Раскрой лазерный: Лазерный раскрой материала — RIF
alexxlab | 01.03.1991 | 0 | Разное
Лазерный раскрой – разновидности резки
- Информация о материале
Создано: 29 ноября 2012
Просмотров: 8358
Лазерная резка может разделить любой материал идеально точной линией, в том числе лист стали или титана большой толщины. Самыми оптимальными способами являются лазерно-кислородная и кислородная. Лазерная резка в инертном газе применяется для расщепления особо твёрдых материалов, но имеет меньшую скорость. Также применяется лазерное термораскалывание для особо хрупких материалов и лазерная испарительная резка в микротехнологии.
Процесс лазерного раскроя с технологической точки зрения довольно-таки прост. Данная лазерная обработка различных материалов заключается в лазерном луче, который под воздействием струи сжатого газа разрушает поверхность материала. В результате получается разделение заготовки сверхточной линией реза.
Естественно, что для резки разнообразных материалов применяется и разнообразные степени интенсивности излучения: состав режущего газа и, конечно же, давление. Какие же бывают разновидности резки на лазерном оборудовании!?
Лазерно-кислородная резка
Для лазерно-кислородной резки исходным режущим газом является, несомненно, кислород. При взаимодействии кислорода с раскаленным металлом получается экзотермическая реакция окисления, при этом образовавшиеся окислы выдуваются также кислородом, причем той же струей.
К лазерно-кислородной резке можно отнести следующие особенности. Ширина реза напрямую зависит от скорости самого реза и соответственно от диаметра сфокусированного лазерного луча, который, как правило, меньше диаметра кислородной струи на 1-2 миллиметра. При этом при увеличении скорости раскроя и уменьшением толщины листа лазерный рез сужается.
От толщины листа металла зависит и давление в кислородной струе, причем в обратную сторону – чем меньше толщина, тем больше давление. Во время резки тонкого листа металла давление составляет от 3-х до 4-х атмосфер, а во время резки металлического листа толщиной 25 мм и более давление составляет всего лишь около 0.3 атмосферы.
Во время резки тонкого листа металла давление составляет от 3-х до 4-х атмосфер, а во время резки металлического листа толщиной 25 мм и более давление составляет всего лишь около 0.3 атмосферы.
От толщины обрабатывающего листа также напрямую зависит и зазор, между срезом сопла формирующий струю – от 0.5 мм (тонкий мет. лист) и до 3 мм (толстый мет. лист). Лазер мощностью в 6 кВт способен качественно разрезать металлический лист толщиной в 30 мм, однако стоит учесть, что эта толщина для лазерно-кислородного раскроя является максимальной. При максимальной толщине листа скорость раскроя составляет 0.5 м/мин. Но также стоит учесть, что при снижении этой скорости резки существенно падает качество реза.
Кислородная резка с поддержкой лазерным лучом
Для раскроя стальных листов большой толщины применение данной технологии является самым правильным решением. Эта технология представляет собой лазерный луч, задача которого в процессе резки только «нагревать» стальную поверхность до температуры приблизительно в 1000оС, затем на нагретый участок поверхности подается с невероятной (сверхзвуковой) скоростью струя кислорода. В результате получается идеальный раскрой толстого стального листа. Данная технология позволяет существенно увеличить глубину реза, если сравнивать с технологией лазерно-кислородной резки.
В результате получается идеальный раскрой толстого стального листа. Данная технология позволяет существенно увеличить глубину реза, если сравнивать с технологией лазерно-кислородной резки.
Для создания сверхзвуковой струи необходимо давление кислорода не меньше 6-ти – 10-ти атмосфер. Ширина реза, как правило, равна диаметру самой кислородной струи, что составляет 3 и более миллиметра. Во время раскроя необходимо учесть, что срез сопла обязательно должен быть отведен от обрабатываемой поверхности не менее чем на 7 мм. Конечно, при резке стали по этой технологии скорость реза значительно снижается до 0.2 м/мин. Соответственно в скорости резки эта технология уступает лазерно-кислородной. Однако это неудобство компенсируется возможностью разрезать материал до 100 мм, потому как при мощности лазера в 6 кВт достичь такую глубину реза вполне реально, что является неоспоримым фактом и, конечно же, преимуществом.
Лазерная резка в инертном газе
Данную технологию лазерного раскроя целесообразно применять в случаях, когда окисление кромок при резке металлических материалов крайне нежелательно, например, при резке: алюминиевых сплавов, титана или нержавеющей стали. Однако следует заметить, что при применении этого способа лазерной резки полностью отсутствует дополнительный источник прогрева, что естественно снижает эффективность самой резки.
Однако следует заметить, что при применении этого способа лазерной резки полностью отсутствует дополнительный источник прогрева, что естественно снижает эффективность самой резки.
Обычно в инертном газе используется – азот, а при раскрое титана – аргон. Но нужно учесть, что скорость резки сравнительно с другими технологиями низка. Также необходимо большое давление режущего газа в 10 и более атмосфер. Ширина разрезаемого материала напрямую влияет на диаметр сопла, что в свою очередь ощутимо сказывается на расходе режущего газа и соответственно стоимости конечного результата. Однако благодаря тому, что эти металлы относятся к дорогим по себестоимости материалам – окупаемость технологии лазерной резки в инертном газе весьма скоротечна и оправдана.
Лазерное термораскалывание
Эта лазерная технология применяется для идеально-ровного раскроя хрупких материалов, например – стекла. Лазерным лучом выполняется неравномерное нагревание обрабатываемого материала, который после этой процедуры охлаждается струей инертного газа. Данное действие приводит к появлению и формированию трещины. Благодаря тому, что источник нагрева по поверхности стекла передвигается, направление, и распространение трещин поддается управлению, что является несомненным плюсом этой технологии. В результате получается весьма и весьма гладкая и ровная грань раскроя.
Данное действие приводит к появлению и формированию трещины. Благодаря тому, что источник нагрева по поверхности стекла передвигается, направление, и распространение трещин поддается управлению, что является несомненным плюсом этой технологии. В результате получается весьма и весьма гладкая и ровная грань раскроя.
Лазерная сублимационная (испарительная) резка
Данный метод лазерной резки преимущественно применяется в микротехнологии. Когда необходимо минимальное термическое влияние на материал подложки – этот метод лазерной технологии как нельзя кстати. Осуществляется это исключительно на очень высоких интенсивностях лазерного излучения, так сказать: (режим весьма коротких лазерных импульсов – пикосекундная и наносекундная длительность). При этом длина волны излучения этих лазеров, как правило, не менее 1 мкм. Такие же показатели имеют и эксимерные, твердотельные и лазеры на металлических парах. Процесс характеризуется минимальным коэффициентом полезного действия, то есть – КПД.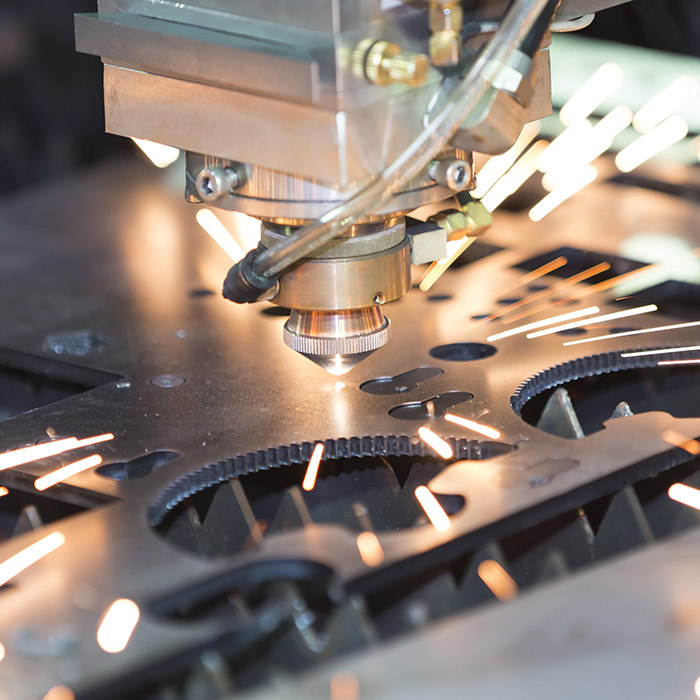
Как видно из выше всего перечисленного, технологические характеристики лазерных технологий имеют каждая свое предназначение. К примеру, лазерно-кислородная резка является самым распространенным методом раскроя. Другие же методы резки имеют каждый свой определенный специфический характер, который применяется в самых разных областях производства. С уверенностью можно добавить, что за лазерной технологий – будущее, ведь уже сейчас есть такие производственные проблемы, которые способны решить исключительно лазерные технологии.
Лазерный раскрой металла | Metal Case
8 (804) 333-68-30Задать вопрос
Какие условия мы предлагаем по лазерной резке?
Лазерный раскрой металла
Главное требование к раскрою металла лазером — наличие современной аппаратуры. Компания «Металл‑Кейс» располагает ею и уже более 8 лет осуществляет металлообработку с гарантией высокого качества по разумным ценам. Выполняем заказы любых масштабов, работаем как с физическими, так и с юридическими лицами.
Выполняем заказы любых масштабов, работаем как с физическими, так и с юридическими лицами.
Что такое лазерный раскрой металла
Лазерный метод резки металла применяется главным образом в промышленной области. Луч лазера концентрирует в себе большое количество энергии, что позволяет раскроить материал любого характера. Процесс полностью автоматизирован, управляется программой. В технологию входят такие этапы как:
- плавление;
- возгорание;
- испарение;
- выдувание газовой струей.
Преимущества лазерного раскроя
Среди преимуществ лазерной резки перед традиционными методами раскроя можно выделить:
- сверхточное исполнение;
- минимум повреждений;
- отсутствие физических воздействий;
- возможность обработки изделий из металла любого типа;
- практически полная автоматизация;
- обработка изделий любой сложности;
- быстрота исполнения.
Лазерный раскрой — технология процесса
В осуществлении раскроя металла при помощи данной технологии применяется три вида лазеров — газовый (с использованием углекислого газа), твердотельный и волоконный. Лазерный раскрой металла возможен в двух режимах:
Лазерный раскрой металла возможен в двух режимах:
- импульсно‑периодический;
- непрерывный.
Каждый год количество организаций, использующих лазерный раскрой металла, неуклонно растет. Но следует заметить, что метод пока еще далек от полноценной замены традиционных технологий металлообработки. Главное его преимущество — меньшие финансовые затраты. Соответственно, выбирать данную технологию необходимо, взвесив все плюсы и минусы конкретно для вашего производства — где‑то ее применение обосновано, где‑то нет.
Центральный момент лазерной резки — прожигание сквозных отверстий в металлическом листе. Обозначим некоторые ситуации, в которых применение лазерной резки является целесообразным:
- производство мелкомасштабных партий того или иного изделия — здесь лазерная резка обоснована прежде всего экономически: изготовление литейных пресс‑форм обойдется слишком дорого и не будет иметь при этом смысла;
- необходимость быстрого раскроя тонкого стального листа;
- обработка твердого сплава;
- резка хрупкого металла, легко подвергающегося деформации.

Какие материалы годятся для лазерной резки
Прежде всего, это сталь — любых видов. Наиболее часто процедуре подвергают нержавейку толщиной от 0,2 до 4 мм, а также обыкновенную сталь, толщина которой составляет от 0,2 до 6 миллиметров. Однако возможен лазерный раскрой и множества других цветных и черных металлов и сплавов. Рассмотрим особенности проведения данной процедуры для некоторых материалов.
- Алюминий. При его раскрое отсутствует этап горения, в процессе плавления газовая струя убирает излишки расплавленного материала. Такой подход обусловлен низкой температурой плавления алюминия и высокой вероятностью возникновения оксидов с тугоплавкими свойствами — в результате реакции с кислородом. Этот же способ применяется при резке меди.
- Нержавеющая сталь. Ее резка гораздо более сложна, что обусловлено наличием в ее составе легирующих веществ, создающих вероятность возникновения все тех же оксидов тугоплавкого характера и деформации металла.
 В процессе раскроя толстой нержавейки мы направляемый фокусное лучевое пятно прямо в материал, подвергаемый резке, что весьма улучшает итог работы.
В процессе раскроя толстой нержавейки мы направляемый фокусное лучевое пятно прямо в материал, подвергаемый резке, что весьма улучшает итог работы. - Листовой черный металл. Луч лазера сосредотачивается на том месте, где планируется совершить разрез, и разогревает его, что обусловлено поглощением некоторой части падающей энергии. В результате возникает окислительная пленка — металлический лист начинает плавиться.
В процессе раскроя практически непрерывно подается газ, отвечающий за охлаждение металла возле разреза, удаление отработанного материала и поддержание процесса горения.
Лазерная резка металла — Санкт‑Петербург
Вам понадобилась лазерная резка? Санкт‑Петербург — ваш город? Обращайтесь в компанию «Металл‑Кейс»! Наш телефон — 8 (804) 333‑68‑30 — звоните с 9 утра до 6 вечера. Кроме того, вы можете оставить заявку с информацией о желаемом заказе на электронный адрес [email protected], и наши сотрудники свяжутся с вами в течение суток.
Быстрый расчёт стоимости
© 2011–2022 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим.
Способы качественного раскроя ткани на лазерном станке с ЧПУ
Несмотря на широкое применение ткани, до сегодняшнего момента текстильная промышленность оставалась сектором с высокой долей ручного труда. Объяснением этому может служить особенность ткани — тонкого, податливого материала. Ведь для обработки станочным способом (например, резанием), необходимо надёжно закреплять заготовку. А как добиться этого для большеформатной танки — ведь её невозможно закрепить в каждой точке поверхности?
Высокопроизводительная автоматическая станочная обработка ткани стала доступной с возникновением технологии обработки лазером. Лазерный луч, во-первых, способен обеспечить тончайший шов реза — без «махров» или подрывов ткани. Во-вторых, бесконтактная обработка лазером не предполагает наличие сил резания, а значит, заготовку не требуется крепить. Достаточно лишь расстелить отрезок материи на рабочем столе лазерного станка (для фиксации под собственной тяжестью).
В-третьих, лазерные станки с ЧПУ могут осуществлять фигурный раскрой ткани — согласно заложенной программе обработки. Простота эксплуатации и широкая универсальность лазерного оборудования позволяют вести сложную обработку с минимумом затрат. И в-четвёртых, стоимость лазерного станка (даже большого формата) сравнительно небольшая. А значит, даже малое предприятие может позволить себе высокопроизводительную автоматическую обработку ткани.
Простота эксплуатации и широкая универсальность лазерного оборудования позволяют вести сложную обработку с минимумом затрат. И в-четвёртых, стоимость лазерного станка (даже большого формата) сравнительно небольшая. А значит, даже малое предприятие может позволить себе высокопроизводительную автоматическую обработку ткани.
Возможности обработки ткани лазером
Лазерные станки с ЧПУ позволяют вручную размещать заготовки из ткани нужной площади (в соответствии с размерами рабочего отсека станка) или автоматически протягивать рулонные заготовки. Ряд моделей оснащены подобным загрузчиком в базовой комплектации, а для некоторых такой механизм — опция.
При «падении» лазерного луча, поверхность ткани в зоне обработки нагревается и мгновенно испаряется — так быстро, что тепло не успевает распространиться на соседние слои материала. Таким образом, ткань прожигается насквозь и «отрезается» лучом по контуру движения головки излучателя. При этом качество обработки мало зависит от вида материала. Поэтому лазерный станок способен работать практически с любым видами ткани, в том числе «трудными» (например, синтетическими смесовыми — «сыпучими»).
Поэтому лазерный станок способен работать практически с любым видами ткани, в том числе «трудными» (например, синтетическими смесовыми — «сыпучими»).
Контуры обработки задаются программно — всего лишь слегка переработанным графическим 2D-эскизом. Программирование открывает широкие технологические возможности, такие как:
- осуществление сложного кроя;
- производство лекал;
- раскрой особых видов тканей (например «термо-тканей»), и т.д.
Современные программные пакеты для подготовки управляющих файлов позволяют оптимизировать расположение изделий на общем поле тканевой заготовки. В результате экономится материал и минимизируется число «обрезков». К тому же обрезки подходящего размера можно снова использовать для производства полноценных изделий.
При обработке ткани лазером полностью отсутствует брак. А благодаря быстрой переналадке станка с ЧПУ, можно производить изделия разного вида в любом количестве — от единичного экземпляра, до массовой серии.
Резка ткани в инертном газе
Как было показано выше, при обработке лазером за один раз большого количества слоёв ткани, может наблюдаться обгорание краёв реза. Также возможно появление желтизны вблизи шва — особенно при обработке белых хлопковых тканей. Тем не менее, в случае, когда ткань всё-таки приходится резать слоями (для повышения производительность резки или раскроя) следует применять систему обдува инертным газом. Поскольку инертный газ (к примеру, азот или СО2) не поддерживает окислительных реакций, то края ткани даже под действием высокой температуры лазера не будут ни обгорать, ни темнеть.
Для применения обдува инертным газом лазерный станок с ЧПУ не требует дополнительных модификаций. Инертный газ можно подавать через штатную систему обдува/охлаждения лазерного излучателя (вместо используемого обычно воздуха).
Ещё одной сложностью при обработке ткани лазером (особенно при резке шерсти) является неприятный запах. Как известно, одно из главных достоинств лазерной обработки — отсутствие твёрдых отходов (стружки и пыли). Однако при испарении обрабатываемого материала образуется газообразный «остаток», который отводится специальной вытяжной системой станка. В случае с обработкой ткани следует позаботиться об интенсификации отвода газа. Ряд моделей лазерных станков имеет регулировку производительности вытяжной системы (к примеру, специальными шторками перекрывается часть вытяжных сопел, следовательно, интенсивность вытяжки газа через оставшиеся сопла возрастает). Так вот, при обработке ткани следует регулировать систему вытяжки на максимальную производительность.
«Секреты» гравировки на ткани
В последнее время модным направлением стала гравировка всевозможных изображений на ткани (особенно джинсовой). Как маркетинговый ход, технология гравировка ткани оправдывает себя превосходно.
Однако на практике вещи с гравировкой очень быстро приходят в негодность (вытираются, мохрятся и т. п.). В этом нет ничего удивительного, поскольку любая ткань является очень тонким материалом. Если его даже чуть-чуть «царапнуть» лазером, это нарушит структуру переплетения волокон ткани. Такое ослабление «несущего каркаса» приводит к потере прочности — ткань начинает сечься, как будто её длительное время интенсивно тёрли.
Как маркетинговый ход, технология гравировка ткани оправдывает себя превосходно.
Однако на практике вещи с гравировкой очень быстро приходят в негодность (вытираются, мохрятся и т. п.). В этом нет ничего удивительного, поскольку любая ткань является очень тонким материалом. Если его даже чуть-чуть «царапнуть» лазером, это нарушит структуру переплетения волокон ткани. Такое ослабление «несущего каркаса» приводит к потере прочности — ткань начинает сечься, как будто её длительное время интенсивно тёрли.
Таким образом, если гравировка изображений на ткани всё же необходима, следует выбирать участки одежды, подверженные минимальному трению. Иначе «ослабленная» лазером ткань под воздействием внешней истирающей нагрузки быстро придёт в негодность. И вся затея с созданием эстетического образа в скором времени будет испорчена ухудшением качества всей тканевой подосновы.
Свежее:
- Сферы применения лазерных станков с ЧПУ
- Лазерный сварочный аппарат
- Сравнение Wattsan 1610 LT и Zerder ACE 1610
- Идеи бизнеса на лазерном станке Zerder дома
- Новая линейка доступных станков Zerder
Популярное:
- Как бороться с факелом при резке фанеры на лазерном станке
- Обработка кожи на лазерно-гравировальном станке
- Принцип работы лазерного оборудования с ЧПУ
- Как выбрать лазерный станок
- Что такое чиллер для лазерного станка с ЧПУ?
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSANИндивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 4,7
Голосов: 3
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Лазерная резка | Заказные акриловые детали
Прототип и производство по запросу, в тот же день от 50 долларов всего за 1.
 Скидка 93% за 10 000.
Скидка 93% за 10 000.«Я уверен, что буду заказывать у Ponoko снова в будущем; я был впечатлен качеством запчастей, которые я заказывал до сих пор».
«Мы рассматриваем это как начало чего-то грандиозного»
Оценщик цен
Узнайте, как сложность деталей, выбор материалов и отделки влияют на стоимость.
Затем за считанные секунды получите индивидуальную онлайн-цену (или ping-продажи).
Точность и аккуратность необходимы в любом дизайне, и мы можем предложить акриловые детали лазерной резки с размерной точностью ± 0,13 мм и лазерным пропилом не более 0,2 мм. Этот уровень точности доступен независимо от размера заказа (одна или тысяча), и у нас есть ряд различных технологий лазерной резки (таких как CO2 и волокно), чтобы убедиться, что ваши детали изготовлены с использованием идеального станка.
Материал
Сложность детали
Размер детали
Маленькая деталь Большая деталь
Услуги по отделке
- В разрезанном виде
- Оклеенный
- Обнаженный 7 Заказные детали доставлены в день.
QuantityEstimated Price
1
USD $8.01
5
USD $2.35
10
USD $1.62
50
USD $0.87
100
USD $0.73
1,000
0,45 долл. США
10 000
0,30 долл. США
Детали из акрила, вырезанные лазером, изготовлены и доставлены в тот же день всего за 50 долл. США
Что касается пластика, то акрил является самым популярным материалом для лазерной резки. Акрил — это не только визуально привлекательный материал, он обладает многими привлекательными механическими свойствами, которые делают его таким популярным. С помощью нашего онлайн-инструмента вы можете мгновенно рассчитать свои компоненты и выбрать из огромного ассортимента акриловых стилей и толщин. Без минимального количества заказа Ponoko может предоставить вам акриловые детали лазерной резки, которые вам нужны, будь то для прототипирования, единичного производства или полномасштабного производства.
Акрил — это не только визуально привлекательный материал, он обладает многими привлекательными механическими свойствами, которые делают его таким популярным. С помощью нашего онлайн-инструмента вы можете мгновенно рассчитать свои компоненты и выбрать из огромного ассортимента акриловых стилей и толщин. Без минимального количества заказа Ponoko может предоставить вам акриловые детали лазерной резки, которые вам нужны, будь то для прототипирования, единичного производства или полномасштабного производства.
Акрил также известен как ПММА или его торговое название Plexiglas®. Как следует из торгового названия, это отличная замена стеклу благодаря оптической прозрачности и большей ударопрочности, чем у стекла. Обладает хорошей устойчивостью к УФ-излучению и атмосферным воздействиям, что делает его отличным выбором для наружного применения.
Ассортимент акриловых красок Ponoko для проектов лазерной резки также включает двухцветные листы, обеспечивающие высококонтрастную гравировку, что делает их идеальными для панелей управления, этикеток и табличек с техническими данными.
Изготовленные на заказ детали из акрила, вырезанные лазером, с доставкой в тот же день от 50 долларов США всего за 1 штуку.
–+
Что такое акрил?
Акрил — это пластиковый материал, который обычно используется во многих областях, включая промышленное оборудование, коммерческое оборудование, потребительские товары и бытовые условия.
Название «акрил» относится к пластику, изготовленному из акрилатных мономеров, которые в свою очередь являются производными акриловой кислоты (пропеновой кислоты), образующейся при окислении пропилена. Акрил особенно известен своей высокой степенью прозрачности, устойчивостью к растягивающим и сжимающим усилиям, а также эластичностью. Хотя акрил является общим отраслевым названием, существует несколько фирменных версий акрила, одним из которых является плексиглас. Различные бренды будут использовать немного разные химические составы, чтобы улучшить способность пластика противостоять ультрафиолетовому излучению, изменениям температуры и сопротивляться разрушению в случае поломки.
Интересно, что бренд Plexiglass был разработан в 1933 году, когда немецкие исследователи пытались разработать безопасное стекло. Слой метилметакрилата был зажат между двумя листами стекла, которые отделялись от стекла, и после воздействия солнечного света было обнаружено, что полученный лист идеально подходит для этой работы.
Что касается применения, то акрил можно найти практически во всех отраслях промышленности, начиная от производства и заканчивая бытовыми изделиями. Благодаря прозрачности акрила он также заменяет стекло, поскольку имеет меньший вес, по своей природе более безопасен (т. е. не разбивается) и его легче обрабатывать. Кроме того, акрил также содержится в лаке для ногтей, красках и клеях благодаря способности акрила образовывать прочные связи.
–+
Акрил – дорогой материал?
–+
Какие лазерные технологии используются с акрилом?
–+
Для каких целей можно использовать акрил, вырезанный лазером?
–+
Какие преимущества дает лазерная резка акрила?
Заказные детали доставляются в тот же день.
Ponoko предлагает более 80 различных пластиков и акриловых материалов, специально разработанных для лазерной резки.
Выбор материала, который безопасен для лазерного излучения и соответствует списку требований, является сложной задачей, поэтому у нас есть специально подобранный список из более чем 200 специально разработанных материалов. Наш ассортимент акрила включает в себя различные цвета и толщину, и все эти материалы можно сравнить на стадии предложения по цене, прочности на растяжение, плотности и проводимости. Кроме того, весь наш акрил с лазерной резкой доступен в любом количестве, будь то единичная деталь или десять тысяч для серийного производства.
темно -стеклянный зеленый акрил
Оранжевый акрил
серого вулканизированного волокна
Оранжевый полупрозрачный акрил
Полиуретановая пена
розовый акрил
белый стирон
крем.
Серебро на черном пластике с клейкой основой
Черный на белом двухцветном акриле
Белый делрин
Ударопрочный прозрачный акрил
Brushed Silver on Black Two Color Acrylic
Orange on White Two Color Acrylic
Lavender Acrylic
White on Black Two Color Acrylic
Silver on Black Laserable Magnet
Medium Blue Translucent Acrylic
Clear PETG
Black Delrin
Прозрачный акрил
Золотой зеркальный акрил
Белый матовый акрил
Черный пенопласт EVA
Желтый на черном Двухцветный акрил
Синий на белом Двухцветный акрил
Матовое золото на черном двухцветном акриле
Зеленый на белом двухцветном акриле
Красный на белом двухцветном акриле
Золото на черном лазерном магните
Золото на черном пластике на клейкой основе
Медь на черном пластике на клейкой основе
Матовая медь на черном двухцветном акриле
Серый на черном двухцветном акриле
Неоново-розовый полупрозрачный акрил
Устойчивый к истиранию акрил
Черный блестящий акрил
Black Matte Acrylic
Anti Static Acrylic
Bronze Mirror Acrylic
Brown Acrylic
Blue Acrylic
Glass Green Acrylic
Gold Glitter Acrylic
Clear Matte Acrylic
Grey Polarizing film
Green Acrylic
Ivory Акрил
Светло-голубой полупрозрачный акрил
Зеркальный акрил
Неоново-зеленый полупрозрачный акрил
Неоново-оранжевый полупрозрачный акрил
неоново -синий прозрачный акрил
Фиолетовый полупрозрачный акрил
фиолетовый акрил
Красный акрил
Серебряный блеск Акрил
КРАСНЫЙ ТРАНСПУСКАЯ АКРИЛ
АКРИЛИ
ЖЕЛЬЮ ТРАНСПОЛИНА.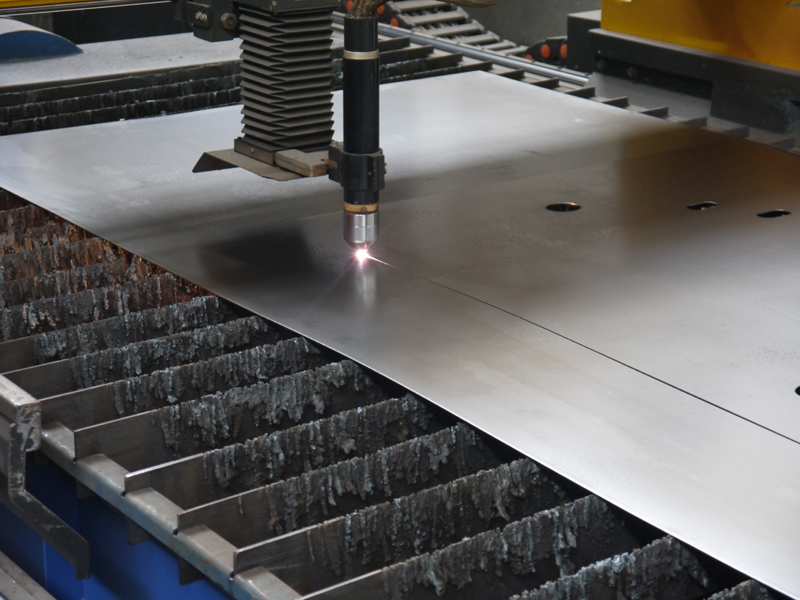 Акрил
Акрил
Зеленый полупрозрачный акрил
Опаловый акрил
Белый акрил
Серый полупрозрачный акрил
Черный акрил
Заказные детали доставляются в тот же день.
Начните с 1 акриловой детали, вырезанной лазером, с доставкой в тот же день.
Увеличение до 10 000 деталей со скидкой 93 %.
–+
Какой толщины могут быть акриловые детали, вырезанные лазером?
Ponoko предлагает акриловые детали толщиной до 0,2 мм, вырезанные лазером.
Максимальная толщина акриловых листов на станке для лазерной резки зависит не от самого акрила, а от лазерной резки. Идеальный лазерный луч никогда не расходится, когда он выходит из источника света, а это означает, что ширина луча, независимо от того, насколько далеко от источника, всегда будет одинаковой. Однако реальные лазерные лучи расходятся с расстоянием, а поскольку режущая способность лазерного луча зависит от энергии, подаваемой на единицу площади, более широкий луч приводит к меньшей мощности резания.
В то же время более широкий луч также приводит к более широкому разрезу, в результате чего нижняя сторона детали имеет большую ширину разреза, чем верхняя сторона. Это расхождение называется лазерным пропилом и представляет собой заметную проблему только для толстых деталей (как правило, толщиной более нескольких миллиметров). Причина, по которой лазерная резка может быть проблематичной, заключается в том, что края не будут квадратными (относительно верхней и нижней поверхностей), и это может повлиять на точность конечной детали, а также затруднить ее установку на другие детали.
Чтобы свести к минимуму лазерный пропил, Ponoko ограничивает максимальную толщину всех листов таким образом, чтобы лазерный пропил никогда не превышал 0,2 мм. Это помогает гарантировать, что продукты клиентов соответствуют нашим строгим правилам точности и прецизионности, а также гарантирует, что детали клиентов практически идентичны. Тем не менее, клиенты, которым требуется определенная толщина и материалы, могут предоставить свои собственные запасы в Ponoko для резки.
–+
Какие недостатки имеет лазерная резка акрила?
–+
Насколько быстр лазерный резак при резке акриловых деталей?
–+
Можно ли гравировать акрил?
Заказные детали доставляются в тот же день.
Рекорд качества резки деталей с точностью 99,3 %.
–+
Насколько устойчив акрил к воздействию прямых солнечных лучей?
Способность акрила сопротивляться деформации под действием солнечного света в значительной степени зависит от качества акрила, химического состава акрила и характера солнечного света.
Хотя акрил является общим названием, качество акрила сильно различается от производителя к производителю. Название «акрил» конкретно относится к используемому полимеру, но не включает добавки, которые помогают придать акрилу дополнительные свойства. Например, добавки могут использоваться для укрепления связей между молекулами, что может помочь в создании ударопрочных акриловых материалов. Стабилизаторы также могут быть добавлены к акрилу, чтобы повысить его устойчивость к экстремальным условиям, включая воздействие УФ-излучения и длительное нагревание.
Например, добавки могут использоваться для укрепления связей между молекулами, что может помочь в создании ударопрочных акриловых материалов. Стабилизаторы также могут быть добавлены к акрилу, чтобы повысить его устойчивость к экстремальным условиям, включая воздействие УФ-излучения и длительное нагревание.
Акриловые бренды американского производства, такие как Plexiglass, были разработаны, чтобы противостоять прямому солнечному свету, и поэтому часто являются лучшим выбором инженеров, планирующих создавать детали, которые необходимо использовать на открытом воздухе. Более дешевые бренды, вероятно, будут избегать использования многочисленных добавок из-за увеличения затрат, которые могут ухудшить качество деталей, изготовленных из этих материалов.
Ponoko имеет в наличии только высококачественный акриловый материал, чтобы гарантировать, что детали заказчика надежны, спроектированы с высокой степенью точности и качества и демонстрируют минимальные различия между идентичными деталями. С рекордом качества прецизионных деталей 99,3% и изготовив более 2 миллионов деталей для более чем 33 000 клиентов, вы можете быть уверены, что лазерная резка акриловой детали вашего следующего клиента удовлетворит самые строгие инженерные требования.
С рекордом качества прецизионных деталей 99,3% и изготовив более 2 миллионов деталей для более чем 33 000 клиентов, вы можете быть уверены, что лазерная резка акриловой детали вашего следующего клиента удовлетворит самые строгие инженерные требования.
–+
Насколько долговечны акриловые детали, вырезанные лазером?
–+
Можно ли лазером резать акрил в домашних условиях?
–+
Подходит ли лазерная резка акрила для массового производства?
Заказные детали доставляются в тот же день.
Нам доверяют более 35 000 основателей, генеральных директоров, инженеров, дизайнеров и ученых.
Закажите лазерную резку нестандартных деталей для своего ноутбука с доставкой в тот же день.
* От 50 долларов всего за 1. Скидка 93% на 10 000.
Скидка 93% на 10 000.
Нестандартные детали доставляются в тот же день.
* Доставка в тот же день (или возврат денег) доступна для заказов с использованием ограниченного набора материалов, размещенных до 11:00 по тихоокеанскому времени с понедельника по пятницу, от 1 до 100 деталей в офисы Bay Area USA. Доставка в тот же день (или возврат денег) доступна в США и по всему миру.
файлов лазерной резки, скачать шаблоны, дизайны и узоры бесплатно
Большинство станков с ЧПУ, включая лазерные резаки, считывают специальный язык, называемый G-кодом, который описывает положения траектории инструмента. Эти положения траектории также включают скорость, с которой должна двигаться головка инструмента, а также другие сложные данные, такие как сохранение текущей позиции, измерения и уравнения.
Однако пользователи, которые отправляют файлы в службы лазерной резки, никогда не будут предоставлять G-код, поскольку каждая машина уникальна, и, следовательно, ее производство зависит от оператора. Вместо этого инженеры должны были предоставить файл проекта, содержащий их деталь, которую нужно изготовить, а затем оператор использовал преобразователь для преобразования модели в G-код, который должен быть выполнен лазерным резаком.
Из всех файлов, которые может предоставить инженер, DXF является одним из наиболее распространенных и популярных вариантов, поскольку он используется для представления 2D-форм в векторном формате, который сохраняет расстояния, а также слои. В случае с Ponoko файлы DXF должны содержать до трех разных цветов, которые обозначают разрез, гравировку линии или гравировку области.
Вместо этого инженеры должны были предоставить файл проекта, содержащий их деталь, которую нужно изготовить, а затем оператор использовал преобразователь для преобразования модели в G-код, который должен быть выполнен лазерным резаком.
Из всех файлов, которые может предоставить инженер, DXF является одним из наиболее распространенных и популярных вариантов, поскольку он используется для представления 2D-форм в векторном формате, который сохраняет расстояния, а также слои. В случае с Ponoko файлы DXF должны содержать до трех разных цветов, которые обозначают разрез, гравировку линии или гравировку области.
Одним из фантастических подарков Интернета стало оборудование с открытым исходным кодом; бесплатные аппаратные ресурсы, которые каждый может загружать, модифицировать и производить без необходимости платить лицензионные отчисления или лицензии. Это сообщество с открытым исходным кодом включает практически все отрасли и приложения, о которых только можно подумать, и в Интернете есть тысячи сайтов, на которых размещены файлы САПР.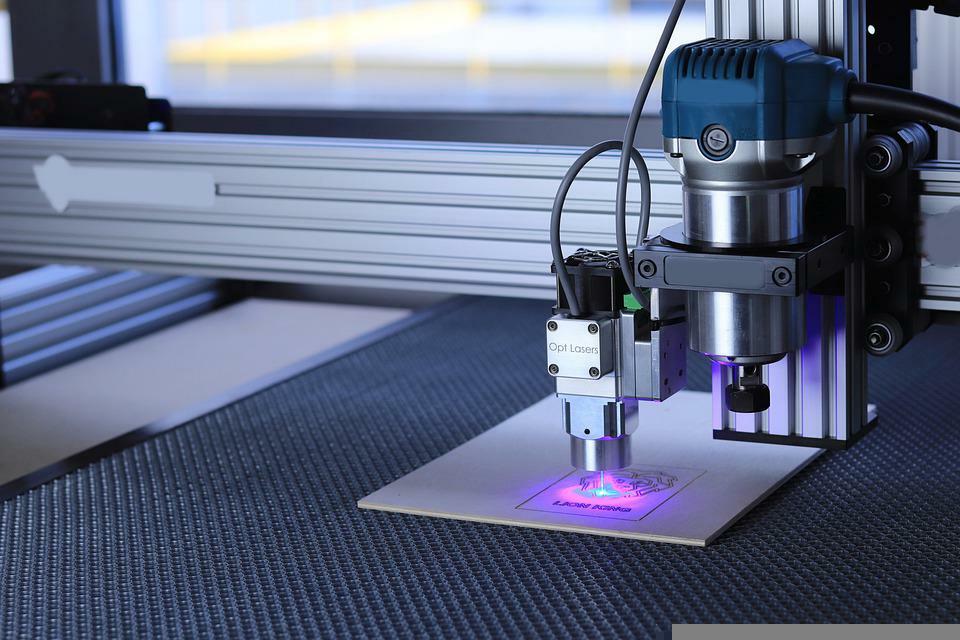 У Ponoko также есть ряд бесплатных дизайнов на выбор, созданных Ponoko или другими клиентами, которые пользовались услугами Ponoko и хотят поделиться своими идеями.
Практически любое изображение можно превратить в вырезанную лазером деталь. Единственное требование состоит в том, чтобы окончательный файл проекта был в векторном формате (например, DXF), а это означает, что файлы изображений на основе пикселей необходимо сначала преобразовать в векторные контуры. Для этого доступно множество конвертеров как онлайн, так и офлайн, однако при конвертировании изображений необходимо соблюдать осторожность, поскольку исходное изображение может быть защищено авторскими правами.
У Ponoko также есть ряд бесплатных дизайнов на выбор, созданных Ponoko или другими клиентами, которые пользовались услугами Ponoko и хотят поделиться своими идеями.
Практически любое изображение можно превратить в вырезанную лазером деталь. Единственное требование состоит в том, чтобы окончательный файл проекта был в векторном формате (например, DXF), а это означает, что файлы изображений на основе пикселей необходимо сначала преобразовать в векторные контуры. Для этого доступно множество конвертеров как онлайн, так и офлайн, однако при конвертировании изображений необходимо соблюдать осторожность, поскольку исходное изображение может быть защищено авторскими правами.
Файлы, используемые для лазерного резака, не представляют собой ничего особенного и ничего не описывают сам лазерный резак; это делается с помощью специального преобразователя траекторий, который предназначен для конкретного лазерного резака и создает G-код для этого станка.
Однако важно, чтобы правильное программное обеспечение САПР было выбрано с самого начала, до начала любой работы. Из всех форматов файлов DXF является одним из лучших для использования, поскольку он векторизован, поэтому важно, чтобы любой выбранный пакет САПР мог выводить DXF. Ponoko также принимает файлы EPS, SVG и Ai.
Вообще говоря, не существует формата файла, который лучше всего подходит для изготовления деталей с лазерной резкой, поскольку качество резки зависит от G-кода, введенного в лазерный резак, а также от качества самого лазерного резака. Однако форматы файлов, используемые Ponoko, должны быть векторными, а не растровыми изображениями, поскольку растровые изображения не сохраняют контуры, области или различия слоев, которые можно легко отличить друг от друга.
Векторный файл может описывать разные линии на разных слоях, которые могут перекрывать друг друга. Кроме того, эти отдельные линии могут быть окрашены отдельно, чтобы представить тип линии. В случае Ponoko используются три отдельных цвета для обозначения линий разреза, линий гравировки или выгравированных областей.
Как указывалось ранее, DXF — это формат файла, который поддерживает векторные проекты, сохраняет единицы измерения и измерения, а также поддерживает несколько слоев с разными цветами. Когда дело доходит до использования сервисов Ponoko, предпочтение отдается DXF. Ponoko также принимает файлы EPS, SVG и Ai.
Когда дело доходит до использования сервисов Ponoko, предпочтение отдается DXF. Ponoko также принимает файлы EPS, SVG и Ai.
При создании файлов дизайна деталей, вырезанных лазером, первым (и наиболее важным) шагом является обеспечение того, чтобы используемая программа CAD была предназначена для разработки 2D-деталей. Можно использовать художественные программы, но такие программы, как Alibre Atom и FreeCAD, не только предоставляют возможность создавать DXF, но также предоставляют возможности измерения (т. Е. Измерение размера деталей в миллиметрах) и могут использоваться в более поздних 3D-проектах.
Второй шаг — убедиться, что в дизайне используются только три цвета и что эти цвета четко определены. Использование трех линий одинакового цвета возможно, но крайне нецелесообразно, так как может быстро возникнуть путаница между тем, что является вырезом, и тем, что является гравировкой. Примером подходящей цветовой схемы может быть красный, зеленый и синий, поскольку все три цвета легко различимы. Если САПР не используется, то важно, чтобы программа, используемая для рисования деталей, не только работала с векторными изображениями, но также имела параметры экспорта, представляющие собой векторные файлы. Хотя Ponoko не поддерживает PostScript, существуют конвертеры, которые могут преобразовывать такие проекты в формат DXF, подходящий для Ponoko. Ponoko также принимает файлы EPS, SVG и Ai.
Если САПР не используется, то важно, чтобы программа, используемая для рисования деталей, не только работала с векторными изображениями, но также имела параметры экспорта, представляющие собой векторные файлы. Хотя Ponoko не поддерживает PostScript, существуют конвертеры, которые могут преобразовывать такие проекты в формат DXF, подходящий для Ponoko. Ponoko также принимает файлы EPS, SVG и Ai.
При загрузке файлов из Интернета вы всегда должны быть осторожны, чтобы убедиться, что сайт, с которого вы загружаете, заслуживает доверия. При загрузке файлов для создания частей следующей важной задачей является проверка лицензионных требований файла. Лицензии Creative Commons почти всегда допускают коммерческое использование при условии указания авторства, но изображения могут быть защищены авторским правом. Другие части могут быть загружены бесплатно, но могут требовать лицензионных отчислений, когда каждая произведенная часть требует выплаты лицензионных отчислений.
Еще одна проблема, которую инженеры должны учитывать, заключается в том, что файлы, находящиеся в свободном доступе в Интернете без лицензии или роялти, потенциально могут быть украдены. Поэтому важно, чтобы бесплатные файлы скачивались из первоисточника, а не со сторонних хостов. Такие файлы рискуют быть украдены у других компаний, что может подвергнуть любого, кто их загружает, риску юридического характера.
Короче говоря, лучше всего загружать файлы с популярных веб-сайтов, пользующихся хорошей репутацией и хорошо известных среди инженерных сообществ.
Поэтому важно, чтобы бесплатные файлы скачивались из первоисточника, а не со сторонних хостов. Такие файлы рискуют быть украдены у других компаний, что может подвергнуть любого, кто их загружает, риску юридического характера.
Короче говоря, лучше всего загружать файлы с популярных веб-сайтов, пользующихся хорошей репутацией и хорошо известных среди инженерных сообществ.
Laser Cut – Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(
1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров.