Раскрой материала – Раскрой материалов швейных изделий
alexxlab | 28.01.2020 | 0 | Разное
Программы для раскроя листового материала
Раскроить листовой материал можно и вручную, но требуется много времени и специальных навыков. Куда проще сделать это путем использования сопутствующих программ. Они помогут оптимизировать карту раскроя, предложат другие варианты расположения и позволят его редактировать самостоятельно. В этой статье мы подобрали для вас несколько представителей, которые отлично справляются со своей задачей.
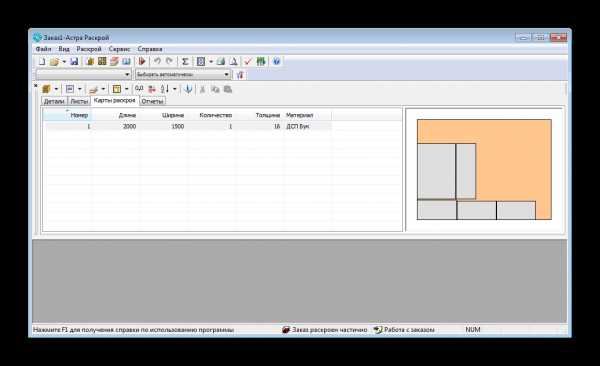
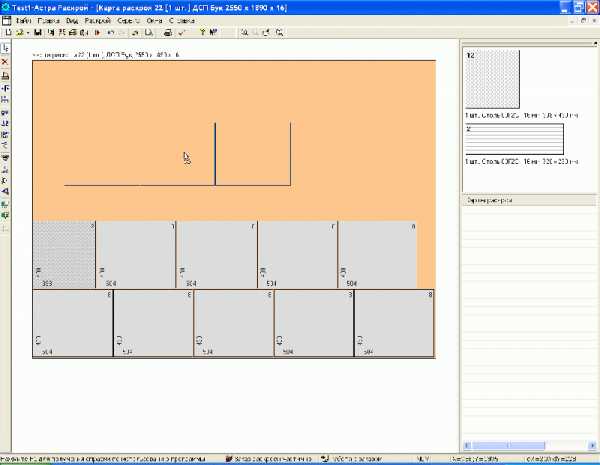
Астра Раскрой
Астра Раскрой позволяет работать с заказами, импортируя их заготовки из каталога. В пробной версии шаблонов всего несколько, но их список расширится после приобретения лицензии программы. Пользователь вручную формирует лист и добавляет детали на проект, после чего софт автоматически создает оптимизированную карту раскроя. Она открывается в редакторе, где доступна для изменения.
Скачать Астра Раскрой
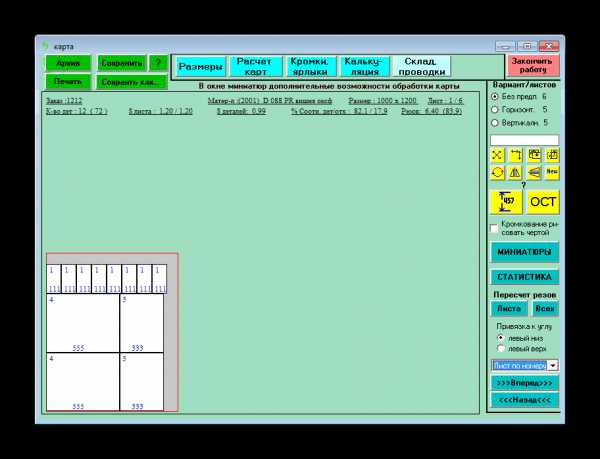
Astra S-Nesting
Следующий представитель отличается от предыдущего тем, что предлагает только основной набор функций и инструментов. К тому же, можно добавить только заранее заготовленные детали определенных форматов. Карта раскроя появится только после покупки полной версии Astra S-Nesting. Кроме этого присутствует несколько видов отчетов, которые формируются автоматически и сразу же могут быть распечатаны.

Скачать Astra S-Nesting
Plaz5
Plaz5 является устаревшим софтом, давно не поддерживается разработчиком, однако это не мешает ему качественно выполнять свою задачу. Программа достаточно проста в использовании, не требует никаких специальных знаний или навыков. Карта раскроя создается достаточно быстро, а от пользователя требуется только указать параметры деталей, листов и совершить проектирование карты.
Скачать Plaz5
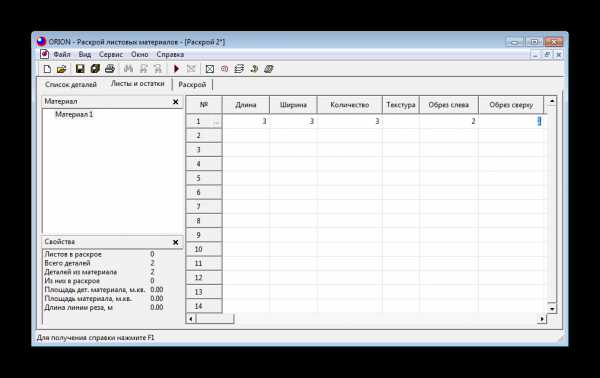
ORION
Последним в нашем списке выступит ORION. Программа реализована в виде нескольких таблиц, в которые вводится необходимая информация, а после создается максимально оптимизированная карта раскроя. Из дополнительных функций присутствует только возможность добавить кромку. ORION распространяется платно, а пробная версия доступна к скачиванию на официальном сайте разработчиков.
Скачать ORION
Раскрой листового материала — достаточно сложный и трудоемкий процесс, но это если не использовать специальный софт. Благодаря программам, которые мы рассмотрели в данной статьей, процесс составления карты раскроя не займет много времени, а от пользователя требуется приложить минимальное количество усилий.
Мы рады, что смогли помочь Вам в решении проблемы.Опишите, что у вас не получилось. Наши специалисты постараются ответить максимально быстро.
Помогла ли вам эта статья?
ДА НЕТобзор программ для раскроя листовых материалов
Сделать самостоятельно раскрой ДСП требуется чаще всего для экономии денег. Если покупаете уже распиленные листы, то после изготовления предметов мебели может образоваться много отходов, которые уже ни для чего не потребуются. Поэтому лучше делать раскрой, учитывая размеры кусков, которые могут остаться.

Правила раскроя ДСП
Раскрой ДСП можно проделать либо вручную, либо с помощью специальной компьютерной программы.
Сначала разберем важнейшие общие правила:
- Определить, какой остаток получится. Если Вам этот остаток совсем не нужен (например, для изготовления дополнительных, ранее не предусмотренных предметов интерьера), стремитесь к тому, чтобы он был как можно меньше.
- Древесный рисунок на ламинированном слое стружечного материала (структура) на поверхностях будущего предмета мебели, расположенных в одной плоскости, должен иметь одно и то же направление — вдоль или поперек.
- Определить видимые элементы предмета мебели, на которых структура будет располагаться в одну и ту же сторону. Пронумеровать будущие детали. Обычно первые номера присваивают деталям, на которых рисунок идет по структуре (то есть вдоль).
- Сделать базировку листа фанеры. Обычно по его краям бывают некоторые неровности, сколы. Поэтому при распиле срезаются 10-15 мм с каждой стороны и, делая раскрой, нужно указать фактический размер листа после этой операции.
- Учитывать ширину пропила. У пилы на распиловочном станке толщина 4 мм. Поэтому при раскрое нужно учитывать эту ширину.
Программы для раскроя
Онлайн раскрой листа ДСП можно сделать с помощью специальных компьютерных программ. Приводим описания наиболее популярных из них.
Мастер 2
Эта программа предоставляет пользователям несколько дополнительных преимуществ, которые необходимы тем, для кого работа с ДСП — это бизнес:
- многопользовательский режим;
- сортировка и систематизация информации;
- сохранение данных о материалах и контрагентах;
- учет оставшегося количества материалов;
- группировка заказов: активные, запланированные, в архиве.
Масштабные модели листов с рассчитанными размерами укладываются на поле редактора. В процессе раскроя редактор указывает корректно уложенную деталь, некорректно уложенную деталь, незначительный остаток, значимый остаток. Программа по умолчанию пытается делать остатки как можно крупнее. Но если пользователь желает иначе, сервис может подстроиться под него.

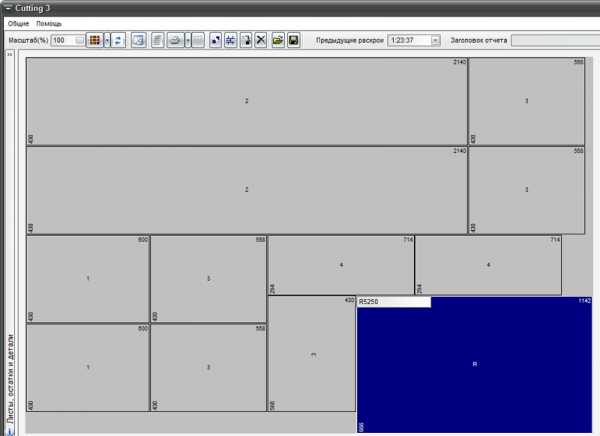
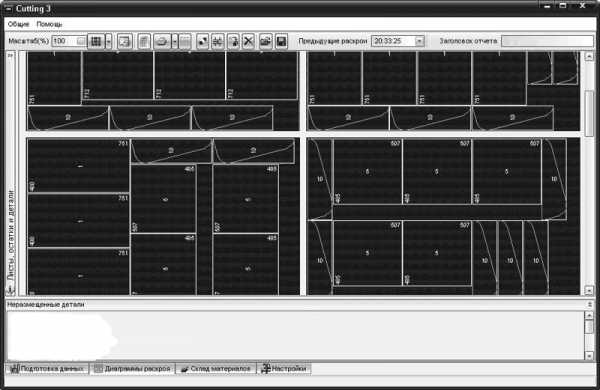
Cutting 3
Окно программы поделено на две части. В левой части находится склад: листы, которые требуется раскроить. В правую часть нужно вводить параметры, по которым из плит создаются детали. Указываются цвет, размеры, количество.
В поле «Вращение» можно задать три режима. Первый — вращать, при этом деталь располагается по усмотрению программы. Второй — вращать совместно: все одинаковые детали вращаются совместно на одном листе. Третий — не вращать. После нажатия кнопки «Выполнить расчет» на экране появляется карта раскроя. При новом нажатии на ту же кнопку программа будет предлагать другие варианты. Все полученные варианты можно корректировать вручную, в частности, перетаскивать и вращать детали.
Астра Раскрой
Рабочий файл программы представляет собой заказ, в котором может быть несколько изделий. А каждое состоит из набора деталей, параметры которых выбирает пользователь. Карты раскройки программа генерирует автоматически с учетом ширины реза, обрезки края листа, сквозных резов, типа раскроя и других факторов. Вслед за картой формируется полный комплект технологической документации: эскиз и спецификация. Астра Раскрой также содержит справочник материалов, кромок, деталей и операций.
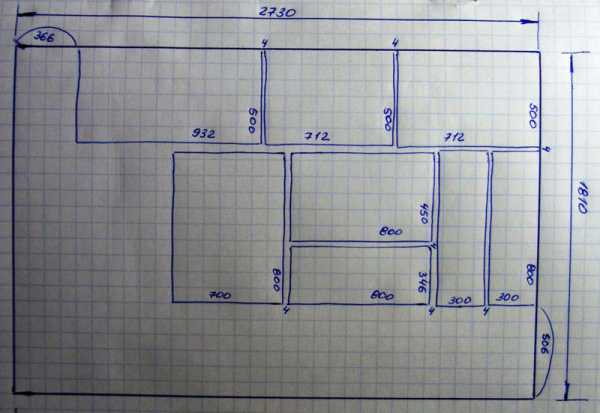
Ручной раскрой
Алгоритм работы с ЛДСП следующий:
- Расчертить на бумаге размеры плиты. Уменьшить каждую сторону плиты на 10 мм.
- Определить признаки, по которым могут быть сгруппированы будущие элементы для производства мебели. Это могут быть одинаковые размеры, если таких элементов много, или только лишь одинаковая ширина (высота), одинаковая структура рисунка ламинированной поверхности и другие признаки. В списке элементов сгруппировать их по одинаковым признакам.
- Расчерчивая, располагать сначала (сверху) крупные элементы. Между элементами оставлять зазор в 4 мм — это ширина пилы.
- Далее расположить остальные элементы, также оставляя зазор в 4 мм.
Как распилить ламинированное ДСП
Для распила ЛДСП нужно соблюдать следующую инструкцию:
- Выбрать вид распила. Прямолинейный распил предназначен для получения прямоугольных фигур. Криволинейный — для некоторых элементов дизайнерской мебели. Иногда нужен и смешанный вид распила, если требуется сложная деталь.
- Подготовить необходимые инструменты. Это пила с мелкими зубьями или электролобзик. Дисковую пилу также можно использовать при мелких зубьях. Чтобы защитить ламинированное покрытие от повреждений, потребуются малярная лента или скотч. Для разметки заготовок — линейка и карандаш.
- Сделать разметку разрезаемого листа. Отметить карандашом с торцов листа точки предполагаемого распила.
- Для предотвращения сколов наклеить на место будущего распила малярную ленту или скотч.
- После наклейки ленты или скотча соединить между собой карандашом точки предварительной разметки.
- При распиле держать ножовку под острым углом к поверхности листа. Это обеспечит ровные края.
- Если края получились не совсем ровными, обработать их напильником или рашпилем.
Как распилить ЛДСП без сколов
Способ обратного реза — один из наиболее надежных методов распила листового материала без сколов:
- дисковая пила вращается по ходу подачи заготовки;
- выставляется минимальная глубина реза и пила двигается не вперед, а назад. Цель первого пропила — прорезать небольшую канавку на ЛДСП;
- далее пила выставляется на полную глубину и заготовку пилят по полученной канавке обычным резом (при подаче вперед).
Видео о карте раскроя
На видео показано, как осуществить задуманное в домашних условиях, не пользуясь компьютерной программой.
vdome.club
раскрой материала – это… Что такое раскрой материала?
- раскрой материала
- Разрезка ленты переплетного материала на заготовки или бобины нужного для конструкции переплетной крышки размера.
Краткий толковый словарь по полиграфии. 2010.
- раскрой картона
- раскрываемость издания
Смотреть что такое “раскрой материала” в других словарях:
раскрой материала — Разделение материала на отдельные заготовки. [ГОСТ 3.1109 82] Тематики технологические процессы в целом … Справочник технического переводчика
раскрой материала (настила)
Раскрой материала (настила) — разрезание материала (настила), вырезание и вырубание деталей швейных изделий и их частей в соответствии с конструкцией изделия. (Терминологический словарь одежды. Орленко Л.В., 1996) … Энциклопедия моды и одежды
карта расчета материала — Ндп. расчетная карта планировочная карта Технологический документ, содержащий задание на раскрой куска материала. [ГОСТ 20521 75] Недопустимые, нерекомендуемые планировочная картарасчетная карта Тематики технология швейного производства… … Справочник технического переводчика
настилание материала “лицом к лицу” — настилание материала “лицом к лицу” Ндп. настилание материала “лицо с лицом” Настилание полотен материала попарно лицевой стороной друг к другу. [ГОСТ 20521 75] Недопустимые, нерекомендуемые настилание материала лицо с лицом… … Справочник технического переводчика
расчет куска материала — Ндп. расчет использования материала Определение рационального варианта использования каждого куска материала с учетом заданных параметров. [ГОСТ 20521 75] Недопустимые, нерекомендуемые расчет использования материала Тематики технология швейного… … Справочник технического переводчика
карта раскроя материала — карта раскроя Ндп. раскройная карта Технологический документ, содержащий задание для настилания партии материала и фактические данные раскроя. [ГОСТ 20521 75] Недопустимые, нерекомендуемые раскройная карта Тематики технология швейного… … Справочник технического переводчика
настилание материала “лицом вниз” — настилание материала “лицом вниз” Настилание полотен материала лицевой стороной вниз. [ГОСТ 20521 75] Тематики технология швейного производства Обобщающие термины подготовка к раскрою и раскрой материала … Справочник технического переводчика
настилание полотен материала — Укладывание полотен материала для получения настила. [ГОСТ 20521 75] Тематики технология швейного производства Обобщающие термины подготовка к раскрою и раскрой материала … Справочник технического переводчика
полотно материала — Один слой материала, подготовленный для раскроя. Примечание К материалу относят ткани, кожу и другие, которые применяются для изготовления швейных изделий. [ГОСТ 20521 75] Тематики технология швейного производства Обобщающие термины подготовка к… … Справочник технического переводчика
polygraphy.academic.ru
Раскрой материалов – Энциклопедия по экономике
Оперативный контроль за выходом годных заготовок и своевременным оформлением брака ведет производственно-диспетчерское бюро цеха. ПДБ имеет право потребовать от бригадира или мастера участка сдать годные заготовки или комплекты согласно расчету по нормам или же акты на брак в тех случаях, когда из выданных в раскрой материалов не будет сдано в кладовую цеха того количества заготовок, на которое произведен расчет. Оно обязано своевременно составить акт о недостаче материалов или порче по результатам раскроя за смену, сутки. Работники производственно-диспетчерской службы цеха заинтересованы в предупреждении потерь и нерационального расходования материальных ресурсов, так как их материальное стимулирование производится из единого фонда оплаты труда цеха. Туда зачисляется определенная доля экономии и погашается часть перерасходов и потерь, возникших по вине бригады. Накладные общепроизводственные расходы распределяются между заказами по методике, описанной в параграфе 4.5. [c.199]Далее необходимо изучить причины отклонений фактического перерасхода материальных ресурсов от установленных норм. Этими причинами могут быть неправильный раскрой материалов, замена материалов, неисправность оборудования и инструментов, несоответствие материалов техническим условиям, отклонение из-за допуска, изменение действующих норм внутри месяца и т. д. [c.117]
Норма расхода материалов на единицу детали (изделия) устанавливается, как правило, по черному весу, то есть к числу весу детали (изделия) прибавляются обрезки, стружка, кромки, опилки и другие так называемые отходы производства, которые образуются в процессе производства при раскрое и дальнейшей обработке исходных полноценных материалов. Величина отходов производства по сравнению с чистым весом детали (изделия) может быть различна. На практике бывают случаи, когда при раскрое материалов отходы производства достигают 70-80 % от черного веса и более. [c.70]
Первооткрыватель Л.п. — советский ученый, академик, лауреат Ленинской, Государственной и Нобелевской премий Л.В. Канторович. В 1939 г. он решил математически несколько задач о наилучшей загрузке машин, о раскрое материалов с наименьшими расходами, о распределении грузов по нескольким видам транспорта и др., при этом разработав универсальный метод решения этих задач, а также различные алгоритмы, реализующие его. Л.В. Канторович впервые точно сформулировал такие важные и теперь широко принятые экономико-математические понятия, как оптимальность плана, оптимальное рас- [c.173]
МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОБЕСПЕЧЕНИЕ (м. т. о.) — процесс обеспечения строительных предприятий, организаций и хозяйств сырьем, материалами, полуфабрикатами, готовыми изделиями и конструкциями, а также техническими ресурсами, предназначенными для осуществления процесса производства. Хозяйственные связи между поставщиками (изготовителями) и потребителями при этом могут быть 1) прямые, когда они сами согласовывают номенклатуру поставляемой продукции, ее качество, цену и другие условия поставки, и 2) опосредованные, когда договор поставки заключается при участии третьего лица, посредника (предприятия оптовой или розничной торговли материально-техническими ресурсами, биржи, лизинговой фирмы). Поставки продукции могут быть осуществлены транзитом (непосредственно от изготовителя до потребителя, минуя промежуточные звенья) или через склады посредников (складская форма м. т. о.), в последнем случае покупателям (потребителям) могут быть оказаны со стороны посредника дополнительные производственные услуги по подготовке продукции к потреблению (комплектация, раскрой материалов, их упаковка и т.д.). [c.542]
Когда в процессе изготовления продукции производится раскрой материалов, то реальность нормы определяют путем контрольного их запуска в производство. [c.104]
При индивидуальном раскрое материалов, поставляемых в кусках (рулонах) на заготовки одного размера, норма расхода определяется по формуле [c.166]
При комбинированном раскрое материалов разных заготовок (настилами) норма расхода на комплект определяется по формуле [c.167]
НОРМАТИВНЫЙ МЕТОД — наиболее прогрессивный метод учета и калькулирования себестоимости продукции. Распространен на машиностроительных предприятиях с крупносерийным и массовым произ-вом. Помогает своевременно выявлять и предупреждать нерациональное расходование средств, вскрывать внутрихозяйственные резервы упрощает технику исчисления и анализ себестоимости продукции облегчает определение результатов внутризаводского хозрасчета. При Н. м. размер затрат на изготовление продукции исчисляется по установленным нормам и выявляются отклонения от них (экономия или перерасход) в процессе произ-ва. Для этого составляют предварительные нормативные калькуляции себестоимости (см.) изготовляемых изделий на основе действующих на начало месяца норм затем учитывают отклонения от норм расхода материалов (экономия или потери при раскрое материалов, от замены их, от применения отходов и т. д.) и заработной платы (оплата за работы, не предусмотренные установленным технологич. процессом, а также всякого рода доплаты, вызванные, напр., отступлениями от нормальных условий произ-ва). Эти отклонения учитываются в специальных документах. Отклонения от норм расходования наиболее ценных материалов выявляются по партиям этих материалов. Учет отклонений от норм организуется т. о., чтобы выявились причины и лица, от к-рых зависят эти отклонения, место их возникновения и влияние на себестоимость продукции. Так, напр., доплаты к действующим расценкам оформляются специальными листками, в к-рых указываются причины этих доплат и дополнительных работ, виновники отклонений от установленной технологии и т. д. [c.128]
Централизованное оказание услуг позволяет снизить отходы и потери при подготовке материалов к потреблению. Например, при централизованной нарезке и раскрое материалов за счет сведения к минимуму отходов и потерь достигается их экономия в размере от 5 до 10%. [c.75]
Экономико-математические задачи, цель которых состоит в нахождении наилучшего (оптимального) с точки зрения некоторого критерия (или критериев) варианта использования имеющихся ресурсов (труда, капитала, и пр.), называются оптимизационными. Оптимизационные задачи решаются с помощью оптимизационных моделей методами математического программирования. Необходимым условием использования оптимального подхода к планированию и управлению (принципа оптимальности) является гибкость, альтернативность производственно-хозяйственных ситуаций, в условиях которых приходится принимать планово-управленческие решения. Именно такие ситуации, как правило, и составляют повседневную практику хозяйствующего субъекта (выбор оптимального ассортимента производственной программы, прикрепление к поставщикам, составление портфеля ценных бумаг, вложение инвестиций в оптимальный проект, маршрутизация, раскрой материалов и т.д.). [c.23]
Характеристика работ. Сшивка, склейка, прошивка и скрепление плоских кожаных, пеньковых, шерстяных, резиновых, хлопчатобумажных приводных ремней и транспортерных лепт шириной свыше 100 мм, а также круглых кожаных ремней, требующих склейки. Изготовление кузнечных мехов. Изготовление конской сбруи и пригонка ее по лошади. Натягивание приводных ремней и транспортерных лент с применением натяжных приспособлений, зажимов различных конструкций. Приготовление сложных и специальных клеев и смазок. Сложный ремонт приводных ремней и транспортерных лент. Раскрой материалов при изготовлении шорных изделий. [c.180]
На многих предприятиях существенную экономию обеспечивает рациональный раскрой материалов, таких, как листовой прокат металла, ткани, кожа, фанера. Большой эффект, в частности, дает комбинированный раскрой, при котором из одного листа или куска выкраиваются различные по размерам и очертаниям заготовки. Так, на Фрунзенской швейной фабрике имени ВЛКСМ народные контролеры вместе со специалистами и новаторами производства тщательно изучили использование тканей в закройно-подготовительном цехе. Это позволило внести ряд изменений в организацию раскроя и сэкономить десятки тысяч квадратных метров тканей. [c.212]
Пример бережливости материальных ценностей показывают новаторы производства, ударники и коллективы коммунистического труда. Они применяют рациональный раскрой материалов, внедряют передовую технологию л достигают хороших показателей в своей работе. [c.261]
При партионном раскрое материалов отклонения от установленных норм расхода выявляются в основном следующим образом. На каждую партию материалов, передаваемую на рабочее место, составляется учетная карта или другой аналогичный документ. В этом документе указывается количество деталей (заготовок), которое, исходя из установленных норм, должно быть получено при раскрое, а также количество отходов. После раскроя в учетной карте отмечается фактическое количество полученных деталей (заготовок) и отходов. При сопоставлении фактического количества деталей (заготовок), полученных в процессе раскроя, с нормативным и выявляются отклонения — перерасход или экономия. В учетной карте обязательно указываются причины и виновники перерасхода или мероприятия и лица, обеспечившие экономию. [c.130]
Карта закройщика (тип. ф. J6 Т-38). Карта является накопительным документом для учета выработки и заработной платы рабочих обувных фабрик при раскрое материалов на верхние детали обуви. В карту записывается задание, сдельный заработок, норматив нетто и брутто площади материала. Эти записи производятся на основании комбинаций раскроя, установленных на фабрике. В раскройную карту записываются задания по раскрою из материала, имеющего одинаковые расценки за экономию брутто площади. [c.216]
Одним из эффективных технологических мероприятий, обеспечивающих экономию и улучшение использования материалов, можно считать рациональный раскрой материалов. Сущность его состоит в разработке и внедрении на предприятиях карт раскроя материалов, с помощью которых осуществляется снижение технологических отходов. Такие карты особенно необходимы в условиях многономенклатурного производства, когда количество возможных вариантов раскроя довольно значительно [c.29]
Раскрой материалов 1 Использование отходов вместо [c.292]
Производстве искусственных кож, как правило, эффективнее, чем натуральных. Трудоемкость выработки 100 ь 2 натуральной мягкой кожи составляет 420 чел.-ч, а искусственных ее заменителей – 28-38 чел.-ч, удельные капитальные вложения соответственно в 4 раза меньше. Все виды натуральных кож в принципе могут быть заменены разнообразными искусственными и синтетическими кожами, применение которых позволяет полностью автоматизировать процесс изготовления обуви. Например, при использовании искусственных кож, тканей, картона в виде рулонов возможен автоматизированный программированный раскрой материалов, который в 5-10 раз повышает производительность труда. Химические материалы в отличие от натуральных имеют одинаковые свойства на различных участках, что обеспечивает большую экономию при раскрое и создает условия для интенсификации обувного производства. Так, затраты времени на разруб и обработку деталей низа обуви из натуральной кожи в 2-3 раза больше, чем на изготовление аналогичных деталей из искусственных материалов. Затраты на производство подошв из искусственных материалов в среднем в 1,5-2 раза ниже, чем подошв из натуральной кожи. [c.286]
Важной задачей является совершенствование управления материально-техническим снабжением, которое все еще остается слабым звеном, сдерживающим повышение эффективности производства. Одним из путей улучшения управления МТС явится широкое использование в системе Госснаба СССР хозяйственного расчета, включая оказание платных услуг предприятиям и объединениям по комплектованию партий материалов, изделий по потребителям, раскрою материалов, подготовке заготовок и т. д., переход от централизованного фондирования материальных ресурсов и прикрепления потребителей к поставщикам на оптовую торговлю средствами производства, организацию системы исполнения и обеспечения государственных заказов. [c.19]
На машиностроительных заводах имеются специальные заготовительные цехи, где осуществляется раскрой материалов. Если же таких цехов нет или нецелесообразна их организация, то в обрабатывающих цехах выделяют раскройное отделение. При раскрое материалов большое значение имеют правильное применение кратных, мерных и стандартных размеров материалов, максимальное сокращение количества возвратных и безвозвратных отходов, возможное использование отходов путем выработки из них более мелких деталей, недопущение расхода полномерных материалов на раскрой заготовок, которые можно выработать из неполномерных материалов, ликвидация брака при раскрое. [c.182]
Основной задачей предприятия по поставкам продукции является бесперебойное и ритмичное обеспечение промышленных объединений и предприятий, строительных и других организаций продукцией производственно-технического назначения в соответствии с выделенными фондами на материально-технические ресурсы. Предприятие по поставкам продукции изучает потребность предприятий и организаций в материальных ресурсах на основе технически обоснованных норм, выявляет и обеспечивает реализацию излишней и неиспользуемой продукции и сверхнормативных запасов у потребителей, разрабатывает совместно с потребителями предложения по установлению прямых длительных хозяйственных связей, организует гарантированное комплексное снабжение потребителей в районе своей деятельности. Предприятие по поставкам продукции оказывает потребителям производственные услуги по-расфасовке, нарезке и раскрою материалов, централизованной доставке грузов и другие дополнительные услуги. [c.9]
Заказ на К.р.м. – один из важнейших путей экономии материальных ресурсов, так как он способствует сокращению концевых отходов как у поставщиков при раскрое материалов на торговые размеры, так и у потребителей, отходы по раскрою у которых полностью устраняются. Эффективность заказа К.р.м. устанавливается сопоставлением дополнительных расходов по их заготовке у поставщиков со стоимостью сэкономленных материалов у потребителей. [c.75]
РАСКРОЙ МАТЕРИАЛОВ – технологический процесс получения деталей и заготовок из листовых материалов (листовой и рулонной стали, фанеры, листового стекла, фибры, текстолита, пластмассы в листах и др.) производится с учетом необходимости наиболее рационального использования площади листа, с наименьшими отходами в процессе раскроя. Эффективность раскраиваемых материалов характеризуется коэффициентом раскроя – отношением площади полученных при раскрое деталей к площади израсходованных материалов. [c.164]
Для выявления отклонений по каждой партии раскраиваемого материала (преимущественно при раскрое дорогостоящих материалов) пользуются методом учета раскроя по партиям. Этот учет осуществляется производственными мастерами, мастерами-распределителями, работниками планово-диспетчерских бюро цеха и т. п. в учетных (раскройных) картах, открываемых на каждую партию раскраиваемого материала. В учетных картах, исходя из технологических карт раскроя, указывается, какое количество и каких заготовок должно быть получено в результате раскроя данной партии, а также количество отходов (по нормам). В учетные карты, кроме того, заносятся количество материала, поданного к рабочему месту, количество заготовок (деталей), фактически изготовленных из этой партии, а также фактическое количество отходов. Для выявления результатов раскроя фактически полученное количество заготовок сопоставляется с нормативным. Расход материала по нормам определяется путем умножения количества выработанной продукции на действующую норму расхода. Экономия или перерасход определяются путем сопоставления количества фактически израсходованного материала с нормативным расходом на фактический выпуск продукции. Аналогичный контроль осуществляется и в отношении отходов. В учетной карте указываются причины отклонений и лица, ответственные за раскрой материалов. [c.183]
Уменьшение отходов при раскрое материалов достигается подбором и размещением на одном листе таких деталей, для которых сумма размеров, расположенных вдоль листа, максимально приближается к его длине и сумма размеров поперёк листа — к его ширине. [c.248]
ОПТИМАЛЬНЫЙ РАСКРОЙ МАТЕРИАЛОВ — см. [c.115]
РАСКРОЙ МАТЕРИАЛОВ ОПТИМАЛЬНЫЙ [c.403]
РАСКРОЙ МАТЕРИАЛОВ ОПТИМАЛЬНЫЙ — вид рационального раскроя, основанный на математич. расчете и обеспечивающий получение наименьшего возможного при данных условиях отхода раскраиваемого материала. Методы Р. м. о. разработаны пока только для разрезки пруткового материала на штучные заготовки, листового и рулонного материала на полосы разной ширины и прямоугольных листов па прямоугольные же заготовки. В этих случаях получается меньше всего концевых и краевых отходов. Такие отходы при раскрое пром. материалов неизбежны ввиду некратности размеров нарезаемого материала размерам выкраиваемых из него заготовок. Но они могут быть уменьшены путем рационализации раскроя, в частности [c.403]
Отпуск материалов на изготовление продукции не всегда является фактом действительного использования этих материалов. В деле правильного учета материальных затрат очень важен контроль за фактическим расходованием материальных ценностей в процессе производства продукции. Наукой и практикой выработано несколько рациональных способов такого учета и контроля. К их числу относят документальное оформление отклонений от норм, партионный раскрой материалов, технический расчет с применением инвентаризации (инвентарный метод) и др. [c.151]
Раскрой материалов Отклонения за счет цен Замена покупными полуфабрикатами Замена покупных полуфабрикатов собственными заготовками Замена материалов Использование кондиционных материалов взамен отходов И т. д. —421 +849 +718 —544 + 1265 +1265 —421 +849 —1 354 —636 +2815 +2271 + 189 +189 —1 926 —1 926 [c.154]
Разрабатывать технологические процессы (временные и постоянные) на детали, узлы, издели . При разработке учитывать рациональный раскрой материалов с минимальными припусками и отходами максимальное использование оборудования и производственной площади количество деталей, узлов, изделий минимальную трудоемкость соблюдение правил техники безопасности. С учетом всех вышеуказанных условий давать задание на проектирование технологической оснастки средней сложности, разработку всех технологических процессов проводить в полном соответствии с утвержденной технологической картой, с заполнением всех граф. [c.254]
РАСКРОЙ (материалов) (materials utting) — технол процесс получения деталей и заготовок из листовых материалов (стекло, фанера, металл и др) Р производится с учетом наиболее рационального использования площади листа и минимизации отходов производства См также Задача о раскрое, Кратные размеры материалов [c.214]
Раскроечный цех производит раскрой материалов и переработку отходов путем выпиливания из обрезков мелких деталей и тарных дощечек для изготовления деревянной тары. [c.222]
Основным документом, оформляющим раскрой материалов в производстве, является раскройный лист. На основании раскройных листов определяется фак-тическтгй расход материалов на изготовление деталей и устанавливается отклонение от норм, допущенное при раскрое, а также выявляются причины и винов- [c.182]
Сборка стекла и рейки метал, обечайки Мойка и обезжиривание стеклянных заготовок Раскрой 1 стекла Склад Раскр материалов и проф комплектующих ПЮ ой Сбо гля загот рка Фрезерование овок водоотливных [c.157]
Основным участком применения О. у. на нром. предприятиях являются его производственные цехи. В них ведется 1) О. у. выполнения норм выработки, необходимый не только для подсчета зарплаты рабочих-сдельщиков, но и для контроля за освоением норм расхода рабочего времени, а также для оценки результатов социалистич. соревнования и внутризаводского хозрасчета. Показатели выполнения норм выработки получаются по лицевым карточкам учета выработки и подсчета зарплаты, в к-рых регистрируются все рабочие наряды, сменные рапорты и другие первичные документы, служащие для учета отработанного времени и выработки. 2) О. у. брака по причинам и виновникам— на основании документов, оформляющих выработку, либо спец. извещений (актов) о браке. 3) О. у. использования материалов с целью выявления величины и причин отклонений от нормативного их расхода. Для этого либо организуется партионный раскрой материалов (обычно наиболее ценных), либо периодически (каждую смену, раз в неделю, декаду, месяц) проводится инвентаризация остатков неиспользованных материалов на рабочих местах. Вспомогательным приемом выявления нек-рых причин отклонений является документальное их оформление, напр, составление особых требований на замену материалов. 4) О. у. внутризаводского движения полуфабрикатов и деталей. Текущий контроль за незавершенным произ-вом требуется для оперативно-технич. планирования произ-ва, для наблюдения за комплектностью заделов, обеспечения сохранности отпущенных в обработку материалов, правильной оценки остатков незавершенного произ-ва и калькуляции себестоимости выпущенной из произ-ва продукции. Порядок О. у. движения предметов труда в процессе их обработки зависит от особенностей технологии и организации произ-ва — степени его специализации, порядка приемки работниками технич. контроля, выработки, порядка хранения межопсрационных заделов и т. п. Документальным основанием О. у. внутризаводского движения деталей и полуфабрикатов служат приемо-сдаточные накладные (разовые либо накопительные), лимитные карты, маршрутные листы и т. п. документы, оформляющие передачу их с одной стадии обработки на другую. При поточной организации произ-ва рекомендуется бездокументная передача деталей и узлов по поточной линии. 5) О. у. результатов внутризаводского хозяйственного расчета. Результаты цехового, участкового, бригадного хозрасчета должны определяться по таким показателям их работы, к-рые непосредственно зависят от усилий данного коллектива (цеха, участка, бригады) — по показателям объема и ассортимента продукции, численности персонала, средней выработке, важнейшим элементам затрат на произ-во (зарплата и т. п.). [c.105]
Простейшим примером моделирования является метод индексов, использованный Л. В. Канторовичем на Ленинградском заводе транспортного машиностроения имени Егорова при разработке рациональных планов комбинированного (группового) раскроя материалов (см. Раскрой материалов оптимальный). Задача заключается в том, чтобы план раскроя обеспечивал необходимую комплектность нарезанных заготовок при наименьшем проценте концевых отходов и при относительно минимальном числе единиц исходного материала, подвергаемых совместной (одновременной) нарезке. Индексами в данном случае названы однозначные числа, соотношение к-рых приблизительно соответствует соотношению длин (или других размеров) нарезаемых заготовок. Напр., из полос длиной 5000 мм нарезались заготовки в 1400 мм — по 2 шт. на изделие, в 950 мм — по 4 шт. и в 650 мм — по 1 шт. Соотношение длины заготовок можно приблизительно выразить след, однозначными числами — 2 3 4. Затем подсчитывается отношение длины заготовки к ее индексу 1400 4 = = 350 950 3 = 317 650 2 = 325. Разделив длину исходной полосы на наименьшую из этих величин, получаем предельное значение суммы индексов, к-рым определяются возможные варианты плана раскроя. В данном случае 5000 315 = 15,8. Это значит, что раскроев с суммой индексов больвае 15 быть не может. Составив возможные варианты сочетания индексов, удовлетворяющих этому условию, выбирают среди них те варианты, к-рые обеспечивают при совместном применении заданную комплектность заготовок. Для данного случая были избраны след, сочетания индексов [c.108]
П. п. о. помог выявить ряд способов экономии и рационального использования материалов. При изготовлении пром. продукции значительная часть материалов идет в отходы (в металлообработке до 50% и более). Опыт передовиков произ-ва по рациональному раскрою материалов, уменьшению припусков, использованию отходов обеспечивает значительную экономию и увеличение выпуска продукции. Бригадир ф-ки Парижская Коммуна Л. Корабельникова, пом. мастера Ку-павинской тонкосуконной ф-ки М. Рожнева и другие показали пример выпуска сверхплановой продукции из сэкономленных материалов. [c.174]
Экономичность раскроя обычно зависит от квалификации и практич. опытности работников. Технология раскроя сравнительно редко регламентируется спец. технич. документацией в виде раскройных карт (гл. обр. в массовом произ-ве). При разработке Р. л. м. р. необходимо всемерно использовать резервы экономии материалов путем сокращения отходов. При нарезке прямоугольных заготовок задача может быть решена мате-матич. методами (см. Раскрой материалов оптимальный). Однако такие методы для раскроя криволинейных заготовок еще не созданы. В 1878 великий русский математик П. Л. Чебышев посвятил оригинальное исследование раскрою ткани, решая задачу наиболее точного покрытия кривой поверхности плоскими выкройками. В геометрии давно разрабатывается задача о наиболее плотном расположении кругов на плоскости хотя общее решение этой задачи не найдено, выработан нек-рый практич. подход к уплотнению расположения кругов на плоскости. Определен также подход к выкраиванию нек-рых других видов криволинейных заготовок из прямоугольных листов. [c.402]
economy-ru.info
7.8. Раскрой материалов
Под раскроем материалов понимают их разрезание на отдельные полотна для настилов (при изготовлении настилов), рассекания этих настилов на части и выкраивание деталей. Следующими задачами раскройного производства являются подготовка выкроенных деталей к пошиву (нумерация, подгонка рисунка, нанесение вспомогательных линий, рассечек), комплектование деталей, подача кроя в швейный цех.
Перед рассеканием настила сначала срезают его стороны по границам рамки раскладки, чтобы освободить стянутые кромкой края полотен. Отрезанную кромку обычно сохраняют и используют для упаковки.
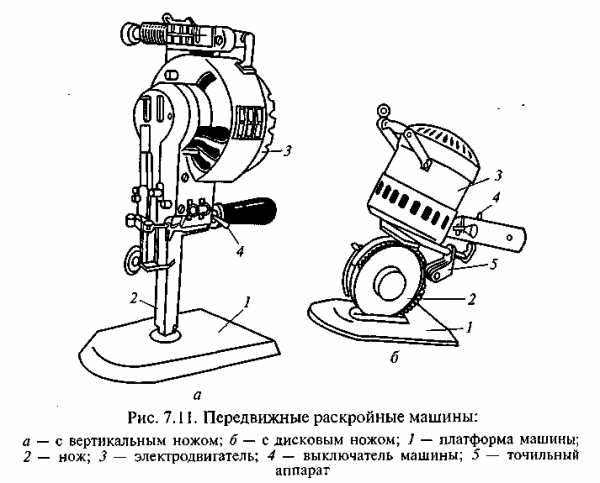
Готовый настил рассекают на части передвижными раскройными машинами с вертикальным или дисковым ножом (рис. 7.11). Раскройную машину ЭЗМ-2 с вертикальным ножом используют для разрезания настила высотой 130… 150 мм на отдельные части (грубый раскрой) или для точного вырезания отдельных крупных Деталей. Раскройную машину ЭЗДМ-1 с дисковым ножом применяют для разрезания настила высотой 50…70 м и для вырезания деталей, имеющих несложную конфигурацию. Эту машину используют обычно для платьевых, подкладочных, бельевых и прикладных материалов.
Вырезание деталей швейных изделий по намеченным контурам называют выкраиванием или вырубанием.
Части разрезанного настила для окончательного выкраивания передаются к стационарным раскройным машинам. Это оборудование бывает двух типов — машины с ленточными ножами и вырубочные прессы.
Ленточные раскройные машины более производительны, чем передвижные, и обеспечивают более высокое качество кроя. Лента ножа должна проходить посередине меловой линии контура детали.
Части рассеченного настила доставляются к ленточным машинам на тележках, высота которых равна высоте настилочного стола. Для безопасности работы поверх пачки деталей часто накладывают вспомогательное лекало, окантованное металлической лентой. Его прижимают к настилу и выкраивают деталь, при этом лента ножа идет по контуру лекала. На ленточных машинах выполняют надсечки для точного соединения деталей. Глубина надсечек для тканей до 5 мм, для трикотажных полотен до 3 мм.
Вырубочные прессы в швейной промышленности чаще всего применяют для вырубания мелких деталей с помощью штампов, изготовленных по их форме. Этот способ вырезания обеспечивает точность конфигурации деталей и высокую производительность труда. Прессы могут иметь электрический, пневматический и гидравлический приводы.
Все перечисленное выше оборудование раскраивает детали изделий механическим способом, при котором материалы режут путем деформирования и расклинивания режущим инструментом (таким же способом режут и ножницы).
Существуют еще термо физические и термомеханические способы раскраивания деталей, требующие оборудования более высокого класса.
Термо физические способы — это лазерный, плазменный и электро разрядный. Лазерный способ резания основан на разрушении текстильных материалов под действием луча лазера. Плазменный способ (с помощью микроплазменной струи) сходен с лазерным, но уступает ему в производительности. Однако он проще и дешевле. При электро разрядном способе материал помещают в поле разряда между электродами. Этот способ наиболее эффективен при перфорировании.
Термомеханическое резание выполняют в два этапа. Сначала материал разрушают по контурам раскладки термическим способом, а потом дополнительно разделяют его механическим воздействием режущего инструмента. Нагрев материала в зоне резания осуществляется токами высокой частоты (ТВЧ). Как правило, резание ТВЧ применяют в промышленности одновременно со сваркой поливинилхлоридных материалов (при изготовлении плащей).
Прикладные материалы — подкладку карманов изделия, всевозможные прокладки (как правило, унифицированные и стандартизированные детали) — экономичнее раскраивать заранее, опережая потребность в их крое.
Авансовый раскрой — это раскрой настила максимально возможной высоты и рациональной длины. При авансовом раскрое применяют трафареты или светокопии, настилание полотен преимущественно механизированное. Число комплектов деталей и соотношение их по размерам и ростам согласуются с величиной заказов на данный вид изделия. Авансовый раскрой осуществляется прежде всего на предприятиях, специализированных на изготовлении изделий одного ассортимента.
Авансовый раскрой можно осуществить и методом вырубания.
Так как промышленное изготовление изделий основано прежде всего на точности кроя, выкроенные детали подвергаются тщательному контролю. Контролер проверяет комплектность вырезанных деталей из основного материала, подкладки и приклада, относящихся к данному изделию. Точность кроя пачки выкроенных деталей проверяют, накладывая верхнюю и нижнюю детали на рабочее лекало, совмещая их с лекалом в долевом направлении и по наиболее ответственным срезам. Обнаружив в деталях кроя отклонения, проверяют все детали пачки. Убеждаются в наличии на деталях надсечек и наколок, обводят мелом неточности срезов. Отклонения срезов деталей от лекал не должны превышать допустимых отклонений (см. подразд. 7.2).
Детали, не соответствующие этим требованиям, в производство не допускаются.
На проверенных деталях кроя осуществляют разметку: намечают расположение карманов, петель, неразрезных вытачек и т.д. Детали размечают по вспомогательным лекалам проколами, диаметр которых не должен превышать 2 мм.
Вырезанные детали штампуют нумератором с изнаночной стороны. С лицевой стороны штампуют только подкладку, пояс, защитный клапан, гульфик, бретели и т.п. Нумерацию можно выполнять мелом или карандашом. Ее можно проводить с помощью машины (скрепками), липкой бумажной лентой или вручную, если на материале остаются следы от скрепок и клея.
На всех деталях в пачке ставят порядковые номера. Эти номера должны быть хорошо видны, но не мешать дальнейшей обработке изделия.
Ниже указаны места расположения номерных знаков на деталях кроя.
Полочка На расстоянии 100… 150 мм от низа
и бокового среза
Спинка На расстоянии 100… 150 мм от низа
и бокового среза или на расстоянии
40…60 мм от среза горловины
Верхняя часть рукава Посередине и на расстоянии 100… 150 мм
Нижняя часть рукава Посередине и на расстоянии 40…60 мм
от оката
Подборт Посередине и на расстоянии 100… 150 мм
от нижнего среза
Воротник Посередине и на расстоянии 40…60 мм
от среза горловины
Клапан, листочка,
манжета, накладной карман,
усилительная или защитная
накладка и т. п Посередине
Передняя часть брюк На расстоянии 70… 120 мм от верхнего
среза и 40…80 мм от линии бокового
среза
Задняя часть брюк На расстоянии 100… 150 мм от верхнего
среза и 150…250 мм от бокового среза
Детали капюшона, шлема …. Посередине
Клинья юбки На расстоянии 70… 120 мм от верхнего
среза и посередине
Пачки пронумерованных деталей из основного материала, подкладки, приклада связывают или скрепляют специальными ремнями, упаковывают вместе с фурнитурой и с сопроводительным документом направляют на хранение на склад кроя, откуда по мере надобности крой отправляют в швейный цех.
Сопроводительным документом кроя является маршрутный лист, составленный на основании карты расчета материала для пачки кроя каждого размера и роста. Маршрутный лист служит отчетным документом при передаче кроя, полуфабриката и готовых изделий на всех участках производства. В нем записывают все данные, характеризующие пачку кроя, указывают, кому предназначен крой, а также выходные данные готового изделия. Каждый маршрутный лист обычно содержит данные не более чем о десяти изделиях и выписывается в пяти экземплярах. Один экземпляр остается в раскройном цехе или на складе кроя, остальные передаются с пачкой кроя на участки сборки, отделки изделий и на склад готовой продукции.
Хранение пачек кроя рекомендуется производить на многоярусных полочных стеллажах, обслуживаемых штабелером или краном штабелером. Число секций в стеллажах по высоте определяют в зависимости от высоты помещения, где располагается склад кроя, и объема пачек.
studfiles.net
Учет технологических особенностей раскроя плитных материалов на мебельном предприятии в системе БАЗИС
Павел Бунаков
Раскрой плитных материалов в мебельном производстве предполагает не только оптимизацию карт раскроя с целью минимизации отходов, но и решение целого комплекса дополнительных задач, учитывающих полный спектр технологических, производственных и организационных особенностей конкретного предприятия. В статье рассматриваются подходы к их решению, реализованные в программе БАЗИС-Раскрой.
Технологические операции раскроя плитных материалов в мебельном производстве — это распиливание их вдоль и поперек для получения заготовок требуемых размеров. Они выполняются на механических форматнораскройных (круглопильных) станках или пильных центрах, оснащенных системами ЧПУ. Размещение заготовок на листах и порядок распиловки отображаются на картах раскроя. Традиционный критерий их оптимизации требует максимального выхода деталей с каждого листа при обеспечении комплектности деталей разных размеров в соответствии с проектом. Применяемое на мебельных предприятиях раскройное оборудование реализует так называемый поэтапный раскрой, то есть сначала лист распиливается на полосы, а затем полосы раскраиваются на заготовки.
В настоящее время парк раскройного оборудования существенно модернизирован. Большинство предприятий, включая средние и даже малые, активно используют высокопроизводительные пильные центры. Это объясняется, с одной стороны, высокой конкуренцией на мебельном рынке, что вынуждает мебельщиков повышать качество изделий и сокращать сроки их изготовления, а с другой — появлением недорогого и весьма надежного китайского пильного оборудования.
Все станки различаются между собой многими технологическими параметрами, непосредственно влияющими на выполнение раскроя. Их необходимо учитывать при формировании карт раскроя, иначе может оказаться, к примеру, что экономия материала, достигнутая за счет плотной укладки заготовок, будет сведена к нулю необходимостью большого количества дополнительных перемещений плиты.
Для учета всей совокупности факторов, влияющих на эффективность реализации операции раскроя на любом оборудовании, в программе БАЗИСРаскрой реализован ряд оригинальных подходов.
Интеграция с оборудованием для раскроя материалов
Технологический процесс изготовления большинства изделий корпусной мебели начинается с раскроя полноформатных листов на заготовки. Эта операция может выполняться на круглопильных станках или пильных центрах. Если сравнивать их с точки зрения автоматизации формирования карт раскроя, то они различаются между собой следующими параметрами:
- количество пильных агрегатов для продольного и поперечного пиления;
- максимальная и минимальная ширина отрезаемой полосы;
- обязательность сквозных продольных или поперечных пропилов;
- максимальный размер обрабатываемой плиты;
- количество плит, которые можно раскроить за один установ;
- точность раскроя;
- чистота кромки после пропилов;
- толщина пилы.
При автоматизации производства на платформе системы БАЗИС вся информация, необходимая для оптимизации раскроя, автоматически импортируется из CADмодулей БАЗИСМебельщик и БАЗИСШкаф. Это позволяет полностью исключить ошибки, которые неизбежно возникают при ручном вводе. Более того, реализуется возможность параллельного расчета ряда важных показателей, таких как:
- материалоемкость изделия;
- полезный выход материала при раскрое;
- потребное количество материала для обеспечения производства;
- трудозатраты на выполнение операций по раскрою материала;
- нормирование операций.
С целью максимального учета особенностей используемого на конкретном предприятии пильного оборудования, в модуль БАЗИСРаскрой входят постпроцессоры, которые обеспечивают создание карт раскроя и/или управляющих программ для всех широко используемых моделей. Полная совместимость экспортируемой информации с требованиями, предъявляемыми со стороны систем управления станков, подтверждается сертификатами, полученными от их разработчиков (рис. 1).

Рис. 1. Сертификаты соответствия
Уменьшение времени раскроя
Даже при раскрое материала для сравнительно небольшого мебельного изделия возможное количество вариантов карт раскроя будет весьма значительным. Выбор оптимального среди них потребует времени. При увеличении количества раскраиваемых заготовок это время будет расти в геометрической прогрессии. Далеко не всегда у специалиста есть возможность длительного ожидания результата, поскольку экономия времени — это не менее важный фактор конкурентоспособности предприятия, чем экономия материалов.
Для обеспечения возможности выбора между временем формирования карт раскроя и количеством рассматриваемых вариантов размещения заготовок в модуле БАЗИСРаскрой введено специальное понятие «регулируемая глубина оптимизации». Соответствующий движок (рис. 2) позволяет управлять количеством вариантов карт раскроя, которые формируются для выбора лучшего по совокупности критериев. Значение данного параметра часто не оказывает явного влияния на качество раскроя, однако его уменьшение может существенно сократить время раскроя. Как показывает практика работы мебельных предприятий, с течением времени каждый технолог экспериментально подбирает оптимальную для своей работы глубину оптимизации.
Рис. 2. Настройка глубины оптимизации
Дополнительно оптимизировать карты раскроя можно, если в задании на раскрой есть заготовки, для которых направление текстурного рисунка на поверхности несущественно, например планки для обеспечения жесткости конструкции, устанавливаемые у задней стенки шкафа.
Еще одной возможностью сокращения времени раскроя за счет уменьшения количества резов является разрешение изменения их направления внутри полосы. На рис. 3 показан фрагмент карты раскроя одних и тех же заготовок для неизменных направлений резов (рис. 3а) и с возможностью их изменения (рис. 3б). На них видно, что в первом случае все резы полосы поперечные, а во втором — и поперечные и продольные. В результате при разрешении изменения направления резов их количество уменьшилось с 28 до 21. Однако при использовании данной опции необходимо иметь в виду, что уменьшение количества резов может привести к увеличению количества поворотов полосы.
Рис. 3. Карта раскроя с неизменным (а) и изменяемым (б) направлением резов
Настраиваемая сортировка
При полосовом раскрое, когда используется разделение на полосы, появляется возможность управления размещением полос на листе. На коэффициент использования материала это, безусловно, не повлияет, поскольку общая площадь заготовок, площадь плиты, размеры и количество обрезков не изменяются. Однако грамотная сортировка может существенно улучшить технологичность карт раскроя, то есть время и трудоемкость их реализации, а в некоторых случаях даже избежать технологического брака. Последнее утверждение кажется фантастическим, тем не менее, оно имеет место. Дело в том, что при пилении некоторых плитных материалов, например древесностружечных плит, может наблюдаться искривление отпиливаемых полос. В этом случае все расположенные на них детали пойдут в брак. Данный эффект в большинстве случаев проявляется на очень длинных полосах, отпиливаемых от целой плиты. В модуле БАЗИСРаскрой они называются полосами первого уровня. Для исключения причины возникновения данного эффекта длинные и узкие полосы следует располагать в середине полосы. Соответствующий режим можно активировать для любого метода сортировки. Он позволяет решить две, на первый взгляд, взаимоисключающие задачи:
- расположить узкие полосы внутри плиты;
- упорядочить заготовки в полосе в соответствии с выбранным методом сортировки.
Всего методов сортировки семь, плюс специальный пользовательский метод, который базируется на одном из них (рис. 4). В качестве примера проанализируем один из методов, когда полосы размещаются по уменьшению ширины, но при этом самая широкая полоса отпиливается последней. Карта, в которой полосы отсортированы таким образом, показана на рис. 5. При ее выполнении экономится достаточно приличное время за счет двух факторов:
Рис. 4. Выбор метода сортировки
Рис. 5. Пример сортировки полос
- при снятии полос со станка и складывании их для последующей распиловки штабель получается устойчивым, поскольку ширина полос уменьшается по мере отпиливания;
- последнюю, самую большую и тяжелую полосу не надо снимать со станка, а достаточно просто перевернуть, упереть в левый упор и начать пилить дальше.
Данный метод является технологичным и универсальным, поэтому широко используется на практике.
Рассмотрим еще один похожий метод — сортировка по снижению коэффициента использования материала с размещением последней, самой широкой полосы. От предыдущего он отличается тем, что позволяет легко отделять готовые детали, которые можно сразу отправлять на последующую обработку, от полос, подлежащих дальнейшей распиловке. Проанализируем последовательность распила полосы, показанной на рис. 6. Вначале отпиливаются готовые заготовки (позиции 7, 6, 4, 2), упорядоченные по убыванию ширины, из них формируется устойчивый штабель и передается на последующую обработку. Это позволяет получить два важных преимущества:
- экономия времени;
- повышение точности распиловки за счет перемещения упоров только в одном направлении.
Рис. 6. Пример сортировки полос
Момент перехода от распиловки готовых деталей к распиловке полос отслеживается очень просто: после отпиливания последней готовой детали в полосе (позиция 2) упоры должны переместиться в обратном направлении. Это и будет сигналом оператору о том, что готовые детали в данной полосе закончились. Далее отпиливаются полосы, которые надо складывать в отдельный штабель.
Выбор метода сортировки осуществляется технологом мебельного предприятия с учетом свойств материала, размеров и количества раскраиваемых панелей, а также особенностей технологических процессов. Каждый из них имеет свои преимущества.
Технологическая коррекция размеров деталей
Технология обработки деталей корпусной мебели в ряде случаев требует заготовок с припусками, то есть немного больших размеров, чем указано в чертеже. В модуле БАЗИСРаскрой реализовано два варианта автоматического увеличения размеров заготовок в нужную сторону на величину припуска:
- припуски на криволинейные детали;
- черновой раскрой.
При формировании карт раскроя по умолчанию габаритные размеры заготовок определяются по размерам минимального охватывающего прямоугольника за вычетом толщины облицовочного материала, если облицовка выполняется с подрезанием, и добавлением припуска на фрезеровку. Однако в случаях, когда контур имеет выпуклые криволинейные элементы, то, как правило, необходимо делать припуск в соответствующую сторону для их последующей обработки. Автоматическая коррекция распиловочных размеров может быть назначена в случаях, когда характерные точки (вершины острых углов или дуг, точки сопряжения) лежат на контуре габаритного прямоугольника (рис. 7). При необходимости назначается припуск и на остальные стороны заготовки.
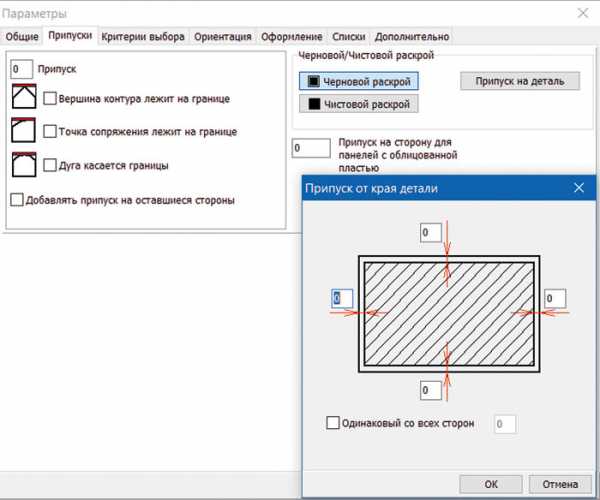
Рис. 7. Назначение припусков
Черновой раскрой как способ коррекции размеров заготовок может применяться, например, когда на предприятии установлено высокопроизводительное оборудование, когда после обработки кромки деталей требуют прифуговки. Еще одним примером его применения является раскрой пластика для облицовки панелей. В режиме чернового раскроя назначаются припуски для окончательной обработки заготовки по контуру (рис. 7). Это означает, что заданные значения для каждой стороны детали добавляются к размерам соответствующих сторон.
При черновом раскрое для каждой заготовки есть две группы размеров: черновые и чистовые. В зависимости от принятых на предприятии условий на картах раскроя можно отображать:
- чистовые размеры;
- черновые размеры;
- черновые размеры в скобках после чистовых размеров.
Черновые размеры представляют интерес для оператора станка, поскольку он не знает технологию дальнейшей обработки заготовки и должен точно выдержать именно черновые размеры.
Настройка вида карт раскроя
Карта раскроя показывает оператору, как именно нужно раскраивать лист материала и какие заготовки при этом будут получены. Это основной документ, согласно которому выполняется раскрой или контролируется его правильность при использовании пильных центров. Оператор по карте раскроя должен быстро и точно определить:
- к какому заданию относится карта;
- какой материал надо кроить;
- сколько листов кроить по данной карте;
- в какой последовательности выполнять пропилы.
Таким образом, правильное и понятное оформление карт раскроя напрямую влияет на скорость работы оператора. Кроме того, на каждом предприятии есть свои традиции оформления карт раскроя и требования к количеству и виду представления информации на них.
Модуль БАЗИСРаскрой поддерживает множество различных вариантов оформления, что позволяет технологу получать карты раскроя, идеально соответствующие принятым правилам.
Сведения о размерах заготовок, размещенных на каждой карте раскроя, и дальнейшем облицовывании их кромок сводятся в таблицу, структуру которой определяет технолог (рис. 8). Для достижения наиболее полного и емкого графического изображения раскладки деталей назначается ряд параметров, например способ нанесения размеров и обозначений пазов или параметры штриховки обрезков и отходов. Настраивается также вид списка деталей и накладных для передачи на производство (рис. 9), способ обозначения панелей и масштаб карт раскроя (рис. 10).
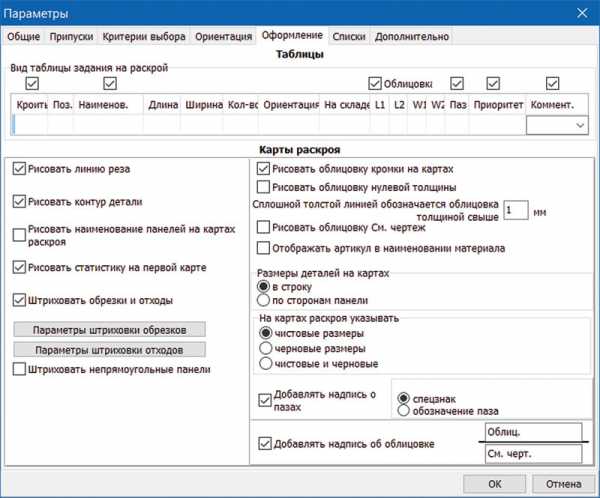
Рис. 8. Настройка оформления карт раскроя
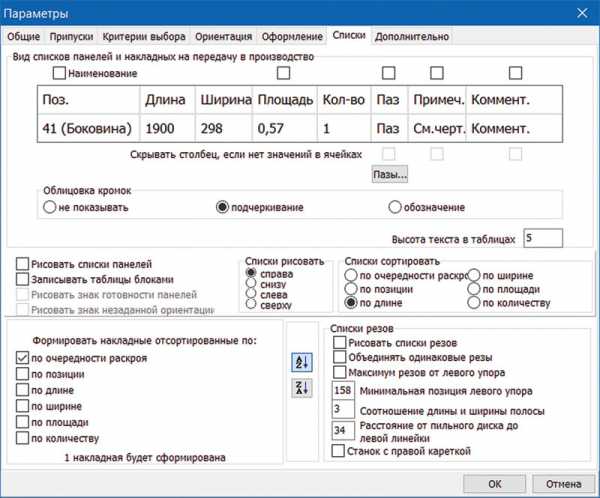
Рис. 9. Настройка оформления списка панелей и накладных
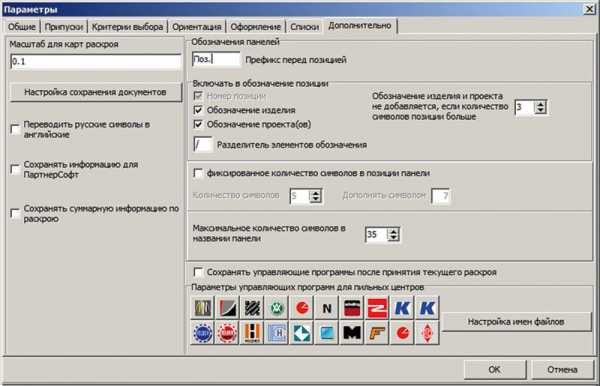
Рис. 10. Настройка обозначения панелей
Формирование бирок
Использование бирок для автоматической идентификации заготовок на производстве является мощным фактором повышения его эффективности. При изготовлении корпусной мебели раскрой является начальной технологической операцией, поэтому бирки формируются и печатаются при выполнении раскроя. Для печати бирок на рабочем месте оператора устанавливается принтер. На каждую полученную заготовку оператор наклеивает соответствующую бирку, которая формируется синхронно с отпиливаемой готовой деталью. В дальнейшем она будет сопровождать эту деталь вплоть до участка упаковки готового заказа.
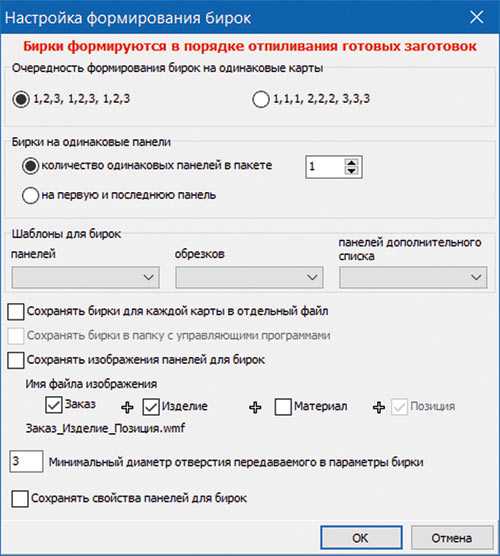
Рис. 11. Настройка бирок
Объем информации, кодируемый в штриховом коде, и внешний вид бирок определяются технологом при назначении параметров раскроя (рис. 11). Первым параметром является очередность формирования бирок на одинаковые карты. Здесь возможно два варианта:
- Бирки располагаются в порядке появления панелей при раскрое. Это означает, что на первую готовую заготовку наклеивается первая по порядку бирка, на вторую — вторая и т.д. Если рядом расположены одинаковые заготовки, то одинаковые бирки будут следовать друг за другом. Подобный порядок формирования бирок оптимален для круглопильных станков.
- Одинаковые бирки группируются, то есть сначала следуют все бирки для первых одинаковых заготовок, затем для вторых и т.д. Это соответствует технологии работы пильного центра.
Допустим, по карте раскроя с четырьмя заготовками (позиции 1, 2, 3, 4) надо раскроить три листа. На круглопильном станке листы раскраиваются последовательно, то есть готовые заготовки будут появляться (а соответственно, и формироваться бирки) в порядке, соответствующем первому варианту: 1, 2, 3, 4, 1, 2, 3, 4, 1, 2, 3, 4.
На пильном центре одновременно можно раскроить все три листа. В этом случае сначала появляются все три заготовки позиции 1, потом — все три заготовки позиции 2 и т.д. Это соответствует второму варианту.
Чаще всего на каждую заготовку формируется отдельная бирка. Однако при раскрое пакетов на пильных центрах, когда готовые заготовки появляются сразу по нескольку штук, достаточно наклеить одну бирку на весь штабель и передать его на последующие участки обработки. В этом случае задается количество одинаковых заготовок, для которых будет формироваться одна бирка.
Заключение
Раскрой листовых материалов на заготовки — важнейшая часть технологической подготовки производства корпусной мебели. Ее эффективная реализация требует, помимо оптимальной укладки заготовок, учета особенностей оборудования, свойств конструкционных материалов и особенностей их обработки. Алгоритмы оптимизации должны базироваться на всей совокупности геометрической, технологической, производственной и организационной информации. Подходы, реализованные в модуле БАЗИСРаскрой, позволяют найти сбалансированные соотношения между требованиями экономии материалов и времени, технологичности карт раскроя и эффективности загрузки всего раскройного оборудования.
sapr.ru
Раскрой листового материала | Техтран
Для предприятий, использующих машины термической резки, внедрение современных информационных технологий — задача из числа самых актуальных. Понятно, что сокращение сроков подготовки программ раскроя, оптимальное размещение деталей на листе, меньший расход материала решающим образом повлияют на себестоимость и качество продукции.
Новый программный продукт Техтран Раскрой дополняет линейку программ семейства Техтран и предназначен для проектирования программ раскроя листового материала. Возможности CAM-системы объединены здесь с функциями организации производственного процесса. Подход к решению, использованный в программе, суммирует опыт работы ряда предприятий, эксплуатирующих машины термической резки. Задача в том, чтобы по заданию на раскрой, которое состоит из номенклатуры отобранных деталей и их количества по каждому наименованию, оперативно, учитывая складские запасы, оптимальным образом разложить детали на листах и получить управляющие программы резки этих деталей. Листы делового отхода, остающиеся после работы, должны быть учтены в базе данных системы для дальнейшего использования.
База данных
Техтран Раскрой объединяет традиционные для Техтрана средства программирования обработки с базой данных. Объектами базы данных стали теперь и программы раскроя листов металла, а потому на нее возлагается управление не только различными данными, но и работой системы в целом. В базе данных хранятся объекты следующих типов:
- Деталь, представляющая собой совокупность контуров, подлежащих обработке. Параметрами детали являются обозначение по чертежу, наименование, материал, толщина, габариты, площадь.
- Комплект деталей, то есть множество деталей, объединенных по произвольному признаку. В комплект могут, например, включаться детали, составляющие тот или иной узел.
- Лист — это лист материала, на котором размещаются изготавливаемые детали. Листы подразделяют на цельные и листы делового отхода. Параметры листов — марка материала, толщина, габариты.
- Задание на раскрой: множество деталей, отобранных для изготовления, и раскрои листов.
- Раскрой листа. Это программа обработки листа. Содержит разложенные на листе материала детали и построенную траекторию движения резаков или разметочного устройства.
- Параметры раскроя — данные, которые используются при размещении деталей и формировании траектории. В базу данных для листов заданной толщины из заданного материала могут быть внесены стандартные значения следующих параметров: расстояние между деталями, расстояние от детали до края листа, расстояние и радиус подхода, ширина реза.
- Материал указывается в качестве параметра детали и листа. Параметрами материала являются марка и плотность. Материал задается в качестве ключа при поиске деталей, отборе подходящих для раскроя листов и назначении параметров раскроя.
- Пользователь — это лицо, работающее с базой данных. Все пользователи должны быть зарегистрированы администратором. Имя пользователя указывается при входе в систему и запоминается при создании любого объекта в качестве параметра.
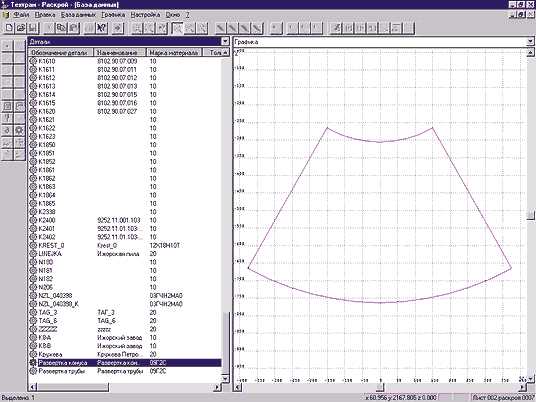
Рис.1. Окно базы данных в режиме просмотра деталей Прежде всего в базу данных вносятся детали, которые могут быть построены средствами Техтрана или импортированы из другой системы. Детали удобно просматривать одновременно с полным их списком (рис.1). На рис.2 приведен вид экрана в режиме просмотра раскроев листов. Следует отметить, что для управления всеми объектами базы данных в Техтране предлагается наглядный единый механизм, использующий две панели. Это позволяет производить действия над объектами из списка в базе данных (создание, удаление, редактирование и просмотр параметров) и одновременно видеть на соседней панели графическое представление элементов списка (деталей, листов, раскроев листов и т.п.). К тому же наличие двух панелей делает удобной работу при иерархическом включении одних объектов в другие. Например, раскрой листа содержит детали. Чтобы организовать просмотр деталей, относящихся к различным раскроям, на одной панели можно отобразить список раскроев листов, а на другой — список деталей, размещенных на конкретном листе.
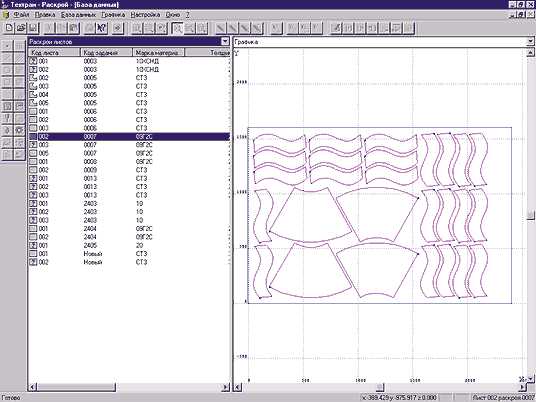
Рис.2. Окно базы данных в режиме просмотра раскроев листов
База данных не привязана к конкретной СУБД, поэтому пользователи могут выбирать ее в зависимости от своих потребностей. Более того, к записям могут добавляться новые поля.
Интерактивное и автоматическое размещение деталей
Процесс работы начинается с формирования задания на раскрой. В него вносятся все детали, которые требуется изготовить, причем для каждой из них указывается количество экземпляров. В режиме автоматического размещения все детали задания оптимальным образом укладываются на листах, при этом выдерживаются заданные расстояния до края листа и между деталями. Стратегия автоматического размещения обеспечивает весьма высокий коэффициент использования материала. Подходящие листы подбираются со склада листов, хранящегося в базе данных. Программа позволяет также автоматически разместить отобранные детали на конкретном листе. Результат такого размещения показан на рис.3.
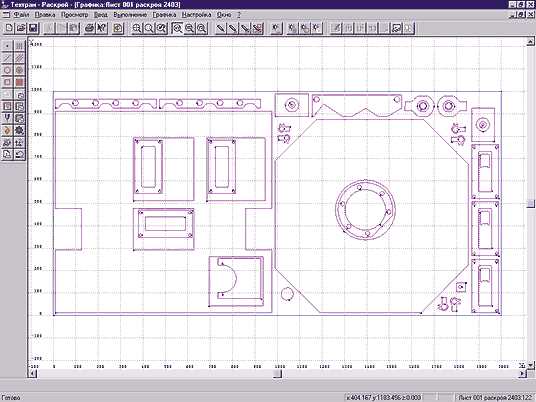
Рис.3. Результат автоматического размещения деталей на листе Предусмотрен интерактивный режим: деталь выбирается из списка неразмещенных деталей задания на раскрой и укладывается на лист, а затем перемещается на свободное место средствами графического редактора (рис.4). Есть также средства точного контроля взаимного расположения объектов.
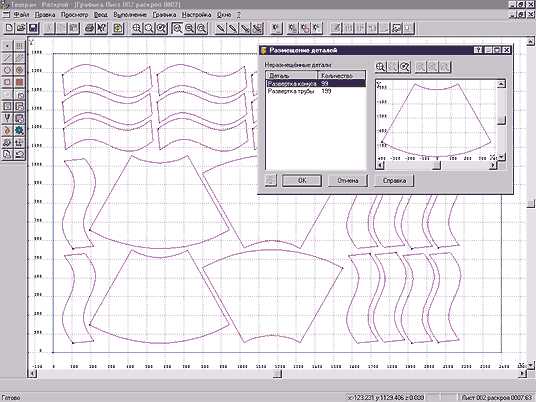
Рис.4. Интерактивное размещение деталей на листе После того как детали размещены на листе, программируется обработка. В простейшем случае надо лишь последовательно указать обрабатываемые контуры деталей. Техтран строит траекторию движения инструмента с учетом необходимых поправок, формирует подходы, отходы и вспомогательные перемещения инструмента, команды включения и выключения резака, подачи, коррекции и т.д. Построение траектории резки иллюстрирует рис.5.
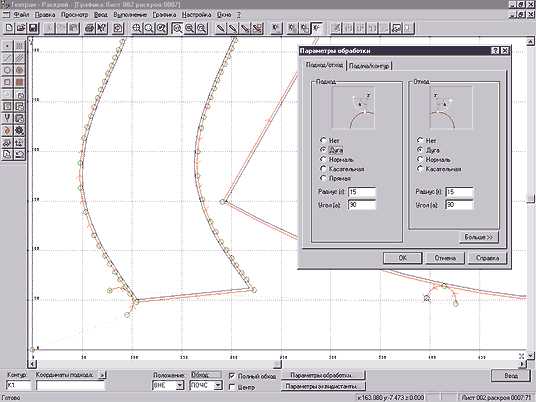
Рис.5. Построение траектории резки
Для нестандартных случаев предусмотрена возможность построения траектории и задания технологических команд в явном виде. Из неиспользованной части листа формируется деловой отход, который может быть помещен в базу данных для последующего применения.
Получение управляющей программы
В состав системы включены данные об оборудовании, позволяющие формировать управляющие программы для машин термической резки, таких как “Гранат”, “Кристалл”, “Комета”, “Енисей”, “ESAB”, “HEBR”. По программе раскроя листа для одного станка можно получить УП для любого другого из имеющихся в списке.
Техтран обеспечивает возможность настройки на конкретное оборудование с ЧПУ. Для описания оборудования требуется заполнить паспорт станка и создать модуль станка на специальном языке Техпост. Такой механизм позволяет пользователям самостоятельно учитывать особенности формирования УП, разрабатывая собственные модули на основе уже имеющихся.
Документирование
Как правило, конкретный вид выходных документов определяется традициями предприятия. Поэтому пользователю необходима возможность настройки формата документов и объема выводимой информации. При помощи Генератора отчетов, входящего в Техтран Раскрой, для каждого типа документов можно написать программу вывода требуемых данных в нужном формате.
Карта раскроя листа представляет собой изображение листа с разложенными на нем деталями, траекторией движения инструмента и текстовой информацией. Каждая деталь снабжена номером, соответствующим ее месту в спецификации. Штамп содержит характеристики листа и реквизиты разработчика.
В спецификацию карты раскроя листа включается перечень деталей, разложенных на листе с указанием их обозначения, количества, габаритов, массы и др.
Спецификация задания на раскрой содержит перечень входящих в задание деталей, ведомость расхода листов, перечень размещенных и неразмещенных деталей.
Автоматическая генерация текста программы
При построении геометрических объектов и проектировании раскроя листа происходит формирование текста программы на языке Техтран. Программа включает в себя всю последовательность произведенных действий и может быть использована при дальнейшей работе, что позволяет гибко сочетать удобство диалогового режима с преимуществами текстового представления программы, к которым относятся:
- использование ранее написанных программ и макросов, быстрая их модификация;
- параметризация для типовых деталей;
- использование условных операторов, циклов, арифметических выражений и функций;
- возможность отладки и исправления ошибок.
Раскрой листа и соответствующий ему текст программы на Техтране показаны на рис.6
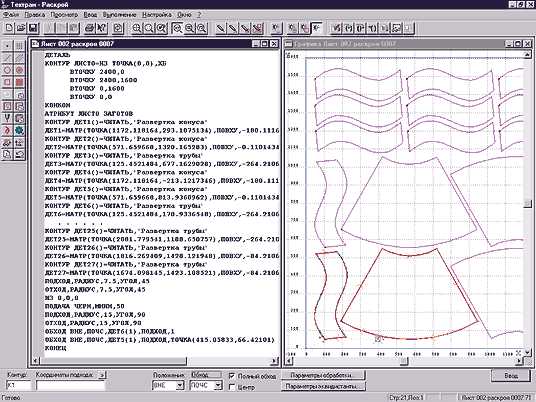
Рис.6. Текст программы раскроя листа
Для работы с программой на языке Техтран предусмотрены разнообразные средства.
Команды выполнения (выполнить оператор, перейти в макрос, выполнить программу до конца, до курсора и т.п.) позволяют выполнять и отлаживать программу на Техтране. Используя эти команды, можно выполнить программу целиком или по частям, приостанавливая процесс для анализа результатов выполнения отдельных операторов.
Средства контроля выполнения дают возможность просматривать значения переменных, использовать графическое окно для визуального контроля объектов программы и просматривать диагностическую информацию, сформированную в ходе выполнения программы.
Платформа и интерфейс
Платформа: Windows 95/98/NT, Pentium 200, 64 RAM, 1Gb HDD, CD-ROM.
Интерфейсы: графика — формат DXF, база данных — ODBC.
www.tehtran.com