Расход электродов на тонну металла калькулятор: Расчет расхода электродов на 1 метр шва — таблица и калькулятор
alexxlab | 18.05.1987 | 0 | Разное
калькулятор нормы для тонны металлоконструкций – Расходники и комплектующие на Svarka.guru
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
Содержание
- 1 От чего зависит?
- 2 Практический и теоретический расчеты
- 3 Погрешности
- 4 Формулы, используемые при расчетах. Поправочные коэффициенты
- 5 Сколько размещается в 1 кг?
- 6 Расход на тонну металлоконструкции
- 7 При сварке труб
- 8 Снижение затрат
- 9 Заключение
От чего зависит?
Затраты на электроды, сварочную проволоку и т. п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox id=’alert’]Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.

- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
В зависимости от типа расходников ее принимают:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
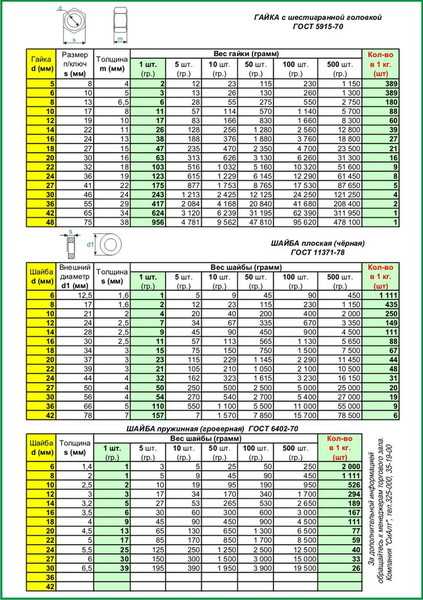
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.

Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
[stextbox id=’info’]Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».[/stextbox]
Заключение
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| 1 | 0 | 0,02 |
1.5 | 0,5 | 0,02 | |
2 | 1 | 0,03 | |
3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 |
5 | 2 | 0,16 | |
6 | 2,5 | 0,21 | |
7 | 3 | 0,28 | |
| 1 | 0 | 0,02 |
1,5 | 0,5 | 0,03 | |
2 | 1 | 0,04 | |
3 | 1,5 | 0,07 | |
Горизонтальное | 4 | 2 | 0,17 |
5 | 2,5 | 0,20 | |
6 | 3 | 0,25 | |
7 | 3 | 0,33 | |
Потолочное | 4 | 2 | 0,08 |
5 | 2 | 0,13 | |
6 | 2,5 | 0,14 | |
7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
5 | 12,5 | 0,10 | 0,11 | 0. | 0,13 |
6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
 11
11Тавровые соединения
масса наплавленного металла, кг/1 м шва
Толщина металла, мм | Площадь сечения шва, мм2 | ||||
2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
3 | 9 | 0,08 | 0,10 | 0,09 | 0. |
3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
11 | 121 | 1,03 | 1,08 | 1. | 1,23 |
12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
 09
09 12
12V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
Толщина металла, мм | Зазор, мм |
|
|
|
|
|
4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
14 | 2 | 0,86 | 1,02 | 1. | 1,60 | 1,17 |
15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
 34
34Первый и подварочный проход при сварке V-образного соединения
Положение шва | Толщина, мм | Масса наплавленного металла, кг / 1м шва | Диаметр электрода, мм |
Нижнее | 6-12 | 0,10 | 3,0 |
Нижнее | > 12 | 0,15 | 4,0 |
Вертикальное | > 8 | 0,15 | 3,0 |
Горизонтальное | > 8 | 0,15 | 3,0 |
Потолочное | >10 | 0,10 | 3,0 |
‹ Расход электродов Содержание Примерное соответствие отечественных электродов зарубежным ›
Расход электродов на 1 м шва калькулятор
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет. При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
Важно! Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».
Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.
Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
(1) НЭ = GЭ * LШ;
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)
(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают: Величину mн – вес (массу) наплавленного металла, определяют по формуле:
- 7,5 гр/см3 (7500 кг/м3) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см3 (7850 кг/м3), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см2. Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Пример
Чтобы легче применять все формулы на практике, рассмотрим пример.
Давайте вычислим количество использования сварной проволоки в работе полуавтоматом, если рабочим материалом будет сталь.
Чтобы правильно произвести расчет, первым шагом будет определение массы наплавки на шве. Используем формулу G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
Далее приступим к главной величине с помощью формулы N=G*К
N = 0,043 * 1 = 0,043
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR2. Полученный результат перемножаем с объемным весом стали 7,85 гр/см3.
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Влияющие факторы
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Расход на тонну металлоконструкции
На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл.
1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Читать также: Можно ли перфоратором мешать раствор
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)
Норма расхода электродов на 1 стык
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Смотрите остальные таблицы норм расxода: Нормы ВСН-452-84 >>>
Таблица 05. Норма расхода электродов нa 1 стык.
| Размеры трубы, мм | ll | Масса наплавленного металла, кг | | | Электроды пo группам, кг | ll | Код стрoки | ||||||||
| ll | | | I I | I I I | | | I V | l | V | | | V I | ll | ||||
| 45 ´ 3 | ll | 0,027 | | | 0,06 | l | 0,054 | | | 0,058 | l | 0,061 | | | 0,064 | ll | 1 |
| 45 ´ 4 | ll | 0,034 | | | 0,062 | l | 0,066 | | | 0,07 | l | 0,074 | | | 0,079 | ll | 2 |
| 57 ´ 3 | ll | 0,035 | | | 0,064 | l | 0,069 | | | 0,073 | l | 0,077 | | | 0,082 | ll | 3 |
| 57 ´ 4 | ll | 0,044 | | | 0,079 | l | 0,085 | | | 0,09 | l | 0,095 | | | 0,1 | ll | 4 |
| 76 ´ 5 | ll | 0,077 | | | 0,14 | l | 0,149 | | | 0,158 | l | 0,168 | | | 0,177 | ll | 5 |
| 89 ´ 6 | ll | 0,13 | | | 0,235 | l | 0,251 | | | 0,266 | l | 0,282 | | | 0,298 | ll | 6 |
| 108 ´ 6 | ll | 0,158 | | | 0,287 | l | 0,306 | | | 0,325 | l | 0,344 | | | 0,363 | ll | 7 |
| 133 ´ 6 | ll | 0,195 | | | 0,354 | l | 0,377 | | | 0,401 | l | 0,425 | | | 0,448 | ll | 8 |
| 133 ´ 8 | ll | 0,268 | | | 0,483 | l | 0,516 | | | 0,548 | l | 0,58 | | | 0,613 | ll | 9 |
| 159 ´ 6 | ll | 0,234 | | | 0,424 | l | 0,453 | | | 0,481 | l | 0,509 | | | 0,537 | ll | 10 |
| 159 ´ 8 | ll | 0,32 | | | 0,58 | l | 0,619 | | | 0,658 | l | 0,697 | | | 0,735 | ll | 11 |
| 219 ´ 6 | ll | 0,323 | | | 0,586 | l | 0,625 | | | 0,664 | l | 0,703 | | | 0,742 | ll | 12 |
| 219 ´ 8 | ll | 0,442 | | | 0,803 | l | 0,856 | | | 0,91 | l | 0,963 | | | 1,017 | ll | 13 |
| 219 ´ 10 | ll | 0,599 | | | 1,088 | l | 1,16 | | | 1,233 | l | 1,305 | | | 1,376 | ll | 14 |
| 219 ´ 12 | ll | 0,787 | | | 1,428 | l | 1,523 | | | 1,619 | l | 1,714 | | | 1,809 | ll | 15 |
| 273 ´ 8 | ll | 0,553 | | | 1,003 | l | 1,071 | | | 1,138 | l | 1,205 | | | 1,272 | ll | 16 |
| 273 ´ 10 | ll | 0,75 | | | 1,361 | l | 1,452 | | | 1,542 | l | 1,633 | | | 1,724 | ll | 17 |
| 273 ´ 12 | ll | 0,985 | | | 1,788 | l | 1,907 | | | 2,026 | l | 2,145 | | | 2,265 | ll | 16 |
| 273 ´ 15 | ll | 1,592 | | | 2,89 | l | 3,082 | | | 3,275 | l | 3,467 | | | 3,66 | ll | 19 |
| 325 ´ 8 | ll | 0,659 | | | 1,196 | l | 1,276 | | | 1,357 | l | 1,436 | | | 1,516 | ll | 20 |
| 325 ´ 10 | ll | 0,894 | | | 1,623 | l | 1,731 | | | 1,839 | l | 1,947 | | | 2,055 | ll | 21 |
| 325 ´ 12 | ll | 1,175 | | | 2,133 | l | 2,275 | | | 2,417 | l | 2,559 | | | 2,701 | ll | 22 |
| 325 ´ 15 | ll | 1,902 | | | 3,453 | l | 3,683 | | | 3,913 | l | 4,144 | | | 4,374 | ll | 23 |
| 377 ´ 8 | ll | 0,765 | | | 1,389 | l | 1,482 | | | 1,576 | l | 1,667 | | | 1,76 | ll | 24 |
| 377 ´ 10 | ll | 1,039 | | | 1,885 | l | 2,01 | | | 2,136 | l | 2,261 | | | 2,387 | ll | 25 |
| 377 ´ 12 | ll | 1,365 | | | 2,478 | l | 2,643 | | | 2,808 | l | 2,973 | | | 3,138 | ll | 26 |
| 377 ´ 15 | ll | 2,211 | | | 4,013 | l | 4,281 | | | 4,548 | l | 4,816 | | | 5,083 | ll | 27 |
| 426 ´ 10 | ll | 1,175 | | | 2,132 | l | 2,274 | | | 2,416 | l | 2,558 | | | 2,7 | ll | 28 |
| 426 ´ 12 | ll | 1,545 | | | 2,804 | l | 2,99 | | | 3,177 | l | 3,364 | | | 3,551 | ll | 29 |
| 426 ´ 16 | ll | 2,759 | | | 4,991 | l | 5,324 | | | 5,655 | l | 5,988 | | | 6,321 | ll | 30 |
| 465 ´ 18 | ll | 3,598 | | | 6,531 | l | 6,966 | | | 7,401 | l | 7,836 | | | 8,271 | ll | 31 |
Еще одни нормы расxода: Нормы ВСН-416-81 >>>
Другие страницы по теме:
- Нормы расхода топлива (Украина).

- Таблица 2 — нормы расхода электродов на 1 метр сварочного шва.
- Таблица 3 — норма электродов на 1 стык труб (С18 -соединения вертикальных стыков трубопроводов).
- Таблица 4 — норма электродов на 1 метр шва
- Таблица 6 — нормы расхода на 1 метр шва (С5 — Соединения вертикальных стыков трубопроводов).
- Таблица 7 — нормы расхода на 1 стык (С5 — Соединения вертикальных стыков трубопроводов).
- Таблица 8 — нормы расхода электродов на 1 метр шва (С10 — Соединения горизонтальных стыков трубопроводов).
- < Нормы расхода электродов — Таблица 6 из ВСН 452-84
- Нормы расхода электродов — Таблица 4 из ВСН 452-84 >
Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе.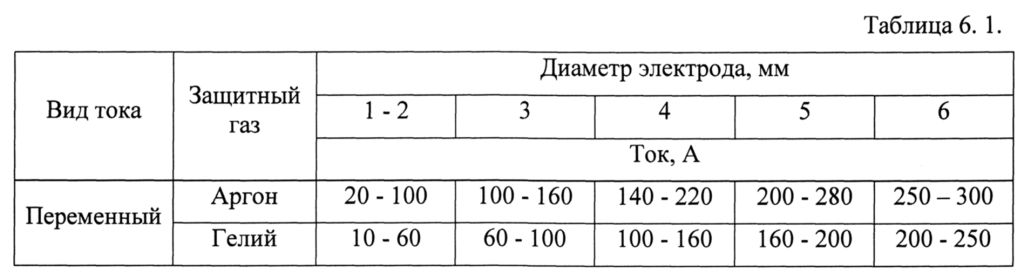 Здесь перерасход в доли процентов оборачивается тысячными убытками.
Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Стрельцов В. сварщик со стажем 22 года: «Опытный сварщик даже на худшем оборудовании, сырыми электродами израсходует их меньше, чем новичок. Разумеется, это не исключает необходимость соблюдения технологии».
Расчет расхода электродов при сварочных работах
Большую роль в производственных и строительных процессах играет планирование. Это касается не только финансового аспекта, но также запасов материалов и расходников, необходимых на сборку или возведение конструкции. Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Рассчитать эти параметры нужно перед работой, чтобы в дальнейшем не возникло сложностей с производством и нехваткой ресурсов.
Говоря о сварке, нужно уточнить, что расход электродов имеет большое значение по большей части только для крупных производств, где задействовано огромное количество расходников. Для домашнего хозяйства, такие параметры как расход на метр шва и 1 кг наплавленного металла, не имеют значения.
Содержание статьи:
- 1 Что влияет на расход электродов?
- 2 Расчеты в теории и на практике
- 3 Погрешности, возникающие при расчетах
- 4 Сколько электродов содержится в 1 кг?
- 5 Как вычислить расход на 1 т металла?
- 6 Стандартный расход электродов
- 7 Как рассчитывается расход на метр шва?
- 8 Как рассчитывается расход при сварке труб?
- 9 Способы экономии материалов
- 10 Таблицы расходов
- 10.1 Расход на килограмм наплавленного металла
- 10.2 Соединения без скоса кромок
- 10.3 Угловые соединения
- 10.
 4 Тавровые соединения
4 Тавровые соединения - 10.5 Первый и подварочный проход при V-образном соединении
- 11 Заключение
Что влияет на расход электродов?
Прежде чем приступать к расчетам расхода, нужно выяснить, что именно на него влияет. Есть несколько главных параметров от которых зависит расход:
- длина и глубина шва;
- вес наплавленного металла, определяемый относительно всей конструкции;
- вес наплавленного металла на метр шва;
- тип сварочных работ.
Расход зависит от нескольких факторов, которые в совокупности могут дать довольно большие цифры. Именно поэтому очень важно провести предварительные расчеты и только после этого заказывать электроды и приступать к работам.
Расчеты в теории и на практике
Расход тех или иных электродов является табличным значением, однако их можно вычислить и самостоятельно. Для этого есть 2 метода, универсальных для различных видов материалов. В первом используется такая формула:
H = M*K
- M — вес конструкции;
- К — коэф.
 расхода, берущийся из справочной литературы (1,5 — 1,9).
расхода, берущийся из справочной литературы (1,5 — 1,9).
Второй метод рассчитывается по формуле:
G = F*L*M
- F — площадь поперечного сечения;
- L — длина шва;
- М — вес 1 куб. см расходников.
Это все теоретические расчеты, но на практике большое значение также имеют огарки, сила тока и напряжение, а также длина соединения.
Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
- режим сварки и токи;
- особенности электродов, которыми ведутся работы;
- мастерство сварщика и т. д.
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Сколько электродов содержится в 1 кг?
После того как все данные по необходимому объему материалов получены, можно приступать к закупке расходников. Отсюда появляется другой вопрос — сколько упаковок со стержнями нужно покупать? Чтобы это определить, надо посчитать сколько прутков содержится в 1 кг. Килограмм — это стандартная упаковка электродов. Здесь важно учитывать все параметры:
- диаметр;
- длина;
- вес;
- толщина упаковки;
Чем больше эти параметры, тем меньше электродов в пачке. Несмотря на все эти параметры, средний вес электрода можно узнать по его диаметру. В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
В этой таблице приведена средняя масса электродов с разными, наиболее часто использующимися диаметрами:
| Диаметр, мм | Средняя масса, гр |
| 2,5 | 17 |
| 3 | 26 |
| 4 | 57 |
| 5 | 82 |
Как вычислить расход на 1 т металла?
Помимо вычисления количества необходимых электродов, нужно также выяснить расход на тонну металла. Такой параметр нужен если вам предстоит работать с большим проектом. Норма расхода электродов на тонну металла отображает максимальное количество требуемых материалов. Показатель рассчитывается по такой формуле:
Н = М*Красхода
- М — масса металла;
- Красхода (коэф. расхода) — табличное значение.
Стандартный расход электродов
Нормы расхода для различных электродов, определяются согласно документу ВСН 452-84 н. Они могут меняться в зависимости от материала с которым вы работаете и окружающих условий. Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Данные значения используются для вычисления номинального расхода. Далее мы рассмотрим несколько таблиц с нормами расхода.
Как рассчитывается расход на метр шва?
Многие сайты предлагают возможность рассчитать расход электродов онлайн. Делается это очень просто — нужно ввести несколько цифр и калькулятор выдаст вам искомую величину.
Опытные сварщики предпочитают рассчитывать все самостоятельно. Они применяют для этого такую формулу:
Н = Нсв + Нпр + Нправ
- Нсв — расход на сваривание;
- Нпр — расход на проставление прихваток;
- Нправ — расход на правки, проводящиеся холостыми валиками.
Норма расхода на прихваточные работы определяется относительно расхода на прочие работы. При толщине конструкции до 1,2 см, она составляет 15% от основного расхода. При толщине более 1,2 см — 12%.
Как рассчитывается расход при сварке труб?
В теории расчет этого параметра производится очень просто. Нужно разделить расход на метр шва на вес одного электрода. В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
В результаты мы получим количество стержней, необходимое для работы. Количество стержней нужно умножить на метраж. Полученная цифра округляется в большую сторону.
Чтобы получить значение в килограммах, нужно провести такие вычисления: разделить объем раздела на плотность металла. Первый параметр — это объем цилиндра (диаметр берется по большей стороне стыка). Получившееся значение нужно умножить на 1,4 — 1,8. Это поправка на огарки.
Расход при сварке труб может отличаться в зависимости от соединяемых стыков — наличия/отсутствия скосов и т. д.
Способы экономии материалов
Есть несколько способов, позволяющих экономить на расходниках. Это позволит уменьшить затраты на покупку стержней:
- Используйте автоматические и полуавтоматические аппараты. При ручной сварке могут возникать потери более 5%. Помните, что чем выше качество расходников и оборудования, тем эффективнее производится сварка, а значит происходит меньше потерь.
- Разные марки и модели электродов работают с разным током.
 Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери.
Настраивая аппарат, обращайте на это внимание. При подборе неправильных режимов сварки, можно понести большие потери. - На расход влияет технология сварки. Так, при неправильном угле стержня, расход может увеличиваться.
Опытные сварщики на практике выясняют, какой угол сварки является оптимальным. Это дает им возможность работать быстро и экономно.
Придерживаясь таких рекомендаций, правильно подбирая электроды и внимательно настраивая оборудование, можно значительно сэкономить расход материалов.
Таблицы расходов
Теперь ближе познакомимся с таблицами стандартных значений расхода для различных электродов и типов сварки.
Расход на килограмм наплавленного металла
Сварка углеродистых и низколегированных сталей
Тип Э42
| Марка | ВСЦ-4 | ОЭС-23 | АНО-6 | АНО-17 | ОМА-2 | ВСЦ-4М |
| Расход, кг | 1,6 | 1,65 | 1,7 | 1,8 | ||
Тип Э42А
| Марка | УОНИ 13-45 | УОНИ 13-45А |
| Расход, кг | 1,6 | 1,7 |
Тип Э46
| Марка | Расход, кг |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | 1,7 |
| АНО-24 | |
| АНО-34 | |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 |
Тип Э46А
| Марка | УОНИ 13-55К | ТМУ-46 |
| Расход, кг | 1,6 | 1,65 |
Тип Э50
| Марка | ВСЦ-3 | 55-У |
| Расход, кг | 1,7 | 1,8 |
Тип Э50А
| Марка | Расход, кг |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | |
| АНО-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ 13-55 | |
| ЦУ-5 | |
| ЦУ-7 |
Тип Э55
| Марка | МТГ-02 |
| Расход, кг | 1,55 |
Тип Э60
| Марка | МТГ-01К | ВСФ-65 | ОЗС-24М | УОНИ 13-65 |
| Расход, кг | 1,55 | 1,6 | ||
Сварка сталей с высоким содержанием легирующих компонентов
| Марка | Расход, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АНВ-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Сварка сталей, устойчивых к коррозии
| Марка | ОЗЛ-8 | ОЗЛ-14 | ОЗЛ-12 | ЭА-400/10У | ЭА-400/10Г |
| Расход, кг | 1,7 | 1,75 | 1,8 | ||
Сварка сталей, устойчивых к высоким температурам
| Марка | Расход,кг |
| ТМЛ-1, ТМЛ-1У, ТМЛ-3У | 1,5 |
| ЦУ-2М, ТМЛ-3, ЦЛ-27А | 1,55 |
| УОНИ 13-15М, УОНИ 13-ХМ, ЦЛ-39, ЦЛ-36, ЦЛ-40, ЦЛ-17 | 1,6 |
| ЦЛ-26М, ЦЛ-41 | 1,65 |
| ЦЛ-6, ЦЛ-55, АНВ-1 | 1,7 |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Сварка разнородных сталей
| Марка | ИМЕТ-10 | АНЖР-2 | АНЖР-1, НИИ-48Г |
| Расход, кг | 1,3 | 1,6 | 1,7 |
Сварка жаропрочных сталей
| Марка | НИАТ-5, ЭА-395/9 | ЦТ-10 |
| Расход, кг | 1,6 | 1,7 |
Соединения без скоса кромок
| Положение шва | Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| 4 | 2 | 0,13 | |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| 4 | 2 | 0,17 | |
| 5 | 2,5 | 0,2 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,1 | 0,11 | 0,11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,2 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,4 |
| 10 | 50 | 0,4 | 0,42 | 0,44 | 0,5 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,6 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,6 | 2,9 | 3,18 |
Тавровые соединения
| Параметры | Масса наплавленного металла, кг/1 м шва | ||||
| Толщина металла, мм | Сечение шва, кв. мм мм | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,1 | 0,09 | 0,09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,2 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,4 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,5 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,6 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1,12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1,73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные соединения (односторонние)
Толщина металла, мм | Зазор, мм | Масса наплавленного металла, кг/1 м шва | ||||
Положение шва | ||||||
| Нижнее 50 ° | Нижнее 60° | Вертикал 70° | Потол 80° | Гориз 60° | ||
| 4 | 1 | 0,09 | 0,1 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,2 | 0,29 | 0,3 | 0,24 |
| 7 | 1,5 | 0,26 | 0,3 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1,34 | 1,6 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1,75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,6 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2,46 | 2,94 | 4 | 4,76 | 3,34 |
Первый и подварочный проход при V-образном соединении
| Положение шва | Толщина, мм | Масса наплавленного металла, кг/1 м шва | Диаметр электрода, мм |
| Нижнее | 6-12 | 0,1 | 3 |
| Нижнее | больше 12 | 0,15 | 4 |
| Вертикальное | больше 8 | 0,15 | 3 |
| Горизонтальное | больше 8 | 0,15 | 3 |
| Потолочное | больше 10 | 0,1 | 3 |
Заключение
Если вам нужно провести сварочные работы дома, то особой нужды в расчетах расхода нет. Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Планирование объемов расходуемых материалов имеет большое значение при работе с большими проектами. Для особо крупных производств ошибка даже в 1% может привести к серьезным финансовым потерям. При правильном подходе и внимательной настройке оборудования, можно сэкономить до 30% материала. Поэтому очень важно правильно рассчитывать будущий расход и необходимое количество материалов.
Как рассчитать расход электродов на 1 тонну металлоконструкций: формула, алгоритм, особенности
Время на чтение: 3 мин
787
Эффективность работы сварщика зависит не только от правильного подбора расходников, но и от расчета необходимого их количества.
Просчитывается это с учетом модели самих сварочных стержней, а также с учетом свойств свариваемого металла.
Мы подскажем вам, как правильно вычислить нужное количество расходных материалов для сварочных работ и предоставим нужные для этого формулы и таблицы.
Содержание статьиПоказать
- От чего зависит расход материалов
- Рассчитываем расход электродов
- Экономим расходники
- Особенности сваривания различных деталей
- В заключение
От чего зависит расход материалов
Факторов, влияющих на расход электродов для дуговой сварки – множество, вплоть до усталости сварщика. Основные факторы – используемое оборудование, толщина свариваемых деталей, марка и диаметр сварочного стержня, режим сварки.
Многое, конечно, зависит и от профессиональной подготовки сварщика.
Очень важно подобрать правильную марку электрода, в зависимости от типа и толщины свариваемого металла, и правильно выставить параметры сварки на аппарате.
Для точного просчета необходимого количества расходников надо знать некоторые детали. Необходимо предварительно просчитать массу наплавленного металла. Обычно это не более 2% от общей массы детали.
Рассчитывается расход электродов по формуле, мы предоставим ее вам дальше. Также необходимо измерить параметры шва (длину, ширину и необходимое их количество).
Под рукой необходимо иметь информацию о нормах расходования, которая показывает, сколько металла будет наплавлено на один метр шва.
Эта информация содержится в нормативных документах в табличной форме. Данные эти отличаются в зависимости от марки электрода. Рассчитываются они двумя методами – физическим и теоретическим.
Затем результаты сравниваются, и вычисляется погрешность. Об этом мы также расскажем далее.
Еще один фактор, влияющий на расходование сварочных стержней – тип шва, от него зависит масса наплавленного металла. Вот таблица основных параметров:
Рассчитываем расход электродов
Вот формула для расчета расхода электродов при сварке различных деталей, в частности, труб:
Н=М x К, где М – общая масса металла, а К – коэффициент, который мы можем найти в справочных таблицах, таких как эта.
Начинаем мы всегда с расчета массы металла. Здесь мы можем обойтись без нормативных источников, достаточно знать параметры шва и проволоки.
Замеряем шов и считаем, используя формулу G = F x L x M. Здесь F – общая площадь поперечного сечения, L – длина шва, М – масса проволоки.
Используя две эти формулы, мы можем достаточно точно вычислить необходимое количество электродов на одну тонну металла. Из-за того, что погрешность существует при любом расчете, рекомендуется сделать пробный замер, наложив шов на тестовый образец.
По мере приобретения необходимого опыта, ваши замеры будут все точнее и точнее. Представляем вашему вниманию таблицы с нормами расходования электродов для одного метра шва и одного стыка трубы.
Экономим расходники
Опытные сварщики знакомы с секретами, которые позволяют сократить расход электродов. Здесь важно, чтобы наша экономия никак не повлияла на качество работы.
Вот эти советы профессионалов:
- Использование полуавтоматического сварочного оборудования позволяет снизить расходование электродов на 5-10 % в сравнении с методом ручной сварки;
- Правильно выставленный на аппарате режим сварки также поможет нам контролировать расходование материалов.
 Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов.
Установленные вами параметры, такие как сила тока и напряжение, должны соответствовать типу электродов и толщине свариваемого металла. Не превышайте необходимые значения, особенно, если вы используете тонкие стержни, это заметно увеличит их расход. Не забывайте проверять настройки аппарата при смене электродов. - Необходимо научиться правильно выбирать положение для сваривания. Это умение приходит с опытом, а для новичков есть достаточное количество справочного материала.
Эти советы помогут вам снизить расход материалов, не рискуя при этом ухудшить результат работы. Результат будет зависеть от вашего опыта, а не от количества используемых расходных материалов.
Особенности сваривания различных деталей
Еще одна характеристика свариваемых деталей, способная повлиять на расход – их форма. Нормы для деталей специфической формы, например труб, отличаются от норм для сваривания обычных листов металла.
Полную информацию о таких нормах необходимо искать в нормативных документах.
Их надо обязательно изучить, чтобы иметь представление об общих отличиях.
Не всегда удается выполнить нормы расхода, зачастую условия, в которых производятся сварочные работы, не позволяют выполнить все нормативные условия, но необходимо стараться максимально приблизиться к необходимым показателям.
В заключение
Мы рассказали вам основные правила расчета, теперь дело за вами. Обязательно изучите все необходимые нормативные документы, несмотря на их большое количество, это будет вам полезно. Новичкам советуем поискать в сети справочные материалы.
Также в интернете вы можете найти калькулятор расчета расхода электродов. На начальном этапе он может быть вам очень полезен.
В дальнейшем вы научитесь делать необходимые вычисления самостоятельно. Желаем вам успехов в работе!
Желаем вам успехов в работе!
Нормы расхода электродов – Таблица 5 из ВСН 452-84
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Таблица 05. Норма расхода электродов нa 1 стык.
| Размеры трубы, мм | ll | Масса наплавленного металла, кг | | | Электроды пo группам, кг | ll | Код стрoки | ||||||||
| ll | | | I I | I I I | | | I V | l | V | | | V I | ll | ||||
| 45 ´ 3 | ll | 0,027 | | | 0,06 | l | 0,054 | | | 0,058 | l | 0,061 | | | 0,064 | ll | 1 |
| 45 ´ 4 | ll | 0,034 | | | 0,062 | l | 0,066 | | | 0,07 | l | 0,074 | | | 0,079 | ll | 2 |
| 57 ´ 3 | ll | 0,035 | | | 0,064 | l | 0,069 | | | 0,073 | l | 0,077 | | | 0,082 | ll | 3 |
| 57 ´ 4 | ll | 0,044 | | | 0,079 | l | 0,085 | | | 0,09 | l | 0,095 | | | 0,1 | ll | 4 |
| 76 ´ 5 | ll | 0,077 | | | 0,14 | l | 0,149 | | | 0,158 | l | 0,168 | | | 0,177 | ll | 5 |
| 89 ´ 6 | ll | 0,13 | | | 0,235 | l | 0,251 | | | 0,266 | l | 0,282 | | | 0,298 | ll | 6 |
| 108 ´ 6 | ll | 0,158 | | | 0,287 | l | 0,306 | | | 0,325 | l | 0,344 | | | 0,363 | ll | 7 |
| 133 ´ 6 | ll | 0,195 | | | 0,354 | l | 0,377 | | | 0,401 | l | 0,425 | | | 0,448 | ll | 8 |
| 133 ´ 8 | ll | 0,268 | | | 0,483 | l | 0,516 | | | 0,548 | l | 0,58 | | | 0,613 | ll | 9 |
| 159 ´ 6 | ll | 0,234 | | | 0,424 | l | 0,453 | | | 0,481 | l | 0,509 | | | 0,537 | ll | 10 |
| 159 ´ 8 | ll | 0,32 | | | 0,58 | l | 0,619 | | | 0,658 | l | 0,697 | | | 0,735 | ll | 11 |
| 219 ´ 6 | ll | 0,323 | | | 0,586 | l | 0,625 | | | 0,664 | l | 0,703 | | | 0,742 | ll | 12 |
| 219 ´ 8 | ll | 0,442 | | | 0,803 | l | 0,856 | | | 0,91 | l | 0,963 | | | 1,017 | ll | 13 |
| 219 ´ 10 | ll | 0,599 | | | 1,088 | l | 1,16 | | | 1,233 | l | 1,305 | | | 1,376 | ll | 14 |
| 219 ´ 12 | ll | 0,787 | | | 1,428 | l | 1,523 | | | 1,619 | l | 1,714 | | | 1,809 | ll | 15 |
| 273 ´ 8 | ll | 0,553 | | | 1,003 | l | 1,071 | | | 1,138 | l | 1,205 | | | 1,272 | ll | 16 |
| 273 ´ 10 | ll | 0,75 | | | 1,361 | l | 1,452 | | | 1,542 | l | 1,633 | | | 1,724 | ll | 17 |
| 273 ´ 12 | ll | 0,985 | | | 1,788 | l | 1,907 | | | 2,026 | l | 2,145 | | | 2,265 | ll | 16 |
| 273 ´ 15 | ll | 1,592 | | | 2,89 | l | 3,082 | | | 3,275 | l | 3,467 | | | 3,66 | ll | 19 |
| 325 ´ 8 | ll | 0,659 | | | 1,196 | l | 1,276 | | | 1,357 | l | 1,436 | | | 1,516 | ll | 20 |
| 325 ´ 10 | ll | 0,894 | | | 1,623 | l | 1,731 | | | 1,839 | l | 1,947 | | | 2,055 | ll | 21 |
| 325 ´ 12 | ll | 1,175 | | | 2,133 | l | 2,275 | | | 2,417 | l | 2,559 | | | 2,701 | ll | 22 |
| 325 ´ 15 | ll | 1,902 | | | 3,453 | l | 3,683 | | | 3,913 | l | 4,144 | | | 4,374 | ll | 23 |
| 377 ´ 8 | ll | 0,765 | | | 1,389 | l | 1,482 | | | 1,576 | l | 1,667 | | | 1,76 | ll | 24 |
| 377 ´ 10 | ll | 1,039 | | | 1,885 | l | 2,01 | | | 2,136 | l | 2,261 | | | 2,387 | ll | 25 |
| 377 ´ 12 | ll | 1,365 | | | 2,478 | l | 2,643 | | | 2,808 | l | 2,973 | | | 3,138 | ll | 26 |
| 377 ´ 15 | ll | 2,211 | | | 4,013 | l | 4,281 | | | 4,548 | l | 4,816 | | | 5,083 | ll | 27 |
| 426 ´ 10 | ll | 1,175 | | | 2,132 | l | 2,274 | | | 2,416 | l | 2,558 | | | 2,7 | ll | 28 |
| 426 ´ 12 | ll | 1,545 | | | 2,804 | l | 2,99 | | | 3,177 | l | 3,364 | | | 3,551 | ll | 29 |
| 426 ´ 16 | ll | 2,759 | | | 4,991 | l | 5,324 | | | 5,655 | l | 5,988 | | | 6,321 | ll | 30 |
| 465 ´ 18 | ll | 3,598 | | | 6,531 | l | 6,966 | | | 7,401 | l | 7,836 | | | 8,271 | ll | 31 |
Другие страницы по теме:
- Нормы расхода топлива (Украина).

- Таблица 2 – нормы расхода электродов на 1 метр сварочного шва.
- Таблица 3 – норма электродов на 1 стык труб (С18 -соединения вертикальных стыков трубопроводов).
- Таблица 4 – норма электродов на 1 метр шва
- Таблица 6 – нормы расхода на 1 метр шва (С5 – Соединения вертикальных стыков трубопроводов).
- Таблица 7 – нормы расхода на 1 стык (С5 – Соединения вертикальных стыков трубопроводов).
- Таблица 8 – нормы расхода электродов на 1 метр шва (С10 – Соединения горизонтальных стыков трубопроводов).
- < Нормы расхода электродов – Таблица 6 из ВСН 452-84
- Нормы расхода электродов – Таблица 4 из ВСН 452-84 >
, что это такое и как ее рассчитать
Надбавка на сплав (АС) – это надбавка к цене, которую производители стали добавляют к базовой цене на изделия из нержавеющей стали (см. рисунок ниже). Он отражает ценность легирующих элементов, присутствующих в этих продуктах.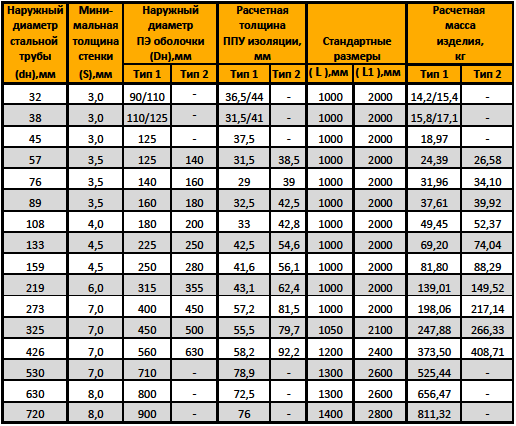
НАБОР НА СПЛАВ
Наценка на сплав основана на уровне цен на следующие элементы, присутствующие в нержавеющей стали: никель, хром, молибден, марганец и железо (последние два оказывают меньшее влияние на цену).
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
Компонент «дополнительные услуги» включает расходы на нестандартные размеры, толщину, услуги, упаковку и другие нестандартные расходы.
БАЗОВАЯ ЦЕНА
Базовая цена учитывает затраты на рабочую силу, стоимость оборудования, рыночные тенденции и т. д. Заводы часто договариваются о базовой цене с клиентами независимо от надбавок на сплавы.
Все компоненты цены включают наценку
Поскольку количество легирующих элементов варьируется в зависимости от материалов из нержавеющей стали, сталелитейные заводы рассчитывают отдельную надбавку на сплав для каждой марки. Кроме того, существует различие между типами продуктов. В следующей таблице приведен пример:
Кроме того, существует различие между типами продуктов. В следующей таблице приведен пример:
| Доплаты за сплавы: август 2019 г. | ||||||
| Цены в евро за тонну Источник: Outokumpu | ||||||
| Классы | Типы изделий | |||||
| ЕН | АСТМ | Плоские изделия | Заготовки | Катанка | Горячекатаные прутки | Холоднотянутые прутки |
| 1.4301 | 304 | 1382 | 1335 | 1433 | 1469 | 1651 |
1. 4307 4307 | 304л | 1382 | 1335 | 1433 | 1469 | 1651 |
| 1.4401 | 316 | 2123 | 2119 | 2274 | 2331 | 2620 |
| 1.4404 | 316л | 2123 | 2119 | 2274 | 2331 | 2620 |
| 1.4571 | 316Ти | 2150 | 2146 | 2302 | 2361 | 2653 |
| 1.4305 | 303 | 1382 | 1335 | 1433 | 1469 | 1651 |
Производители нержавеющей стали обычно ежемесячно устанавливают цены на надбавки на сплавы и предоставляют их своим клиентам за несколько дней до конца месяца, предшествующего месяцу, в котором действуют надбавки на сплавы (например, они публикуют доплаты за август 29-й июля).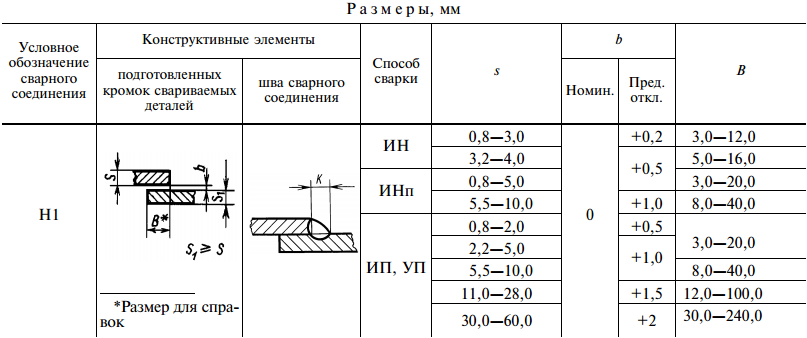 Некоторые заводы также ежедневно публикуют надбавки и позволяют клиентам решать, устанавливать ли надбавку на сплав на дату заказа или на любую другую дату между заказом и доставкой. Это обеспечивает более точную текущую стоимость сплавов и дает покупателям больше возможностей для выбора стратегии покупки.
Некоторые заводы также ежедневно публикуют надбавки и позволяют клиентам решать, устанавливать ли надбавку на сплав на дату заказа или на любую другую дату между заказом и доставкой. Это обеспечивает более точную текущую стоимость сплавов и дает покупателям больше возможностей для выбора стратегии покупки.
Использование надбавки из сплава является обычной практикой в Европе. В других регионах заводы обычно не взимают отдельную надбавку на сплав, а учитывают стоимость легирующих элементов как часть окончательной цены.
Следующие параграфы будут посвящены исключительно европейскому рынку.
Происхождение и назначение надбавки за сплав
Для производства нержавеющей стали производителям необходимо закупать различные сплавы на рудниках. Некоторые из этих сырьевых материалов дороже, чем другие. В частности, никель, хром и молибден оказывают большое влияние на общую стоимость производства нержавеющей стали.
Кроме того, цены на эти сплавы могут быть очень изменчивыми, что заставляет производителей нержавеющей стали соответствующим образом корректировать свои цены. Чтобы предотвратить частые изменения цен или необходимость заключать новые ценовые соглашения с клиентами несколько раз в год, европейские производители начали применять переменную ежемесячную надбавку, которая зависела исключительно от уровня цен на используемые элементы из сплава. Надбавка за сплав будет меняться ежемесячно, а заводы смогут договариваться с покупателями о базовой цене на более длительные периоды времени. Таким образом, производители смогли справиться с колебаниями цен на сплавы, компенсируя их за счет корректировки цен сверх базовой цены.
Чтобы предотвратить частые изменения цен или необходимость заключать новые ценовые соглашения с клиентами несколько раз в год, европейские производители начали применять переменную ежемесячную надбавку, которая зависела исключительно от уровня цен на используемые элементы из сплава. Надбавка за сплав будет меняться ежемесячно, а заводы смогут договариваться с покупателями о базовой цене на более длительные периоды времени. Таким образом, производители смогли справиться с колебаниями цен на сплавы, компенсируя их за счет корректировки цен сверх базовой цены.
Влияние органов картеля на расчет надбавки на сплав
Высокая концентрация производителей нержавеющей стали на рынке всегда привлекала пристальное внимание органов картеля. Ценовые соглашения в этом секторе запрещены, что блокирует надбавку за стандартный сплав для всех производителей стали. В 2006 году власти европейских картелей оштрафовали различные заводы по производству нержавеющей стали за то, что они коллективно установили цены на надбавки на сплав в середине 90-х годов. В соответствующем отчете приводятся подробности нарушения и проливается некоторый свет на то, как заводы рассчитывали надбавки на сплавы в те годы (см. вставку 1).
В соответствующем отчете приводятся подробности нарушения и проливается некоторый свет на то, как заводы рассчитывали надбавки на сплавы в те годы (см. вставку 1).
ВСТАВКА 1: Выдержка из решения суда первой инстанции (Первая палата) от 13 декабря 2001 г.
«Когда в сентябре 1993 года цены на никель начали расти, прибыль производителей значительно сократилась. Чтобы исправить это, производители листового проката из нержавеющей стали согласились на согласованное повышение цен путем изменения параметров расчета надбавки на сплав. С этой целью они решили применять с 1 февраля 1994 года надбавку к сплаву, основанную на методе, использовавшемся в последний раз в 19 году.91, взяв за ориентир для всех производителей цены сентября 1993 года, когда цена на никель достигла своего исторического минимума. Таким образом, производители рассчитывали размер надбавки на сплав в данном месяце (М) следующим образом: они рассчитывали среднюю цену на никель, хром и молибден за два месяца, предшествующих месяцу, предшествующему месяцу расчета (например, в июне и июль на сентябрь).
Затем они сравнивают полученные таким образом значения с эталонными значениями (или триггерными значениями) с 19 февраля.94, а именно: 3 750 ЭКЮ за тонну никеля, 5 532 ЭКЮ за тонну молибдена и 777 ЭКЮ за тонну хрома. В соответствии с этой системой, если разница между средними ценами и эталонными значениями положительна, к базовой цене рассматриваемой стали в месяц М добавляется надбавка к цене. Если она отрицательна, надбавка не применяется. Суммы, отражающие положительную разницу, умножаются на процентное содержание каждого сплава в рассматриваемой стали. Соглашение между производителями нержавеющей стали привело к виртуальному удвоению цен на нержавеющую сталь в период с 19 января по 19 января.94 и март 1995 года».
Расчет надбавки на сплав
В настоящее время каждый завод использует собственную формулу для расчета надбавки на сплав. Эти формулы не являются общедоступными, что затрудняет определение точных расчетов, используемых в настоящее время. Тем не менее, фундаментальный подход остается общим для всех.
Тем не менее, фундаментальный подход остается общим для всех.
Упрощенный расчет надбавки к сплаву:
Заводы начинают с расчета среднего значения для каждого соответствующего элемента сплава, присутствующего в нержавеющих сталях, за определенный период времени. Соответствующими сплавами являются никель, хром и молибден. Марганец и железо намного дешевле и поэтому в расчетах пренебрежимо малы. Завод рассчитывает среднее значение соответствующих сплавов за определенный период (обычно 1 месяц) до даты расчета. Некоторые заводы даже рассчитывают средние значения на ежедневной основе, чтобы обеспечить ежедневные надбавки к ценам на сплавы. Средняя стоимость никеля и молибдена зависит от цен на акции на Лондонской бирже металлов (LME). Этому есть две причины: (1) шахты используют LME в качестве индикатора при продаже сплавов производителям стали и (2) LME позволяет производителям стали рассчитывать стоимость элементов в любое время с полной прозрачностью. Поскольку хром не котируется на ЛБМ, средняя стоимость этого сплава зависит главным образом от цен, которые завод договаривает с рудниками (обычно ежеквартально).
Некоторые заводы вычитают из среднего значения каждого сплава соответствующее постоянное эталонное значение. Этот подход аналогичен тому, который использовали мельницы в 90-х годах (см. вставку 1).
Поскольку цены на акции на LME указаны в долларах США, средние значения, рассчитанные заводами, также указаны в долларах США, что означает, что они должны быть конвертированы в целевую валюту клиента (например, евро). Таким образом, обменный курс играет важную роль в окончательной цене надбавки к сплаву.
Миллс затем умножает результаты на среднюю долю соответствующих сплавов в материале. Средние пропорции зависят от сорта и могут немного меняться от завода к заводу в зависимости от их производственных процессов. Фактически производители могут свободно устанавливать свои пропорции, единственным ограничением являются европейские стандарты, которые определяют пороговые значения сплавов для определенной марки. Например, согласно EN 10088-3, марка 1.4301 должна иметь 17. 50-190,50 % хрома (Cr) и 8,00–10,50 % никеля (Ni). Чтобы снизить производственные затраты, реальное количество никеля обычно находится в нижней части этих диапазонов. Однако процент, выбранный для расчета надбавки к сплаву, может быть немного выше.
50-190,50 % хрома (Cr) и 8,00–10,50 % никеля (Ni). Чтобы снизить производственные затраты, реальное количество никеля обычно находится в нижней части этих диапазонов. Однако процент, выбранный для расчета надбавки к сплаву, может быть немного выше.
Указывает стоимость сплавов для определенного класса.
Наконец, фабрики рассчитывают различные уровни надбавок для нескольких продуктов в зависимости от их коэффициента выхода (отношение количества выходного материала к входному материалу во время производства). Чем больше материала (и, следовательно, количества сплава) требуется для производства определенного количества конечного продукта, тем выше надбавка за сплав.
Поскольку на каждом этапе производства образуются обрезки и лом, надбавка к сплаву обычно увеличивается с увеличением количества преобразований, необходимых для производства конечного продукта. Например, холоднотянутые шестигранные прутки требуют больше производственных операций, чем горячекатаные круглые прутки (заготовки или плиты прокатываются в горячем состоянии в предварительно сформированные профили, которые, в свою очередь, подвергаются холодной вытяжке для достижения жестких допусков конечного продукта) и, следовательно, имеют более высокую производительность. надбавка за сплав той же марки стали.
надбавка за сплав той же марки стали.
Заводы обычно различают следующие семейства продуктов:
- Плоский прокат
- Сортовой прокат
- Полуфабрикаты/заготовки
- Катанка
- Горячекатаные прутки
- Холоднотянутые прутки
- Трубчатые изделия
- Трубы сварные
- Бесшовные трубы
Короче говоря, существуют различные надбавки на сплавы для каждого сорта и группы продуктов, причем их значения в значительной степени зависят от состава сплава материала, коэффициента текучести продукта и обменного курса.
Пожалуйста, имейте в виду, что заводы, вероятно, используют дополнительные переменные в своих формулах и по-разному определяют периоды, средние значения сплавов, возможные эталонные значения, взвешивание сплавов и коэффициенты текучести.
DC Электрическая дуга печь – ISPATGURU
DC Электрическая дуга печь
- Satyendra
- 15 мая 2013 ARCASE 9029.
 ARCASE ARCASE 9029. ARCASE 9029. ARCASE . , электрод, огнеупоры,
ARCASE ARCASE 9029. ARCASE 9029. ARCASE . , электрод, огнеупоры,
Дуговая печь постоянного тока
Дуговая печь постоянного тока (ЭДП) представляет собой печь для первичной выплавки стали, которая представляет собой другую концепцию в конструкции дуговых печей. ДСП постоянного тока имеет только один электрод, который действует как катод, и ток течет от этого графитового электрода к аноду, установленному в нижней части печи. Одиночный графитовый электрод использует высокоэффективную теплопередачу дуги, генерируемой между графитовым верхним электродом и анодом, обеспечиваемой загрузкой печи. Типичный вид ЭДП постоянного тока показан на рис. 1.
Рис. 1 Типичный вид ЭДП постоянного тока
Дуговая печь с ЭДП постоянного тока обычно состоит из цилиндрической стальной оболочки с огнеупорной футеровкой, с центральным графитовым электродом, расположенным вертикально через отверстие в центре свода. Анодное соединение в горне печи находится в непосредственном контакте со слоем жидкой стали, который покрыт слоем жидкого шлака. Энергия подается с помощью открытой плазменной дуги (рис. 2), которая генерируется между нижним концом катода и верхней поверхностью расплавленного шлака. По крайней мере, центральная часть поверхности шлака открыта. Поскольку печь работает от электричества, можно достичь очень высоких температур (выше 1500°C).
Энергия подается с помощью открытой плазменной дуги (рис. 2), которая генерируется между нижним концом катода и верхней поверхностью расплавленного шлака. По крайней мере, центральная часть поверхности шлака открыта. Поскольку печь работает от электричества, можно достичь очень высоких температур (выше 1500°C).
ДСП постоянного тока является альтернативой ДСП переменного тока (переменного тока). Выход трансформатора UHP (сверхвысокой мощности) преобразуется в постоянный ток с помощью силового выпрямителя, обычно соединенного тиристорами. ДСП постоянного тока, оснащенные управляемыми системами выпрямления высокой мощности, обеспечивают стабильную дугу в любых условиях при максимально возможных номинальных мощностях. Дуга в ДСП постоянного тока представляет собой устойчивую высокоскоростную высокотемпературную струю, движимую электромагнитным ускорением (эффект Меккера) в суженной области вблизи корня дуги на поверхности электрода. Дуга создается взаимодействием между потоком жидкости, тепловым полем и электромагнитными полями. Самосжимающиеся электромагнитные силы поддерживают достаточно когерентную сверхзвуковую струю перегретой плазмы (рис. 2). Реактор постоянного тока используется для дальнейшей стабилизации дуги. Кроме того, поверхность жидкой ванны (или, по крайней мере, часть поверхности в зоне крепления дуги) открыта, т.е. практически не покрыта непрореагировавшим исходным материалом. Принципиальная схема ЭДП постоянного тока показана на рис. 2.
Самосжимающиеся электромагнитные силы поддерживают достаточно когерентную сверхзвуковую струю перегретой плазмы (рис. 2). Реактор постоянного тока используется для дальнейшей стабилизации дуги. Кроме того, поверхность жидкой ванны (или, по крайней мере, часть поверхности в зоне крепления дуги) открыта, т.е. практически не покрыта непрореагировавшим исходным материалом. Принципиальная схема ЭДП постоянного тока показана на рис. 2.
Рис. 2. Принципиальная схема печи постоянного тока
Электродспастная печь постоянного тока имеет несколько уникальных требований по сравнению с печами переменного тока в дополнение к очевидным различиям в электроснабжении. Важными характеристиками электродуговой печи постоянного тока являются (i) прочная и надежная конструкция, (ii) высокая гибкость в отношении шихтовых материалов, (iii) высокая плотность тока и потребляемая мощность, (iv) высокая стабильность дуги, (v) хорошее качество энергии. даже в условиях слабой сети и (vi) независимое управление напряжением и током. Другие характеристики ЭДП постоянного тока по сравнению с ЭДП переменного тока приведены ниже.
Другие характеристики ЭДП постоянного тока по сравнению с ЭДП переменного тока приведены ниже.
- Работа стала более стабильной. Плавление равномерное.
- Снижено потребление электродов из-за правил системы. Расход электрода снижается примерно на треть. Однако существует потребность в уменьшении выкрашивания и растрескивания электродов. Меньший расход электродов позволяет производить низкоуглеродистые плавки.
- Имеет меньший износ футеровки. Расход огнеупора меньше на боковые стенки, но больше на дно. Общая экономия расхода огнеупоров составляет от 15 % до 25 %.
- Имеется конвекционное перемешивание бани.
- Улучшение распределения температуры в ванне. Лучшее распределение температуры приводит к лучшему распределению тепла. Горячие точки на стенке печи в случае AC-EAF отсутствуют.
- Уровень шума значительно ниже (уменьшается со 105 дБ до 85 дБ).
- Затраты на установку выше (примерно на 10–35 % больше).
- Эксплуатационные расходы ниже (примерно на 15–20 % меньше).
- Слабые помехи в сети. Наблюдается резкое снижение эффекта мерцания. Уровень мерцания и частота мерцания уменьшаются вдвое. Потребность в оборудовании для компенсации реактивной мощности намного ниже.
- Снижено потребление энергии. Экономия электроэнергии от 5% до 10%.
- Подовые электроды усложняют дно печи.
- Имеет более низкий уровень выбросов пыли и газа.
Развитие технологии дуговой печи постоянного тока
Принято считать, что дуговая печь постоянного тока является недавней разработкой. Это правильно только в общих чертах. Уже в 1881 г. в Германии и 1885 г. в Швеции были описаны плавильные печи, использовавшие технологию постоянного тока. В этих печах было два подхода к плавке, а именно (i) концепция горящей дуги между графитовым электродом и металлической шихтой, используемая сегодня, и (ii) предложение дуги, горящей между двумя горизонтально расположенными электродами, в данном случае плавление заряд только излучением. Поскольку в то время не было ни быстродействующих и управляемых сильноточных выпрямителей постоянного тока, ни решения проблемы высоких тепловых потерь, дуговая печь постоянного тока не могла быть превращена в осуществимую установку для работы в преобладающих промышленных условиях.
Поскольку в то время не было ни быстродействующих и управляемых сильноточных выпрямителей постоянного тока, ни решения проблемы высоких тепловых потерь, дуговая печь постоянного тока не могла быть превращена в осуществимую установку для работы в преобладающих промышленных условиях.
В начале 1970-х технология постоянного тока была развита до такого уровня, что стало целесообразным использовать эту технологию для дуговых печей. Применение этой технологии позволило создать дуговые печи нового поколения для использования в сталелитейной промышленности, а также в ферросплавной и цветной металлургии. В печи постоянного тока с одним графитовым электродом использовалась высокоэффективная теплопередача дуги, генерируемой между графитовым верхним электродом и анодом, обеспечиваемая загрузкой печи. Успешные заявки в 1980-е и 1990-е годы установили преимущества плавки и плавки печи постоянного тока.
Основные конструктивные особенности
В ЭДП постоянного тока электрическая энергия преобразуется в тепловую в основном за счет дуги, которая устанавливается между концом верхнего электрода и шлаковой ванной. Верх электрода подключен как катод, а проводящая нижняя система подключена как анод.
Верх электрода подключен как катод, а проводящая нижняя система подключена как анод.
Печи постоянного тока имеют только одну мачту электрода и один графитовый электрод. Этот электрод действует как катод. Таким образом, верхняя часть печи менее сложна, и в случае ЭДП постоянного тока требуется меньше компонентов, которые необходимо обслуживать, и в целом требуется меньше компонентов, которые необходимо обслуживать, по сравнению с конструкциями переменного тока. Электрод изнашивается в процессе выплавки стали и подлежит наращиванию новыми отрезками. Электродный рычаг используется для регулировки электрода. Поскольку имеется один электрод, потери графита из-за окисления ниже по сравнению с дуговой печью переменного тока.
Для верхнего электрода предъявляются особые требования к графиту, и для него требуется специальный сорт графита. Особые требования по сравнению с графитом для электрода для AC-EAF: (i) иметь более низкий коэффициент теплового расширения, (ii) иметь более низкое удельное сопротивление электрода, (iii) иметь повышенную поперечную теплопроводность, (iv) иметь более низкий коэффициент теплового расширения и (v) улучшенная однородность и шероховатость. ДСП постоянного тока требует эффективной системы охлаждения в области свода и боковых стенок, чтобы противодействовать воздействию горячего жидкого шлака, находящегося в прямом контакте с огнеупорным материалом, и повышенному тепловому излучению.
ДСП постоянного тока требует эффективной системы охлаждения в области свода и боковых стенок, чтобы противодействовать воздействию горячего жидкого шлака, находящегося в прямом контакте с огнеупорным материалом, и повышенному тепловому излучению.
Однако для ЭДП постоянного тока требуется обратный электрод, анод, для замыкания электрической цепи. Этот анод обычно называют нижним электродом, поскольку он расположен в нижней части кожуха печи. Печь работает с горячей пятой, чтобы обеспечить электрический путь к обратному аноду. Существует несколько различных конструкций нижнего возвратного электрода, включая металлические штыревые возвратные электроды с непроводящими огнеупорами, электроды-заготовки, электроды с металлическими ребрами и токопроводящие нижние огнеупоры. Они показаны на рис. 3.
Рис. 3 Различные типы конфигураций подового анода
В случае токопроводящего огнеупорного контакта огнеупорная футеровка в центре пода печи действует как анод. Дно имеет круглый фланец, который упирается в круглый канал, приваренный к кожуху печи. Внутри канала фланец поддерживается керамическими блоками, армированными волокном. Пространство между каналом, опорными блоками и фланцем заполнено огнеупорной набивной массой. Это электрически изолирует дно от остальной части кожуха печи, как показано на рис. 4.
Дно имеет круглый фланец, который упирается в круглый канал, приваренный к кожуху печи. Внутри канала фланец поддерживается керамическими блоками, армированными волокном. Пространство между каналом, опорными блоками и фланцем заполнено огнеупорной набивной массой. Это электрически изолирует дно от остальной части кожуха печи, как показано на рис. 4.
Сферическое дно печи изготовлено из жаропрочной стали. Круглая медная пластина прикручена болтами непосредственно к днищу печи. Четыре медных вывода проходят через дно печи от медной пластины и подключаются к гибким кабелям, которые, в свою очередь, подсоединяются к трубкам шины. Токопроводящие огнеупорные кирпичи устанавливаются поверх медной пластины. Тепловой поток от пода печи (обычно около 15 кВт/кв.м) отводится за счет принудительного воздушного охлаждения. Из-за большой площади поверхности нижнего электрода плотность тока имеет тенденцию быть довольно низкой, обычно около 5 кА/кв.м. Однако в некоторых печах в центре печи используется непроводящий заплаточный материал, чтобы ток распределялся более равномерно по всему дну. Если надлежащее распределение тока не достигается, то в центре печи возникают горячие точки.
Если надлежащее распределение тока не достигается, то в центре печи возникают горячие точки.
Рис. 4 Электропроводящий огнеупорный нижний электрод
Конфигурация обратного электрода в виде заготовки использует от 1 до 4 больших стальных заготовок диаметром от 100 до 150 мм, но может достигать 250 мм в диаметре в зависимости от размера ЭДП . Обычно конструкция рассчитана на ток от 40 кА до 45 кА на нижний электрод. Заготовки контактируют с ванной верхней поверхностью и, следовательно, снова плавятся. Степень обратного плавления заготовки регулируется водяным охлаждением. Заготовка вставляется в медный корпус, по которому циркулирует охлаждающая вода. Обеспечивая достаточное охлаждение, можно гарантировать, что заготовка не расплавится полностью. Термопары контролируют температуру нижней заготовки и температуру охлаждающей воды.
Изолирующая оболочка изолирует медный корпус от заготовки. Заготовка соединена с медным основанием. Медное основание обеспечивает подключение к силовому кабелю. Типичное расположение круглого анода показано на рис. 5.
Типичное расположение круглого анода показано на рис. 5.
Рис. 5 Типичное расположение круглого анода
В обратном электроде штыревого типа используется несколько металлических штифтов диаметром от 25 мм до 50 мм для обеспечения возврата. путь для электрического потока. Эти штифты расположены вертикально и фактически проникают в огнеупор. Штифты доходят до дна печи, где фиксируются двумя металлическими пластинами. Нижние концы штырей закреплены на нижней пластине токопровода. Нижняя контактная плита охлаждается воздухом и расположена в центре пода печи. Верхние части штифтов находятся заподлицо с рабочей футеровкой печи. Штифты находятся в непосредственном контакте с ванной и снова расплавляются по мере износа рабочей футеровки. Обратный силовой кабель крепится к нижней токопроводящей пластине.
Предусмотрена расширенная система контроля температуры для отслеживания износа футеровки и срока службы нижнего электрода. Это позволяет планировать замену нижнего электрода.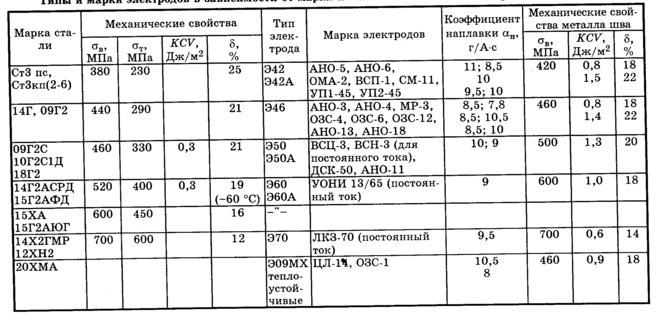 Усовершенствованная конструкция встроенного картриджа позволяет быстро заменить нижний электрод в течение запланированного 8-часового простоя на техническое обслуживание.
Усовершенствованная конструкция встроенного картриджа позволяет быстро заменить нижний электрод в течение запланированного 8-часового простоя на техническое обслуживание.
Обратный электрод со стальным оребрением использует стальные оребрения, расположенные кольцом на дне печи, образуя несколько секторов. Каждый сектор состоит из горизонтальной пластины основания и нескольких приваренных стальных ребер, выступающих вверх через огнеупор. Плавники имеют толщину около 1,6 мм и около 90 мм друг от друга. Сектора прикручены болтами к охлаждаемому воздухом днищу, которое электрически изолировано от земли и соединено с 4-мя медными проводниками.
Большинство ЭДП постоянного тока работают с длинными дугами, которые обычно в 2-3 раза больше, чем в обычных печах сверхвысокого давления. В результате DC-EAF имеет более высокие скорости потока воды для панелей с водяным охлаждением.
Огнеупорная футеровка для ЭДП постоянного тока
Огнеупорная конструкция печи постоянного тока должна быть разработана с учетом более жестких условий, в которых они работают. Дуговые печи постоянного тока имеют специальные огнеупоры на дне, потому что анод установлен в дне печи. Помимо нижних огнеупоров, другими важными моментами, которые следует учитывать при проектировании огнеупорной футеровки, являются схема зонирования огнеупоров, контур горна, расположение линии шлака, размер летки, угол и расположение, ориентация свода, допуски на расширение, расположение отверстий горелки. , конструкция шлакового люка и нижний перемешивающий элемент.
Дуговые печи постоянного тока имеют специальные огнеупоры на дне, потому что анод установлен в дне печи. Помимо нижних огнеупоров, другими важными моментами, которые следует учитывать при проектировании огнеупорной футеровки, являются схема зонирования огнеупоров, контур горна, расположение линии шлака, размер летки, угол и расположение, ориентация свода, допуски на расширение, расположение отверстий горелки. , конструкция шлакового люка и нижний перемешивающий элемент.
Электродспаст постоянного тока предъявляет особые требования к огнеупорам, поскольку обратный электрод обычно устанавливается в нижней части печи (некоторые электродуговые печи постоянного тока используют альтернативное расположение с двумя графитовыми электродами). В случае токопроводящего пода огнеупорная футеровка в центре пода печи действует как анод. Медная пластина обычно подсоединяется под проводящим огнеупором, а обратная медная шина подсоединяется к пластине. При этом к огнеупорам предъявляются особые требования: низкое электрическое сопротивление (желательно менее 0,5 мОм на метр), низкая теплопроводность и высокая износостойкость.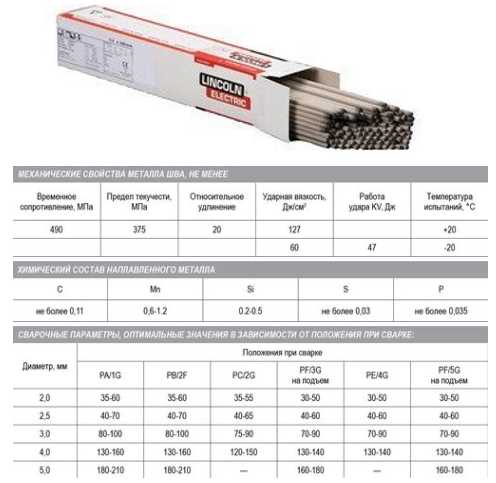
В типичной конфигурации используется рабочая футеровка толщиной 150 мм, состоящая из магнезиальных смесей на углеродной связке, содержащих от 5 % до 10 % углерода. Эти материалы могут быть установлены как в горячем, так и в холодном виде. Ниже рабочей футеровки уложен трехслойный магнезиально-угольный кирпич. Остаточное содержание углерода в кирпичах колеблется от 10 % до 14 %. При регулярном техническом обслуживании эта конфигурация нижнего электрода обеспечивает срок службы нижнего электрода до 4000 плавок.
Конфигурация с возвратным электродом из заготовок использует от 1 до 4 больших стальных заготовок (диаметром около 250 мм) в зависимости от размера печи. Заготовки заделывают в нижний огнеупор. Заготовки обкладывают основным огнеупорным кирпичом. Остальную часть очага утрамбовывают специальной магнезиальной трамбовочной смесью. Магнезиальная набивная смесь используется для поддержания площади кирпича вокруг электрода. Эта конфигурация обратного электрода обеспечивает более 1500 плавок на дне печи.
Обратный электрод штифтового типа использует несколько металлических штифтов диаметром от 25 мм до 50 мм, чтобы обеспечить обратный путь для электрического потока. Эти штифты фактически проникают в огнеупор до дна печи, где они прикрепляются к металлической пластине. Для всей футеровки горна используется сухая магнезиальная набивочная смесь. Эта смесь утрамбовывается между металлическими штифтами. В качестве альтернативы в области вокруг анода можно использовать магнезиальный углеродистый кирпич. Это помогает увеличить срок службы нижней части печи, но является более дорогостоящим. Типичный срок службы нижней части составляет от 2000 до 4000 плавок в зависимости от используемых огнеупорных материалов.
Обратный электрод со стальным оребрением использует стальные оребрения, расположенные кольцом на дне печи, образуя несколько секторов. Каждый сектор состоит из горизонтальной плиты заземления и нескольких сварных стальных ребер, выступающих вверх сквозь огнеупор. Между ребрами используется сухая магнезиальная набивочная смесь. Очаг также облицован этим материалом.
Очаг также облицован этим материалом.
Электротехнические характеристики ЭДП постоянного тока
Для достижения максимальной производительности печи управление мощностью печи должно быть оптимизировано для обеспечения максимальной подводимой мощности на всех стадиях процесса плавки и при изменении шихтового материала. В то же время всегда должны быть гарантированы минимальные помехи в сети. Качество электроэнергии должно быть непринужденным с утилитой.
Источник постоянного тока – Требуемая высокая мощность снова подается от трехфазной сети переменного тока высокого напряжения. Он преобразуется в постоянный ток путем выпрямления выходного сигнала печного трансформатора. Выпрямление достигается мостовыми тиристорами. Обычно в дуговых печах используются 12-, 18- или 24-импульсные источники питания, получаемые с помощью нескольких параллельных трансформаторов, электрически смещенных друг от друга, так что их отдельные импульсы равномерно перекрываются.![]() Это электрическое смещение на 15 градусов, 10 градусов или 7,5 градусов, соответствующее 12-, 18- или 24-импульсным системам, создается различными соединениями катушек внутри трансформатора. По этой причине трансформаторы, используемые для ЭДП постоянного тока, сильно отличаются от трансформаторов для ЭДП переменного тока и, как правило, не подходят для работы печей переменного тока.
Это электрическое смещение на 15 градусов, 10 градусов или 7,5 градусов, соответствующее 12-, 18- или 24-импульсным системам, создается различными соединениями катушек внутри трансформатора. По этой причине трансформаторы, используемые для ЭДП постоянного тока, сильно отличаются от трансформаторов для ЭДП переменного тока и, как правило, не подходят для работы печей переменного тока.
Вольт/амперная характеристика источника постоянного тока состоит из слабо уменьшающегося падения постоянного напряжения по мере увеличения постоянного тока. Наклон этой линии составляет порядка 1 вольта на кА и определяется коммутационным сопротивлением комбинации трансформатор/выпрямитель, а не дуговой печью. Таким образом, чтобы ограничить большие отклонения тока из-за сильно различающихся напряжений дуги, вместо диодов используются тиристоры. Момент проводимости после нулевого тока (задержка угла открытия) находится под контролем терминала затвора. Каждый тиристор, в принципе, может быть выключен за полпериода. Тем не менее, в течение нескольких миллисекундных задержек между изменением напряжения дуги (например, короткое замыкание) и управлением тиристорами токи могут значительно возрасти. Чтобы уменьшить скорость нарастания тока, обычно добавляют реактор в петлю постоянного тока, поскольку естественное реактивное сопротивление сильноточной петли постоянного тока является недостаточным.
Тем не менее, в течение нескольких миллисекундных задержек между изменением напряжения дуги (например, короткое замыкание) и управлением тиристорами токи могут значительно возрасти. Чтобы уменьшить скорость нарастания тока, обычно добавляют реактор в петлю постоянного тока, поскольку естественное реактивное сопротивление сильноточной петли постоянного тока является недостаточным.
Эти реакторы рассчитаны на индуктивность в диапазоне от 100 микроГенри до 400 микроГенри. Поскольку они потребляют полный постоянный ток, омические потери значительны и могут поддерживаться в допустимых пределах только за счет использования соответствующего сечения меди или алюминия, из которых состоят катушки. Каждый тиристор способен выдерживать несколько кА и несколько кВ обратной полярности. Каждое плечо состоит из последовательно и параллельно соединенных тиристоров. В качестве защитных мер используются плавкие предохранители и резисторы балансировки напряжения. На охлаждение влияет деионизированная вода.
Электрические характеристики DC-EAF – Управление тиристорами обычно выбирается для поддержания постоянного тока. Таким образом, переменный ток перед выпрямителем также постоянен, как и первичный ток. Рассматривая мощности первичной обмотки переменного тока, видно, что постоянный ток означает, что MVA постоянна. Следовательно, характеристика MW как функции MVAR представляет собой квадрант круга, для которого (квадрат MW) + (квадрат MVAR) = (квадрат MVA) = константа. Обычно наклон линии вольт/ампер является линейным и обычно падает на 100 В на 100 кА. Таким образом, например, при 100 кА управление тиристорами может поддерживать постоянный ток в диапазоне напряжения дуги примерно от 900 В до короткого замыкания путем изменения угла зажигания.
Нижние соединения – Для работы с одиночной дугой постоянного тока необходимо выполнить электрическое соединение (положительный анод) со стальной загрузкой. Для этой проблемы были разработаны различные решения. Несколько типов нижних соединений для ЭДП постоянного тока показаны на рис. 6.
Несколько типов нижних соединений для ЭДП постоянного тока показаны на рис. 6.
Рис. 6. Типы нижних соединений
В одном типе анодный ток распределяется между множеством стальных стержней, встроенных в набивной огнеупорный блок. Стержни диаметром около 25 мм могут иметь длину один метр и соединены медной пластиной под кожухом печи. Весь анодный блок может иметь диаметр от 1 до 2 м. Разновидностью штифтового типа является использование тонких стальных листов, опять же залитых огнеупором. Другой вариант заключается в использовании стальной заготовки диаметром 250 мм, проходящей через изолированную гильзу, ведущую к охлаждаемому медному соединению под кожухом печи. Во всех трех этих конструкциях (шпилька, лист или заготовка) верхняя часть стального проводника плавится под действием тепла. Он повторно затвердевает при отключении питания и после загрузки металлолома.
Альтернативой конструкциям тока сталь-сталь является вариант, в котором ток проходит через проводящие огнеупоры к медной нижней пластине большого диаметра. Во всех типах нижнего соединения должна быть изоляция между анодным соединением и кожухом печи. Это сделано для снижения вероятности прохождения тока через кожух непосредственно на анодные шины
Во всех типах нижнего соединения должна быть изоляция между анодным соединением и кожухом печи. Это сделано для снижения вероятности прохождения тока через кожух непосредственно на анодные шины
Качество электроэнергии является основной задачей системы электроснабжения в установке ЭДП. Необходимо соблюдать пределы мерцания, коэффициента мощности и гармоник. Эффективный алгоритм управления электродами снижает количество переключений трансформатора, а также правильный размер реактора постоянного тока и фильтров подавления гармоник необходим для удовлетворения требований энергоснабжения. В дополнение к этому требуется опциональное активное подавление мерцания и непрерывная коррекция коэффициента мощности с помощью статического компенсатора реактивной мощности (SVC), чтобы гарантировать соответствие самым строгим требованиям электроснабжения и/или разрешить работу в удаленных районах со слабой сетью.
Мерцание в основном вызвано колебаниями реактивной мощности. Следовательно, требуется канал быстрой перемотки, который отправляет информацию от блока управления выпрямителем к блоку управления SVC, что позволяет рассчитать фактическое потребление реактивной мощности печью. Эта информация используется для повышения эффективности подавления мерцания. Результатом использования системы SVC является (i) более высокая средняя потребляемая мощность по сравнению с обычной компенсацией реактивной мощности, (ii) непрерывная коррекция коэффициента мощности, близкая к единице, (iii) контроль напряжения на шине печи, (iv) отсутствие несбалансированной нагрузки в сети и (v) низкие уровни мерцания и гармоник даже в слабых сетях.
Эта информация используется для повышения эффективности подавления мерцания. Результатом использования системы SVC является (i) более высокая средняя потребляемая мощность по сравнению с обычной компенсацией реактивной мощности, (ii) непрерывная коррекция коэффициента мощности, близкая к единице, (iii) контроль напряжения на шине печи, (iv) отсутствие несбалансированной нагрузки в сети и (v) низкие уровни мерцания и гармоник даже в слабых сетях.
Стабилизатор дуги необходим для повышения производительности. Стабильный процесс необходим для продуктивной работы. Использование оптимизированной конструкции реактора постоянного тока (низкие потери) для выравнивания электродного тока помогает постоянно поддерживать стабильную дугу. Результатом является (i) меньшая нагрузка на гидравлическую систему электрода, (ii) меньшая вибрация, (iii) меньший расход электрода, (iv) более высокая производительность, (v) еще большее уменьшение мерцания и (vi) более низкие потери на излучение.
В случае ДСП постоянного тока тиристоры имеют два медных вывода, один из которых присоединен к кабелю питания ДСП, а другой присоединен к подовому электроду печи.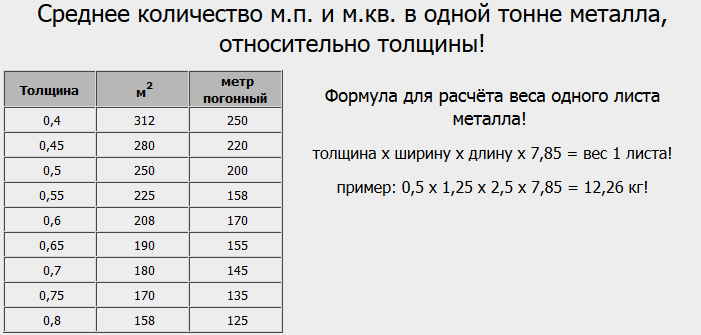 Подовой электрод печи обычно жесткий, так как во время работы печи не требуется никакого движения. В принципе оконечная нагрузка на тиристорах аналогична замыканию треугольником, хотя физически существенно отличается. Однако, что касается вопросов технического обслуживания при замыкании треугольника, те же принципы могут быть применены к работе постоянного тока.
Подовой электрод печи обычно жесткий, так как во время работы печи не требуется никакого движения. В принципе оконечная нагрузка на тиристорах аналогична замыканию треугольником, хотя физически существенно отличается. Однако, что касается вопросов технического обслуживания при замыкании треугольника, те же принципы могут быть применены к работе постоянного тока.
Операции DC-EAF
Прогресс в технологии полупроводниковой коммутации большой мощности привел к появлению недорогих эффективных источников питания постоянного тока. Благодаря этим достижениям стала возможной работа печи постоянного тока большой мощности. ДСП постоянного тока характеризуется выпрямлением напряжения трехфазного печного трансформатора выпрямителями с тиристорным управлением. Эти устройства способны непрерывно модулировать и контролировать величину постоянного тока дуги для обеспечения стабильной работы. В печах постоянного тока используется только один графитовый электрод, а обратный электрод встроен в дно печи. Существует несколько типов подовых электродов: токопроводящее дно пода, токопроводящее штыревое дно, одиночная или многозаготовочная заготовка и токопроводящие ребра в монолитном магнезитовом поде.
Существует несколько типов подовых электродов: токопроводящее дно пода, токопроводящее штыревое дно, одиночная или многозаготовочная заготовка и токопроводящие ребра в монолитном магнезитовом поде.
Все эти конструкции нижних возвратных электродов зарекомендовали себя. Чаще всего используются токопроводящие нижние штифты, в которых несколько штифтов прикреплены к пластине и образуют обратный путь, а также конструкция нижней заготовки. Нижний электрод охлаждается воздухом в случае штыревого типа и водяным в случае заготовочного исполнения. Пространство между штифтами заполнено набивной массой, а вершина штифтов находится на одном уровне с внутренней футеровкой печи. По мере износа огнеупора штифты также плавятся.
ЭДП постоянного тока работают с «горячей пяткой», чтобы обеспечить электрический путь к обратному электроду. При пуске из холодных условий смесь лома и шлака используется для обеспечения начального электрического пути. После расплавления печь можно загружать ломом.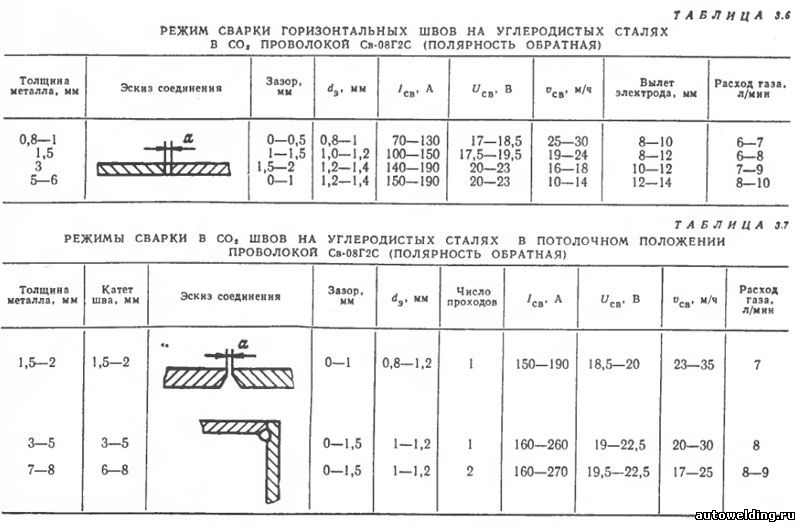
Некоторые из первых преимуществ, достигнутых при работе на постоянном токе, включали снижение потребления электродов (на 20 % ниже, чем при высоковольтном переменном токе, на 50 % ниже, чем при обычном переменном токе), снижение мерцания напряжения (на 50 – 60 % по сравнению с обычным переменным током) и снижение энергопотребления (от 5 % до 10 % ниже, чем для переменного тока). Вышеупомянутые результаты были в основном достигнуты на печах меньшего размера, которые были переведены с переменного тока на постоянный. Однако некоторые более крупные установки печей постоянного тока не сразу достигли заявленных преимуществ. В частности, возникли две проблемные области, а именно (i) потребление электродов и (ii) потребление огнеупоров.
Несколько операций печи постоянного тока показали, что снижения расхода электрода, ожидаемого при работе постоянного тока, не произошло. Большой анализ, проведенный производителями электродов, показал, что физические условия внутри электродов различны для работы на переменном и постоянном токе. В результате для больших электродов постоянного тока, через которые проходит очень большой ток, наблюдалось повышенное количество растрескивания и выкрашивания по сравнению с работой на переменном токе. Следовательно, возникла необходимость в разработке электродов с физическими свойствами, более подходящими для работы на постоянном токе.
В результате для больших электродов постоянного тока, через которые проходит очень большой ток, наблюдалось повышенное количество растрескивания и выкрашивания по сравнению с работой на переменном токе. Следовательно, возникла необходимость в разработке электродов с физическими свойствами, более подходящими для работы на постоянном токе.
Экономичный максимальный размер печей постоянного тока, как правило, зависит от ограничений, связанных с размером электрода и пропускной способностью по току. В настоящее время максимальный экономичный размер печи постоянного тока с одним графитовым электродом составляет около 165 тонн. Печи большего размера можно использовать, используя более одного графитового электрода.
Некоторые из первых операций постоянного тока столкнулись с проблемами износа огнеупора и срока службы нижнего электрода. Эти проблемы напрямую связаны с факелом дуги в печи. Конструкция анода оказывает наибольшее влияние на факел дуги. Во всех печах постоянного тока электрическая дуга отклоняется в сторону, противоположную источнику питания, из-за асимметрии магнитных полей, создаваемых цепью постоянного тока. Таким образом, дуга имеет тенденцию концентрироваться в одной области внутри печи, создавая горячую точку и приводя к чрезмерному износу огнеупоров. Было разработано несколько решений для контроля или устранения вспышки дуги. Все конструкции нижних электродов в настоящее время сконфигурированы так, чтобы дуга направлялась к центру печи.
Таким образом, дуга имеет тенденцию концентрироваться в одной области внутри печи, создавая горячую точку и приводя к чрезмерному износу огнеупоров. Было разработано несколько решений для контроля или устранения вспышки дуги. Все конструкции нижних электродов в настоящее время сконфигурированы так, чтобы дуга направлялась к центру печи.
В случае донного проводящего огнеупора и днища штифтового типа необходимо предусмотреть раздельные линии подачи к нижнему аноду или нижней катушке, что помогает изменять генерируемое чистое магнитное поле. В конструкции с нижней частью заготовки величина тока, подаваемого на каждую заготовку, контролируется вместе с направлением подачи анода для управления дугой. В конструкции нижнего ребра используется тот факт, что электрическая подача происходит в нескольких точках, чтобы контролировать отклонение дуги. На квадранты, расположенные дальше от выпрямителя, подается больший ток, чем на те, которые расположены ближе к выпрямителю.
Некоторые считают, что возможности повышения автоматизации работы ЭДП больше для печи постоянного тока. Это связано с тем, что при использовании только одного электрода увеличивается пространство как сверху, так и внутри печи. Ожидается, что печь постоянного тока будет стоить на 10-35% дороже, чем сопоставимая печь переменного тока. Однако расчеты окупаемости показывают, что эти дополнительные затраты могут быть возмещены в течение одного-двух лет за счет более низких эксплуатационных расходов.
Это связано с тем, что при использовании только одного электрода увеличивается пространство как сверху, так и внутри печи. Ожидается, что печь постоянного тока будет стоить на 10-35% дороже, чем сопоставимая печь переменного тока. Однако расчеты окупаемости показывают, что эти дополнительные затраты могут быть возмещены в течение одного-двух лет за счет более низких эксплуатационных расходов.
Было проведено исследование, в котором сравнивались режимы работы печей на переменном и постоянном токе, и было обнаружено, что электрические потери составляют около 4 % при работе на переменном токе и 5,5 % при работе на постоянном токе, причем разница в абсолютном выражении относительно незначительна. Разница в общем потреблении энергии между печами переменного и постоянного тока, вероятно, будет менее 9кВтч/т в пользу печи постоянного тока. Однако на энергопотребление влияют многие другие переменные, и получить точные цифры затруднительно.
В печах постоянного тока расход электрода примерно на 25 % меньше, чем в печах переменного тока, что обычно соответствует 0,4 кг/т. Эта разница, по-видимому, больше для небольших печей переменного тока. Фликер примерно на 60 % ниже при работе на постоянном токе, однако достижения в конфигурациях систем питания переменного тока (дополнительное реактивное сопротивление) уменьшили эту разницу до 40 %.
Эта разница, по-видимому, больше для небольших печей переменного тока. Фликер примерно на 60 % ниже при работе на постоянном токе, однако достижения в конфигурациях систем питания переменного тока (дополнительное реактивное сопротивление) уменьшили эту разницу до 40 %.
Некоторые типичные результаты, которые были представлены для больших операций ЭДП постоянного тока, включают расход электрода от 1 кг/т до 2 кг/т жидкой стали, потребление энергии в диапазоне от 350 кВтч/т жидкой стали до 500 кВтч/т жидкой сталь, время плавки от 45 до 120 минут и срок службы нижней части от 1500 до 4000 плавок. Однако важно помнить, что энергопотребление сильно зависит от методов эксплуатации, температуры выпуска, использования вспомогательного топлива, типа металлолома и т. д.
Переработка металлолома 101 [Полное руководство для металлолома]
Вы не можете превратить в золото все, к чему прикасаетесь, если только вас не зовут царь Мидас.
Верьте или нет:
Вы можете помочь сохранить окружающую среду, превратив мусор в деньги.
Возможно, вы уже много раз слышали о переработке металлолома. Может быть, вы тоже читали об этом, но у вас не было желания прыгать в поезд по утилизации. Но, прочитав это руководство, вы, возможно, даже почувствуете себя достаточно взволнованным, чтобы осмотреть свой дом на наличие кусков мусора с металлами. 9. Для извлечения сырья из земли горнодобывающие компании нанимают тяжелые экскаваторы, самосвалы и людей с лопатами, которые копают землю. Это бешеное копание не только разрушает почву, но и выбрасывает в воздух и воду токсичные соединения, радиоактивные камни, металлическую пыль и асбестоподобные минералы.
Все для небольшой концентрации драгоценного минерала или металла.
Горнодобывающая промышленность оказывает сильное воздействие на окружающую среду. Список включает:
- Провал
- Загрязнение почвы, грунтовых и поверхностных вод
- Опасные побочные продукты, включая сточные воды
- Разрушение среды обитания диких животных
- И потеря биоразнообразия среди прочих
Хуже…
Воздействие распространяется гораздо шире, чем сам участок добычи, и продолжается спустя десятилетия после завершения добычи.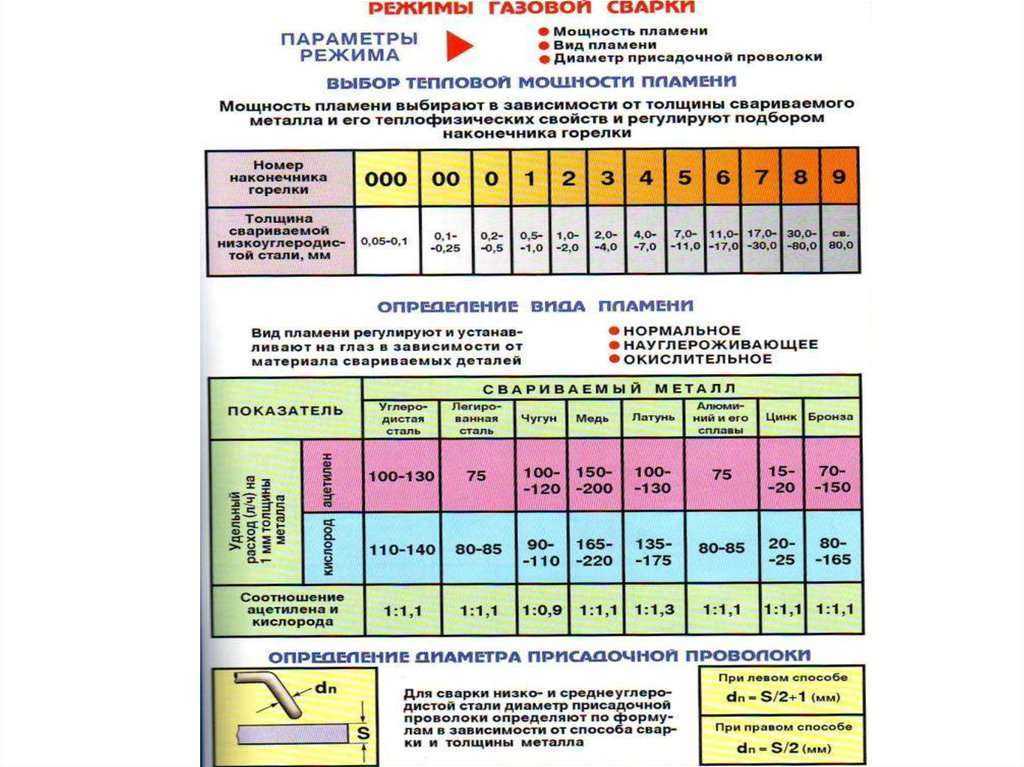
С другой стороны, отключение майнинга также может оказаться разрушительным. Это глобальная индустрия стоимостью 496 миллиардов долларов, от которой зависят средства к существованию миллионов людей. Более того, многие отрасли по всему миру, особенно высокотехнологичные, зависят от металлов и редкоземельных металлов, чтобы выжить.
Но хотя запрет на майнинг и невозможен, снижение потребности в нем вполне достижимо. И переработка металлолома – это шаг в правильном направлении. Если в мире будет перерабатываться достаточное количество металлолома, спрос на первичные материалы снизится, а за этим последует добыча полезных ископаемых.
Однако мы все еще далеки от этой цели.
Уровень вторичной переработки металлов: отчет о состоянии, подготовленный Международной группой по ресурсам, показал, что уровень вторичной переработки металлов низок. На бумаге извлечение металлов снова и снова более чем выполнимо. Тем не менее, менее 33% из 60 металлов, включенных в отчет, имеют коэффициент рециркуляции более 50%, а примерно еще одна треть имеет коэффициент рециркуляции менее 1%.
Давайте работать вместе и увеличить эти цифры. Далее в этом руководстве вы узнаете, как попасть в поезд по переработке металла, используя базовое снаряжение и ноу-хау.
Экономия энергии и природных ресурсов
Заводы должны перерабатывать недавно добытые материалы и металлы, прежде чем они будут готовы к продаже, что создает дополнительную нагрузку на окружающую среду. Однако перепрофилирование металлолома в новые продукты требует значительно меньше природных ресурсов и меньше энергии.
Например:
Переработка тонны стали экономит 2500 фунтов железной руды, 1400 фунтов угля и 120 фунтов известняка, сообщает Американский институт черной металлургии. Не говоря уже о том, что он экономит достаточно электроэнергии для питания 18 миллионов домохозяйств в течение года.
С другой стороны, утилизация тонны алюминиевых банок экономит 21 000 киловатт-часов. Переработка снижает потребность в добыче первичных бокситов, что приводит к экономии энергии на 95%.
Стимулирует экономику страны (и вашу тоже)
Несмотря на то, что переработка металлолома не так масштабна, как горнодобывающая промышленность, она является мощным стимулом для экономики. В 2010 году промышленность по переработке металлов в США принесла 64 миллиарда долларов и восстановила цветных металлов, таких как алюминий, медь и свинец, на 40 миллиардов долларов.
И помните:
Нам еще предстоит переработать достаточно. Если мы сможем увеличить коэффициент извлечения различных металлов, вырастут и экономические преимущества. Финансовые стимулы, предоставляемые переработкой металлов, могут распространяться и на вас.
Краткий обзор процесса переработки металлолома
Вы уже видели самые большие преимущества переработки металлолома. Но, возможно, вам интересно, что происходит в процессе? Если да, следующая инфографика даст вам краткий обзор.
Крупные предприятия с собственными программами и складами металлолома часто пользуются услугами сторонних технических специалистов, чтобы привести в порядок свою огромную кучу отходов.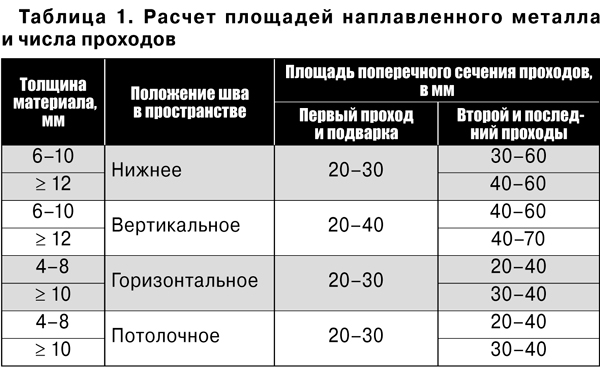 Они либо отправляют свой металлолом поставщику услуг, либо приглашают техника на свою площадку для проведения тестов PMI. В этих тестах используются специальные методы идентификации для быстрой сортировки различных типов лома.
Они либо отправляют свой металлолом поставщику услуг, либо приглашают техника на свою площадку для проведения тестов PMI. В этих тестах используются специальные методы идентификации для быстрой сортировки различных типов лома.
С другой стороны, предприятия, обладающие необходимыми знаниями и опытом, могут получить собственное оборудование (например, анализаторы металлов) для сортировки металлолома.
Оборудование для сортировки металлолома
Заводы по переработке будут заниматься более сложными частями процесса, включая обнаружение радиации, обжиг и измельчение. Но вы можете помочь своему местному сообществу восстановить больше материалов, пригодных для повторного использования, собирая металлолом.
В следующем разделе показано, что вам нужно для начала работы.
Ремесленные инструменты
1. Магнит для определения и оценки стоимости металла
Магнит — лучший друг мусорщика. Вам понадобится этот инструмент, чтобы отличить черные металлы от цветных. Вот основные правила, о которых следует помнить:
Вам понадобится этот инструмент, чтобы отличить черные металлы от цветных. Вот основные правила, о которых следует помнить:
- Если магнит прилипает, у вас черный металл. Обычные металлы, такие как сталь и железо, подпадают под эту категорию. А поскольку они легко доступны, черных металлов не будет много. Тем не менее, свалки все равно принимают их на переработку и будут платить вам за них.
- Если магнит не прилипает, перед вами цветной металл. Медь и алюминий — это цветные металлы, и по ряду причин они стоят больше, чем черные. Они обладают большей устойчивостью к коррозии, имеют более высокую проводимость и меньше весят.
Так что не забудьте перед выходом взять с собой ручной магнит. Если у вас его нет, подойдет маленький магнит с обратной стороны магнита на холодильник.
2. Контейнеры для сортировки
Далее вам нужно держать под рукой пару контейнеров для сортировки металлолома.
Вы хотите иметь контейнер для каждого вида металла, который вы собираете. Если вы смешаете их вместе, свалка либо скажет вам разделить металлы и вернуться, либо заплатит вам в зависимости от наименее ценного металла в куче.
Если вы смешаете их вместе, свалка либо скажет вам разделить металлы и вернуться, либо заплатит вам в зависимости от наименее ценного металла в куче.
Вот пример:
Если у вас есть алюминий и медь в одном контейнере, свалка, скорее всего, заплатит вам, исходя из цены за фунт алюминия. И вы не хотите этого, так как медь имеет более высокую ценность.
3. Базовые знания о металлах
Хотя вам не нужно быть металлургом, чтобы перерабатывать металлы, вам нужно знать достаточно, чтобы различать материалы. В противном случае вам будет сложно оценить стоимость своей стопки. Для новых разборщиков поможет следующий список указателей.
Источник: https://cormsquare.com/Steel/Others-in-steel/110017/Steel-Scrap
- Сталь легко отличить от других материалов, потому что она прилипает к магниту. будто от этого зависит его жизнь. Это также один из самых дешевых и тяжелых металлов. Хотя сталь не так ценится, как цветные, стальной лом у вас не иссякнет, поскольку он встречается практически во всем — от старых вешалок до стиральных машин.

- Железо также является магнитным. На верфях используются краны с магнитами для перемещения железного лома. Железо является одним из самых перерабатываемых металлов на планете отчасти потому, что его легко перерабатывать. Некоторые обычные предметы домашнего обихода, такие как ванны, бойлеры и стиральные машины, содержат много железа.
Источник: https://www.scrapmonster.com/equipment-details/copper-wire-scrapaluminum-wire-scrapaluminum-scrap/3664
- Медь — один из самых ценных металлов, которые можно перерабатывать, поэтому следите за ним. В хорошем состоянии он имеет красноватый цвет, но при ношении может стать темно-коричневым. Вы можете найти медь в компьютерных кабелях, шнурах питания и старых удлинителях. Старые водопроводные трубы, кастрюли и электромагниты также могут содержать медь.
- Алюминий может выглядеть как сталь, но он не будет прилипать к магнитам, как последний.
 Оконные рамы, капоты автомобилей, велосипедов и мотоциклов обычно содержат алюминий. Ой! Эти старые банки из-под газировки и пива в вашем мусорном ведре также учитываются.
Оконные рамы, капоты автомобилей, велосипедов и мотоциклов обычно содержат алюминий. Ой! Эти старые банки из-под газировки и пива в вашем мусорном ведре также учитываются. - Нержавеющая сталь содержит 70% железа. Но он по-прежнему считается цветным металлом и имеет более высокую цену за фунт. Причина? Он содержит не менее 8% никеля. Бытовая техника и кухонная утварь, а также некоторое автомобильное и аэрокосмическое оборудование содержат нержавеющую сталь. Как и следовало ожидать, он выглядит как обычная сталь, но не обладает магнитными свойствами.
- Латунь представляет собой комбинацию цинка и меди, часто встречающуюся в ключах, клапанах, дверных ручках и кранах. Этот тяжелый металл имеет желтоватый цвет (с оттенком красного), но часто приобретает зеленоватый оттенок, если его оставить на улице в течение длительного периода времени.
- Бронза представляет собой продукт из множества металлов, включая медь, олово, марганец, цинк, алюминий и никель.
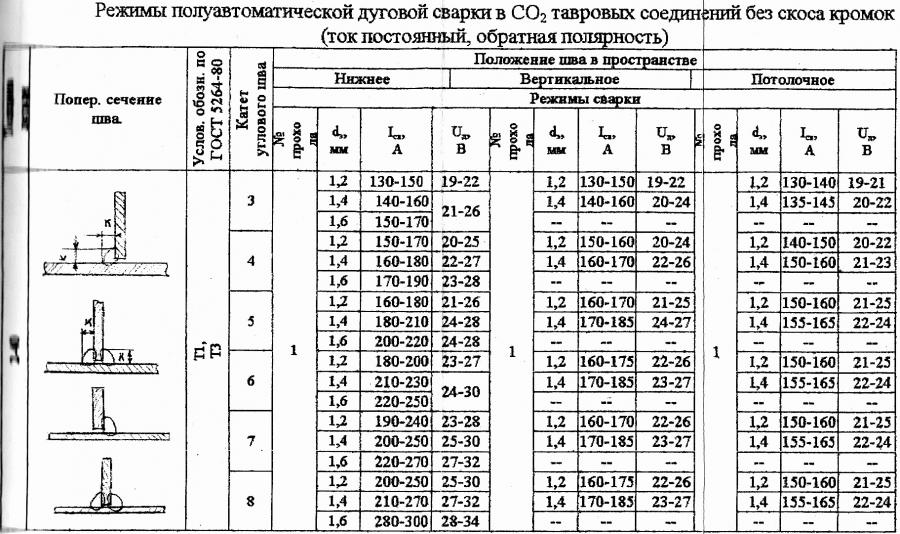 Отличить его от латуни и меди может быть непросто, но следует помнить, что бронза устойчива к воде и коррозии.
Отличить его от латуни и меди может быть непросто, но следует помнить, что бронза устойчива к воде и коррозии. - Свинец ценится за свои промышленные свойства, включая коррозионную стойкость и превосходную ковкость. Но хотя свинец податлив и мягок, он тяжелый, что делает его подходящим для колесных грузов и труб.
Полезно знать: передовые методы идентификации металлов
Утильщики могут обойтись внешним видом. Но знайте, что существуют и другие способы идентификации металлов, многие из которых являются одним из основных инструментов в наборе инструментов опытного слесаря:
- Тест Роквелла: Используя испытательную машину с конусообразным наконечником, тест Роквелла проверяет твердость материала. различать тип. Недостатком, однако, является то, что он учитывает только одно из многих свойств металла.
- Испытание искры: В этом испытании используется высокоскоростная шлифовальная машина для создания потока искры.
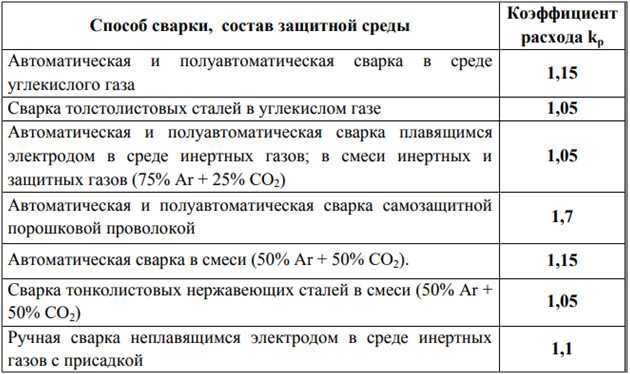 Слесарь проверяет цвет, длину и форму искры, чтобы идентифицировать металл.
Слесарь проверяет цвет, длину и форму искры, чтобы идентифицировать металл. - LIBS: Этот метод популярен при анализе лома и использует высокоэнергетический лазерный импульс для анализа металлов за считанные секунды.
Если вы хотите узнать больше о других методах, их плюсах и минусах, наш пост о наиболее распространенных методах идентификации металлов познакомит вас с ними.
Цены и стоимость металлолома
В конце дня свалка решит, сколько они заплатят вам за тот металл, который вы принесете. Но приведенная ниже таблица даст вам лучшее представление о том, какие металлы приносят наибольшую отдачу от ваших усилий.
Обратите внимание:
Эти цифры меняются ежедневно и могут различаться в зависимости от ряда факторов, включая местоположение, рыночные тенденции и мету; оценка. Если вы хотите получать цены в режиме реального времени, проверьте Scrap Register и Scrap Monster.
| Тип металла | Цена |
|---|---|
| Сталь | От 0,50 до 1,30 долл. США США |
| Алюминий | От 0,65 до 1,07 долл. США |
| Медь | от 2,13 до 2,43 долл. США |
| Нержавеющая сталь | От 0,32 до 1,64 долл. США |
| Латунь | от 1,59 до 1,76 долл. США |
| Свинец | От 0,41 до 0,73 долл. США |
Правила техники безопасности, о которых следует помнить
Безопасность является первоочередной задачей, где бы вы ни работали, но особенно при сборе лома для переработки. Это справедливо даже в том случае, если вы не планируете заниматься этим на постоянной основе. Вам придется поднимать тяжелые предметы и обращаться с острыми предметами и краями. Не говоря уже о том, что вам нужно следить за окружающими и быть осторожными, чтобы не травмировать прохожих и не повредить имущество.
Одежда для работы
Как правило…
Вы хотите, чтобы ваша кожа была как можно меньше обнажена.
Так что не ходите туда в шортах, шлепанцах и сандо. Приберегите это для пляжа. Вместо этого носите устойчивые к проколам одежду с длинными рукавами и брюки, чтобы свести к минимуму риск порезаться.
На всякий случай добавьте пару качественных рабочих ботинок. Вам нужны удобные и безопасные пальцы из сплава для легкой защиты от тяжелого мусора.
Помимо кожи, вы также хотите защитить глаза и голову от непогоды, поэтому наденьте защитные очки и шлем. Ой! И защитите эти руки от царапин парой кожаных рабочих перчаток.
Возьмите с собой аптечку
Несчастные случаи все равно могут произойти, даже если вы носите самое лучшее защитное снаряжение, которое вы можете себе позволить. Так что будьте умнее и возьмите с собой аптечку. В комплект должны входить обычные пластыри и бинты, а также:
- Пинцет для извлечения осколков
- Местный антибиотик для ран
- Бутылка воды
- Обезболивающие (также отлично помогают при болях в спине)
- Противоаллергические препараты, такие как антигистаминные препараты
Не забудьте также мобильный телефон. В случае серьезной травмы наличие одного позволяет быстро позвать на помощь. А еще лучше, чтобы службы экстренной помощи или родственники были на быстром наборе, чтобы вам не пришлось возиться с нужным номером телефона.
В случае серьезной травмы наличие одного позволяет быстро позвать на помощь. А еще лучше, чтобы службы экстренной помощи или родственники были на быстром наборе, чтобы вам не пришлось возиться с нужным номером телефона.
Имейте подходящее оборудование для работы
В поисках ценного металлолома вам может понадобиться взбираться на высокие места, сбрасывать тяжелые вещи с крыши или сносить части старого заброшенного дома. Что бы вам ни нужно было сделать, убедитесь, что у вас есть подходящее оборудование для работы, будь то лестница, кувалда или длинная веревка.
Кстати, о веревках. Принеси еще.
Вам понадобятся веревки или цепи, чтобы удерживать металл на месте, особенно когда вы в пути. Это поможет предотвратить ранение людей или повреждение автомобилей, следующих за вами. Защита вашего лома также может отпугнуть воров или, по крайней мере, доставить им неприятности (подробнее об этом позже).
5 кратких советов по сбору и извлечению большей выгоды из металлолома
Начните из дома
Беспорядок в вашем доме начинает накапливаться?
Пока не устраивайте гаражную распродажу!
Многие предметы домашнего обихода содержат драгоценные металлы, пригодные для вторичной переработки — от скороварок, электрических проводов и фитингов до световых полос и многого другого.
Вы будете удивлены, узнав, насколько больше вы можете получить, отправив их на местную свалку, а не перепродав. Просто поищите внимательно, и вы их найдете.
В частности, старые или сломанные бытовые приборы являются отличным источником металлов, пригодных для повторного использования. Кондиционеры, посудомоечные машины, морозильные камеры и стиральные машины имеют их в избытке. Другие бытовые приборы могут выглядеть просто сломанными снаружи, но их невидимые части могут содержать дорогие материалы. Поэтому сначала разберите их, прежде чем отдавать.
Очистите и отсортируйте лом
Нет, вам не нужно чистить металлы водой с мылом. Позволь мне объяснить.
Многие сборочные дворы предпочитают и даже доплачивают за подготовленный лом. Они были обрезаны по размеру и не имеют дополнительных приспособлений, что облегчает работу во дворе.
Таким образом, хотя они все еще могут принимать медную проводку с изоляционным материалом, удаление последнего в ваших же интересах.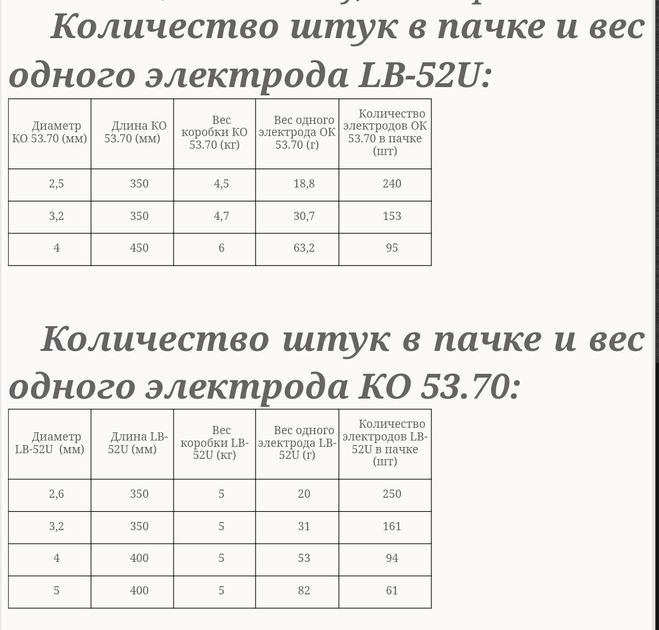 Сделайте то же самое для любого другого материала на поверхности лома, такого как болты, ржавые гвозди и колпачки.
Сделайте то же самое для любого другого материала на поверхности лома, такого как болты, ржавые гвозди и колпачки.
Далее…
Помните, что металлы бывают разных марок.
Медь, например, имеет 2 разновидности. На №1 ничего нет. Без сплавов, покрытия и изоляции. Почти весь вес лома составляет медь. Неудивительно, что № 1 имеет более высокую цену, чем № 2, вес которого составляет всего 95% меди из-за покрытия оловом, покрытия или других примесей .
Итак, рассортируйте куски лома в соответствии с их классом. Мы уже упоминали о разделении сваи по типу металла. Но чтобы получить больше пользы от своей тяжелой работы, вы должны сделать этот дополнительный шаг.
Проверьте эти горячие точки
После того, как вы порылись в своем доме, вам может быть трудно найти другой хлам. Так часто бывает, когда вы только начинаете. Чтобы убедиться, что у вас есть стабильный запас перерабатываемого металла, проверьте эти места в вашем районе.
Многоквартирные дома могут быть постоянным источником металлолома. Так что возьмите карту вашего сообщества, найдите эти места и обратитесь к ответственному офицеру по техническому обслуживанию. Попросите их сообщить вам, если им нужно избавиться от металлического мусора, и обязательно оставьте визитную карточку.
Местные деловые центрыПредприятия, независимо от размера, в один прекрасный момент выбросят ценные вещи. Ритейлер может избавиться от поврежденных тележек. Офисы могут модернизировать свои компьютеры. И когда это произойдет, вы хотите, чтобы они (или менеджер объекта или офиса) позвонили вам, чтобы вынести мусор.
Строительные площадки Выемка со стройплощадки может оказаться прибыльной. Но знайте, что вам нужно письменное разрешение от подрядчика, прежде чем начать. Некоторые строительные компании сами продают свой лом, и вы же не хотите, чтобы вас обвиняли в воровстве.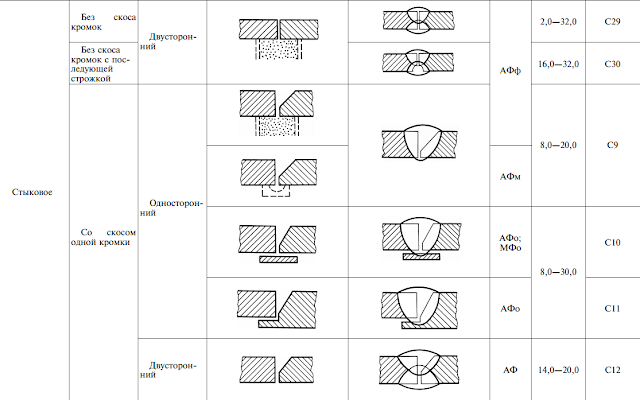
Хотя эти мастерские не могут сдать вам свой автомобильный лом, в ближайших мусорных баках могут быть автозапчасти, полные перерабатываемого металла. Некоторым владельцам мусорных баков может не понравиться, что вы копаетесь в их мусоре, в то время как другие не будут возражать. Так что обязательно спросите разрешения.
Держите воров в страхе
Если вы планируете хранить металлолом в гараже или сарае, защитите это место, используя качественный замок. Лучшие из них могут стоить дорого. Но если вы планируете заниматься сбором металлолома на постоянной основе, вложения более чем оправданы.
Учтите, однако, что похитители металлолома могут иметь кусачки для болтов и замков. Поэтому не стесняйтесь использовать несколько замков и цепей.
Если вы живете в районе, где часты случаи кражи металлолома, рассмотрите возможность хранения металлолома в хранилище. Использование единицы хранения оплачивается ежемесячно. Но круглосуточное наблюдение, сотрудники службы безопасности и контролируемый доступ гарантируют, что ваш хлам/ценности не пропадут.
Но круглосуточное наблюдение, сотрудники службы безопасности и контролируемый доступ гарантируют, что ваш хлам/ценности не пропадут.
Знайте свои местные свалки металлолома
Без местных свалок вам некуда будет сдать свой хлам, и вы не сможете обменять его на наличные. Поэтому составьте список свалок металлолома в вашем районе. Начните с просмотра веб-сайта правительства вашего штата. Скорее всего, вы найдете каталог мест переработки и покупателей металлолома, который вы сможете сузить.
С другой стороны, вы также можете использовать такие инструменты, как приложение iScrap, в котором перечислены текущие цены на металл, склады металлолома и переработчики металла в США и Канаде. Или вы можете использовать общенациональный онлайн-каталог, например Earth911, который поможет вам в поиске.
20.9: Электролиз – Химия LibreTexts
- Последнее обновление
- Сохранить как PDF
- Идентификатор страницы
- 21798
Цели обучения
- Понимать электролиз и количественно описывать его.

В этой главе мы описали различные гальванические элементы, в которых спонтанная химическая реакция используется для выработки электрической энергии. Однако в электролитической ячейке происходит противоположный процесс, называемый электролизом 9.{2+}\) раствора, а затем замкнуть цепь, разность потенциалов между двумя отсеками будет 0,74 В. Кадмиевый электрод начнет растворяться (Cd окисляется до Cd 2 + ) и является анодом, в то время как металлическая медь будет осаждаться на медном электроде (Cu 2 + восстанавливается до Cu), который является катодом (рис. \(\PageIndex{1a}\)).
Рисунок \(\PageIndex{1}\): Приложенное напряжение может изменить направление потока электронов в гальваническом элементе Cd/Cu. (a) Когда отсеки, содержащие Cd-электрод, погруженный в 1 M Cd 2 + (водн.) и медный электрод, погруженный в 1 М меди 2 + (водн.) соединены для создания гальванического элемента, Cd(s) самопроизвольно окисляется до Cd 2 + (водн. ) на аноде, и Cu 2 + (водн.) самопроизвольно восстанавливается до Cu(s) на катоде. Потенциал гальванического элемента составляет 0,74 В. (b) Приложение внешнего потенциала более 0,74 В в обратном направлении заставляет электроны течь от медного электрода [который теперь является анодом, на котором металлическая медь (медь) окисляется до Cu 9-)[\mathrm{96,485\;J/(V\cdot моль)}](\mathrm{0,74\;V}) \\[4pt] &=-\textrm{140 кДж (на моль Cd)} \end {align*} \nonumber \]
) на аноде, и Cu 2 + (водн.) самопроизвольно восстанавливается до Cu(s) на катоде. Потенциал гальванического элемента составляет 0,74 В. (b) Приложение внешнего потенциала более 0,74 В в обратном направлении заставляет электроны течь от медного электрода [который теперь является анодом, на котором металлическая медь (медь) окисляется до Cu 9-)[\mathrm{96,485\;J/(V\cdot моль)}](\mathrm{0,74\;V}) \\[4pt] &=-\textrm{140 кДж (на моль Cd)} \end {align*} \nonumber \]В этом направлении система действует как гальванический элемент.
В электролитической ячейке к несамопроизвольной реакции прикладывается внешнее напряжение.
Обратная реакция восстановления Cd 2 + Cu термодинамически несамопроизвольна и будет происходить только при затрате энергии 140 кДж. Мы можем заставить реакцию протекать в обратном направлении, подав электрический потенциал выше 0,74 В от внешнего источника питания. Приложенное напряжение заставляет электроны проходить через цепь в обратном направлении, превращая гальванический элемент в электролитический элемент. Таким образом, медный электрод теперь является анодом (Cu окисляется), а кадмиевый электрод теперь является катодом (Cd 9{2+}\) на \(Cu\) – ясно, что не может возникать самопроизвольно и происходит только при приложении достаточной электрической энергии. Различия между гальваническими и электролитическими элементами приведены в таблице \(\PageIndex{1}\).
Приложенное напряжение заставляет электроны проходить через цепь в обратном направлении, превращая гальванический элемент в электролитический элемент. Таким образом, медный электрод теперь является анодом (Cu окисляется), а кадмиевый электрод теперь является катодом (Cd 9{2+}\) на \(Cu\) – ясно, что не может возникать самопроизвольно и происходит только при приложении достаточной электрической энергии. Различия между гальваническими и электролитическими элементами приведены в таблице \(\PageIndex{1}\).
| Собственность | Гальванический элемент | Электролитическая ячейка |
|---|---|---|
| ΔG | < 0 | > 0 |
| E ячейка | > 0 | < 0 |
| Электродный процесс | ||
| анод | окисление | окисление |
| катод | сокращение | сокращение |
| Знак электрода | ||
| анод | − | + |
| катод | + | — |
Электролитические реакции
При достаточно высоких температурах ионные твердые вещества плавятся с образованием жидкостей, которые очень хорошо проводят электричество благодаря высокой концентрации ионов. {+}}\) восстанавливается на катоде. Общая реакция выглядит следующим образом:
{+}}\) восстанавливается на катоде. Общая реакция выглядит следующим образом:
\[\ce{ 2NaCl (l) \rightarrow 2Na(l) + Cl2(g)} \label{20.9.6} \]
Это обратное образование \(\ce{NaCl}\ ) из его элементов. Продуктом реакции восстановления является жидкий натрий, поскольку температура плавления металлического натрия составляет 97,8°C, что значительно ниже температуры плавления \(\ce{NaCl}\) (801°C). Приблизительно 20 000 тонн металлического натрия ежегодно производится в Соединенных Штатах путем электролиза расплавленного \(\ce{NaCl}\) в ячейке Дауна (рис. \(\PageIndex{2}\)). В этой специализированной ячейке \(\ce{CaCl2}\) (температура плавления = 772°C) сначала добавляется к \(\ce{NaCl}\), чтобы понизить температуру плавления смеси примерно до 600°C, тем самым снижая эксплуатационные расходы.
Рисунок \(\PageIndex{2}\): Ячейка Даунса для электролиза расплавленного NaCl. Электролиз расплавленной смеси NaCl и CaCl 2 приводит к образованию элементарного натрия и газообразного хлора. Поскольку в этих условиях натрий является жидкостью, а жидкий натрий менее плотный, чем расплавленный хлорид натрия, натрий всплывает на поверхность расплава и собирается в концентрических железных цилиндрах с крышками, окружающих катод. Газообразный хлор собирается в перевернутом конусе над анодом. Железный экран, разделяющий катодный и анодный отсеки, предотвращает контакт расплавленного натрия и газообразного хлора. (CC BY-SA-NC; анонимно)
Поскольку в этих условиях натрий является жидкостью, а жидкий натрий менее плотный, чем расплавленный хлорид натрия, натрий всплывает на поверхность расплава и собирается в концентрических железных цилиндрах с крышками, окружающих катод. Газообразный хлор собирается в перевернутом конусе над анодом. Железный экран, разделяющий катодный и анодный отсеки, предотвращает контакт расплавленного натрия и газообразного хлора. (CC BY-SA-NC; анонимно)Аналогичным образом, в процессе Холла-Эру, используемом для коммерческого производства алюминия, расплавленная смесь примерно 5% оксида алюминия (Al 2 O 3 ; температура плавления = 2054°C) и 95% криолита (Na 3 AlF 6 ; температура плавления = 1012°C) подвергается электролизу при температуре около 1000°C, с образованием расплавленного алюминия на катоде и газообразного CO 2 на угольном аноде. Общая реакция выглядит следующим образом:
\[\ce{2Al2O3(ж) + 3C(т) -> 4Al(ж) + 3CO2(г)} \label{20. 9.7} \]
9.7} \]
Оксид-ионы реагируют с окисленным углеродом на аноде с образованием CO 2 (g).
Следует сделать два важных замечания об этих двух коммерческих процессах и об электролизе расплавленных солей в целом.
- Электродные потенциалы для расплавленных солей, вероятно, сильно отличаются от стандартных потенциалов ячейки, перечисленных в Таблице P2, которые составлены для восстановления гидратированных ионов в водных растворах в стандартных условиях.
- Использование смешанной солевой системы означает возможность конкуренции между различными электролитическими реакциями. Когда смесь NaCl и CaCl 2 подвергается электролизу, Cl – окисляется, поскольку он является единственным присутствующим анионом, но либо Na + , либо Ca 2 + могут быть восстановлены. Наоборот, в процессе Холла-Эру присутствует только один катион, который может быть восстановлен (Al 3 + ), но есть три вида, которые могут быть окислены: C, O 2- и F –.
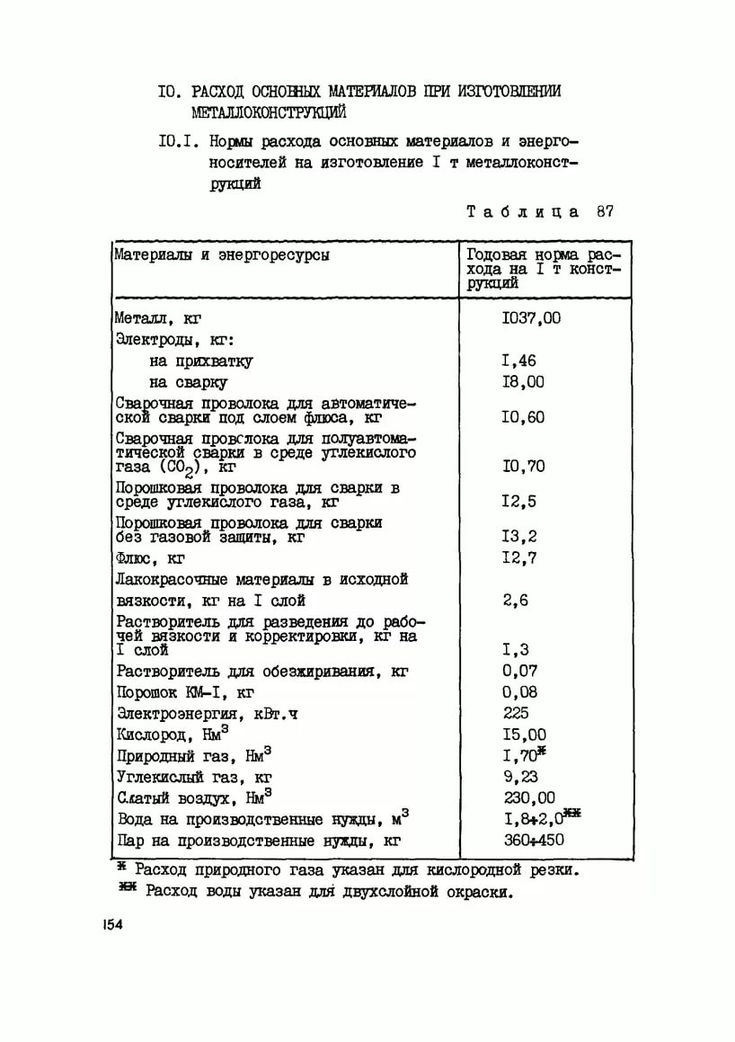
В процессе Холла-Эру окисляется C вместо O 2− или F − , поскольку кислород и фтор более электроотрицательны, чем углерод, а это означает, что C является более слабым окислителем, чем O 2 или F 2 . Точно так же в ячейке Даунса можно ожидать, что электролиз смеси NaCl/CaCl 2 приведет к образованию кальция, а не натрия, поскольку Na немного менее электроотрицательен, чем Ca (χ = 0,9).3 против 1,00 соответственно), что облегчает окисление Na и, наоборот, затрудняет восстановление Na + . Фактически восстановление Na + до Na является наблюдаемой реакцией. В тех случаях, когда электроотрицательность двух видов аналогична, другие факторы, такие как образование комплексных ионов, становятся важными и могут определять результат.
Пример \(\PageIndex{1}\)
При электролизе расплавленной смеси MgCl 2 и KBr какие продукты образуются на катоде и аноде соответственно?
Дано: наименование солей
Запрошено: продукты электролиза
Стратегия:
- Перечислите все возможные продукты восстановления и окисления.
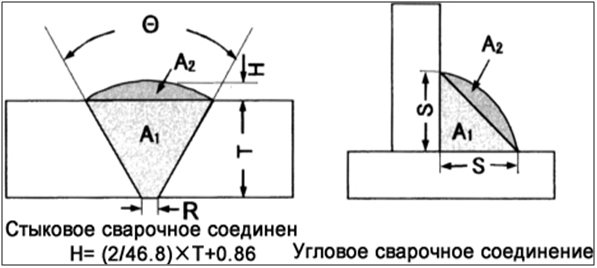 Основываясь на значениях электроотрицательности, показанных на рис. 7.5, определите, какие частицы будут восстанавливаться, а какие окисляться.
Основываясь на значениях электроотрицательности, показанных на рис. 7.5, определите, какие частицы будут восстанавливаться, а какие окисляться. - Определите продукты, которые будут образовываться на каждом электроде.
Раствор
A Возможными продуктами восстановления являются Mg и K, а возможными продуктами окисления являются Cl 2 и Br 2 . Поскольку Mg более электроотрицательный, чем K (χ = 1,31 по сравнению с 0,82), вполне вероятно, что Mg будет восстанавливаться, а не K. Поскольку Cl более электроотрицательный, чем Br (3,16 по сравнению с 2,96), Cl 2 является более сильным окислителем, чем Br 2 .
B Следовательно, электролиз будет производить Br 2 на аноде и Mg на катоде.
Упражнение \(\PageIndex{1}\)
Прогноз продуктов, если расплавленная смесь AlBr 3 и LiF подвергается электролизу.
- Ответить
Бр 2 и Ал
Электролиз также можно использовать для термодинамического самопроизвольного разложения воды на составляющие элементы: H 2 и O 2 .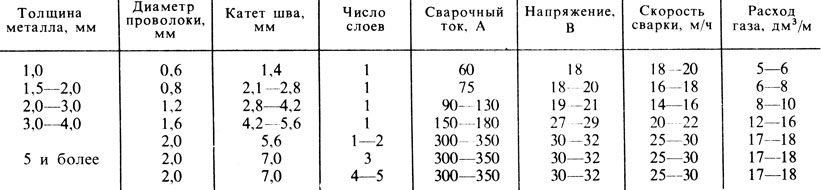 Однако, поскольку чистая вода является очень плохим электрическим проводником, небольшое количество ионного растворенного вещества (например, H 2 SO 4 или Na 2 SO 4 ) необходимо сначала добавить, чтобы увеличить его электропроводность. Введение инертных электродов в раствор и приложение напряжения между ними приведет к быстрому образованию пузырьков H 2 и O 2 (рис. \(\PageIndex{3}\)).
Однако, поскольку чистая вода является очень плохим электрическим проводником, небольшое количество ионного растворенного вещества (например, H 2 SO 4 или Na 2 SO 4 ) необходимо сначала добавить, чтобы увеличить его электропроводность. Введение инертных электродов в раствор и приложение напряжения между ними приведет к быстрому образованию пузырьков H 2 и O 2 (рис. \(\PageIndex{3}\)).
Для системы, содержащей электролит, такой как Na 2 SO 4 , оказывающий незначительное влияние на ионизационное равновесие жидкой воды, pH раствора будет равен 7,00 и [H + ] = [ ОН − ] = 1,0 × 10 −7 .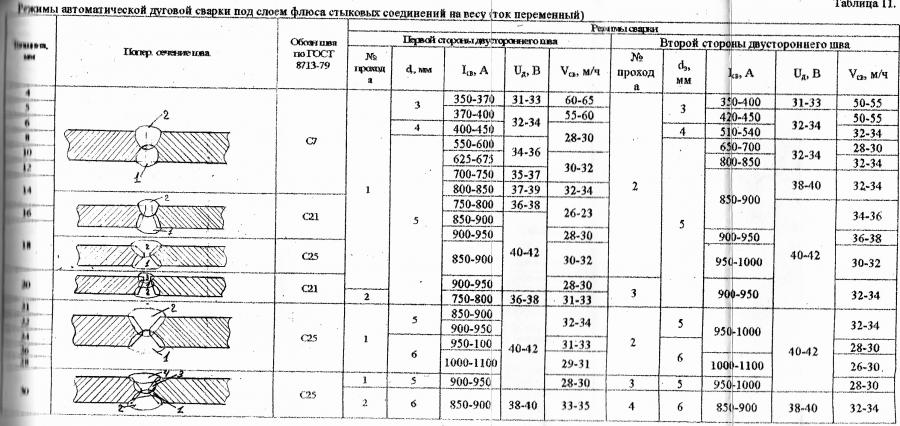 \circ_\textrm{cell}-\left(\dfrac{\textrm{0,0592_\mathrm{H_2}) \\ &=-\textrm{1,23 В}-\left(\dfrac{\textrm{0,0591 В}}{4}\right)\log(1)=-\textrm{1,23 В }\end{align} \label{20.9.11} \]
\circ_\textrm{cell}-\left(\dfrac{\textrm{0,0592_\mathrm{H_2}) \\ &=-\textrm{1,23 В}-\left(\dfrac{\textrm{0,0591 В}}{4}\right)\log(1)=-\textrm{1,23 В }\end{align} \label{20.9.11} \]
Таким образом, E , ячейка , составляет -1,23 В, что является значением E° , ячейка , если реакцию проводят в присутствии 1 M H . + , а не при рН 7,0.
На практике для электролиза воды требуется напряжение примерно на 0,4–0,6 В выше расчетного значения. Это добавленное напряжение, называемое перенапряжением , представляет собой дополнительную движущую силу, необходимую для преодоления барьеров, таких как большая энергия активации для образования газа на поверхности металла. Во всех электролитических процессах необходимы перенапряжения, что объясняет, почему, например, для подзарядки 12-вольтовой аккумуляторной батареи в вашем автомобиле необходимо подать примерно 14 В.
Как правило, любой металл, который не реагирует легко с водой с образованием водорода, может быть получен электролитическим восстановлением водного раствора, содержащего катион металла. Металлы p-блока и большинство переходных металлов относятся к этой категории, но металлы в высоких степенях окисления, которые образуют оксоанионы, не могут быть восстановлены до металла простым электролизом. Активные металлы, например алюминий и металлы 1-й и 2-й групп, настолько легко реагируют с водой, что их можно получить только электролизом расплавленных солей. Точно так же любой неметаллический элемент, который не легко окисляет воду до O 2 можно получить электролитическим окислением водного раствора, содержащего соответствующий анион. На практике из неметаллов этим методом нельзя получить только F 2 . Оксоанионы неметаллов в их высших степенях окисления, такие как NO 3 − , SO 4 2 − , PO 4 3 , PO 4 3 обычно плохо восстанавливаются электрохимически1 − как ионы-спектаторы, которые остаются в растворе во время электролиза.
Металлы p-блока и большинство переходных металлов относятся к этой категории, но металлы в высоких степенях окисления, которые образуют оксоанионы, не могут быть восстановлены до металла простым электролизом. Активные металлы, например алюминий и металлы 1-й и 2-й групп, настолько легко реагируют с водой, что их можно получить только электролизом расплавленных солей. Точно так же любой неметаллический элемент, который не легко окисляет воду до O 2 можно получить электролитическим окислением водного раствора, содержащего соответствующий анион. На практике из неметаллов этим методом нельзя получить только F 2 . Оксоанионы неметаллов в их высших степенях окисления, такие как NO 3 − , SO 4 2 − , PO 4 3 , PO 4 3 обычно плохо восстанавливаются электрохимически1 − как ионы-спектаторы, которые остаются в растворе во время электролиза.
Как правило, любой металл, который не реагирует легко с водой с образованием водорода, может быть получен электролитическим восстановлением водного раствора, содержащего катион металла.

Гальваническое покрытие
В процессе, называемом гальванопокрытие , слой второго металла осаждается на металлический электрод, который действует как катод во время электролиза. Гальваническое покрытие используется для улучшения внешнего вида металлических предметов и защиты их от коррозии. Примеры гальванического покрытия включают слой хрома, который можно найти на многих сантехнических приборах или (ранее) на бамперах и колпаках автомобилей, а также тонкий слой драгоценного металла, который покрывает посеребренную посуду или украшения. Во всех случаях основная концепция одна и та же. Схематический вид аппарата для гальванического покрытия изделий из серебра и фотография промышленной гальванической ячейки показаны на рисунке \(\PageIndex{4}\).
Рисунок \(\PageIndex{3}\): Гальваническое покрытие. (a) При гальванике используется электролитическая ячейка, в которой покрываемый объект, например вилка, погружается в раствор осаждаемого металла.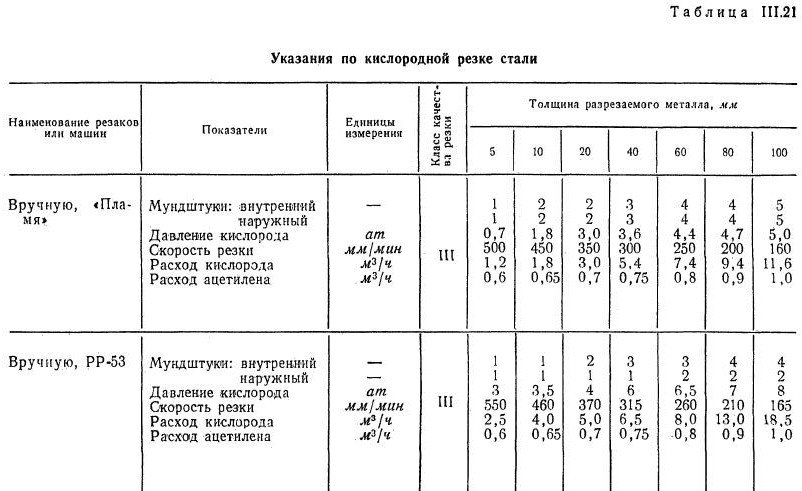 {+}}\) и применяя правильный потенциал. (CC BY-SA-NC; анонимно) 9o_{ячейка} = 0\, В\), для запуска процесса гальванического покрытия требуется лишь небольшое приложенное напряжение. На практике к гальваническому раствору могут быть добавлены различные другие вещества для контроля его электропроводности и регулирования концентрации свободных ионов металлов, что обеспечивает гладкое и ровное покрытие.
{+}}\) и применяя правильный потенциал. (CC BY-SA-NC; анонимно) 9o_{ячейка} = 0\, В\), для запуска процесса гальванического покрытия требуется лишь небольшое приложенное напряжение. На практике к гальваническому раствору могут быть добавлены различные другие вещества для контроля его электропроводности и регулирования концентрации свободных ионов металлов, что обеспечивает гладкое и ровное покрытие.Количественные соображения
Если мы знаем стехиометрию реакции электролиза, величину протекающего тока и продолжительность времени, мы можем рассчитать количество материала, потребленного или произведенного в реакции. И наоборот, мы можем использовать стехиометрию для определения комбинации тока и времени, необходимых для производства данного количества материала. 9{2+}}\) в \(\ce{Cu}\) металл. Напомним, что заряд 1 моль электронов составляет 1 фарадей (1 Ф), что равно 96 485 Кл. Таким образом, мы можем рассчитать количество молей электронов, перенесенных при прохождении через ячейку известного тока за заданный период времени. . Общий переданный заряд (\(q\) в кулонах) является произведением тока (\(I\) в амперах) на время (\(t\) в секундах):
. Общий переданный заряд (\(q\) в кулонах) является произведением тока (\(I\) в амперах) на время (\(t\) в секундах):
\[q = I\ раз t \label{20.9.14} \]
Стехиометрия реакции и общий переданный заряд позволяют рассчитать количество продукта, образующегося во время реакции электролиза, или количество металла, осажденного в процессе гальванического покрытия. 9- \end{align*} \nonumber \]
Поскольку для восстановления одного иона Cu 2 + требуется два электрона, общее количество произведенных молей Cu составляет половину количества переданных молей электронов, или 1,2 × 10 90 200 -3 90 201 мол. Это соответствует 76 мг Cu. В промышленных процессах электрорафинирования используются гораздо более высокие токи (более или равные 50 000 А), что соответствует примерно 0,5 Ф/с, а время реакции составляет порядка 3–4 недель.
Пример \(\PageIndex{2}\)
Посеребренная ложка обычно содержит около 2,00 г серебра. Если для достижения желаемой толщины покрытия Ag требуется 12,0 ч, какова средняя сила тока на одну ложку, которая должна протекать в процессе гальванического покрытия, при условии эффективности 100 %?
Дано: масса металла, время и эффективность
Запрошено: требуемый ток
Стратегия:
- Рассчитайте количество молей металла, соответствующее данной переданной массе.
 3\textrm{ C} }{(\textrm{12,0 ч})(\textrm{60 мин/ч})(\textrm{60 с/мин})}\\ 9{-2}\textrm{ A}\end{align*} \nonumber \]
3\textrm{ C} }{(\textrm{12,0 ч})(\textrm{60 мин/ч})(\textrm{60 с/мин})}\\ 9{-2}\textrm{ A}\end{align*} \nonumber \]Поскольку эффективность процесса гальванического покрытия обычно намного ниже 100 % (типичные значения ближе к 30 %), фактический необходимый ток превышает 0,1 А.
Упражнение \(\PageIndex{2}\)
Стандартная алюминиевая банка из-под безалкогольных напитков весит около 29 г. Сколько времени необходимо для получения этого количества Al(s) в процессе Холла–Эру с использованием тока 15 А для восстановления расплавленного Al 2 O 3 /Na 3 AlF 6 смесь?
- Ответить
5,8 ч
Гальваника: Гальванизация(opens in new window) [youtu.be]
Резюме
При электролизе внешнее напряжение подается для запуска самопроизвольной реакции.
 Количество окисленного или восстановленного материала можно рассчитать по стехиометрии реакции и количеству переданного заряда. Соотношение заряда, тока и времени:
Количество окисленного или восстановленного материала можно рассчитать по стехиометрии реакции и количеству переданного заряда. Соотношение заряда, тока и времени:\[ q = I \times t \nonnumber \]
При электролизе внешнее напряжение подается для запуска несамопроизвольной реакции. Электролиз также можно использовать для получения H 2 и O 2 из воды. На практике для преодоления таких факторов, как большая энергия активации и потенциал перехода, необходимо прикладывать дополнительное напряжение, называемое перенапряжением. Гальванопокрытие — это процесс, при котором второй металл наносится на металлическую поверхность, тем самым улучшая внешний вид объекта или обеспечивая защиту от коррозии. Количество материала, потребленного или произведенного в реакции, можно рассчитать, исходя из стехиометрии реакции электролиза, количества пропущенного тока и продолжительности электролитической реакции.
20.9: Электролиз распространяется под лицензией CC BY-NC-SA 3.
 0, автором, ремиксом и/или куратором является LibreTexts.
0, автором, ремиксом и/или куратором является LibreTexts.- Наверх
- Была ли эта статья полезной?
- Тип изделия
- Раздел или страница
- Лицензия
- CC BY-NC-SA
- Версия лицензии
- 3,0
- Показать страницу Содержание
- нет на странице
- Теги
- Электролиз
- электролизер
- гальваническое покрытие
- Камера Холла – Эру
- неспонтанный процесс
- перенапряжение
Прогнозы тоннажа пресса – Руководство AHSS
- Требования к тоннажу и мощность пресса
- Обычные эмпирические расчеты приводят к неточному прогнозу тоннажа пресса, особенно в AHSS
- AHSS увеличивает трудности прогнозирования тоннажа пресса
- Точные прогнозы тоннажа требуют точных и полных входных данных
- Следующие шаги
Для операции штамповки важно знать мощность пресса, необходимую для изготовления детали.
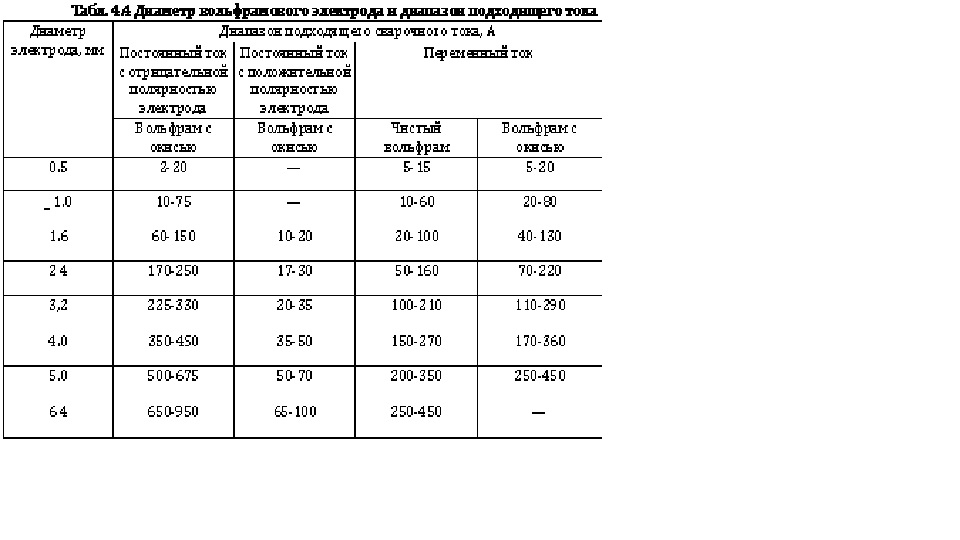 Запуск детали в прессе с недостаточной мощностью может привести к усталости пресса, повреждению и значительному времени простоя. Кроме того, операция, которая должна запускать деталь на гораздо более крупном прессе, чем предполагалось, чтобы получить достаточный тоннаж, приведет к снижению производительности и эффективности, что приведет к увеличению затрат. Поэтому очень важно иметь возможность прогнозировать требования к тоннажу штамповки детали на ранней стадии проектирования компонента и процесса штамповки. Это еще более важно с учетом постоянных разработок в области усовершенствованных высокопрочных сталей (AHSS), которые производит сталелитейная промышленность. Эти стали обладают такой же формуемостью, как и традиционные высокопрочные стали, с удвоенной или более высокой прочностью, как показано на рис. как автомобильная и сталелитейная промышленность реагируют на изменения.
Запуск детали в прессе с недостаточной мощностью может привести к усталости пресса, повреждению и значительному времени простоя. Кроме того, операция, которая должна запускать деталь на гораздо более крупном прессе, чем предполагалось, чтобы получить достаточный тоннаж, приведет к снижению производительности и эффективности, что приведет к увеличению затрат. Поэтому очень важно иметь возможность прогнозировать требования к тоннажу штамповки детали на ранней стадии проектирования компонента и процесса штамповки. Это еще более важно с учетом постоянных разработок в области усовершенствованных высокопрочных сталей (AHSS), которые производит сталелитейная промышленность. Эти стали обладают такой же формуемостью, как и традиционные высокопрочные стали, с удвоенной или более высокой прочностью, как показано на рис. как автомобильная и сталелитейная промышленность реагируют на изменения.Рисунок 1: AHSS дополняет спектр вариантов, доступных для изготовления автомобильных кузовов.
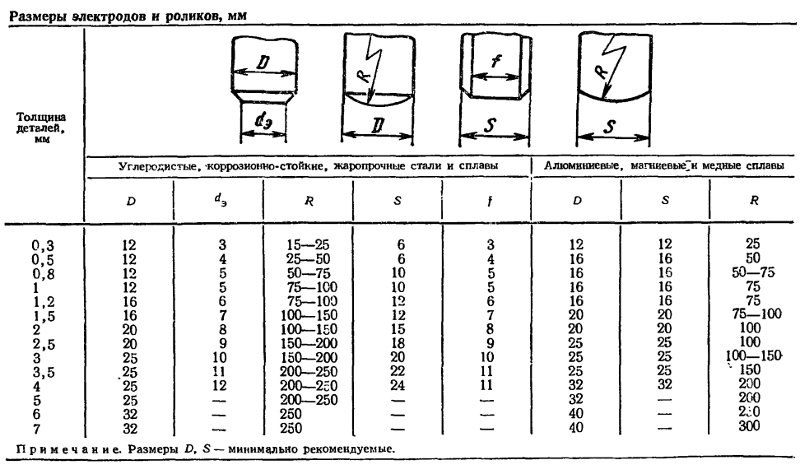 A-69
A-69 Требования к тоннажу и производительности пресса
При обсуждении требований к производительности пресса обычно в качестве необходимого измеримого значения в основном используется «тоннаж». Тоннаж – это пиковая нагрузка, необходимая во время операции штамповки. Номинальная грузоподъемность пресса относится к пиковой нагрузке, которую пресс может безопасно передать, не вызывая повреждения рамы пресса, ползуна, втулок и т. д. Для механического пресса пиковая грузоподъемность доступна только в нижней части хода.
Помимо требований к пиковым нагрузкам, также важно понимать общую энергию, необходимую для формирования детали. Как правило, усилие, доступное механическому прессу всего в нескольких дюймах от дна, составляет 50% от номинальной грузоподъемности пресса. Для операций волочения, которые могут начинаться на несколько дюймов ниже дна, важно спрогнозировать требования к тоннажу детали на протяжении всего хода и сравнить это с кривой силы от производителя пресса.
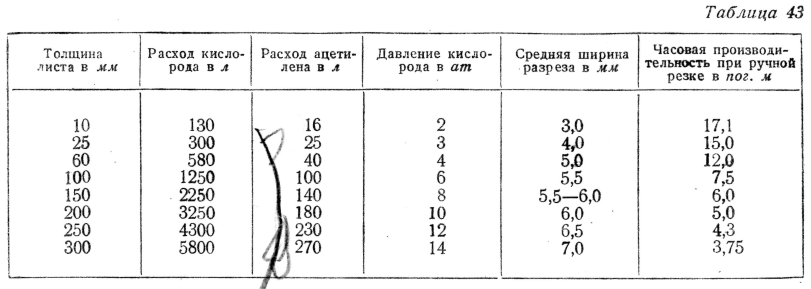 Интегрирование этой кривой усилия пресса по всему ходу является мерой общей энергоемкости пресса. Много раз, когда пресс останавливается в нижней мертвой точке, проблема может быть не в том, что была превышена пиковая нагрузка пресса, а в том, что было израсходовано полное количество энергии, запасенной в маховике. Более подробную информацию о силе пресса и энергии пресса можно найти на нашей странице, посвященной требованиям пресса.
Интегрирование этой кривой усилия пресса по всему ходу является мерой общей энергоемкости пресса. Много раз, когда пресс останавливается в нижней мертвой точке, проблема может быть не в том, что была превышена пиковая нагрузка пресса, а в том, что было израсходовано полное количество энергии, запасенной в маховике. Более подробную информацию о силе пресса и энергии пресса можно найти на нашей странице, посвященной требованиям пресса.Несколько лет назад я видел пример соотношения энергии и тоннажа. Деталь представляла собой кронштейн рамы из AHSS относительно толстого калибра. Конструкция представляла собой простую шляпную секцию с фланцами. На виде сверху деталь была размером всего около 6 дюймов на 6 дюймов, а глубина шляпы составляла около 4 дюймов. Исходя из тоннажа, необходимого для отбортовки, обрезки и пробивки отверстия, деталь должна была легко поместиться в небольшой 600-тонный пресс. Однако, чтобы иметь достаточно энергии для производства детали, этот небольшой штамп был помещен в центр 180-дюймовой станины 1200-тонного пресса.
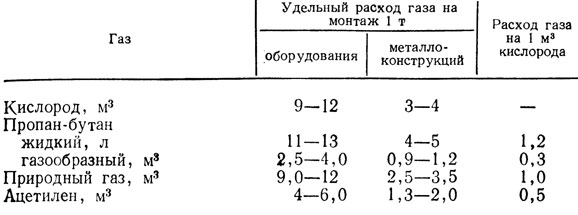 Мало того, что это было сложно с точки зрения эргономики для оператора, но и нагрузка на большой пресс была намного выше, а скорость была намного ниже, чем у меньшего пресса, что привело к значительному увеличению затрат.
Мало того, что это было сложно с точки зрения эргономики для оператора, но и нагрузка на большой пресс была намного выше, а скорость была намного ниже, чем у меньшего пресса, что привело к значительному увеличению затрат.Кроме того, полезно знать, насколько смещена от центра нагрузка, необходимая для формирования детали. Очевидно, что установщик штампов будет центрировать штамп под плунжером. Однако большинство деталей несимметричны, в результате чего нагрузка, поступающая на ползун, втулки и раму пресса, смещается в одну или другую сторону. Это становится более преувеличенным в большом трансферном прессе, который может иметь большую операцию вытягивания на входном конце и небольшую операцию обрезки на выходе.
Собирая все это вместе, имея возможность предсказать не только пиковую нагрузку, необходимую для формирования детали, но также общую энергию хода и отклонение от центра, мы можем разработать процесс штамповки, который будет безопасным и эффективный. Кроме того, с точки зрения бережливого производства прогнозируемая кривая силы сквозного хода обеспечивает хорошую базовую линию, определяющую базовое состояние штампа.
 Сравнение этого с фактическими кривыми усилия и оценка любых изменений с течением времени помогут разработать графики профилактического обслуживания и предложат множество новых возможностей сервопрессов по мере их распространения.
Сравнение этого с фактическими кривыми усилия и оценка любых изменений с течением времени помогут разработать графики профилактического обслуживания и предложат множество новых возможностей сервопрессов по мере их распространения.Традиционные эмпирические расчеты приводят к неточным прогнозам тоннажа пресса, особенно в AHSS
В 1989 году я работал стажером в колледже у поставщика автомобильных штамповок. Одна из моих задач состояла в том, чтобы сделать базовые расчеты требований к размеру и тоннажу детали, которые использовались инженерами-технологами для разработки процесса штамповки и определения затрат на производство и штамп для производства детали. Эмпирические оценки, использовавшиеся в то время, представляли собой простые расчеты пиковой нагрузки. Тоннаж операций обрезки и пробивки зависел от длины линии обрезки, толщины материала и прочности материала на сдвиг. Тоннаж для формовочных операций зависел от размера формы, толщины материала и прочности материала на растяжение.
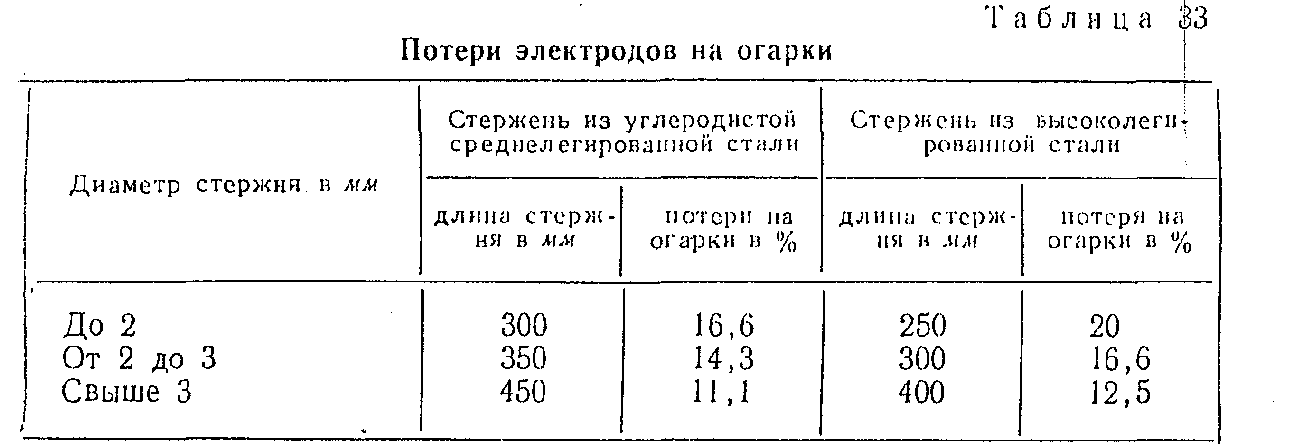 Эти расчеты обычно завышали требования к тоннажу, но из-за используемых сталей с относительно низкой прочностью по сравнению с сегодняшней AHSS в большинстве случаев ограничивающим фактором был общий размер детали, который диктовал размер используемого пресса, а не потребность в тоннаже.
Эти расчеты обычно завышали требования к тоннажу, но из-за используемых сталей с относительно низкой прочностью по сравнению с сегодняшней AHSS в большинстве случаев ограничивающим фактором был общий размер детали, который диктовал размер используемого пресса, а не потребность в тоннаже.Так почему же сегодня мы слышим, что те же самые эмпирические правила не работают, или, что еще хуже, что теперь они недооценивают требования к тоннажу? Чтобы понять это, давайте рассмотрим несколько рекомендаций, которые я использовал более 30 лет назад. Уравнение 1 . Это был очень простой и эффективный способ оценить тоннаж всех пробитых отверстий. Давайте посмотрим, как было получено это эмпирическое правило. Уравнение является упрощением того факта, что фактический расчет представляет собой длину линии, выполняющей работу, в данном случае длину окружности, умноженную на толщину материала и прочность материала на сдвиг (ꚍ). Общее уравнение для любого типа пирсинга или обрезки: Тоннаж = P * t * ꚍ , где P — периметр или длина линии отделки, t — толщина материала, а ꚍ — прочность материала на сдвиг.
 Типичная оценка прочности на сдвиг ( ꚍ ) составляет 60% от прочности на растяжение ( T ) материала. Таким образом, формула для простой пробивки отверстия выглядит следующим образом:
Типичная оценка прочности на сдвиг ( ꚍ ) составляет 60% от прочности на растяжение ( T ) материала. Таким образом, формула для простой пробивки отверстия выглядит следующим образом:Общая формула обрезки: Тоннаж = P * t * ꚍ Уравнение 2 Специально для круглого отверстия: Тоннаж = πd * t * 0,6 т Упрощение: Тоннаж = d * t * 0,6Tπ Мягкая сталь T = 300 МПа = 43,5 тыс. фунтов на кв. дюйм: 0,6 * 43,5 * 3,14 = 82 Просверлить круглое отверстие: Тоннаж = d * t * 80 Теперь, когда мы знаем, как было получено эмпирическое правило, мы можем указать на некоторые возможные источники ошибок. Во-первых, в уравнении используется полная толщина материала. В действительности типичная операция обрезки стали состоит из обрезки от 20% до 50%, а оставшаяся часть приходится на поломку.
 Пресс должен создавать нагрузку только для обрезки. Во-вторых, прочность материала на сдвиг не является фиксированным процентом прочности на растяжение. Фактическую прочность на сдвиг следует измерять для каждой конкретной марки, поскольку различия в микроструктуре AHSS будут влиять на прочность материала на сдвиг. Наконец, любая из этих ошибок умножается, поскольку современный материал AHSS имеет общую прочность на растяжение в три, четыре или даже в пять раз больше, чем у низкоуглеродистой стали — принимая любую ошибку в этой оценке и увеличивая ее. Чтобы убедиться в этом, мы можем взглянуть на простой пример пробивки 1-дюймового отверстия в низкоуглеродистой стали толщиной 1,5 мм. Прочность стали на растяжение находится в диапазоне от 40 до 55 тысяч фунтов на квадратный дюйм (от 280 до 380 МПа). Если мы посмотрим на уравнение 1 с предположениями о высоком и низком уровне, мы увидим:
Пресс должен создавать нагрузку только для обрезки. Во-вторых, прочность материала на сдвиг не является фиксированным процентом прочности на растяжение. Фактическую прочность на сдвиг следует измерять для каждой конкретной марки, поскольку различия в микроструктуре AHSS будут влиять на прочность материала на сдвиг. Наконец, любая из этих ошибок умножается, поскольку современный материал AHSS имеет общую прочность на растяжение в три, четыре или даже в пять раз больше, чем у низкоуглеродистой стали — принимая любую ошибку в этой оценке и увеличивая ее. Чтобы убедиться в этом, мы можем взглянуть на простой пример пробивки 1-дюймового отверстия в низкоуглеродистой стали толщиной 1,5 мм. Прочность стали на растяжение находится в диапазоне от 40 до 55 тысяч фунтов на квадратный дюйм (от 280 до 380 МПа). Если мы посмотрим на уравнение 1 с предположениями о высоком и низком уровне, мы увидим:Оценка по уравнению 1 Тоннаж = 1 * 0,06 * 80 = 4,8 тонны Уравнение 2 минимум Тоннаж = 3,14 * 0,06 (20%) * 0,6 (40) = 0,9 тонны Уравнение 2 максимум Тоннаж = 3,14 * 0,06 (50%) * 0,6 (55) = 3,1 тонны В этом очень простом примере мы видим источники ошибок, которые могут привести к оценке от 0,9 до 4,8 тонн для пробивания одной скважины.
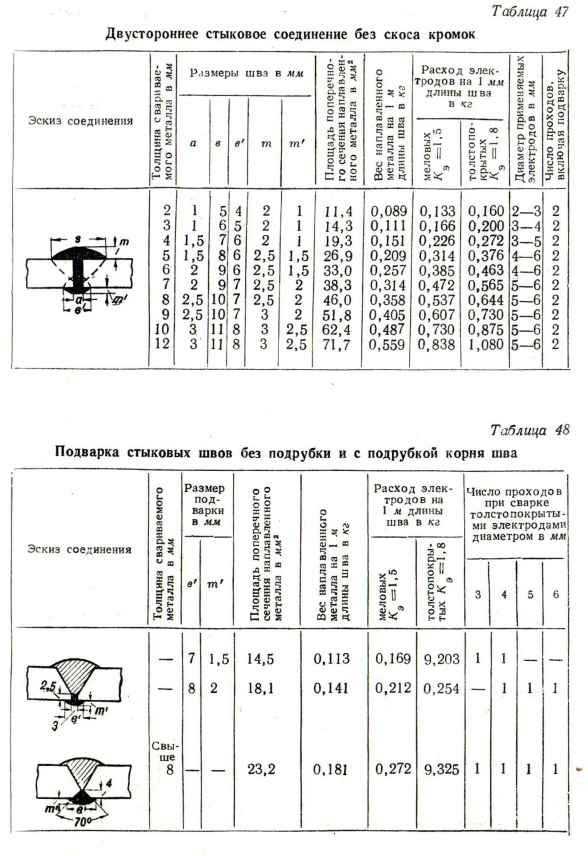 Аналогичное упражнение можно выполнить с операцией рисования. В этой ситуации большинство эмпирических правил пытаются использовать периметр или площадь поверхности детали, толщину материала и прочность материала на растяжение для прогнозирования необходимого тоннажа. Источники ошибок в этом типе расчета включают: 1) использование периметра области рисования, имеющее тенденцию к недооценке; 2) Использование площади поверхности детали с тенденцией к завышению; и 3) Использование прочности материала на растяжение, также имеющее тенденцию к завышению прогноза, поскольку предполагается, что материал растягивается прямо до уровня расщепления. Поправочные коэффициенты были разработаны с течением времени, но все же легко увидеть, что существует много возможных источников ошибок в этих типах расчетов.
Аналогичное упражнение можно выполнить с операцией рисования. В этой ситуации большинство эмпирических правил пытаются использовать периметр или площадь поверхности детали, толщину материала и прочность материала на растяжение для прогнозирования необходимого тоннажа. Источники ошибок в этом типе расчета включают: 1) использование периметра области рисования, имеющее тенденцию к недооценке; 2) Использование площади поверхности детали с тенденцией к завышению; и 3) Использование прочности материала на растяжение, также имеющее тенденцию к завышению прогноза, поскольку предполагается, что материал растягивается прямо до уровня расщепления. Поправочные коэффициенты были разработаны с течением времени, но все же легко увидеть, что существует много возможных источников ошибок в этих типах расчетов.AHSS увеличивает проблемы прогнозирования тоннажа прессы
Мы видим, что существуют неотъемлемые проблемы с эмпирическими правилами старой школы, но почему они так преувеличены с сегодняшним AHSS? Есть множество причин.

- Прочность : Прочность современных сталей холодной штамповки просто невероятна. Там, где мягкая сталь может иметь предел прочности при растяжении 280 МПа, в настоящее время это обычное дело для двухфазных (DP) сталей холодной штамповки и сталей 3-го поколения с пределом прочности до 1180 МПа. Кроме того, на рынок начинают поступать новые материалы с пределом прочности 1500 МПа и достаточным удлинением для холодной штамповки. Это пятикратное увеличение силы действует как умножающий фактор для любых ошибок в традиционных предсказаниях.
- Формуемость : Формуемость AHSS также значительно возросла. Сегодня сталь DP 590 и даже сталь 980 3-го поколения могут иметь почти такое же удлинение, как высокопрочная низколегированная сталь (HSLA) 30 лет назад. Это дает разработчикам деталей возможность включать в детали более сложные формы, в том числе использовать вытачки и валики для увеличения жесткости детали, узких радиусов и более глубокой вытяжки.
 Все они добавляют к используемому тоннажу и, как правило, не являются частью эмпирических расчетов старой школы.
Все они добавляют к используемому тоннажу и, как правило, не являются частью эмпирических расчетов старой школы. - Поправки на упругость : Упругость линейно связана с пределом текучести материала. Следовательно, штамповка марок AHSS требует добавления дополнительных функций в процесс штамповки для контроля пружинения. Они могут включать натяжные валики (используемые для управления потоком материала в начале хода пресса), стержневые валики (используемые в нижней части хода для минимизации пружинения) и более узкие радиусы (рис. 2). Эти функции, как правило, не включены в продукт, в приложении, и их легко игнорировать при типичных расчетах по эмпирическому правилу.
Рис. 2. Разметка валика A-6
- Кривые закалки обеспечивают множество преимуществ для повышения сложности микроструктуры. Все марки AHSS вызывают микроструктурные фазовые превращения в процессе штамповки.
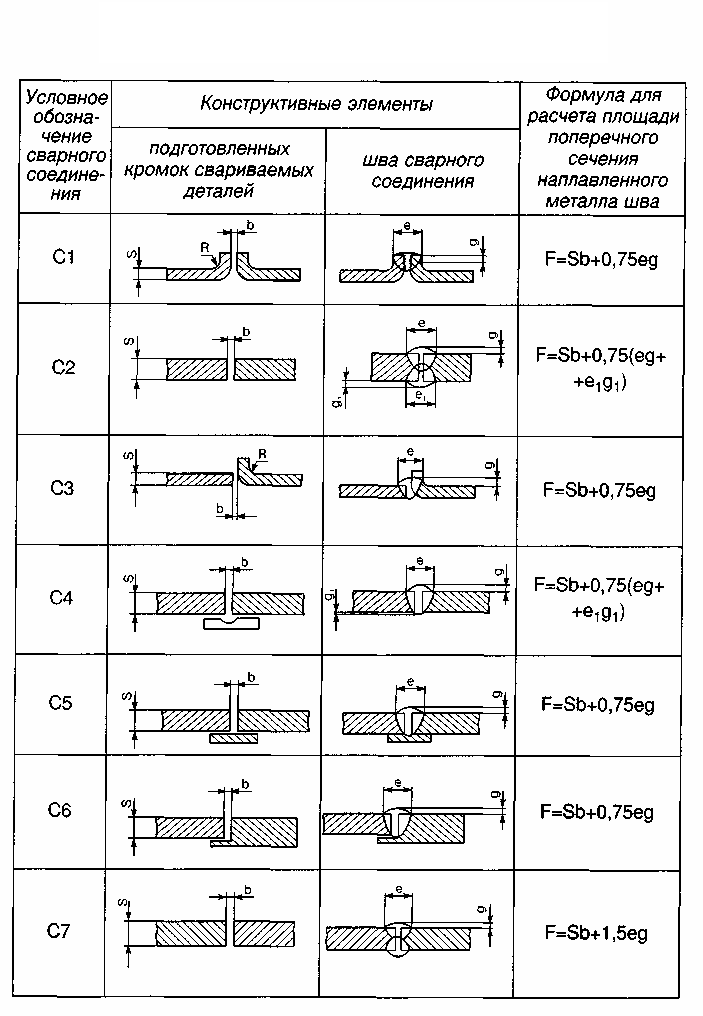 Это позволяет повысить более низкий предел текучести прокатанного материала, что способствует формованию, во время операции штамповки. Это увеличение предела текучести может достигать 100 МПа. Модели, которые оценивают эти кривые упрочнения материала, игнорируются при выполнении ручных расчетов.
Это позволяет повысить более низкий предел текучести прокатанного материала, что способствует формованию, во время операции штамповки. Это увеличение предела текучести может достигать 100 МПа. Модели, которые оценивают эти кривые упрочнения материала, игнорируются при выполнении ручных расчетов. - Прочие соображения : И, наконец, типичное эмпирическое правило расчетов, как мы обсуждали, учитывает только характеристики детали. Как правило, они не включают другие источники, которые потребляют энергию в процессе штамповки, в том числе побочные элементы (валики, направляющие отверстия и т. д.), давление съемника пружины, давление подушек азотных пружин или воздушных подушек, приводные кулачки и подъемники деталей. Многие из них можно было игнорировать 30 лет назад при работе с мягкими сталями, но они становятся более важными с прочностью современной стали AHSS.
Точные прогнозы тоннажа требуют точных и полных входных данных
Ответ в последние годы заключается в том, чтобы больше полагаться на моделирование с использованием программного обеспечения для анализа методом конечных элементов (МКЭ).
 Следует соблюдать осторожность при использовании этих сложных программных пакетов. Во многих случаях программное обеспечение обвиняют, когда даются неточные прогнозы тоннажа прессы. Однако мы знаем, что если какая-либо из упомянутых выше характеристик будет проигнорирована, пользователь разработает очень точный, но очень неточный прогноз тоннажа.
Следует соблюдать осторожность при использовании этих сложных программных пакетов. Во многих случаях программное обеспечение обвиняют, когда даются неточные прогнозы тоннажа прессы. Однако мы знаем, что если какая-либо из упомянутых выше характеристик будет проигнорирована, пользователь разработает очень точный, но очень неточный прогноз тоннажа.Дальнейшие действия
Проблема точного прогнозирования требований к печатной машине широко распространена в отрасли и существует уже несколько десятилетий. Недавние достижения в области AHSS умножили источники ошибок, которые существовали в прошлых практических правилах и из-за неправильного использования передовых пакетов программного обеспечения. Многие люди в сталелитейной и автомобильной промышленности работают над повышением надежности этих прогнозов, в том числе Auto/Steel Partnership (A/SP). A/SP, основанная в 1987 — это партнерство между OEM-производителями автомобилей, сталелитейными заводами и аффилированными поставщиками.
 Компания A/SP объединилась с поставщиками программного обеспечения для формообразования для совместной работы по этому вопросу. Проект A/SP будет работать над измерением источников ошибок и разработкой руководств по их устранению в областях характеристики материалов, методов моделирования и методов численного анализа. Усилия A/SP, включая этот проект, направлены на преодоление разрыва между исследовательскими лабораториями и производственным цехом.
Компания A/SP объединилась с поставщиками программного обеспечения для формообразования для совместной работы по этому вопросу. Проект A/SP будет работать над измерением источников ошибок и разработкой руководств по их устранению в областях характеристики материалов, методов моделирования и методов численного анализа. Усилия A/SP, включая этот проект, направлены на преодоление разрыва между исследовательскими лабораториями и производственным цехом.Что могут сделать производители штамповки? Во-первых, подготовьтесь к эре цифрового производства (часто называемой 4-й промышленной революцией), поддерживая мониторы тоннажа пресса в хорошем рабочем состоянии. Кроме того, рассмотрите возможность модернизации до систем, которые могут фиксировать полные кривые усилия на протяжении всего хода. Во-вторых, не ходите в одиночку. Взаимодействуйте с такими организациями, как A/SP, OEM-производители и сталелитейные заводы. При оценке новых деталей с использованием AHSS привлеките сталелитейный завод к участию еще на этапе проектирования штампа.
