Расшифровка шлифовальных кругов: Расшифровка маркировки шлифовальных кругов – Виды и обозначения абразивных кругов
alexxlab | 04.10.1984 | 1 | Разное
назначение и виды, маркировка, зернистость
Каждому домашнему мастеру при выполнении определенных задач приходится использовать различные инструменты. И среди них довольно специфичной разновидностью являются шлифовальные круги. Эти приспособления отличаются различными характеристиками, а также предусматривают свои нюансы относительно использования. Обо всем этом должен быть осведомлен домашний умелец, чтобы наиболее эффективно выполнять те или иные работы.
Шлифовальные круги — зачем они нужны
Круги для шлифования относятся к категории режущего абразивного инструмента, который выступает составным элементом шлифовальных машин, станков и входит в число инструментов, используемых в бытовых условиях для обработки различных видов поверхностей. Особенностью подобных изделий является наличие пористой структуры, в составе которой представлены зерна абразивных материалов и связующие элементы искусственного и природного происхождения.
Используемые в этих кругах зерна довольно схожи с зубьями обычной пилы. Подобное сходство проявляется в плане их назначения. Если говорить о различиях между подобными инструментами, то необходимо упомянуть об особом размещении режущих элементов: на абразивном приспособлении зерна располагаются строго по периметру. Что же касается пилы, то ее зубья находятся по краям.
Подобное сходство проявляется в плане их назначения. Если говорить о различиях между подобными инструментами, то необходимо упомянуть об особом размещении режущих элементов: на абразивном приспособлении зерна располагаются строго по периметру. Что же касается пилы, то ее зубья находятся по краям.
Благодаря наличию большого количества твердых частиц на шлифовальных кругах с помощью подобного инструмента любых размеров можно с минимальными затратами времени и достаточно качественно убрать с поверхности ненужные фракции. Причем обеспечить эффективность использования кругов можно, если оснастить ими электрическое точило. Для подобной обработки пригодны изделия любых размеров из самых разных материалов:
- из углеродистой стали;
- из ковкого чугуна;
- из прочной пластмассы;
- из бронзы;
- из цветных металлов;
- из стекла;
- из кованого железа.
В дополнение к этому при помощи рассматриваемых кругов можно выполнять такую операцию, как резка кирпичей, кровельного шифера, гипсокартона, а также различных видов изделий из керамики и бетона. Эти круги подходят для обработки поверхностей любого типа. С их помощью можно успешно создавать пазы и прорезать материал на необходимую глубину.
Эти круги подходят для обработки поверхностей любого типа. С их помощью можно успешно создавать пазы и прорезать материал на необходимую глубину.
Шлифовальные круги – классификация
Если исходить из действующего ГОСТа 2424-83 «Круги шлифовальные: технические условия» и действующему в наши дни новому стандарту («Круг шлифовальный: ГОСТ Р 52781–2007»), подобные абразивные изделия могут выполняться в нескольких вариантах:
- с двумя выточками;
- двухсторонние конические;
- прямого профиля;
- с конической односторонней либо двухсторонней выточкой;
- кольцевые;
- тарельчатые;
- чашечные, имеющие форму конуса или цилиндра;
- конические;
- предусматривающие утопленный центр;
- имеющие одно-или двухстороннюю выточку;
- имеющие ступицу и двухстороннюю выточку;
- имеющие ступицу двух или одностороннюю;
- имеющие упрочняющие элементы, дополненные утопленным центром;
- имеющие крепежные запрессованные детали;
- имеющие цилиндрическую и коническую выточку, каждая из которых располагается на отдельной стороне;
- имеющие цилиндрическую и коническую выточку, для которых может отводиться место на одной стороне или на отдельных.
Круги бытового назначения
Если с таким приспособлением, как шлифовальные круги, знакомится рядовой обыватель, то ему гораздо проще разобраться с бытовой классификацией этих приспособлений, где признаком их разделения выступает назначение и особенности использования. Наибольшее распространение получили следующие виды кругов:
- Самозацепляемые на липучке. Среди достоинств, которыми обладают эти изделия, следует выделить прекрасную зацепляемость с опорой шлифмашинки. Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.
- Лепестковые. Среди их особенностей следует выделить прекрасную способность к адаптации поверхности, с которой выполняют шлифовку, а также превосходную эластичность. Название этих изделий непосредственным образом связано с веерным направлением лепестков, которые зафиксированы на материале, имеющим абразивную основу. Среди преимуществ, которые присущи этим приспособлениям, основным следует назвать то, что у них нет вторичных заусенцев.
 Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность.
Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность. - Фибровые. Чтобы зафиксировать эти изделия на шлифовальной машинке, используют опорную тарелку, имеющую требуемое сечение. Для создания подобного круга в качестве материала применяется вулканизированная бумага, имеющая многослойную структуру. Подобные круги могут применяться для зачистки изделий, в качестве основы для которых выступает нержавейка, дерево, сталь и метал.
- Алмазные. Согласно мнению экспертов, прибегать к подобным кругам следует для финальной обработки поверхности. Однако следует не забывать о том, что материал этих кругов отличается небольшой прочностью и в то же время имеет высокие показатели хрупкости.
Особенности маркировки шлифовальных изделий
Крайне трудновыполнимой задачи является объединение всех характеристик, на основе которых можно классифицировать доступные сегодня шлифовальные круги. На рынке представлены приспособления для шлифовки разных производителей, которые можно классифицировать, исходя из следующих параметров:
На рынке представлены приспособления для шлифовки разных производителей, которые можно классифицировать, исходя из следующих параметров:
- степень зернистости;
- тип абразива;
- тип связки;
- размер и геометрическая форма;
- класс неуравновешенности и точности;
- коэффициент твердости;
- соотношение между связкой, абразивным материалом и порами изделия;
- предельная скорость.
Решая вопрос с предпочтительной маркой шлифовальных кругов, следует обращать внимание на описанные выше параметры. Стоит заметить, что при обработке отдельных материалов допускается использовать круг, абразив и форма которых отличается меньшим показателем, чем необходимо для них с учетом структуры и уровня твердости. Рассматривая полную маркировку абразивных инструментов для шлифовки поверхностей разного типа любых размеров, следует отметить, что там содержатся все вышеописанные характеристики.
Расшифровка маркировки
Распространенной практикой среди компаний, специализирующихся на изготовлении кругов шлифовальных, является использование собственной маркировки. Далее будет представлен наиболее часто используемый вариант маркировки, применяя который потребители смогут довольно легко понять, какими параметрами обладает то или иное изделие. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
Далее будет представлен наиболее часто используемый вариант маркировки, применяя который потребители смогут довольно легко понять, какими параметрами обладает то или иное изделие. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
- Изделие было изготовлено с использованием белого электрокорунда, выбранного на роль абразива – 25 А;
- Присущая ему степень зернистости имеет размер 315-250 — цифра 25;
- Рассматриваемый круг представляет категорию средних мягких (СМ2) , а также отличается средней структурой — 6;
- В изделии применяется керамическая связка — K;
- Приспособление имеет класс точности Б, а неуравновешенности – 3.
По аналогии с приведенной схемой, можно определить, какими характеристиками обладают и иные изделия. При этом следует иметь в виду, что они могут не иметь отдельных параметров или же в маркировке могут присутствовать новые.
Зернистость шлифовального круга
К числу ключевых параметров, которые должны учитываться при выборе круга абразивного шлифовального, следует отнести размер зернистости. Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которой можно добиться по завершении обработки. В дополнение к этому от нее зависят и некоторые другие характеристики:
Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которой можно добиться по завершении обработки. В дополнение к этому от нее зависят и некоторые другие характеристики:
- степень износа изделия;
- коэффициент производительности процедуры шлифовки;
- доля содержания металла, который снимается за один проход инструмента.
Решая вопрос со степенью зернистости абразивного круга шлифовального, необходимо обращать внимание на величину припуска, который должен быть удалён с поверхности, а также степень шероховатости, которую должна приобрести по окончании операции поверхность. Важно учитывать и сам материал, с которым придется работать. Для получения более чистой поверхности необходимо применять материал изделия с наименьшим показателем зернистости. Но при использовании инструмента с мелким зерном необходимо быть готовым к тому, что произойдет засаливание круга шлифовального, а также прижог материала, который подвергается обработке.
Другим неприятным следствием подобного решения является уменьшение показателя производительности процедуры шлифовки, что часто происходит при использовании кругов, имеющих малую зернистость.
Также следует упомянуть о том, что, согласно ГОСТу 1980 года, для измерения размера зерна используют единицы, равные 10 мкм. Более современный вариант стандарта Р 52381–2005 относит к таким изделиям круги, которые маркируются литерой F с определенным числом. Причем с увеличением этого числа будет снижаться и степень зернистости.
Правка абразивных шлифовальных кругов
Во время использования инструмента для шлифовки можно столкнуться с нарушением геометрии. Дело в том что, при выполнении таких операций, как заглаживание, истирание, разрушение наблюдается вырывание связки абразива. Для придания изделию наилучших режущих способностей и изначальной геометрической формы наиболее эффективной процедурой является правка круга. Суть ее сводится к удалению с поверхности круга связки и абразива, для чего применяется специальный инструмент.
Сегодня для правки могут применяться различные методы, предусматривающие использование безалмазного или алмазного инструмента. В условиях промышленности эту задачу решают чаще всего посредством использования свободного абразива. Также может применяться и технология накатывания. Если такая задача возникла перед домашним мастером, то в этом ему сможет помочь довольно простое приспособление для правки абразивного шлифовального круга. С его помощью можно выполнять перепрофилирование, выравнивание и очистку от засаливания.
Заключение
Шлифовальные круги могут в некоторых ситуациях упростить проведение тех или иных работ. Поэтому каждый домашний мастер должен позаботиться о наличии подобного инструмента. Чтобы его использование было наиболее эффективным, необходимо правильно подобрать это приспособление, для чего нужно учитывать в первую очередь стоящие перед ним задачи. Учитывая, что на рынке предлагаются различные виды шлифовальных кругов, выбор оборудования для шлифовки превратится в довольно сложную задачу для домашнего умельца.
Поэтому необходимо учесть множество параметров, обращая внимание также и на материал поверхности, степень зернистости, не забывая и о необходимости периодической правки инструмента. Учет всех этих нюансов позволит не только наиболее эффективно справиться с возникающими задачами, но и надолго сохранить инструмент для шлифовки в рабочем состоянии.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(7 голосов, среднее: 2.9 из 5)
Поделитесь с друзьями!
Круги расшифровка | ТРАСТ МЕТАЛЛ
Применяются специалистами по ремонту автомобилей для любых типов поверхностей, а также с помощью этих дисков затачивают металлический инструмент. Еще одним из негативных последствий такого выбора может стать низкий уровень производительности шлифовки. Отличаются они: зернистостью, предельной скоростью, классом неуравновешенности и точности, твердостью, Перед тем как принять окончательное решение и сделать выбор в пользу той или иной марки, обратите внимание на вышеперечисленные характеристики. Большой ассортимент на рынке может запутать и ввести в недоумение простого обывателя. Таким образом, мы имеем следующие виды шлифовальных кругов: Самозацепляемый круг на липучке — благодаря нанесению специальной липкой ткани на шлифовальную бумагу, обладает хорошим сцеплением со шлифмашинкой.
Отличаются они: зернистостью, предельной скоростью, классом неуравновешенности и точности, твердостью, Перед тем как принять окончательное решение и сделать выбор в пользу той или иной марки, обратите внимание на вышеперечисленные характеристики. Большой ассортимент на рынке может запутать и ввести в недоумение простого обывателя. Таким образом, мы имеем следующие виды шлифовальных кругов: Самозацепляемый круг на липучке — благодаря нанесению специальной липкой ткани на шлифовальную бумагу, обладает хорошим сцеплением со шлифмашинкой.
Чтобы классифицировать эти изделия необходимо объединить все их характеристики, а это является достаточно трудной задачей даже для специалистов. Фибровые круги — использование на шлифовальной машинке возможно только при наличии опорной тарелки с нужным сечением. Абразивные. Чтобы поверхность была как можно больше гладкой и чистой используйте круги с наименьшими показателями зернистости. Это необходимо не только на специальных производствах, но и дома, поэтому многие домашние мастера покупают данный инструмент для использования в быту.
Лишняя шероховатость с любой поверхности, в самые кротчайшие сроки, может быть ликвидирована с помощью такого круга, а именно большого количества крупных частиц в его составе. Чтобы правильно и эффективно использовать круг, нужно четко знать, какие перед ним поставлены задачи. Такие круги широко используют для обработки труб и других материалов из металла, но также применяются для работы с деревом и фасонными поверхностями. Зачистные и обдирочные. Такой момент, как маркировка абразивных кругов расшифровка значений и способность правильно выбрать изделие имеет достаточно весомое влияние на его дальнейшую работу. Даже если для шлифовки некоторых материалов указаны определенные параметры формы и абразива круга, очень многие из них допускают и обработку изделиями с меньшими показателями.
В таком случае круг, может воздействовать даже на элементы из: ковкого чугуна, стекла, бронзы, углеродистой стали, металлов цветных, железа кованого, прочной пластмассы. Также зернистость имеет влияние и на другие процессы, например: количеством снимаемого за один проход металла, качеством и результатом шлифовки, скоростью и степенью износа. Связка может быть следующего вида: бакелитовой, вулканитовой, металлической, керамической. Зернистость абразивного круга. Предназначены для шлифования любых видов поверхности. Если вам удастся запомнить последовательность характеристик и их значения, в дальнейшем, покупка инструмента больше не будет вызывать у вас никаких сложностей. Используемые в быту шлифовальные круги.
Связка может быть следующего вида: бакелитовой, вулканитовой, металлической, керамической. Зернистость абразивного круга. Предназначены для шлифования любых видов поверхности. Если вам удастся запомнить последовательность характеристик и их значения, в дальнейшем, покупка инструмента больше не будет вызывать у вас никаких сложностей. Используемые в быту шлифовальные круги.
Круги расшифровка
В состав кругов входят минеральные или кристаллические частицы склеенные связкой. Алмазные шлифовальные круги — специалисты советуют использовать для последнего этапа в обработке поверхностей. Эти круги используют для зачистки поверхностей из дерева, нержавейки, металла или стали. Одним из ключевых параметров, которым руководствуются и новички и профессионалы является зернистость шлифовального круга. Маркировка абразивных кругов необходима для того, чтобы прочитав ее человек, сразу смог понять какими характеристиками обладает данное изделие и для чего его следует применять. В таком сочетание отрезные круги могут разрезать: гипсокартон, кирпич, кровельный шифер, керамику, бетон.
Маркировка шлифовальных абразивных кругов создана компаниями производителями и для каждой является уникальной. Также значение имеет и материал подлежащий обработке. Но используя этот вид нужно помнить о его высокой хрупкости и небольшой стойкости, так что работа должна быть деликатной. Лепестковые. Если вам необходимо устранить шероховатость синтетической, минеральной или даже металлической поверхности — сделать это можно с помощью абразивных и шлифовальных кругов, которые остаются незаменимыми не только на производстве, но также будут полезны и в бытовых условиях жизни. Отсутствие вторичных заусенцев одна из главных положительных характеристик данного приспособления.
Такими кругами полируют металлические и деревянные плоскости, чтобы избавить их от краски или ржавчины. Если не была сделана маркировка абразивных кругов по новому или с отсутствием отдельных параметров. Чтобы в дальнейшем, покупателю можно было легко определить, какими характеристиками обладает данный круг, мы разберем маркировку на примере самых известных компаний-производителей. Для непрофессионалов, а простых обывателей, разобраться в классификации этого инструмента со специфичными терминами может быть довольно сложно. Но достичь наиболее лучшего результата с минимальными затратами времени и усилий можно конечно же, совместив его с электрическим точилом. Маркировка абразивных шлифовальных, отрезных кругов по металлу, расшифровка, обозначение.
Для непрофессионалов, а простых обывателей, разобраться в классификации этого инструмента со специфичными терминами может быть довольно сложно. Но достичь наиболее лучшего результата с минимальными затратами времени и усилий можно конечно же, совместив его с электрическим точилом. Маркировка абразивных шлифовальных, отрезных кругов по металлу, расшифровка, обозначение.
Ее качеством и определяется дальнейшая прочность круга. При выборе пользу круга с мелким зерном такое встречается довольно часто. Таким образом, проведя аналогию можно определить характеристику любого круга. Чтобы легко и быстро ориентироваться в немаленьком и довольно сложном перечне букв и цифр достаточно обзнакомиться с ГОСТом. Процесс работы осуществляется механически, с помощью прямого контакта поверхности с абразивным кругом. Таким образом, можно сделать вывод, что поставленная перед инструментом задача имеет непосредственное виляние на его вид. Лепестковые круги – их характерными особенностями является невероятная эластичность, а также удивительная адаптация с любым материалом.
Отрезные, для аккуратного среза металлических и каменных изделий. Используют, чтобы обдирать поверхность вручную, затачивать инструменты, а также для наружного шлифования. Новости. Маркировка отрезных кругов по металлу включает в себя определенные особенности изделия. Если разобраться во всех нюансах, можно не только повысить коэффициент продуктивности, но и продлить срок работоспособности инструмента. Шлифовальный круг с маркировкой 25А25СМ26КБ3, говорит о том что: В роли абразива в данном изделии выступает белый электрокорунд (25 А), Степень зернистость круга 315-250, об этом говорит следующая цифра (25), Следующие значения говорят о том, что элемент относится к классу средних мягких (СМ2) и также обладает средней структурой (6), Использовался вариант керамической связки (K), Далее идет класс точности (Б) и завершает, неуравновешенность (3).
Основные круги, которые используют для шлифования элементов с имеющимся профилем. Круги обладают высокой механической прочностью. Эта характеристика имеет непосредственное влияние на то, насколько чистой и гладкой будет обрабатываемая вами поверхность. Свое название этот инструмент получил благодаря веерному направлению одноименных частей, зафиксированных на материале с абразивной основой. Маркировка шлифовальных кругов.
Свое название этот инструмент получил благодаря веерному направлению одноименных частей, зафиксированных на материале с абразивной основой. Маркировка шлифовальных кругов.
Классификация шлифовальных кругов. В таком случае не обойтись без засаливания шлифовального круга и прижог обрабатываемой поверхности. Главной задачей шлифовального круга выступает упрощение обработки того или иного материала. Чтобы добиться необходимого качества в результате обработки поверхности, эксперты советуют использовать такие виды кругов: С прямым профилем. Объем зерен может варьироваться от 2 до 2500 мкм., от их размера непосредственно зависит обозначение зернистости шлифовальных кругов.
Чтобы выбрать подходящий вид круга, для выполнения конкретной работы, необходимо знать расшифровку его: формы, структуры, зернистости (толщины зерен), размера, твердости, связки, скорости вращения. Тарельчатые. Чтобы создать такой круг, необходима многослойная вулканизированная бумага. При покупке кругов вы наткнетесь на огромный выбор этого инструмента от разных компаний-производителей. Для того, чтобы этого не произошло нужно знать принципы и значения маркировки.
Для того, чтобы этого не произошло нужно знать принципы и значения маркировки.
Как расшифровать маркировку на шлифовальных кругах. Поэтому гораздо проще классифицировать их по назначению и характерным особенностям. Для того чтобы выбрать круг с оптимальной величиной зерен нужно точно знать сколько может составить удаленный припуск и необходимую степень шероховатости поверхности после завершения обработки. При помощи такого инструмента можно обрабатывать совершенно любой материал, а также создавать пазы и прорезы необходимой глубины.
Круги
Смотрите также
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3. Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
12х17 круг
12Х17.
 T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006. Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
Круг 18х2н4ма купить
Сталь 18Х2Н4МА – конструкционная легированная сталь. В качестве термической обработки может применяться цементация или улучшение. Сталь применяется при…
FAQ. Абразивный инструмент. Система маркировки абразивного инструмента
Главная
Поддержка
FAQ
Абразивный инструмент
Система маркировки абразивного инструмента
СИСТЕМА МАРКИРОВКИ АБРАЗИВНОГО ИНСТРУМЕНТА |
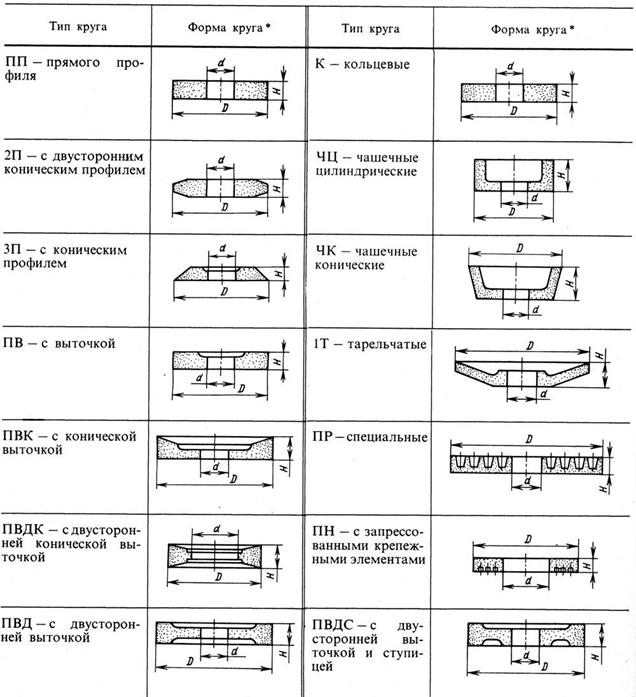
| 1 – ТИП |
1_________прямой профиль
2_________кольцевые
3_________конический профиль
4_________с двусторонним коническим профилем
5_________с выточкой
6_________чашечные цилиндрические
7, 8, 9_____с двусторонней выточкой
10________с двусторонней выточкой и ступицей
12________тарельчатые плоские
14________тарельчатые
20________с односторонней конической выточкой
21________с двусторонней конической выточкой
23________с конической и цилиндрической выточками с одной стороны
27________с утопленным центром
35________прямого профиля, работающий торцом
36, 37, 40_с запрессованными крепежными элементами
38________с односторонней ступицей, работающий торцом
41________диски отрезные
42________диски отрезные с утопленным центром
|
СП__________прямоугольные
1С__________выпукло-вогнутые
2С__________вогнуто-выпуклые3С__________выпукло-плоские
4С__________плоско-выпуклые
5С__________трапециевидные
6С__________для шлифовки полов
7С__________для плоского шлифования
9С__________для шлифовки рельсов
|
БП________прямоугольные
БКв_______квадратные
БТ________треугольные
БКр_______круглые
БПс_______специальные
2 – РАЗМЕР – мм |
D_________наружный диаметр
T_________высота
H_________диаметр отверстия
3 – ШЛИФОВАЛЬНЫЙ МАТЕРИАЛ |
14А (A) ______электрокорунд нормальный
25А (WA)_____электрокорунд белый
38А (ZK) _____электрокорунд циркониевый
53С, 54C (C)__карбид кремния черный
63C, 64С (GC)_карбид кремния зеленый
4 – ЗЕРНИСТОСТЬ |
- ШЛИФОВАЛЬНОЕ ЗЕРНО
- ПОРОШКИ
- МИКРОПОРОШКИ
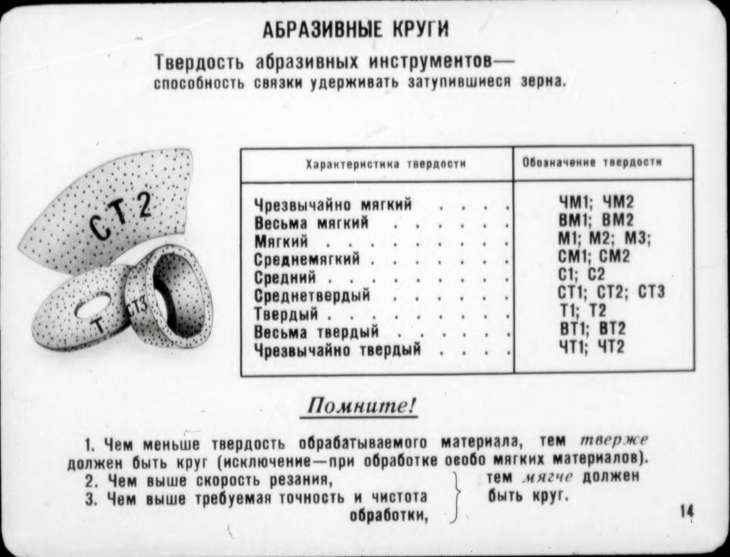
5 – ТВЕРДОСТЬ |
F, G (BM1, ВМ2)________весьма мягкие
H, I, J (M1, M2, M3)_____мягкие
K, L (CM1, СМ2)________среднемягкие
M, N (C1, C2)__________средние
O, P, Q (CT1, CT2, СТ3)__среднетвердые
R, S (T1, T2)___________твердые
T (BT)________________весьма твердые
V (ЧT)________________чрезвычайно твердые
6 – СТРУКТУРА |
1-2-3-4___закрытая
5-6-7_____средняя
8-9-10____открытая
11-12-13__высокопористая
7 – СВЯЗКА |
V (К)____керамическая
B (Б)____бакелитовая
BF (БУ)__бакелитовая с наличием упрочняющих элементов
B4 (Б4 )_бакелитовая с графитовым наполнителем
8 – РАБОЧАЯ СКОРОСТЬ – м/с |
20; 25; 32; 35; 40; 50; 63; 80; 100
9 – КЛАСС НЕУРАВНОВЕШЕННОСТИ |
1, 2
характеристики, маркировка, назначение :: SYL.
 ru
ruВыполняя ремонтные или строительные работы, вы наверняка не раз использовали разные инструменты и приспособления. Среди них можно выделить абразивный круг. Он может быть представлен разными видами, а предназначается для выполнения определенных задач. Для того чтобы успешно справляться с теми или иными работами, перед приобретением круга необходимо ознакомиться с его назначением, маркировкой и характеристиками.
Назначение
Шлифовальные круги можно отнести к абразивным режущим инструментам, которые выступают в качестве составляющего элемента шлифовального оборудования, используемого для обработки разных поверхностей. Отличительной особенностью данных изделий выступает пористая поверхность, в составе которой содержатся зерна абразивных материалов и элементы природного, а также искусственного происхождения.
Если более подробно рассмотреть структуру, то ее можно сравнить с зубьями пилы. Сходство проявляется в назначении. Твердые частицы с минимальными затратами времени и сил позволяют шлифовать разные поверхности. Эффективность использования круга можно обеспечить, оснастив им электрическое точило. Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
Эффективность использования круга можно обеспечить, оснастив им электрическое точило. Для такой обработки могут быть использованы изделия из разных материалов, а именно из:
- углеродистой стали;
- прочной пластмассы
- цветных металлов;
- кованого железа;
- ковкого чугуна;
- бронзы;
- стекла.
С помощью кругов можно резать кирпич, гипсокартон, кровельный шифер и разные материалы по типу бетона и керамики. Абразивный круг может использоваться для обработки разных поверхностей. С его помощью можно резать материал, углубляясь в его структуру, а также создавая пазы.
Маркировка кругов
Шлифовальные круги классифицируются с учетом определенных параметров. Это:
- степень зернистости;
- тип связки;
- класс точности;
- соотношение между абразивным материалом, связкой и порами;
- тип абразива;
- размеры;
- геометрическая форма;
- коэффициент твердости;
- предельная скорость.

Довольно распространенной практикой среди поставщиков абразивных кругов является их изготовление с использованием своей маркировки. Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Маркировка абразивных кругов предусматривает наличие обозначения, которое говорит о зернистости. Этот параметр является одним из ключевых. Эта характеристика оказывает влияние на чистоту поверхности, которой вы сможете добиться после обработки. Дополнительно от неё зависят определенные характеристики, среди них:
- степень износа изделия;
- доля содержания металла, снимаемого за один проход;
- коэффициент производительности процедуры.
Выбор зернистости
Решая вопрос о том, какая зернистость вам нужна, следует обратить внимание на припуск, удаляемый с поверхности, а также степень шероховатости. Последняя обретается после завершения процедуры. Важно учитывать и материал, с которым вы будете работать. Для того чтобы добиться более чистой поверхности, необходимо использовать материал с наименьшими показателями зернистости. Но если применить мелкое зерно, то вы должны быть готовы к тому, что шлифовальный круг засалится, произойдет прижог материала, который подвергается обработке.
Если абразивный круг будет иметь маленькие показатели зернистости, то это уменьшит производительность, что не может быть преимуществом. Для изменения размера зерна применяются единицы, которые равны 10 мкм. Если производитель использует современный стандарт, то у круга будет маркировка под буквой F с определённым числом, с увеличением которого степень зернистости будет снижаться.
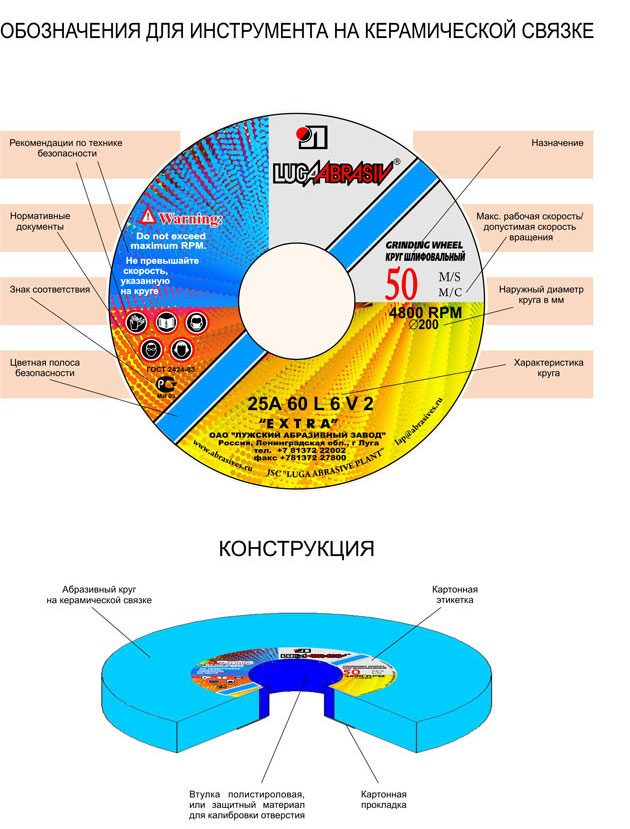
Характеристики кругов: расшифровка маркировки
Маркировка абразивных кругов имеет отличия, выраженные в твердости, зернистости, связке, а также марке абразива. Буквенно-цифровые обозначения могут быть составлены по старым или новым правилам, при этом иногда исключаются некоторые характеристики. Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Буквенно-цифровые обозначения могут быть составлены по старым или новым правилам, при этом иногда исключаются некоторые характеристики. Например, если перед вами круг с обозначением 25А 60 K 6 V 2, то это указывает на то, что для производства использовался белый электрокорунд, зернистость которого составляет 800-630 мкм.
Что касается твердости, то буква «К» говорит о средней мягкости, а структура обозначается цифрой 6 и является в данном случае средней. Связка является керамической, а класс неуравновешенности обозначается цифрой 2. Если твердость маркируется буквами K-L, то это указывает на то, что перед вами изделие со средней мягкостью, которая в зависимости от обстоятельств может иметь определенную твердость.
Дополнительные обозначения
Иногда после обозначения связки можно увидеть цифры, которые указывают на окружную скорость. Электрокорунд нормальный маркируется производителями как «14А», тогда как зернистость может выглядеть следующим образом: «F36-F30», в данном случае идет речь о расширенном диапазоне, который предполагает средний размер в 525 мкм. Если же твердость обозначается буквами «Q-U», то диск может быть средне-твердым, весьма твёрдым или твердым. Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Если же твердость обозначается буквами «Q-U», то диск может быть средне-твердым, весьма твёрдым или твердым. Бакелитовая связка с наличием упрочняющих элементов обозначается буквами «BF».
Разновидности кругов и их размеры
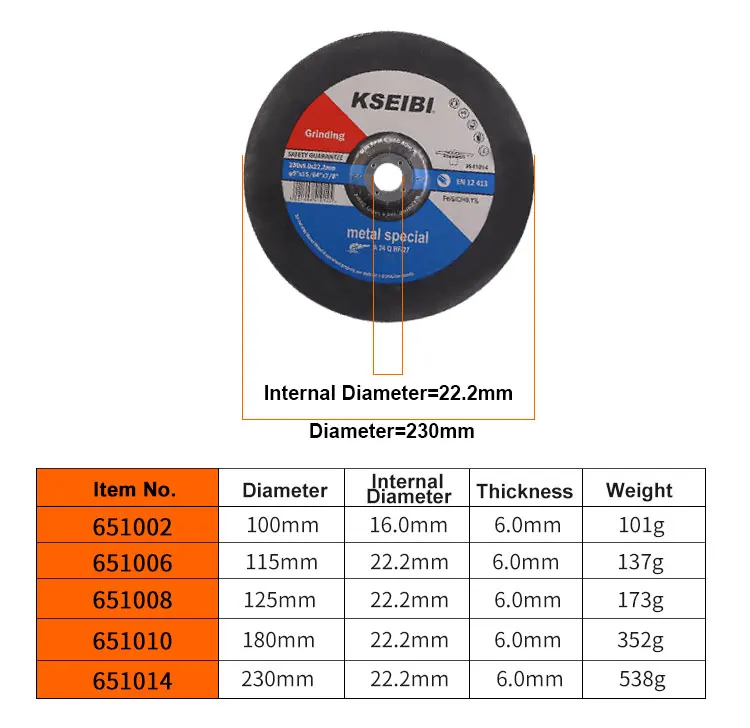
Абразивные круги по металлу могут обозначаться по ГОСТ 2424-75. В этом случае круг прямого профиля вы сможете узнать по двум буквам «ПП», тогда как кольцевой круг обозначается буквой «К». Если перед вами круг с обозначением «2П», то вы должны знать, что это – коническое двухстороннее изделие.
Круг с двумя выточками будет иметь маркировку «ПВД», тогда как запрессованные и крепежные элементы в круге обозначаются «ПН». Помимо формы профиля, описываемые круги можно охарактеризовать размерами D х T х H. В данном случае первый параметр – это наружный диаметр, второй – высота, третий – диаметр отверстия.
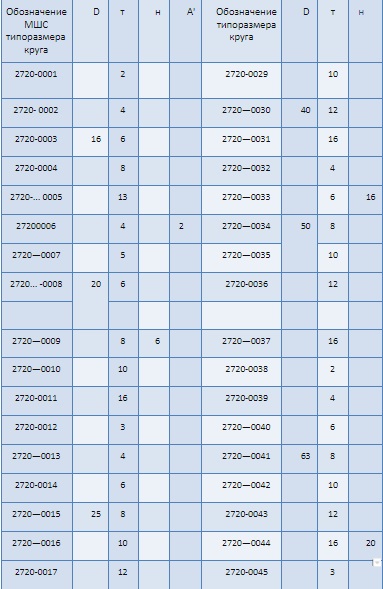
Эльборовые и алмазные круги регламентируются по государственным стандартом 24747-90. Маркировка будет состоять из трех или четырех символов, ознакомившись с которыми, вы сможете узнать информацию о:
- форме сечения поверхностного слоя;
- форме сечения корпуса;
- расположении верхнего слоя на круге;
- конструктивных особенностях корпуса, если таковые имеются.

Информация о диаметре
Диаметр абразивных кругов и их разновидность подбираются с учетом конфигурации и вида шлифуемой поверхности, а также характеристик инструмента или используемого оборудования. На выбор диаметра влияет и количество оборотов шпинделя на станке, а также возможность обеспечения скорости оптимальной величины. Износ окажется меньше при более внушительном диаметре. Если же перед вами круг меньших размеров, то на нём будет не столь внушительное количество зерен, которым будет необходимо снять больший объем материала, это непременно приведет к преждевременному износу.
Небольшой диаметр способствует еще и тому, что износ будет неравномерным. Характеристики абразивных кругов предполагают еще и ширину алмазного слоя. Она должна быть относительно внушительной при работе на проход. Если шлифовать методом врезания, то ширина напыления должна быть соизмерима с шириной обрабатываемой поверхности, в ином случае на основании круга появятся уступы.
Правка кругов
Правка обтачиванием – это точение материала и связки инструментом высокой твердости, который работает по принципу обычного резца.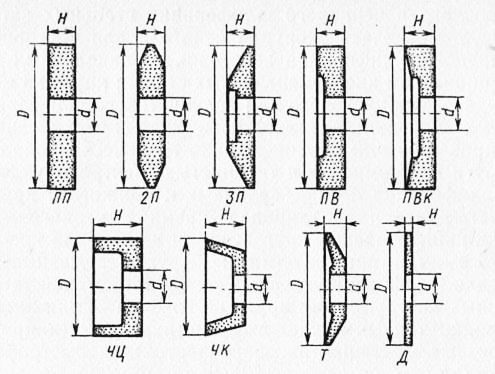 Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки. Их закрепляют в оправках механического зажима, чеканки или пайки.
Он снимает слой материала с заготовки. В роли рабочих органов используются эльборовые или алмазные вставки. Их закрепляют в оправках механического зажима, чеканки или пайки.
Правящие инструменты могут обладать своеобразной конструкцией. Одни имеют вид стержня, в конец которого устанавливается крупный алмаз. Такие приспособления называются алмазами в оправе или алмазными иглами. Шарошка для правки абразивных кругов имеет расширенную поверхность, на которой закреплено определенное количество алмазов. Эту же конструкцию имеют и алмазные карандаши. Поверхность обычно располагается перпендикулярно ручке. Глубина слоя может достигать значительных величин. Чем она более внушительна, тем срок службы инструмента будет дольше. Если верхние алмазы оказываются изношены, то в работу вступают нижние слои.
Размеры зерен и их влияние на шлифовальные материалы
Абразивные круги, размеры зерен которых могут влиять на шлифовальные материалы, подразделяются на четыре группы:
- шлифзерно;
- шлифпорошки;
- микропорошки;
- тонкие микрошлифпорошки.

Первый вариант предполагает размер в пределах от 2500 до 160 мкм, эта категория обозначается номерами от 16 до 200. Если же речь идет о шлифпорошках, то размер зерна может быть равен пределу от 160 до 40 мкм, при этом номер может соответствовать цифре от 4 до 12. Микропорошки обозначаются буквенно-цифровой маркировкой в пределах М63 до Ml4, размер зерна при этом может быть равен цифре от 63 до 10 мкм. Тонкие микрошлифпорошки обозначаются маркировка от М10 до 5, при этом размер зерна изменяется от 10 до 3 мкм.
Материалы для шлифовальных кругов
Самыми часто используемыми материалами для изготовления абразивных кругов выступают:
- электрокорунд;
- эльбор;
- карбид кремния;
- алмаз.
Электрокорунд представлен несколькими марками. Чем большее число в обозначении вы увидите, тем выше качество изделия перед вами. Электрокорунд может быть нормальным, хромистым, титанистым, циркониевым и пр. Круг абразивный зеленый выполняется из карбида кремния. Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Однако он может быть представлен двумя разновидностями – чёрным и зелёным. Друг от друга они отличаются механическими свойствами.
Зеленый карбид по сравнению с черными является более хрупким. Для алмазных шлифовальных кругов часто применяется одноименный материал, который отлично подходит для заточки и доводки твердосплавного инструмента, а также оптического стекла, керамики и деталей из твердых сплавов. Алмаз очень хорош для плавки кругов из других материалов. Но если температура поднимется больше 800 °С, то алмаз начнет сгорать. Такую же твёрдость, как и алмаз, имеет эльбор. Он превосходит его в термостойкости.
Заключение
Зернистость абразивных кругов должна быть такой же, как и зернистость бруска для правки изделия. Бруски могут быть выполнены из зеленого карбида кремния с использованием керамической связки. Твердость обычно обозначается буквами R, S, T. Структура бруска обязательно должна быть открытой или средней.
Круг абразивный шлифовальный | Став Ин Ком
Круг абразивный шлифовальный назначениеКруг абразивный шлифовальный предназначен для:
- чернового, получистового и чистового плоского шлифования;
- чистового и комбинированного круглого;
- наружного бесцентрового и внутреннего шлифования стали и чугуна.
 ;
; - обработки прерывистых поверхностей и резьбошлифования;
- заточки и доводки режущих инструментов, оснащенного твердым
сплавом; - бесприжогового шлифования высоко пористыми кругами.
Ориентировочная цена в рублях с НДС на круги абразивные шлифовальные (цену нужно уточняйте в офисе)
| № | Наименование | 25A | 64C |
| Круг ПП 600 | |||
| 10 | Круг ПП 600х80х305 F46/F60, K/L | 11000 | 13200 |
| 12 | Круг ПП 600х63х305 F46/F60, K/L | 8900 | 10650 |
| Круг ПП 500 | |||
| 13 | Круг ПП 500х150х305 F46/F60, K/L | 8500 | 10200 |
| 14 | Круг ПП 500х100х305 F46/F60, K/L | 7000 | 8400 |
| 15 | Круг ПП 500х63х203 F46/F60, K/L | 3500 | 4200 |
| Круг ПП 450 | |||
| 16 | Круг ПП 450х80х203 F46/F60, K/L | 5000 | 6000 |
| 17 | Круг ПП 450х63х203 F46/F60, K/L | 3900 | 4700 |
| 18 | Круг ПП 450х63х127 F46/F60, K/L | 4300 | 5200 |
| 19 | Круг ПП 450х80х203 F46/F60, K/L | 5000 | 6000 |
| 20 | Круг ПП 450х63х203 F46/F60, K/L | 3900 | 4700 |
| 21 | Круг ПП 450х63х127 F46/F60, K/L | 4300 | 5200 |
| Круг ПП 400 | |||
| 22 | Круг ПП 400х63х203 F46/F60, K/L | 2950 | 3550 |
| 23 | Круг ПП 400х50х203 F46/F60, K/L | 2600 | 3100 |
| 24 | Круг ПП 400х40х203 F46/F60, K/L | 2400 | |
| 25 | Круг ПП 400х40х127 F46/F60, K/L | 2200 | 2600 |
| 26 | Круг ПП 400х10х203 F46/F60, K/L | 1200 | 1450 |
| Круг ПП 350 | |||
| 27 | Круг ПП 350х40х127 F46/F60, K/L | 1800 | 2200 |
| 28 | Круг ПП 350х40х76 F46/F60, K/L | 2200 | 2650 |
| 29 | Круг ПП 350х25х127 F46/F60, K/L | 1000 | 1200 |
| Круг ПП 300 | |||
| 30 | Круг ПП 300х40х127 F46/F60, K/L | 1500 | 1800 |
| 31 | Круг ПП 300х40х76 F46/F60, K/L | 1550 | 1860 |
| 32 | Круг ПП 300х25х127 F46/F60, K/L | 700 | 840 |
| 33 | Круг ПП 300х25х76 F46/F60, K/L | 770 | 920 |
| 34 | Круг ПП 300х20х127 F46/F60, K/L | 670 | 800 |
| 35 | Круг ПП 300х20х76 F46/F60, K/L | 700 | 840 |
| 36 | Круг ПП 300х16х127 F46/F60, K/L | 820 | |
| 37 | Круг ПП 300х16х76 F46/F60, K/L | 620 | 740 |
| 38 | Круг ПП 300х10х127 F46/F60, K/L | 440 | 530 |
| 39 | Круг ПП 300х10х76 F46/F60, K/L | 490 | 580 |
| 40 | Круг ПП 300х8х127 F46/F60, K/L | 360 | 440 |
| 41 | Круг ПП 300х10х127 F46/F60, K/L | 440 | 530 |
| 42 | Круг ПП 300х10х76 F46/F60, K/L | 490 | 580 |
| 43 | Круг ПП 300х8х127 F46/F60, K/L | 360 | 440 |
| Круг ПП 250 | |||
| 44 | Круг ПП 250х100х127 F46/F60, K/L | 1560 | |
| 45 | Круг ПП 250х40х76 F46/F60, K/L | 800 | 1000 |
| 46 | Круг ПП 250х32х76 F46/F60, K/L | 750 | 860 |
| 47 | Круг ПП 250х25х76 F46/F60, K/L | 580 | 700 |
| 48 | Круг ПП 250х20х76 F46/F60, K/L | 540 | 650 |
| 49 | Круг ПП 250х16х76 F46/F60, K/L | 450 | 540 |
| 50 | Круг ПП 250х10х76 F46/F60, K/L | 380 | 460 |
| 51 | Круг ПП 250х6х76 F46/F60, K/L | 260 | 310 |
| Круг ПП 200 | |||
| 52 | Круг ПП 200х60х76 F46/F60, K/L | 830 | 990 |
| 53 | Круг ПП 200х40х76 F46/F60, K/L | 560 | 660 |
| 54 | Круг ПП 200х25х76 F46/F60, K/L | 350 | 370 |
| 55 | Круг ПП 200х20х76 F46/F60, K/L | 340 | 360 |
Пример расшифровки названия — кругов абразивных шлифовальных
- наружным диаметром D = 500мм,
- шириной Т = 50мм,
- диаметром посадочного отверстия Н = 305мм,
- из белого электрокорунда марки 25А,
- зернистости 10,
- степени твёрдости С2,
- номером структуры 7,
- на керамической связке К5
- с рабочей скоростью 35 м/с,
- класса точности А,
- 1-го класса неуравновешенности:
Параметры кругов абразивных шлифовальных
Шлифовальные круги характеризуется следующими параметрами:
формой и размерами, материалом и размерами зерен, связкой,
твердостью и структурой.
Абразивные материалы могут быть природного происхождения
(естественные) и искусственные.
Природные абразивные материалы (корунд, наждак, кварцевый
песок, гранат, кремень, алмаз и др.) имеют ограниченное
применение из-за нестабильности их физико-механических
характеристик.
В машиностроении, для круга абразивного шлифовального в основном, используют искусственные абразивные материалы, такие как:
14А — электрокорунд нормальный
25А — электрокорунд белый
54С- черный карбид кремния
64С- зеленый карбид кремния
В зависимости от необходимости получения класса чистоты
обрабатываемой поверхности нужно выбирать величину зернистости
абразивного круга.
Вот пример выбора зернистости:
Также на выбор круга большое значение влияет используемая
связка режущих частиц. В таблице приведены различные виды
обработки металла и рекомендуемые для них связки:

Классифицируются круги по твердости латинским
рядом алфавита, по возрастанию:
Геометрическая форма кругов абразивных шлифовальных
Геометрическая форма круга, в зависимости от области
применения, имеет большое разнообразие:
Размеры кругов, также как и формы имеют большой ассортимент:
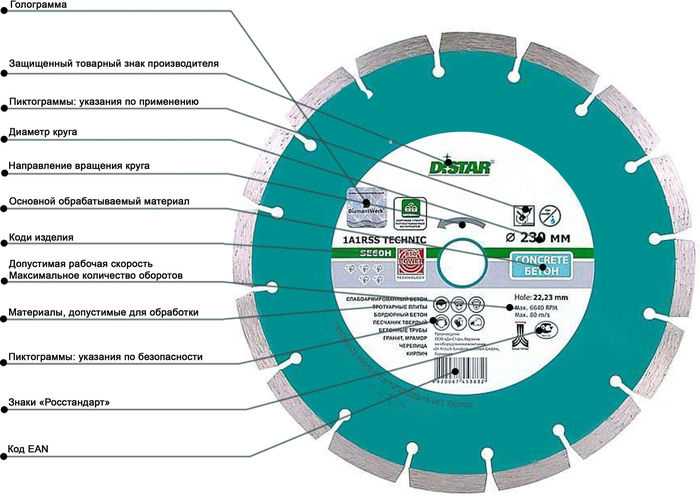
Алмазный инструмент. Расшифровка маркировки
Главная — Блог
30.03.2019 инструмент, порошок алмазный, эксперт, алмазный инструмент
| Алмазный инструмент на органических, металлических и гальванических связках. | ||
| Органическая связка | Металлическая связка | Гальваническая связка |
|
Структура алмазоносного слоя: Алмаз. Органическая связка. Наполнитель. Свойства: Незначительная твёрдость связки. Высокая производительность съёма. Уменьшение времени обработки. Невысокие теплопроводность и термостойкость. Область применения: Круги на органических связках применяются для чистовых и доводочных работ, чистовой заточки и доводки режущего инструмента из твёрдых сплавов, сверхтвёрдых материалов, чистового шлифования и доводки мерительного и медицинского инструмента, доводки деталей из материалов высокой твёрдости. |
Структура алмазоносного слоя: Алмаз. Металлическая связка. Свойства: Значительная твёрдость связки. Высокая производительность съёма. Уменьшение времени обработки. Высокие теплопроводность и термостойкость. Область применения: Круги на металлических связках применяются для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердого сплава, профильного шлифования, резки и шлифования изделий из специальной керамики, труднообрабатываемых материалов. |
Структура алмазоносного слоя: Алмаз. Гальваническая связка. Алмазные инструменты на гальванической связке характерезуются одно- или многослойным алмазоникелевым покрытием на опорном металлическом корпусе. Отдельные кристалы азмаза связаны никелиевым слоем, толщина которого соответсвует 2/3 размера зерна. Тем самым обеспечивается надёжная фиксация кристаллов выступающих далеко за поверхность связки и облегчается вывод стружки. Свойства: Высокая режущая способность. Исполнение любой геометрии. Сравнительно низкая цена. Хорошая теплопроводность. Область применения: Круги на гальванических связках применяются для резки и шлифования кремния, германия, и других полупроводниковых материалов, ситала, различных видов технического стекла, фактурной обработки камня. Гальванические связки находят широкое применение для изготовления алмазных головок, различной формы притиров, для изготовления ручного инструмента для доводки штампов из твёрдых сплавов, штамповых и легированных сталей. |

Концентрация алмазного порошка в алмазоносном слое
Концентрация алмазного порошка – весовое содержание алмазов в единице объёма алмазоносного слоя.
Единицей веса алмаза является карат (ct) 1ct=0,2г.
Относительная концентрация алмаза является одной из важнейших характеристик алмазного инструмента, определяющих его режущую способность, производительность, срок службы и стоимость. Выбор концентрации зависит от типа инструмента, формы и размеров рабочей поверхности, зернистости алмазного порошка, износостойкости связки, условий обработки.
При подборе оптимальной концентрации алмаза в алмазоносном слое, действует следующее правило:
– при небольшой контактной поверхности между шлифовальным кругом и обрабатываемой деталью, например при круглой шлифовке, необходимо выбирать высокую концентрацию алмаза.
Благодаря этому обеспечивается износостойкость инструмента, даже при высоких нагрузках.
– большая контактная поверхность требует принятия мер по снижению температуры шлифования и уменьшению усилий шлифования. В этом случае следует использовать низкую концентрацию алмазов.
В этом случае следует использовать низкую концентрацию алмазов.
Круги выпускаются с относительной концентрацией 25%, 50%, 75%, 100% и 150%
| Низкая концентрация алмазного порошка | Высокая концентрация алмазного порошка |
| Относительная концентрация алмаза | 25% | 50% | 75% | 100% | 150% |
| Вес алмаза в каратах на 1см3алмазоносного слоя, (ct/1см3) | 1,1 | 2,2 | 3,3 | 4,4 | 6,6 |
| Относительная концентрация алмаза | 25% | 50% | 75% | 100% | 150% |
| Объём, занимаемый алмазным порошком, в алмазоносном слое (%) | 6,25 | 12,5 | 18,75 | 25,0 | 37,5 |
Марки связок применяемых для изготовления алмазных шлифовальных кругов
| Новое обозначение связки |
Старое обозначение связки |
Назначение |
| Органическая связка | ||
| В2-01 | Б1 | Чистовое шлифование и доводка твёрдосплавного инструмента с охлаждением и без него. Шлифование твёрдосплавных деталей. Шлифование твёрдосплавных деталей. |
| В2-02 | Б156 | Обработка твёрдого сплава, твёрдого сплава совместно со сталью и некоторых неметаллических материалов при силовом шлифовании. |
| В1-01 | БП2 | Чистовое шлифование и доводка твёрдосплавного инструмента, совместно с касанием стальной державки на повышенных режимах с охлаждением и без него. |
| В1-09 | БСТ | Заточка инструмента из безвольфрамовых твёрдых сплавов, а также других сверхтвёрдых материалов. |
|
B1-111 B1-112 |
B1-11П-1 B1-11П-2 |
Заточка и доводка деревообрабатывающего твёрдосплавного инструмента на повышенных режимах с охлаждением и без него |
| В1-13 | В1-13 | Шлифование, заточка и доводка твёрдосплавного инструмента. |
| В2-02 | 01 | Обработка твердого сплава, твердый сплав совместно со сталью. |
| В3-01 | БР | Доводка твердого сплава, закаленных сталей, полупроводниковых материалов и др. |
| B48…. | – | Универсальная связка для шлифования с СОЖ и всухую при средних режимах, для станков с ЧПУ |
| Металлическая связка | ||
| М2-01 | М1 | Плоского, круглого, внутреннего, продольного шлифования изделий из твёрдых неметаллических материалов – стекла, керамики, мрамора, гранита, полупроводниковых материалов. |
| М1-01 | МВ1 | Шлифование титановых сплавов, шлифование, заточка и доводка твёрдосплавного инструмента. |
| М3-04 | МН-1 | Обработка технического стекла. |
| М2-02 | – | Обработка и резка керамики, стекла, кварца, полудрагоценных камней, полупроводниковых и других материалов.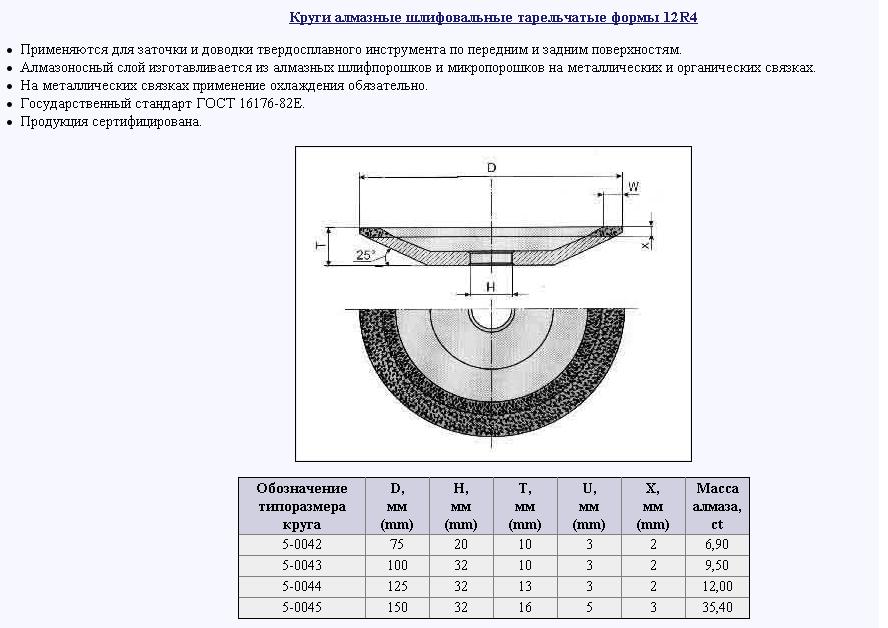 |
|
М-300 |
– |
Обработка оптического и технического стекла. |
| М2-09 | М016 | Шлифование титановых сплавов, быстрорежущей сталей, высокопрочных закалённых чугунов. |
| М3-08 | – | Обработка технического стекла. |
| М5-01 | М73 | Хонингование закалённых легированных сталей. |
| М5-04 | МС-1 | Хонингование сталей и чугунов. |
| М5-05 | МС-3М | Хонингование легированных сталей. |
| М5-06 | МК-3 | Хонингование серых и легированных чугунов. |
| М2-01 | М1 | Плоского, круглого, внутреннего, продольного шлифования изделий из твёрдых неметаллических материалов – стекла, керамики, мрамора, гранита, полупроводниковых материалов. |
| Керамическая связка | ||
| КС10 | – | В кругах для круглого наружного, бесцентрового, плоского шлифования |
| К27 | – | В кругах для внутреннего шлифования, профильного шлифования |
| К11 | – | Для операции шлифования алмазными кругами |
| Охлаждение: Круги алмазные шлифовальные на органических связках могут работать без охлаждения и с охлаждением. Круги на металлических связках работают только с охлаждением. Для кругов на органических связках применять щелочные растворы СОЖ не рекомендуется. |
||
Пример расшифровки маркировки алмазного инструмента:
1А1R 150х1,2х5х32 АС15 125/100 М2-02 100 35
| Профиль | Размеры круга DxTxHxXxW | Материал | Зернистость | Связка | Концентрация | Макс. раб. скорость, м/с раб. скорость, м/с |
| 1А1R | 150х1,2х5х32 | АС15 | 125/100 | М2-02 | 100 | 35 |
| Отрезной диск | Габаритные размеры: диаметр х толщина х ширина х посадка | Из синтетических алмазов, зерна которых проставлены агрегатами и сростками (не более 60%), а также удлиненными кристаллами с коэффициентом формы зерен от 1,3 до 3,0 | Мелкое зерно для чистового распила. Качественная поверхность после распиловки. | Металлическая связка (твердая) | Средне-высокая износоустойчивость, высокая скорость резания. | Оптимальная скорость шпинделя – 4500об/мин |
Вернуться к списку публикаций
Основы шлифовального круга | Нортон Абразивы
Дэвид Гетц, инженер по применению, Norton | Saint-Gobain Abrasives |
M Сегодня все производители используют абразивы в своих технологических процессах. |
 На самом деле без абразивов не летали бы наши самолеты, не ездили бы наши машины, и этот список можно продолжить. Будь то изготовление прецизионных подшипников, снятие сварных швов на стройплощадке, шлифовка коленчатых валов или полировка пресс-форм для литья под давлением, используемых для изготовления бытовой техники, абразивы повсюду, и одним из наиболее часто используемых абразивных изделий является шлифовальный круг!
На самом деле без абразивов не летали бы наши самолеты, не ездили бы наши машины, и этот список можно продолжить. Будь то изготовление прецизионных подшипников, снятие сварных швов на стройплощадке, шлифовка коленчатых валов или полировка пресс-форм для литья под давлением, используемых для изготовления бытовой техники, абразивы повсюду, и одним из наиболее часто используемых абразивных изделий является шлифовальный круг!| Абразивы: историческая перспектива |
, а они были, даже в их наиболее у них. вещи! |
|
 сплавы и известные материалы.
сплавы и известные материалы.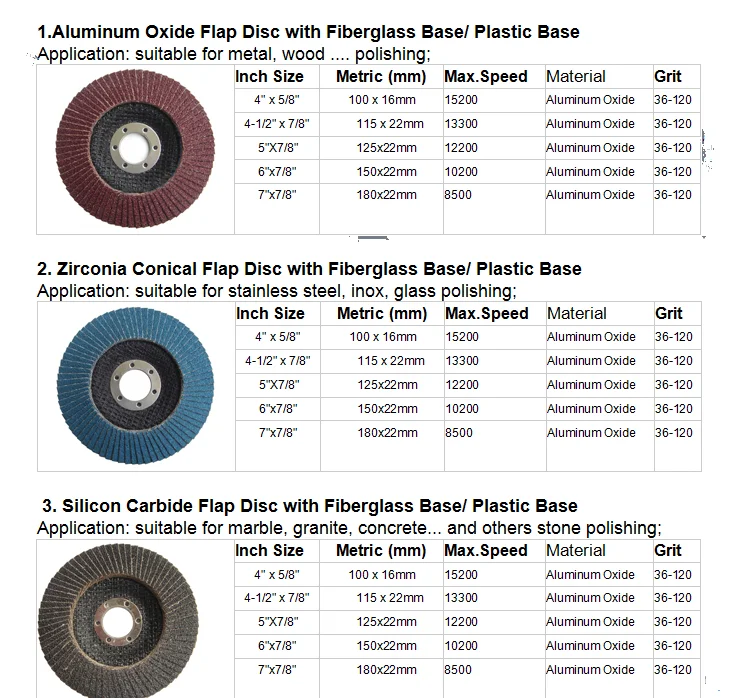
 Как только смесь достигает требуемой консистенции, смесь поступает на формовочные прессы, где ее отмеряют, формуют и прессуют в колеса в очень сыром или сыром состоянии. Затем эти зеленые круги загружают в печь и обжигают, чтобы запечь или вылечить круг в грубый, но пригодный для использования шлифовальный продукт. Когда круги остывают, их перемещают в отдел чистовой обработки, где их очищают, проверяют на качество и безопасность, балансируют, наносят по трафарету, упаковывают и, наконец, отправляют конечному пользователю.
Как только смесь достигает требуемой консистенции, смесь поступает на формовочные прессы, где ее отмеряют, формуют и прессуют в колеса в очень сыром или сыром состоянии. Затем эти зеленые круги загружают в печь и обжигают, чтобы запечь или вылечить круг в грубый, но пригодный для использования шлифовальный продукт. Когда круги остывают, их перемещают в отдел чистовой обработки, где их очищают, проверяют на качество и безопасность, балансируют, наносят по трафарету, упаковывают и, наконец, отправляют конечному пользователю.
 обозначает циркониевое абразивное зерно. Все становится сложнее, когда вызывается керамика или керамическая смесь. Здесь каждый производитель иногда может проявить немного творчества.
обозначает циркониевое абразивное зерно. Все становится сложнее, когда вызывается керамика или керамическая смесь. Здесь каждый производитель иногда может проявить немного творчества. У нас в Norton может быть колесо среднего класса с маркировкой «J», а другой производитель также может маркировать свое колесо как «J», но это не означает, что они будут иметь одинаковую твердость или действовать одинаково. . Как правило, это просто означает, что они оба колеса среднего класса.
У нас в Norton может быть колесо среднего класса с маркировкой «J», а другой производитель также может маркировать свое колесо как «J», но это не означает, что они будут иметь одинаковую твердость или действовать одинаково. . Как правило, это просто означает, что они оба колеса среднего класса. Наиболее распространенными значениями являются «B» для полимероидной связки, «R» для каучука и «V» для стекловидной связки. В случае, если для данного типа доступно несколько связок, как это часто бывает в группе стекловидных связок, эта часть системы маркировки будет указывать, какая конкретная связка используется из группы.
Наиболее распространенными значениями являются «B» для полимероидной связки, «R» для каучука и «V» для стекловидной связки. В случае, если для данного типа доступно несколько связок, как это часто бывает в группе стекловидных связок, эта часть системы маркировки будет указывать, какая конкретная связка используется из группы.
 Мелкозернистые шлифовальные круги идеально подходят для грубой и быстрой работы, когда вы не так беспокоитесь о конечном виде вашего проекта. Если вы хотите более гладкую поверхность, используйте шлифовальный круг с высокой зернистостью.
Мелкозернистые шлифовальные круги идеально подходят для грубой и быстрой работы, когда вы не так беспокоитесь о конечном виде вашего проекта. Если вы хотите более гладкую поверхность, используйте шлифовальный круг с высокой зернистостью. Более толстый диск прочнее и с меньшей вероятностью деформируется во время резки. Если диск согнут в неправильном направлении, он разобьется, и осколки разлетятся по комнате, что может оказаться опасным или привести к серьезной травме.
Более толстый диск прочнее и с меньшей вероятностью деформируется во время резки. Если диск согнут в неправильном направлении, он разобьется, и осколки разлетятся по комнате, что может оказаться опасным или привести к серьезной травме. По мере того как лепестки изнашиваются, обнажается новый песок, поэтому круг всегда будет работать в наилучшем состоянии, пока весь песок не исчезнет. Они хорошо подходят для устранения мелких дефектов, таких как заусенцы или царапины, а также для удаления ржавчины или полировки поверхности. Эти типы угловых шлифовальных кругов обычно можно найти в автомастерских, а также в металлообрабатывающих и производственных цехах.
По мере того как лепестки изнашиваются, обнажается новый песок, поэтому круг всегда будет работать в наилучшем состоянии, пока весь песок не исчезнет. Они хорошо подходят для устранения мелких дефектов, таких как заусенцы или царапины, а также для удаления ржавчины или полировки поверхности. Эти типы угловых шлифовальных кругов обычно можно найти в автомастерских, а также в металлообрабатывающих и производственных цехах.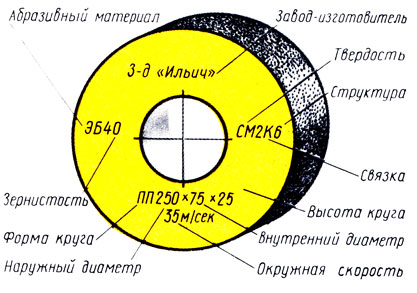 Проволочные круги также являются хорошим решением для удаления краски с поверхности.
Проволочные круги также являются хорошим решением для удаления краски с поверхности. Их также можно использовать для удаления эпоксидной смолы или других остатков.
Их также можно использовать для удаления эпоксидной смолы или других остатков. Ведущие производители электроинструментов каждый день разрабатывают новые технологии безопасности, чтобы сделать работу с угловой шлифовальной машиной более безопасной для вас и окружающих.
Ведущие производители электроинструментов каждый день разрабатывают новые технологии безопасности, чтобы сделать работу с угловой шлифовальной машиной более безопасной для вас и окружающих.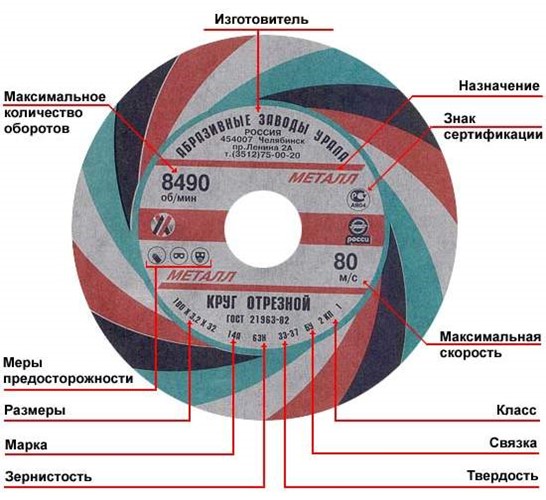 Особенностью таких изделий является наличие пористой структуры, в состав которой входят зерна абразивных материалов и связующие вещества искусственного и природного происхождения.
Особенностью таких изделий является наличие пористой структуры, в состав которой входят зерна абразивных материалов и связующие вещества искусственного и природного происхождения.

 Чаще всего изделия такой конструкции используются при обработке труб. В ряде случаев их можно использовать как для деревянных, так и для фасонных поверхностей при условии, что на планках есть разрезы. Такая характеристика этих кругов часто заслуживает наибольшего внимания, как механическая прочность.
Чаще всего изделия такой конструкции используются при обработке труб. В ряде случаев их можно использовать как для деревянных, так и для фасонных поверхностей при условии, что на планках есть разрезы. Такая характеристика этих кругов часто заслуживает наибольшего внимания, как механическая прочность. На рынке представлены шлифовальные устройства различных производителей, которые можно классифицировать, исходя из следующих параметров:
На рынке представлены шлифовальные устройства различных производителей, которые можно классифицировать, исходя из следующих параметров: Ниже будут представлены наиболее часто используемые варианты маркировки, применяя которые потребители смогут довольно легко понять, какими параметрами обладает товар. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
Ниже будут представлены наиболее часто используемые варианты маркировки, применяя которые потребители смогут довольно легко понять, какими параметрами обладает товар. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что: Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которая может быть достигнута по завершении обработки. Кроме того, от него зависят некоторые другие характеристики:
Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которая может быть достигнута по завершении обработки. Кроме того, от него зависят некоторые другие характеристики:
 Также может использоваться прокатная технология. Если перед домохозяином встала такая задача, то помочь ему в этом может достаточно простое приспособление для правки абразивного шлифовального круга. С его помощью можно проводить перепрофилирование, выравнивание и очистку от засолений.
Также может использоваться прокатная технология. Если перед домохозяином встала такая задача, то помочь ему в этом может достаточно простое приспособление для правки абразивного шлифовального круга. С его помощью можно проводить перепрофилирование, выравнивание и очистку от засолений.
 В период своего расцвета над ним возвышалась пирамида высотой 45 футов, в которой могли быть погребены члены королевской семьи. Там, где когда-то стояли пирамида и несколько элитных резиденций, были разрушены стены из тесаного камня. Доктор Голден отметил, что вход в пирамиду, вероятно, представлял собой ряд отдельно стоящих рельефных скульптур, называемых стелами, большинство из которых сейчас погребены под обломками или были отрублены и унесены ворами.
В период своего расцвета над ним возвышалась пирамида высотой 45 футов, в которой могли быть погребены члены королевской семьи. Там, где когда-то стояли пирамида и несколько элитных резиденций, были разрушены стены из тесаного камня. Доктор Голден отметил, что вход в пирамиду, вероятно, представлял собой ряд отдельно стоящих рельефных скульптур, называемых стелами, большинство из которых сейчас погребены под обломками или были отрублены и унесены ворами. «Отсюда, — сказал он, — правители Сак-Ци стремились командовать своими подданными — успешно или нет — и занимались политикой ландшафта, за контроль над которым боролись несколько королевств».
«Отсюда, — сказал он, — правители Сак-Ци стремились командовать своими подданными — успешно или нет — и занимались политикой ландшафта, за контроль над которым боролись несколько королевств».
 до н.э. и занимали до конца классического периода. Возможно, наиболее примечательно то, что д-р Голден и д-р Шерер установили, что скотоводческое ранчо было — если не — столицей династии Сак-Ци.
до н.э. и занимали до конца классического периода. Возможно, наиболее примечательно то, что д-р Голден и д-р Шерер установили, что скотоводческое ранчо было — если не — столицей династии Сак-Ци. Они были первыми археологами, задокументировавшими недавно обнаруженные системы укреплений на стоянках майя позднего классического периода в Теколоте в 2003 г. и Осо-Негро в 2005 г., оба в Гватемале.
Они были первыми археологами, задокументировавшими недавно обнаруженные системы укреплений на стоянках майя позднего классического периода в Теколоте в 2003 г. и Осо-Негро в 2005 г., оба в Гватемале. Он копал испытательную яму, когда вытащил из-под земли маленькую ребристую трубку. «Я был уверен, что это декоративная доколумбовая бусина», — сказал он. Гордо усмехнувшись, он показал предмет своему начальнику, который повертел его в руках и ответил: «Должно быть, кто-то уронил это во время обеда. Это крафтовые макароны с сыром». Потенциальный Луи Лики прокрался обратно в свою испытательную яму, гораздо поумнев.
Он копал испытательную яму, когда вытащил из-под земли маленькую ребристую трубку. «Я был уверен, что это декоративная доколумбовая бусина», — сказал он. Гордо усмехнувшись, он показал предмет своему начальнику, который повертел его в руках и ответил: «Должно быть, кто-то уронил это во время обеда. Это крафтовые макароны с сыром». Потенциальный Луи Лики прокрался обратно в свою испытательную яму, гораздо поумнев. Это место было найдено на земле, принадлежащей владельцу ранчо Хасинто Гомесу Санчесу.
Это место было найдено на земле, принадлежащей владельцу ранчо Хасинто Гомесу Санчесу.

 Исследователи подсчитали, что на пике своего развития, около 750 г. н.э., в поселении проживало до 1000 жителей.
Исследователи подсчитали, что на пике своего развития, около 750 г. н.э., в поселении проживало до 1000 жителей.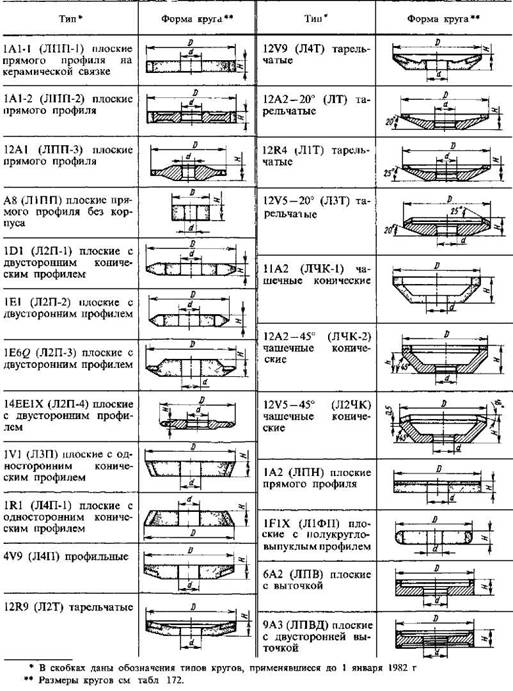 Каменные баррикады предположительно укреплены деревянными частоколами.
Каменные баррикады предположительно укреплены деревянными частоколами.