Расшифровка сталь а 12: характеристики и расшифовка, применение и свойства стали
alexxlab | 16.07.2018 | 0 | Разное
характеристики и расшифовка, применение и свойства стали
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 1414-75 | Прокат из конструкционной стали высокой обрабатываемости резанием. Технические условия | ||||||||||
| Россия | ТУ 14-1-2378-78 | Сталь конструкционная углеродистая калиброванная марки А12. Технические условия. Технические условия. | ||||||||||
Характеристики стали А12
| Классификация | Сталь конструкционная повышенной обрабатываемости резанием |
| Применение | Оси, валики, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие малонагруженные мелкие детали сложной формы, обрабатываемые на станках-автоматах, и к которым предъявляются повышенные требования по качеству поверхности и точности размеров. |
Углеродистая сернистая сталь. По ГОСТ 1414-75 прокат из стали А12 не допускается к применению во вновь создаваемой и модернизируемой технике
По ГОСТ 1414-75 прокат из стали А12 не допускается к применению во вновь создаваемой и модернизируемой технике
| А11 | ГОСТ 1414 – 75 | Feот 97.6%Mn0.8-1.2%S0.15-0.2%C0.07-0.1%P0.06-0.1%… |
| А12 | ГОСТ 1414 – 75 | Feот 98%Mn0.7-1.1%Si0.15-0.3%S0.08-0.2%C0.08-0.1%P0.08-0.1%… |
| А20 | ГОСТ 1414 – 75 | Feот 98.1%Mn0.7-1%C0.17-0.2%Si0.15-0.3%S0.08-0.1%… |
| А30 | ГОСТ 1414 – 75 | Feот 98%Mn0.7-1%C0.26-0.3%Si0.15-0.3%S0.08-0.1%… |
| А35 | ГОСТ 1414 – 75 | Feот 97.9%Mn0.7-1%C0.32-0.4%Si0.15-0.3%S0.08-0.1%… |
| А35Е | ГОСТ 1414 – 75, в последней версии материал отсутствует | Feот 97.5%Mn0.5-0.8%C0.32-0.4%Si0.17-0.3%S0.06-0.1%Se0.04-0.1%. .. .. |
| А40Г | ГОСТ 1414 – 75 | Feот 97.2%Mn1.2-1.55%C0.37-0.4%S0.18-0.3%Si0.15-0.3%… |
| А40ХЕ | ГОСТ 1414 – 75, в последней версии материал отсутствует | Feот 96.6%Cr0.8-1.1%Mn0.5-0.8%C0.36-0.4%Si0.17-0.3%S0.06-0.1%Se0.04-0.1%… |
| А45Е | ГОСТ 1414 – 75, в последней версии материал отсутствует | Feот 97.4%Mn0.5-0.8%C0.42-0.5%Si0.17-0.3%S0.06-0.1%Se0.04-0.1%… |
| АС11 | Feот 98.1%Mn0.8-1.1%Pb0.15-0.3%S0.15-0.2%C0.07-0.1%… | |
| АС12ХН | ГОСТ 1414 – 75 | Feот 96.8%Ni0.5-0.8%Cr0.4-0.7%Mn0.3-0.6%Si0.17-0.3%Pb0.15-0.3%C0.09-0.1%… |
| АС14 | ГОСТ 1414 – 75 | Feот 97.5%Mn0.5-0.8%Pb0.15-0.3%S0.15-0.3%C0.1-0.17%… |
| АС14ХГН | ГОСТ 1414 – 75 | Feот 95.6%Cr0.8-1.1%Ni0.8-1.1%Mn0.7-1%Si0.17-0.3%Pb0.15-0.3%C0.13-0.1%… |
| АС19ХГН | ГОСТ 1414 – 75 | Feот 95. 4%Cr0.8-1.1%Ni0.8-1.1%Mn0.7-1.1%Si0.17-0.3%C0.16-0.2%Pb0.15-0.3%… 4%Cr0.8-1.1%Ni0.8-1.1%Mn0.7-1.1%Si0.17-0.3%C0.16-0.2%Pb0.15-0.3%… |
| АС20ХГНМ | ГОСТ 1414 – 75 | Feот 96.1%Mn0.7-1.1%Cr0.4-0.7%Ni0.4-0.7%C0.18-0.2%Si0.17-0.3%Pb0.15-0.3%Mo0.15-0.2%… |
| АС30ХМ | ГОСТ 1414 – 75 | Feот 96.4%Cr0.8-1.1%Mn0.4-0.7%C0.27-0.3%Si0.17-0.3%Pb0.15-0.3%Mo0.15-0.2%… |
| АС35Г2 | ГОСТ 1414 – 75 | Feот 96.6%Mn1.35-1.6%C0.32-0.3%Si0.17-0.3%Pb0.15-0.3%S0.08-0.1%… |
| АС38ХГМ | ГОСТ 1414 – 75 | Feот 96.1%Cr0.8-1.1%Mn0.6-0.9%C0.34-0.4%Si0.17-0.3%Pb0.15-0.3%Mo0.15-0.2%… |
| АС40 | ГОСТ 1414 – 75 | Feот 97.4%Mn0.5-0.8%C0.37-0.4%Si0.17-0.3%Pb0.15-0.3%… |
| АС40Х | ГОСТ 1414 – 75 | Feот 96.3%Cr0.8-1.1%Mn0.6-0.9%C0.36-0.4%Si0.17-0.3%Pb0.15-0.3%… |
| АС40ХГНМ | ГОСТ 1414 – 75 | Feот 95.6%Ni0.7-1.1%Cr0.6-0.9%Mn0.5-0.8%C0.37-0.4%Si0.17-0.3%Pb0.15-0. 3%Mo0.15-0.2%… 3%Mo0.15-0.2%… |
| АС45Г2 | ГОСТ 1414 – 75 | Feот 96.9%Mn1.35-1.6%C0.4-0.48%S0.24-0.3%Pb0.15-0.3%… |
| АСЦ30ХМ | ТУ 13-134-101 – 75 | Feот 97.3%Cr0.9-1%Mn0.6-0.7%C0.29-0.3%Si0.27-0.3%Mo0.2-0.25%Ni0.09-0.1%S0.028-0.05%P0.012-0.017%Ca0.001-0.003%… |
| АЦ20ХГНМ | ТУ 14-134-115 – 76 | Feот 97.1%Mn0.7-0.85%Ni0.5-0.6%Cr0.4-0.6%Si0.23-0.3%C0.19-0.2%Mo0.17-0.2%S0.042-0.07%P0.013-0.028%Ca0.002-0.007%… |
Сталь максимум: марки сталей
Тип стали обозначается посредством маркировочных шифров, обладающих цифровыми, буквенными элементами. Маркировка – латинскими или кириллическими буквами. Использование знаков зависит от страны, создающей перечень по своим стандартам. Наиболее распространенными являются русские, английские, японские, немецкие аналоги определения. Марки стали имеют различия, которые заключаются в их обозначениях (условных), сырье производится одинаковым способом.
Что подразумевается под маркой стали?
Обозначения указывают на различные факторы:
Расшифровка марки стали
Установлена степень раскисления конструкционных сталей трех видов. Спокойный тип означает, что материал обладает высоким уровнем содержания кремния, выступающего раскислителем – от 0,12%. Стали этого вида однородны, хорошо свариваются, лучше сопротивляются хрупкому разрушению, подлежат использованию в агрессивных средах.
Металлопрокат используется для монтирования прочных конструкций, подвергающихся постоянным нагрузкам. Кипящий тип, наоборот, включает в состав не более 0,07% этого элемента, его слитки менее однородны, больше засорены газами.
Полуспокойные марки находятся между двумя крайними типами сталей, сочетают полезные качества обоих видов. Маркировка конструкционного металла выглядит, например, как Ст5сп, где Ст – сталь, 5 – содержание углерода (десятые доли), сп – «спокойная» (также используются сокращения кп, пс, то есть кипящая, полуспокойная соответственно).
С помощью добавления редкоземельных металлов достигается повышение стойкости к коррозийному растрескиванию. Сталь 20ЮЧ улучшается посредством церия, упрочивается небольшим количеством ванадия. Из нее делают трубопроводную арматуру, трубы, корпуса для эксплуатации в условиях высокого содержания углекислого газа, сероводорода, выдерживает температуры от +475 до -40 градусов.
Классификация сталей
Остальные три пункта относятся к классификации материала. Среди нелегированных сталей выделяют различные качественные типы, такие как, 20 сталь или 45 сталь. Цифры 20, 30, 40, 50 определяют среднее допустимое количество углерода (0,20%, 0,30%, 0,40%. 0,50%). Существуют более сложные маркировки, например, 09г2с. Она расшифровывается как содержащая 0,09% углерода (цифра стоит до букв), «Г» указывает на присутствие марганца, цифра 2 расшифровывает процентное содержание этого металла – до 2%. С в конце – кремний, буква не дополняется цифровыми значениями, поэтому его менее 1%. Легирующих добавок оказывается около 2,5%, значит, сталь низколегированная.
По тому же принципу сталь 12Х18Н10Т определяется как криогенная конструкционная, включающая хром (18%), никель (10%), титан (максимум до 1,5%). Начальная цифра маркировки относится к углероду. Указание «12» показывает, что углерода в сплаве 0,12%. Этот факт определяет аустенитную (коррозийностойкую) природу получаемого материала. Марка 12Х18Н10Т является аналогом нержавеющей стали AISI 321.
Конструкционные стали производятся не только криогенными, но жаропрочными (14Х17Н2), жаростойкими (20Х25Н20С2). Среди них сталей отдельно выделяют рессорно-пружинную, к примеру, 65Г сталь, упрочиваемая за счет марганца.
Следующий подтип – инструментальные стали, используемые для изготовления различных деталей, инструментов. Например, 4Х5МФС называется штамповой, из нее изготавливают прессовые, молотовые вставки, мелкие молотовые штампы, остальные подобные изделия. Материалы штамповочного назначения производят множества типов, зависящих от процентного соотношения добавок. 5ХНМ сталь отличается от предидущей ? сочетанием хрома, никеля, марганца, обеспечивающих высокую прочность, отличную устойчивость к коррозийному воздействию.
Отдельно выделяются легированные стали, особенно марка 13ХФА. Это конструкционный материал, содержащий хром, ванадий, азот. От стали 14Х17Н2 отличается количеством углерода, содержанием в сплаве элементов, находящихся на уровне не превышающем 1%, поэтому цифры за буквами Х, Ф, А не ставят. По аналогии 20Х сталь и марки с отличающимися цифровыми показателями (10, 30, 40, 45, 50) являются легированными. Начальная цифра указывает ограничное количество углерода, следующая буква – основной легирующий элемент. Хромистые стали подобного типа используют под изготовление мелких, крупных деталей (муфты, поршни, проч.). 40х сталь за счет увеличения количества углерода отличается только предназначением: средние скорости, умеренное давление.
Чем больше легирующих веществ, тем больше полезных качеств приобретает сплав. Хромокремнемарганцевая сталь из данного ряда, определяемая маркировкой 30ХГСА, является весьма популярной. Марка характеризуется высоким сопротивлением к химическим, механическим нагрузкам. Содержание серы, фосфора не желательно этим материалам, их количество не должно превышать 0,03%. Поэтому окнчанием подобных маркировок делают букву «А» ? показатель дополнительного качества (например, 38ХН3МА).
Марка характеризуется высоким сопротивлением к химическим, механическим нагрузкам. Содержание серы, фосфора не желательно этим материалам, их количество не должно превышать 0,03%. Поэтому окнчанием подобных маркировок делают букву «А» ? показатель дополнительного качества (например, 38ХН3МА).
Легированные марки изготовляются инструментальными или конструкционными. Последние представляет 40ХН сталь и ее заменители (38ХГН, 50ХН и т.д.). Поставляются в виде сортового проката, листовой стали, стальных полос, шлифованных и калиброванных прутков. Их них изготавливают муфты, валы, болты, шпиндели, штоки, рычаги, то есть все нагруженные детали, подвергающиеся динамическим нагрузкам, влиянию вибрации.
Стали углеродистые обыкновенного качества
Стали углеродистые качественные
Стали низколегированные
Стали легированные
| 18ХГТ 25ХГТ 20ХГР 27ХГР 30ХГТ 25ХГМ 30Х2ГМТ 14Х2ГМР, 14ХМНДФР 15ХФ 33ХС 38ХС 40ХС 10ХСНД |
15ХСНД 20Х2М 22Х3М 30ХМ, 30ХМА 32ХМ1А 34ХМА 35ХМ 40ХФА 30Х3МФ 36НХ 20ХН 40ХН 45ХН |
20ХНР 12ХН2 12ХН3А 20ХН3А 30ХН3А 15Х2НМФА 15Х2НМФА-А 15Х2НМФА класс I 12Х2Н4А 20Х2Н4А 14ХГС 20ХГСА 25ХГСА |
30ХГС, 30ХГСА 30ХГСН2А (30ХГСНА) 35ХГСА 20ХГНР 38ХГН 34ХН1М, 34ХН1МА 20ХН2М (20ХНМ) 30ХН2МА 34ХН3М, 34ХН3МА 38ХН3МА 38Х2Н2МА (38ХНМА) 14Х2Н3МА 38Х2Н3М |
40ХН2МА (40ХНМА) 40Х2Н2МА (40Х1НВА) 35ХН1М2ФА 25Х2НМФА 30ХН2МФА (30ХН2ВФА) 25ХН3МФА 35ХН3МФА 26ХН3М2ФА 30ХН3М2ФА 12Х2НВФА 36Х2Н2МФА (36ХН1МФА) 38ХН3МФА 20ХН4ФА |
18Х2Н4МА (18Х2Н4ВА) 25Х2Н4МА (25Х2Н4ВА) 38Х2МЮА (38ХМЮА) 12МХ 15ХМ 20ХМ 12Х1МФ (ЭИ 575) 12Х1МФ-ПВ 13Х1МФ (14Х1ГМФ, ЦТ 1) 15Х1М1Ф 12Х2МФВ (ЭИ 531) 12Х2МФСР 25Х1МФ (ЭИ 10) 25Х1М1Ф (Р2, Р2МА) 25Х2М1Ф (ЭИ 723) |
20Х1М1Ф1ТР (ЭП 182) 20Х1М1Ф1БР (ЭП 44) 20Х3МВФ (ЭИ 415, ЭИ 579) 15Х5М (12Х5МА, Х5М) 15Х5ВФ 05Г4ДМФ 05Г4МНФ 08ГДНФ 10ГН2МФА, 10ГН2МФА-ВД, 10ГН2МФА-Ш 09Н2МФВА-А 20Н3ДМА 13Н5А |
Стали целевого назначения
Стали и сплавы высоколегированные, коррозионно-стойкие, жаростойкие и жаропрочные
03Х8СЮЦ (ЭП 889) 10Х9МФБ (ДИ 82) 40Х9С2 (4Х9С2, ЭСХ 8) 40Х10С2М (4Х10С2М, ЭИ 107) 13Х11Н2В2МФ-Ш (ЭИ 961-Ш) 03Х11Н10М2Т 10Х11Н20Т3Р (ЭИ 696) 10Х11Н23Т3МР (ЭП 33) 15Х11МФ (1Х11МФ) 15Х11МФБ (1Х11МФБ) 12Х11В2МФ (типа ЭИ 756)18Х11МНФБ (2Х11МФБН, ЭП 291) 10Х12НД 06Х12Н3Д 10Х12Н3М2ФА(Ш, 10Х12Н3М2ФА-А(Ш) 37Х12Н8Г8МФБ (ЭИ 481) 15Х12ВНМФ (ЭИ 802, ЭИ 952) 18Х12ВМБФР-Ш (ЭИ 993-Ш) 20Х12ВНМФ (ЭП 428) 08Х13 (0Х13, ЭИ 496) 12Х13 (1Х13) 20Х13 (2Х13)
30Х13 (3Х13) 40Х13 (4Х13) 25Х13Н2 (2Х14Н2, ЭИ 474) 03Х13Н8Д2ТМ (ЭП 699) 12Х13Г12АС2Н2 (ДИ 50) 10Х13Г12С2Н2Д2Б (ДИ 59) 08Х14МФ 03Х14ГНФ-ВИ 10Х14Г14Н4Т (Х14Г14Н3Т, ЭИ 711) 04Х14Н5МГТЮ 05Х14Н5ДМ
1Х14Н14В2М (ЭИ 257) 09Х14Н19В2БР (ЭИ 695Р) 09Х14Н19В2БР1 (ЭИ 726) 45Х14Н14В2М (ЭИ 69) 06Х15Н6МБФ 10Х15Н9С3Б1-Ш (ЭП 302-Ш) 08Х15Н24В4ТР (ЭП 164) 07Х16Н6 (Х16Н6, ЭП 288) 08Х16Н9М2 (Х16Н9М2) 08Х16Н13М2Б (ЭИ 405, ЭИ 680) 10Х16Н14В2БР (1Х16Н14В2БР, ЭП 17)
Х16Н16МВ2БР (ЭП 184) 3Х16Н22В6Б (ЦЖ 13) 08Х17Т (0Х17Т, ЭИ 645) 12Х17 (Х17, ЭЖ 17) 14Х17Н2 (1Х17Н2, ЭИ 268) 02Х17Н11М2 08Х17Н13М2Т (0Х17Н13М2Т) 10Х17Н13М2Т (Х17Н13М2Т, ЭИ 448) 10Х17Н13М3Т (Х17Н13М3Т, ЭИ 432) 015Х18М2Б-ВИ (ЭП 882-ВИ)
01Х18М2Т-ВИ 12Х18Н9 (Х18Н9) 12Х18Н9Т (Х18Н9Т) 17Х18Н9 (2Х18Н9) 08Х18Н10 (0Х18Н10) 08Х18Н10Т (0Х18Н10Т, ЭИ 914) 12Х18Н10Т 12Х18Н12Т (Х18Н12Т) 10Х18Н18Ю4Д (ЭП 841) 36Х18Н25С2 (4Х18Н25С2, ЭЯ ЗС)
01Х19Ю3БЧ-ВИ (02Х18Ю3Б-ВИ, ЭП 904-ВИ) 31Х19Н9МВБТ (ЭИ 572) 20Х20Н14С2 (Х20Н14С2, ЭИ 211) 08Х21Н6М2Т (0Х21Н6М2Т ЭП 54) 02Х22Н5АМ3 08Х22Н6Т (0Х22Н5Т, ЭП 53) Х23Ю5Т 20Х23Н13 (Х23Н13, ЭИ 319)
20Х23Н18 (Х23Н18, ЭИ 417) 03Х23Н28Ю4Т (ЭК 86) 06ХН28МДТ (0Х23Н28М3Д3Т, ЭИ 943) 03Х24Н6АМ3 (ЗИ 130) 15Х25Т (Х25Т, ЭИ 439) 12Х25Н16Г7АР (ЭИ 835) 20Х25Н20С2 (Х25Н20С2, ЭИ 283) Х27Ю5Т 03Н18К9М5Т
Сплавы конструкционные на железоникелевой основе
Сплавы конструкционные на никелевой основе
Стали углеродистые и легированные
Стали штамповые
Стали валковые
Стали быстрорежущие
Стали для отливок
Сплавы на никелевой основе для отливок
- Самая общая маркировка ? по химическим элементам, которые собой составляют сплав стали;
- Важное обозначение ? по способу раскисления;
- Подклассы п.
 1 разделяют сплавы железа с конкретным количеством углерода ? процентное содержание веществ;
1 разделяют сплавы железа с конкретным количеством углерода ? процентное содержание веществ; - Предназначение;
- Уровень качества сплавов.
 1 разделяют сплавы железа с конкретным количеством углерода ? процентное содержание веществ;
1 разделяют сплавы железа с конкретным количеством углерода ? процентное содержание веществ;Сталь 10ХСНД: характеристики, свойства, аналоги
Сталь 10ХСНД – это низколегированная конструкционная сталь, которая применяется для изготовления сварных металлоконструкций повышенной прочности и коррозионной стойкости. Данный материал производится в соответствии с требованиями стандартов ДСТУ 8817, ГОСТ 6713, ДСТУ 8541, ГОСТ 19281
Классификация: Сталь конструкционная низколегированная для сварных конструкций.
Продукция: Толстолистовой, широкополосный, полосовой, сортовой и фасонный прокат
Химический состав стали 10ХСНД в %
|
Si |
Mn |
Ni |
S |
P |
Cr |
N |
Cu |
As |
|
|
0. |
0.5-0.8 |
0.5-0.8 |
≤0.04 |
≤0.035 |
0.6-0.9 |
≤0.008 |
0.4-0.6 |
≤0.08 |
 8-1.1
8-1.1
Механические свойства стали 10ХСНД
|
Стандарт |
Толщина, мм |
Механические свойства при растяжении | Ударная вязкость, KCU, Дж/см2, для проката категорий, при температуре, °C, не менее | ||||
| Временное сопротивление, Н/мм2 | Предел текучести, Н/мм2, не менее | Относительное удлинение, %, не менее | 1 | 2 | 3 | ||
| -40 | -60 | -70 | |||||
| 6713 | 8-15 | 530-685 | 390 | 19 | 39 | 29 | 29 |
| 16-32 | 530-670 | 390 | 19 | – | 29 | 29 | |
| 33-40 | 510-670 | 390 | 19 | – | 29 | 29 | |
Аналоги стали 10ХСНД
Применение
Сталь марки 10ХСНД активно применяется в строительной сфере для производства различных конструкций (арок и пролётов, несущих элементов зданий), мостовых металлоконструкций обычного и северного исполнения. В машиностроении сталь в горячекатаном и термически обработанном состоянии используется при изготовлении деталей ковшей, бульдозеров и экскаваторов, гидравлических ножниц, рабочих элементов сельскохозяйственных агрегатов. Сталь 10ХСНД в состоянии после закалки и отпуска применяется для производства деталей трубопроводной запорной арматуры и других элементов магистральных газо- и нефтепроводных сетей.
В машиностроении сталь в горячекатаном и термически обработанном состоянии используется при изготовлении деталей ковшей, бульдозеров и экскаваторов, гидравлических ножниц, рабочих элементов сельскохозяйственных агрегатов. Сталь 10ХСНД в состоянии после закалки и отпуска применяется для производства деталей трубопроводной запорной арматуры и других элементов магистральных газо- и нефтепроводных сетей.
Сваривание
Сталь 10ХСНД сваривается без ограничений ручной дуговой сваркой, автоматической дуговой сваркой под флюсом и газовой защитой, электрошлаковой сваркой. Сталь мало склонна к отпускной хрупкости, сварные швы не подвержены растрескиванию.
Расшифровка сталей и сплавов
Общие положения:
Марочник сталей и сплавов создан с целью облегчить конструкторам,технологам, исследователям получение справочных данных об основных свойствах и характеристиках сталей, необходимых для обоснованного выбора марки материала при проектировании изделий и разработке технологии их изготовления. В соответствии с этой целью марочник содержит номенклатуру марок сталей и сплавов, наиболее широко применяемых на машиностроительных предприятиях, и сведения справочного характера о химическом составе сталей, механических свойствах, основных технологических свойствах и область применения.
В соответствии с этой целью марочник содержит номенклатуру марок сталей и сплавов, наиболее широко применяемых на машиностроительных предприятиях, и сведения справочного характера о химическом составе сталей, механических свойствах, основных технологических свойствах и область применения.
Уточним общие положения: Сталь, Железо, Чугун, Металл – Да, уважаемые снабженцы ,- это не слова синонимы, а абсолютно разные понятия.!
Сталь – это сплав железа с углеродом. “Fe” и “С”, где углерода до 2,14 %
Чугун – сплав железа с углеродом , где “С” углерода не меньше 2,14 % до 6,67 %.
“Легированный” – значит в сталь, чугун или сплав добавили другие элементы таблицы Менделеева помимо основы , и это не обязательно металл, к примеру может быть азот или сера. “N”,” S” , что в свою очередь отражается на маркировке стали соответствующими буквами см. ниже.
“Основа” – это тот элемент которого больше всего в % отношении в сплаве. Все остальные добавки можно называть – “легирующие компонеты”.
Все остальные добавки можно называть – “легирующие компонеты”.
Легирование производят для достижения определенных целей, для получения в сплаве определенных физических свойств. ( Жаропрочность, хладостойкость, вязкость, упругость, свариваемость, уменьшение красноломкости, стойкость к динамическим нагрузкам и.т.д)
Химические элементы:
С – углерод; Ni -никель; Ti- титан;
Si – кремний; Mo-молибден Al-алюминий
Mn- марганец; W-вольфрам; Cu- медь;
S- сера; V-ванадий; As-мышьяк;
P- фосфор; Co -кобальт; Zr – цирконий;
Cr -хром; N-азот; B- бор;
Fe-железо ; Nb-ниобий ; Ba- барий;
Обозначения марок сталей и сплавов
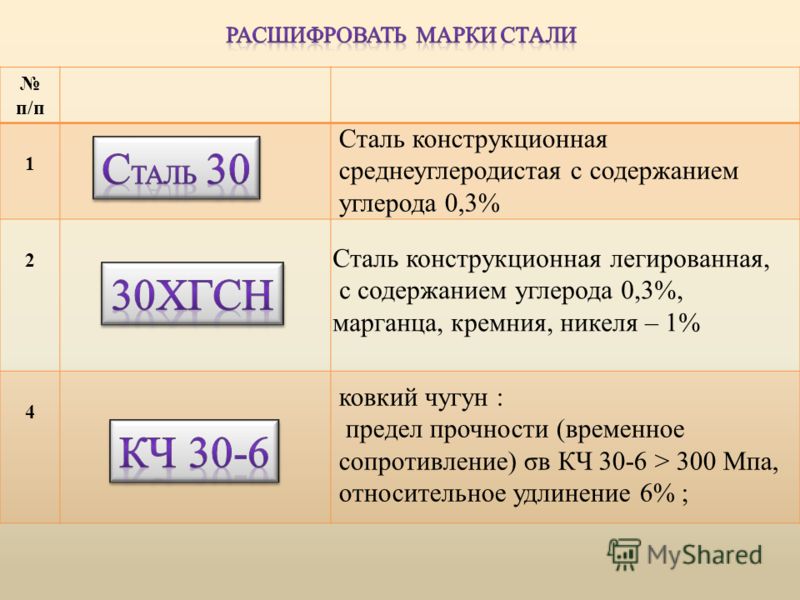
В обозначении марки первые две цифры указывают среднее содержание углерода
в сотых долях процента. Буквы за цифрами обозначают: С- кремний, Г-марганец, Н- никель, М-молибден,
Буквы за цифрами обозначают: С- кремний, Г-марганец, Н- никель, М-молибден,
П-фосфор,Х- хром, К-кобальт,Т-титан,Ю-алюминий, Д- медь, В-вольфрам, Ф- ванадий, Р-бор, А-азот,
Н- ниобий, Ц-цирконий.
Цифры ,стоящие после букв, указывают примерное содержание легирующего элемента в целых единицах.
Отсутствие цифры означает, что содержание этого элемента до 1,5% (по верхнему пределу)
В углеродистых конструкционных сталях в конце (кп, пс, сп соответственно – кипящая, полуспокойная, спокойная) зависит от степени раскисления. К примеру Сталь 3кп и.т.д. кипящая. не подходит для сварки т.к. будет кипеть – окисляться. т.к. в процессе выплавки ее не раскислили глубоко. Каждая марка имеет свое назначение.
Расшифровка обозначения сталей ЭИ и ЭП.
ЭП — электростальская (завод) поисковая;
ЭИ — электростальская исследовательская;
ЧС — челябинская сталь;
ЗИ — златоустовская исследовательская;
ВНС — ВИЭМовская нержавеющая сталь;
ДИ — днепроспецстальская (завод) исследовательская ( Украина. г.Запорожье).
г.Запорожье).
В данной таблице приведена расшифровка обозначений стали ЭИ и ЭП. Вы без труда сможете найти маркировку завода изготовителя и соответствующую ей маркировку стали по химическому составу.
| Маркировка завода-изготовителя | Маркировка по составу |
| ЭИ-10 | 25Х1МФ |
| ЭИ-69 | 45Х14Н14В2М, 4Х14Н14В2М |
| ЭИ72 | 30Х13Н7С2, 3Х13Н7С2 |
| ЭИ94 | 70Г14Н3 |
| ЭИ95 | 25Х18Н9С2 |
| ЭИ100 | 20Х13Н4Г9, 2Х13Н4Г9 |
| ЭИ107 | 40Х10С2М, 4Х10С2М |
| ЭИ211 | 20Х20Н14С2, 12Х20Н14С2 |
| ЭИ229 | 95Х18, 9Х18 |
| ЭИ240 | 45Х14Н14СВ2М |
| ЭИ241 | 06Х14 |
| ЭИ256 | 120Г13 |
| ЭИ268 | 14Х17Н2, 1Х17Н2 |
| ЭИ283 | 20Х25Н20С2, Х25Н20С2 |
| ЭИ288 | СВ-07Х16Н6 |
| ЭИ319 | 20Х23Н13, Х23Н13 |
| ЭИ334 | СВ-ХН80 |
| ЭИ336 | У16 |
| ЭИ347-ШД | 8ХВФ2-ШД |
| ЭИ349 | 15Х28, Х28 |
| ЭИ388 | 4Х15Н7Г7Ф2МС, 40Х15Н7Г7Ф2МС |
| ЭИ395 | 12Х16Н25М6АГ |
| ЭИ402 | 08Х18Н12Б, 0Х18Н12Б |
| ЭИ404 | 10Х13СЮ, 1Х12СЮ |
| ЭИ407 | 20Х17Н2, 2Х17Н2 |
| ЭИ415, ЭИ579 | 20Х3МВФ, СВ-20Х3МВФ |
| ЭИ417 | 20Х23Н18, Х23Н18 |
| ЭИ428 | 15Х6СЮ, Х6СЮ |
| ЭИ432 | 10Х17Н13М3Т, Х17Н13М3Т |
| ЭИ435 | СВ-ХН78Т |
| ЭИ437А | СВ-ХН77ТЮ |
| ЭИ437Б | СВ-ХН77ЮР |
| ЭИ437БУ | ХН77ТЮР |
| ЭИ439 | 15Х25Т, Х25Т |
| ЭИ442 | ХН70 |
| ЭИ448 | 10Х17Н13М2Т, Х17Н13М2Т |
| ЭИ474 | 25Х13Н2, 2Х14Н2 |
| ЭИ478 | СВ-08Х21Н10Г6 |
| ЭИ481 | 37Х12Н8Г8МФБ, 4Х12Н8Г8МФБ |
| ЭИ484 | 15Х18СЮ, Х18СЮ |
| ЭИ496 | 08Х13, 0Х13 |
| ЭИ515 | 10Х13М |
| ЭИ531 | 10Х2МФБ |
| ЭИ559А | ХН60Ю |
| ЭИ569 | 08НМ, 10НМ |
| ЭИ572 | 31Х19Н9МВБТ, 3Х19Н9МВБТ |
| ЭИ578 | 18Х3МВ |
| ЭИ580 | 08Х17Н15М3Т, 0Х17Н16М3Т |
| ЭИ592 | 09Х16Н13М3 |
| ЭИ598 | ХН70МВТЮБ |
| ЭИ602 | СВ-ХН75МБТЮ |
| ЭИ606 | 08Х19Н9Ф2С2 |
| ЭИ607 | ХН80ТБЮ |
| ЭИ607А | ХН80Т1БЮ |
| ЭИ612 | ХН35ВТ |
| ЭИ612К | ХН35КВТ |
| ЭИ617 | ХН70ВМТЮ |
| ЭИ618 | ХН60ВМТЮР |
| ЭИ628 | 06ХН28МТ, 0Х23Н28М2Т |
| ЭИ629 | 03Х23Н28М3Д3Т |
| ЭИ639 | НИМО-28 |
| ЭИ643 | 40ХН2СВА |
| ЭИ643-ВД | 40ХН2СМА-ВД |
| ЭИ645 | 08Х17Т, 0Х17Т |
| ЭИ 646 | Х05Ф |
| ЭИ649 | СВ-05Х20Н9ФБС |
| ЭИ652 | СВ-ХН70Ю |
| ЭИ654 | 15Х18Н12С4ТЮ, 2Х18Н12С4ТЮ |
| ЭИ680 | 08Х16Н13М2Б, 1Х16Н13М2Б |
| ЭИ684 | 06Х18Н11, 0Х18Н11 |
| ЭИ694 | 09Х14Н16Б, 1Х14Н16Б |
| ЭИ695Р | 09Х14Н19В2БР, 1Х14Н18В2БР |
| ЭИ696 | 10Х11Н20Т3Р, Х12Н20Т3Р |
| ЭИ696А | 10Х11Н20Т2Р, Х12Н20Т2Р |
| ЭИ698 | ХН73МБТЮ |
| ЭИ700 | 85Г13 |
| ЭИ701 | НП-60Х3В10Ф |
| ЭИ702 | 36НХТЮ |
| ЭИ703 | ХН38ВТ |
| ЭИ703Б | ХН38ВБ |
| ЭИ708А | 14НХМ |
| ЭИ711 | 10Х14Г14Н4Т, Х14Г14Н3Т |
| ЭИ 712М | 12Х2НВФМА |
| ЭИ723 | 25Х2М1Ф |
| ЭИ726 | 09Х14Н19В2БР1, 1Х14Н18В2БР1 |
| ЭИ732 | 08Х20Н14С2, 06Х20Н14С2 |
| ЭИ736 | 13Х14Н3В2ФР, Х14НВФР |
| ЭИ760-Ш | ШХ15Ф-Ш |
| ЭИ765 | ХН70ВМЮТ |
| ЭИ787 | ХН35ВТЮ |
| ЭИ792 | 58Н-ВИ |
| ЭИ793 | СВ-07Х18Н9ТЮ |
| ЭИ802 | 15Х12ВНМФ, 1Х12ВНМФ |
| ЭИ811 | 12Х21Н5Т, 1Х21Н5Т |
| ЭИ814 | 17ХНГТ, 0Х17Н7ГТ |
| ЭИ816 | 0Х7Н13ГТ |
| ЭИ817-Ш | 06Х14Н6Д2МБТ-Ш |
| ЭИ824 | 08Н50 |
| ЭИ826 | ХН70ВМТЮФ |
| ЭИ827 | ХН75ВМЮ |
| ЭИ835 | СВ-12Х25Н16Г7АР |
| ЭИ839 | 45Г17Ю3 |
| ЭИ842 | 04Х18Н10 |
| ЭИ844 | 03Х16Н15М3, 00Х16Н15М3 |
| ЭИ844Б | 03Х16Н15М3Б |
| ЭИ844-ВИ | 015Х16Н15М3-ВИ |
| ЭИ844БУ-ИД | 015Х16Н15М3БУ-ИД |
| ЭИ847 | 09Х16Н15М3Б, Х16Н15М3Б |
| ЭИ847-Ш | 06Х16Н15М3Б-Ш |
| ЭИ852 | 13Х13С2М2 |
| ЭИ867 | ХН62МВКЮ |
| ЭИ868 | ХН60ВТ |
| ЭИ869 | ХН75ТБЮ |
| ЭИ878 | 12Х17Г9АН4, Х17Г9АН4 |
| ЭИ893 | ХН65ВМТЮ |
| ЭИ897 | СВ-12Х11НМФ |
| ЭИ898 | СВ-08Х19Н10Г2Б |
| ЭИ902 | СВ-35Г17Ю5 |
| ЭИ903 | 09Х15Н8Ю, Х15Н9Ю |
| ЭИ904 | 08Х15Н8Ю, Х15Н9Ю |
| ЭИ914 | 08Х18Н10Т |
| ЭИ925 | 08Х17Н5М3, Х17Н5М3 |
| ЭИ928-ВИ | 9Х13Н6ЛК4-ВИ |
| ЭИ929 | ХН55ВМТКЮ |
| ЭИ943 | 06ХН28МДТ, 0Х23Н28М3Д3Т |
| ЭИ946 | 2Х18Н8В2 |
| ЭИ958 | 4Х5В2ФС |
| ЭИ959 | 4Х2В5МФ |
| ЭИ961 | 13Х11Н2В2МФ, 1Х12Н2ВМФ |
| ЭИ962 | 11Х11Н2В2МФ, Х12Н2ВМФ |
| ЭИ962А | 16Х11Н2В2МФ, 2Х12Н2ВМФ |
| ЭИ981А | СВ-09Х16Н25М6АФ |
| ЭИ984 | СВ-10ХН2ГМТ |
| ЭИ992 | 80Х20НС |
| ЭИ993 | 18Х12ВМБФР, 2Х12ВМБФР |
| ЭИ997 | 18Х20Н13 |
| Н-48 | 15ГСТЮЦА |
| Н-49 | 08ХНФБА |
| Н-50 | 10ХНФБА |
| Н-51 | 10ХФТ |
| Н-52 | 08ХГСМФА |
| Н-54 | 08Х3Г2СМ |
| Н-55 | 13Х2МФТ |
| Н-57 | 12Х11НМФ |
| Н-58 | 10Х11НВМФ |
| Н-59 | 04Х19Н9С2 |
| Н-60 | 06Х19Н9Т |
| Н-61 | 05Х19Н9Ф3С2 |
| Н-62 | 07Х18Н9ТЮ |
| Н-63 | 08Х19Н9Ф2С2 |
| Н-64 | 07Х19Н10Б |
| Н-65 | 04Х19Н11М3 |
| Н-66 | 10Х16Н25АМ6 |
| Н-67 | 06Х19Н10М3Т |
| Н- 68 | 30Х15Н5В3Б3Т |
| Н- 70 | 10Х20Н15 |
| Н-71 | 07Х25Н13 |
| Н-72 | 13Х25Н18 |
| Н-73 | 08Х21Н10Г6 |
| Н-74 | 08Х20Н9Г7Т |
| Н-75 | 30Х25Н16Г7 |
| Н-78 | 10Х17Т |
| Н-79 | 13Х25Т |
| Н-80 | 01Х19Н9 |
| Н-81 | 04Х19Н9 |
| Н-82 | 08ХН2ГМТА |
| Н-83 | 08ХН2ГМЮ |
| Н-84 | 08ХН2Г2СМЮ |
| Н-85 | 08Х14ГНТ |
| Н-86 | 10ХН2ГМТ |
| Н-87 | 08Х16Н8М2 |
| Н-88 | 08Х18Н8Г2Б |
| Н-89 | 08Х19Н10Г2Б |
| Н-90 | 08Х19Н10М3Б |
| Н-91 | 05Х20Н9ФБС |
| Н-92 | 20ГСТЮЦА |
| Н-93 | 06Х20Н11М3ТБ |
| Н-94 | 07Х25Н12Г2Т |
| Н-95 | 06Х25Н12ТЮ |
| Н-96 | 08Х25Н12БТЮ |
| Н-97 | 09Х16Н25М6АФ |
| Н-98 | 01Х23Н28М3Д3Г |
| Н-99 | 06Х15Н60М15 |
| ЭК2-ИД | ХН40МТЮБФР |
| ЭК10 | 12Х22Н6М4Д2Т |
| ЭК11 | ХН20ЮС |
| ЭК17-ВИ | 03Х13Н8М2СТ |
| ЭК18 | 02Х22Н11Т |
| ЭК19-ВД | 03Н18К8М5Т-ВД |
| ЭК21-ВД | ХН64КБМЮВФ-ВИ |
| ЭК22-ВИ | 03Х25Н14Г2БТ |
| ЭК23 | 03Х220Н65Г5М4Б3В |
| ЭК32 | 42Х25Н35Г6Б2Р |
| ЭК35 | 42Х25Н35Г6Б2Р |
| ЭК36 | 42Х25Н35С2Г6Б2В3Р |
| ЭК37 | 12Х25Н35С3Г6БР |
| ЭК38 | 20Х27Н6М3АГВ |
| ЭК 43-ВИ | 06Х13Н6М4К8Б-ВИ |
| ЭК 44-ВИ | 15Х2НМЦРА-ВИ |
| ЭК45-ВИ | 20Х2НМЦРА-ВИ |
| ЭК46-ВИ | 25Х2НМЦРА-ВИ |
| ЭК-47ВИ | 30Х2НМЦРА-ВИ |
| ЭК51 | 06Х22Н8М2ФТАЮ |
| ЭК56 | 06Х20Н35М6Г8 |
| ЭК58-ВИ | ХН68МВКЮТБ-ВИ |
| ЭК60 | 08Х13Г15Н5 |
| ЭК61-ИД | ХН58МБЮД-ИД |
| ЭК64 | ХН65ВБ |
| ЭК65 | 03Х26Н6Т, ВНС48 |
| ЭК66 | 01Х29Н35Г8АМЧД |
| ЭК67 | 07Х20Н10М2ГТ |
| ЭК68 | 08Х11Г22М2НТ |
| ЭК75 | 01Х24Н35Г7АМ3Д |
| ЭК76 | 01Х12Н10С6Ц |
| ЭК86 | 03Х23Н28Ю4Т |
| ЭК91 | СВ-03Х21Н10АГ5 |
| ЭК93-Ш | ВНС51-Ш |
| ЭК98-ВИ | СВ-01Х15Н4МТ-ВИ |
| ЭК102-ВИ | ХН33КВ, ВЖ145 |
| ЭК107-ВИ | ХН63ВФБЮТ-ВИ, ВЖ151 |
| ЭК109-ВИ | ХН70М-ВИ, ВЖ135-ВИ |
| ЭК119 | СВ-13Х14Н9С4Ф3Г |
| ЭК144 | СВ-10Х16Н25Т5АМ6 |
| ЭК148 | СВ-03Х20Н70Г3Б3ТУ |
| ЭК154-Ш | 13Х16Н3М2ГАФ-Ш, ВНС57-Ш |
| ЧС4-ВИ | 03Х18К9М5Т-ВИ |
| ЧС5-ВИ | 03Н18М4Т |
| ЧС32-ВИ | 03Х20Н45М5Б-ВИ |
| ЧС35-ВИ | 015Н18К13М9ТЮ-ВИ |
| ЧС36 | 03Х13АГ19 |
| ЧС42-ВИ | 03Х20Н45М4Б4-ВИ |
| ЧС43-ВИ | 03Х20Н45М4БРЦ-ВИ |
| ЧС46 | 07Х13АГ20 |
| ЧС52 | 07Х13Н4АГ20 |
| ЧС84 | СВ-01Х25Н19Г5АМ4 |
| ЧС85 | СВ-01Х26Н14ГТ |
| ЧС86 | 03Х19 |
| ЧС89 | 01Х24Н25Г7АМ3Д |
| ЧС115-ВИ | СВ-01Х20Н16М3Т-ВИ |
| ЧС70 | ХН58КВТЮМБЛ |
| ЧС88 | ХН57КВЮТМБРЛ |
| ДИ38-Ш | 90Г29Ю9ВБМ-Ш |
| ДИ1-Ш | 18Х15Н3М-Ш |
| ЭП11 | 08ХГСМА |
| ЭП12 | 08ХГСМФА |
| ЭП33 | 10Х11Н23Т3МР |
| ЭП34 | СВ-10Н3ГМТ, ОП27 |
| ЭП35 | 07Х15Н7ЮМ2 |
| ЭП44 | 20Х1М1Ф1БР, 20ХМБФ |
| ЭП47 | 12Х18Н10Е, Х18Н10Е |
| ЭП48 | 45Х22Н4М3, 4Х22Н4М3 |
| ЭП52 | 36НХТЮ8М |
| ЭП53 | 08Х22Н6Т, 0Х22Н5Т |
| ЭП54 | 08Х21Н6М2Т, 0Х21Н6М2Т |
| ЭП56 | 09Х16Н4Б, 1Х16Н4Б |
| ЭП57 | ХН50ВМТКФЮ |
| ЭП65 | 25Х13Н2ВМФ |
| ЭП75 | СВ-07Х25Н12Г2Т |
| ЭП83 | СВ-20Х4ГМА |
| ЭП83С | 18Х14ГМА |
| ЭП87 | СВ-06Х25Н12ТЮ |
| ЭП88 | СВ-08Х15Н23В7Г7М2 |
| ЭП89 | СВ-06Х20Н11М3ТБ |
| ЭП99-ИД | ХН50МВКТЮР-ИД |
| ЭП105-ВД | ХН35МТЮ-ВД |
| ЭП109 | ХН56ВМКЮ |
| ЭП111 | СВ-08ХН2ГМТА |
| ЭП126 | ХН28ВМАБ, Х21Н28В5М3БАР |
| ЭП131 | Х18К60В14Н11 |
| ЭП140 | 08Х15Н5Д2Т |
| ЭП156 | СВ-08Х20Н9С2БТЮ |
| ЭП164 | 08Х15Н24В4ТР, Х15Н24В4Т |
| ЭП166А-ВД | 015Х18Н15Р09-ВД |
| ЭП166Б-ВД | 015Х18Н15Р13-ВД |
| ЭП167А-ВД | 015Х18Н15Р17-ВД |
| ЭП167Б-ВД | 015Х18Н15Р22-ВД |
| ЭП168Б-ВД | 015Х18Н15Р26-ВД |
| ЭП172-Ш | 015Х18Н15Р30-ВД |
| ЭП172У-ИД | 08Х16Н15М3БРУ-ИД |
| ЭП172-Ш | 09Х16Н15М3БР-Ш |
| ЭП176 | 14ХГСН2МА, ДИ3А |
| ЭП181 | СВ-08Г35Ю6М2 |
| ЭП182 | 20Х1М1Ф1ТР |
| ЭП184 | Х16Н16МВ2БР |
| ЭП197 | Х18Г14А44 |
| ЭП198 | СВ-30Х15Н35В3Б3Т |
| ЭП199 | ХН56ВМТЮ |
| ЭП202 | ХН67МВТЮ |
| ЭП208 | 26Х17Н2 |
| ЭП213 | 15Х17АГ14, Х17АГ14 |
| ЭП218 | 45НХТ |
| ЭП220 | ХН51ВМТЮКФР |
| ЭП222 | 07Х21Г7АН5, Х27Г7АН5 |
| ЭП225 | Х15Н5Д2Т |
| ЭП233 | 74НМД |
| ЭП238-ВД | ХН58ВМКЮР-ВД |
| ЭП244 | СВ-08Г32Х10 |
| ЭП245 | СВ-20ГСТЮА |
| ЭП260 | СВ-ХН23МТЮР |
| ЭП263 | 10Х32Н8 |
| ЭП271 | 68НМП |
| ЭП277-ВИ | 80НХЮДФ-ВИ |
| ЭП287 | 07Х18Н10Р |
| ЭП288 | 07Х16Н6, Х16Н6 |
| ЭП291 | 18Х11МНФБ, 2Х11МФБН |
| ЭП297 | 36Н11Х |
| ЭП298 | 20НХГ |
| ЭП302 | 10Х15Н9С3Б1 |
| ЭП303 | 55Х20Г9АН4, 5Х20Н4АГ9 |
| ЭП303М | 55Х20Г9АН4М |
| ЭП303Б | 55Х20Г9АН4Б |
| ЭП305 | СВ-08Х14Н8С3Б |
| ЭП307 | СВ-08Х18Н8Г2Б |
| ЭП309 | Х20Н6МД2Т, ВНС4 |
| ЭП309У-Ш | 10Х15Н9С3Б1-Ш |
| ЭП310-Ш | 13Х25Н4АМ3-Ш |
| ЭП311 | 25Х12Н2В2М2Ф |
| ЭП318 | 42Н |
| ЭП319 | СВ-06Х20Н4Г10 |
| ЭП320 | СВ-06Х18Н5Г12АБ |
| ЭП321 | СВ-06Х18Н5Г11БАФ |
| ЭП322 | 12НХМ |
| ЭП324 | СВ-20ХСНВФА |
| ЭП324У-ВД | СВ-20ХСНВФА-ВД |
| ЭП326 | 28Х3СНМВА |
| ЭП327 | 33Х3СНМВФА |
| ЭП331 | СВ-20Х2ГСНВМ, ВЛ1Д |
| ЭП337 | ХН40Б |
| ЭП350 | ХН46Б |
| ЭП354-ВИ | 4Х13Н6ЛВФ-ВИ |
| ЭП367 | ХН60М, СВ-06Х15Н60М15 |
| ЭП377 | СВ-08Х16Н8М2 |
| ЭП378 | 40Х18Н2М |
| ЭП379 | Р18Ф2К8М |
| ЭП389 | СВ-08Х25Н13БТЮ |
| ЭП401 | СВ-06Х24Н6ТАФМ |
| ЭП407 | 25Х17Н2 |
| ЭП410-Ш | 08Х15Н5Д2Т-Ш |
| ЭП410У-Ш | СВ-Х15Н5Д2Т-Ш |
| ЭП414 | Х18Н9СМР |
| ЭП428 | 20Х12ВНМФ, 2Х12ВНМФ |
| ЭП430 | 12Х1, 120Х |
| ЭП437 | ХН30ВМТ, ВЖ102 |
| ЭП437А | СВ-ХН77ТЮ |
| ЭП437Б | СВ-ХН77ТЮР |
| ЭП439 | СВ-15ГСТЮЦА |
| ЭП450-Ш | 12Х12М1ФБР-Ш |
| ЭП452-Ш | 10Х12Н20Т2-Ш |
| ЭП454 | ХН55МВЮ, ХН55М6ВЮ |
| ЭП456 | 30НГ |
| ЭП458 | СВ-04А-06А |
| ЭП459 | СВ-04Х2МА |
| ЭП466 | 25Х20Н9В2М |
| ЭП479-Ш | 15Х16Н2АМ-Ш |
| ЭП485-ВИ | 10Х15Н28В2М4Б-ВИ |
| ЭП487-ВД | ХН60МВТЮ-ВД |
| ЭП492 | 10Х18Н5Г9АС4, ВЖ3 |
| ЭП496 | Н70МФ, Н70М27Ф |
| ЭП500 | СВ-06Х21Н7БТ |
| ЭП502-ВД | 10Х18Н10Т |
| ЭП506 | 12Х2НВФА |
| ЭП509 | СВ-Х14Н8М2 |
| ЭП516 | 03ХН28МДТ, СВ-01Х23Н28М3Д3Т |
| ЭП517-Ш | 15Х12Н2ВФАБ-Ш |
| ЭП521 | СВ-10Х16Н25М6Г6 |
| ЭП529-ВД | 10Х32Н4Д-ВД |
| ЭП530-ВИ | 47ХНМ-ВИ |
| ЭП532 | СВ-08Х25Н20С3Р1 |
| ЭП533-ИД | СВ-08Х20Н57М8В8Т3Р |
| ЭП535-ВД | 04Х32Н8-ВД |
| ЭП543У-ИД | ХН40МАТЮ-ИД |
| ЭП539-ВД | ХН60МЮВТ-ВД |
| ЭП545 | 31НХ3Г |
| ЭП546 | 32НХ3 |
| ЭП547 | 33НХ3 |
| ЭП548 | Х15Н60Ю3А |
| ЭП549-Ш | 1Х12НС2М3Б-Ш |
| ЭП550 | СВ-01Х18Н10 |
| ЭП551 | СВ-01Х17Н14М2 |
| ЭП552 | 000Х18Н10Б |
| ЭП553 | СВ-02Х17Н14С4 |
| ЭП557-ВИ | ВУКС-1 |
| ЭП567 | ХН65МВ, 0Х15Н65М16В |
| ЭП568 | СВ-04Х19Н5АГ12М |
| ЭП570 | 8Х4В3М3Ф2 |
| ЭП572 | 4Х5МФ1С |
| ЭП578 | 68НХВКТЮ, ХН68ВКТЮ |
| ЭП582 | СВ-06Х15Н35Г7М6Б |
| ЭП589 | СВ-06Х19Н11Ф2С2 |
| ЭП590 | ХН57МТВЮ |
| ЭП597 | Р12Ф3 |
| ЭП600 | Р13Ф4К5 |
| ЭП602-ВИ | Х28-ВИ |
| ЭП606 | СВ-08Х15Н60М10 |
| ЭП609-Ш | Х12НМБФ-Ш |
| ЭП610 | 2Х18Н10В2 |
| ЭП619 | 46НХТ |
| ЭП622 | СВ-08Х25Н25М3 |
| ЭП626 | 0Х17Н16 |
| ЭП627 | 03Х20Н15М3ТБ |
| ЭП630 | 46ХНМ |
| ЭП631-ВД | 03Н19К6М5ТЮР-ВД |
| ЭП637-ВД | 03Н18К9М5ТР-ВД, ВКС210-В |
| ЭП638 | 16Х |
| ЭП639 | Х17Н8 |
| ЭП641 | 4Х2В2МФС |
| ЭП642 | СВ-02Х15Н65М13В3ТЮ |
| ЭП647 | СВ-10Х19Н11М4Ф |
| ЭП648-ВИ | ХН50ВМТЮБ-ВИ |
| ЭП655-ВИ | ВНС12-ВИ |
| ЭП657 | Р12Ф2К8М3 |
| ЭП658 | Р6Ф2К8М5 |
| ЭП659А | 03Х12Н9М2С |
| ЭП666 | ХН55МБЮ |
| ЭП670 | ХН32Т, Х20Н32Т |
| ЭП673 | СВ-Х25Н40М7 |
| ЭП674 | 08Х15Н25Т2МФР |
| ЭП678-ВД | 03Х11Н10М2Т-ВД |
| ЭП679-ВД | 03Х11Н10М2Т1-ВД |
| ЭП682-Ш | Р12Ф3К10М3-Ш |
| ЭП688 | Р9М4К8 |
| ЭП690 | СВ-01Х19Н18Г10АМ4 |
| ЭП693-ВД | ХН68ВМТЮК-ВД |
| ЭП695-ВД | 05Х12Н5К14М5ТВ-ВД |
| ЭП699-ВД | СВ-08Х21Н6С2АТ |
| ЭП700-ВД | 10Х15Н27Т3МР |
| ЭП703 | СВ-08Х21Н6С2АТ |
| ЭП704 | СВ-10Х22Н7САТ |
| ЭП705 | СВ-08Н60Г8М7Т |
| ЭП708-ВД | ХН62ВМЮТ-ВД |
| ЭП709-ВД | ХН62БМВЮ-ВД |
| ЭП711 | Н95С3Ю |
| ЭП713 | 36НХ |
| ЭП718-ВД | ХН45МВТЮБР-ВД |
| ЭП720 | ХК30НВМТ |
| ЭП722 | Р9М4К6С |
| ЭП726 | 1Х9В6 |
| ЭП735 | ХН40МГ3Б |
| ЭП742-ИД | ХН62БМКТЮ-ИД |
| ЭП747 | ХН45Ю |
| ЭП750-Ш | 07Х25Н16АГ6Ф-Ш |
| ЭП753-ИД | 01Х18Н40М5ГБ-ИД |
| ЭП753Р-ИД | 01Х18Н40М5ГБР-ИД |
| ЭП754 | 015Х120Н25Г2Б |
| ЭП758 | ХН60МБ |
| ЭП760 | ХН65МВУ |
| ЭП761 | 8Х4В2С2МФ |
| ЭП762 | СВ-04Х20Н10Г2Б |
| ЭП766-ВИ | 95Х13М3К3Б2Ф-ВИ |
| ЭП767-ВД | 04Х14К13Н4М3ТВ-ВД |
| ЭП768-Ш | 16Х20К6Н2МВФ-Ш, ВНС22-Ш |
| ЭП772-Ш | Р12Ф5М-Ш |
| ЭП774-ВИ | ХН45МБ-ВИ |
| ЭП778 | СВ-10Х15Н23М4В4АФ2 |
| ЭП780 | 09Х19Н17М4В4АФ2 |
| ЭП781-Ш | 07Х25Н16АГ6Ц-Ш |
| ЭП787 | СВ-08Х4Н70М12Г6Т |
| ЭП788 | 6Х3МФС |
| ЭП792-ВИ | СВ-01Х12Н2 |
| ЭП793-ВИ | 40ХНЮ-ВИ |
| ЭП794 | 02Х8Н22С6 |
| ЭП795 | 03ХН58В |
| ЭП796-ВИ | 03ХН35МЮ-ВИ |
| ЭП797 | ХН85МЮ-ВИ |
| ЭП798-ВИ | ВУКС2-ВИ |
| ЭП799 | НП-03Х22Н11Г2Б |
| ЭП803 | 36НГМТ |
| ЭП810 | 03Х12Н10МТР |
| ЭП811 | 16Х16Н3МАД, ВНС21 |
| ЭП814А | Н70МФВ |
| ЭП815-ВИ | ВУКС-3-ВИ |
| ЭП823-Ш | 16Х12МВСФБР-Ш |
| ЭП828-ВД | ХН70МВЮ |
| ЭП829 | СВ-05Х30Н40М6ТБ |
| ЭП830 | СВ-12ХН7К2МФ |
| ЭП832 | 04Х11Н9М2Д2ТЮ |
| ЭП835-ВД | СВ-28Х3СНМВФА-ВД |
| ЭП836-ВД | 03Н17К10В10МТ-ВД |
| ЭП838 | 07Х12Г14Н4ЮМ |
| ЭП839 | 45Г17Ю3 |
| ЭП841 | 10Х18Н18Ю4Д |
| ЭП845-ИЛ | 01Н17К12М5Т-ИЛ |
| ЭП853 | 03Х11Н10М2Т2 |
| ЭП854 | СВ-08Х21Н11ФТ |
| ЭП855 | СВ-03Х15Н35Г7М6Б |
| ЭП858-ВД | 10Х15Н23М4ВЧАФ |
| ЭП862 | 20Х4ГМА |
| ЭП864-ВИ | 03Х21Н32М3Б-ВИ |
| ЭП866-Ш | 15Х16К5Н2МВФАБ-Ш |
| ЭП868 | СВ-10Х19Н23Г2М5ФАТ |
| ЭП877 | 58НХВКТБЮ |
| ЭП878 | 12Х18Н13АМ3 |
| ЭП881 | ХН55КМВЮТ-ИД |
| ЭП882-ВИ | 02Х18М2Б-ВИ |
| ЭП886-ИД | ХН65ВМБ-ИД |
| ЭП894 | А11Р3М3Ф2 |
| ЭП895-ЭЛ | 03Х15К14Н5М3Т |
| ЭП898 | 06Х13Н7Д2 |
| ЭП899-ВИ | 16ХНКГМБ-ВИ |
| ЭП902 | ХН65ВБМЮ |
| ЭП903 | 20Х2Г3НВМА |
| ЭП904-ВИ | 02Х18Ю3Б-ВИ |
| ЭП908 | СВ-01Х12Н4М |
| ЭП909 | СВ-01Х12Н4Б |
| ЭП914-ВИ | ХН43БМТЮ |
| ЭП915 | ХН43БМТЮ |
| ЭП922-ИД | Н90Ю-ИД |
| ЭП925-ВИ | 03Х12Н9М2СБ-ВИ |
| ЭП927 | 03Х12К10М6Н4Т |
| ЭП931-ВД | 03Х13Н5К10М3ФБ-ВД |
| ЭП934 | СВ-10ГНМДТА |
| ЭП935 | СВ-03ГНКА |
| ЭП936 | СВ-03ГНДКА |
| ЭП937-ВИ | ХН40МДБ-ВИ |
| ЭП941-ВИ | ХН43МГБ-ВИ |
| ЭП950-ИЛ | ХН71МВЮ |
| ЭП953-ВИ | 03Х20Н45Г6М6Б-ВИ |
| ЭП954 | 03Х16Н9М2 |
| ЭП955 | 03Х24Н13Г2Б |
| ЭП959-ВИ | СВ-01Х12Н2МТ-ВИ |
| ЭП960 | Х5Н40Г7М8Т |
| ЭП963 | ХН50МД |
| ЭП965 | 15НЮ |
| ЭП969-ВИ | ХН50ВМТЮБК-ВИ |
| ЭП974 | 32Н6ХЮ |
| ЭП977 | 44НХМТ |
| ЭП978 | СВ-03ХН25МДГБ |
| ЭП979 | СВ-03ХН25МДГ |
| ЭП981-ШП | 50Х18АМ-ШП |
| ЭП982-ВИ | Н65М-ВИ |
| ЭП987 | 0Х18Н11С5М2ТЮ |
| ЭП988 | 10Х28Н11С4АД |
| ЭЖ1 | 1Х13 |
| ЭЖ17 | Х17 |
| ЭЖ27 | Х28 |
| ЭЯ0 | 0Х18Н10 |
| ЭЯ1 | Х18Н9, Х18Н10, 1Х18Н9 |
| ЭЯ1Т | Х18Н9Т, Х18Н10Т, 1Х18Н9Т |
| ЭСХ8 | 4Х9С2, Х9С2 |
| ЭЯ3С | 4Х18Н25С2, Х18Н25С2 |
| Р2 | 25Х1М1Ф |
| ЭИ60 | Х13Ю4 |
| ЭХН80 | Х20Н80 |
| ЭХН60 | Х15Н60 |
В конце обозначения марки сплава можно встретить дополнительно буквенное обозначение, которое указывает на специальный метод изготовления данного вида сплава. Таблица ниже поможет вам уточнить технические требования на изготовление сплава или стали.
Таблица ниже поможет вам уточнить технические требования на изготовление сплава или стали.
| Обозначения | Значение |
| ВД | вакуумно-дуговой переплав |
| ВИ | вакуумно-индукционный переплав |
| ВП | вакуумно-плазменный переплав |
| ГР | газокислородное рафинирование |
| ВО | вакуумно-кислородное рафинирование |
| Ш | шлаковый переплав |
| ПВ | прямого восстановления |
| ПТ | плазменная выплавка |
| П | плазменно-дуговой переплав |
| ЭЛ | электронно-лучевой переплав |
| СШ | обработка синтетическим шлаком |
| ГШ | плазменная выплавка плюс электрошлаковый переплав |
| ШД | шлаковый переплав плюс вакуумно-дуговой переплав |
| ШЛ | шлаковый переплав плюс электронно-лучевой переплав |
| ШП | электрошлаковый переплав плюс плазменно-дуговой переплав |
| ПП | плазменная выплавка плюс плазменно-дуговой переплав |
| ПД | плазменная выплавка плюс вакуумно-дуговой переплав |
| ПШ | плазменная выплавка плюс электрошлаковый переплав |
| ИД | вакуумно-индукционная выплавка плюс вакуумно-дуговой переплав |
| ИШ | вакуумно-индукционная выплавка плюс электрошлаковый переплав |
| ИЛ | вакуумно-индукционная выплавка плюс электронно-лучевой переплав |
| ИП | вакуумно-индукционная выплавка плюс плазменно-дуговой переплав |
Принятые сокращения:
ХТО – химико-термическая обработка;
ТВЧ- нагрев токами высокой частоты;
МКК-межкристалитная коррозия;
ВТМО- высокотемпературная механическая обработка;
НТМО- низкотемпературная механическая обработка;
РДС- ручная дуговая сварка;
АДС- автоматическая дуговая сварка;
ЭШС-электрошлаковая сварка;
КТС-контактная сварка;
АрДС- аргонодуговая сварка;
КП- категория прочности;
Пр- продольное направление вырезки образцов;
П-поперечное направление вырезки образцов;
Т- тангенциальное направление вырезки образцов;
Ц-образцы вырезаны из центральной зоны;
К-образцы вырезаны из приповерхностной зоны.
Химический состав стали или сплава собственного производства определяется по плавочной (ковшевой пробе), отбираемой при разливке стали в соответствии с ГОСТ 7565-81, а химический состав и марка стали проката – по сертификату металлургического завода. стандартные справочные данные по механическим свойствам при 20 °С. проката, поковок, отливок, приведенные в марочнике, являются минимальными и должны гарантироваться при выполнении установленной технологии.
Свариваемость стали и сплавов – комплексная характеристика,определяющаяся технологическими трудностями, возникающими при сварке., и эксплуатационной надежностью сварных соединений.
В марочнике даны характеристики так называемой технологической свариваемости. В зависимости от сложности технологических приемов, устраняющих возможность образования трещин при сварке и обеспеченивающих получение сварного соединения требуемого качества,стали условно разделяют на четыре группы по свариваемости:
1) стали свариваемые без ограничения ( сварка производится без подогрева и без последующей термообработки)
2) ограниченно свариваемые стали ( сварка возможна при подогреве до 100-120°С и последующей термообработке)
3) трудносвариваемые (для получения качественных сварных соединений требуются дополнительные операции – подогрев до 200°С-300°С при сварке, термообработка после сварки – отжиг)
4) стали неприменяемые для сварных конструкций.
|
12Х1МФ-сталь жаропрочная низколегированная. Сталь 12Х1МФ– ограниченно свариваемая, сварка возможна при подогреве до 100-120 град. и последующей термообработке Сталь 12Х1МФ используется для изготовления деталей, работающих при температуре 540-580 °С. Сталь марки 12Х1МФ относится к жаропрочным конструкционным видам стали. Аналогичные марки стали, которые могут выступать заменителями: 12Х1МФ-ПВ,13Х1МФ, 15Х1М1Ф. Эту марку также иногда обозначают иным образом: сталь ЭИ-575, сталь 12Х1МФ, ст.12Х1МФ, 12Х1МФ, 12ХМФ. Существует и иностранный аналог, который обозначается как DIN 14MoV63. Данный тип теплоустойчивой стали относится к перлитному классу. При температуре 600 градусов Цельсия, начинается процесс интенсивного образования окалины. Т.к. 12Х1МФ является ограниченно свариваемой, рекомендуется предварительное тщательное прогревание и только потом надлежащая термообработка. Описанные характеристики данного вида стали, позволяют применять ее для изготовления трубо- и паропроводов, составляющих пароперегревателей, газовых турбин и коллекторов с высоким давлением. Изготавливаются детали трубопроводных установок и трубопроводной арматуры с закалкой на воздухе или в масло и отпуском на воздухе. А также для других деталей, от которых требуется слаженная и безотказная работа при высоких температурах (570-585 градусов) или нагрузках: патрубков, донышек, колец, воротниковых фланцев, штуцеров, тройников, а также прямоугольных деталей тепловых электростанций, трубопроводов или энергооборудования абсолютное давление в которых, выше 3,9 МПа. Свариваемость данной марки колеблется от легкой до трудносвариваемой: · сварка без ограничений не требует ни предварительной, ни последующей термической обработки; · ограниченно свариваемая сталь нуждается в прогреве перед свариванием до 100-120 градусов Цельсия и дополнительной обработке после сварки; · при варке трудносвариваемой стали, необходимо прогреть элементы до 200-300 градусов, и лишь после этого начинать сварку. Тип 12Х1МФ – жароустойчив и низколегирован, содержит средние значения углерода (0,12%,) и легирующиххимических элементов: хром (1%), ванадий и молибден (каждого по 0,3%). Предназначена для создания теплоусточивых деталей и конструкций. Ознакомившись с нашими ценами, вы можете приобрести сталь 12Х1МФ/12ХМФ и различные изделия из нее: трубы, круги, листы.
Химический состав в % стали 12Х1МФ.
Механические свойства при Т=20oС стали 12Х1МФ. |
||||||||||
 Плотность при 20 градусах по Цельсию составляет примерно 7,8х10? кг/м?. Поставляется эта марка как в термически обработанном, так и в не обработанном состоянии.
Плотность при 20 градусах по Цельсию составляет примерно 7,8х10? кг/м?. Поставляется эта марка как в термически обработанном, так и в не обработанном состоянии. После чего рекомендуется провести отжиг для получения более высокого качества швов.
После чего рекомендуется провести отжиг для получения более высокого качества швов.
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Пруток | Прод. | 480 | 260 | 21 | 55 | 1000 | Нормализация 960-980oC,Отпуск 740-760oC, | |
| Поковки | Прод. | 480 | 260 | 20 | 50 | 600 | Нормализация и высокий отпуск |
Физические свойства стали 12Х1МФ.
| T | E 10-5 | a106 | l | r | C | R 109 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 1. 98 98 | 7800 | 230 | |||
| 100 | 1.93 | 12.4 | 44 | 7780 | 278 | |
| 200 | 1.88 | 13.0 | 44 | 7750 | 343 | |
| 300 | 1.83 | 13.6 | 42 | 7720 | 430 | |
| 400 | 1.75 | 14.0 | 40 | 7680 | 532 | |
| 500 | 1.67 | 14.4 | 37 | 7640 | 647 | |
| 600 | 1.57 | 14.7 | 35 | 7600 | 775 | |
| 700 | 1.51 | 14.9 | 32 | 7570 | 962 | |
| 800 | 14.8 | 28 | 7540 | 1087 | ||
| 900 | 12.0 | 28 | 7560 | 1130 |
Обозначения:
| Механические свойства: | ||
| sв | – Предел кратковременной прочности, [МПа] | |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
| d5 | – Относительное удлинение при разрыве, [ % ] | |
| y | – Относительное сужение, [ % ] | |
| KCU | – Ударная вязкость, [ кДж / м2] | |
| HB | – Твердость по Бринеллю | |
| Физические свойства: | ||
| T | – Температура, при которой получены данные свойства, [Град] | |
| E | – Модуль упругости первого рода , [МПа] | |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] | |
| l | – Коэффициент теплопроводности (теплоемкость стали) , [Вт/(м·град)] | |
| r | – Плотность стали , [кг/м3] | |
| C | – Удельная теплоемкость стали (диапазон 20o – T ), [Дж/(кг·град)] | |
| R | – Удельное электросопротивление, [Ом·м] | |
Характеристика материала. Сталь12Х1МФ
Сталь12Х1МФ
| Марка | Сталь12Х1МФ (12ХМФ) |
| Классификация | Сталь жаропрочная низколегированная/ Сталь конструкционная теплоустойчивая |
| Заменитель | сталь 12Х1МФ–ПВ,13Х1МФ, сталь 15Х1М1Ф |
| Прочие обозначения | Сталь ЭИ-575, сталь 12Х1МФ, ст.12Х1МФ, 12Х1МФ, 12ХМФ |
| Иностранные аналоги | DIN 14MoV63 |
| Общая характеристика | сталь теплоустойчивая перлитного класса. Температура начала интенсивного окалинообразования 600°С. Сталь ограниченно свариваемая: рекомендуется подогрев и последующая термообработка. Плотность при 20°С – 7,8х10³ кг/м³. Поставляется в термообработанном состоянии (отожжённый, отпущенный или нормализованный с высоким отпуском) или без термической обработки. Температура начала интенсивного окалинообразования 600°С. Сталь ограниченно свариваемая: рекомендуется подогрев и последующая термообработка. Плотность при 20°С – 7,8х10³ кг/м³. Поставляется в термообработанном состоянии (отожжённый, отпущенный или нормализованный с высоким отпуском) или без термической обработки. |
| Применение | Сталь 12Х1МФ применяется: для изготовления труб пароперегревателей, трубопроводов и коллекторных установок высокого давления; для изготовления поковок для паровых котлов и паропроводов; для изготовления деталей цилиндров газовых турбин; для изготовления различных деталей, работающих при температуре до 570-585 °С; для изготовления деталей трубопроводов и трубопроводной арматуры с закалкой на воздухе или в масло и отпуском на воздухе; для изготовления деталей типа донышек, воротниковых фланцев, штуцеров, колец, патрубков, тройников и деталей прямоугольной формы для энергооборудования и трубопроводов с абсолютным давлением свыше 3,9 МПа тепловых электростанций.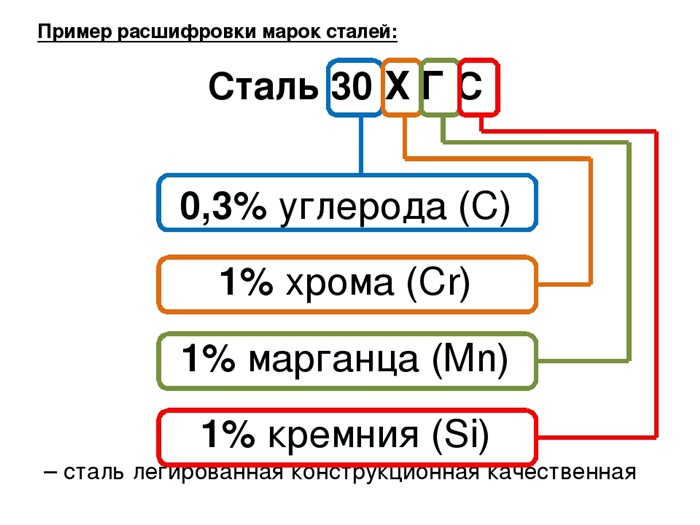 |
| Вид поставки | |
| Классификация, номенклатура и общие нормы | ГОСТ 20072-74 |
| Сортовой и фасонный прокат | ГОСТ 5949-75, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 20072-74 |
| Калиброванный пруток | ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78 |
| Калиброванный пруток со спецотделкой поверхности(серебрянка) | ГОСТ 14955-77 |
| Лист толстый | ГОСТ 5520-79 |
| Полоса | ГОСТ 4405-75, ГОСТ 103-76 |
| Поковки и кованые заготовки | ГОСТ 1133-71 |
Химический состав в % материала 12Х1МФ (12ХМФ)
| Химический элемент | % |
| Углерод (С) | 0,08-0,15 |
| Ванадий (V) | 0. 15-0.30 15-0.30 |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.20 |
| Молибден (Mo) | 0.25-0.35 |
| Марганец (Mn) | 0.40-0.70 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.025 |
| Хром (Cr) | 0.90-1.20 |
| Сера (S), не более | 0.025 |
Температура критических точек
| Критическая точка | Mn | Ar1 | Ac1 | Ar3 | Ac3 |
| °С | 430 | 730 | 760 | 825 | 890 |
Механические свойства стали 12Х1МФ (12ХМФ)
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | Ψ, % | KCU, Дж/м2 | HB |
Прутки. Нормализация 960-980 °С, воздух. Отпуск 700-750 °С, воздух. Нормализация 960-980 °С, воздух. Отпуск 700-750 °С, воздух. | |||||||
| 90 | 255 | 470 | 21 | 55 | 98 | ||
| Листы 2,3,16,18-й категорий термообработанные | |||||||
| 4-40 | 294 | 440-588 | 21 | 78 | |||
Поковки. Нормализация. Нормализация. | |||||||
| КП 215 | 215 | 430 | 24 | 53 | 54 | 123-167 | |
| КП 215 | 100-300 | 215 | 430 | 20 | 48 | 49 | 123-167 |
| КП 215 | 300-500 | 215 | 430 | 18 | 40 | 44 | 123-167 |
| КП 215 | 500-800 | 215 | 430 | 16 | 35 | 39 | 123-167 |
| КП 245 | 100-300 | 245 | 470 | 19 | 42 | 39 | 143-179 |
| КП 245 | 300-500 | 245 | 470 | 17 | 35 | 34 | 143-179 |
Механические свойства материала при повышенных температурах
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 |
Нормализация 950-1030 °С. Отпуск 680-760 °С. Отпуск 680-760 °С. | |||||
| 20 | 320-450 | 510-580 | 25-33 | 67-77 | 147-196 |
| 480 | 330 | 480-490 | 22 | 75 | 137 |
| 500 | 315-325 | 435-470 | 18-20 | 67-74 | |
| 520 | 315-325 | 430-450 | 21-24 | 75 | 108 |
| 560 | 215-315 | 305-500 | 20-26 | 78-84 | 127 |
| 580 | 205-245 | 295-440 | 22-28 | 66-84 | |
| 600 | 185-265 | 225-440 | 23-38 | 74-85 | |
Труба диаметром 273 мм с толщиной стенки 29 мм. Нормализация 980-1000°С. Отпуск 740-760 °С. Нормализация 980-1000°С. Отпуск 740-760 °С. | |||||
| 20 | 305 | 490 | 23-33 | 71-74 | 127-157 |
| 100 | 285 | 450 | 27 | 73 | 235 |
| 200 | 255 | 450 | 23 | 71 | 235 |
| 300 | 225 | 480 | 19 | 66 | 181 |
| 400 | 215 | 430 | 24 | 73 | 147 |
| 450 | 205 | 390 | 25 | 80 | |
| 480 | 225 | 410 | 28 | 78 | 127 |
| 500 | 205 | 345 | 25 | 81 | 132 |
| 540 | 225 | 355 | 28 | 83 | 137 |
| 600 | 175 | 215 | 25 | 87 | 235 |
Образец продольный (из трубы) диаметром 6 мм, длиной 30 мм. Скоростьдеформирования 16 мм/мин. Скорость деформации 0,009 1/с. Скоростьдеформирования 16 мм/мин. Скорость деформации 0,009 1/с. | |||||
| 850 | 73 | 82 | 36 | 85 | |
| 900 | 51 | 66 | 44 | 97 | |
| 950 | 44 | 60 | 54 | 98 | |
| 1000 | 35 | 50 | 60 | 100 | |
| 1050 | 30 | 42 | 56 | 100 | |
| 1100 | 23 | 31 | 58 | 100 | |
| 1150 | 14 | 18 | 55 | 100 | |
Механические свойства стали 12Х1МФ (12ХМФ) при испытании на длительную прочность
| Предел ползучести, МПа | Скорость ползучести, %/ч | t испытания,°С | Предел длительной прочности, МПа | Длит. испытания, ч испытания, ч | t испытания, ч |
| 177 | 1/10000 | 520 | 196 | 10000 | 520 |
| 127 | 1/100000 | 520 | 157 | 100000 | 520 |
| 116 | 1/10000 | 560 | 137 | 10000 | 560 |
| 82 | 1/100000 | 560 | 106 | 100000 | 560 |
| 88 | 1/10000 | 580 | 118 | 10000 | 580 |
| 61 | 1/10000 | 580 | 88-98 | 100000 | 580 |
Технологические свойства теплоустойчивой стали 12Х1МФ
| Температура ковки | Начала 1240, конца 780. Сечения до 50 мм охлаждаются в штабелях, 51-100 мм – в ящиках, 500-600 мм подвергаются низкотемпературному отжигу. Сечения до 50 мм охлаждаются в штабелях, 51-100 мм – в ящиках, 500-600 мм подвергаются низкотемпературному отжигу. |
| Свариваемость | ограниченно свариваемая. Способы сварки: РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термообработка. |
| Обрабатываемость резанием | В нормализованном и отпущенном состоянии при НВ ? 138 и σB = 460 МПа Kυ тв.спл. = 1.50, Kυ б.ст. = 1.35 |
Жаростойкость теплоустойчивого материала 12Х1МФ (12ХМФ)
| Среда | Температура, °С | Длительность испытания, ч | Глубина, мм/год |
| Воздух | 585 | 0,07 | |
| Воздух | 625 | 0,491 | |
| Воздух | 650 | 5000 | 0,509-1,2 |
Физическиее свойства стали 12Х1МФ (12ХМФ)
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 198 | 197 | 188 | 183 | 175 | 167 | 157 | 151 | ||
| Плотность, pn, кг/см3 | 7800 | 7780 | 7750 | 7720 | 7680 | 7640 | 7600 | 7570 | 7540 | 7560 |
| Коэффициент теплопроводности Вт/(м ·°С) | 44 | 44 | 42 | 40 | 37 | 35 | 32 | 28 | 28 | |
Уд. электросопротивление (p, НОм · м) электросопротивление (p, НОм · м) | 230 | 278 | 343 | 430 | 532 | 647 | 775 | 926 | 1087 | 1130 |
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 12. 4 4 | 13.0 | 13.6 | 14.0 | 14.4 | 14.7 | 14.9 | 14.8 | 12.0 |
Чувствительность к охрупчиванию стали 12Х1МФ (12ХМФ)
| Температура, °С | Время, ч | KCU, Дж/см2 |
| – | Исходное состояние | 176 |
| 600 | 3000 | 235 |
| 625 | 5000 | 245 |
Обозначения:
| Механические свойства : | ||
| sв | – Предел кратковременной прочности , [МПа] | |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
| d5 | – Относительное удлинение при разрыве , [ % ] | |
| y | – Относительное сужение , [ % ] | |
| KCU | – Ударная вязкость , [ кДж / м2] | |
| HB | – Твердость по Бринеллю , [МПа] | |
| Физические свойства : | ||
| T | – Температура, при которой получены данные свойства , [Град] | |
| E | – Модуль упругости первого рода , [МПа] | |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] | |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] | |
| r | – Плотность материала , [кг/м3] | |
| C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] | |
| R | – Удельное электросопротивление, [Ом·м] | |
| Свариваемость : | ||
| без ограничений | – сварка производится без подогрева и без последующей термообработки | |
| ограниченносвариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке и последующей термообработке | |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг | |
Нормативная документация
ГОСТ 103-76. Полоса стальная горячекатаная. Сортамент.Сталь 12Х1МФ.
ГОСТ 1133-71. Сталь кованая круглая и квадратная. Сортамент. Сталь 12X1МФ.
ГОСТ 2590-88. Прокат стальной горячекатаный круглый. Сортамент. Сталь 12Х1МФ.
ГОСТ 2591-88. Прокат стальной горячекатаный квадратный. Сортамент. Сталь 12Х1МФ.
ГОСТ 2879-88. Прокат стальной горячекатаный шестигранный. Сортамент. Сталь12X1MФ.
ГОСТ 4405-75. Полосы горячекатаные и кованые из инструментальной стали. Сортамент. Сталь 12Х1МФ.
ГОСТ 5520-79.Прокат листовой из углеродистой,низколегированной и легированной стали для котлов и сосудов,работающих под давлением. Технические условия.Сталь 12Х1МФ
Технические условия.Сталь 12Х1МФ
ГОСТ 5949-75. Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия. Сталь 12Х1МФ.
ГОСТ 7417-75.Сталь калиброванная круглая.Сортамент. Сталь 12Х1МФ.
ГОСТ 8559-57.Сталь калиброванная квадратная.Сортамент. Сталь 12Х1МФ
ГОСТ 8560-78.Прокат калиброванный шестигранный.Сортамент.Сталь 12Х1МФ
ГОСТ 20072-74.Сталь теплоустойчивая.Технические условия.Сталь 12Х1МФ
Дополнительная информация.
Соответствие советских и российских марок стали.
Международные аналоги сталей
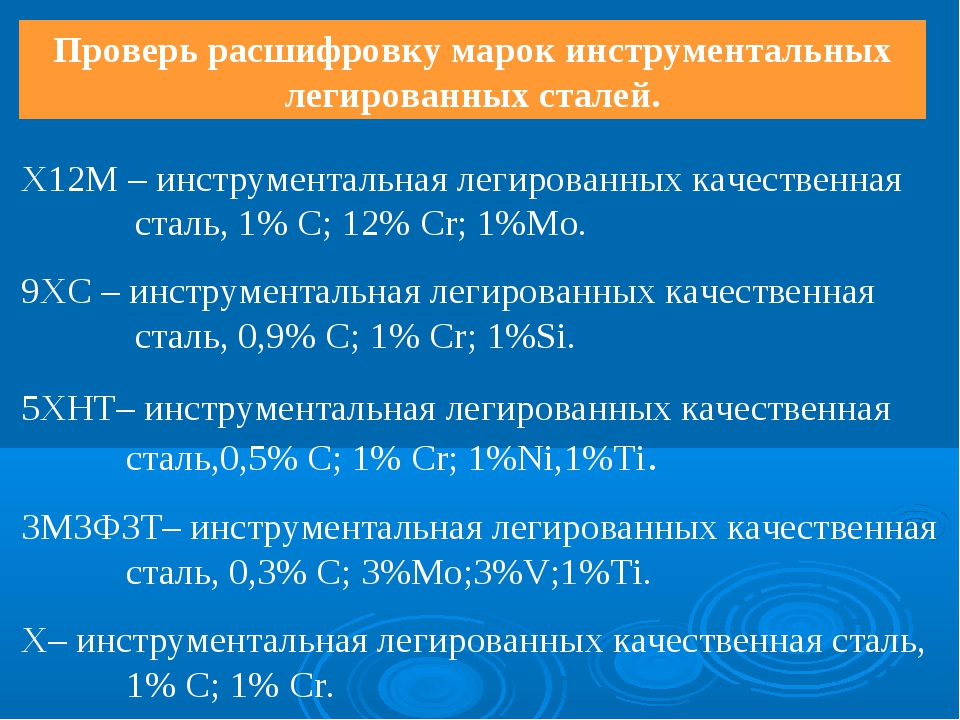
Сталь У12, У12А инструментальная углеродистая
- Расшифровка
- Заменитель
- Иностранные аналоги [1]
- Вид поставки
- Характеристики и применение
- Химический состав, % (ГОСТ 1435-99)
- Фазовый состав, % по массе
- Температура критических точек, °C [2]
- Закалка [3]
- Рекомендуемые режимы закалки [4]
- Обработка холодом [4]
- Рекомендуемые режимы отпуска [4]
- Температура отпуска различного инструмента из стали У12 [3]
- Твердость углеродистой стали У12 после отпуска [7]
- Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
- Технологический процесс изотермического отжига стали У12, У12А [6]
- Температура рекристаллизационного отжига стали [7]
- Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
- Твердость [4]
- Механические свойства в зависимости от температуры отпуска [8]
- Твердость стали в зависимости от температуры отпуска [8]
- Механические свойства в зависимости от температуры испытания
- Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
- Технологические свойства [10]
- Теплостойкость [10]
- Прокаливаемость [9, 11]
- Физические свойства при 20 °C [12]
- Коэффициент линейного расширения α*106, К-1
- Коэффициент теплопроводности λ Вт/(м*К)
- Удельная теплоемкость c, Дж/(кг*К)
- Модуль Юнга (нормальной упругости) Е, ГПа
- Модуль упругости при сдвиге на кручение G, ГПа
- Библиографический список
- Узнать еще
Расшифровка
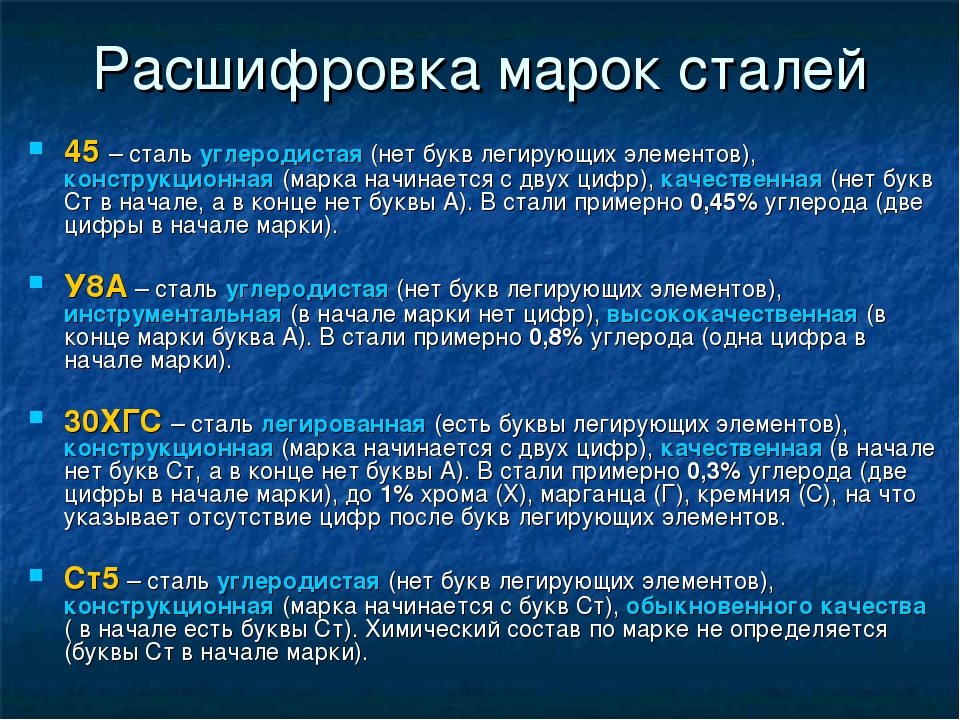
- Согласно ГОСТ 1435-99 буква У в обозначении марки стали означает, что сталь углеродистая.
- Следующая за буквой У цифра 12 указывает среднюю массовую долю углерода в десятых долях процента, т.е. среднее содержание углерода в стали 12 около 1,2%
- Наличие буквы А в конце маркировки означает, что сталь высококачественная, т.е. с повышенными требованиями к химическому составу.

Заменитель
Стали У10А, У11А, У10, У11.
Иностранные аналоги [1]
| Марка стали | Стандарт |
| N12 (Польша) | PN/H 85020 |
| N 12 E (Польша) | PN/H 85020 |
| S122 (Венгрия) | MSZ 4354 |
| U12 (Болгария) | BDS 6751 |
| И 12 А (Болгария) | BDS 6751 (83) |
| SK2 (Япония) | JIS G4401 (83) |
| 19221 (Чехия/Словакия) | CSN 419221 |
| BW1C (Великобритания) | B.S. 4659 (89) |
| C120 KU (Италия) | UNI 2955-82 Part 2 |
| C 120E3U (Франция) | AFNOR NF NF A 35-590 (92) |
| C 120 (Испания) | UNE 36071 (75) |
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 1435-90, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88.
- Калиброванный пруток ГОСТ 1435-90, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 1435-90, ГОСТ 14955-77. Лента ГОСТ 2283-79, ГОСТ 21997-76.
- Полоса ГОСТ 4405-75, ГОСТ 103-76.
- Поковка и кованая заготовка ГОСТ 1435-90, ГОСТ 4405-75, ГОСТ 1133-71.

Характеристики и применение
Инструментальная сталь У12 (У12А) относится к группе сталей пониженной прокаливаемостии. Стали данной группы должны закаливаться в воде, а инструмент из этой стали имеет, как правило, незакаленную сердцевину. Закалка в воде требует принятия мер против сильного коробления, т.е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
Опыт показывает, что прокаливаемость стали У12, У12А весьма непостоянна. Отдельные плавки одной и той же марки могут прокаливаться на разную глубину [3].
При выборе данной марки стали следует иметь в виду, что чем выше твердость (допустим больше углерода, более низкий отпуск), тем выше износоустойчивость, но меньше прочность. Следовательно, если работа инструмента не сопровождается ударными нагрузками, лезвийная кромка имеет достаточное сечение — желательно иметь высокую туердость (62 HRC и выше) и, следовательно, следует применять высокоуглеродистую сталь У12 и давать низкий отпуск (150-200 °C), в противном случае используют стали с меньшим содержание углерода, например У7-У8, после отпуска при 250-300 °C и ˂60 HRC [3]xxxxxxxxx.
Следовательно, если работа инструмента не сопровождается ударными нагрузками, лезвийная кромка имеет достаточное сечение — желательно иметь высокую туердость (62 HRC и выше) и, следовательно, следует применять высокоуглеродистую сталь У12 и давать низкий отпуск (150-200 °C), в противном случае используют стали с меньшим содержание углерода, например У7-У8, после отпуска при 250-300 °C и ˂60 HRC [3]xxxxxxxxx.
Сталь У12 применяется для изготовления инструмента с максимальной износостойкостью при наивысшей твердости, например:
- резцы,
- различный металлорежущий и мерительный инструмент,
- напильники,
- зубила для насечки напильников,
- граверный инструмент,
- волочильные доски и т.д.
Режущий инструмент, работающий в условиях, не вызывающих разогрева режущей кромки:
- метчики ручные,
- метчики машинные мелкоразмерные,
- плашки для круппов,
- развертки мелкоразмерные,
- надфили,
- измерительный инструмент простой формы: гладкие калибры, скобы,
- штативы для холодной шлифовки обрезных и вырубных небольших размеров и без переходов по сечению,
- холодновысадочные штампы и штемпели мелких размеров,
- калибры простой формы и пониженных классов точности.

Химический состав, % (ГОСТ 1435-99)
| Марка стали | Массовая доля элемента, % | ||||
| углерода | кремния | марганца | серы | фосфора | |
| не более | |||||
| У12 | 1,10-1,29 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,030 |
| У12А | 1,10-1,29 | 0,17-0,33 | 0,17-0,28 | 0,018 | 0,025 |
Фазовый состав, % по массе
| Феррит | Карбиды | Тип карбида |
| 81-83,5 | 18,5-17 | Fe3C |
Температура критических точек, °C [2]
| Ас1 | Ас3 | Аr1 | Мн |
| 730 | 820 | 700 | 200 |
Закалка [3]
Температура закалки заэвтектойдной стали У12А лежит в интервале между Ac3 и Ac1. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией. [3]
Рекомендуемые режимы закалки [4]
| Вариант | Температура, °C | Охлаждение | Охлаждение до 20 °C | HRC | Структура или балл мартенсита по шкале №3 ГОСТ 8233-56 | ||
| Среда | Температура, °C | Выдержка | |||||
| I | 770-790 | Вода | 20-40 | До 200-250 °C | В масле | 62-64 | 1 |
| II | 5%-ный водный раствор поваренной соли | 62-65 | |||||
| III | 5-10%-ный водный раствор щелочи | 62 — 64 | |||||
| IV | 790 — 810 | Масло индустриальное 12 | До 20 — 40 °C | — | 62-64 | 1-3 Для изделий диаметром или толщиной менее 6-8 мм | |
| 40 — 50 | Сорбит-троостит В зависимости от диаметра или толщины изделия | ||||||
| V | 790-810 | Расплав селитры, щелочи | 150 — 180 | Выдержка в расплаве равна выдержке при нагреве под закалку | На воздухе | 62-64 | 1-3 Для изделий диаметром или толщиной менее 6-8 мм |
| VI | Температуру расплава и продолжительность изотермической выдержки выбирают по диаграмме на рис.  1 в зависимости от требуемой твердости. 1 в зависимости от требуемой твердости.Охлаждение до 20 °C на воздухе | Сорбит-троостит | |||||
ПРИМЕЧАНИЯ:
- Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [5].
- Вариант III применяют для предотвращения образования мягких пятен при закалке.
- При добавлении в расплав щелочи 4 — 6% воды вариант V применяют для изделий диаметров или толщиной до 10-12 мм.
Обработка холодом [4]
| Вариант закалки | Температура охлаждения, °С | Назначение | Повышение твердости ΔHRC |
| I-V | -50 | Стабилизация размеров инструментов повышенной точности | 1-2 |
ПРИМЕЧАНИЕ. Обработку холодом производить не позднее 1 ч после закалки.
Рекомендуемые режимы отпуска [4]
| Вариант | Назначение отпуска | Температура нагрева, °С | Среда нагрева | HRC |
| I | Снятие напряжений, стабилизация структуры и размеров | 140-160 | Масло, расплав селитры, щелочи | 62-64 |
| 160-180 | 61-63 | |||
| 180-200 | 60 — 62 | |||
| 200-250 | 56-61 | |||
| II | Снятие напряжений и понижение твердости | См. примечание 2 примечание 2 | Расплав селитры, щелочи, печь с воздушной атмосферой | — |
ПРИМЕЧАНИЕ:
- Изделия высокой точности (1-2 мкм) после предварительного шлифования подвергают повторному отпуску (старению).
- Режим отпуска для получения твердости ниже HRC 56 выбирают по графику
в соответствии с требуемой твердостью. - Отпуск при температурах выше 250 С обеспечивает стабилизацию размеров изделий.
- Нормы нагрева и продолжительность выдержки при отпуске см. табл. 3 Приложения.
Температура отпуска различного инструмента из стали У12 [3]
| Виды инструмента | Сталь | Температура отпуска, °C | Приемочная твердость рабочей части HRC |
| Метчики | У12 | 180-200 | 60-62 |
| Развертки | У12 | 160-180 | 62-64 |
Твердость углеродистой стали У12 после отпуска [7]
| Марка стали | Режим акалки | Твердость после закалки HRC | Твердость HRC после отпуска при температуре в °С | |||||
| температура в °С | среда охлаждения | 200 | 300 | 400 | 500 | 600 | ||
| У12 | 770-790 | Через воду в масло | 62-64 | 61-63 | 54-58 | 48-52 | — | — |
Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
| Температура отжига °C | Тведость после отжига HB (не более) | Температура закалки °C |
| 760-780 °C | 207 | 760-790 °C |
Технологический процесс изотермического отжига стали У12, У12А [6]
| Марка стали | Первый нагрев | Изотермическая выдержка | Твёрдость HВ | ||
| Температура, °C | Выдержка в час | Температура, °C | Выдержка в час | ||
| У12, У12А | 750-770 | 1,5-2,5 | 640-680 | 1-2 | 187-207 |
Температура рекристаллизационного отжига стали [7]
| Обработка давлением, после которой выполняется отжиг | Марка стали | Температура отжига в °С |
| Холодная протяжка (калибровка) прутков | У12 | 700 |
Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
| Температура нагрева в °С | Охлаждение | Диаметр отпечатка по Бринелю в мм |
| 760-780 | С печью по 50° в час до температуры 500 °С, а затем на воздухе | ≥4,2 |
ПРИМЕЧАНИЕ. Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Твердость [4]
| Без °Cотжига | После °Cотжига | После °Cзакалки | |||
| dотп, мм | НВ | dотп, мм | НВ | Температура °Cзакалки, °С, °Cи охлаждающая среда | HRC |
| 3,7-3,3 | 269-341 | ≥4,2 | ≤207 | 760-780, вода | ≥62 |
Механические свойства в зависимости от температуры отпуска [8]
| tотп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 | Твердость HRCэ |
| 400 | 1370 | 1570 | 9 | 24 | 20 | 52 |
| 500 | 880 | 1040 | 11 | 30 | 29 | 40 |
| 600 | 650 | 760 | 18 | 52 | 44 | 26 |
ПРИМЕЧАНИЕ. Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Твердость стали в зависимости от температуры отпуска [8]
| tотп., °C | Твердость HRCэ |
| 160-180 | 62-64 |
| 180-220 | 59-63 |
| 200-270 | 55-61 |
| 450-500 | 37-47 |
ПРИМЕЧАНИЕ. Образцы сечением 21-30 мм. Закалка с 810-830 °C в воде.
Механические свойства в зависимости от температуры испытания
| tисп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 |
| Отжиг при 20 °C; твердость НВ 207 [4, 9] | |||||
| 20 | 325 | 590-690 | 28 | 45-55 | 27 |
| 200 | — | 570 | 23 | 47 | 73 |
| 400 | 310 | 450 | 41 | 60 | 69 |
| 600 | 110 | 140 | 56 | 74 | 62 |
| 700 | 59 | 76 | 56 | 82 | 356 |
| 800 | 53 | 72 | 59 | 85 | 323 |
| 900 | 34 | 40 | 52 | 91 | 225 |
| 1000 | 20 | 28 | 55 | 98 | 157 |
| Образец диаметром 5 мм и длиной 25 мм, °Cдеформированный и отожженный.  Скорость деформирования 10 мм/мин; °Cскорость деформации 0,007 1/с [10] | |||||
| 700 | — | 105 | 60 | 68 | — |
| 800 | — | 100 | 52 | 96 | — |
| 900 | — | 60 | 40 | 100 | — |
| 1000 | — | 34 | 65 | 100 | — |
| 1100 | — | 18 | 74 | 100 | — |
| 1200 | — | 15 | 92 | 100 | — |
Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
| Растяжение | Сжатие | Кручение | |||
| sk, кгс/мм2 | q, % | sсж, кгс/мм2 | q, % | τк, кгс/мм2 | q, % |
| 50-60 | 100-110 | 50-60 | 150-160 | 50-60 | 85-95 |
- sk — истинное сопротивление разрыву
- sсж — истинное сопротивление сжатию
- q, % — истиный сдвиг
- τк — истинный предел прочности при кручении
ПРИМЕЧАНИЕ. При всех видах деформации разрушение вязкое.
При всех видах деформации разрушение вязкое.
Технологические свойства [10]
- Температура ковки, °C: начала 1100, конца 750. Охлаждение замедленное на воздухе.
- Свариваемость — не применяется для сварных конструкций. Способ сварки — КТС.
- Обрабатываемость резанием — Kv тв.спл. = 1,0 и Kv σ.ст = 0,9 в отожженном состоянии при НВ 207.
- Склонность к отпускной хрупкости — не склонна.
- Флокеночувствительность — не чувствительна.
Теплостойкость [10]
| Температура, °C | Время, ч | Твердость HRCэ |
| 150-160 | 1 | 63 |
| 200-220 | 1 | 59 |
Прокаливаемость [9, 11]
| Термообработка | Критическая твердость HRCэ | Критический диаметр, мм, после закалки | |
| в воде | в масле | ||
| Закалка | 61 | 10-20 | 4-6 |
| Закалка с 760 °C | 42-66 | 20 | — |
ПРИМЕЧАНИЕ. Шлифуемость — хорошая.
Шлифуемость — хорошая.
Физические свойства при 20 °C [12]
| Термическая обработка | Hc, A/cм | μmax x 10-6, Г/м | 4πJs, T | ρ, Ом*мм2/м | γ, г/см3 |
| Отжиг | 6-8* | 85 | — | 1,9 | 7,81 |
| Закалка от 780-810 °C | 41-50 | 11-12,5 | 0,7-0,8 | 1,7-1,8 | — |
| Закалка от 780-810 °C, отпуск при 150-200 °C | 40-32 | 14-17,5 | 0,75-0,8 | 1,75-1,85 | — |
- Hc — коэрцитивная сила;
- μmax — максимальная магнитная проницаемость;
- 4πJs — магнитное насыщение;
- ρ — удельное сопротивление;
- γ — плотность;
*Нижний предел значений Hc соответсвует структуре зернистого перлита, верхний — пластинчатого перлита.
Коэффициент линейного расширения α*106, К-1
| Марка стали | α*106, К-1 при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| У12, У12А | 10,5 | 11,8 | 12,6 | 13,4 | 14,1 | 14.8 | 15.3 | 15,0 | 16,3 | 16,8 |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| У12, У12А | — | 45 | 43 | 40 | 37 | 35 | 32 | 28 | 24 | 25 |
Удельная теплоемкость c, Дж/(кг*К)
| Марка стали | c, Дж/(кг*К), при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| У12, У12А | 469 | 503 | 519 | 536 | 553 | 720 | 611 | 712 | 703 | 699 |
Модуль Юнга (нормальной упругости) Е, ГПа
| Марка Стали | При температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | ||||
| У12 | 209 | 205 | 200 | 193 | 185 | 178 | 166 | |||
| У12А | 209 | 205 | 200 | 193 | 185 | 178 | 166 | |||
Модуль упругости при сдвиге на кручение G, ГПа
| Марка стали | При температуре испытаний, °С | ||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | |
| У12, У12А | 82 | 80 | 78 | 75 | 72 | 69 | 63 |
Библиографический список
- Шишков М. М. Марочник сталей и сплавов. 2000 г.
- Позняк Л.А. Инструментальные стали: Справочник. -М.: Металлургия. 1977 г.
- Гуляев А.П. Металловедение. 1977 г.
- Гуляев А.П. Инструментальные стали. Справочник. 1975 г.
- Смольников Е.А. Как расчитать время нагрева при закалке. «Металловедение и термическая обработка металлов». 1970 г. №12
- Каменичный И.С. Практика термической обработки инструмента. 1952 г.
- Филинов С.А., Фиргер И. В. Справочник термиста. 1969 г.
- Тылкин М.А. Прочность и износостойкость деталей металлургического оборудования. 1965 г.
- Марочник стали и сплавов, 3-е изд. Под ред. Крянина И.Р. 1977 г.
- Марочник стали и сплавов. Под ред. Сорокина В.Г. 1989 г.
- Марочник сталей. — М.: ЦБТИ, 1961 г.
- Марочник стали для машиностроения. НИИМАШ. 1965 г.
 М. Марочник сталей и сплавов. 2000 г.
М. Марочник сталей и сплавов. 2000 г.Обозначения марок листового металла
1008/1010. 5182. 316L. Это лишь некоторые из оценок, которые вы можете заказать для приложения. Но какие они? А что мы можем предположить о свойствах, основываясь только на терминологии оценок?
Но какие они? А что мы можем предположить о свойствах, основываясь только на терминологии оценок?
Углеродистая и низколегированная листовая сталь
Спецификации стали были впервые разработаны перед Второй мировой войной Подразделением черной металлургии Общества инженеров автомобильной промышленности (SAE) в сотрудничестве с Американским институтом железа и стали (AISI).В наши дни AISI больше не пишет спецификации, касающиеся состава стали, хотя их все еще иногда называют спецификациями AISI / SAE.
Технические характеристики, касающиеся обозначения и требуемого химического состава углеродистой и низколегированной стали, см. В SAE J403, «Химический состав углеродистой стали SAE » (standard.sae.org/j403_201406).
Идентификатор марки SAE для углеродистых и низколегированных сталей представляет собой четырехзначное число, например 1008, 1020 или 4340. Первая цифра указывает на первичный легирующий элемент; вторая цифра отражает тип и количество других легирующих элементов; а последние две цифры указывают на содержание углерода в сотых долях процента по массе (см. Рисунок 1 ).
Рисунок 1 ).
Например, сталь 1010 – это углеродистая сталь с номинальным содержанием углерода 0,10%. В спецификации SAE J403 Grade 1010 указано, что сталь может поставляться с содержанием углерода от 0,08 до 0,13 процента. С другой стороны, в случае SAE J403 Grade 1008, спецификация допускает до 0,10% углерода без минимума. Не существует единой спецификации «AISI 1008/1010», несмотря на то, что она присутствует на многих частях; это две разные марки с разными допустимыми диапазонами состава.
Последние две цифры марки SAE указывают номинальный уровень углерода. Эмпирическое правило состоит в том, что с увеличением содержания углерода увеличивается прочность, снижается пластичность, и сварка становится более сложной задачей. Это просто обобщение, поскольку на эти атрибуты влияют многие другие факторы. Существует допуск на допустимое количество каждого элемента, поэтому в этом примере возможно, что сталь 1010 (от 0,08 до 0,13 процента углерода) будет иметь меньше углерода, чем сталь 1008 (максимум 0,10 процента углерода). Тем не менее, при сравнении, например, стали 1010 со сталью 1020, последние две цифры позволяют сделать разумные предположения об их относительных перспективах производительности.
Тем не менее, при сравнении, например, стали 1010 со сталью 1020, последние две цифры позволяют сделать разумные предположения об их относительных перспективах производительности.
Листовые алюминиевые сплавы
Как и стальные сплавы, числовые обозначения алюминиевых сплавов позволяют отличить одно семейство и состав сплава от другого. Однако, в отличие от стальных сплавов, только первая цифра в обозначении марки говорит о составе. Для обозначения семейств иногда используют обозначение 5XXX series или 5000 series, например, потому что по оставшимся трем цифрам нельзя различить значимую информацию.
Обозначения марок алюминия и пределы по составу можно найти в Aluminium Teal Sheets (www.aluminium.org/sites/default/files/TEAL_1_OL_2015.pdf).
Буква, обозначающая состояние, следует за первыми четырьмя цифрами, чтобы указать, поставляется ли материал уже закаленным (H), термообработанным (T) или отожженным (O) на стане. Отожженное состояние обеспечивает наименьшую прочность и наибольшее удлинение сплава. Любые цифры после обозначения H или T указывают на тип и степень специальной обработки, использованной для упрочнения сплава (см. Рисунок 2) .Например, сплав с состоянием T6 был подвергнут термообработке на твердый раствор, закалке и искусственному старению. Это означает, что на мельнице его выдерживали при определенной температуре в течение определенного времени, закаливали и повторно нагревали до примерно 350 градусов по Фаренгейту в течение определенного периода времени для повышения прочности за счет контролируемого осаждения. Состояние h29 представляет собой сплав, который подвергался значительной обработке холодной прокаткой и не подвергался последующему отжигу, в результате чего получился высокопрочный продукт.
Любые цифры после обозначения H или T указывают на тип и степень специальной обработки, использованной для упрочнения сплава (см. Рисунок 2) .Например, сплав с состоянием T6 был подвергнут термообработке на твердый раствор, закалке и искусственному старению. Это означает, что на мельнице его выдерживали при определенной температуре в течение определенного времени, закаливали и повторно нагревали до примерно 350 градусов по Фаренгейту в течение определенного периода времени для повышения прочности за счет контролируемого осаждения. Состояние h29 представляет собой сплав, который подвергался значительной обработке холодной прокаткой и не подвергался последующему отжигу, в результате чего получился высокопрочный продукт.
Крупные рынки листовых алюминиевых сплавов включают банки для напитков, автомобили и самолеты.Каждое из этих приложений имеет разные потребности, поэтому некоторые семейства / марки чаще указываются для штампованных деталей в зависимости от предполагаемого использования.
Рисунок 1 . В соглашении об именах углеродистых и низколегированных сталей первая цифра указывает на первичный легирующий элемент, вторая цифра отражает тип и количество других легирующих элементов, а последние две цифры указывают на содержание углерода в сотых долях процента.
В серии 3XXX марганец является основным легирующим элементом с алюминием. Эти сплавы не поддаются термообработке, поэтому прочность достигается в первую очередь за счет наклепа во время штамповки. Корпуса банок для напитков изготавливаются из 3004-х29 или 3104-х29.
Магний – основная добавка в серии 5XXX. Эти сплавы не поддаются термообработке, и любое деформационное упрочнение от формования может быть потеряно, если используется цикл краска-выпечка или рабочая температура превышает примерно 150 градусов по Фаренгейту.Они восприимчивы к образованию полос Людерса (деформации растяжителя), поэтому эти сплавы не являются лучшими кандидатами для открытых применений, где происходит вытяжка или растяжение.
Корпуса банок для напитков подвергаются значительному уменьшению толщины в результате процесса вытяжки и утюжки стенки (DWI), что приводит к увеличению прочности. Торцы банок с напитками не обрабатываются таким образом, поэтому необходимо начать с более прочного сплава. Поэтому концы банок делаются из 5182-х29. С точки зрения вторичной переработки легирующие элементы 3004/3104 и 5182 совместимы, что делает банки для напитков одним из наиболее утилизируемых продуктов в Северной Америке.
Сплавы серии 6XXX поддаются термообработке и помимо алюминия содержат магний и кремний. Эти сплавы упрочняются во время формовки, а также в процессе покраски и выпечки. Сплавы из серии 6XXX обычно используются для автомобильных закрывающих панелей, поскольку они относительно легко поддаются формованию при поставке с мельницы и затвердевают до состояния T6 при обработке в цикле покраски-выпечки. Некоторые автомобильные компании предпочли бы использовать сплавы 5ХХХ для неэкспонированных применений, но затраты, связанные с обеспечением отделения лома от лома, произведенного из деталей 6ХХХ, перевешивают преимущества. Таким образом, продукты серии 6ХХХ используются для некоторых конструкций кузовов, несмотря на дополнительные материальные затраты по сравнению со сплавами 5ХХХ.
Таким образом, продукты серии 6ХХХ используются для некоторых конструкций кузовов, несмотря на дополнительные материальные затраты по сравнению со сплавами 5ХХХ.
Серия 7XXX давно используется в аэрокосмической отрасли. В этом семействе цинк является основным легирующим элементом. Когда в сплаве присутствует магний (с медью или без нее), этот сорт обеспечивает высокую прочность и способность к термической обработке. Поскольку серия 7XXX демонстрирует более высокую прочность, чем сплавы 5XXX или 6XXX, в настоящее время ведутся исследования, направленные на преодоление проблем, связанных с использованием этого семейства сплавов в конструкциях автомобилей.Горячее формование (штамповка, выполняемая при температуре около 400 градусов по Фаренгейту) – один из способов улучшить формуемость этих сплавов. Лом деталей 7XXX должен быть отделен от других сортов, чтобы сохранить ценность и возможность вторичной переработки.
Нержавеющая сталь
Нержавеющая сталь – это сплавы на основе железа, содержащие не менее 10 процентов хрома. На поверхности образуется прозрачная оксидная пленка с высоким содержанием хрома, которая ограничивает дальнейшее окисление или ржавление. Нержавеющие стали названы в соответствии с их микроструктурой и механизмами упрочнения.Они сгруппированы в пять категорий: аустенитные, ферритные, мартенситные, дисперсионно-упрочненные и дуплексные.
На поверхности образуется прозрачная оксидная пленка с высоким содержанием хрома, которая ограничивает дальнейшее окисление или ржавление. Нержавеющие стали названы в соответствии с их микроструктурой и механизмами упрочнения.Они сгруппированы в пять категорий: аустенитные, ферритные, мартенситные, дисперсионно-упрочненные и дуплексные.
Обозначения, химические пределы и требования к свойствам растяжения можно найти в стандарте ASTM A240 / A240M, Стандартные спецификации для хромовых и хромоникелевых пластин, листов и полос из нержавеющей стали для сосудов под давлением и для общих приложений (www.astm .org / Standards / A240.htm).
Только первая цифра традиционного трехзначного обозначения класса указывает что-либо о продукте, поэтому эти материалы в общем описываются по их семейству: например, серия 3ХХ или серия 300 (см. Рисунок 3 ).
Нержавеющие стали серий 2ХХ и 3ХХ имеют аустенитную микроструктуру . Обычно они являются наиболее пластичными марками и могут деформироваться до относительно высокой прочности. Основными легирующими добавками в нержавеющие стали серии 3ХХ являются хром и никель. В серии 2XX часть никеля заменяется марганцем и азотом.
Основными легирующими добавками в нержавеющие стали серии 3ХХ являются хром и никель. В серии 2XX часть никеля заменяется марганцем и азотом.
Некоторые из сплавов 4ХХ имеют ферритную микроструктуру. Сплавы этой серии практически не содержат никель. В отличие от аустенитных марок, ферритные марки не могут быть закалены термической обработкой, а только умеренно закалены холодной обработкой.
На момент написания статьи никель стоил 5 долларов за фунт, что ниже максимума 10 лет назад в 25 долларов за фунт. (Для справки, низкоуглеродистая сталь стоит около 0,50 доллара за фунт.) Поскольку никель составляет около 10 процентов от содержания сплавов серии 3ХХ, у компаний есть финансовый стимул для перехода на безникелевую серию 4ХХ. Конечно, есть компромисс: серия 3XX имеет лучшую формуемость и, следовательно, может изготавливать более сложные детали. Переход на сплав серии 4XX может потребовать внесения некоторых изменений в детали или процесс.
Рисунок 2 . Эта таблица объясняет терминологию отпуска для алюминиевых сплавов.
Эта таблица объясняет терминологию отпуска для алюминиевых сплавов.
Мартенситная нержавеющая сталь (также входит в серию 4ХХ) содержит больше углерода, чем ферритные марки. Они могут подвергаться термообработке до различных уровней твердости и прочности. Однако они не так устойчивы к коррозии, как аустенитные или ферритные марки.
Осадочно-упрочненная нержавеющая сталь может быть аустенитной или мартенситной в отожженном состоянии.Эти марки обладают очень высокой прочностью после термообработки, которая вызывает выделение твердых интерметаллических соединений из кристаллической решетки при отпуске мартенсита. Сплав обычно описывается количеством хрома и никеля в продукте; например, 17-7PH – это сплав нержавеющей стали, содержащий 17 процентов хрома и 7 процентов никеля, упрочняемый за счет контролируемого осаждения. Кроме того, некоторые марки теперь обозначаются в серии 6XX. Например, SS631 и 17-7PH описывают один и тот же сплав.
Дуплексные сплавы нержавеющей стали содержат примерно равную смесь аустенита и феррита в своей структуре. Они обладают характеристиками обеих фаз с более высокой прочностью и пластичностью. Здесь общее название состоит из четырех цифр: первые две – это содержание хрома, а последние две – содержание никеля. Например, 2205 – это дуплексный сплав, содержащий 22 процента хрома и 5 процентов никеля.
Они обладают характеристиками обеих фаз с более высокой прочностью и пластичностью. Здесь общее название состоит из четырех цифр: первые две – это содержание хрома, а последние две – содержание никеля. Например, 2205 – это дуплексный сплав, содержащий 22 процента хрома и 5 процентов никеля.
Иногда после номера класса добавляются разные суффиксы. L указывает на более низкий уровень углерода, что обычно делается для повышения свариваемости за счет прочности.N означает дополнительный азот, добавленный для увеличения текучести и прочности на разрыв.
Взаимосвязь между химическим составом и свойствами при растяжении
По большей части взаимосвязь между химическим составом и свойствами при растяжении ограничена. В качестве примера возьмем две скрепки, каждая с одинаковым химическим составом. Одну согните несколько раз, а другую оставьте нетронутой. У них все еще идентичный химический состав, но у одного остается большая остаточная формуемость. Чтобы представить это на реальном примере, рассмотрим две катушки с одинаковым нагревом, что означает, что они имеют идентичный химический состав. Одна катушка имеет проблемы с формой, поэтому ее снова скручивают, чтобы сплющить. Это приводит к улучшению формы, но также увеличивает прочность и снижает удлинение. Если вы покупаете катушку, основанную только на химии, завод может предоставить вам любую катушку для удовлетворения вашего заказа.
Одна катушка имеет проблемы с формой, поэтому ее снова скручивают, чтобы сплющить. Это приводит к улучшению формы, но также увеличивает прочность и снижает удлинение. Если вы покупаете катушку, основанную только на химии, завод может предоставить вам любую катушку для удовлетворения вашего заказа.
Для деталей, у которых есть потенциальные проблемы с формованием, рекомендуется проводить испытание на растяжение при каждой поставке. Вы можете понести номинальные дополнительные расходы на испытание, но это сводит к минимуму вероятность того, что вам придется вносить изменения в инструменты или процесс, чтобы приспособить одну катушку, которая может не иметь тех же свойств, что и те, которые вы получали в прошлом.
Рисунок 3 . Это взаимосвязь состава и свойств в семействе сплавов нержавеющей стали. Предоставлено ASM Intl. (www.asminternational.org/documents/10192/1849770/06940G_Chapter_1.pdf).
Понимание универсального языка номеров деталей разъема для жидкости SAE
Это может быть трудным прыжком в новую карьеру или новую область и необходимость догнать уровень понимания, который, по вашему мнению, у вас уже должен быть. Этот пост должен помочь вам добавить еще одну морщинку в ваш мозг, чтобы вы чувствовали себя увереннее в своей базе знаний. Тема, которую мы рассмотрим, – это захватывающий язык номеров деталей соединителей для жидкости (гидравлические фитинги) SAE.
Этот пост должен помочь вам добавить еще одну морщинку в ваш мозг, чтобы вы чувствовали себя увереннее в своей базе знаний. Тема, которую мы рассмотрим, – это захватывающий язык номеров деталей соединителей для жидкости (гидравлические фитинги) SAE.
Это довольно распространенная практика, когда номера деталей предназначены для помощи в различении деталей, не требуя описания, это иногда называют «интеллектуальным номером детали». Каждый поставщик фитингов имеет свою собственную уникальную систему нумерации.Поскольку также является обычной практикой цитировать нескольких поставщиков, инженерам может потребоваться подтверждение 3, 4 или 5+ номеров деталей поставщиков для одного и того же функционального компонента. Легко заблудиться в траве, не зная, совпадает ли часть x от поставщика x с частью y от поставщика y, или вы пытаетесь сравнить яблоко с апельсином.
SAE J846 – Универсальный язык
Хорошая новость заключается в том, что SAE (Общество автомобильных инженеров) имеет стандарт, который помогает инженерам различать, какой соединитель жидкости принадлежит от одной марки к другой. Цель стандарта – убедить производителей оборудования в том, что они сравнивают яблоки с яблоками. Этот стандарт – SAE J846, «Системы кодирования для идентификации проводников и соединителей жидкости» (в этом посте используется версия, выпущенная в ноябре 2015 года) . SAE J846 использует ту же концепцию, что мы упоминали выше в отношении «умных номеров деталей». SAE J846 следует рассматривать как универсальный язык между поставщиками проводников и соединителей для жидкости.
Цель стандарта – убедить производителей оборудования в том, что они сравнивают яблоки с яблоками. Этот стандарт – SAE J846, «Системы кодирования для идентификации проводников и соединителей жидкости» (в этом посте используется версия, выпущенная в ноябре 2015 года) . SAE J846 использует ту же концепцию, что мы упоминали выше в отношении «умных номеров деталей». SAE J846 следует рассматривать как универсальный язык между поставщиками проводников и соединителей для жидкости.
Хотя SAE J846 призван помочь инженерам, цифры довольно длинные и пугающие, но если вы знаете, на что смотрите, вы можете использовать стандарт как кольцо декодера.Итак, начнем с простого примера: SAE J514 12 070101 SA . Глядя на этот номер детали, это может показаться очень устрашающим. Тем не менее, этот большой номер детали можно разбить на четыре части, чтобы облегчить понимание. На рисунке 1 показан номер детали, разбитый на четыре части, чтобы вы могли видеть, что мы объясняем.
Рисунок 1
Раздел 1: Номер SAE
Номер SAE в начале номера детали является ссылкой на стандарт, связанный с идентификацией фитинга.Номер SAE подскажет, с каким типом фитинга вы работаете. Используя пример на рис. 1, SAE J514 – это особый стандарт SAE, который охватывает фитинги с отбортовкой под углом 37 градусов и без отбортовки под углом 24 градуса, а также фитинги и переходники. Другой пример стандарта SAE, который можно использовать, – это SAE J1453, который используется для фитингов с торцевым уплотнением с уплотнительным кольцом. Список других применимых стандартов, в которых будет использоваться такая же номенклатура, можно найти в SAE J846 в разделе «Публикации SAE.”
Раздел 2: Размер
Теперь, когда мы декодировали раздел 1, давайте перейдем к разделу 2 в номере детали SAE. В разделе 2, показанном на Рисунке 1, указан размер фитинга. Стандартная практика – размеры на шестнадцатый дюйм. Как и в случае, размер 8 – это размер 8/16 дюйма или ½ дюйма, который является предполагаемым наружным диаметром трубы, подходящей для данного фитинга. Размер, показанный в нашем примере, довольно простой (12), но с фитингами может быть сложнее. Например, у вас может быть размер 8 на конце трубки и размер 10 на конце порта, это будет показано как 8-10.Размер конца трубы всегда указывается перед размером конца порта. У вас также может быть футболка или крестик, которые только добавляют к тому, как это число может выглядеть. Подобно тому, что показано на Рисунке 1B в SAE J846, Рисунок 2 показывает вам, в каком порядке размеры должны соответствовать тройниковому фитингу.
Как и в случае, размер 8 – это размер 8/16 дюйма или ½ дюйма, который является предполагаемым наружным диаметром трубы, подходящей для данного фитинга. Размер, показанный в нашем примере, довольно простой (12), но с фитингами может быть сложнее. Например, у вас может быть размер 8 на конце трубки и размер 10 на конце порта, это будет показано как 8-10.Размер конца трубы всегда указывается перед размером конца порта. У вас также может быть футболка или крестик, которые только добавляют к тому, как это число может выглядеть. Подобно тому, что показано на Рисунке 1B в SAE J846, Рисунок 2 показывает вам, в каком порядке размеры должны соответствовать тройниковому фитингу.
Рисунок 2
Если вам нужны другие конфигурации, SAE J846 также описывает, что делать в сценариях, которые не соответствуют номенклатуре труб и портов, это описано в разделе 3.1.1. в J846. Например, в нем говорится, что в случае фитингов «труба к трубе» сначала идет труба самого большого размера.
Раздел 3. Идентификация фитинга
Этот раздел – самая устрашающая часть номера детали SAE. На самом деле, это самый полезный раздел при попытке определить, что такое фитинг. И снова наш номер детали – SAE J514 12 070101 SA. То, что обозначено как Раздел 3 на Рисунке 1, называется «070101», это число может быть разбито на еще три группы по два, 07, 01 и 01, как вы можете видеть на Рисунке 3. Таблицы, на которые мы будем ссылаться, находятся в SAE J846.
Что означают эти числа?
Рисунок 3
- 07 в Таблице 6 означает «развальцовка под 37 градусов, гидравлическая согласно SAE J514»
- 01 в таблице 7 означает «прямой»
- 01 в Таблице 8 означает «труба, все концы»
Теперь, когда мы расшифровали эти числа, можете ли вы сказать, какой тип фитинга? Давайте объединим это с тем, что мы узнали в предыдущих разделах. Фитинг имеет размер 12, развальцовку на 37 градусов (JIC), прямой, с концами труб с обеих сторон, также известный как прямой фитинг на 37 градусов.
Фитинг имеет размер 12, развальцовку на 37 градусов (JIC), прямой, с концами труб с обеих сторон, также известный как прямой фитинг на 37 градусов.
Pro Совет: Будьте осторожны с таблицей 6, потому что в таблицах 6A и 6B отображается одно и то же содержимое, только расположенное по-разному. Однако эти две схемы могут быть очень полезными. Используйте таблицу 6A, когда вы пытаетесь узнать, какой у вас уже есть номер, и используйте таблицу 6B, когда вы определяете, каким должен быть номер детали.
Раздел 4: Обработка материалов и сборка
Наконец, у нас есть последняя часть номера детали. В этом разделе указывается, из какого материала изготовлен фитинг и является ли фитинг в сборе (например, с втулкой и гайкой). Они определены в таблице 10 раздела 3.1.4 документа J846.
Вот несколько примеров:
- BA для обозначения латунного узла
- CA для обозначения сборки из углеродистой стали
- SA для обозначения сборки из нержавеющей стали
Если это не полная сборка (т. е.е., без втулки и гайки), затем мы опускаем A, поэтому B означает латунь, C означает углеродистую сталь, а S означает нержавеющую сталь.
е.е., без втулки и гайки), затем мы опускаем A, поэтому B означает латунь, C означает углеродистую сталь, а S означает нержавеющую сталь.
Pro Совет: Будьте осторожны с S и C, потому что во многих случаях S обычно означает сталь (углеродистую сталь) в номенклатуре большинства производителей, а C может обозначать нержавеющую сталь (CRES). SAE использует C для обозначения углеродистой стали и S для обозначения нержавеющей стали.
Pro Совет: В приложении к стандарту SAE J846 несколько скрыта таблица A1, которая содержит коды для дополнительных материалов и отделок, не включенных в таблицу 10.
Код теперь расшифрован, и мы знаем, какой тип приспособления соответствует номеру детали, показанному на рисунке 1. SAE J514 12 070101 SA – это прямой фитинг из нержавеющей стали размера 12, под отбортовку 37 градусов (JIC), с концами труб с обеих сторон (соединение), с гайкой и втулкой для каждого конца трубы. Пример этого фитинга (без гайки и втулки) показан на рисунке 4.
Рисунок 4
Резюме:
Вот краткое описание разблокированных разделов номера SAE:
Раздел 1: Номер SAE (например,SAE J514) является стандартом, которому соответствует арматура.
Раздел 2: Размер (например, 12 или 6-4).
Раздел 3: Идентификация фитинга, шестизначный дескриптор (например, 070101), определения этих цифр можно найти в SAE J846, в частности в таблицах 6, 7 и 8.
Раздел 4: Материал Обработка и сборка (например, BA или C) определены в Таблице 10 SAE J846.
Номенклатура очень полезна, если вы сможете расшифровать, о чем она говорит.Теперь, когда у вас есть базовый план, вы легко сможете перейти к J846 и понять, что он излагает. В случае сомнений возьмите кольцо декодера SAE J846 и проверьте свою работу. В конце концов, общие аспекты номера детали SAE, которые используются на вашей арене, станут другой частью вашего словаря. А пока используйте эти недавно полученные знания в своем поясе для инструментов, чтобы увидеть немного больше фитингов, изображенных на рисунке , и быть уверенным в том, что вы получаете нужные фитинги.
А пока используйте эти недавно полученные знания в своем поясе для инструментов, чтобы увидеть немного больше фитингов, изображенных на рисунке , и быть уверенным в том, что вы получаете нужные фитинги.
См. Страницу с часто задаваемыми вопросами в нашем отделе трубных фитингов www.parker.com/tfd-faq, где можно найти массу информации и ресурсов.
Если у вас есть вопросы или комментарии, отправьте их, и мы ответим, если это будет обосновано. Чтобы напрямую поговорить с нашей командой инженеров techConnect, с ними можно связаться по телефону Parker Tube Fittings Division, 614.279.7070. Ознакомьтесь с линейкой продуктов SAE подразделения Parker Tube Fittings Division.
Считаете ли вы этот пост полезным? Подпишитесь на сообщения TFD techConnect по электронной почте. TFD techConnect – это технически ориентированный ежемесячный блог, написанный инженерами для инженеров специально по проблемам управления движением и управления.
Хотите получать анонсы новых продуктов и обновления технологий от подразделения Parker Tube Fittings? Подпишитесь сегодня и будьте в курсе.
Предоставлено Эмили Александер, старшим инженером-проектировщиком подразделения трубных фитингов Parker, и
Предоставлено Берли Бейли, старшим инженером по проекту в Parker Tube Fittings Division
Дополнительные материалы по гидравлической трубке, шлангу и штуцерам порта:
Правда о номинальных давлениях для гидравлических фитингов и переходников
Четыре простых шага для определения гидравлической резьбы
Долларовый и разумный подход к предотвращению утечек гидравлического масла
Что нужно знать о тестировании гидравлической системы на загрязнение частицами
Имя ребенка Илона Маска: Илон Маск называет ребенка X Æ A-12, Twitter пытается расшифровать его с помощью веселых мемов
Имя ребенка, вопреки тому, как это может показаться на поверхности, может вызвать немало споров и тенденций в отношении мемов в мире. Twitterverse.Несколько лет назад актер Саиф Али Хан назвал своего сына Таймуром, что вызвало фурор в Твиттере.
Twitterverse.Несколько лет назад актер Саиф Али Хан назвал своего сына Таймуром, что вызвало фурор в Твиттере.Звезда реалити-шоу и светская львица Ким Кардашьян также подверглась массовому троллингу за то, что назвала своего первенца «Северо-Западом».
ReutersКим назвала своих детей Север, Чикаго, Святой и Псалом Запад.
От Карди Би и Гвинет Пэлтроу, называющих своих детей «Kulture» и «Apple», до Джейсона Ли, назвавшего своего новорожденного «Pilot Inspektor», голливудские знаменитости часто используют нестандартные имена для своих крошечных малышей.Getty Images
Первенца Карди Би зовут «Культура».
Теперь это технический магнат и соучредитель Tesla Илон Маск, чьи навыки именования детей, скажем так, оставили Twitterati менее чем впечатленным. Генеральный директор Space X назвал своего новорожденного “ X Æ A-12 ”, что на первый взгляд выглядит как случайная последовательность чисел, но, как и второй человек Маска, певец Граймс, каждый персонаж имеет значение и представляет что-то важное.
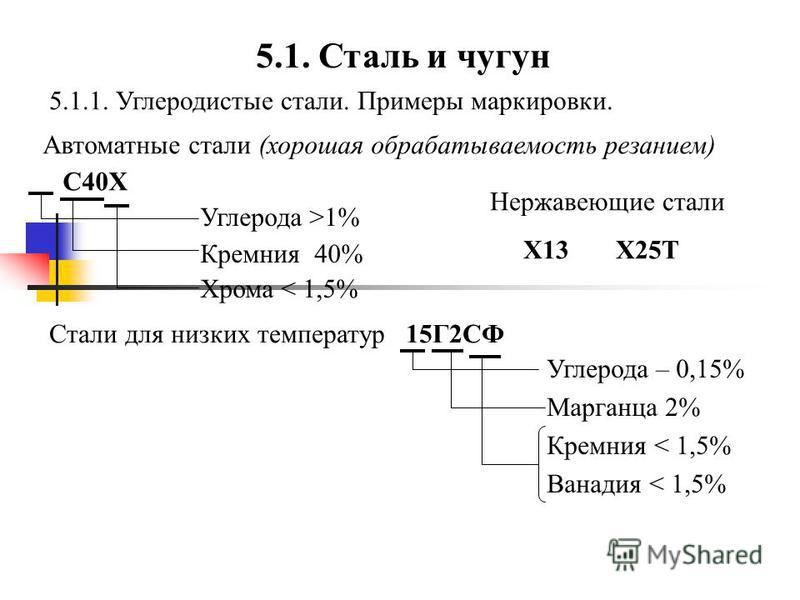
• X, неизвестная переменная ⚔️ • Æ, мое эльфийское написание Ai (любовь и / или искусственный интеллект) • A-12 = предшественник SR… https: // t.co / Vn38xXLLiA
– ꧁ ༒ Gℜiꪔ⃕es ༒ ꧂ 🍓🐉🎀 小 仙女 (@Grimezsz) 1588726461000По-видимому, «X» означает «неизвестная переменная», «Æ» – это эльфийское написание музыкантом слова «Ai» (любовь и / или искусственный интеллект), «A-12», как собрано, относится к Lockheed A-12, или, по словам Граймса, «предшественник [] SR-17 (наш любимый самолет). Ни оружия, ни защиты, только скорость. Великолепен в бою, но ненасильственен ».
Певец «Genesis» добавил: «A = Archangel, моя любимая песня», прежде чем закончить словами «металлическая крыса».”
Во-первых, нельзя не сопереживать борьбе школьных учителей маленького мальчика, которому было бы трудно произнести его имя во время переклички. Или, возможно, кто-то может относиться к бедному мальчику, которому, по всей вероятности, придется объяснять свое довольно длинное и запутанное имя каждый раз, когда он кого-то встречает.
Похоже, что времена, когда родители называли своих детей в честь фруктов, цветов или чего-то философского, давно прошли.
Но остается вопрос – все ли ученые и технические магнаты называют своих детей в честь, казалось бы, последовательной последовательности случайных алфавитов, которая имеет большой смысл для них, но не так для других? Что ж, есть много доказательств обратного.
Также кажется, что дни, когда родители называли своих детей в честь фруктов, цветов или чего-то философского, давно прошли. Называть детей именами научных переменных, сложных математических уравнений и символов, которых нет на клавиатуре, – это новая мода.
Twitterati не мог не дать свой веселый взгляд на довольно потустороннее имя, данное Маском своему новорожденному, и придумал множество мемов, над которыми, можно поспорить, посмеялись бы даже Граймс и Маск.
Пользователи сети понимали, с какой борьбой и младший Маск, и его учитель столкнутся в свой первый день в школе.
X Æ A-12: * шаги в классе * учитель: и как вас зовут, SweatheartX Æ A-12: https://t.co/FAeMZVqrVc
– 🅞𝐟𝐟 𝐓𝐡𝐞 𝐃o҉𝐦𝐞💔 (@ ilyas2xx) 1588733365000 Дитя Граймса: меня зовут X Æ A-12me: как вы это произносите? Дитя Граймса: https: // t.co / cyPDDKh38V
– аккаунт фаната yung Lean 🌱 (@groovytony__) 1588718489000 «иди в свою комнату» X Æ A-12: https://t.co/8BuGtVhqJ3
– неудачник ⋆ (@tristehomo) 1588730851000 X Æ A-12: * Спотыкается и царапает локоть * Учитель: Ты в порядке? Вам нужно пойти к медсестре? X Æ A-12: https: // t.co / dUVqV5QUOb
– Gatebreaker (@GatebreakerYT) 1588729933000
X Æ A-12 собирается в 3 часа утра в спальню Маска и Граймса, чтобы сказать им, что его вырвало https://t.co/3pA1eE7fEe
– í𝔩i (@peixoxoxo) 1588730984000 Подпункт: «Как я могу произнести ваше имя?» X Æ A-12: https://t.co/LrlfnUc3Hu
– Стивен А. Смит Бёрнер (@SASBurnerAcct) 1588734007000 * X Æ A-12 плохо себя ведет * Граймс: На сегодня хватит, тебя накажут X Æ A-12: НЕТ МАМЫ, ПОЖАЛУЙСТА, НЕ… 1588728005000
X Æ A-12, когда Илон и грязь проливают на него воду: https://t.co/ScLLfNltfP
– Дэн Хауэлл возвращается, риана скучает по тебе (@missingdnpg) 1588732765000 X Æ A-12: 01101001 00011001 01101101 00100000 01101000 01110101 01101110 01100111 01110010 01111001 его мама: wtf… https: // t. co / 832RnioMLY
– Кукуруза 🦦 (@sneeted) 1588699585000 co / 832RnioMLY
co / 832RnioMLYМладенцы на миллион долларов из мега-богатых: дальние проекты Лакшми Миттала, Илона Маска
Грандиозные проекты с большими карманами
Лакшми Миттал
Стоимость: 22,7 миллиона фунтов стерлингов (примерно 31,5 миллиона долларов)
Генеральный директор ArcelorMittal Лакшми Миттал ввел в эксплуатацию ArcelorMittal Orbit как символ и наследие Олимпийских игр 2012 года в Лондоне. Сделанный из 265 стальных двухэтажных автобусов, Orbit имеет 35 000 болтов и обеспечивает захватывающий вид на Олимпийский парк Королевы Елизаветы и Лондон с высоты 20 миль. Орбита, созданная сэром Анишем Капуром и Сесилом Бэлмондом, также считается самой высокой скульптурой в Великобритании.
Орбита, созданная сэром Анишем Капуром и Сесилом Бэлмондом, также считается самой высокой скульптурой в Великобритании.
Карлос Слим
Стоимость: 70 миллионов долларов
Мексиканский бизнес-магнат Карлос Слим основал Museo Soumaya в качестве гражданского подарка Мехико. Музей, названный в честь покойной жены Слима Сумайи, скончавшейся в 1999 году, открылся 28 марта 2011 года. Считается, что в музее хранится более 66 000 произведений искусства, относящихся к разным векам.Сообщается, что общая стоимость произведений искусства в музее составляет около 700 миллионов долларов, а строительство стоит 70 миллионов долларов.
Джордж П. Митчелл
Стоимость: 1 миллиард долларов (оценка)
Покойный техасский нефтяной миллиардер Джордж П. Митчелл (слева) (с женой Синтией) был известным филантропом. Ему приписывают новаторство в технологиях бурения сланцев. В 2011 году он пожертвовал 25 миллионов долларов на строительство Giant Magellan Telescope (GMT), который строится в чилийской пустыне Атакама и, как ожидается, будет завершен к 2024 году.По завершении строительства телескоп станет крупнейшей оптической обсерваторией в мире и будет иметь разрешающую способность в 10 раз больше, чем у космического телескопа Хаббла, одного из самых больших космических телескопов в истории.
В 2011 году он пожертвовал 25 миллионов долларов на строительство Giant Magellan Telescope (GMT), который строится в чилийской пустыне Атакама и, как ожидается, будет завершен к 2024 году.По завершении строительства телескоп станет крупнейшей оптической обсерваторией в мире и будет иметь разрешающую способность в 10 раз больше, чем у космического телескопа Хаббла, одного из самых больших космических телескопов в истории.
(Изображение: www.cgmf.org)
Эрик и Венди Шмидт
Стоимость: 60 миллионов долларов
Океанский институт Шмидта – некоммерческий фонд, основанный в 2009 году компанией Google. бывший исполнительный председатель Эрик Шмидт (слева).Сообщается, что пара решила основать институт после первого погружения Венди с аквалангом в 2009 году на Карибских Гренадинских островах. Супруги пожертвовали 100 миллионов долларов на создание института, который использует 272-футовый корабль для выполнения своей миссии по «расширению границ океанских исследований и разведки».
(Изображение: Twitter)
Сложность декодирования для упрощения
На протяжении более 60 лет Phenix Construction Technologies стремится предоставлять высококачественное проектирование, детализацию и изготовление сборных металлических зданий, легких и тяжелых сложных стальных конструкций и связанных с ними услуг по закупкам.Миссия компании – предоставлять клиентам инновационные, готовые к будущему решения стальных конструкций за счет своей деятельности, опыта и передового опыта.
Phenix постоянно поставляет безошибочные здания своим клиентам и подрядчикам, уделяя особое внимание технологиям нового поколения для визуализации и детализации зданий до совершенства. Многочисленные аккредитованные программы обеспечения качества компании гарантируют своим клиентам точную установку даже на самых сложных строительных площадках.
Phenix сегодня является крупнейшим экспортером сборных зданий и стальных конструкций из Индии. При объемах экспортных заказов от 50 до 8000 метрических тонн компания Phenix реализовала проекты в более чем 20 странах от Азии до Америки.
При объемах экспортных заказов от 50 до 8000 метрических тонн компания Phenix реализовала проекты в более чем 20 странах от Азии до Америки.
Специализированный персонал Phenix – более 800 профессионалов, 91 сертифицированный инженер и общая численность персонала более 2500 человек – верит в видение компании как лидера в области производства стальных конструкций благодаря своим предложениям продуктов и услуг:
Сборные металлические здания: каждый проект, над которым работает Phenix, разрабатывается по индивидуальному заказу и детализируется в соответствии с уникальными спецификациями и учитывает каждую физическую нагрузку и воздействие на окружающую среду.Здания компании построены в соответствии с самыми строгими стандартами, что позволяет создавать безошибочный продукт, который выдержит испытание временем.
Изготовление стали: в тех случаях, когда независимые инженеры проектировали стальную конструкцию, клиенты могут выбрать горячекатаный прокат любого размера, толщины и формы, включая двутавровую балку, трубу, прямоугольную, квадратную, стержневую и угловую. Компания производит продукцию в соответствии с мировыми и американскими стандартами, используя автоматизированную автоматизацию, что означает, что ее клиенты могут быть уверены, что реализованный проект будет правильным с первого раза.
Компания производит продукцию в соответствии с мировыми и американскими стандартами, используя автоматизированную автоматизацию, что означает, что ее клиенты могут быть уверены, что реализованный проект будет правильным с первого раза.
Закупки: Феникс – специалист по закупкам. Компания устанавливает прочные отношения с новыми и существующими поставщиками в постоянно растущей глобальной цепочке поставок, работая с клиентами и поставщиками, чтобы гарантировать, что детали каждого продукта, покупаемого Phenix, будут соответствовать создаваемой системе. Phenix готов провести клиентов через весь жизненный цикл продуктов, которые он поставляет для их зданий, независимо от того, был ли Phenix производителем или нет.
Услуги по проектированию и детализации: Специалисты Phenix используют 2-D, 3-D программное обеспечение и программное обеспечение для информационного моделирования зданий (BIM) для создания деталей соединений от самых простых до самых сложных структурных проектов для изготовления и монтажа.
Phenix – это имя, которому доверяют, в сфере комплексных решений для конструкций из предварительно спроектированной стали и металлоконструкций, которые являются синонимом точных решений, системного мышления и совершенства исполнения. Компания является подразделением M&B Group, инфраструктурного гиганта с шестидесятилетней историей, годовой оборот которого превышает 112 миллионов долларов.
Благодаря опытной команде профессионалов, глубокому пониманию местных сложностей, многопрофильным знаниям, дополненным современным производственным опытом и врожденной страстью к совершенству, Phenix с легкостью справляется со сложными спецификациями.Компания готова начать выстраивать новые связывающие отношения с компаниями на рынках Северной и Южной Америки.
Phenix, возможно, лучше всего инкапсулируется своей миссией «декодировать сложность для обеспечения простоты». Каждая деталь здания, подключение и связанный продукт вводятся в трехмерную модель BIM, которая предупреждает команду экспертов Phenix о любых конфликтах или ошибках проектирования. Затем эти детали изготавливаются в соответствии с точными спецификациями и автоматизируются в соответствии со строгими стандартами. Все дело в деталях.
Затем эти детали изготавливаются в соответствии с точными спецификациями и автоматизируются в соответствии со строгими стандартами. Все дело в деталях.
Для получения дополнительной информации посетите us.mbphenix.com или напишите по адресу [email protected].
Расшифровка хороших и плохих новостей
Неделя
Почему варианты COVID-19 могут растянуть пандемию до 2024 года
На прошлой неделе Нью-Йорк предоставил тревожную информацию о том, что происходит в бразильском городе Манаус, население которого ранее было Предполагалось, что в прошлом году он обеспечил широкую защиту от вируса, но вскоре обнаружил, что он переживает еще одну серьезную вспышку.Существуют теории относительно того, как это произошло – иммунитет сообщества переоценен, защита антител снижается, вариант становится более передаваемым или, что, возможно, наиболее беспокоит, вирус адаптируется, чтобы уклоняться от антител. Как бы то ни было, увеличение числа вариантов, подобных тому, что было в Бразилии, теоретически может отодвинуть конец игры назад. Axios сформулировал это несколько иначе: нынешняя пандемия может почти закончиться, но варианты могут вызвать новые. Было показано, что несколько вакцин хорошо работают против основного штамма коронавируса, а также против более передаточного U.Вариант K. также весьма восприимчив к ним, но вариант из Южной Африки выглядит более устойчивым. И, как отмечает Нью-Йорк, даже небольшое снижение эффективности может предотвратить «защиту в масштабах населения только с помощью вакцинации». Однако New York Times объясняет, что отчеты об эффективности вакцины часто не раскрывают всей картины. С научной точки зрения, исследования вакцин считают любую передачу безуспешной, но это, возможно, не самое главное. Novavax и Johnson & Johnson предоставили данные, которые показали, что их вакцины-кандидаты не остановили инфекцию в Южной Африке так же хорошо, как в других местах, но они по-прежнему очень успешно предотвращали тяжелые заболевания, госпитализации и смерть.Это предполагает возможный сценарий, при котором вакцины снижают уровень коронавируса до более легкого патогена.
Axios сформулировал это несколько иначе: нынешняя пандемия может почти закончиться, но варианты могут вызвать новые. Было показано, что несколько вакцин хорошо работают против основного штамма коронавируса, а также против более передаточного U.Вариант K. также весьма восприимчив к ним, но вариант из Южной Африки выглядит более устойчивым. И, как отмечает Нью-Йорк, даже небольшое снижение эффективности может предотвратить «защиту в масштабах населения только с помощью вакцинации». Однако New York Times объясняет, что отчеты об эффективности вакцины часто не раскрывают всей картины. С научной точки зрения, исследования вакцин считают любую передачу безуспешной, но это, возможно, не самое главное. Novavax и Johnson & Johnson предоставили данные, которые показали, что их вакцины-кандидаты не остановили инфекцию в Южной Африке так же хорошо, как в других местах, но они по-прежнему очень успешно предотвращали тяжелые заболевания, госпитализации и смерть.Это предполагает возможный сценарий, при котором вакцины снижают уровень коронавируса до более легкого патогена. Но, по мнению Нью-Йорка, этого может быть недостаточно в глобальном масштабе. Даже если вакцины значительно снизят наихудшие исходы COVID-19, по оценкам, более бедные страны мира не достигнут массовой иммунизации до 2024 года, поэтому, хотя в Соединенных Штатах ситуация может измениться быстрее, глобальная пандемия может продолжаться еще долгие годы. , особенно если варианты нарушают естественный коллективный иммунитет. Узнайте больше в New York, Axios и The New York Times.Другие истории с theweek.com Фрикадельки, ф-бомбы, заговоры с мошенничеством на голосовании: Заседание в Овальном кабинете Трампа настолько безумное, что Джулиани был “ голосом разума ” Восстание консерваторов Barstool в США. требуется сократить иностранную помощь Мьянме после официального определения военного переворота
Но, по мнению Нью-Йорка, этого может быть недостаточно в глобальном масштабе. Даже если вакцины значительно снизят наихудшие исходы COVID-19, по оценкам, более бедные страны мира не достигнут массовой иммунизации до 2024 года, поэтому, хотя в Соединенных Штатах ситуация может измениться быстрее, глобальная пандемия может продолжаться еще долгие годы. , особенно если варианты нарушают естественный коллективный иммунитет. Узнайте больше в New York, Axios и The New York Times.Другие истории с theweek.com Фрикадельки, ф-бомбы, заговоры с мошенничеством на голосовании: Заседание в Овальном кабинете Трампа настолько безумное, что Джулиани был “ голосом разума ” Восстание консерваторов Barstool в США. требуется сократить иностранную помощь Мьянме после официального определения военного переворота
Встречайте нас Decoding 3D Printing Workshop @Autodesk Gallery
Автор: Артур Кассеньяу, 11 июня 2014 г. |
В пятницу, 27 июня, с 14:00 до 19:00 в Sculpteo и Autodesk Gallery пройдут мероприятия «Декодирование 3D-печати», которые помогут вам начать работу с 3D-печатью. Независимо от того, являетесь ли вы любителем, желающим попрактиковаться в 3D-печати, или профессионалом, желающим узнать, как 3D-печать может помочь вашему бизнесу, команда Sculpteo и гости помогут вам в полдень.
 Независимо от того, являетесь ли вы любителем, желающим попрактиковаться в 3D-печати, или профессионалом, желающим узнать, как 3D-печать может помочь вашему бизнесу, команда Sculpteo и гости помогут вам в полдень.
Независимо от того, являетесь ли вы любителем, желающим попрактиковаться в 3D-печати, или профессионалом, желающим узнать, как 3D-печать может помочь вашему бизнесу, команда Sculpteo и гости помогут вам в полдень. 3D-печать изменила методы работы во многих отраслях. На протяжении десятилетий он использовался для создания прототипов, но современные компании теперь используют методы аддитивного производства, чтобы предложить высочайший уровень настройки, инноваций и быстрого производства.
ПОВЕСТКА ДНЯ
СЕМИНАР 1: Введение + 3D-печать для бизнеса (14:00 – 16:30)
Введение в облачный движок для 3D-печати Sculpteo
Презентация Autodesk 123D Suite и их интеграции с API Sculpteo.
Демонстрация 5 стартапов, компаний и программного обеспечения, которые уже интегрировали облачный движок Sculpteo
Артек
Leap Motion
Autodesk MeshMixer
Форма штифта
Аутентификация
МАСТЕРСКАЯ 2: «Ваша первая 3D-печать» + Работа в сети (17:00 – 19:00)
Вторая часть дня будет посвящена 101-му семинару от Пола Лиау. Пол – специалист по 3D-моделированию с глубоким пониманием 3D-печати. Он проведет вас через процесс подготовки вашей первой 3D-модели к печати.
Пол – специалист по 3D-моделированию с глубоким пониманием 3D-печати. Он проведет вас через процесс подготовки вашей первой 3D-модели к печати.
Пол Лиау – известный старший модельер, в настоящее время работает в Industrial Light & Magic. Он работал почти в 40 компаниях в различных областях, включая рекламу, телевидение, кино, медицину, игры, научные круги, 2D и 3D-печать.
Его образование и опыт в области традиционных искусств, производственных технологий, биологии и моды привели к невероятной диаграмме Венна наборов навыков, идеально подходящих для 3D-печати.
Завершим день закусками и напитками. Это всегда хорошая возможность поделиться идеями, которые принес этот день!
Запишитесь на один или оба семинара, каждый семинар рассчитан на 60 человек.
До встречи! Если вы знаете кого-нибудь, кто интересуется 3D-печатью, не стесняйтесь распространять информацию.
Расшифровка ажиотажа, стоящего за продвижением водорода в газовой промышленности
Кажется, что почти каждый день появляется новая обнадеживающая статья, рекламирующая потенциал использования водорода в качестве топлива для борьбы с изменением климата. Основное внимание уделяется так называемому «зеленому водороду», производство которого зависит от возобновляемых источников энергии.
Основное внимание уделяется так называемому «зеленому водороду», производство которого зависит от возобновляемых источников энергии.
В декабре на ABC News была опубликована статья с заголовком «Почему зеленый водород является возобновляемым источником энергии, за которым стоит следить в 2021 году». Как сообщает Bloomberg, Airbus делает большие ставки на водород в качестве топлива для своих самолетов. Между тем южнокорейская SK Global только что объявила об инвестициях в американского производителя водородных топливных элементов Plug Power; За последний год стоимость акций компании увеличилась в десять раз.
Но среди тех, кто больше всего надеется на водородную экономику в будущем, находится отрасль ископаемого топлива и ее союзники. Водородный совет – ведущая лоббистская группа, в которую входят крупнейшие нефтяные и автомобильные компании – прогнозирует, что к 2050 году на водород будет приходиться 18 процентов от общего спроса на энергию. большой толчок для водорода в Европе.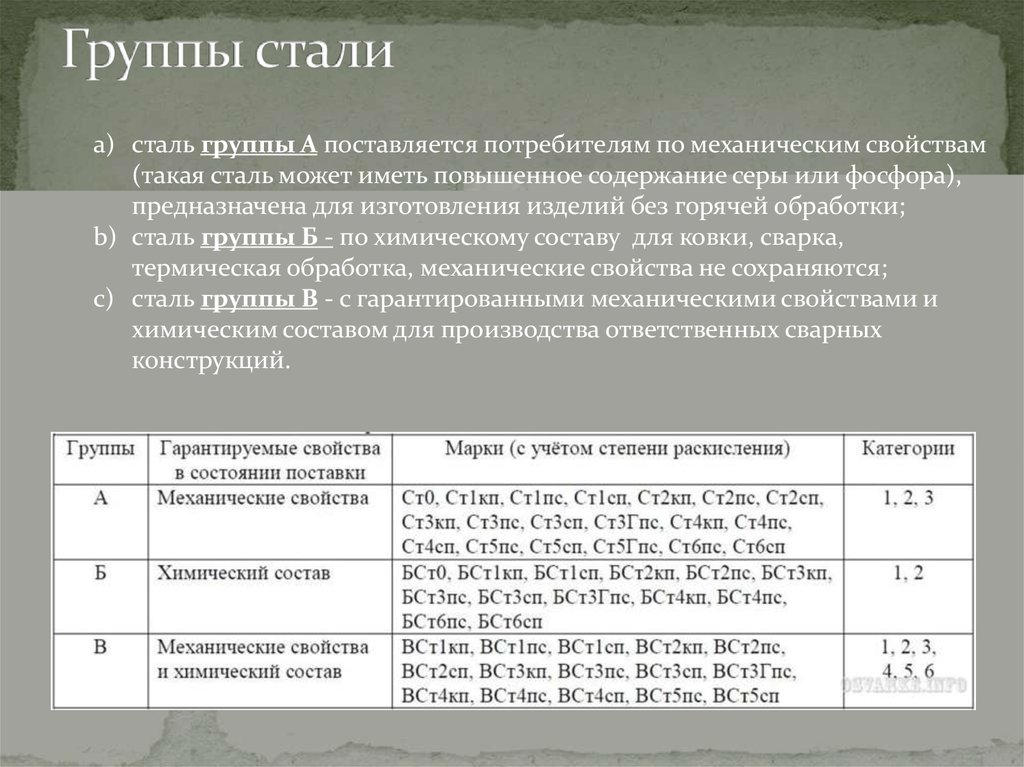
Однако сейчас большая часть водорода фактически производится из ископаемого топлива, а именно из метана (природного газа) и угля.
Анализ показывает, что водород в настоящее время также является неэффективным и дорогостоящим по сравнению с подходом к декарбонизации экономики, известным как электрификация всего, что предполагает переключение большей части транспорта и отопления с сжигания ископаемого топлива на электроэнергию, производимую все чаще за счет возобновляемых источников энергии.
Вся эта шумиха вокруг водорода вызывает массу вопросов. Итак, от «что такое водородная энергия» до «можем ли мы поверить всей этой шумихе» ДеСмог критически оценивает появление нового топлива и развенчивает некоторые мифы, окружающие его.
1 / Во-первых, эта напыщенная речь, продвигаемая этой статьей в E&E News сегодня утром. Ответ на их вопрос – Нет. Https://t.co/OsV5hbwzEQ
– Шон Кастен (@SeanCasten) 6 августа 2020 г.

Что такое водородная энергия?
Водород является самым распространенным элементом во Вселенной и может использоваться как способ хранения и переноса энергии – во многом подобно батарее – вот почему он привлекателен как способ заменить сжигание ископаемого топлива для транспорта, тепла и энергии.
Есть несколько способов производства водорода, но почти весь водород, производимый в настоящее время, использует в качестве сырья метан (природный газ), а в качестве источника энергии используют невозобновляемые источники энергии. Этот процесс называется паровой конверсией и расщепляет метан на водород и диоксид углерода. В результате получается так называемый «серый водород», или, если технология используется для улавливания выбросов углекислого газа, выделяемых во время производства, он становится известен как «синий водород».
Большинство водородных проектов, которые в настоящее время продвигаются нефтегазовыми, автомобильными и промышленными турбинными компаниями и странами – , которые считают, что водород должен быть развернут в широком масштабе, чтобы помочь декарбонизации мира – в основном полагаются на ископаемое топливо синий и серый водород.
Водород также можно производить из воды с помощью возобновляемых источников энергии – это так называемый «зеленый водород».
Зеленый водород производится в процессе электролиза для преобразования воды в водород. В настоящее время он составляет менее одного процента потребляемого в мире водорода, что означает, что более 99 процентов текущего потребления водорода, в основном используемого для промышленных процессов, включая переработку нефти, получают из ископаемого топлива (синий и серый водород).
Водородные топливные элементы, работающие на экологически чистом водороде, вероятно, станут неотъемлемой частью полностью декарбонизированной экономики . Топливные элементы работают, используя водород для производства электричества, которое затем может приводить в действие двигатель вместо использования энергии батареи, например, для электромобилей.
Зеленый водород может накапливать энергию без воздействия на климат ископаемого топлива и представляет собой возможное решение для ситуаций, когда электрификация и использование аккумуляторов нецелесообразны, например, для дальних перевозок, авиации и некоторых промышленных применений, таких как производство стали.
Перспектива зеленого водорода также создает отличные рекламные объявления и приятные истории о решениях в области экологически чистой энергии.Энергетические компании, такие как Shell, Equinor и RWE, продвигают его на корпоративных веб-сайтах и в социальных сетях. Но его использование, вероятно, дойдет до того, как он сможет внести значительный вклад в декарбонизацию экономики.
Начало зеленой # водородной экономики ⚡ @Shell_Nederland и ее партнеры приветствуют @Equinor и @RWE_AG в консорциуме # North3.
Вместе мы сможем разработать крупнейший в Европе экологический водородный проект. Подробнее: https://t.co/nNhcAaF7vy pic.twitter.com / 18o0dnxEnC
– Shell (@Shell) 7 декабря 2020 г.
Даже несмотря на свои усилия по продвижению зеленого водорода, собственный веб-сайт Shell точно описывает текущую ситуацию с водородом, заявляя: «Хотя зеленый водород – идеальное стремление к низкоуглеродной энергетике в будущем, этой технологии нужно пройти еще несколько лет, прежде чем она станет конкурентоспособного ценового диапазона. Тем временем синий водород может помочь создать спрос и транспортные сети на водород, в то время как стоимость зеленого водорода снизится ».
Тем временем синий водород может помочь создать спрос и транспортные сети на водород, в то время как стоимость зеленого водорода снизится ».
В статье Bloomberg, опубликованной в январе 2021 года, об усилиях Siemen по производству зеленого водорода с использованием морской ветровой энергии отмечается, что «до любого такого масштабного развертывания еще далеко.”
Производство большого количества зеленого водорода также требует огромных объемов возобновляемой энергии. По данным независимого комитета правительства Великобритании по изменению климата, например, стране потребуется в 30 раз больше ее нынешних морских ветроэнергетических мощностей, чтобы производить достаточно зеленого водорода для замены всех газовых котлов в Великобритании.
Великобритании потребуется * в тридцать раз * больше морских ветроэнергетических мощностей, чем сегодня, чтобы производить достаточно «зеленого» водорода для замены всех газовых котлов.
Удивительная статистика от @ChiefExecCCC, объясняющая, почему преобразование всего отопления домов на водород было бы «непрактичным» https: // т.co / LXEfsJCWNi
– Эмили Госден (@emilygosden) 7 декабря 2020 г.

Спасательный круг для газовой промышленности
Концепция природного газа как «мостового топлива» к точке в будущем, когда возобновляемые источники энергии станут экономически жизнеспособными, закончилась; возобновляемые источники энергии уже часто дешевле природного газа. Исследования и анализы продолжают показывать, что природный газ является грязным топливом, что увеличивает давление на промышленность. Теперь европейское газовое лобби Eurogas начало говорить о голубом водороде, полученном из метана и полагающемся на дорогостоящую и в значительной степени неразвитую технологию улавливания углерода, в качестве нового промежуточного топлива.
Отрасль природного газа стала жертвой собственного успеха, производя рекордные объемы газа, но теряя при этом огромные суммы денег. Фрекинг помог высвободить огромное количество метана, и нефтегазовые компании продолжают открывать больше природного газа, который им необходимо продавать, потому что их дальнейшее существование основано на обнаружении и продаже большего количества нефти и газа. Но реальность такова, что большая часть этого природного газа останется в земле в качестве безвозвратных активов, потому что не будет желающих покупателей , если промышленность не сможет преобразовать свою существующую инфраструктуру для использования водорода, полученного из метана, для создания нового рынка метана.
Фрекинг помог высвободить огромное количество метана, и нефтегазовые компании продолжают открывать больше природного газа, который им необходимо продавать, потому что их дальнейшее существование основано на обнаружении и продаже большего количества нефти и газа. Но реальность такова, что большая часть этого природного газа останется в земле в качестве безвозвратных активов, потому что не будет желающих покупателей , если промышленность не сможет преобразовать свою существующую инфраструктуру для использования водорода, полученного из метана, для создания нового рынка метана.
Совершенно верно. В то время как водород может иметь ограниченную роль в будущем мировой энергетики, нынешний толчок движет нефтегазовая промышленность как способ оправдать продолжение разработки природного газа. https://t.co/JDAxbUTBPe
– Роберт Ховарт (@howarth_cornell) 13 января 2021 г.
В то же время, когда отрасль природного газа производит рекордные количества метана, она сталкивается с конкуренцией со стороны возобновляемых источников энергии на двух своих крупнейших рынках – выработке электроэнергии и отоплении зданий. В Соединенных Штатах муниципалитеты начали запрещать использование природного газа для отопления и приготовления пищи в новом строительстве из-за проблем с климатом, и в прошлом году при строительстве новых мощностей по выработке электроэнергии природный газ уступил место возобновляемым источникам энергии.
В Соединенных Штатах муниципалитеты начали запрещать использование природного газа для отопления и приготовления пищи в новом строительстве из-за проблем с климатом, и в прошлом году при строительстве новых мощностей по выработке электроэнергии природный газ уступил место возобновляемым источникам энергии.
Как поясняется в статье в журнале Nature в августе 2020 года: «… газовая промышленность обращается к водороду для новой жизни».
Видение, которое продвигает газовая промышленность, заключается в том, что водородное топливо заменит метан для выработки электроэнергии и отопления домов, несмотря на ряд технических и экономических препятствий.И все это с обещанием, что когда-нибудь зеленый водород в конечном итоге заменит синий водород в низкоуглеродной экономике.
Крупным игроком в европейском продвижении водородной экономики является Великобритания. Тем не менее, по оценкам британского комитета по изменению климата, к 2050 году 80 процентов водорода, потребляемого в Великобритании, будет из голубого водорода, и только 20 процентов, как ожидается, будет производиться из зеленого водорода.
А в декабре Канада объявила о новой национальной водородной стратегии.При освещении объявления агентство Reuters объяснило, почему это привлекает канадскую нефтегазовую промышленность: «Так называемый« голубой »водород, полученный из природного газа, с улавливаемыми и сохраняемыми выбросами углерода, является потенциально полезным поворотным моментом для компаний, испытывающих трудности. нефтяное пятно ».
Новая канадская стратегия #hydrogen, которая в значительной степени опирается на так называемый «синий» водород, увековечивает ложную версию о том, что мы можем поддерживать процветающую отрасль ископаемого топлива, значительно сокращая выбросы # cndpoli https: // t.co / YPwmZvCuHC
– Юлия Левин (@lev_jf) 4 января 2021 г.
Между тем США не являются лидером в продвижении водорода. Однако Министерство энергетики опубликовало «План водородной программы» в ноябре после выпуска «Дорожной карты по водородной экономике США», выпущенной и финансируемой «коалицией крупных нефтегазовых, энергетических, автомобильных, топливных элементов. , и водородные компании ».
, и водородные компании ».
Green Tech Media сообщила, что «Дорожная карта к водородной экономике США» была описана как «агностическая» Джеком Брауэром, профессором Калифорнийского университета в Ирвине и заместителем директора Национального исследовательского центра топливных элементов. к источнику водорода (метан vs.воды). В плане упоминается повсеместное использование водорода, полученного из метана, а также продвигается идея использования водорода для «включения в газовую сеть» – где он будет сжигаться со смесью метана.
Дорогостоящая экономика водорода
В июле 2020 года журнал Power Magazine опубликовал статью, написанную руководителем Siemens Energy, под названием «На заре водородной экономики». Как рекламируется в статье: «Совершенно очевидно, что следующая значительная трансформация в энергетическом переходе будет основана на водородной экономике.”
Эта идея о том, что мир вот-вот перейдет к водородной экономике, игнорирует тот факт, что электричество, произведенное с помощью ветра и солнца, уже делает то, что водородная экономика надеется когда-нибудь достичь: обеспечивать дешевое производство электроэнергии, а также отопление и охлаждение домов. .
.
Между тем электромобили на аккумуляторных батареях дешевле и намного эффективнее, чем автомобили на водородных топливных элементах. Кроме того, аккумуляторные электромобили можно заряжать с использованием существующей бытовой электросети, а отрасль аккумуляторных электромобилей имеет огромное преимущество в инфраструктуре подзарядки по сравнению с водородом – в США 46 водородных заправочных станций.S. по сравнению с примерно 29000 электрических зарядных станций.
Это указывает на главную проблему, стоящую перед зеленым водородом: стоимость. Зеленый водород в настоящее время является непомерно дорогостоящим, поскольку паровой риформинг метана для получения водорода является самым дешевым методом.
Основные затраты на производство зеленого водорода – это цена возобновляемой электроэнергии, которая обеспечивает процесс электролиза, в результате которого образуется водород. Новое исследование, проведенное консультантами по энергетике Wood MacKenzie, предполагает, что «зеленый водород сможет успешно масштабировать и реализовать снижение производственных затрат до 64% к 2040 году», но также прогнозирует, что серый водород останется самым дешевым типом водорода в США. С. до 2040 года. Другие исследования показывают, что зеленый водород может быть конкурентоспособным по стоимости, чтобы заменить дизельное топливо в транспорте к 2030 году.
С. до 2040 года. Другие исследования показывают, что зеленый водород может быть конкурентоспособным по стоимости, чтобы заменить дизельное топливо в транспорте к 2030 году.
Как показало быстрое сокращение угля во время администрации Трампа, энергетический переход будет определяться экономикой. В США угольная промышленность умирает, потому что она просто дороже возобновляемых источников энергии и метана для выработки электроэнергии.
Зеленый водород требует более дешевой возобновляемой электроэнергии, чтобы быть экономически жизнеспособным. Однако эта более дешевая возобновляемая энергия также является лучшим решением для большей части того, что водородная промышленность планирует использовать экологически чистый водород (производство электроэнергии, отопление дома, личный транспорт).Таким образом, по мере того как экономика продолжает стимулировать энергетический переход, зеленый водород уже находится в проигрышном положении для многих приложений, которые продвигают его сторонники.
Технические проблемы
Водород сталкивается не только с экономическими барьерами; есть и технические проблемы.
ABC News перефразирует точку зрения Хулио Фридмана, старшего научного сотрудника Центра глобальной энергетической политики (CGEP) Колумбийского университета: «Одна из причин, по которой экологический водород вызывает такой большой интерес и энтузиазм, заключается в том, что инфраструктура уже существует для Это.(Компания CGEP известна тем, что подталкивает к обсуждению вопросов нефтегазовой отрасли, и после того, как в течение многих лет отказывалась разглашать информацию о своих спонсорах, она обнаружила, что она финансируется многими крупными игроками в нефтегазовой отрасли, включая Exxon, BP и Saudi Aramco.)
Аргумент Фридмана состоит в том, что водород может просто заменить метан в инфраструктуре природного газа. Но здесь есть две проблемы.
Во-первых, водород делает стальные трубы хрупкими. Как ранее отмечал ДеСмог, в статье 2018 года, опубликованной в журнале Procedure Structural Integrity , было обнаружено, что «использование трубопроводов, предназначенных для подачи природного газа, для транспортировки водорода является рискованным выбором», поскольку это «может вызвать усталость и повредить конструкцию. ”
”
Переключение существующей трубопроводной инфраструктуры на транспортировку и распределение водорода вместо метана может привести к повреждению трубопроводов, что приведет к утечкам, отказам и взрывам. Кроме того, водород может представлять большую опасность взрыва, чем метан.
Водород также имеет гораздо меньшую молекулу, чем метан, а это означает, что вероятность утечки больше, чем у метана, который уже имеет значительные утечки в существующих трубопроводах. Одно исследование предполагает, что утечка водорода будет в три раза выше, чем у метана.
«Утечка водорода намного проще. По трубам, по которым транспортируется метан, уровень утечки из этих труб составляет примерно один процент », – сказал DeSmog Марк Джейкобсон, профессор гражданской и экологической инженерии Стэнфордского университета. «Скорость утечки водорода из одних и тех же труб будет намного больше, потому что это гораздо меньшая молекула. Я не понимаю, как они могли использовать эти трубы без огромных утечек ».
Сжигание водорода неэффективно
Идея использования существующей инфраструктуры трубопроводов природного газа для производства водорода основана на цели сжигания этого водорода для обогрева домов и выработки электроэнергии.
Этот подход является важной частью плана европейской водородной экономики, и все нынешние производители газовых турбин работают над созданием совместимых с водородом газовых турбин, которые также будут сжигать водород для производства электроэнергии.
Например, слайд-шоу, созданное компанией Siemens – членом консорциума, занимающегося производством водородной энергии, – показывает экологически чистый водород в сочетании с метаном для производства электроэнергии, а затем маркирует готовый продукт «зеленая энергия для энергосистемы».”
Источник: Siemens
Хотя этот процесс привлекателен для существующей газовой промышленности, он неэффективен.
Якобсон, который недавно написал новую книгу «100% чистая, возобновляемая энергия и хранилище для всего», отверг нынешние попытки нефтегазовой отрасли продавать водород в качестве экологически чистой энергии, заменяющей газ метан. «Никто не должен использовать водород на электростанции для выработки электроэнергии», – заявляет Джейкобсон.«Неэффективно электролизовать водород, а затем сжигать его».
«Никто не должен использовать водород на электростанции для выработки электроэнергии», – заявляет Джейкобсон.«Неэффективно электролизовать водород, а затем сжигать его».
Роль зеленого водорода в декарбонизированной экономике
Несмотря на вводящие в заблуждение попытки газовой промышленности продавать синий и серый водород в качестве решения проблемы климата, зеленый водород может сыграть важную роль в декарбонизированном будущем в определенных ситуациях.
«Наступает переломный момент, когда водород становится более эффективным, чем аккумуляторные электромобили. Это переломный момент для веса и расстояния, – пояснил Джейкобсон.
Водородные топливные элементы в настоящее время лучше подходят для путешествий на большие расстояния и для перевозки тяжелых грузов, чем батареи, что делает экологичный водород наиболее вероятным климатическим решением для дальних грузовых перевозок, судоходства и авиации.
Зеленый водород также может заменить ископаемое топливо в промышленных применениях, таких как производство стали, хотя Международное энергетическое агентство недавно прогнозировало, что к 2050 году только 10 процентов стали будет производиться с использованием зеленого водорода.
Кроме того, водород может накапливать энергию, используя избыточную возобновляемую энергию для электролиза, чтобы производить зеленый водород для дальнейшего использования.
Более быстрые решения
Водород в настоящее время отвлекает, по мнению некоторых экспертов, от проверенных технологий, которые дешевле и масштабируемы прямо сейчас, а не в 2040 году. Солнечная и ветровая энергия, а также накопление энергии создают чистую и дешевую электроэнергию, которую можно использовать сегодня для отопления, выработки электроэнергии и большая часть наземного транспорта.
«Вот и все [с водородом], это нужно для того, чтобы как-то замедлить электрификацию», – объяснил ДеСмогу Дэвид ДиКарло, доцент кафедры нефтяной и геосистемной инженерии Техасского университета в Остине.«Все это делается для того, чтобы ненадолго погасить шум, а потом все стихнет».
Водород – отвлечение | Новости железных дорог # Железная дорога # Водород # Электрификация # Декарбонизация #ElectrifyAllTheThings #HydrogenIsADistraction @Railway_News https://t.
– Hydrogen Gazette (@ h3Gazette) 18 ноября 2020 г.
 co/ChDj0eivwp
co/ChDj0eivwpА когда дело доходит до отопления домов, тепловые насосы, работающие на экологически чистом электричестве, являются гораздо лучшим решением, чем преобразование на водород. В серии статей BNEF по водороду отмечается, что существует «экономия энергии на 80% при использовании теплового насоса» по сравнению с водородом для отопления дома, если учесть «потери от электролиза, сжатия и транспортировки водорода.”
Электромобили, работающие от аккумуляторов, являются гораздо лучшим решением для передвижения легковых автомобилей, чем водородные топливные элементы, по многим причинам, включая цену, производительность и доступность вариантов зарядки. Широкое распространение электромобилей с батарейным питанием по сравнению с водородными автомобилями подтверждает этот аргумент.
Эта потрясающая диаграмма показывает, почему электромобили с аккумулятором побеждают https://t.
– Кайл Филд (@mrkylefield) 11 июня 2020 г.
 co/UfLlPsE6Az
co/UfLlPsE6AzЭлектрификация всего также устраняет опасность взрыва метана и водорода со смертельным исходом.
«Чем больше мы сможем электрифицировать, не преобразовывая электричество в водород, а затем обратно в электричество, тем лучше», – сказал Якобсон.
Индустрия ископаемого топлива фактически отбросила рынок электромобилей, убив первые жизнеспособные электромобили. Голубой водород – это попытка отрасли таким же образом отбросить электрификацию всего на десятилетия.
Нефтегазовая промышленность сделает все возможное, чтобы голубой водород стал реальностью. Но, как и в случае с углем и природным газом, водород не имеет экономического смысла.То есть, за исключением ограниченных приложений, где электрификация не работает – например, авиация.
Будет ли экологически чистый водород экономически конкурентоспособным с применением возобновляемых источников энергии в 2040 году? Возможно. Но этого может быть недостаточно, чтобы соответствовать темпам декарбонизации, по словам ученых, нам нужно избегать катастрофического изменения климата.
Но этого может быть недостаточно, чтобы соответствовать темпам декарбонизации, по словам ученых, нам нужно избегать катастрофического изменения климата.
В мире уже есть доступное решение для быстрой декарбонизации большей части экономики – солнечная и ветровая энергия, а также аккумуляторы, которые продолжают расти в глобальных масштабах.Тем временем нефтегазовая промышленность снова пытается помешать этому процессу, на этот раз с помощью водорода, полученного из метана.
Основное изображение: Водородная заправочная станция. Кредит: Ру Рейнольдс, CC BY-NC 2.0
.