржавые, с отколотой или вспучившейся обмазкой. Их нельзя будет использовать.
Хафизов Ильдар
Специалист НАКС IV уровня
Задать вопрос
Исходя из практического опыта, при заказе электродов рекомендую дополнительно закладывать от 3 до 5%, чтобы гарантированно обеспечить непрерывность процесса. Потому как доставка материалов в случае их нехватки требует гораздо больших затрат.
Потому как доставка материалов в случае их нехватки требует гораздо больших затрат.
Чтобы не было неприятностей с большим количеством бракованных материалов при покупке необходимо одну пачку из партий вскрыть и произвести сварку пробных образцов. Этим можно определит качество электродов и их пригодность.
Это может существенно сэкономить бюджет, если приобретается большое количество материалов (более 1 тонны).
Если Вам необходима 👉 сварочная документация 👈: техкарты, ПСР или любые другие документы по сварке, резке и контролю обращайтесь к нам. Наша документация по сварке будет разработана специально для решения ваших задач, отвечая всем вашим требованиям.
Расход электродов на 1 тонну металлоконструкций
Подсчитать потери электродов можно исходя из массы свариваемых металлоконструкций — на тонну металла. Это достаточно грубый подсчёт. Его можно использовать в тех случаях, когда предстоит большой объём работ. Полученный результат является верхней планкой по расходу сварочных материалов.
Формула, следующая:
H= 0,011* Mкр.;
H — Требуемое количество электродов
Мкр. — Масса свариваемые металлоконструкции.
Норма расхода электродов
Все основные нормы расхода для различных конструкций указаны в следующих нормативных документах:
- ВСН 416-81;
- ВСН 452-84.
Указанные нормативные документы учитывают: способ сварки, тип соединения, толщину детали.
Расчет количества электродов на 1 метр шва
Чтобы определить затраты материала на 1 м, лучше всего воспользоваться таблицами который вы сможете найти в нашей статье ниже. В таблицах уже указан расход количество только на сварочной операции. При расчете общего количества необходимо учесть и потери материалов на выполнение прихваток.
Для этого необходимо воспользоваться следующей формулой:
Н = Нсв + Нп.
где H — искомое количество электродного металла, который потребуется на сварку длинной 1 м.
Нсв — расход на сварочную операцию — значение из таблицы;
Нп — Расход на выполнение прихватки.
Значение Нп рассчитывают по формуле:
Нп = 0,15*Нсв
Для толщины свариваемых деталей менее 12 мм.
В случае если толщина больше 12 мм, то формула имеет вид:
Нп = 0,12*Нсв
Для удобства расчёта расхода электродов на 1 м шва используйте калькуляторы сделанные нашими специалистами. Их Вы можете скачать себе на компьютер или открыть онлайн.
Калькулятор расчет электродов для трубы
Для расчета при сварке труб
Скачать калькулятор
Калькулятор расчет электродов для металлоконструкций
Для расчета при сварке листов и профильных конструкций
Скачать калькулятор
Полезная статья — Какими электродами варить нержавейку
Расчетные таблицы
Для проведения расчёта необходимого количества исходя из наплавки 1 кг металла следует использовать данные из таблицы ниже.
Пример: для наплавки 1 кг металла ОЗЛ-25Б потребуется 1,4 кг этих электродов, а для АНЖР-2 необходимо 1,9 кг.
| Группа | Необходимое количество электродов, кг | Марки |
| I | 1,4 | ОЗЛ-25Б, ВСФ-75У; ОЗЛ-25Б; ВСФ-85; ОЗШ-1; ВСЦ-4А; |
| II | 1,5 | УОНИ-13/45; ОЗЛ-Э6; ТМУ-21У; ОЗЛ-5; ЦТ-28; ТМЛ-3У ОЗЛ-25Б; АНО-11 |
| III | 1,6 | ЦЛ-17, ОЗЛ-7, ОЗЛ-2; ОЗЛ-3; ОЗЛ-21, ЗИО-8; УОНИ-13/55К; ЦУ-5 |
| IV | 1,7 | ОЗЛ-9А; ЦТ-15; ОЗЛ-37-1; АНЖР-ЗУ; УОНИ-13/НЖ; ОЗС-24 |
| V | 1,8 | ОЗЛ-20, ОЗС-11, НЖ-13 |
| VI | 1,9 | АНЖР-2; ОЗЛ-27 |
Если необходимо рассчитать количество исходя из длины шва, то следует использовать данные из таблиц ниже.
Для соединения без разделки кромок — С2
Данные для расчёта необходимого количества материалов для стыковых швов без разделки кромок и без подварки корня с обратной стороны.
| Толщина, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,063 | 0,071 | 0,071 | 0,079 |
| 2 | 0,131 | 0,147 | 0,148 | 0,165 |
| 3 | 0,144 | 0,161 | 0,163 | 0,181 |
| 4 | 0,278 | 0,311 | 0,314 | 0,350 |
Для соединений с V-образной разделкой C17
Данные для расчёта необходимого количества материалов для стыковых швов с двухсторонней V-образной разделкой кромок, без подварки корня с обратной стороны.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 3 | 0,188 | 0,211 | 0,212 | 0,237 |
| 4 | 0,238 | 0,267 | 0,269 | 0,300 |
| 5 | 0,299 | 0,335 | 0,338 | 0,377 |
| 6 | 0,413 | 0,463 | 0,467 | 0,520 |
| 7 | 0,501 | 0,561 | 0,566 | 0,631 |
| 8 | 0,600 | 0,672 | 0,678 | 0,756 |
| 9 | 0,751 | 0,841 | 0,849 | 0,946 |
| 10 | 0,875 | 0,980 | 0,989 | 1,103 |
| 12 | 1,191 | 1,334 | 1,346 | 1,501 |
| 14 | 1,525 | 1,708 | 1,723 | 1,922 |
| 16 | 2,012 | 2,253 | 2,274 | 2,535 |
| 18 | 2,734 | 3,062 | 3,089 | 3,445 |
| 20 | 3,210 | 3,595 | 3,627 | 4,045 |
| 22 | 3,780 | 4,234 | 4,271 | 4,763 |
| 24 | 4,343 | 4,864 | 4,908 | 5,472 |
| 26 | 4,998 | 5,598 | 5,648 | 6,297 |
| 28 | 5,647 | 6,325 | 6,381 | 7,115 |
| 30 | 6,388 | 7,155 | 7,218 | 8,049 |
| 32 | 7,122 | 7,977 | 8,048 | 8,974 |
| 34 | 7,950 | 8,904 | 8,984 | 10,017 |
| 36 | 8,770 | 9,822 | 9,910 | 11,050 |
| 38 | 9,695 | 10,858 | 10,955 | 12,216 |
| 40 | 10,601 | 11,873 | 11,979 | 13,357 |
| 42 | 11,625 | 13,020 | 13,136 | 14,648 |
| 44 | 12,617 | 14,131 | 14,257 | 15,897 |
| 46 | 13,677 | 15,318 | 15,455 | 17,233 |
| 48 | 14,754 | 16,524 | 16,672 | 18,590 |
| 50 | 15,900 | 17,808 | 17,967 | 20,034 |
| 52 | 17,065 | 19,113 | 19,283 | 21,502 |
| 54 | 18,321 | 20,520 | 20,703 | 23,084 |
| 56 | 19,570 | 21,918 | 22,114 | 24,658 |
| 58 | 20,924 | 23,435 | 23,644 | 26,364 |
| 60 | 22,260 | 24,931 | 25,154 | 28,048 |
Для угловых швов — У6
Данные для расчёта необходимого количества при сварке угловых швов с разделкой кромок У6
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 3 | 0,191 | 0,214 | 0,216 | 0,241 |
| 4 | 0,243 | 0,272 | 0,275 | 0,306 |
| 5 | 0,308 | 0,345 | 0,348 | 0,388 |
| 6 | 0,427 | 0,478 | 0,483 | 0,538 |
| 7 | 0,518 | 0,580 | 0,585 | 0,653 |
| 8 | 0,624 | 0,699 | 0,705 | 0,786 |
| 9 | 0,782 | 0,876 | 0,884 | 0,985 |
| 10 | 0,915 | 1,025 | 1,034 | 1,153 |
| 12 | 1,258 | 1,409 | 1,422 | 1,585 |
| 14 | 1,615 | 1,809 | 1,825 | 2,035 |
| 16 | 2,142 | 2,399 | 2,420 | 2,699 |
| 18 | 2,941 | 3,294 | 3,323 | 3,706 |
| 20 | 3,463 | 3,879 | 3,913 | 4,363 |
| 22 | 4,083 | 4,573 | 4,614 | 5,145 |
| 24 | 4,700 | 5,264 | 5,311 | 5,922 |
| 26 | 5,403 | 6,051 | 6,105 | 6,808 |
| 28 | 6,117 | 6,851 | 6,912 | 7,707 |
| 30 | 6,916 | 7,746 | 7,815 | 8,714 |
| 32 | 7,725 | 8,652 | 8,729 | 9,734 |
| 34 | 8,619 | 9,653 | 9,739 | 10,860 |
| 36 | 9,523 | 10,666 | 10,761 | 11,999 |
| 38 | 10,513 | 11,775 | 11,880 | 13,246 |
| 40 | 11,514 | 12,896 | 13,011 | 14,508 |
| 42 | 12,636 | 14,152 | 14,279 | 15,921 |
| 44 | 13,733 | 15,381 | 15,518 | 17,304 |
| 46 | 14,928 | 16,719 | 16,869 | 18,809 |
| 48 | 16,119 | 18,053 | 18,214 | 20,310 |
| 50 | 17,396 | 19,484 | 19,657 | 21,919 |
| 52 | 18,683 | 20,925 | 21,112 | 23,541 |
| 54 | 20,068 | 22,476 | 22,677 | 25,286 |
| 56 | 21,452 | 24,026 | 24,241 | 27,030 |
| 58 | 22,933 | 25,685 | 25,914 | 28,896 |
| 60 | 24,412 | 27,341 | 27,586 | 30,759 |
Для угловых швов (без разделки кромок) – У4
Данные для расчёта необходимого количества материалов для угловых швов без разделки кромок.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,135 | 0,151 | 0,153 | 0,170 |
| 2 | 0,145 | 0,162 | 0,164 | 0,183 |
| 3 | 0,151 | 0,169 | 0,171 | 0,190 |
| 4 | 0,315 | 0,353 | 0,356 | 0,397 |
| 5 | 0,439 | 0,492 | 0,496 | 0,553 |
| 6 | 0,646 | 0,724 | 0,730 | 0,814 |
| 7 | 0,816 | 0,914 | 0,922 | 1,028 |
| 8 | 1,005 | 1,126 | 1,136 | 1,266 |
| 9 | 1,213 | 1,359 | 1,371 | 1,528 |
| 10 | 1,441 | 1,614 | 1,628 | 1,816 |
| 12 | 1,953 | 2,187 | 2,207 | 2,461 |
| 14 | 2,541 | 2,846 | 2,871 | 3,202 |
| 16 | 3,204 | 3,588 | 3,621 | 4,037 |
| 18 | 3,946 | 4,420 | 4,459 | 4,972 |
| 20 | 4,764 | 5,336 | 5,383 | 6,003 |
| 22 | 5,658 | 6,337 | 6,394 | 7,129 |
| 24 | 6,627 | 7,422 | 7,489 | 8,350 |
| 26 | 7,674 | 8,595 | 8,672 | 9,669 |
| 28 | 8,797 | 9,853 | 9,941 | 11,084 |
| 30 | 9,996 | 11,196 | 11,295 | 12,595 |
Для таврового соединения – Т3
Если нужно рассчитать количество электродов для тавровых соединений ниже он приведена таблица с данными для расчёта таврового соединения T3. Этими нормами также можно руководствоваться для сварки нахлесточного соединения Н2.
Этими нормами также можно руководствоваться для сварки нахлесточного соединения Н2.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 1 | 0,040 | 0,045 | 0,045 | 0,050 |
| 2 | 0,108 | 0,121 | 0,122 | 0,136 |
| 3 | 0,204 | 0,228 | 0,231 | 0,257 |
| 4 | 0,322 | 0,361 | 0,364 | 0,406 |
| 5 | 0,472 | 0,529 | 0,533 | 0,595 |
| 6 | 0,646 | 0,724 | 0,730 | 0,814 |
| 7 | 0,844 | 0,945 | 0,954 | 1,063 |
| 8 | 1,072 | 1,201 | 1,211 | 1,351 |
| 10 | 1,604 | 1,796 | 1,813 | 2,021 |
| 12 | 2,244 | 2,513 | 2,536 | 2,827 |
| 14 | 2,988 | 3,347 | 3,376 | 3,765 |
| 16 | 3,838 | 4,299 | 4,337 | 4,836 |
| 18 | 4,450 | 4,984 | 5,029 | 5,607 |
| 20 | 5,862 | 6,565 | 6,624 | 7,386 |
| 22 | 7,032 | 7,876 | 7,946 | 8,860 |
| 24 | 8,306 | 9,303 | 9,386 | 10,466 |
| 26 | 9,686 | 10,848 | 10,945 | 12,204 |
| 28 | 11,176 | 12,517 | 12,629 | 14,082 |
| 30 | 12,770 | 14,302 | 14,430 | 16,090 |
| 32 | 14,470 | 16,206 | 16,351 | 18,232 |
| 34 | 15,328 | 17,167 | 17,321 | 19,313 |
| 36 | 18,186 | 20,368 | 20,550 | 22,914 |
| 38 | 19,408 | 21,737 | 21,931 | 24,454 |
| 40 | 22,328 | 25,007 | 25,231 | 28,133 |
Для таврового соединения – Т8
Для таврового соединения с разделкой кромок ниже приведены данные для Т8 с двухсторонней разделкой.
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | |||
| Нижнее | Вертикальное | Горизонтальное | Потолочное | |
| 8 | 0,843 | 0,944 | 0,953 | 1,062 |
| 10 | 1,119 | 1,253 | 1,264 | 1,410 |
| 12 | 1,576 | 1,765 | 1,781 | 1,986 |
| 14 | 1,929 | 2,160 | 2,180 | 2,431 |
| 16 | 2,470 | 2,766 | 2,791 | 3,112 |
| 18 | 3,512 | 3,933 | 3,969 | 4,425 |
| 20 | 4,022 | 4,505 | 4,545 | 5,068 |
| 22 | 4,840 | 5,421 | 5,469 | 6,098 |
| 24 | 5,422 | 6,073 | 6,127 | 6,832 |
| 26 | 6,366 | 7,130 | 7,194 | 8,021 |
| 28 | 7,022 | 7,865 | 7,935 | 8,848 |
| 30 | 8,090 | 9,061 | 9,142 | 10,193 |
| 32 | 8,821 | 9,880 | 9,968 | 11,114 |
| 34 | 10,015 | 11,217 | 11,317 | 12,619 |
| 36 | 10,819 | 12,117 | 12,225 | 13,632 |
| 38 | 12,138 | 13,595 | 13,716 | 15,294 |
| 40 | 13,017 | 14,579 | 14,709 | 16,401 |
| 42 | 14,461 | 16,196 | 16,341 | 18,221 |
| 44 | 15,412 | 17,261 | 17,416 | 19,419 |
| 46 | 16,983 | 19,021 | 19,191 | 21,399 |
| 48 | 18,008 | 20,169 | 20,349 | 22,690 |
| 50 | 19,703 | 22,067 | 22,264 | 24,826 |
| 52 | 20,803 | 23,299 | 23,507 | 26,212 |
| 54 | 22,624 | 25,339 | 25,565 | 28,506 |
| 56 | 23,797 | 26,653 | 26,891 | 29,984 |
| 58 | 25,743 | 28,832 | 29,090 | 32,436 |
| 60 | 26,989 | 30,228 | 30,498 | 34,006 |
Полезная статья – Как найти себя по фамилии в реестре сварщиков НАКС
Для ремонта (подварки)
Если необходимо выполнить ремонт сварного соединения и нужно рассчитать количество материалов, Вам необходимо использовать данные из таблицы, приведённой ниже.
| Без подварки корня шва | С подваркой корня шва | |||
| Толщина деталей, мм | Требуемое количество, кг/ 1 метр | Толщина деталей, мм | Глубина ремонтной выборки, мм | Требуемое количество, кг/ 1 метр |
| 2-3 | 0,11 | 8-12 | 3 | 0,388 |
| 4-5 | 0,134 | 12-28 | 4 | 0,539 |
| 6-8 | 0,179 | св. 30 | 5 | 0,784 |
Ручная дуговая электродами (MMA)
56.16%
В среде аргона неплавящимся электродом (TIG)
8.22%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
24.66%
Под слоем флюса
2.74%
Газовая
8.22%
Проголосовало: 73
Поштучный расход электродов
Если необходимо посчитать расход количества в штуках, то это можно сделать, воспользовавшись следующей формулой:
N=H/Mэл,
где Н — это общий расход в кг;
Мэл — масса одного электрода (берется из таблицы ниже).
Таблица — Масса 1 шт. — (Мэл)
| Диаметр, мм | Масса, кг |
| 2,5 | 0,02 |
| 3,0 | 0,032 |
| 4,0 | 0,053 |
| 5,0 | 0,083 |
H — берется из таблицы (или рассчитывается по формулам, описанным выше), с учетом длинны шва. Так как данные в таблицы даны на 1 метр сварочного шва.
Пример расчета: если свариваемые детали толщиной 3 мм с разделкой С17 вариться будут в вертикальном положении электродами 2,5 мм, то значение Н по таблице на 1 м шва равняется 0,211 кг. Если сваривать нужно 2 м шва, то Н=2*0,211=0,422 кг.
В этом случае расчет электродов будет такой: N=0,422/0,02=22 шт.;
Полезная статья — Как варить нержавейку электродом
Расчет расхода при сварке труб
Если предстоит сварка труб и нужно посчитать расход электродов при сварке, то можно воспользоваться следующими способами:
- Воспользоваться нашим калькулятором.

- Найти данные в таблицах из ВСН 416-81 и ВСН 452-84 в которых уже приведена норма расхода электродов на 1 стык.
В тех же случаях, когда нужный типоразмер трубы отсутствует в таблицах ВСН можно воспользоваться следующей формулой:
Нт=Н*lшва
где Н — расход на 1 требуемой разделки (данные приведены в таблице ниже)
lшва — длина шва, она считается по формуле длины окружности — lшва=Dтр * 3,14
| С2 | |
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 3 | 0,119 |
| 4 | 0,162 |
| 5 | 0,183 |
| С17 | С19 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы | Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 4 | 0,382 | 3 | 0,415 |
| 5 | 0,513 | 4 | 0,535 |
| 6 | 0,665 | 5 | 0,679 |
| 7 | 0,834 | 6 | 0,955 |
| 8 | 1,099 | 8 | 1,378 |
| 10 | 1,676 | 10 | 2,004 |
| 12 | 2,18 | 12 | 2,571 |
| 14 | 2,785 | 15 | 4,137 |
| 16 | 3,486 | 16 | 4,534 |
| 18 | 4,157 | 18 | 5,378 |
| У18 | У19 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы | Толщина деталей, мм | Н, кг/ 1 метр шва трубы |
| 6 | 0,511 | 6 | 0,799 |
| 8 | 0,862 | 8 | 1,183 |
| 10 | 1,301 | 10 | 1,584 |
| 12 | 1,831 | 12 | 2,484 |
| 14 | 2,45 | 14 | 3,123 |
| 16 | 3,157 | 16 | 3,769 |
| 18 | 3,956 | 18 | 4,372 |
| 20 | 4,843 | 20 | 4,833 |
| У5 | ||
| Толщина деталей, мм | Н, кг/ 1 метр шва трубы — до. Ø194 Ø194 | Н, кг/ 1 метр шва трубы — св. Ø194 |
| 6 | 0,643 | 0,672 |
| 7 | 0,78 | 0,813 |
| 8 | 0,933 | 0,969 |
| 10 | 1,289 | 1,333 |
| 12 | 1,707 | 1,76 |
| 14 | 2,19 | 2,249 |
| 16 | 2,737 | 2,805 |
| 18 | 3,349 | 3,424 |
| 20 | 4,024 | 4,107 |
Пример расчета: Для трубы диаметром 89х7, разделка С17, неповоротный стык. Из таблицы приведённых выше для разделки С17 при сварке в потолочном положении выбираем соответствующее значение расхода Н — 0,834. Далее производим расчет Нт=0,089*3,14*0,834= 0,233 кг на 1 стык.
Расчет расхода при сварке профиля
При сварке профиля такого как двутавр, швеллер профильная труба и так далее используются те же нормы что и для сварки листового металла. Их методика приведена в разделе — ЗДЕСЬ.
Важной особенностью, которую стоит учитывать, это длительность проведение процесса. Чем более длинные швы и более продолжительная сварка, тем выше процент угара металла, а соответственно выше потери.
Также зачастую сварка металлоконструкций происходит на высоте что осложняет процесс работы и увеличивает потери. Здесь существует простая закономерность — чем сложнее сварщику работать, тем больше будет затрачено материалов и времени.
Какое количество электродов в 1 кг
Зависимости от диаметра, количество электродов в одном килограмме отличается. Данные для различных диаметров приведены в таблице ниже
| Диаметр, мм | Штук в 1 кг |
| 2,5 | 50 |
| 3,0 | 31 |
| 4,0 | 19 |
| 5,0 | 12 |
Как уменьшить расход
Для уменьшения потерь сварочных материалов без ухудшения качества получаемых изделий, можно использовать следующие рекомендации:
- При покупке крупных партий проводить входной контроль и проверять качество электродов.
 Это позволит выявить некачественные материалы, которые будут забракованные или использованы лишь частично.
Это позволит выявить некачественные материалы, которые будут забракованные или использованы лишь частично. - Применять полуавтоматические и автоматические методы сварки в тех случаях, где это возможно. При сварке в среде защитных газов использовать в смеси газов, содержащие гелий и аргон для снижения разбрызгивания.
- Проводить процесс на постоянном токе и использовать обратную полярность.
- Выполнять процесс на оптимальных режимах (без завышения силы тока) для уменьшения угара.
Напишите в комментариях как вы считаете, что больше всего влияет на расход.
Как рассчитать расход электродов на 1 тонну металлоконструкций
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.

В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов.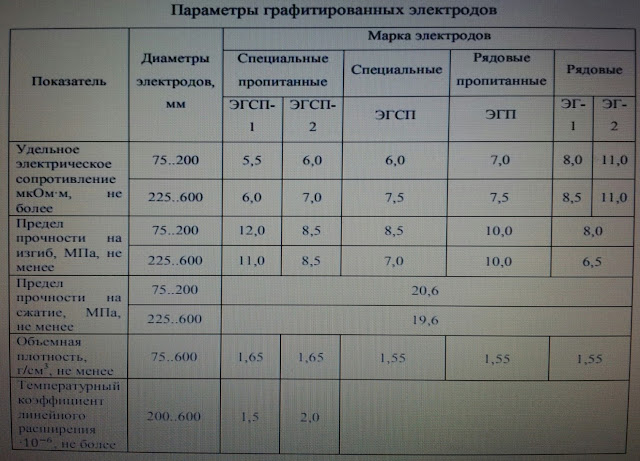 При этом результаты его подходят деталям, близко соответствующим образцам.
При этом результаты его подходят деталям, близко соответствующим образцам.
Экономим расходники
Опытные сварщики знакомы с секретами, которые позволяют сократить расход электродов. Здесь важно, чтобы наша экономия никак не повлияла на качество работы.
Вот эти советы профессионалов:
- Использование полуавтоматического сварочного оборудования позволяет снизить расходование электродов на 5-10 % в сравнении с методом ручной сварки;
- Правильно выставленный на аппарате режим сварки также поможет нам контролировать расходование материалов. Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
- Необходимо научиться правильно выбирать положение для сваривания. Это умение приходит с опытом, а для новичков есть достаточное количество справочного материала.

Эти советы помогут вам снизить расход материалов, не рискуя при этом ухудшить результат работы. Результат будет зависеть от вашего опыта, а не от количества используемых расходных материалов.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.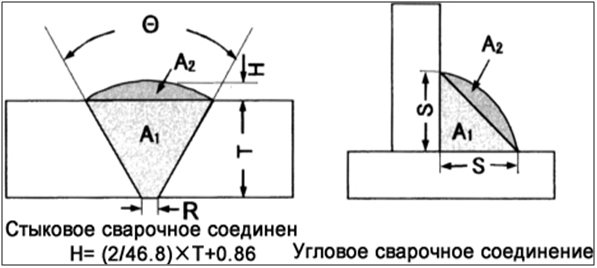
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Особенности проволоки
На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение коэффициента наплавки.
Однако наиболее объективным является значение коэффициента наплавки.
Нержавеющая сварочная проволока Alfa Global ER 347Si. Фото Сварочные Технологии
Этот показатель определяет количество наплавленного металла за единицу времени при силе тока один ампер. На величину коэффициента влияют состав материала проволоки, организация защиты зоны сварки (газы, флюс), а также вид тока (переменный, постоянный) и его полярность. Значение коэффициента наплавки в зависимости от типа проволоки и способа ведения технологического процесса могут колебаться от 5-7 до 18-20 г/А*ч. Выделяют несколько видов проволок: титановая, медная, легированная, полированная, нержавеющая, стальная, алюминиевая, омедненная, порошковая. Определяется коэффициент в основном экспериментальным путем.
Справка. Коэффициент наплавки, а также другие технические характеристики популярных марок: ПАНЧ-11, СВ08Г2С, ER70S-6, ВТ1-ооСв представлены в соответствующих статьях.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки. Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Закупка присадочного материала отнимает время, что приводит к остановке сварки. Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам.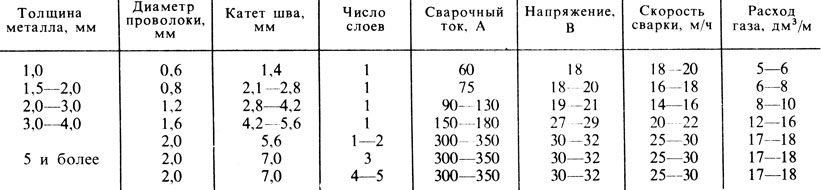 Он применим, когда выполняется изготовление серии однотипных сварных изделий.
Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента.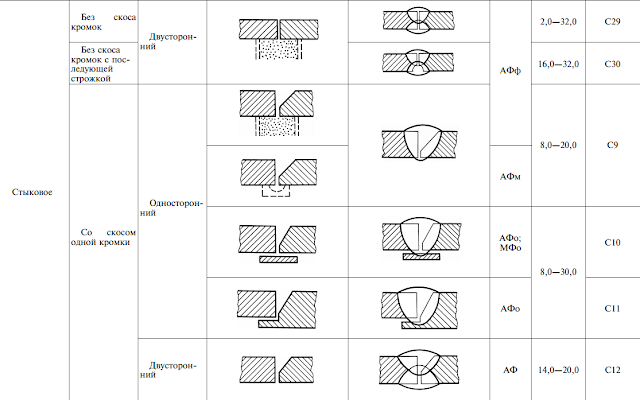 Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы ручной дуговой сварки покрытыми стержнями приведены в таблицах ниже.
Норма на 1 стык.
| Размер трубы, мм | Масса наплавленного металла, г | Электроды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 21 | 37 | 40 | 42 | 44 | 47 | 1 |
| 45´4 | 28 | 50 | 54 | 57 | 61 | 64 | 2 |
| 57´3 | 27 | 57 | 60 | 54 | 67 | 60 | 3 |
| 57´4 | 36 | 64 | 69 | 73 | 77 | 82 | 4 |
| 76´5 | 61 | 108 | 108 | 123 | 130 | 137 | 5 |
Норма на 1 м шва.
| Толщ. стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 152 | 269 | 286 | 305 | 322 | 340 | 1 |
| 4 | 207 | 368 | 393 | 417 | 442 | 466 | 2 |
| 5 | 262 | 465 | 497 | 527 | 558 | 590 | 3 |
Затраты на формирование вертикальных стыков трубопроводов, со скошенными кромками
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, г | Эл-ды по группам, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 249 | 453 | 484 | 514 | 544 | 574 | 2 |
| 5 | 330 | 600 | 640 | 680 | 820 | 760 | 3 |
| 6 | 474 | 861 | 918 | 975 | 1033 | 1090 | 4 |
| 8 | 651 | 1182 | 1261 | 1410 | 1419 | 1498 | 5 |
| 10 | 885 | 1607 | 1714 | 1821 | 1928 | 2035 | 6 |
| 12 | 1166 | 2116 | 2257 | 2398 | 2539 | 2680 | 7 |
| 15 | 1893 | 3436 | 3665 | 3894 | 4123 | 4352 | 8 |
| 16 | 2081 | 3778 | 4030 | 4281 | 4533 | 4785 | 9 |
| 18 | 2297 | 4532 | 4834 | 5136 | 5438 | 5740 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, г | Эл-ды, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 60 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 34 | 62 | 66 | 70 | 74 | 79 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 44 | 79 | 85 | 90 | 95 | 100 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 168 | 177 | 5 |
| 89´6 | 130 | 235 | 251 | 266 | 282 | 298 | 6 |
| 108´6 | 158 | 287 | 306 | 325 | 344 | 363 | 7 |
| 133´6 | 195 | 354 | 377 | 401 | 425 | 448 | 8 |
| 133´8 | 268 | 483 | 516 | 548 | 580 | 613 | 9 |
| 159´6 | 234 | 424 | 453 | 481 | 509 | 537 | 10 |
| 159´8 | 320 | 580 | 619 | 658 | 697 | 735 | 11 |
| 219´6 | 323 | 586 | 625 | 664 | 703 | 742 | 12 |
| 219´8 | 442 | 803 | 856 | 910 | 963 | 1017 | 13 |
| 219´10 | 599 | 1088 | 1160 | 1233 | 1305 | 1376 | 14 |
| 219´12 | 787 | 1428 | 1523 | 1619 | 1714 | 1809 | 15 |
| 273´8 | 553 | 1003 | 1071 | 1138 | 1205 | 1272 | 16 |
| 273´10 | 750 | 1361 | 1452 | 1542 | 1633 | 1724 | 17 |
| 273´12 | 985 | 1788 | 1907 | 2026 | 2145 | 2265 | 18 |
| 273´15 | 1592 | 2890 | 3082 | 3275 | 3467 | 3660 | 19 |
| 325´8 | 659 | 1196 | 1276 | 1357 | 1436 | 1516 | 20 |
| 325´10 | 894 | 1623 | 1731 | 1839 | 1947 | 2055 | 21 |
| 325´12 | 1175 | 2133 | 2275 | 2417 | 2559 | 2701 | 22 |
| 325´15 | 1902 | 3453 | 3683 | 3913 | 4144 | 4374 | 23 |
| 377´8 | 765 | 1389 | 1482 | 1576 | 1667 | 1760 | 24 |
| 377´10 | 1039 | 1885 | 2010 | 2136 | 2261 | 2387 | 25 |
| 377´12 | 1365 | 2478 | 2643 | 2808 | 2973 | 3138 | 26 |
| 377´15 | 2211 | 4013 | 4281 | 4548 | 4816 | 5083 | 27 |
| 426´10 | 1175 | 2132 | 2274 | 2416 | 2558 | 2700 | 28 |
| 426´12 | 1545 | 2804 | 2990 | 3177 | 3364 | 3551 | 29 |
| 426´16 | 2759 | 4991 | 5324 | 5655 | 5988 | 6321 | 30 |
| 465´18 | 3598 | 6531 | 6966 | 7401 | 7836 | 8271 | 31 |
Горизонтальные соединения трубопроводов со скосом одной кромки
1 м шва.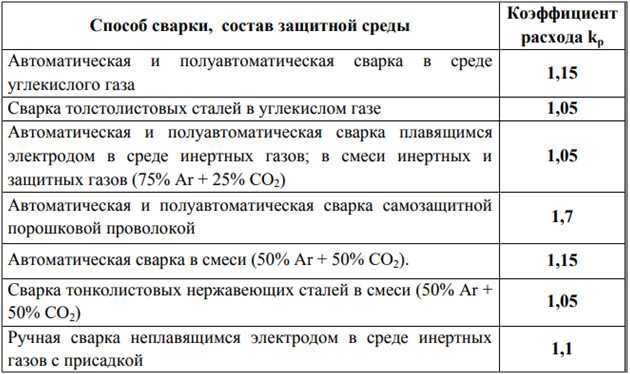
| Толщина стенки, мм | Вес напл. металла, гр | Электроды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 232 | 411 | 438 | 466 | 493 | 521 | 1 |
| 4 | 299 | 529 | 564 | 599 | 635 | 670 | 2 |
| 5 | 384 | 680 | 724 | 770 | 816 | 861 | 3 |
| 6 | 470 | 832 | 887 | 943 | 998 | 1054 | 4 |
| 8 | 832 | 1474 | 1573 | 1671 | 1769 | 1868 | 5 |
| 10 | 1110 | 1965 | 2096 | 2227 | 2358 | 2489 | 6 |
| 12 | 1562 | 2765 | 2949 | 3133 | 3318 | 3502 | 7 |
| 15 | 2137 | 3782 | 4034 | 4287 | 4539 | 4791 | 8 |
| 16 | 2348 | 4157 | 4434 | 4712 | 4989 | 5266 | 9 |
| 18 | 2786 | 4931 | 5260 | 5588 | 5917 | 6246 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 57´3 | 41 | 72 | 77 | 82 | 87 | 92 | 1 |
| 57´4 | 53 | 93 | 99 | 105 | 111 | 117 | 2 |
| 76´5 | 89 | 158 | 169 | 179 | 190 | 201 | 3 |
| 89´6 | 128 | 227 | 242 | 257 | 272 | 288 | 4 |
| 108´6 | 157 | 277 | 295 | 314 | 332 | 351 | 5 |
| 133´6 | 193 | 342 | 365 | 388 | 410 | 433 | 6 |
| 133´8 | 341 | 603 | 643 | 683 | 723 | 764 | 7 |
| 159´6 | 232 | 410 | 437 | 465 | 492 | 520 | 8 |
| 159´8 | 482 | 724 | 772 | 820 | 869 | 917 | 9 |
| 219´6 | 320 | 567 | 604 | 642 | 680 | 718 | 10 |
| 219´8 | 565 | 1001 | 1068 | 1135 | 1201 | 1268 | 11 |
| 219´10 | 751 | 1330 | 1419 | 1508 | 1596 | 1685 | 12 |
| 219´12 | 1054 | 1866 | 1991 | 2115 | 2240 | 2364 | 13 |
| 273´8 | 1707 | 1251 | 1335 | 1419 | 1502 | 1586 | 14 |
| 273´10 | 940 | 1664 | 1775 | 1886 | 1997 | 2108 | 15 |
| 273´12 | 1320 | 2336 | 2492 | 2647 | 2804 | 2959 | 16 |
| 273´15 | 1797 | 3181 | 3393 | 3605 | 3817 | 4029 | 17 |
| 325´8 | 843 | 1492 | 1592 | 1691 | 1790 | 1890 | 18 |
| 325´10 | 1121 | 1985 | 2117 | 2249 | 2382 | 2514 | 19 |
| 325´12 | 1575 | 2787 | 2973 | 3158 | 3344 | 3530 | 20 |
| 325´15 | 2147 | 3801 | 4064 | 4308 | 4562 | 4815 | 21 |
| 377´10 | 1302 | 2035 | 2459 | 2612 | 2766 | 2920 | 22 |
| 377´12 | 1829 | 3238 | 3530 | 3669 | 3885 | 4101 | 23 |
| 377´16 | 2741 | 4851 | 5174 | 5449 | 5822 | 6145 | 24 |
| 465´18 | 4015 | 7106 | 7580 | 8052 | 8526 | 9000 | 25 |
С19 вертикальных стыков со скосом кромок
1 м шва.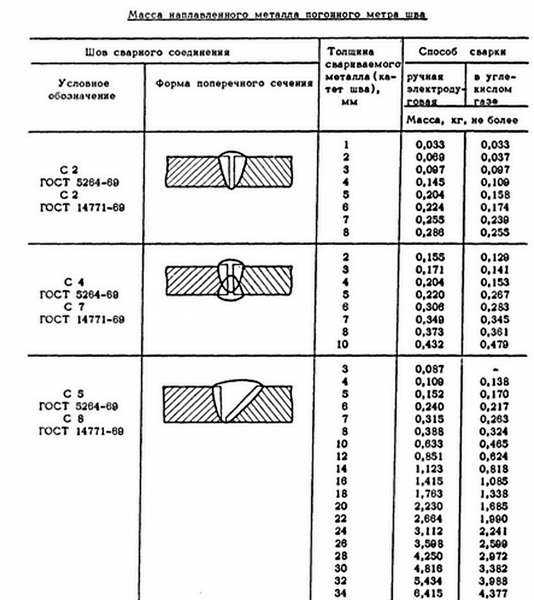
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 3 | 201 | 366 | 390 | 415 | 439 | 464 | 1 |
| 4 | 260 | 472 | 503 | 535 | 566 | 598 | 2 |
| 5 | 329 | 599 | 639 | 679 | 719 | 759 | 3 |
| 6 | 464 | 842 | 898 | 955 | 1011 | 1067 | 4 |
| 8 | 670 | 1216 | 1297 | 1378 | 1459 | 1540 | 5 |
| 10 | 974 | 1768 | 1885 | 2004 | 2121 | 2240 | 6 |
| 12 | 1250 | 2269 | 2420 | 2571 | 2722 | 2874 | 7 |
| 15 | 2010 | 3649 | 3894 | 4137 | 4380 | 4623 | 8 |
| 16 | 2204 | 4000 | 4266 | 4534 | 4800 | 5067 | 9 |
| 18 | 2615 | 4748 | 5063 | 5378 | 5695 | 6011 | 10 |
1 стык.
| Размер трубы, мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 45´3 | 27 | 50 | 54 | 58 | 61 | 64 | 1 |
| 45´4 | 36 | 65 | 69 | 73 | 77 | 82 | 2 |
| 57´3 | 35 | 64 | 69 | 73 | 77 | 82 | 3 |
| 57´4 | 46 | 83 | 88 | 94 | 99 | 105 | 4 |
| 76´5 | 77 | 140 | 149 | 158 | 167 | 177 | 5 |
| 89´6 | 127 | 230 | 245 | 261 | 276 | 291 | 6 |
| 108´6 | 154 | 280 | 299 | 318 | 337 | 355 | 7 |
| 133´6 | 191 | 346 | 369 | 392 | 415 | 438 | 8 |
| 133´8 | 274 | 497 | 530 | 564 | 597 | 630 | 9 |
| 159´6 | 229 | 415 | 443 | 471 | 498 | 526 | 10 |
| 159´8 | 329 | 597 | 637 | 677 | 716 | 756 | 11 |
| 219´6 | 216 | 573 | 611 | 650 | 683 | 727 | 12 |
| 219´8 | 455 | 826 | 881 | 936 | 991 | 1046 | 13 |
| 219´10 | 659 | 1197 | 1276 | 1357 | 1436 | 1516 | 14 |
| 219´12 | 844 | 1532 | 1633 | 1735 | 1837 | 1940 | 15 |
| 273´8 | 569 | 1032 | 1101 | 1170 | 1239 | 1307 | 16 |
| 273´10 | 825 | 1497 | 1597 | 1697 | 1796 | 1897 | 17 |
| 273´12 | 1056 | 1917 | 2045 | 2172 | 2300 | 2428 | 18 |
| 273´15 | 1691 | 3069 | 3275 | 3479 | 3684 | 3880 | 19 |
| 325´8 | 678 | 1231 | 1313 | 1394 | 1476 | 1580 | 20 |
| 325´10 | 984 | 1786 | 1904 | 2024 | 2142 | 2262 | 21 |
| 325´12 | 1260 | 2287 | 2449 | 2592 | 2744 | 2897 | 22 |
| 325´15 | 2020 | 3667 | 3913 | 4158 | 4402 | 4646 | 23 |
| 377´10 | 1143 | 2074 | 2211 | 2351 | 2488 | 2627 | 24 |
| 377´12 | 1464 | 2657 | 2834 | 3011 | 3187 | 3365 | 25 |
| 377´15 | 2348 | 4262 | 4548 | 4832 | 5116 | 5400 | 26 |
| 426´10 | 1292 | 2346 | 2501 | 2659 | 2815 | 2972 | 27 |
| 426´12 | 1656 | 3006 | 3206 | 3407 | 3607 | 3808 | 28 |
| 426´16 | 2911 | 5284 | 5635 | 5989 | 6341 | 6693 | 29 |
| 465´18 | 3768 | 6839 | 7296 | 7750 | 8206 | 8662 | 30 |
Соединения С52 вертикальных стыков трубопроводов с криволинейным скосом кромок
1 м шва.
| Толщ. ст., мм | Вес напл. металла, гр | Эл-ды, гр | Код строки | ||||
| II | III | IV | V | VI | |||
| 10 | 551 | 1371 | 1462 | 1554 | 1645 | 1737 | 1 |
| 12 | 1164 | 2112 | 2253 | 2394 | 2534 | 2675 | 2 |
| 15 | 1606 | 2915 | 3109 | 3303 | 3497 | 3692 | 3 |
| 16 | 1755 | 3185 | 3397 | 3609 | 3821 | 4034 | 4 |
| 18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 5 |
| 20 | 2409 | 4373 | 4664 | 4956 | 5247 | 5539 | 6 |
| 22 | 2763 | 5015 | 5349 | 5683 | 6017 | 6352 | 7 |
1 стык.
| Размеры трубы, мм | Вес напл-ого металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 133´10 | 310 | 562 | 599 | 637 | 675 | 712 | 1 |
| 159´10 | 370 | 672 | 716 | 762 | 806 | 851 | 2 |
| 159´12 | 570 | 1035 | 1104 | 1173 | 1242 | 1311 | 3 |
| 219´10 | 514 | 932 | 994 | 1057 | 1119 | 1181 | 4 |
| 219´12 | 791 | 1436 | 1532 | 1628 | 1723 | 1819 | 6 |
| 219´16 | 1176 | 2134 | 2276 | 2418 | 2560 | 2703 | 6 |
| 273´10 | 642 | 1165 | 1248 | 1321 | 1398 | 1476 | 7 |
| 273´12 | 989 | 1795 | 1915 | 2035 | 2154 | 2274 | 8 |
| 273´15 | 1349 | 2449 | 2612 | 2775 | 2938 | 3101 | 9 |
| 273´20 | 2024 | 3673 | 3918 | 4163 | 4430 | 4653 | 10 |
| 325´10 | 763 | 1385 | 1477 | 1570 | 1682 | 1754 | 11 |
| 325´12 | 1175 | 2133 | 2276 | 2418 | 2559 | 2702 | 12 |
| 325´15 | 1622 | 2944 | 3140 | 3336 | 3532 | 3729 | 13 |
| 325´18 | 2085 | 3785 | 4037 | 4289 | 4541 | 4794 | 14 |
| 377´10 | 891 | 1618 | 1725 | 1834 | 1941 | 2080 | 15 |
| 377´12 | 1361 | 2471 | 2636 | 2881 | 2965 | 3130 | 16 |
| 377´15 | 1879 | 3411 | 3638 | 3865 | 4092 | 4320 | 17 |
| 377´18 | 2440 | 4429 | 4723 | 5018 | 5313 | 5609 | 18 |
| 426´10 | 1004 | 1823 | 1945 | 2067 | 2188 | 2310 | 19 |
| 426´12 | 1548 | 2809 | 2997 | 3184 | 3370 | 3558 | 20 |
| 426´16 | 2316 | 4204 | 4484 | 4764 | 5044 | 5325 | 21 |
| 426´20 | 3180 | 5772 | 6157 | 6542 | 6962 | 7312 | 22 |
| 465´18 | 3003 | 5450 | 5813 | 6176 | 6539 | 6903 | 23 |
| 465´22 | 3979 | 7222 | 7703 | 8184 | 8665 | 9153 | 24 |
С53 вертикальные стыки трубопроводов с криволинейным скосом
1 м шва.
| Толщ. ст., мм | Масса напл. металла, гр | Эл-ды, гр | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 16 | 1566 | 2843 | 3032 | 3221 | 3411 | 3600 | 1 |
| 18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 8 |
| 20 | 2314 | 4200 | 4480 | 4760 | 5040 | 5320 | 3 |
| 22 | 2681 | 4866 | 5190 | 5515 | 5839 | 6164 | 4 |
1 стык.
| Размер трубы, мм | Вес нап-ного металла, г | Эл-ды по группам, г | Код строки | ||||
| II | III | IV | V | VI | |||
| 219´16 | 1053 | 1911 | 2038 | 2165 | 2292 | 2419 | 1 |
| 273´20 | 1940 | 3521 | 3756 | 3991 | 4226 | 4460 | 2 |
| 325´18 | 1958 | 3554 | 3790 | 4027 | 4264 | 4501 | 3 |
| 377´18 | 2281 | 4140 | 4415 | 4691 | 4967 | 5243 | 4 |
| 426´16 | 2070 | 3758 | 4008 | 4258 | 4509 | 4759 | 6 |
| 426´20 | 3052 | 5539 | 5908 | 6278 | 6647 | 7016 | 6 |
| 465´18 | 2822 | 5122 | 5463 | 5804 | 6146 | 6487 | 7 |
| 465´22 | 3855 | 6998 | 7464 | 7931 | 8397 | 8864 | 8 |
Соединения У7 угловые фланцев с трубой
1 м шва.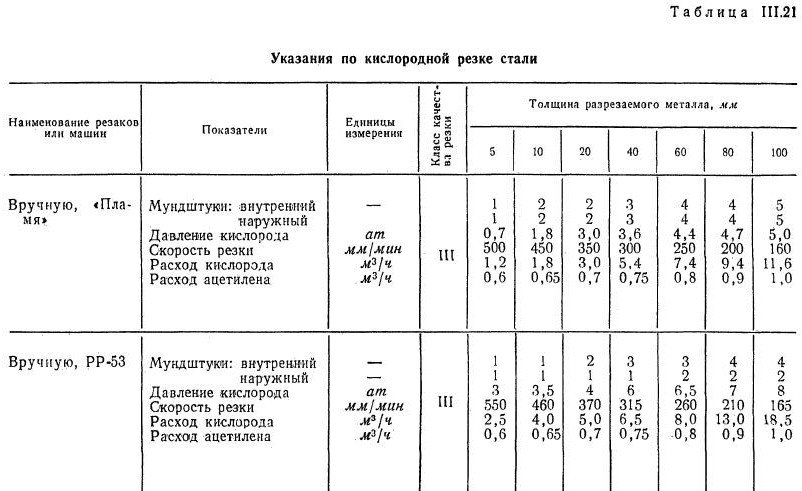
| Толщ. ст., м | Масса напл. металла, гр | Эл-ды по группам, гр | Строки п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 129 | 234 | 250 | 265 | 281 | 297 | 1 |
| 4 | 186 | 333 | 360 | 383 | 405 | 428 | 2 |
| 5 | 272 | 494 | 527 | 559 | 592 | 625 | 3 |
| 6 | 366 | 664 | 709 | 753 | 797 | 841 | 4 |
| 8 | 494 | 897 | 956 | 1016 | 1076 | 1136 | 6 |
| 10 | 626 | 1136 | 1212 | 1288 | 1363 | 1439 | 6 |
| 12 | 775 | 1407 | 1500 | 1594 | 1688 | 1782 | 7 |
| 15 | 941 | 1708 | 1822 | 1936 | 2049 | 2163 | 8 |
1 фланец.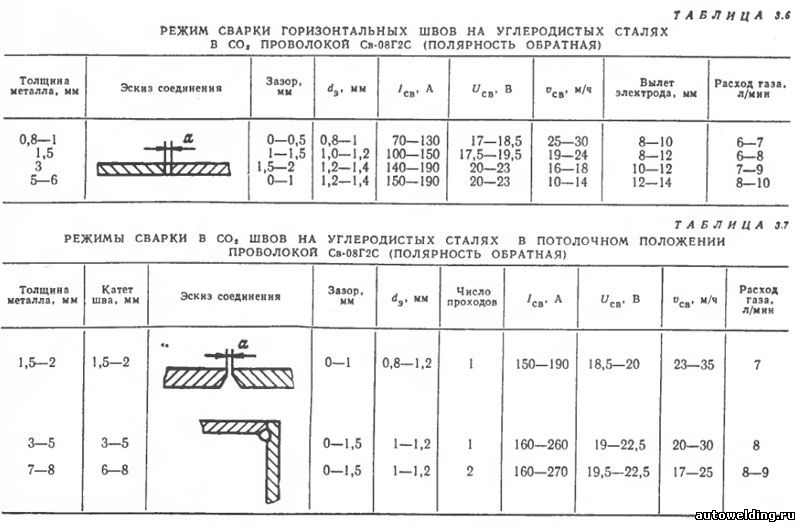
| Размеры трубы, мм | Вес напл. металла, гр | Эл-ды по группам, гр | Номер | ||||
| II | III | IV | V | VI | |||
| 25´3 | 10 | 18 | 20 | 21 | 22 | 23 | 1 |
| 32´3 | 13 | 23 | 25 | 27 | 28 | 30 | 2 |
| 38´3 | 15 | 28 | 30 | 32 | 33 | 35 | 3 |
| 45´4 | 26 | 48 | 51 | 64 | 57 | 60 | 4 |
| 57´4 | 33 | 60 | 64 | 68 | 72 | 77 | 5 |
| 76´5 | 65 | 118 | 126 | 133 | 141 | 149 | 6 |
| 89´6 | 102 | 186 | 198 | 210 | 223 | 235 | 7 |
| 108´6 | 124 | 225 | 240 | 255 | 270 | 285 | 8 |
| 133´6 | 152 | 277 | 296 | 314 | 333 | 351 | 9 |
| 133´8 | 206 | 375 | 399 | 424 | 449 | 474 | 10 |
| 159´6 | 182 | 331 | 354 | 376 | 398 | 420 | 11 |
| 159´8 | 247 | 448 | 477 | 507 | 537 | 567 | 12 |
| 219´6 | 252 | 457 | 487 | 518 | 548 | 578 | 13 |
| 219´8 | 340 | 617 | 657 | 699 | 740 | 781 | 14 |
| 219´10 | 430 | 781 | 833 | 886 | 937 | 989 | 15 |
| 219´12 | 533 | 967 | 1031 | 1096 | 1161 | 1225 | 16 |
| 273´6 | 313 | 569 | 608 | 645 | 683 | 721 | 17 |
| 273´8 | 424 | 769 | 819 | 871 | 922 | 974 | 18 |
| 273´10 | 536 | 974 | 1039 | 1104 | 1168 | 1233 | 19 |
| 273´12 | 664 | 1206 | 1286 | 1366 | 1447 | 1528 | 20 |
| 325´8 | 504 | 915 | 976 | 1037 | 1098 | 1159 | 21 |
| 325´10 | 639 | 1159 | 1237 | 1314 | 1391 | 1468 | 22 |
| 325´12 | 791 | 1436 | 1531 | 1627 | 1723 | 1818 | 23 |
| 325´15 | 944 | 1743 | 1859 | 1976 | 2091 | 2207 | 24 |
| 377´8 | 585 | 1062 | 1132 | 1203 | 1274 | 1345 | 25 |
| 377´10 | 741 | 1345 | 1435 | 1525 | 1613 | 1703 | 26 |
| 377´12 | 918 | 1666 | 1776 | 1887 | 1998 | 2109 | 27 |
| 377´15 | 1114 | 2022 | 2157 | 2292 | 2426 | 2560 | 28 |
| 426´10 | 837 | 1520 | 1621 | 1723 | 1823 | 1925 | 29 |
| 426´12 | 1037 | 1882 | 2006 | 2132 | 2258 | 2384 | 30 |
| 426´15 | 1260 | 2285 | 2437 | 2590 | 2741 | 2893 | 31 |
Угловые У8 фланцы с трубой с симметричным скосом одной кромки
1 м шва.
| Толщ. ст., мм | Вес напл. металла, г | Эл-ды по группам, г | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 90 | 163 | 174 | 185 | 196 | 207 | 1 |
| 4 | 165 | 299 | 319 | 339 | 359 | 379 | 2 |
| 5 | 285 | 517 | 552 | 586 | 621 | 655 | 3 |
| 6 | 411 | 746 | 796 | 845 | 895 | 945 | 4 |
| 8 | 592 | 1076 | 1148 | 1220 | 1292 | 1363 | 5 |
| 10 | 770 | 1398 | 1491 | 1584 | 1677 | 1770 | 6 |
| 12 | 970 | 1761 | 1878 | 1995 | 2113 | 2230 | 7 |
| 15 | 1192 | 2163 | 2308 | 2452 | 2596 | 2740 | 8 |
Угловые У8 фланцы.
1 м шва.
| Толщ. ст., мм | Вес напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 3 | 91 | 136 | 146 | 155 | 164 | 173 | 1 |
| 4 | 148 | 222 | 237 | 252 | 266 | 281 | 2 |
| 5 | 218 | 327 | 349 | 371 | 392 | 414 | 3 |
1 патрубок.
| Размеры патрубка, ми | Масса напл. металла, грамм | Эл-ды, грамм | Номер п/п | ||||
| II | III | IV | V | VI | |||
| 25´3 | 9 | 13 | 14 | 15 | 16 | 17 | 1 |
| 32´3 | 11 | 17 | 18 | 19 | 20 | 21 | 2 |
| 38´3 | 13 | 20 | 21 | 23 | 24 | 25 | 3 |
| 45´4 | 26 | 39 | 41 | 44 | 46 | 49 | 4 |
| 57´4 | 33 | 49 | 52 | 55 | 59 | 62 | 5 |
| 76´5 | 64 | 96 | 102 | 109 | 115 | 121 | 6 |
Нормы для ручной аргонодуговой сварки приведены в таблицах ниже.
Вертикальные соединения С2 трубопроводов
1 м шва.
| Толщ. ст., мм | Масса напл. металла, г | Проволока сварочная, г | Стержень вольфрамовый неплавящийся, г | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 2 | 44 | 54 | 1,064 | 107 | 70,4 | 1 |
| 3 | 45 | 56 | 1,103 | 110 | 72,0 | 2 |
1 стык.
| Размеры трубы, мм | Масса напл. металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´2 | 3 | 4 | 80 | 7,3 | 4,8 | 1 |
| 25´3 | 3 | 4 | 82 | 7,3 | 4,8 | 2 |
| 32´2 | 4 | 5 | 103 | 9,8 | 6,4 | 3 |
| 32´3 | 4 | 5 | 107 | 10,0 | 6,5 | 4 |
| 38´2 | 5 | 6 | 123 | 12,2 | 8,0 | 5 |
| 38´3 | 6 | 7 | 128 | 14,6 | 9,6 | 6 |
| 45´2 | 7 | 8 | 147 | 17,1 | 11,2 | 7 |
| 45´3 | 7 | 8 | 152 | 17,1 | 11,2 | 8 |
| 57´3 | 8 | 10 | 194 | 19,5 | 12,8 | 9 |
Вертикальные соединения С17 трубопроводов со скосом кромки
1 м соединения.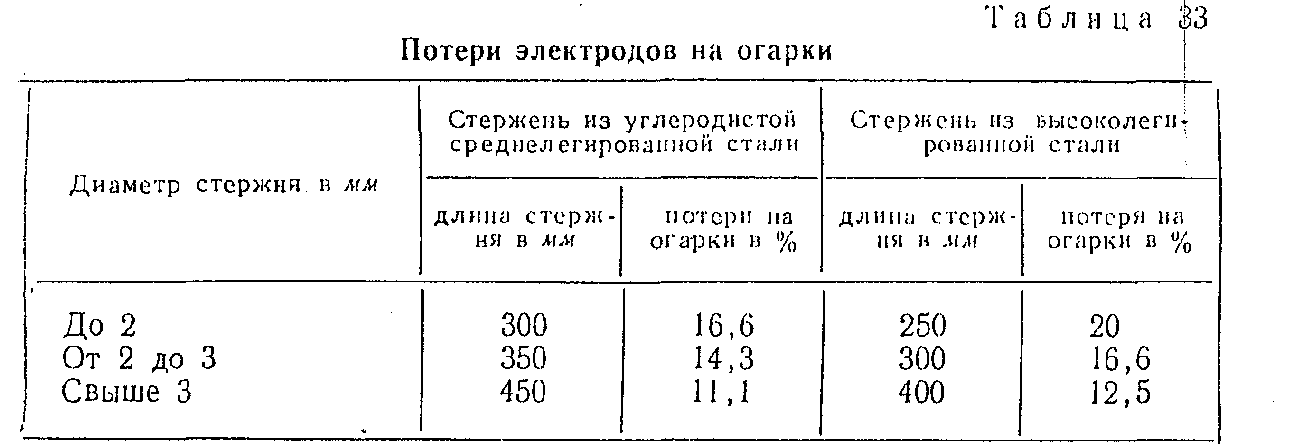
| Толщ. ст., мм | Вес напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 3 | 117 | 145 | 2305 | 285,5 | 18,7 | 1 |
| 4 | 154 | 191 | 3034 | 375,7 | 18,7 | 2 |
| 5 | 190 | 236 | 3743 | 463,4 | 48,0 | 3 |
| 6 | 253 | 314 | 4984 | 617,3 | 48,0 | 4 |
1 стык.
| Размеры трубы, мм | Масса напл. вещества, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер п/п | |
| сварка | поддув | |||||
| 25´3 | 9 | 11 | 173 | 22,0 | 1,5 | 1 |
| 32´3 | 11 | 14 | 224 | 26,8 | 1,8 | 2 |
| 38´3 | 14 | 17 | 267 | 34,2 | 2,3 | 3 |
| 45´4 | 21 | 26 | 416 | 51,2 | 2,7 | 4 |
| 57´4 | 27 | 33 | 531 | 65,9 | 3,5 | 6 |
| 76´5 | 44 | 55 | 872 | 107,4 | 8,6 | 6 |
| 89´6 | 69 | 86 | 1366 | 168,4 | 13,4 | 7 |
| 108´6 | 84 | 106 | 1660 | 205,0 | 16,3 | 8 |
| 133´6 | 104 | 129 | 2048 | 253,8 | 20,0 | 9 |
| 159´6 | 125 | 155 | 2457 | 305,0 | 24,0 | 10 |
| 219´6 | 172 | 214 | 3394 | 419,7 | 33,0 | 11 |
| 273´6 | 215 | 267 | 4241 | 524,6 | 41,2 | 12 |
С18 вертикальные стыки трубопроводов
1 м соединения.
| Толщ. ст., мм | Масса наплавленного металла, г | Проволока сварочная, г | Вольфрамовый неплавящийся, мг | Аргон, л | Номер |
| 2 | 146 | 182 | 2896 | 356,2 | 1 |
| 3 | 199 | 247 | 3920 | 485,6 | 2 |
| 4 | 250 | 310 | 4930 | 610,0 | 3 |
| 5 | 330 | 409 | 6501 | 805,2 | 4 |
| 6 | 473 | 588 | 9338 | 1154,1 | 6 |
1 стык.
| Размеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Код строки |
| на сварку | |||||
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 57,1 | 6 |
| 45´2 | 21 | 25 | 400 | 51,2 | 7 |
| 45´4 | 35 | 43 | 675 | 85,4 | 8 |
| 57´4 | 44 | 54 | 863 | 107,4 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 130 | 161 | 2549 | 317,2 | 11 |
| 108´6 | 158 | 196 | 3110 | 385,5 | 12 |
| 133´6 | 195 | 242 | 3838 | 475,8 | 13 |
| 159´6 | 233 | 290 | 4604 | 568,5 | 14 |
| 219´6 | 322 | 400 | 6359 | 785,7 | 15 |
| 273´6 | 402 | 500 | 7947 | 980,9 | 16 |
Соединения С5 вертикальных стыков трубопроводов без скоса
1 м шва.
| Толщина стенки, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 2 | 87 | 108 | 1714 | 212,3 | 1 |
| 3 | 106 | 132 | 2110 | 258,6 | 2 |
1 стык.
| Камеры трубы, мм | Масса наплавленного металла, грамм | Проволока сварочная, грамм | Стержень вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 6 | 8 | 129 | 14,6 | 1 |
| 25´3 | 8 | 10 | 180 | 19,5 | 2 |
| 32´2 | 9 | 11 | 166 | 22,0 | 3 |
| 32´3 | 10 | 13 | 233 | 24,4 | 4 |
| 38´2 | 10 | 13 | 233 | 24,4 | 5 |
| 38´3 | 12 | 15 | 278 | 29,3 | 6 |
| 45´2 | 12 | 15 | 278 | 29,3 | 7 |
| 46´3 | 14 | 18 | 331 | 34,2 | 8 |
| 57´3 | 18 | 23 | 422 | 56,1 | 9 |
Соединения С19 вертикальных стыков трубопроводов со скосом кромок
1 м соединения.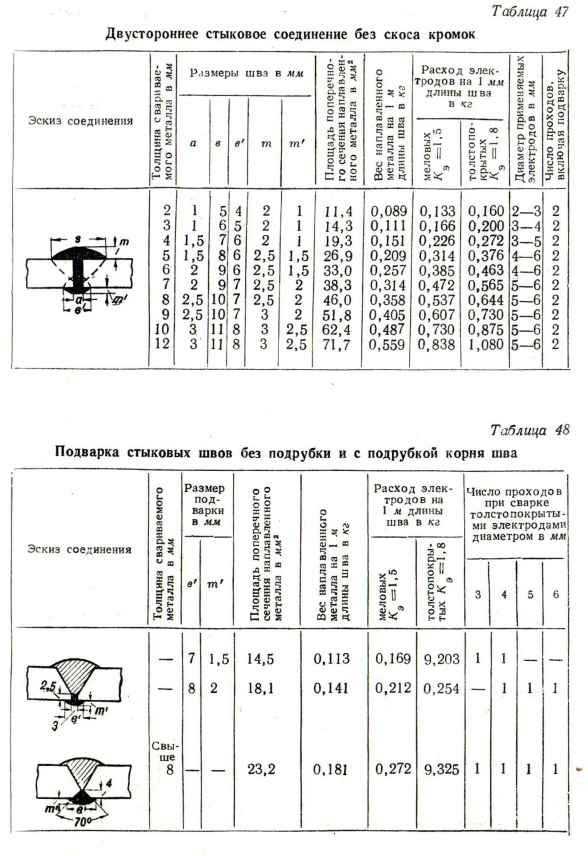
| Толщина стенки, мм | Масса наплавленного металла, кг | Проволока сварочная, кг | Эл-д вольфрамовый неплавящийся, г | Аргон, л | Номер строки |
| 2 | 0,146 | 0,182 | 2,896 | 356,2 | 01 |
| 3 | 0,199 | 0,247 | 3,920 | 485,6 | 02 |
| 4 | 0,259 | 0,322 | 5,122 | 632,0 | 03 |
| 5 | 0,329 | 0,409 | 6,501 | 802,8 | 04 |
| 6 | 0,463 | 0,575 | 9,141 | 1129,7 | 06 |
1 стык.
| Размеры трубы, мм | Вес наплавленного металла, грамм | Проволока сварочная, грамм | Эл-д вольфрамовый неплавящийся, мг | Аргон, л | Номер строки |
| 25´2 | 11 | 14 | 217 | 26,8 | 1 |
| 25´3 | 15 | 19 | 294 | 36,6 | 2 |
| 32´2 | 14 | 18 | 281 | 34,2 | 3 |
| 32´3 | 19 | 24 | 380 | 46,4 | 4 |
| 38´2 | 17 | 21 | 336 | 41,5 | 5 |
| 38´3 | 23 | 29 | 455 | 56,1 | 6 |
| 45´2 | 20 | 25 | 400 | 48,8 | 7 |
| 45´4 | 35 | 44 | 537 | 85,4 | 8 |
| 57´4 | 45 | 56 | 896 | 109,8 | 9 |
| 76´5 | 76 | 95 | 1515 | 185,4 | 10 |
| 89´6 | 126 | 157 | 2495 | 307,4 | 11 |
| 108´6 | 156 | 192 | 3044 | 378,2 | 12 |
| 133´6 | 190 | 236 | 3757 | 463,6 | 13 |
| 159´6 | 229 | 284 | 4507 | 558,8 | 10 |
| 219´6 | 315 | 392 | 6225 | 768,6 | 14 |
| 273´6 | 394 | 489 | 7779 | 961,4 | 15 |
Соединения С8 горизонтальных стыков.

Приведенные выше таблицы позволяют определить расход электродов на стык, метр шва или на тонну металла. Расход флюса при автоматической сварке обычно составляет 20% по массе от расхода сварочной проволоки.
Таким образом, становится понятно, как рассчитать количество электродов в каждой конкретной задаче.
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
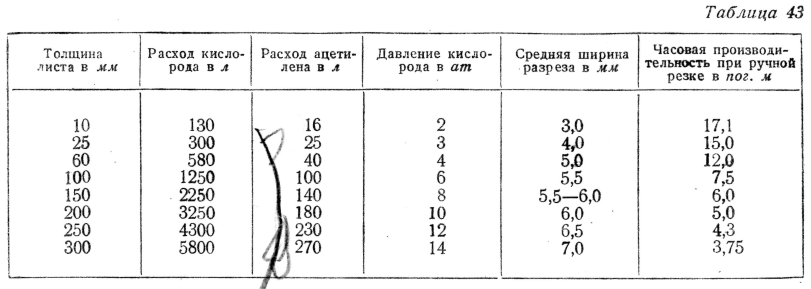
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током. Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
- На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
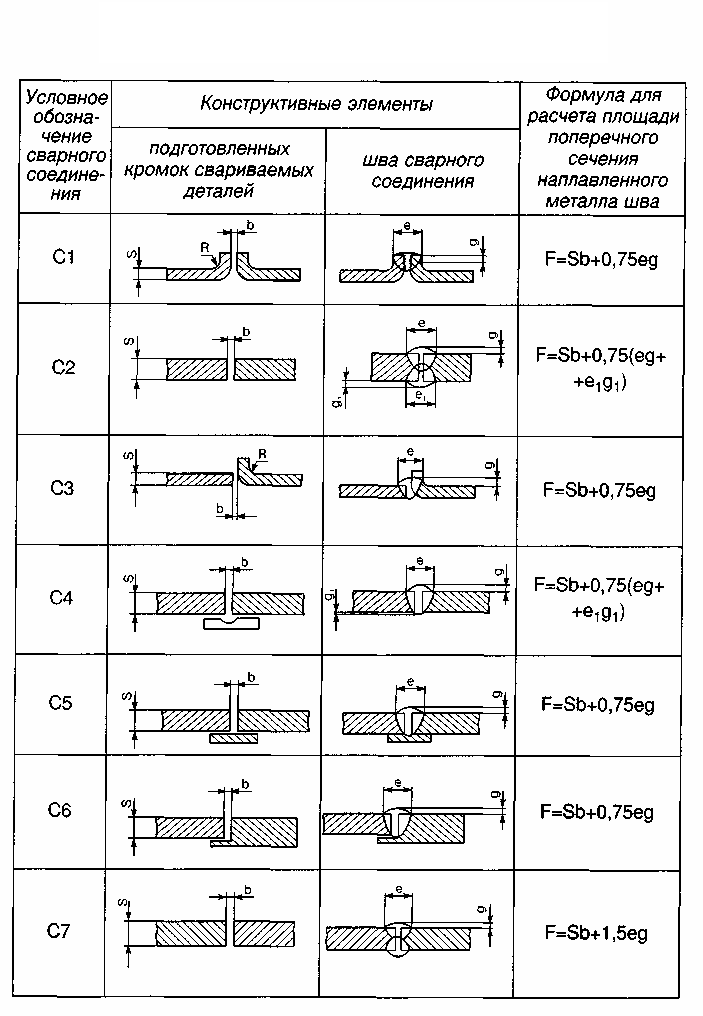
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Расход электродов на тонну металла калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Основные формулы для расчета нормы расходов сварочных материалов.
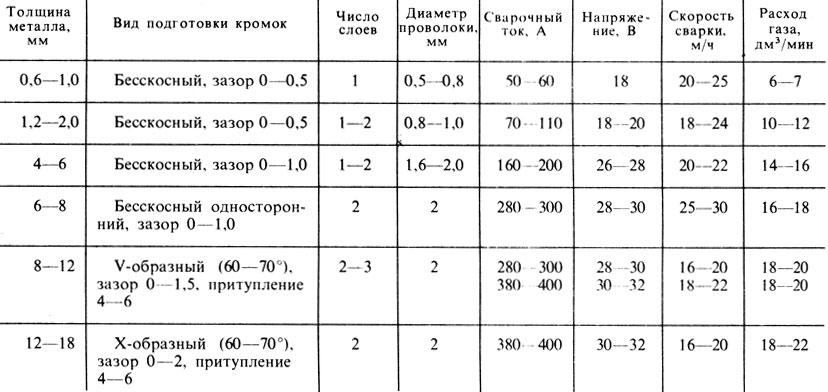
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N = G * K, где
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
G = F * y * L, где:
F – площадь поперечного сечения сварного шва (в мм2)
y – удельная масса металла (г/см3)
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.

Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Оценка общих затрат на сварку | Производство и металлообработка
Перейти к содержимому
В: Чтобы снизить затраты на сварку, не следует ли мне просто выбрать проволоку по самой низкой цене?
A: Существует несколько факторов, которые необходимо учитывать при определении общей стоимости сварки. Конечно, наиболее очевидным фактором является стоимость расходных материалов (электрода и защитного газа или флюса). Менее очевидные (и часто упускаемые из виду) затраты — это трудозатраты и накладные расходы, которые могут быть отнесены к фактическому процессу сварки.
Конечно, наиболее очевидным фактором является стоимость расходных материалов (электрода и защитного газа или флюса). Менее очевидные (и часто упускаемые из виду) затраты — это трудозатраты и накладные расходы, которые могут быть отнесены к фактическому процессу сварки.
Однако, как будет показано в нашем примере, трудозатраты и накладные расходы в фактических затратах на сварку обычно составляют от 60 до 70 процентов от общей стоимости. Таким образом, выбор электрода, который повышает производительность (за счет увеличения скорости наплавки), гораздо важнее, чем выбор электрода с более низкой стоимостью. Процесс определения общих затрат на сварку будет описан ниже.
Используя произвольную ставку на оплату труда и накладные расходы в размере 50 долларов США, а также «рыночную прейскурантную цену» для широкого спектра сварочных материалов, оценка стоимости одного фунта наплавленного металла приведена в Таблица 1 . Были использованы пять различных рабочих коэффициентов (наименьший из которых составляет 20 процентов, а самый высокий — 60 процентов), где рабочий фактор определяется как процент времени сварщика, в течение которого он фактически выполняет сварку. Для процессов GMAW, FCAW-G и MCAW для расчета стоимости защитного газа использовалась ставка 0,20 доллара США за кубический фут.
В дополнение к затратам на оплату труда, электродов и защитного газа в общие затраты на сварку была включена плата за электроэнергию, необходимую для питания сварочных аппаратов. Хотя в нашем примере стоимость электроэнергии на фунт наплавленного металла никогда не превышала 0,40 доллара США, эта величина не является незначительной и поэтому была включена в расчеты. В среднем стоимость электроэнергии составила около 2 процентов от общих затрат на сварку при использовании ставки 0,20 доллара за киловатт-час. Структуры ценообразования «сбора по требованию» не использовались.
Выбор наиболее экономичного процесса сварки (FCAW, GMAW, SMAW и т. д.) и подходящего сварочного электрода (проволока или стержень) усложняется наличием оборудования в производственном цеху. Если самые высокие источники выходной мощности, представленные сварщику, представляют собой машины на 450 ампер с рабочим циклом 60 процентов, то ответ на выбор электрода может быть не таким простым, как «давайте использовать провод самого большого диаметра из доступных, чтобы получить самые высокие скорости наплавки».
Например, в Таблица 1 показаны затраты на фунт для UltraCore 70C, указывающие на то, что использование стали диаметром 5/64 более экономично, чем использование диаметра 3/32 (при коэффициенте эксплуатации 60 процентов стоимость на фунт металла сварного шва составляет 7,14 долл. США). , против $8,67). Это связано с тем, что при 450 амперах скорость осаждения для UltraCore 70C диаметром 5/64 выше, чем у UltraCore 70C диаметром 3/32 из-за более высокой плотности тока. Однако, если бы мы могли полностью использовать весь диапазон силы тока провода 3/32 дюйма (с максимальной выходной силой тока около 700 ампер), мы бы увидели, что провод диаметром 3/32 дюйма дает преимущество в цене.
Таким образом, для наших расчетов использовался сварочный ток: или — максимальное значение силы тока в диапазоне, предусмотренном для электрода, или — максимальная мощность сварочного аппарата (450 ампер). По этой силе определяется скорость наплавки в фунтах в час, а затем можно рассчитать общее время сварки одного фунта наплавленного металла. На этот раз время наплавки одного фунта металла сварного шва указано в таблице 2 . На этом этапе трудозатраты и накладные расходы, необходимые для наплавки этого фунта металла сварного шва, могут быть определены путем умножения этой временной стоимости на заявленную ставку труда и накладных расходов в размере 50 долларов в час.
В дополнение к использованию универсального источника питания на 450 ампер для рассматриваемых потенциальных процессов сварки «открытой дугой», у нас также есть дополнительный ресурс в виде источника питания переменного/постоянного тока на 1000 ампер для дуговой сварки под флюсом. Хотя при сварке под флюсом возможны коэффициенты эксплуатации, приближающиеся к 80 процентам и более, мы ограничим коэффициент эксплуатации на уровне 60 процентов для сравнения с процессами с открытой дугой. Тем не менее, мы будем в полной мере использовать максимальные 1000 ампер, доступные на машине, поскольку это хорошо согласуется с максимальным рекомендуемым током для 5/32 в проводе под флюсом.
На основании установленных нами ограничений компоненты общих затрат на сварку (при коэффициенте использования 60 процентов) были выделены для потенциальных сварочных материалов, рассматриваемых в таблице 3 . Для стержневого электрода E7018 трудозатраты и накладные расходы в общей стоимости сварки составляют от 69 до 85 процентов от общей стоимости сварки. На противоположном конце спектра трудозатраты составляют лишь 32 процента от общей стоимости сварки при дуговой сварке под флюсом при силе тока 1000 ампер. И, наконец, для процессов с проволочной подачей трудозатраты в общей стоимости падают прямо между 60 и 70 процентами.
Интересно отметить, что в этом примере, несмотря на то, что затраты на расходные материалы для дуговой сварки под флюсом выше, чем для процессов в среде защитного газа, общие общие затраты на наплавку одного фунта металла сварного шва ниже для дуговой сварки под флюсом.
Сообщение состоит в том, что для процессов с открытой дугой 10-процентное снижение затрат на рабочую силу будет больше, чем 10-процентное снижение затрат на расходные материалы. Еще раз, используя 3/32 в UltraCore 70C в качестве примера, 10-процентное сокращение трудозатрат и накладных расходов приведет к передаче почти 0,60 доллара США за фунт наплавленного металла в чистую прибыль. С другой стороны, стремление снизить стоимость расходных материалов на 10 процентов сэкономит всего 0,25 доллара на фунт наплавленного металла.
В конечном счете, переход к процессу с более высокой скоростью наплавки обеспечит наибольшую отдачу за счет сокращения времени, затрачиваемого на сварку. А, как известно, время – деньги.
Следует повторить, что расчетные затраты, перечисленные в прилагаемых таблицах, основаны на ставке 50 долларов США в час на оплату труда и накладных расходов, а также на рыночных прейскурантных ценах на расходные материалы. В реальном мире сварки очень немногие клиенты платят прейскурантную цену, поэтому в немногих случаях это будет фактическая долларовая стоимость сварочных затрат в любом конкретном цехе сварочного производства. Однако тенденции, наблюдаемые здесь, тем не менее сохранятся. Сварочные процессы, увеличивающие скорость наплавки и производительность, уменьшат основную часть затрат на сварку — оплату труда и накладные расходы.
Подпишитесь, чтобы узнавать о последних новостях в области производства.
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.
Beckwood Press Co. представит технологию Linear Servo Press™ на выставке FABTECH 2022
Линейка линейных сервопрессов, на которую подана заявка на патент, использует меньшее количество компонентов для создания усилия, что приводит к экономии средств, увеличению производительности и простоте настройки.
Новый каталог инструментов от Platinum Tooling Technologies
В каталоге представлен обзор всей линейки приводных инструментов, адаптеров, умножителей скорости, угловых головок и инструментов специального назначения.
Просмотреть все
Calendar & Events
AMCON
5 – 6 – 6, 2022
Солт -Лейк -Сити, Юта
SEMA
1 – 4 – 4, 2022
Лас -Вегас, Nevada
Fabtech
0072
8–10 ноября 2022 г.
Атланта, Джорджия
Что означает DCEP в сварке?
Последнее обновление
В процессе сварки используются два источника питания: источник переменного тока (AC) или источник постоянного тока (DC). В постоянном токе ток движется только в одном направлении. Это может быть от электрода к основному материалу и наоборот. Итак, что означает DCEP в сварке?
Полярность — это протекание тока по цепи в определенном направлении. Здесь полярность описывает подключение терминала от источника питания к электроду.
При использовании постоянного тока и подключении электрода к положительной клемме. Эта полярность называется DCEP. DCEP – положительный электрод постоянного тока . Ток течет от основного металла к электроду.
Однако, если электрод подключается к отрицательной клемме, такое соединение называется отрицательным электродом постоянного тока или DCEN. Здесь ток течет от электрода к основному металлу.
Для чего используется DCEN?
DCEN подходит для сварки толстых металлических листов. Это дает более высокий уровень проникновения, потому что большая часть тепла передается на опорные пластины. Как правило, более толстые металлические пластины имеют высокую температуру плавления.
Процесс сварки чувствителен. Выбранный вами электрический ток должен быть совместим с типом сварки, которую вы хотите выполнить. Это связано с тем, что каждый ток влияет на выходную мощность и качество сварных швов.
Существует два основных типа сварки, подходящих для токов DCEN. К ним относятся:
Сварка вольфрамовым электродом в среде инертного газа (ВИГ)
Сварка ВИГ является предпочтительным и повседневным применением тока постоянного тока. Когда вольфрамовый электрод получает отрицательный заряд, он не перегревается. В результате ⅔ выделяемого тепла передается металлической основе.
Изображение предоставлено: Extarz, Shutterstock
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) – наложение или корень
SMAW считается универсальным процессом сварки, чем GMAW по полярности. Это означает, что электроды SMAW могут использовать токи переменного, постоянного и постоянного тока в большинстве сварочных приложений.
Электроды с флюсовым сердечником совместимы с DCEN, поскольку они предотвращают плавление и перегрев электрода. DCEN лучше всего подходит для SMAW при использовании расходуемого электрода.
Изображение предоставлено: Мати Нусерм, Shutterstock
Является ли 7018 DCEN или DCEP?
Электрод 7018 лучше всего использовать с током постоянного тока. 7018 содержит порошок железа с низким содержанием водорода, что упрощает контроль и обеспечивает гладкий сварной шов. Существует постоянный поток тока в одном и том же направлении.
Несмотря на то, что вы можете использовать электрод 7018 на токе DCEN, он не идеален для проникновения. A 7018 на DCEN лучше всего наносится на тонкие металлические листы.
Вы свариваете 7018 на переменном или постоянном токе?
Лучшей особенностью 7018 является то, что это всепозиционный электрод. Это означает, что он совместим со сваркой как на переменном, так и на постоянном токе. Электроды 7018 обеспечивают наилучшее качество рентгеновских сварных швов из-за порошка железа с низким содержанием водорода.
Электроды подходят для сварки углеродистой стали среднего качества, так как не требуют предварительного нагрева. Однако на холоднокатаных сталях 7018 проявляет избыточную пористость, особенно при использовании с обычными электродами.
Типичные области применения электродов 7018 включают:
- Морские электростанции и буровые установки
- Стали с высоким, средним и низким содержанием углерода
- Низколегированные конструкции
- Стальные конструкции
Какая полярность используется для 7018?
Электроды 7018 предназначены для сварки во всех положениях. Это означает, что они идеально подходят для приложений с полярностью как переменного, так и постоянного тока. Это порошок железа с низким содержанием водорода, который придает ему привлекательный и прочный сварной шов. Вы можете использовать электроды 7018 для процессов сварки высокопрочной стали.
Какой усилитель нужен для сварки с стержнями 7018?
Сварочный электрод 7018 не имеет определенной силы тока. Диаметр стержня определяет силу тока, которую вы должны применить. Кроме того, вы выбираете диаметр стержня в зависимости от толщины металлического листа, который вы хотите сварить.
Однако для использования с электродами 7018 достаточно токов свыше 225 ампер. Здесь эмпирическое правило заключается в том, что на каждые 1/32 дюйма диаметра электрода используется 30 ампер тока.
Почему DCEP Current используется для GMAW?
Причин много. DCEP на GMAW обеспечивает сильную дугу, низкое разбрызгивание, привлекательный валик сварного шва, глубокое проплавление и гладкий перенос металла.
Напротив, DCEN на GMAW приводит к образованию крупных капель расплава и более крупных брызг зерен. Тем не менее, вы можете ограничить такие результаты, используя специальную проволоку с уникальным химическим составом для сварки DCEN.
DCEN для процессов сварки GMAW подходит для оцинкованных металлических листов.
Изображение предоставлено: Мати Нусерм, Shutterstock
Каковы преимущества использования DCEP?
- Более высокая скорость осаждения металла
- Низкое искажение
- Подходит для сварки алюминия и меди
- Мало дефектов
- Очиститель дуги
При сварке DCEP ⅔ тепла выделяется на электроде, а ⅓ приходится на пластины основного металла. Следовательно, сварочный стержень плавится быстрее, чем основная пластина, что приводит к увеличению скорости укладки металла.
По мере того, как электроны вытекают из металлических базовых пластин, удаляются излишки масла, пыли и оксидных слоев. Это процесс очистки от оксидов, который сводит к минимуму появление дефектов включения.
При сварке DCEP предпочтительны тонкие металлические листы, так как они имеют низкую температуру плавления и проплавление.
Каковы недостатки использования DCEP?
- Короткий срок службы электрода
- Низкая температура плавления
- Неполное сплавление
- Ограниченное использование (только для тонких пластин)
Случаи неполной инфузии происходят из-за того, что только ⅓ тепла концентрируется на пластинах из недрагоценных металлов. Ожидайте низкие уровни проплавления и необходимость в дополнительных усилениях во время процесса сварки.
В качестве альтернативы лучше всего использовать переменный или постоянный ток.
Часто задаваемые вопросы
Почему следует использовать экранированные электроды?
При дуговой сварке защитным металлом используется защищенный плавящийся электрод для предотвращения попадания кислорода и других газов в зону сварки.
Какой сварочный аппарат лучше всего подходит для обычных сварочных работ?
Рассмотрим сварочный аппарат, работающий как на постоянном, так и на переменном токе. Неважно, газомоторный это или электродуговой сварочный аппарат. Однако есть и другие важные аспекты, о которых следует помнить.
Сварка постоянным током имеет много преимуществ перед сваркой переменным током. У него мало простоев, легкий запуск, привлекательные сварные швы, меньше брызг, ровная дуга — лучший выбор для потолочной и вертикальной сварки.
DCEP обеспечивает лучшее проплавление при определенной силе тока, чем при сварке переменным током. DCEN подходит для сварки тонких металлических листов.
Каковы преимущества использования выхода переменного тока?
Сварка переменным током идеально подходит для сварки металлических основных материалов, намагниченных трением. Например, DC не работает на стальных металлических листах, которые постоянно трутся о воду или сено. Дуга магнитного поля может выдуть расплавленный металл из зоны сварки.
Переменный ток подходит для намагниченных металлов, потому что ток чередуется между полярностями. Это позволяет сваривать намагниченные детали.
Вывод
Мы надеемся, что вам было интересно узнать, что такое DCEP в сварке. Тип сварочного процесса, который вы применяете, и материалы будут определять результат сварки. Электрический ток влияет на результаты, поскольку генерируются разные уровни тепла. Уровень нагрева определяет привлекательность сварного шва.
Вы должны понимать преимущества, которые вы можете получить от процессов сварки DCEP и DCEN. Полярность играет важную роль в достижении желаемого результата сварки.
Вам также может понравиться:
- Что вызывает микропроколы при сварке? Причины и решения
- Как начать сварку трубопроводов: пошаговое руководство
- Как вступить в профсоюз сварщиков: плюсы, минусы и руководство
Авторы избранных изображений: Funtay, Shutterstock
- Для чего используется DCEN?
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Дуговая сварка в среде защитного металла (SMAW) – наплавка или корень
- Является ли 7018 DCEN или DCEP?
- Вы свариваете 7018 на переменном или постоянном токе?
- Какая полярность используется для 7018?
- Какой усилитель нужен для сварки с стержнями 7018?
- Почему DCEP Current используется для GMAW?
- Каковы преимущества использования DCEP?
- Каковы недостатки использования DCEP?
- Часто задаваемые вопросы
- Почему следует использовать экранированные электроды?
- Какой сварочный аппарат лучше всего подходит для общих сварочных работ?
- Каковы преимущества использования выхода переменного тока?
- Заключение
Руководство по сварке TIG — сварочные принадлежности West Country
Сварка нержавеющей стали
При сварке нержавеющей стали методом TIG в качестве присадочной проволоки можно использовать сварочные прутки с префиксами AWS-ASTM E или ER. Однако следует использовать только голые стержни без покрытия. Легкие металлы толщиной менее 1/16 дюйма (1,6 мм) всегда следует сваривать с помощью DCSP с использованием газа аргона. Соблюдайте обычные меры предосторожности при сварке нержавеющей стали, такие как: чистые поверхности; сухие электроды; используйте инструменты и щетки только из нержавеющей стали, сохраняйте нержавеющую сталь. от контакта с другими металлами.
| Датчик металла | Тип соединения | Размер вольфрама | Наполнительный стержень Размер | Размер чашки | Поток защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л/МН) | фунтов на квадратный дюйм | |||||||
| 1/16″ – 1,6 мм | БУТ | 1,6 мм | 1,6 мм | 4, 5, 6 | Аргон | 11 (5,5) | 20 | 80 – 100 | 12 дюймов |
| ФИЛЕ | 90 – 100 | 10 дюймов | |||||||
| 1/8″ – 3,2 мм | БУТ | 1,6 мм | 2,4 мм | 4, 5, 6 | Аргон | 11 (5,5) | 20 | 120 – 140 | 12 дюймов |
| ФИЛЕ | 130 – 150 | 10 дюймов | |||||||
3/16″ – 4,8 мм | БУТ | 2,4 мм | 3,2 мм | 5, 6, 7 | Аргон | 13 (6) | 20 | 19200 – 250 | 12 дюймов |
| ФИЛЕ | 2,4 мм, 3,2 мм | 225 – 275 | 10 дюймов | ||||||
| 1/4″ – 6,4 мм | БУТ | 3,2 мм | 4,8 мм | 8, 10 | Аргон | 13 (6) | 20 | 275 – 350 | 10 дюймов |
| ФИЛЕ | 300 – 375 | 8 дюймов | |||||||
Сварка низколегированной стали
Мягкие и низкоуглеродистые стали с содержанием углерода менее 0,30% и толщиной менее 1 дюйма (2,5 см), как правило, не требуют предварительного нагрева. Исключением из этого допущения является сварка соединений с сильными ограничениями. Эти соединения должны быть предварительно нагреты от 50 до 100 °F. (от 10 до 38°C), чтобы свести к минимуму усадочные трещины в основном металле.Низколегированные стали, такие как хромомолибденовые стали, будут иметь твердые зоны термического влияния после сварки, если температура предварительного нагрева слишком низкая.Это вызвано быстрым охлаждением металла. основного материала и формирование структур мартенситных зерен A от 200 до 400°F (93 до 204 °C) температура предварительного нагрева замедлит скорость охлаждения и предотвратит образование мартенситной структуры.
| Датчик металла | Тип соединения | Размер вольфрама | Наполнительный стержень Размер | Размер чашки | Поток защитного газа | Сварочные усилители | Скорость передвижения | ||
| Тип | CFH (Л/МН) | фунтов на квадратный дюйм | |||||||
| 1/16″ – 1,6 мм | БУТ | 1,6 мм | 1,6 мм | 4, 5, 6 | Аргон | 15 (7) | 20 | 95 – 135 | 15 дюймов |
| ФИЛЕЙ | 95 – 135 | 15 дюймов | |||||||
| 1/8″ – 3,2 мм | БУТ | 1,6 мм / 2,4 мм | 2,4 мм | 4, 5, 6 | Аргон | 15 (7) | 20 | 145 – 205 | 11 дюймов |
| ФИЛЕ | 145 – 205 | 11 дюймов | |||||||
3/16″ – 4,8 мм | БУТ | 2,4 мм | 3,2 мм | 7, 8 | Аргон | 16 (6,5) | 20 | 210 – 260 | 10 дюймов |
| ФИЛЕ | 210 – 260 | 10 дюймов | |||||||
| 1/4″ – 6,4 мм | БУТ | 3,2 мм | 4,0 мм | 8, 10 | Аргон | 18 (8,5) | 20 | 240 – 300 | 10 дюймов |
| ФИЛЕ | 240 – 300 | 10 дюймов | |||||||
Сварка алюминия
Использование сварки TIG для алюминия имеет много преимуществ как для ручных, так и для автоматических процессов. Присадочным металлом может быть проволока или стержень, и он должен быть совместим с основным сплавом. Присадочный металл должен быть сухим, без оксидов, жира или других посторонних веществ. Если присадочный металл становится влажным, нагревайте его в течение 2 часов при температуре 250°F (121°C) перед использованием. Несмотря на то, что ACHF рекомендуется, DCRP успешно работает до 3/32 дюйма (2,4 мм), DCSP с защитным газом гелием успешно используется в механизированных приложениях.
| Датчик металла | Тип соединения | Размер вольфрама | Наполнительный стержень Размер | Размер чашки | Поток защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л/МН) | фунтов на квадратный дюйм | |||||||
| 1/16″ – 1,6 мм | БУТ | 1,6 мм | 1,6 мм | 4, 5, 6 | Аргон | 15 (7) | 20 | 60 – 80 | 12 дюймов |
| ФИЛЕ | 70 – 90 | 10 дюймов | |||||||
| 1/8″ – 3,2 мм | БУТ | 2,4 мм | 2,4 мм / 3,2 мм | 6, 7 | Аргон | 17 (8) | 20 | 125 – 145 | 12 дюймов |
| ФИЛЕ | 2,4 мм/1,6 мм | 140 – 160 | 10 дюймов | ||||||
3/16″ – 4,8 мм | БУТ | 3,2 мм | 3,2 мм | 7, 8 | Аргон | 21 (10) | 20 | 195 – 220 | 11 дюймов |
| ФИЛЕ | 210 – 240 | 9 дюймов | |||||||
| 1/4″ – 6,4 мм | БУТ | 4,8 мм | 3,2 мм | 8, 10 | Аргон | 25 (12) | 20 | 260 – 300 | 10 дюймов |
| ФИЛЕ | 280 – 320 | 8 дюймов | |||||||
Сварка титана
Небольшие количества примесей, особенно кислорода и азота, вызывают охрупчивание расплавленного или горячего титана при температуре выше 500°F (260°C). Расплавленный металл шва в околошовных зонах должен быть защищен защитной оболочкой из инертного газа. Для титана требуется сильное положительное давление аргона или гелия в качестве резерва на корневой стороне сварного шва, а также длинный остающийся защитный хвост аргона для защиты металла во время охлаждения. Продувочные камеры и висячие экраны доступны в компании CK Worldwide для обеспечения качественных результатов.
| Датчик металла | Тип соединения | Размер вольфрама | Наполнительный стержень Размер | Размер чашки | Поток защитного газа | Сварочные усилители | Скорость перемещения | ||
| Тип | CFH (Л/МН) | фунтов на квадратный дюйм | |||||||
| 1/16″ – 1,6 мм | БУТ | 1,6 мм | Нет | 4, 5, 6 | Аргон | 15 (7) | 20 | 90 – 110 | 10 дюймов |
| ФИЛЕ | 110 – 150 | 8 дюймов | |||||||
| 1/8″ – 3,2 мм | БУТ | 2,4 мм | 1,6 мм | 5, 6, 7 | Аргон | 17 (8) | 20 | 190 – 220 | 9 дюймов |
| ФИЛЕ | 210 – 250 | 7 дюймов | |||||||
3/16″ – 4,8 мм | БУТ | 2,4 мм | 3,2 мм | 6, 7, 8 | Аргон | 21 (10) | 20 | 220 – 250 | 8 дюймов |
| ФИЛЕ | 240 – 280 | 7 дюймов | |||||||
| 1/4″ – 6,4 мм | БУТ | 3,2 мм | 3,2 мм | 8, 10 | Аргон | 25 (12) | 20 | 275 – 310 | 8 дюймов |
| ФИЛЕ | 290 – 340 | 7 дюймов | |||||||
Ускоренное обучение! Ваш персонал обучен и закодирован НАСТОЯЩИМ сварщиком!
УЗНАТЬ БОЛЬШЕ
Б/У МАШИНЫ
УЗНАТЬ БОЛЬШЕ
Сварочное оборудование в аренду
УЗНАТЬ БОЛЬШЕ
Нужен совет?
Предпочитаете говорить по телефону?
Звоните по телефону 0117 986 6006
Можно ли сваривать сталь с алюминием? – Сделай из металла
И алюминий, и сталь хорошо поддаются сварке. При сварке стали со сталью и алюминия с алюминием нет никаких проблем. Но что происходит, когда вам нужно пересечь границы и соединить эти непохожие металлы?
Можно ли сваривать сталь с алюминием? Сталь нельзя сваривать с алюминием с помощью традиционных методов сварки, таких как SMAW (дуговая сварка), GMAW (MIG) или GTAW (TIG). Однако есть некоторые обходные пути и альтернативы, которые могут обеспечить приемлемые результаты.
В этой статье я расскажу, какие процессы могут на самом деле соединять эти два непохожих материала, на что нужно обратить внимание и какие существуют практические альтернативы.
Содержание
Почему нельзя сваривать сталь с алюминием
Одна из основных причин, по которой вы не можете сваривать сталь с алюминием с помощью сварочного аппарата в вашем гараже, заключается в том, что температуры плавления между двумя металлами слишком экстремальны.
Просто ради разрешения любого спора, вот что происходит, когда вы пытаетесь сварить два металла вместе TIG:
В итоге я использовал стальной наполнитель. Алюминий под сталью начал таять еще до того, как сталь образовала лужу. Я компенсировал это, добавив тонну стального наполнителя, чтобы два материала соединились.
Алюминий плавится при температуре около 1200 градусов по Фаренгейту, а сталь плавится при температуре около 2700 градусов по Фаренгейту. Обычно это означает, что алюминий полностью расплавится еще до того, как сталь начнет светиться. Даже если вам удастся собрать металл, он не расплавится. Вы просто получите шарики стали, которые очень легко удерживаются грязным мусорным алюминием.
В результате получается «сварной шов», который лопается, если посмотреть на него неправильно. Смотри ниже.
Это буквально не требовало силы, чтобы развалиться. Несмотря на то, что это выглядело так, как будто материал слился воедино (здесь есть технический термин), металлы просто не сплавились.
Еще одна причина, по которой это не работает, заключается в том, что тепловое расширение алюминия и стали сильно различается. Алюминий будет расти примерно в два раза быстрее, чем сталь, когда он нагревается. Это означает, что по мере остывания металла место сварки может треснуть под нагрузкой.
Есть также куча других причин, по которым сварка стали с алюминием на самом деле не работает, например, разная теплопроводность, разные преобразования решетки, побочные выделения и другие научные вещи.
Дело в том, что его нельзя сваривать TIG, MIG или дуговой сваркой. Если только вы не используете биметаллические переходные вставки, т.е.
Биметаллические переходы
Это решение наиболее часто используется на кораблях, теплообменниках и трубопроводах.
По сути, это просто вставка, стальная с одной стороны и алюминиевая с другой. Они достаточно толстые, чтобы вы могли использовать обычную технику GMAW или GTAW и сваривать стальную сторону со сталью, а алюминиевую сторону с алюминием.
Эти вставки предварительно соединяются, как правило, методом горячей прокатки или горячей сварки давлением (сварка взрывом). Они действительно могут выдерживать удивительное усилие, а сварные соединения с этими вставками очень прочные. Согласно некоторым спецификациям MIL, эти склеенные вставки должны иметь как минимум 1/4 прочности на растяжение алюминия, хотя они часто приближаются к 1/2.
В этом видео очень хорошо показано, как происходит этот процесс сварки взрывом и что получается в результате этого процесса:
Если вам нужно сварить алюминий со сталью, это, вероятно, ваш лучший выбор.
Обратная сторона?
Их почти невозможно найти, если вы работаете в небольшой мастерской или любители. Это специальные продукты, которые обычно изготавливаются на заказ и очень дороги, с огромным минимальным объемом заказа.
Алюминирование
Это слово придумал не я. Алюминированная сталь — это металл, который чаще всего подвергается процессу горячего погружения в алюминиево-кремниевый сплав. Есть и другие способы сделать это, например, гальваническое покрытие, но метод горячего погружения является наиболее распространенным.
Это непрактичный способ сварки больших кусков стали с большими кусками алюминия.
Причина, по которой я поднимаю этот вопрос, заключается в том, что, похоже, в Интернете циркулирует некоторая дезинформация по этому поводу. Есть несколько сайтов, где говорится, что вы можете приварить алюминиевый блок к куску алюминированной стали. Вы не можете. Все, что вы можете сделать, это приварить алюминированную сталь к обычной стали.
Причина в том, что при нагревании до температуры, достаточной для расплавления стали под ним, тонкое алюминиевое покрытие уже давно сгорело. Это просто не работает.
Пайка
Чтобы было ясно, для этого требуются определенные навыки. Пайка может быть возможным решением, когда вам нужно что-то вроде сварки для соединения стали с алюминием.
Однако пайка будет не имеют прочность, сравнимую со сваркой взрывом. Вам понадобится большая площадь поверхности, чтобы детали склеились, а прочная механическая посадка будет иметь большое значение для предотвращения развала вещей.
Предполагая, что вы уже знакомы с тем, как работает пайка, вот общий обзор того, как это сделать:
- Начните со смачивания стали припоем с содержанием серебра 56%.
- Используйте алюминиевый припой, такой как Aluxcor 4047, для соединения алюминия со сталью, контактирующей со средой
Вы, вероятно, получите гораздо лучшие результаты при использовании этого двухэтапного метода, чем при одностадийном процессе пайки. Для одноступенчатой пайки сам припой на самом деле довольно мягкий, и вы не получите такой большой удерживающей силы.
Склеивание
Хотя это не обеспечит особенно прочного соединения, использование эпоксидной смолы или другого связующего вещества может вам помочь.
Опять же, вам нужна большая площадь поверхности, чтобы это работало должным образом, но старый добрый тюбик JB Weld может быть всем, что вам нужно для выполнения работы. Убедитесь, что вы действительно уделяете время тщательной очистке обеих частей, и в идеале сотрите склеиваемые поверхности для большей удерживающей способности.
Есть и более дорогие продукты. Промышленные конструкционные эпоксидные смолы 3M великолепны, но они могут быть дорогими и часто имеют длительное время отверждения.
Механическое крепление
Если это возможно, используйте только механическое крепление. Самый простой способ соединить алюминий со сталью — это просто сходить в скобяной магазин.
Используете ли вы болты, заклепки, фальцованные швы или что-то еще, что вам по душе, механическое крепление, безусловно, является лучшим, самым дешевым, быстрым и простым способом соединения разнородных материалов.
Гальваническая коррозия
Это одна вещь, о которой вы должны знать, когда работаете со сталью и алюминием.
Обычно сталь подвержена коррозии, а алюминий обычно считается коррозионностойким.
Соедините два металла вместе и добавьте соленую воду, и вы заметите значительную коррозию алюминия. Это связано с гальванической коррозией.
Необычное объяснение: сталь действует как катод, а алюминий — как анод, а электролит (например, соленая вода) обеспечивает миграцию ионов. Это приводит к окислению анода (алюминия).
Понятное объяснение: алюминий будет подвергаться коррозии в месте контакта со сталью, если он находится в соленой воде.
Во многих приложениях это не имеет большого значения. Однако, если в окружающей среде есть соль (включая дорожную соль на автомобилях), вы можете столкнуться с проблемами.
Обходной путь состоит в том, чтобы изолировать два материала краской или куском пластика, чтобы предотвратить прохождение электрического тока между ними. Вы можете использовать тестер непрерывности на мультиметре, чтобы убедиться, что вы правильно изолировали металлы.
Исправление графита: внутри новейшей зависимости Китая от сырьевых товаров
Маноло Серапио-младший, Том Дейли состояния крупных производителей, таких как Fangda Carbon, поскольку заводы повсюду ищут материал, которого сейчас не хватает.
ФОТОГРАФИЯ: Рабочий наблюдает за расплавленной сталью в электродуговой печи на сталелитейном заводе Store Steel in Store, Словения, 17 ноября 2016 г. REUTERS/Srdjan Zivulovic/File Photo
Кампания Пекина за более чистое небо закрыла тысячи заводов и шахт, производящих низкокачественную сталь и уголь, не пощадили и производителей электродов, особенно вблизи крупных городов.
Графитированные электроды используются для плавки лома в электродуговых печах для производства новой стали. Их основным ингредиентом является ценный игольчатый кокс, названный так из-за его формы, который производится либо из нефти, либо из каменноугольной смолы.
Поскольку Китай ужесточил гайки на загрязняющих окружающую среду промышленных предприятиях, около 30 процентов его производственных мощностей по производству графитированных электродов были закрыты, а некоторые провинции ограничили производство, говорит Дон Брукс, консультант CRU.
«Это просто довольно загрязняющая промышленность, поэтому фабрики, расположенные рядом с крупными городскими районами, пострадали от экологических ограничений», — сказал Брукс агентству Reuters.
Но это время бума для крупных игроков, которые выжили, включая Fangda Carbon New Material, крупнейшего производителя графитовых электродов в Китае.
Акции компании являются наиболее прибыльными на Шанхайской фондовой бирже с годовым приростом в 263 процента, а чистая прибыль за первое полугодие выросла до 412 миллионов юаней (63 миллиона долларов) с 15 миллионов юаней год назад. Аналитики ожидают, что только ее июльская прибыль превзойдет эту цифру, поскольку цены на графитовые электроды стремительно растут.
В этом году цены выросли почти в девять раз до 107 250 юаней (16 330 долларов США) за тонну в Китае из-за нехватки игольчатого кокса, который сократил доступность в других местах. Во всем мире спотовые цены на графитированные электроды подскочили еще больше, примерно до 35 000 долларов за тонну, поскольку китайские поставки иссякли.
«Мы не можем обработать все запросы из-за нехватки поставок», — сказал крупный азиатский производитель графитовых электродов, который продает свою продукцию в Южную Корею, Японию, США и Европу. «Есть огромные запросы, но мы даже не можем установить цену, потому что у нас нет электрода для продажи».
В качестве основного нагревательного элемента в электродуговой печи (ЭДП) для производства одной тонны стали требуется 2-3 кг графитовых электродов. Производители говорят, что на изготовление этих электродов уходит до шести месяцев.
Сталелитейщики обычно покупают графитированные электроды по годовым контрактам, но теперь поставщики указывают цены только на шесть месяцев, сказал азиатский производитель. «С ростом цен никто не хочет придерживаться сегодняшних цен в течение года», — сказал он.
В Китае около 300 000 тонн производственных мощностей по производству графитовых электродов были закрыты со второй половины 2016 года из-за экологических проблем, говорится в отчете CRU Brooks.
Это почти 30 процентов от общей мощности Китая, сказала она, добавив, что провинции Хэнань и Шаньдун ограничили производство графитовых электродов на 20 процентов.
Закрытие в июне более дешевых, но более загрязняющих окружающую среду индукционных печей подтолкнуло многих китайцев к переходу на ЭДП, но ограниченное предложение графитового электрода остановило эти планы.
Помимо графитовых электродов, игольчатый кокс используется для изготовления литий-ионных аккумуляторов, используемых в телефонах и электромобилях, что еще больше увеличивает доступность для сталелитейного сектора. Нефтяной кокс, разновидностью которого является игольчатый кокс, также широко используется в алюминиевой промышленности для изготовления катодов, играющих ключевую роль в процессе плавки.
Производство игольчатого кокса ограничено несколькими поставщиками, крупнейшими из которых являются крупнейшая нефтяная компания США ConocoPhillips и японская C-Chem Co Ltd. Большинство нефтеперерабатывающих заводов не производят игольчатый кокс, потому что на его производство уходит больше времени, чем на более традиционные формы нефтяного кокса, считают аналитики. сказать.
В Китае, где большая часть игольчатого кокса производится из металлургического кокса, более строгие экологические нормы привели к закрытию многих заводов, сообщил представитель CNPC Jinzhou Petrochemical, крупного китайского производителя игольчатого кокса.
CNPC Jinzhou не планирует расширять производство, добавил он. Компания Fangda, у которой есть собственный завод по производству игольчатого кокса мощностью 60 000 тонн в год, не ответила на запросы о комментариях.
Жесткие меры со стороны предложения «затрагивают всю цепочку поставок — поставщики сырья не могут удовлетворить спрос со стороны производителей электродов, а сталелитейные заводы по всему миру обеспокоены тем, что к концу года у них закончатся сменные электроды, — сказал Брукс.
«Мы слышали, что в настоящее время существует годовой период ожидания электродов от производителей».
Крупнейший филиппинский производитель стали Steel Asia Manufacturing Corp, которая управляет электродуговой печью мощностью 500 000 тонн и закупает высококачественные графитовые электроды в Японии, сталкивается с трудностями в обеспечении безопасности материала. Компания рассматривала возможность закупки в Китае.
«Цена растет, поэтому трудно найти источник», — сказал вице-президент Steel Asia Роберто Кола, добавив, что компания обычно имеет запасы электродов на три-четыре месяца.
Нехватка также ощущается в Европе, где Европейский Союз ежегодно потребляет около 226 000 тонн графитированных электродов. Более 60 процентов электродов меньшего размера поставляются из Китая.
«Поскольку китайские поставки игольчатого кокса и графита отсутствуют на рынке, существует явная нехватка обоих материалов», — заявил в понедельник генеральный директор Европейской ассоциации производителей стали Аксель Эггерт.
Репортаж Маноло Серапио-младшего в МАНИЛЕ и Тома Дейли в ПЕКИНЕ; Дополнительный отчет Мую Сюй в ПЕКИНЕ; Под редакцией Ричарда Пуллина
Как работает литий-ионный аккумулятор?
Литий-ионный аккумулятор 3,7 В (AlexLMX, iStockphoto)
Литий-ионный аккумулятор 3,7 В (AlexLMX, iStockphoto)
Бекки Чепмен
Удобочитаемость
8.16
Как это согласуется с моей учебной программой?
| Марка | Курс | Тема |
|---|
АВ
Химия 30 (2007 г. , обновление 2014 г.)
12
Раздел B: Электрохимические изменения
AB Наука о знаниях и трудоустройстве 8, 9(пересмотрено в 2009 г.) 9 Модуль D: Электрические принципы и технологии
AB Наука 20 (2007 г., обновлено в 2014 г.) 11 Блок A: химические изменения
AB Наука 7-8-9 (2003 г., обновлено в 2014 г.) 9 Модуль D: Электрические принципы и технологии
МБ Химия 12 класс (2013) 12 Тема 1: Реакции в водных растворах
MB Химия 12 класс (2013) 12 Тема 6: Электрохимия
NB Chimie 12e Année – 52411 (версия 2009 г.) (только на французском языке) 12 5. Электрохимия
NL Химия 3202 (2005) 12 Модуль 4: Электрохимия
Н.С. Химия 12 (2009, 2019) 12 Электрохимия
НТ Химия 30 (Альберта, 2007 г., обновлено в 2014 г.) 12 Раздел B: Электрохимические изменения
NT Наука о знаниях и трудоустройстве 9 (Альберта, редакция 2009 г.) 9 Раздел D: Электрические принципы и технологии
NT
Science 20 (Альберта, 2007 г., обновлено в 2014 г. )
11
Модуль A: Химические изменения
NT Наука 9 (Альберта, 2003 г., обновлено в 2014 г.) 9 Модуль D: Электрические принципы и технологии
NU Химия 30 (Альберта, 2007 г., обновлено в 2014 г.) 12 Раздел B: Электрохимические изменения
НУ Наука о знаниях и трудоустройстве 9 (Альберта, редакция 2009 г.) 9 Модуль D: Электрические принципы и технологии
NU Science 20 (Альберта, 2007 г., обновлено в 2014 г.) 11 Блок A: химические изменения
NU Наука 9 (Альберта, 2003 г., обновлено в 2014 г.) 9 Раздел D: Электрические принципы и технологии
ON Химия, 12 класс, Колледж (СЧ5С) 12 Нить D: Электрохимия
ON Химия, 12 класс, университет (СЧ5У) 12 Нить F: Электрохимия
ON Наука 9 классАкадемический (SNC1D) (2008) 9 Strand E: Характеристики электричества
ON Прикладные науки 9 класса (SNC1P) 9 Strand E: электрические приложения
PE Химия 621А (проект 2021 г.) 12 Знание содержания: CK 4.1, 4.2
PE
Химия 621А (проект 2021 г. )
12
Знание содержания: CK 4.3
SK Химия 30 (2016) 12 Электрохимия
СК Наука 9 (2009) 9 Физические науки – характеристики электричества (CE)
YT Химия 12 (Британская Колумбия, июнь 2018 г.) 12 Большая идея: Окисление и восстановление — это взаимодополняющие процессы, включающие приобретение или потерю электронов.
Узнайте об электрохимии в батареях, питающих многие устройства, которыми вы пользуетесь каждый день.
Представьте себе мир без литий-ионных аккумуляторов (часто называемых литий-ионными аккумуляторами или LIB ). Нужна помощь? Мобильные устройства не будут выглядеть так, как сейчас. Представьте огромные, тяжелые сотовые телефоны и ноутбуки. Также представьте себе, что обе эти вещи настолько дороги, что их могут позволить себе только очень богатые люди. То, что вы представляете, это 1980-е годы. Страшно, не так ли?
Знаете ли вы?
Литий-ионные аккумуляторы были впервые изготовлены компанией SONY в 1991 году.
Литий-ионные аккумуляторы стали неотъемлемой частью нашей мобильной культуры. Они обеспечивают питание большей части технологий, которые использует наше общество.
Из каких частей состоит литий-ионный аккумулятор?
Аккумулятор состоит из нескольких отдельных элементов , соединенных друг с другом. Каждая ячейка содержит три основные части: положительная 9Электрод 0005 (катод ), отрицательный электрод (анод ) и жидкий электролит .
Части литий-ионной батареи (© Let’s Talk Science, 2019, на основе изображения ser_igor через iStockphoto). Точно так же, как сухие щелочные батареи, используемые, например, в часах и пультах дистанционного управления телевизором, литий-ионные батареи обеспечивают питание за счет движения ионов. Литий чрезвычайно реактивен в своей элементарной форме. Вот почему в литий-ионных батареях не используется элементарный литий. Вместо этого литий-ионные батареи обычно содержат оксид лития-металла, такой как оксид лития-кобальта (LiCoO 2 ). Это поставляет литий-ионы. Оксиды лития-металла используются в катоде, а соединения лития-углерода – в аноде. Эти материалы используются, потому что они допускают интеркаляцию. Интеркаляция означает, что молекулы способны вставлять что-то в себя. В этом случае ионы лития могут легко входить и выходить из структуры электродов.
Какой химический состав используется в литий-ионных батареях?
Внутри литий-ионного аккумулятора происходят реакции окисления-восстановления (ОВП).
Восстановление происходит на катоде. Там оксид кобальта соединяется с ионами лития с образованием оксида лития-кобальта (LiCoO 2 ). Полуреакция:
CoO 2 + Li + + e – → LiCoO 2
Окисление происходит на аноде. Там интеркаляционное соединение графита LiC 6 образует графит (C 6 ) и ионы лития. Полуреакция:
LiC 6 → C 6 + Li + + e –
Вот полная реакция (слева направо = разрядка, справа налево = зарядка):
LiC 6 + CoO 8 2 3 C5 6 + LiCoO 2
Как происходит перезарядка литий-ионного аккумулятора?
Когда литий-ионный аккумулятор вашего мобильного телефона питает его, положительно заряженные ионы лития (Li+) перемещаются от отрицательного анода к положительному катоду. Они делают это, перемещаясь через электролит, пока не достигнут положительного электрода. Там они депонируются. Электроны, с другой стороны, движутся от анода к катоду.
Иллюстрация – текстовая версия
При использовании батареи ионы лития перетекают от анода к катоду, а электроны – от катода к аноду.
При зарядке литий-ионного аккумулятора происходит прямо противоположный процесс. Ионы лития возвращаются от катода к аноду. Электроны движутся от анода к катоду.
Что происходит с литий-ионным аккумулятором при зарядке (© Let’s Talk Science, 2019, на основе изображения ser_igor через iStockphoto).Иллюстрация — текстовая версия
При зарядке батареи ионы лития перетекают от катода к аноду, а электроны — от анода к катоду.
Пока ионы лития совершают путь от одного электрода к другому, существует постоянный поток электронов. Это обеспечивает энергию для поддержания работы вашего устройства. Так как этот цикл может повторяться сотни раз, этот тип батареи составляет перезаряжаемый .
Знаете ли вы?
Иногда литий-ионные аккумуляторы называют «аккумуляторами кресла-качалки». Это связано с тем, что ионы лития «качаются» между электродами.
Чем хороши литий-ионные аккумуляторы для мобильных технологий?
Все просто. литий-ионные аккумуляторы имеют самую высокую плотность заряда среди всех сопоставимых систем. Это означает, что они могут дать вам тонну энергии, не будучи очень тяжелыми.
Это происходит по двум причинам. Во-первых, литий — самый электроположительный элемент из . Электроположительность – это мера того, насколько легко элемент может отдавать электроны для образования положительных ионов. Другими словами, это мера того, насколько легко элемент может производить энергию. Литий очень легко теряет электроны. Это означает, что он может легко производить много энергии.
Литий также является самым легким из всех металлов. Как вы уже знаете, интеркаляционные материалы используются в качестве электродов в литий-ионных батареях вместо настоящего металлического лития. Тем не менее, эти батареи весят намного меньше, чем батареи других типов, в которых используются такие металлы, как свинец или никель.
Существуют ли какие-либо риски при использовании литий-ионных аккумуляторов?
Хотя эти аккумуляторы впечатляют, у них есть и недостатки. Самая большая жалоба заключается в том, что они довольно быстро изнашиваются независимо от того, используете вы их или нет. Типичная литий-ионная батарея прослужит около 2-3 лет, прежде чем ее придется заменить. Это может дорого обойтись! Производство и утилизация литий-ионных аккумуляторов также оказывает большое влияние на окружающую среду, поэтому чем дольше прослужат эти аккумуляторы, тем лучше.
Как вы узнали, литий чрезвычайно реактивен. Когда производители производят литий-ионные аккумуляторы, они должны принимать определенные меры предосторожности, чтобы аккумуляторы были безопасными в использовании. Однако вы, возможно, слышали о некоторых электронных устройствах, таких как ноутбуки или сотовые телефоны, которые загораются из-за батарей. Хотя это может быть хорошим оправданием для того, чтобы не сдать свое эссе по английскому языку вовремя, это довольно опасная ситуация. В целях безопасности литий-ионные аккумуляторы содержат сепаратор. Это предотвращает соприкосновение электродов элементов батареи друг с другом. Но если этот сепаратор порвется или повредится, электроды могут соприкоснуться. Это может вызвать сильное накопление тепла. Если это накопление тепла производит искру, высоко горючий электролит может загореться.
Как только пламя возникнет в одной камере, оно может быстро распространиться на другие. И прежде чем вы это узнаете, ваш ноутбук превратится в лужу расплавленного пластика. Накопление тепла также может привести к очень быстрому повышению давления в вашем ноутбуке и БУМ!
Однако не стоит слишком беспокоиться. Эти события очень редки. На самом деле литий-ионные аккумуляторы очень безопасны. Кроме того, сейчас проводится много исследований по улучшению каждой части этих батарей. Например, исследователи создали жидкий электролит, который при попадании на него превращается в твердое вещество. Это предотвратит нагрев или возгорание батарей в случае их повреждения! Вскоре литий-ионные батареи станут еще безопаснее, прослужат дольше и будут стоить еще дешевле.
Знаете ли вы?
Большинство электромобилей работают на литий-ионных батареях. Мы начинаем видеть все больше и больше автомобилей, которые подключаются к сети вместо того, чтобы заправляться бензином!
Отправные точки
Подключение и взаимосвязь
- Кто-нибудь из ваших знакомых попадал в аварию с литий-ионными батареями? Что случилось?
- У вас есть устройство с литий-ионным аккумулятором? Приходилось ли вам менять аккумулятор из-за того, что он износился?
- Если бы была разработана более безопасная альтернатива литий-ионным батареям, но она стоила бы дороже, согласились бы вы платить больше?
Подключение и взаимосвязь
- Кто-нибудь из ваших знакомых попадал в аварию с литий-ионными батареями? Что случилось?
- У вас есть устройство с литий-ионным аккумулятором? Приходилось ли вам менять аккумулятор из-за того, что он износился?
- Если бы была разработана более безопасная альтернатива литий-ионным батареям, но она стоила бы дороже, согласились бы вы платить больше?
Связь науки и техники с обществом и окружающей средой
- Литий-ионные батареи стали нормой для большинства электронных устройств, однако проблемы все еще сохраняются, особенно в отношении безопасности. Должны ли производители быть вынуждены брать на себя ответственность за любые несчастные случаи, происходящие с производимыми ими устройствами, или следует ожидать, что люди будут «использовать их на свой страх и риск»?
Связь науки и техники с обществом и окружающей средой
- 9Литий-ионные аккумуляторы 0145 стали нормой для большинства электронных устройств, однако проблемы по-прежнему сохраняются, особенно в отношении безопасности. Должны ли производители быть вынуждены брать на себя ответственность за любые несчастные случаи, происходящие с производимыми ими устройствами, или следует ожидать, что люди будут «использовать их на свой страх и риск»?
Изучение концепций
- Почему литий является хорошим выбором для аккумуляторной батареи?
- В каком направлении движутся ионы лития при использовании батареи? В каком направлении движутся ионы лития при зарядке аккумулятора?
- Какова роль электролита? Литий-ионные аккумуляторы
- являются «перезаряжаемыми», как и свинцовые аккумуляторы в вашем автомобиле. Сравните, как они работают.
Изучение концепций
- Почему литий является хорошим выбором для аккумуляторной батареи?
- В каком направлении движутся ионы лития при использовании батареи? В каком направлении движутся ионы лития при зарядке аккумулятора?
- Какова роль электролита? Литий-ионные аккумуляторы
- являются «перезаряжаемыми», как и свинцовые аккумуляторы в вашем автомобиле. Сравните, как они работают.
Медиаграмотность
- Задумывались ли вы когда-нибудь о том, сколько энергии батареи используется в медицинских устройствах? (например, внешний дефибриллятор, слуховые аппараты, хирургический электроинструмент, глюкометр или инфузионный насос). Найдите в статьях СМИ любые сообщения о выходе из строя литий-ионного аккумулятора в этих устройствах. Каковы некоторые из серьезных проблем, связанных с отказом батареи в медицинских устройствах?
Медиаграмотность
- Задумывались ли вы когда-нибудь о том, сколько энергии батареи используется в медицинских устройствах? (например, внешний дефибриллятор, слуховые аппараты, хирургический электроинструмент, глюкометр или инфузионный насос). Найдите в статьях СМИ любые сообщения о выходе из строя литий-ионного аккумулятора в этих устройствах. Каковы некоторые из серьезных проблем, связанных с отказом батареи в медицинских устройствах?
Рекомендации по обучению
- Эта статья может быть использована для преподавания и изучения химии, техники и технологий, связанных с электрохимией и накоплением энергии. Введенные понятия включают литий-ионные батареи, элемент, электрод, электролит, перезаряжаемые, группа (Периодическая таблица), интеркаляционные материалы, плотность заряда, электроположительные, сепараторные и воспламеняющиеся.
- Прежде чем читать эту статью, учителя могут предложить учащимся заполнить бланк допуска. Загрузите готовые к использованию воспроизводимые материалы с использованием стратегии обучения Admit Slip для этой статьи в форматах [Google doc] и [PDF].
- После прочтения статьи учителя могут предложить учащимся сравнить положительные и отрицательные стороны литий-ионных аккумуляторов с помощью органайзера «За и против». Готовые к использованию воспроизводимые стратегии обучения Pros & Cons Organizer доступны в форматах [Google doc] и [PDF].
- Чтобы узнать больше, учителя могут предложить учащимся провести исследование по истории и разработке аккумуляторных батарей. Используя стратегию обучения BYO (Build Your Own) Хронология, учащиеся могут создать временную шкалу, которая выделяет основные инновации и их значимость с течением времени. Готовая форма поддержки планирования временной шкалы BYO для этой стратегии доступна в форматах [Google doc] и [PDF].
Рекомендации по обучению
- Эта статья может быть использована для преподавания и изучения химии, техники и технологий, связанных с электрохимией и накоплением энергии. Введенные понятия включают литий-ионные батареи, элемент, электрод, электролит, перезаряжаемые, группа (Периодическая таблица), интеркаляционные материалы, плотность заряда, электроположительные, сепараторные и воспламеняющиеся.
- Прежде чем читать эту статью, учителя могут предложить учащимся заполнить бланк допуска.