Расшифровка стали 20: Сталь 20Х – расшифровка марки стали, ГОСТ, характеристика материала
alexxlab | 10.11.1984 | 0 | Разное
описание, расшифровка, аналоги, характеристики, химический состав
Содержание
- 1 Описание
- 2 Расшифровка стали 20
- 3 Заменители и аналоги
- 4 Химический состав, % (ГОСТ 19281-2014)
- 5 Термообработка Стали 20
- 6 Механические свойства
- 7 Механические свойства поковок (ГОСТ 8479-70)
- 8 Механические свойства стали после ХТО
- 9 Предел выносливости (n = 107)
- 10 Механические свойства при повышенных температурах
- 11 Ударная вязкость KCU
- 12 Технологические свойства
- 13 Температура критических точек, °С
- 14 Узнать еще
Описание
Сталь 20 относится к конструкционным углеродистым качественным сталям. Применяется для изготовления деталей, требующих большой вязкости и не подвергающихся при эксплуатации напряжениям. В частности эта сталь применяется для изготовления неогневой аппаратуры нефтеперерабатывающих заводов: реакционных камер, эвапораторов, ректификационных колонн, газосепараторов, корпусов теплообмеников и других сосудов, а также приварных фланцев. В нефтяном машиностроении изготавливают сердечники поршней грязевых насосов, сухари кованных бурильных ключей, оси, соединительные муфты, пальцы крецкопфов и шестерни привода насоса компрессоров, различные болты, гайки, винты, шпильки, вилки, рычаги, шайбы и т.д.
В нефтяном машиностроении изготавливают сердечники поршней грязевых насосов, сухари кованных бурильных ключей, оси, соединительные муфты, пальцы крецкопфов и шестерни привода насоса компрессоров, различные болты, гайки, винты, шпильки, вилки, рычаги, шайбы и т.д.
После нормализации или без термообработки из стали 20 изготавливают крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температуре от -40 до 450 °С под давлением, после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины.
Расшифровка стали 20
Число 20 указывает среднее содержание углерода в сотых долях процента, т.е. содержание углерода в стали 20 равно 0,2%.
Если сталь имеет обозначение 20А, то буква «А» в конце марки указывает, что сталь относится к категории высококачественной
Заменители и аналоги
Стали заменители:
- сталь 15
- сталь 25
Иностранные аналоги:
- С22 — Германия DIN
- 1.
 0402 — Евронормы (EN)
0402 — Евронормы (EN) - 1020 — США (AISI, ASTM)
- XC18, AF 40 C20, AF 42 — Франция (AFNOR)
- 050A20- Великобритания BS
- S 20 — Япония JIS
- 12024 — Чехия (CSN)
- 20 — Польша(PN/H)
Химический состав, % (ГОСТ 19281-2014)
| C, углерод | Mn, марганец | Si, кремний | P, фосфор | S, сера | Cr, хром | Ni, никель | Cu, медь | As, мышьяк |
|---|---|---|---|---|---|---|---|---|
| 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Термообработка Стали 20
Для повышения поверхностной твердости и, следовательно, увеличения стойкости против износа детали, изготовленные из стали 20, в ряде случаев подвергаются цементации или цианированию (например, пальцы крейцкопфов, шестерни, оси).
Цементация производится при температуре 910—930 °С; цементованные изделия закаливаются с температуры 780—800° С в воде и отпускаются при 150—180 °С. Цианируют, как правило, в ваннах из расплавленных солей, содержащих 20—25% цианистого натрия, при температуре 820—850 °С в течение 20-40 мин. При таком режиме цианирования можно получить цианированный глубиной 0,2—0,3 мм. После цианирования и закалки с отпуском при 150-180 °С изделия имеют твердость на поверхности HRC 62—64.
Механические свойства
| ГОСТ | Состояние поставки | σв, МПа, | δ5, % | Ψ, % | Твердость HB, не более |
| не менее | |||||
| ГОСТ 1050-88 | Сталь калиброванная: | ||||
| горячекатаная, кованая и серебрянка 2-й категории после нормализации | 410 | 25 | 55 | — | |
| 5-й категории после нагартовки | 490 | 7 | 40 | — | |
| 5-й категории после отжига или высокого отпуска | 390 | 21 | 50 | — | |
| ГОСТ 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отпуска или отжига | 390-490 | — | 50 | 163 | |
| после сфероидизирующего отжига | 340-440 | — | 50 | 163 | |
| нагартованная без термообработки | 490 | 7 | 40 | 207 | |
| ГОСТ 1577-93 | Полоса нормализованная или горячекатаная | 410 | 25 | 55 | — |
| ГОСТ 4041-71 (образцы поперечные) | Лист термообработанный 1 и 2-й категории | 340-490 | 28 | — | 127 |
Механические свойства поковок (ГОСТ 8479-70)
| Термообработка | Сечение, мм | КП | σ0,2, МПа, | σв, МПа, | δ5, % | Ψ, % | KCU, Дж/см2 | Твердость HB, не более |
| не более | Нормализация | До 100 | 175 | 175 | 350 | 28 | 55 | 64 | 101-143 |
| 100-300 | 24 | 50 | 59 | 101-143 | ||||
| 300-500 | 350 | 22 | 45 | 54 | 101-143 | |||
| 500-800 | 350 | 20 | 40 | 49 | 101-143 | |||
| До 100 | 195 | 195 | 390 | 26 | 55 | 59 | 111-156 | |
| 100-300 | 390 | 23 | 50 | 54 | 111-156 | |||
| До 100 | 215 | 215 | 430 | 24 | 53 | 54 | 123-167 | |
| 100-300 | 430 | 20 | 48 | 49 | 123-167 | |||
| Закалка + отпуск | 100-300 | 245 | 245 | 470 | 19 | 42 | 39 | 143-179 |
Механические свойства стали после ХТО
| Режим ХТО | Сечение, мм | σ0,2, МПа, | σв, МПа, | δ5, % | Ψ, % | KCU, Дж/см2 | Твердость HB, не более |
| не более | Цементация при 920- 950 °С, охл. на воздухе; закалка с 800-820 °С в воде; отпуск при 180- 200 “С, охл. на воздухе на воздухе; закалка с 800-820 °С в воде; отпуск при 180- 200 “С, охл. на воздухе | 50 | 290-340 | 490-590 | 18 | 45 | 54 | HRCэ 156 — сердцевины; НВ 55-63 — поверхности |
Предел выносливости (
n = 107)| Характеристики прочности | σ-1, МПа | τ-1, МПа |
| σ0,2 = 320 МПа, σв = 500 МПа, | 206 | — |
| σ0,2 = 310 МПа, σв = 520 МПа, | 245 | — |
| σ0,2 = 280 МПа, σв = 490 МПа, | — | |
| — | 127*1 | — |
| σ0,2 = 280 МПа, σв = 420 МПа, | 193 | — |
| — | 255 | 127*2 |
*1 — Нормализация при 910 °С, отпуск при 620 °С.
*2 — Цементация при 930 °С, отпуск при 190 °С.
Механические свойства при повышенных температурах
| tисп, °С | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, Дж/см2 |
| 20 | 280 | 430 | 34 | 67 | 218 |
| 200 | 230 | 405 | 28 | 67 | 186 |
| 300 | 170 | 415 | 29 | 64 | 188 |
| 400 | 150 | 340 | 39 | 81 | 100 |
| 500 | 140 | 245 | 40 | 86 | 88 |
| 700 | — | 130 | 39 | 94 | — |
| 800 | — | 89 | 51 | 96 | — |
| 900 | — | 75 | 55 | 100 | — |
| 1000 | — | 47 | 3 | 100 | — |
| 1100 | — | 30 | 59 | 100 | — |
| 1200 | — | 20 | 64 | 100 | — |
Ударная вязкость KCU
| Термообработка | KCU, Дж/см2, при температуре, °С | |||
| +20 | -20 | -40 | -60 | |
| Отжиг | 110 | 68 | 47 | 10 |
| Нормализация | 157 | 109 | 86 | 15-38 |
Примечание.
σ4751/100000 = 35 МПа;
σ4501/10000 = 120 МПа;
σ4751/1000000 = 78 МПа;
σ4501/1000 = 59 МПа;
Технологические свойства
Температура ковки, °С: начала 1280, конца 750. Охлаждение на воздухе.
Свариваемость — сваривается без ограничений, кроме деталей после ХТО.
Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС.
Обрабатываемость резанием — Kv тв.сп = 1,7 и Kv б.ст = 1,6 в горячекатаном состоянии при НВ 126—131 и σв =450—490 МПа.
Флокеночувствительность — не чувствительна.
Склонность к отпускной хрупкости — не склонна.
Температура критических точек, °С
| Ac1 | Ac3 | Ar3 | Ar1 |
|---|---|---|---|
| 735 | 850 | 835 | 680 |
характеристики и расшифовка, применение и свойства стали
- Стали
- Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 1050-2013 | Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия | ||||||||||
| Россия | ГОСТ 2284-79 | Лента холоднокатаная из углеродистой конструкционной стали. Технические условия | ||||||||||
 js_elem_311113″>
js_elem_311113″>Механические свойства стали 20
| Температура, °C | Модуль упругости, 10-5 MPa | Коэффициент температурного расширения, 10-6/°С | Теплопроводность, Вт/м·°С | Плотность, г/см3 | Удельная теплоемкость, Дж/кг·°С | Электросопротивление, Ом·м |
| 20 | 2,13 | - | 52 | 7,8 | - | - |
| 100 | 2,03 | 11,6 | 50,6 | 7,8 | 486 | 219 |
| 200 | 1,99 | 12,6 | 48,6 | 7,8 | 498 | 292 |
| 300 | 13,1 | 46,2 | 7,7 | 514 | 381 | |
| 400 | 1,82 | 13,6 | 42,8 | 7,7 | 533 | 487 |
| 500 | 1,72 | 14,1 | 39,1 | 7,7 | 555 | 601 |
| 600 | 1,60 | 14,6 | 35,8 | 7,6 | 584 | 758 |
| 700 | - | 14,8 | 32 | 7,6 | 636 | 925 |
| 800 | - | 12,9 | - | 7,6 | 703 | 1094 |
| 900 | - | - | - | 7,6 | 703 | 1135 |
| 1000 | - | - | - | - | 695 | - |
Свойства по стандарту ГОСТ 1050-2013
|
Предел текучести, σ0,2, МПа |
Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % |
Относительное сужение, ψ, % |
|
> 245 |
> 410 |
> 25 |
> 55 |
Свойства по стандарту ГОСТ 2284-79
| Сортамент |
Предел текучести, σ0,2, МПа |
Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % |
| Лента отожженная | - | 310-540 | 18 |
| Лента нагартованная | - | 490-830 | - |
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь 20-Ш: Расшифровка марки | ООО «Сталь-Максимум»
Сталь 20-Ш: Расшифровка марки | ООО «Сталь-Максимум»- Главная
- Справочник
- Марки сталей
- 20-Ш
 org/BreadcrumbList”>
org/BreadcrumbList”>|
Марка стали |
Вид поставки
Поковки – ТУ 08. |
||||||||||||||||||||||||||||||||||||||||||
|
20-Ш |
|||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, %, по ТУ 08.002.0501.5348–92. |
Температура критических точек, ºС |
||||||||||||||||||||||||||||||||||||||||||
|
С |
Si |
Mn |
S |
P |
Cr |
Ni |
Cu |
Ас1 |
Ас3 |
Аr1 |
Аr3 |
||||||||||||||||||||||||||||||||
|
0,17 0,24 |
0,17– 0,37 |
0,35– 0,65 |
≤ 0,020 |
≤ 0,035 |
≤ 0,25 |
≤ 0,30 |
≤ 0,30 |
||||||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре |
|||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение, мм |
σ0,2, Н/мм2 |
σВ, Н/мм2 |
δ, % |
Ψ, % |
KCU, Дж/см2 |
Изгиб |
НВ |
||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая среда |
не менее |
||||||||||||||||||||||||||||||||||||||||
|
ТУ 08. 0501. 5348–92 |
Нормализация |
880–930 |
Воздух |
Длина, ширина 100–2500, высота 100–3500 |
196 |
392 |
20 |
45 |
34 |
111– 156 |
|||||||||||||||||||||||||||||||||
|
Назначение. Валы гидротурбин, корпусные детали арматуры АЭС и другие ответственные детали. |
|||||||||||||||||||||||||||||||||||||||||||
|
Предел выносливости, Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2, при t, ºС |
Термообработка |
||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
+ 20 |
0 |
– 20 |
– 40 |
– 60 |
– 80 |
||||||||||||||||||||||||||||||||||||
|
– |
|||||||||||||||||||||||||||||||||||||||||||
|
Технологические характеристики |
|||||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных |
||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный интервал ковки, ºС |
из слитков |
из заготовок |
||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения |
||||||||||||||||||||||||||||||||||||||||
|
Слиток |
|||||||||||||||||||||||||||||||||||||||||||
|
Заготовка |
|||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность |
|||||||||||||||||||||||||||||||||||||||||
|
Сваривается без ограничений. Способы сварки: РД, РАД, АФ, МП и КТ. |
В горячекатаном состоянии при 111–156 НВ, σВ = 460 Н/мм2 К√ = 1,5 (твердый сплав), К√ = 1,4 (быстрорежущая сталь) |
Не чувствительна |
|||||||||||||||||||||||||||||||||||||||||
|
Склонность к отпускной хрупкости |
|||||||||||||||||||||||||||||||||||||||||||
|
Не склонна |
|||||||||||||||||||||||||||||||||||||||||||
 002.0501.5348–92.
002.0501.5348–92. 002.
002.
Другие стали углеродистые качественные
Оставьте заявку и получитеактуальные цены и сроки поставки Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Оставьте заявку и получитеактуальные цены и сроки поставки Ответим в течение 15 минут.
 Предложение будет у вас в течение 24 часов
Предложение будет у вас в течение 24 часовОтправляя форму, я соглашаюсь с политикой о персональных данных
Рассчитать стоимость резки металла Ответим в течение 15 минут. Предложение будет у вас в течение 24 часовОтправляя форму, я соглашаюсь с политикой о персональных данных
Сталь 20Л – расшифровка марки и все характеристики » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Сталь для отливок марки 20Л предназначена для производства деталей общего машиностроения, а так-же детали сварно-литых конструкций, работающие при температуре от -40 до +450 °С, изготовляемые методом выплавляемых моделей.
Цифра 20 расшифровывается как сталь – содержащая в своем химическом составе около 0,20% углерода, а буква Л классифицирует сталь как – литейную.
- Заменитель (сталь – близкая по основным параметрам): 25Л, 35Л.
- Основное назначение стали: шаботы, арматура, фасонные отливки деталей
Химический состав
| C | Mn | Si | Cr | Ni | Cu | S | P |
| не более | |||||||
| 0,17 – 0,25 | 0,35 – 0,90 | 0,20 – 0,52 | 0,30 | 0,30 | 0,30 | 0,045 | 0,04 |
|
C – углерод; Mn – марганец; Si – кремний; |
Cr – хром; Ni – никель; Cu – медь; |
S – сера; P – фосфор. 
|
Механические свойства в сечениях до 100мм
| Состояние поставки, режимы термообработки | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | |
| Мпа | % | |||||
| Не менее | ||||||
| Нормализация 910-930 °С. Отпуск 670-690°С. | 220 | 420 | 22 | 35 | 500 | |
Механические свойства в зависимости от сечения литой заготовки
| Сечение (мм) | Место вырезки образца | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | НВ |
| Мпа | % | ||||||
Нормализация 870-890 °С, воздух до 250-300 °С.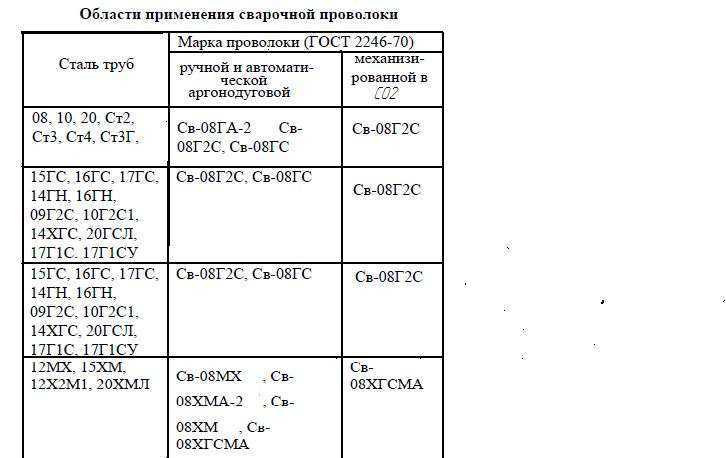 Отпуск 630-650 °С, воздух Отпуск 630-650 °С, воздух
|
|||||||
| 10 | Ц | 215-255 | 450-495 | 27-37 | 45-63 | - | 131 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | 60-83 | 134-143 | |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | 64-96 | 124-143 | |
| 100 | Ц, К | 200-245 | 420-485 | 29-36 | 44-64 | 107-141 | 131-134 |
| 210-245 | 440-490 | 30-34 | 44-64 | 92-153 | 131-143 | ||
| 200 | Ц, К | 210-255 | 430-470 | 14-34 | 24-61 | 103-149 | 121-143 |
| 210-265 | 430-485 | 19-37 | 28-64 | 90-127 | 131 | ||
| σ0,2 – условный предел текучести; σв – временное сопротивление разрыву; δ5 – относительное удлинение после разрыва; |
ψ – относительное сужение; KCU – ударная вязкость. 
|
Температура критических точек
| Ас1 | Ас3 (Асм) | Ар (Арсм) | Ар1 |
| 735°С | 854°С | 835°С | 680°С |
Технологические свойства
| Наименование свойств | Показатель |
| Свариваемость: | сваривается без ограничений. Способы сварки РДС, АДС – под газовой защитой, ЭШС. |
| Обрабатываемость резанием: | в нормализованном состоянии при |
| Флокеночувствительность | не чувствительна |
| Склонность к отпускной хрупкости | не склонна |
Литейные свойства
| Наименование свойств | Значение |
| Температура начала затвердевания: | 1512-1251°С |
| Показатель трещиноустойчивости: | 1,0 |
| Склонность к образованию усадочных раковин: | 0,9 |
| Жидкотекучесть: | 0,9 |
| Линейная усадка: | 2,2-2,3% |
| Склонность к образованию усадочной пористости: | 1,0 |
При составлении характеристик стали 20Л использованы материалы книги «Марочник сталей и сплавов» (Авт. Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сталь в20 расшифровка
Главная » Разное » Сталь в20 расшифровка
Сталь 20 конструкционная углеродистая качественная
Сталь 20 относится к разряду обогащенных углеродом конструкционным сталям высокого уровня качества. На производства поставляется в нескольких вариациях – серебрянка, калиброванная, кованная или горячекатаная. Можно выделить пять типов данной разновидности стали по требованиям к ее механическим свойствам.
Типы стали по требованию к механическим свойствам:
- Первый тип представляет собой сталь всех используемых видов обработки, но без проведенных испытаний по растяжению и ударной вязкости.
- Второй тип – это образцы нормализованной стали всех типов обработки размеров в двадцать пять миллиметров, которые подвергаются испытаниям на растяжение и ударную вязкость.
- Третий тип представляет собой все те же образцы, на которых проводятся вышеупомянутые испытания.
 Единственное отличие – это их размер. В этом типе он составляет от двадцати шести до ста миллиметров.
Единственное отличие – это их размер. В этом типе он составляет от двадцати шести до ста миллиметров. - Четвертый тип представляет собой образцы из заготовок с размером – до сотни миллиметров, которые были обработаны термическим путем. Они также применяются для проведения испытаний над материалом.
- Пятый тип – это также образцы, которые изготовлены из отожженных или выскоопущенных сталей. Еще одно технологическое решение – это образцы из нагартованной стали.
Сталь 20 может быть при необходимости заменена схожими материалами марок 15 и 25.
Технологические свойства стали 20
Для начала процесса ковки достаточно разогреть сталь до +1280 градусов Цельсия, а завершаться процесс должен при температуре -750 градусов Цельсия, при том что охлаждение поковки производится воздушным способом. Сталь марки 20 относится с типу нефлокеночувствительных, а также она не склонна к отпускной способности. Возможность сваривания данного типа стали ничем не ограничена, за исключением тех деталей, которые подвергались химико-термической обработке.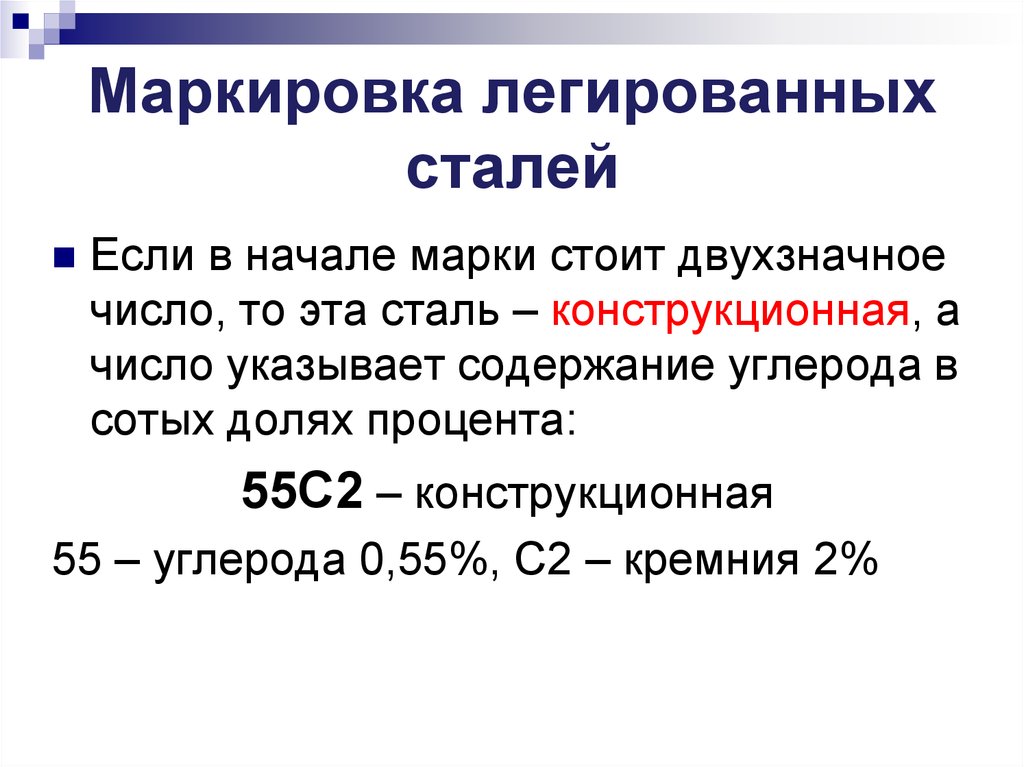
Сталь 20 зачастую используется в процессе производства тех деталей, которые работают со сравнительно небольшим нагружением. Это могут быть оси, пальцы или шестерни, а также и те детали, которые будут подвергаться цементированию для продления срока службы. Помимо всего, такой тип стали может быть использован в процессе изготовления особо тонких деталей, в большинстве своем работающих на истирание. Без термической обработки этот вид стали используется в производстве крюков подъемных кранов, а также прочих деталей, эксплуатация которых производится под некоторым давлением в диапазоне температур от -40 до +450 градусов Цельсия. Химико-термическая обработка наделяет сталь 20 всеми необходимыми свойствами для использования ее в качестве основы для деталей, главной особенностью которых является высокий уровень прочности поверхности.
Химический состав стали 20
Состав марки стали 20 очень разнообразен, ведь в нем представлен углерод, марганец, кремний, медь, мышьяк, никель, фосфор и сера. По сути своей данный тип стали представляет собой очень интересную смесь, в составе которой имеется феррит и перлит. В процессе термической обработки структуру материала можно изменить до пакетного мартенсита. Стоит отметить, что данные преобразования структуры приведут к тому, что прочность стали увеличиться, а ее пластичность, наоборот, уменьшиться. Если сталь 20 подвергнуть термической обработке, после этого она может быть использована в процессе изготовления особой продукции метизного типа.
По сути своей данный тип стали представляет собой очень интересную смесь, в составе которой имеется феррит и перлит. В процессе термической обработки структуру материала можно изменить до пакетного мартенсита. Стоит отметить, что данные преобразования структуры приведут к тому, что прочность стали увеличиться, а ее пластичность, наоборот, уменьшиться. Если сталь 20 подвергнуть термической обработке, после этого она может быть использована в процессе изготовления особой продукции метизного типа.
| C | Si | Mn | S | P | Ni | Cr | Cu | As | Fe |
| 0,17 – 0,24 | 0,17 – 0,37 | 0,35 – 0,65 | до 0,04 | до 0,04 | до 0,25 | до 0,25 | до 0,25 | до 0,08 | ~98 |
Зарубежные аналоги стали 20
| США | 1020, 1023, 1024, G10200, G10230, h30200, M1020, M1023 |
| Германия | 1. 0402, 1.0405, 1.1151, C22, C22E, C22R, Ck22, Cm22, Cq22, St35, St45-8 0402, 1.0405, 1.1151, C22, C22E, C22R, Ck22, Cm22, Cq22, St35, St45-8 |
| Япония | S20C, S20CK, S22C, STB410, STKM12A, STKM12A-S, STKM13B, STKM13B-W |
| Франция | 1C22, 2C22, AF42, AF42C20, C20, C22, C22E, C25E, XC15, XC18, XC25 |
| Англия | 050A20, 055M15, 070M20, 070M26, 1449-22CS, 1449-22HS, 1C22, 22HS, 430, C22, C22E |
| Евросоюз | 1.1151, 2C22, C20E2C, C22, C22E |
| Италия | C18, C20, C21, C22, C22E, C22R, C25, C25E |
| Бельгия | C25-1, C25-2 |
| Испания | 1C22, C22, C25k, F.112, F.1120 |
| Китай | 20, 20G, 20R, 20Z |
| Швеция | 1450 |
| Болгария | 20, C22, C22E |
| Венгрия | A45.47, C22E |
| Польша | 20, K18 |
| Румыния | OLC20, OLC20X |
| Чехия | 12022, 12024 |
| Австралия | 1020, M1020 |
| Швейцария | Ck22 |
Юж. Корея Корея | SM20C, SM20CK, SM22C |
Физические свойства стали 20
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2,13 | 52 | 7859 | |||
| 100 | 2,03 | 11,60 | 50.6 | 7834 | 486 | 219 |
| 200 | 1,99 | 12,60 | 48.6 | 7803 | 498 | 292 |
| 300 | 1,90 | 13,10 | 46. 2 2 | 7770 | 514 | 381 |
| 400 | 1,82 | 13,60 | 42.8 | 7736 | 533 | 487 |
| 500 | 1,72 | 14,10 | 39.1 | 7699 | 555 | 601 |
| 600 | 1,60 | 14,60 | 35.8 | 7659 | 584 | 758 |
| 700 | 14,80 | 32 | 7617 | 636 | 925 | |
| 800 | 12,90 | 7624 | 703 | 1094 | ||
| 900 | 7600 | 703 | 1135 | |||
| 1000 | 695 |
Механические свойства стали 20 при температуре 20
0С| Соответствие по ГОСТ | Вид поставки | σВ (МПа) | δ 5 (%) | ψ (%) | HB (не более) |
| 1050-74 | Сталь калиброванная: | ||||
| горячекатаная, кованая и серебрянка 2-й категории после нормализации | 410 | 25 | 55 | ||
| 5-й категории после нагартовки | 490 | 7 | 40 | ||
| 5-й категории после отжига или высокого отпуска | 390 | 21 | 50 | ||
| 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отпуска или отжига | 390-490 | 50 | 163 | ||
| после сфероидизирующего отжига | 340-440 | 50 | 163 | ||
| нагартованная без термообработки | 490 | 7 | 40 | 207 |
Механические свойства стали 20 при повышенных температурах
0С| Температурные испытания, °С | σ0,2, МПа | σВ, МПа | δ5, % | ψ, % | KCU, Дж/см2 |
| 20 | 280 | 430 | 34 | 67 | 218 |
| 200 | 230 | 405 | 28 | 67 | 186 |
| 300 | 170 | 415 | 29 | 64 | 188 |
| 400 | 150 | 340 | 39 | 81 | 100 |
| 500 | 140 | 245 | 40 | 86 | 88 |
| 700 | 130 | 39 | 94 | ||
| 800 | 89 | 51 | 96 | ||
| 900 | 75 | 55 | 100 | ||
| 1000 | 47 | 63 | 100 | ||
| 1100 | 30 | 59 | 100 | ||
| 1200 | 20 | 64 | 100 |
Пределы выносливости стали 20
| σ-1, МПа | J-1, МПа | n | δ5, МПа | σ0,2,МПа | Термообработка, состояние стали |
| 206 | 1Е+7 | 500 | 320 | ||
| 245 | 520 | 310 | |||
| 225 | 490 | 280 | |||
| 205 | 127 | Нормализация 910 С, отпуск 620 С.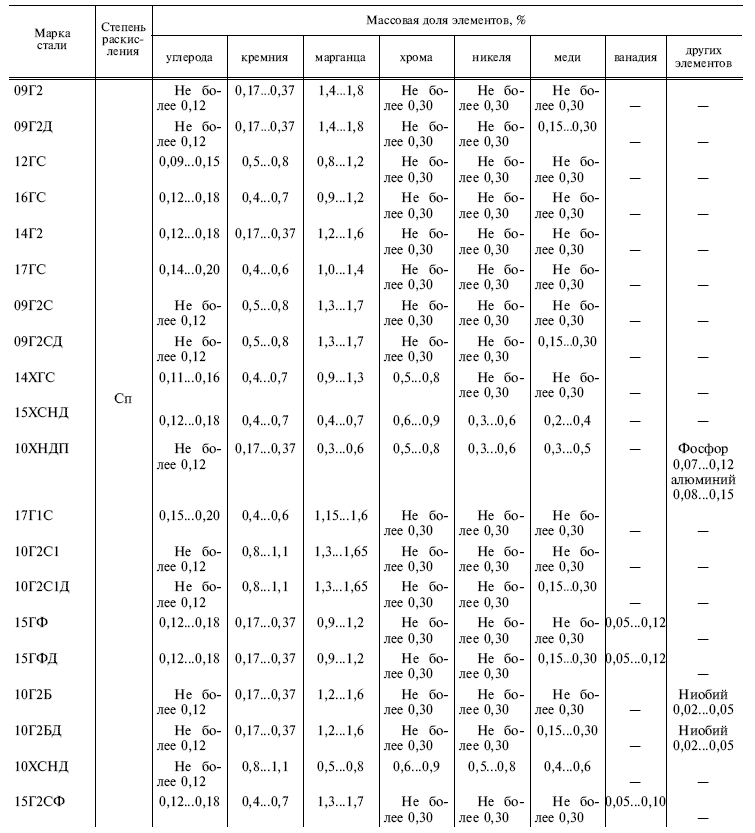 | |||
| 193 | 420 | 280 | |||
| 255 | 451 | Цементация 930 С, закалка 810 С, отпуск 190 С. |
Механические свойства стали 20 после ХТО
| Сечение, мм | σ0,2, МПа | σВ, МПа | δ5, % | y , % | KCU, Дж/м 2 | HB | HRC |
| Цементация 920-950 °С, воздух. Закалка 800-820 °С, вода. Отпуск 180-200 °С, воздух. | |||||||
| 50 | 290-340 | 490-590 | 18 | 45 | 54 | 156 | 55-63 |
Технологические свойства стали 20
| Коррозионная стойкость | В среде H2S: скорость общей коррозии ≤ 0,5 мм/год; стойкость к водородному растрескиванию CLR ≤ 3 % CTR ≤ 6 %; стойкость к сульфидному коррозионному растрескиванию под напряжением ≥ 75 % от σ0,2. По ТУ 14-3-1971-97 металл труб должен выдерживать испытания на водородное растрескивание по стандарту NACE ТМ 02 84 (испытательная среда NACE TM 01 77). Предельные значения коэффициентов длины (CLR) и толщины трещин (CTR) не должны превышать соответственно 3 и 6%. Металл труб должен выдерживать испытания на стойкость к сульфидному растрескиванию под напряжением. Пороговое напряжение СКРН должно быть не менее 75% (254 МРа) от минимального гарантируемого предела текучести материала. Скорость общей коррозии металла труб не должна превышать 0,5 мм/год. По ТУ 14-3-1971-97 металл труб должен выдерживать испытания на водородное растрескивание по стандарту NACE ТМ 02 84 (испытательная среда NACE TM 01 77). Предельные значения коэффициентов длины (CLR) и толщины трещин (CTR) не должны превышать соответственно 3 и 6%. Металл труб должен выдерживать испытания на стойкость к сульфидному растрескиванию под напряжением. Пороговое напряжение СКРН должно быть не менее 75% (254 МРа) от минимального гарантируемого предела текучести материала. Скорость общей коррозии металла труб не должна превышать 0,5 мм/год. |
| Наплавка | Наплавка уплотнительных поверхностей деталей трубопроводной арматуры в соответствии с ОСТ 26-07-2028-81 производится ручной электродуговой наплавкой электродами типа Э-20Х13 с обмазкой УОНИ-13НЖ, НИИ-48, НИИ-48Ж-1 или проволокой СВ-12Х13 или СВ-20Х13. Подготовка поверхности под наплавку производится механической обработкой. Наплавка производится с предварительным и сопутствующим нагревом детали до 400-450 °C не менее чем в 3 слоя толщиной не менее 4 мм без учета припуска на механическую обработку. Термообработка после наплавки производится путем отпуска при 550-600 °C (выдержка 2-5 ч) на твердость НВ=301-350, при 600-650 °C (выдержка 2-5 ч) на твердость НВ=240-300, при 400-450 °C (выдержка 2-5 ч) на твердость НВ=351-400. Температура печи при загрузке деталей для отпуска должна быть не более 300 °C. Термообработка после наплавки производится путем отпуска при 550-600 °C (выдержка 2-5 ч) на твердость НВ=301-350, при 600-650 °C (выдержка 2-5 ч) на твердость НВ=240-300, при 400-450 °C (выдержка 2-5 ч) на твердость НВ=351-400. Температура печи при загрузке деталей для отпуска должна быть не более 300 °C. |
| Обрабатываемость резаньем | В горячекатанном состоянии при НВ 126-131 и sВ=450-490 МПа Kn тв.спл.=1,7 Kn б.ст.=1,6. |
| Свариваемость | Сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки РДС, АДС под флюсом и газовой защитой, КТС. Для ручной дуговой сварки используются электроды МР-3 или УОНИ13/45А; для автоматической под флюсом – проволока Св-08А, Cв-08ГA или Св-10Г2 с флюсом АН-348А; для сварки в защитных газах Ar и CO 2 – сварочная проволока Св-08Г2С. |
| Склонность к отпускной хрупкости | Не склонна. |
| Температура ковки | Начала – 1280 °C, конца – 750 °C. Охлаждение на воздухе. |
| Флокеночувствительность | не чувствительна. |
Ударная вязкость стали 20 KCU (Дж/см3) при низких температурах °С
| Соответствие по ГОСТ | Вид поставки | Сечение, мм | KCU при +20 | KCU при -40 | KCU при -60 |
| 19281-73 | Сортовой и фасонный прокат | от 5 до 10 | 64 | 39 | 34 |
| от 10 до 20 вкл. | 59 | 34 | 29 | ||
| от 20 до 100 вкл. | 59 | 34 | – |
Предел текучести стали 20
| Температура испытания, °C/s0,2 | |||||||
| 150 | 200 | 250 | 300 | 320 | 350 | 400 | 450 |
| ≥215 | ≥210 | ≥196 | ≥180 | ≥160 | ≥137 | ≥127 | |
Химический состав стали 20 по ТУ и ГОСТ
| НТД | C | S | P | Mn | Cr | Zn | V | Sn | Si | Sb | Pb | Ni | N | Mo | Fe | Cu | Bi | As | Al |
| ТУ 14-1-3987-85 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,30 | – | – | – | ≤0,30 | – | – | – |
| ТУ 14-1-5058-91 | 0,18-0,24 | ≤0,012 | ≤0,020 | 0,35-0,65 | ≤0,15 | ≤0,0040 | ≤0,040 | ≤0,005 | 0,17-0,37 | 0,00015-0,00045 | ≤0,0030 | ≤0,10 | ≤0,010 | – | – | ≤0,10 | 0,0002-0,00045 | ≤0,010 | – |
| ГОСТ 11017-80 | 0,17-0,24 | ≤0,035 | ≤0,035 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,30 | ≤0,006 | – | – | ≤0,30 | – | ≤0,080 | – |
| ГОСТ 19277-73, ГОСТ 21729-76 | 0,17-0,24 | ≤0,035 | ≤0,035 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | – | – | ≤0,20 | – | – | – |
| ТУ 14-1-1529-2003 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | – | Ост. | ≤0,30 | – | – | – |
| ТУ 14-3Р-251-2007, ТУ 14-3-251-74, ГОСТ 1050-88 | 0,17-0,24 | ≤0,040 | ≤0,035 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,30 | ≤0,006 | – | – | ≤0,30 | – | ≤0,080 | – |
| ТУ 14-3-808-78 | 0,17-0,24 | ≤0,040 | ≤0,035 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | ≤0,006 | – | – | ≤0,25 | – | ≤0,080 | 0,02-0,08 |
| ТУ 14-3-1971-97 | 0,17-0,21 | ≤0,008 | ≤0,012 | 0,35-0,65 | ≤0,25 | – | ≤0,060 | – | 0,17-0,37 | – | – | ≤0,30 | – | – | – | ≤0,30 | – | – | 0,02-0,05 |
| ТУ 14-3-341-75 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,025 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | – | – | ≤0,30 | – | – | – |
| ТУ 14-162-14-96 | 0,17-0,22 | ≤0,015 | ≤0,015 | 0,50-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | – | – | ≤0,25 | – | – | 0,03-0,05 |
| ТУ 14-1-5185-93 | 0,18-0,24 | 0,002-0,015 | 0,005-0,015 | 0,35-0,65 | ≤0,15 | 0,0005-0,0040 | 0,002-0,100 | 0,0005-0,0040 | 0,17-0,37 | 0,0005-0,0030 | 0,0003-0,0040 | ≤0,15 | 0,002-0,012 | – | – | ≤0,15 | 0,0001-0,0030 | ≤0,010 | 0,002-0,009 |
ТУ 08. 002.0501.5348-92 002.0501.5348-92 | 0,17-0,24 | ≤0,020 | ≤0,035 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,30 | – | – | – | ≤0,30 | – | – | – |
| ТУ 14-159-1128-2008 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,30 | ≤0,006 | – | – | ≤0,30 | – | ≤0,080 | – |
| ТУ 14-161-148-94 | 0,17-0,24 | ≤0,013 | ≤0,018 | 0,35-0,65 | – | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | – | – | ≤0,25 | – | – | – |
TУ 1317-006. 1-593377520-2003 1-593377520-2003 | 0,17-0,24 | ≤0,015 | ≤0,017 | 0,35-0,65 | ≤0,40 | – | ≤0,050 | – | 0,17-0,37 | – | – | ≤0,25 | ≤0,008 | – | – | ≤0,25 | – | – | 0,02-0,05 |
| ТУ 1301-039-00212179-2010 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | ≤0,15 | – | ≤0,30 | – | – | – |
| ТУ 14-3Р-55-2001, ТУ 14-3-460-2003 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,25 | – | – | – | ≤0,30 | – | – | – |
| ТУ 14-3Р-1128-2007 | 0,17-0,24 | ≤0,025 | ≤0,030 | 0,35-0,65 | ≤0,25 | – | – | – | 0,17-0,37 | – | – | ≤0,30 | ≤0,008 | – | – | ≤0,30 | – | – | – |
Обозначения используемые в таблицах
Механические свойства:
- sв – Предел кратковременной прочности, [МПа]
- sТ – Предел текучести, [МПа]
- s0,2 – Предел пропорциональности (допуск на остаточную деформацию – 0,2%), [МПа]
- d5 – Относительное удлинение при разрыве, [ % ]
- y – Относительное сужение, [ % ]
- KCU – Ударная вязкость, [ кДж / м2]
- HB – Твердость по Бринеллю, [МПа]
- HV – Твердость по Виккерсу, [МПа]
- HSh – Твердость по Шору, [МПа]
Физические свойства:
- T – Температура, при которой получены данные свойства, [Град]
- E – Модуль упругости первого рода, [МПа]
- a – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град]
- l – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
- r – Плотность материала , [кг/м3]
- C – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)]
- R – Удельное электросопротивление, [Ом·м]
Сталь 20 – расшифровка марки стали, ГОСТ, характеристика материала
Марка стали – 20
Стандарт – ГОСТ 1050
Заменитель – 15, 25
Сталь 20 содержит в среднем 0,2% углерода. Степень раскисления стали – спокойная (обозначают без индекса).
Степень раскисления стали – спокойная (обозначают без индекса).
Нелегированная качественная сталь 20 применяется для изготовления крюков кранов, строп, муфт, башмаков, вкладышей подшипников, деталей сварных конструкций с большим объемом сварки, а также трубопроводов, коллекторов и других деталей, работающих при температуре от -40 до 450°С под давлением.
Химико-термически обработанная сталь 20 применяется для изготовления шестерней, червяков, поршневых пальцев, фрикционных дисков, толкателей и других деталей, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины.
| Массовая доля основных химических элементов, % | |||
|---|---|---|---|
| C – углерода | Si – кремния | Mn – марганца | |
| 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | |
| Температура критических точек, °С | |||
|---|---|---|---|
| Ac1 | Ac3 | Ar1 | Ar3 |
| 735 | 850 | 680 | 835 |
| Технологические свойства | |
|---|---|
| Ковка | Температура ковки, °С: начала 1280, конца 750. Охлаждение на воздухе. Охлаждение на воздухе. |
| Свариваемость | Сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки: ручная дуговая сварка, автоматическая дуговая сварка, контактная сварка. |
| Обрабатываемость резанием | В горячекатаном состоянии при HB 126-131 и σв = 450-490 МПа: Kv твердый сплав = 1,7 Kv быстрорежущая сталь = 1,6 |
| Флокеночувств. | Не чувствительна |
| Склонность к отпускной хрупкости | Не склонна |
| Физические свойства | Температура испытаний, °С | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 212 | 208 | 203 | 197 | 189 | 177 | 163 | 140 | – | – |
| Модуль упругости при сдвиге кручением G, ГПа | 78 | 77 | 76 | 73 | 69 | 66 | 59 | – | – | – |
| Плотность ρn, кг/м3 | 7859 | 7834 | 7803 | 7770 | 7736 | 7699 | 7659 | 7617 | 7624 | 7600 |
| Коэффициент теплопроводности λ, Вт/(м*К) | – | 51 | 49 | 44 | 43 | 39 | 36 | 32 | 26 | 26 |
| Удельное электросопротивление ρ, нОм*м | – | 219 | 292 | 381 | 487 | 601 | 758 | 925 | 1094 | 1135 |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*106, K-1 | 12,3 | 13,1 | 13,8 | 14,3 | 14,8 | 15,1 | 15,2 | – | – | – |
| Удельная теплоемкость c, Дж/(кг*К) | 486 | 498 | 514 | 533 | 555 | 584 | 636 | 703 | 703 | 695 |
Сталь 20Х – расшифровка марки стали, ГОСТ, характеристика материала
Марка стали – 20Х
Стандарт – ГОСТ 4543
Заменитель – 15Х, 20ХН, 12ХН2, 18ХГТ
Сталь 20Х содержит в среднем 0,2% углерода, Х – указывает содержание хрома в стали примерно 1%.
Из легированной конструкционной стали 20Х изготовляют детали (преимущественно некрупные) подвергаемые цементации и закалке: втулки, пальцы, зубчатые колеса, толкатели, валики, обоймы, гильзы, диски, плунжеры, рычаги, стяжные кольца, штоки впускных клапанов, шпиндели, оправки, червяки, направляющие планки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины, детали, работающие в условиях износа при трении.
| Массовая доля основных химических элементов, % | |||
|---|---|---|---|
| C – углерода | Si – кремния | Mn – марганца | Cr – хрома |
| 0,17-0,23 | 0,17-0,37 | 0,50-0,80 | 0,70-1,00 |
| Температура критических точек, °С | |||
|---|---|---|---|
| Ac1 | Ac3 | Ar1 | Ar3 |
| 750 | 825 | 665 | 755 |
| Технологические свойства | |
|---|---|
| Ковка | Температура ковки, °С: начала 1260, конца 750. Заготовки сечением до 200 мм охлаждаются на воздухе, 201-700 мм подвергаются низкотемпературному отжигу. Заготовки сечением до 200 мм охлаждаются на воздухе, 201-700 мм подвергаются низкотемпературному отжигу. |
| Свариваемость | Сваривается без ограничений, кроме деталей после химико-термической обработки. Способы сварки: ручная дуговая сварка. Контактная сварка – без ограничений. |
| Обрабатываемость резанием | В горячекатаном состоянии состоянии при HB 131 и σв = 460 МПа: Kv твердый сплав = 1,7 Kv быстрорежущая сталь = 1,3 |
| Флокеночувств. | Малочувствительна |
| Склонность к отпускной хрупкости | Не склонна |
| Физические свойства | Температура испытаний, °С | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 216 | 213 | 198 | 193 | 181 | 171 | 165 | 143 | 133 | – |
| Модуль упругости при сдвиге кручением G, ГПа | 84 | 83 | 76 | 74 | 71 | 67 | 62 | 55 | 50 | – |
| Плотность ρn, кг/м3 | 7830 | 7810 | 7780 | – | 7710 | – | 7640 | – | – | – |
| Коэффициент теплопроводности λ, Вт/(м*К) | 42 | 42 | 41 | 40 | 38 | 36 | 33 | 32 | 31 | – |
| Удельное электросопротивление ρ, нОм*м | – | – | – | – | – | – | – | – | – | – |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*106, K-1 | 10,5 | 11,6 | 12,4 | 13,1 | 13,6 | 14,0 | – | – | – | – |
| Удельная теплоемкость c, Дж/(кг*К) | 496 | 508 | 525 | 537 | 567 | 588 | 626 | 706 | – | – |
Сталь 20, сталь 09Г2С, сталь 12Х18Н10Т
Характеристики материала сталь 20, фланцы сталь 20.
Самая распространенная марка стали для производства фланцев и фланцевых соединений, сталь конструкционная углеродистая качественная получил самое широкое распространение в производстве трубопроводной арматуры, водо, газо, нефте оборудовании. Фланцы из стали 20 применяются в котлостроении и других элементах тепло газо и нефтеснабжения, работающих при температурах до + 350 С. Ниже мы приводим основные физические, химические, технологические свойства стали 20, применяемой, как основной материал производства стальных фланцев из стали 20.
Марка стали: | 20 |
| Заменитель стали: | 15, 25 |
| Классификация стали: | Сталь конструкционная углеродистая качественная |
| Применение стали: | трубы перегревателей, коллекторов и трубопроводов котлов высокого давления, листы для штампованных деталей, цементуемые детали для длительной и весьма длительной службы при температурах до 350 град. |
Химический состав в % материала сталь 20
ГОСТ 1050 – 88
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.17-0.24 | 0.17-0.37 | 0.35-0.65 | до 0.25 | до 0.04 | до 0.04 | до 0.25 | до 0.25 | до 0.08 |
Температура критических точек материала сталь 20.
| Ac1 = 724 , Ac3(Acm) = 845 , Ar3(Arcm) = 815 , Ar1 = 682 |
Механические свойства (характеристики) при Т=20oС материала сталь 20.
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
Прокат горячекатан.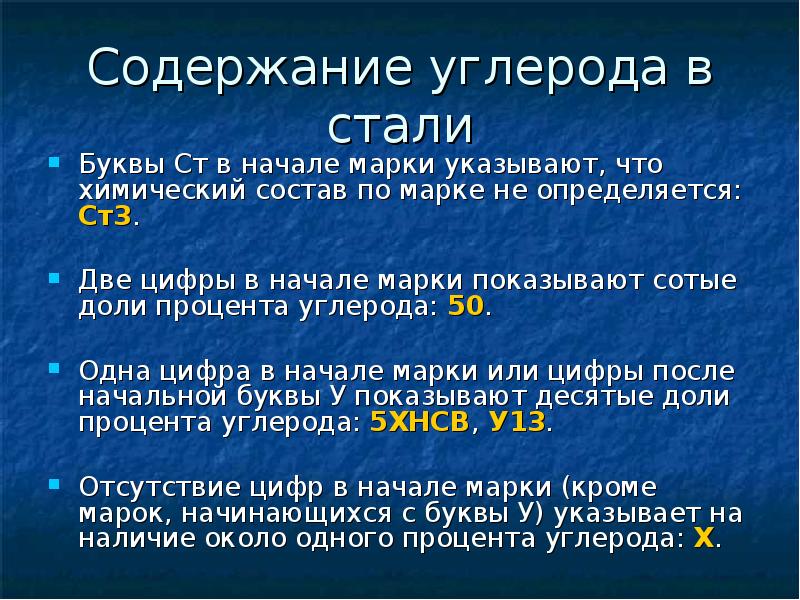 | до 80 | 420 | 250 | 25 | 55 | Нормализация | ||
| Пруток | Прод. | 480 | 270 | 30 | 62 | 1450 | Отжиг 880 – 900oC, | |
| Пруток | Прод. | 510 | 320 | 30.7 | 67 | 1000 | Нормализация 880 – 920oC, |
| Твердость материала сталь 20 после отжига, | HB 10 -1 = 163 МПа |
| Твердость материала сталь 20 калиброванного нагартованного, | HB 10 -1 = 207 МПа |
| Твердость материала сталь 20 , Трубы горячедеформир. ГОСТ 550-75 | HB 10 -1 = 156 МПа |
Физические свойства (характеристики) материала сталь 20 .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2. 13 13 | 52 | 7859 | |||
| 100 | 2.03 | 11.6 | 50.6 | 7834 | 486 | 219 |
| 200 | 1.99 | 12.6 | 48.6 | 7803 | 498 | 292 |
| 300 | 1.9 | 13.1 | 46.2 | 7770 | 514 | 381 |
| 400 | 1.82 | 13.6 | 42.8 | 7736 | 533 | 487 |
| 500 | 1.72 | 14.1 | 39.1 | 7699 | 555 | 601 |
| 600 | 1.6 | 14.6 | 35.8 | 7659 | 584 | 758 |
| 700 | 14.8 | 32 | 7617 | 636 | 925 | |
| 800 | 12.9 | 7624 | 703 | 1094 | ||
| 900 | 7600 | 703 | 1135 | |||
| 1000 | 695 | |||||
| Т | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
Технологические свойства (характеристики) материала сталь 20 .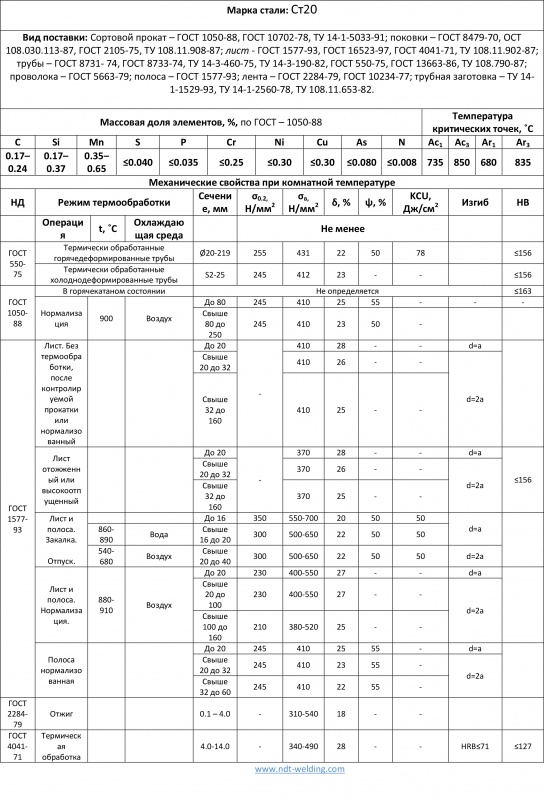
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Литейно-технологические свойства материала сталь 20 .
| Температура плавления, °C: | 1.1 – 2.2 |
| Температура горячей обработки,°C: | 3.3 – 4.4 |
| Температура отжига, °C: | 5.5 – 66 |
Обозначения:
Механические свойства материала сталь 20:
sв – Предел кратковременной прочности , [МПа]
sT – Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5 – Относительное удлинение при разрыве , [ % ]
y – Относительное сужение , [ % ]
KCU – Ударная вязкость , [ кДж / м2]
HB – Твердость по Бринеллю , [МПа]
Физические свойства материала сталь 20:
T – Температура, при которой получены данные свойства , [Град]
E – Модуль упругости первого рода , [МПа]
a – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град]
l – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)]
r – Плотность материала , [кг/м3]
C – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)]
R – Удельное электросопротивление, [Ом·м]
Свариваемость материала сталь 20:
без ограничений – сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая – сварка возможна при подогреве до 100-120 град.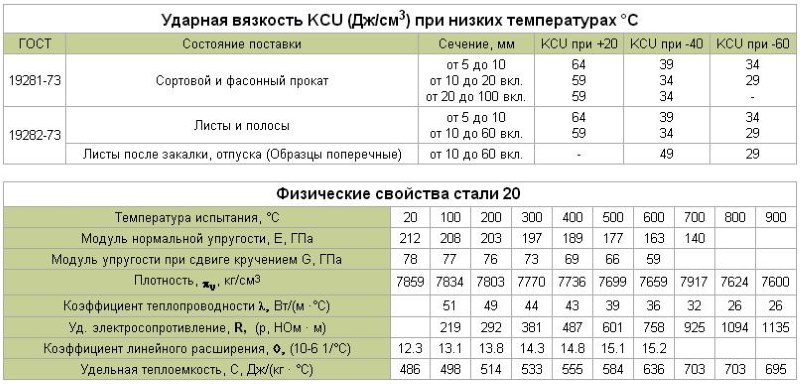 и последующей термообработке
и последующей термообработке
трудносвариваемая – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг
Аналоги стали 20 в классификациях зарубежных сталей
| Россия (ГОСТ) | Евронормы (EN) | Германия (DIN) | США (AISI) | Китай (GB) |
| 20 | 1.1151 | 1.0402 | 1020 | 20 |
Сталь 40ХН. Характеристики, применение, цены и состав
Легированная сталь 40ХН с преобладающим содержанием Ni и Cr в качестве дополнительных компонентов состава принадлежит к конструкционному классу. Она применяется для производства устойчивых к износу компонентов с высокой ответственностью, используемых в машиностроительной отрасли и строительстве. Благодаря хромоникелевому составу обеспечивается устойчивость к коррозии и привлекательный металлический оттенок.
Легирование положительно сказывается на уменьшении истираемости в процессе эксплуатации, улучшению качества пайки, штампования и мехобработки.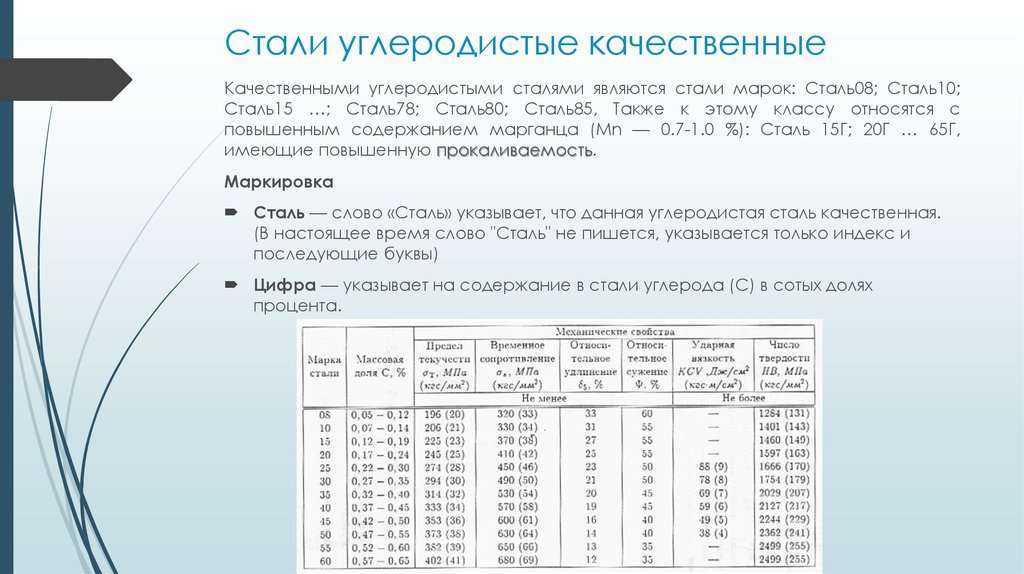 Устойчивость к внешним воздействиям и небольшая стоимость стали причинами высокой популярности сплава.
Устойчивость к внешним воздействиям и небольшая стоимость стали причинами высокой популярности сплава.
Вернуться к содержанию
Расшифровка и состав
Расшифровка стали 40ХН позволяет получить основную информацию о химическом составе:
- углерод – 0,4%;
- хром – 0,4%;
- никель – 1%.
Согласно нормативному документу на данный продукт, в состав стали 40ХН входят компоненты:
- Ni – 1,2±0,2%;
- Mg – 0,65±0,15%;
- Cr – 0,6±0,15%;
- C – 0,4±0,04%;
- Si – 0,27±0,1%;
- S — менее 0,035%;
- P – менее 0,035%.
Вернуться к содержанию
Область применения
Высокие эксплуатационные качества позволяют использовать металл для производства деталей и механизмов, используемых в машиностроительной отрасли и промышленности, а также подверженных металлообработке. К основным элементам на основе состава относятся:
- компоненты для соединения и крепежные детали;
- рычажные, шатунные и штоковые механизмы;
- шестерни;
- валки для прокатки;
- оси, валы, цилиндры;
- компоненты с высокой прочностью и устойчивостью к износу.

Применение стали 40ХН не ограничивается, если изделия будут подвергаться вибрационным, динамическим и ударным нагрузкам. Это позволяет использовать металл для получения оборудования и узлов агрегатов, которые будут эксплуатироваться в сложных условиях.
К особенностям металла относится сложность при создании сварных соединений. Для этого может использоваться:
- аргонно-дуговая под флюсом;
- электрошлаковая;
- ручная дуговая сварка.
При этом потребуется предварительно нагреть изделие, после чего обработать механическим способом.
Вернуться к содержанию
Технические характеристики
К основным характеристикам стали 40ХН относятся:
| ударная вязкость | 780 кДж/м2; |
| относительное сужение | 50%; |
| относительное удлинение на отрыв | 12%; |
| противодействие на отрыв | 690 МПа; |
| твердость | 207 МПа; |
| плотность | 7,82 т/м3. |
Металл склонен к хрупкому разрушению, флокеночувствителеный, трудносвариваемый.
Вернуться к содержанию
Влияние легирующих элементов и примесей на свойства стали
Хром используется в качестве одного из главных компонентов состава. Его основная функция – увеличение прокаливаемости металла. В данном случае речь идет о глубине закаленной зоны, которая исчисляется от поверхности детали до слоя, представленного на 50% мартенситом и на 50% трооститом. Полная прокаливаемость легированной стали 40ХН обеспечивает улучшение механических характеристик, в том числе снижение склонности к хрупкому разрушению, уменьшению порога хладноломкости, повышение работоспособности при появлении трещин по сравнению с обычной сталью. Полоса прокаливаемости после нормализации и закалке (t = 850 С) представлена на рисунке:
При повышении количества Cr обеспечивается рост твердости, что обусловлено стойкостью переохлажденного аустенита к распаду.
Никель и феррум способны растворяться друг в друге, они имеют близкое расположение кристаллических решеток.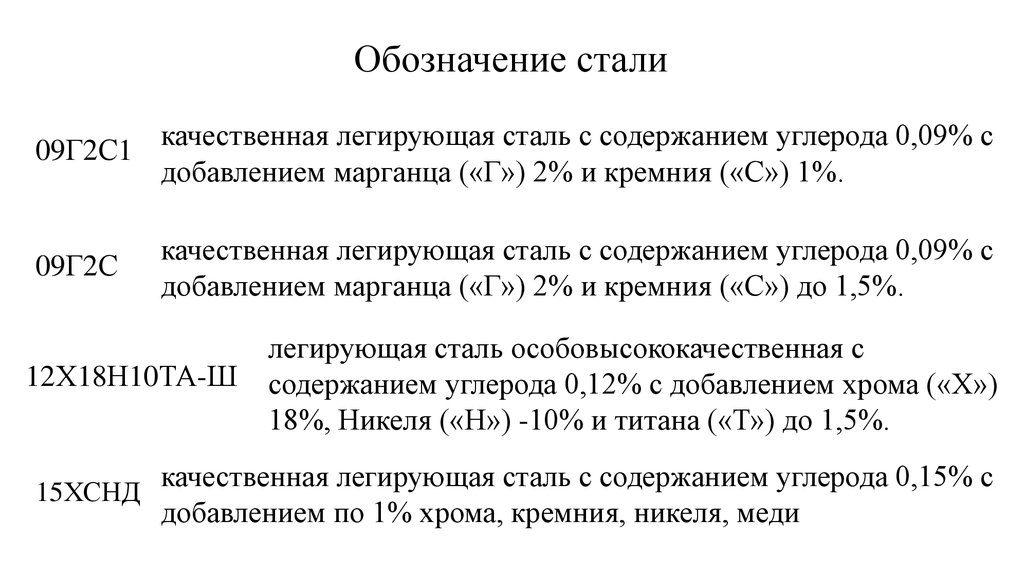 Никель не относится к группе карбидообразующих элементов, а присутствует в твердом растворе в феррите или аустените, что повышает прочность и вязкость феррита. Он предназначен для снижения хладноломкости легированной стали 40ХН, при содержании в составе всего 1% Ni обеспечивается уменьшение данного показателя в 20 тысяч раз. При этом повышается упругость, уменьшается размер зерна, улучшается прокаливаемость и технические характеристики, снижается коррозионная активность. Никель является раскислителем, поэтому увеличивает плотность стали. При взаимодействии с хромом улучшается термическое упрочнение, повышается ударная вязкость и усталостная прочность. При дальнейшем увеличении концентрации химического элемента снижаются магнитные свойства, повышается устойчивость к коррозии и действию высоких температур.
Никель не относится к группе карбидообразующих элементов, а присутствует в твердом растворе в феррите или аустените, что повышает прочность и вязкость феррита. Он предназначен для снижения хладноломкости легированной стали 40ХН, при содержании в составе всего 1% Ni обеспечивается уменьшение данного показателя в 20 тысяч раз. При этом повышается упругость, уменьшается размер зерна, улучшается прокаливаемость и технические характеристики, снижается коррозионная активность. Никель является раскислителем, поэтому увеличивает плотность стали. При взаимодействии с хромом улучшается термическое упрочнение, повышается ударная вязкость и усталостная прочность. При дальнейшем увеличении концентрации химического элемента снижаются магнитные свойства, повышается устойчивость к коррозии и действию высоких температур.
Сера появляется в составе металла из-за содержания ее в руде. При нормальных условиях она практически не растворяется в феррите, поэтому встречается в соединениях с железом, марганцем или легирующими элементами. При нагревании материала происходит распространение ее в феррите и аустените в допустимых количествах: при температуре 913 градусов – 0,02%, при 1365 градусах – 0,05% соответственно. Если сера присутствует в металле в составе сульфида железа, то это может привести к красноломкости и горячеломкости. Химический элемент не оказывает действия на прочностные характеристики стали 40ХН, но сказывается на анизотропии в обоих направлениях при прокатке. Ударная вязкость понижается в поперечном направлении, но повышается вдоль. Это обусловлено увеличением полосчатости ферритно-перлитного строения в результате вытянутой формы серосодержащих соединений.
При нагревании материала происходит распространение ее в феррите и аустените в допустимых количествах: при температуре 913 градусов – 0,02%, при 1365 градусах – 0,05% соответственно. Если сера присутствует в металле в составе сульфида железа, то это может привести к красноломкости и горячеломкости. Химический элемент не оказывает действия на прочностные характеристики стали 40ХН, но сказывается на анизотропии в обоих направлениях при прокатке. Ударная вязкость понижается в поперечном направлении, но повышается вдоль. Это обусловлено увеличением полосчатости ферритно-перлитного строения в результате вытянутой формы серосодержащих соединений.
Железная руда содержит фосфор, который после обработки переходит в сталь. Его растворимость в феррите и аустените достаточно высокая, поэтому он присутствует в твердом растворе и оказывает влияние на качества данных состояний. Негативное воздействие компонента усиливается за счет подверженности ликвации, что приводит к увеличению прочности в ущерб хладноломкости.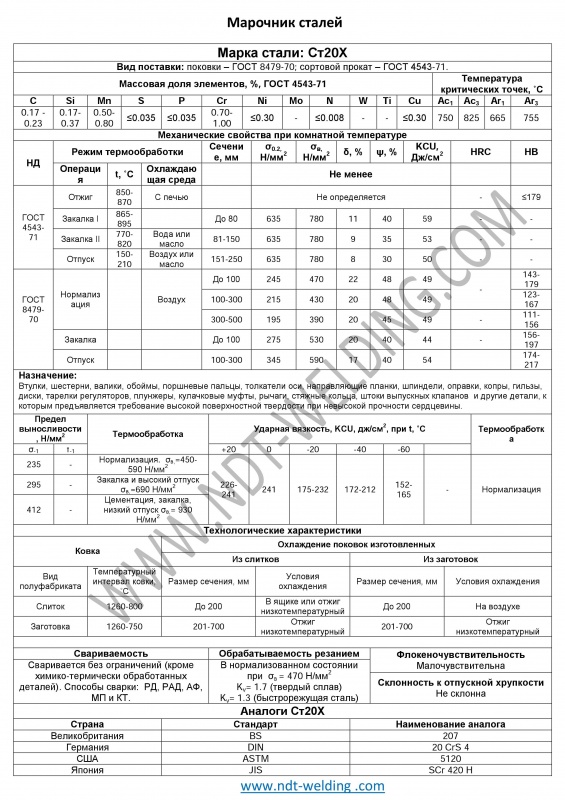 Предел текучести при небольшом содержании химического элемента повышается на 20-30 МПа, а хладноломкость – на 20-25 градусов.
Предел текучести при небольшом содержании химического элемента повышается на 20-30 МПа, а хладноломкость – на 20-25 градусов.
Вернуться к содержанию
Стоимость
Цена стали 40ХН зависит от ряда факторов:
- актуальных предложений производителей;
- расходов на доставку и хранение;
- качества обработки поверхности;
- характеристик металла;
- типа проката.
Также немаловажную роль играют объем заказа и способ закупки. Реализация продукции осуществляется на вес.
Вернуться к содержанию
Сортамент
Широкое распространение марки стали 40ХН позволяет получать различные прокатные элементы:
- полосы;
- полые цилиндры;
- шестигранники;
- квадраты;
- круги и прутки.
При необходимости можно заказать необходимый профиль нестандартной формы у производителя. Такие элементы, как фасонки, трубы и листы не изготавливаются.
Вернуться к содержанию
Аналоги
Аналогами стали 40ХН отечественного производства являются 38ХГН, 30ХГВТ, 45ХН, 40ХНМ, 50ХН.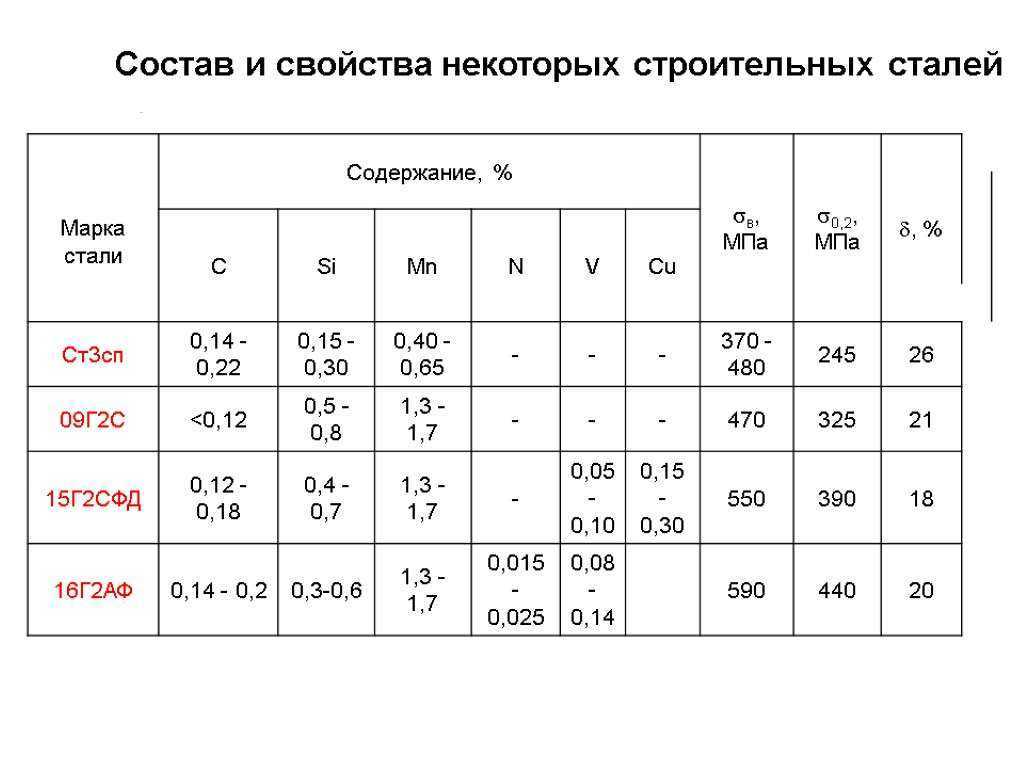
К иностранным конкурентам относятся:
- шведский 2530;
- румынский 40CrNi12;
- японский SNC236;
- французский 35NC6;
- немецкие 40NiCr6 и 36NiCr6;
- американские 3140H и 3135;
- китайский
Содержание компонентов в стали зарубежного производства может отличаться, но физико-механические характеристики будут практически идентичны.
Полезно? Сохраните себе на стену! Спасибо за лайк!
| 08 | ГОСТ 1050 – 88 | Feот 98%Mn0.35-0.65%Si0.17-0.37%C0.05-0.12%… |
| 10 | ГОСТ 1050 – 88 | Feот 98%Mn0.35-0.65%Si0.17-0.37%C0.07-0.1%… |
| 15 | ГОСТ 1050 – 88 | Feот 97.8%Mn0.35-0.65%Si0.17-0.37%C0.12-0.19%… |
| 20 | ГОСТ 1050 – 88 | Feот 97.9%Mn0.35-0.6%Si0.17-0.3%C0.17-0.2%… |
| 25 | ГОСТ 1050 – 88 | Feот 97.6%Mn0.5-0.8%C0.22-0.3%Si0.17-0.3%… |
| 30 | ГОСТ 1050 – 88 | Feот 97. 6%Mn0.5-0.8%C0.27-0.3%Si0.17-0.3%… 6%Mn0.5-0.8%C0.27-0.3%Si0.17-0.3%… |
| 35 | ГОСТ 1050 – 88 | Feот 97.5%Mn0.5-0.8%C0.32-0.4%Si0.17-0.3%… |
| 40 | ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.37-0.45%Si0.17-0.3%… |
| 45 | ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.42-0.5%Si0.17-0.3%… |
| 50 | ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.47-0.5%Si0.17-0.3%… |
| 55 | ГОСТ 1050 – 88 | Feот 97.3%C0.52-0.6%Mn0.5-0.8%Si0.17-0.3%… |
| 58 | ГОСТ 1050 – 88 | Feот 97.9%C0.55-0.6%Si0.1-0.3%… |
| 60 | ГОСТ 1050 – 88 | Feот 97%C0.57-0.6%Mn0.5-0.8%Si0.17-0.3%… |
| 05кп | ГОСТ 1050 – 88 | Feот 98.7%… |
| 08кп | ГОСТ 1050 – 88 | Feот 98.5%Mn0.25-0.5%C0.05-0.1%… |
| 08пс | ГОСТ 1050 – 88 | Feот 98.3%Mn0.35-0.6%C0.05-0.1%Si0.05-0.1%… |
| 08Фкп | Feот 99. 4%Mn0.2-0.4%V0.02-0.04%… 4%Mn0.2-0.4%V0.02-0.04%… | |
| 08Ю | ГОСТ 9045 – 93 | Feот 99.4%Al0.02-0.07%… |
| 08ЮА | ГОСТ 4041 – 71 | Feот 98.9%Mn0.2-0.4%Al0.02-0.08%… |
| 10кп | ГОСТ 1050 – 88 | Feот 98.4%Mn0.25-0.5%C0.07-0.1%… |
| 10пс | ГОСТ 1050 – 88 | Feот 98.3%Mn0.35-0.6%C0.07-0.1%Si0.05-0.1%… |
| 10ЮА | ГОСТ 4041 – 71 | Feот 98.9%Mn0.2-0.4%C0.07-0.1%Al0.02-0.08%… |
| 11кп | ГОСТ 1050 – 88 | Feот 98.5%Mn0.3-0.5%C0.05-0.1%… |
| 11ЮА | ГОСТ 803 – 81 | Feот 98.5%Mn0.3-0.5%C0.08-0.1%Al0.02-0.08%… |
| 12К | Feот 97.8%Mn0.4-0.7%Si0.17-0.3%C0.08-0.16%… | |
| 15К | ГОСТ 5520 – 79 | Feот 97.8%Mn0.35-0.6%Si0.15-0.3%C0.12-0.2%… |
| 15кп | ГОСТ 1050 – 88 | Feот 98.2%Mn0.25-0.5%C0.12-0.19%… |
| 15пс | ГОСТ 1050 – 88 | Feот 98. 1%Mn0.36-0.6%C0.12-0.19%Si0.05-0.1%… 1%Mn0.36-0.6%C0.12-0.19%Si0.05-0.1%… |
| 15ЮА | ГОСТ 4041 – 71 | Feот 98.8%Mn0.25-0.4%C0.12-0.18%Al0.02-0.08%… |
| 16К | ГОСТ 5520 – 79 | Feот 97.7%Mn0.45-0.7%Si0.17-0.3%C0.12-0.2%… |
| 18К | ГОСТ 5520 – 79 | Feот 97.6%Mn0.55-0.8%Si0.17-0.3%C0.14-0.2%… |
| 18кп | ГОСТ 1050 – 88 | Feот 98.3%Mn0.3-0.5%C0.12-0.2%… |
| 18ЮА | ГОСТ 803 – 81 | Feот 98.5%Mn0.2-0.4%C0.16-0.2%Al0.02-0.08%… |
| 20А | ГОСТ 21729 – 76 | Feот 98.3%Mn0.35-0.6%Si0.17-0.3%C0.17-0.2%… |
| 20К | ГОСТ 5520 – 79 | Feот 97.8%Mn0.35-0.65%C0.16-0.24%Si0.15-0.3%… |
| 20кп | ГОСТ 1050 – 88 | Feот 98.2%Mn0.25-0.5%C0.17-0.2%… |
| 20пс | ГОСТ 1050 – 88 | Feот 98.1%Mn0.35-0.6%C0.17-0.2%Si0.05-0.1%… |
| 20ЮА | ГОСТ 4041 – 71 | Feот 98.8%Mn0. 25-0.4%C0.16-0.2%Al0.02-0.08%… 25-0.4%C0.16-0.2%Al0.02-0.08%… |
| 22К | ГОСТ 5520 – 79 | Feот 97.4%Mn0.7-1%C0.19-0.2%Si0.17-0.4%… |
| 25пс | ГОСТ 4041 – 71 | Feот 98.4%Mn0.25-0.5%C0.22-0.2%… |
| 50А | ГОСТ 1050 – 88 | Feот 97.4%Mn0.5-0.8%C0.47-0.5%Si0.17-0.3%… |
| ОсВ | ГОСТ 4728 – 79, в последней версии материал отсутствует | Feот 97.5%Mn0.55-0.8%C0.4-0.48%Si0.15-0.3%… |
Цифровые беспроводные домофоны с камерой
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
ПРОСТЫЕ РЕШЕНИЯ ДЛЯ ПОВСЕДНЕВНОГО ДНЯ
Знаете ли вы, что оптическое волокно — лучший способ доставить быстрый и стабильный Интернет в ваш дом? Надежный
на работе, онлайн-бизнесе и социальных встречах или удаленном обучении позволяет детям участвовать в уроках с включенной веб-камерой. Быстрый, стабильный и безопасный оптоволоконный интернет – гораздо лучшее решение, чем, например, радио-интернет, качество которого оставляет желать лучшего,
Быстрый, стабильный и безопасный оптоволоконный интернет – гораздо лучшее решение, чем, например, радио-интернет, качество которого оставляет желать лучшего,
и связь прерывается дождем или ветром.
ПОЛНАЯ СВОБОДА С INEA
Четвертый год подряд Интернет от INEA является самым быстрым в Польше, что подтверждает национальный рейтинг самых быстрых интернет-провайдеров в Польше Speedtest.pl. Какие еще возможности предлагает оптоволоконный интернет от INEA? Интернет от INEA симметричный. Это означает одинаковую скорость загрузки и выгрузки. Файлы, фотографии или любые вложения дойдут до получателя
за несколько секунд. Работа в Интернете и онлайн-игры еще никогда не были такими гладкими.Быстрый и безопасный Интернет облегчит решение многих дел, а даже обычный просмотр телевизора доставит удовольствие.
Настоящим хитом, помимо самого быстрого интернета в Польше, является HIWAY TV в качестве 4K. Это небольшая приставка, которую нужно просто подключить к электричеству и телевизору. Телевидение работает благодаря интернету, даже через Wi-Fi. Кроме того, HIWAY предлагает:
Телевидение работает благодаря интернету, даже через Wi-Fi. Кроме того, HIWAY предлагает:
- функция перемотки, начиная с начала, перематывая, останавливая и просматривая программы даже 7 дней назад;
- Бесплатный выбор тематических пакетов любимых каналов, которые можно включать и выключать
в течение срока действия контракта.Таким образом, вы платите только за то, что смотрите .
АКЦИЯ КОМБИНАТ В INEA
Заявляем об отсутствии звезд в предложении, хотя самая популярная вдохновила нас на действия. В INEA акции объединены, и вы можете одновременно пользоваться несколькими бонусами. Безлимитная мобильная связь с 20 ГБ Интернета за 24,90 злотых и 3 месяца
за 0 злотых в акции. Добавляем 3 месяца HBO GO в интернет бесплатно, а 3 месяца мультирума бесплатно в ТВ, чтобы у каждого из домочадцев была полная свобода.С таким предложением
и множеством акций представители INEA отправились в вашу коммуну с акцией по подключению интернета.
Мы позаботились об оперативном контакте, чтобы каждый мог выбрать наиболее удобную для себя форму: Мы знаем, что лучшие услуги — это те, которые адаптируются к потребностям и нашей повседневной жизни. Поэтому свяжитесь с нами сейчас и выберите для себя услуги INEA.
.
Кабель HDMI-HDMI Savio 1.4 15м 3D 4K Alltronix
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Вы можете прочитать больше об этом в политике использования файлов cookie Shoper.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.90 000 лучших инфракрасных телевизионных шоу для приложения Android Android
— это комплексная платформа, которая позволяет OEM-производителям опробовать новые концепции оборудования. Если у вас есть приличное устройство Android, вы можете воспользоваться несколькими датчиками. Одним из них является IR Blaster, который уже давно является частью телефонов высокого класса. В основном он находится на верхней части смартфона и может управлять многими бытовыми приборами, имеющими встроенную функцию дистанционного управления. Ваш телевизор составляет значительную часть списка устройств, и если вы потеряете пульт, вы можете легко управлять им по телефону. Однако вам понадобится приложение IR Blaster или TV Remote.
Ваш телевизор составляет значительную часть списка устройств, и если вы потеряете пульт, вы можете легко управлять им по телефону. Однако вам понадобится приложение IR Blaster или TV Remote.
Он показывает , поэтому список лучших приложений IR Blaster, позволяющих управлять телевизором или другим устройством с телефона:
Примечание в инфракрасный датчик для приложений IR Blaster, чтобы они работали. Вы можете проверить доступность сенсора, ознакомившись с техническими характеристиками вашего устройства. Вы также можете сделать его доступным, выполнив поиск небольшого кусочка тонированного стекла на устройстве.
1. Интеллектуальный ИК-пульт — AnyMote
Если вам нужно приложение, обеспечивающее полный контроль над всей бытовой техникой, не ищите дальше. Smart IR Remote — приложение AnyMote поддерживает 999 006 000 000 устройств и увеличивается в размерах, что делает его больше, чем просто приложение для удаленного просмотра телевизора. Вы можете управлять Smart TV, простыми телевизорами, кондиционерами, потоковыми устройствами и всем, что имеет инфракрасный датчик. О, и мы говорим, что это также работает в домашней сети Wi-Fi, чтобы заставить подключаться к современным интеллектуальным устройствам. Также позволяет автоматизировать поток функций , например, при включении телевизора автоматически включается телевизионная приставка и система домашнего кинотеатра.
Вы можете управлять Smart TV, простыми телевизорами, кондиционерами, потоковыми устройствами и всем, что имеет инфракрасный датчик. О, и мы говорим, что это также работает в домашней сети Wi-Fi, чтобы заставить подключаться к современным интеллектуальным устройствам. Также позволяет автоматизировать поток функций , например, при включении телевизора автоматически включается телевизионная приставка и система домашнего кинотеатра.
Вы также можете использовать определенные жесты для выполнения определенных действий, применять темы дистанционного управления к отдельным страницам и использовать пульт дистанционного управления с любой стороны с помощью плавающего удаленного виджета .Короче говоря, он напичкан функциями до такой степени, что вам никогда не понадобятся эти аналоговые пульты. Приложение доступно в виде бесплатной версии, но имеет ограниченные возможности, и вам придется приобрести полную версию, чтобы разблокировать все функции.
Установить: (бесплатно) (6,99 долл. США платно)
2. Unified TV
Я люблю Unified TV.Благодаря приложению вы получаете относительно меньшую поддержку различных устройств и девайсов (80+). Но в него встроено множество интеллектуальных функций. Во-первых, автоматически обнаруживает ближайшие устройства с инфракрасными датчиками (или устройства в той же сети / WiFi), что устраняет необходимость ручного поиска устройства. Тогда у вас есть виджетов и ярлыков на главном экране для удобного удаленного доступа.
Вы также оснащены интеграцией T asker и Flic вместе с действиями NFC .При цене 0,99 доллара этого немного не хватает на поддерживаемых устройствах, но его необходимо купить, если вам нужно функциональное приложение для удаленного управления телевизором.
Установка: (оплата $0,99)
3.
SURE Universal TV RemoteSURE Universal Remote for TV — это одно из немногих бесплатных инфракрасных приложений для дистанционного управления, которое отлично справляется со своей задачей. Приложение поддерживает + 1 миллион устройств, что хорошо, учитывая, что некоторые платные альтернативы предлагают меньшую поддержку устройств.Вы можете использовать его с интеллектуальными устройствами с поддержкой Wi-Fi с конвертером Wi-Fi. Но выдающейся особенностью является возможность потоковой передачи контента с вашего телефона/планшета на телевизор через Wi-Fi и DLNA, чего нет в некоторых платных альтернативах.
Он также позволяет вам иметь собственную панель с кнопками в соответствии с вашими потребностями. В целом, это достойное приложение IR Blaster, которое стоит рассмотреть, если вы ищете бесплатное приложение для дистанционного управления телевизором.
Установка: (бесплатно при покупках в приложении)
4.
Galaxy Universal RemoteGalaxy Universal Remote — это приложение, эффективное и действенное в том, что заявлено. Как и все упомянутые здесь приложения, оно также поддерживает несколько устройств. Что делает его уникальным, так это то, что он позволяет создать свой собственный персонализированный пульт дистанционного управления и управлять всеми устройствами с одного экрана в непринужденной раскладке. Вы также можете сохранить последовательность действий (макросов), которые будут выполняться одно за другим, с возможностью записи собственного пользовательского ИК-кода на кнопку .
Это аккуратно оформленные виджеты, избавляющие вас от необходимости постоянно открывать приложение. Однако есть один существенный недостаток: отсутствие поддержки интеллектуальных устройств с поддержкой Wi-Fi, что делает его просто приложением IR Blaster. Однако попробуйте это, если вы ищете приложение для удаленного просмотра телевизора, которое работает без сбоев.
Установка: (3,99 долл. США)
5. Peel Smart Remote TV Guide
Вы, наверное, слышали о приложении Peel Smart Remote TV Guide, если у вас есть флагманское устройство, такое как Samsung или HTC.Peel Smart Remote TV Guide сочетает в себе практичность приложения IR Blaster Remote с преимуществами руководства Digital TV & Streaming Services. Он поддерживает более 4 000 000 устройств . прост в использовании и работает очень хорошо. Кроме того, приложение является умным, поскольку оно постоянно изучает ваши предпочтения и предлагает вам контент на основе вашего наиболее просматриваемого жанра. Вы можете установить напоминания о своих любимых шоу и персонализировать список телеканалов.Как приложение для дистанционного управления телевизором, оно очень хорошо построено. Так почему же он пятый в нашем рейтинге? Это потому, что приложение предлагает рекламу, которая может быть очень раздражающей.
Установить: (бесплатно)
Бонус:
Встроенные / предварительно загруженные приложения для ИК-пульта
устройство. Обычно разрабатываемые производителями, они имеют простые функции и предназначены для подключения к пользовательскому интерфейсу системы, но могут не предоставлять много функций. OEM-производители, такие как Xiaomi и Samsung, имеют свои собственные удаленные приложения в своих телефонах, Mi Remote (бесплатно) и Samsung TV & Remote (бесплатно), и они также бесплатно предоставляют их в Play Store.
Кроме того, для некоторых марок устройств требуются собственные удаленные приложения для работы с инфракрасным датчиком телефона.Такие приложения, как LG TV Remote (бесплатно), подпадают под эту категорию и будут работать только на телевизорах LG.
Список смартфонов Android с IR-датчиками
| | | ||
|---|---|---|---|
| Samsung Galaxy Note 3 90 146 90 141 90 136 90 145 Samsung Galaxy S4 90 146 90 141 90 136 90 145 Samsung Galaxy S4 Samsung 90 146 | Samsung Galaxy S4 Mini 90 136 | ||
| Samsung Galaxy Mega | |||
| Samsung Galaxy J | |||
| Samsung Ativ SE | |||
| Samsung Galaxy Note 3 Neo | |||
| Samsung Galaxy Note 4 | |||
| Samsung Galaxy Note 4 | |||
| Samsung Galaxy Note 4 | |||
| Samsung Galaxy Note 4 | Samsung Galaxy S5 | ||
| Samsung Galaxy S5 Активный | |||
| Samsung Galaxy S5 Duos | |||
| Samsung Galaxy S5 Mini | |||
| Samsung Galaxy S5 Duos | |||
| Samsung Galaxy S6 | |||
| Edge | |||
| Samsung Ga Laxy S6 | |||
| Samsung Galaxy S6 Active | |||
| LG G Pro Lite | |||
| LG G Pro Lite | |||
| LG Spirit H | |||
| LG Optimus F6 | 90 145 LG Optimus L9 II 90 146 90 141 90 136 90 145 LG G2 Mini 90 146 90 141 90 136 90 145 LG G3 90 146 90 141 90 136 90 145 LG G3 S (Vigor) 90 146 90 141 90 19 0 136 L19 14 90 136 90 145 LG G Vista 90 136 90 146 90 141 LG 90 136 90 146 90 141 90 136 90 146 90 145 90 145 LG G Flex 2 90 146 90 141 90 136 90 145 LG G4 90 146 90 141 90 136 90 145 LG V10 90 146 90 141 90 136 90 145 LG G5 90 146 90 141 90 136 90 145 LG V20 90 146 90 141 90 136 90 145 HTC One (M7) 90 146 90 145 90 HTC One 90 136 90 149 3 6 0 1 4 Max 149 3 6 0 90 145 HTC 145 One (M8) 90 146 90 141 90 136 90 145 HTC One (M9) 90 146 90 141 90 136 90 145 HTC One M9 + 90 146 90 141 90 136 90 145 Xiaomi Mi 4 90 145 90 146 90 Редми Примечание 2 90 146 90 141 9 0136 | Xiaomi реого Примечание 2 Prime | |
| Xiaomi реого Примечание 3 | |||
| Xiaomi редй 3 | |||
| Xiaomi Mi 5 | |||
| Xiaomi Mi 4s | |||
| Xiaomi | Xiaomi | Премьера | Премьера – | Примечания 3 PRO
| Xiaomi Redmi Note 4 | |||
| Xiaomi Max | |||
| Xiaomi Mi4c | |||
| Sony Xperia Z (Только японский) 90 146 | |||
| Sony Xperia Z1 | Японская версия только|||
| Sony Xperia ZL | |||
| ZTE Nubia Z5S | |||
| ZTE Grand Memo II LTE | |||
| ZTE Grand X Max | |||
| ZTE NUBIA X6 | |||
| Huawei Honor 8 90 146 | |||
| Huawei P9 Plus | |||
| зеркало OPPO 5 | |||
| OPPO Mirror 5S | |||
| Lenovo Vibe X3 90 146 |
Контроль вашего Android TV с лучшим телевизором для дистанционного управления телевизором
некоторые из ИК-приложений или инфракрасных ТВ-приложений, которые работают очень хорошо. Это, безусловно, облегчит использование телевизора без неудобств, связанных с отдельным пультом дистанционного управления. Если у вас установлено инфракрасное удаленное приложение, вы можете проверить, работают ли эти приложения гладко или нет. Потому что, если нет, в нашем списке есть лучшие приложения IR Blaster, которые вы можете скачать для Android. Или вы можете проверить некоторые из известных устройств Android, которые оснащены инфракрасным датчиком ниже.
Попробуйте их и дайте мне знать, как они вам нравятся.Кроме того, если вы считаете, что мы пропустили какое-либо достойное удаленное приложение, сообщите нам об этом в разделе комментариев ниже.
.
Другие объявленияНайдено 30 объявлений Найдено 30 объявленийВаше объявление находится вверху списка? Выделять! | |||||
| |||||
| |||||
| 90 107 | |||||
| Mazda 6 MPS 4×4 2.3Т Автомобили » Мазда | 12 900 злотых Вести переговоры | ||||
Лохув апр. |
Стройматериалы »Ворота и заборы
2 600 злотых
Лохув апр.
| Opel Insignia Sport, автоматическая 4×4, навигация Машины » Опель | 27 700 злотых | |
Лохув 3 апр. |
| Hyundai Santa Fe 4×4, 2. 4 Бензин Легковые автомобили » Hyundai | 8 500 злотых | |
Лохув 3 апр. |
| JCB FASTRAC 1115 | 4X4 | Трактор 135 л. с., трактор, быстрее fendt, комфортный трактор Сельское хозяйство »Тракторы | 90 029 злотых 65 000 Вести переговоры | |
Лохув 2 апр. |
| Жестяные гаражи Жестяной гараж 4×5 Производитель подъемно-поворотных ворот из орехового дерева Стройматериалы »Гаражи и мобильные ангары | 5 850 злотых | |
Лохув 2 апр. |
| Fiat Freemont полный 4×4 автомат Легковые автомобили » Фиат | 55 500 злотых Вести переговоры | |
Лохув 1 апр. |
| Карманный матрас GRAND VISCO MAX h5 / h5 180×190 высотой 28см! ДХЛ! Мебель »Матрасы | 1 055 злотых | |
Лохув 1 апр. |
| Трактор JCB FASTRAC 7230, трактор, автоматический, большое колесо, 4×4, тяжелый и быстрый, 70 км / ч Сельское хозяйство »Тракторы | 90 029 229 000 злотых 90 030 Вести переговоры | |
Лохув 1 апр. |
| Телескопический погрузчик JCB 531-70, 3,1 тонны, 7 метров, 4×4, 2014 г. Прицепы и коммерческие автомобили Прочее Прицепы и коммерческие автомобили | 90 029 149 000 90 030 злотых Вести переговоры | |
Лохув 1 апр. |
| КОНИЧЕСКИЙ ПОДШИПНИК 3CX, 4CX 107. 95×158,75×23,02 Сельское хозяйство »Запчасти для сельхозтехники | 90 029 300 злотых 90 030 злотых | |
Лохув 1 апр. |
| МАНЕЖ/ЗАГРОДА/БУДА для собаки:4х2м-любой размер-сборка бесплатно!! Домашние животные »Аксессуары для животных | 1 750 злотых | |
Лохув 1 апр. |
| BMW X4 F26 КРЫШКА ПРАВАЯ КРЫШКА Автозапчасти »Легковые автомобили | 135 злотых | |
Лохув 31 марта |
| BMW X4 F26 M НАКЛАДКА ОМЫВАТЕЛЯ – НАБОР ЦВЕТОВ Автозапчасти »Легковые автомобили | 150 злотых | |
Лохув 31 марта |
| JCB 2170 JCB FASTRAC 2170 2012 R DRIVE 4X4, 4 РУЛЕВЫХ КОЛЕСА Двигатель 6,7 л Сельское хозяйство »Тракторы | 90 029 199 000 90 030 злотых Вести переговоры | |
Лохув 30 марта |
| Сельскохозяйственный трактор JCB FASTRAC 3230 PLUS, 230 л. с., 70 км/ч, 4×4, полная подвеска, Fastrac Сельское хозяйство »Тракторы | 90 029 209 000 90 030 злотых Вести переговоры | |
Лохув 30 марта |
| Переходник Tribute 4×4 2.0 Maverick 2.0 коническая шестерня Автозапчасти »Легковые автомобили | 150 злотых | |
Лохув 29 марта |
Для детей »Игрушки
15 злотых
Лохув 28 марта
| Шарикоподшипник (10 шт. ) FŁT4 6204Z 20x47x14 (Шезлонги) Дом и сад »Другое для дома и сада | 50 злотых | |
Лохув 28 марта |
| Колеса 4 шт.тележки транспортировочные платформы поворотные с подшипником 12х2см Инструменты »Другие инструменты | 100 злотых | |
Лохув 28 марта |
| UHD Vu + Uno 4K FBC Dual DVB-S2X v2. 0 Linux Enigma E2 (новый) Видеотехника » Телевизионные приставки | 1 030 злотых Вести переговоры | |
Лохув 27 марта |
| Установка обрешетки брезентового каркаса 4.Боксерский джемпер Ducato 30×2,30×2,30 Автозапчасти »Фургоны и грузовики | 4 500 злотых | |
Лохув 27 марта |
| Crucial (Micron J-Die D9WSM) 2×16 ГБ DDR4 2666 CL19 1. 2v Новый Компоненты и детали » ОЗУ | 450 злотых | |
Лохув 25 марта |
| Skoda Octavia I Combi 4×4 2.0 бенз, ВИДЕО, полная история обслуживания Легковые автомобили »Шкода | 18 800 злотых | |
Лохув 24 марта |
| Ворота панельные двустворчатые 4×1,5 Fi 5 + ПРОИЗВОДИТЕЛЬ АКСЕССУАРОВ Стройматериалы »Ворота и заборы | 1800 злотых | |
Лохув 23 марта |
| Почта / Столбы fi 42,4 x 2 Решетка Budziska Łochów Wyszków Pułtusk Стройматериалы »Ворота и заборы | 39 злотых | |
Лохув 22 марта |
| Блок управления коробкой передач BMW x5 4. 0д х6 8HP-70X Автозапчасти »Легковые автомобили | 360 злотых | |
Лохув 21 марта |
| Зимние колеса Легкосплавные диски 17 “Muskieter 4×108 Шины и диски »Колеса | 1000 злотых Вести переговоры | |
Лохув 17 марта |
.
Как проверить версию Bluetooth в Windows 10 и 11?
Windows
поддерживает различные версии Bluetooth. Вот шаги, чтобы проверить, какая версия Bluetooth установлена на вашем устройстве с Windows 10 или 11.
.
Большинство ноутбуков с Windows и даже некоторые настольные компьютеры с Windows имеют встроенный Bluetooth. В зависимости от версии Bluetooth его функциональность будет различаться. Например, если вы хотите передавать файлы на устройство Windows и обратно через Bluetooth, вы должны использовать Bluetooth версии 4 или выше.Это связано с тем, что операционные системы Windows 10 и 11 не поддерживают более старые версии передачи файлов.
Кроме того, для правильной работы некоторых устройств, таких как Bluetooth-клавиатура, мышь или игровые контроллеры, требуется определенная версия. В таких ситуациях лучше проверить версию Bluetooth в Windows 10, прежде чем принимать решение.
К счастью, Windows 10 и Windows 11 предоставляют несколько способов узнать версию Bluetooth. Я покажу вам, как.
Содержимое:
Проверьте версию Bluetooth в Windows 10 и 11
Ниже приведены два метода, которые вы можете использовать, чтобы узнать, какая версия Bluetooth установлена на вашем ноутбуке с Windows 10 и 11.Первый метод использует встроенный инструмент управления устройством. Второй метод использует стороннее программное обеспечение и сразу предоставляет необходимую информацию.
Примечание. Приведенные здесь шаги будут работать как в Windows 10, так и в Windows 11.
операционных системах.
Показать версию Bluetooth в диспетчере устройств
Выполните следующие действия, чтобы проверить версию Bluetooth с помощью диспетчера устройств.
- Нажмите Клавиша Windows , чтобы открыть меню «Пуск».
- Найдите и откройте Диспетчер устройств .
- Расширить Bluetooth .

- Щелкните правой кнопкой мыши на адаптере Bluetooth.
- Выберите Свойства .
- Перейдите к Дополнительно .
- Рядом с прошивкой вы увидите LMP версии . Запишите это.
Если версии LMP не менее шести лет, вы используете Bluetooth версии 4 или более поздней.Чтобы быть более конкретным, взгляните на карту ниже для получения дополнительной информации.
Версия LMP – Версия Bluetooth
- LMP v3.x — Bluetooth V2.0
- LMP v4.x — Bluetooth v2.1
- LMP v5.x — Bluetooth V3.0
- LMP v6.x — Bluetooth V4.0
- LMP v7.x — Bluetooth V4.1
- LMP v8.x — Bluetooth V4.2
- LMP v9.x — Bluetooth V5.0
- LMP v10.x — Bluetooth V5.1
- LMP v11.x — Bluetooth V5.2
Поиск версии Bluetooth
Bluetooth Version Finder — это бесплатное стороннее приложение, позволяющее быстро найти текущую версию.
Лучшее в использовании этого программного обеспечения то, что оно сообщает вам номер версии напрямую. Вам не нужно декодировать версию LMP. Кроме того, поскольку это портативное программное обеспечение, вам не нужно устанавливать его для использования.
- Скачать средство поиска версии Bluetooth.
- После загрузки откройте zip-файл .
- Извлеките файл EXE на рабочий стол.
- Дважды щелкните в файле EXE.
- Приложение сразу покажет версию Bluetooth для Windows 10.
Если к системе подключено несколько устройств Bluetooth, выберите устройство Bluetooth в раскрывающемся меню для его версии.
Почему важно найти версию Bluetooth?
Bluetooth
развивался и расширялся. В зависимости от версии Bluetooth вы получаете доступ к дополнительным функциям благодаря постоянно развивающемуся профилю и даже повышенной безопасности.
Для работы некоторых устройств Bluetooth требуется минимальная версия Windows 10.Хорошим примером может быть клавиатура и мышь с поддержкой Bluetooth или игровые контроллеры.
Как правило, большинство настольных компьютеров и ноутбуков с Windows поддерживают Bluetooth версии 4 или выше.Если устройство Bluetooth не работает должным образом, проверка его версии упростит процесс устранения неполадок.
Если вы обнаружите, что ваша система не поддерживает минимальную требуемую спецификацию Bluetooth, вы всегда можете приобрести дешевый ключ Bluetooth на Amazon или в других магазинах.
Вот и все. Если вы застряли или вам нужна помощь, оставьте комментарий ниже, и я постараюсь помочь, насколько это возможно. Если вам нравится это руководство, узнайте, как найти версию для Windows 10.
.
Марки сталей с расшифровкой таблица
Марки сталей с расшифровкой таблица MobiriseСталь – это сплав железа с углеродом до 2 % С.
По химическому составу сталь разделяют на углеродистую и легированную, по качеству на обыкновенного качества сталь, повышенного качества и высококачественную.Стандарты производства сталей:
• Углеродистая сталь обыкновенного качества ГОСТ 380-88;
• Конструкционная сталь ГОСТ 1414-75;
• Качественная углеродистая конструкционная сталь ГОСТ 1050-88;
• Инструментальня углеродистая сталь ГОСТ 1435-90;
• Конструкционная легированная сталь ГОСТ 4543-71;
• Низкоуглеродистая качественная сталь ГОСТ 9045-80;
• Низколегированная конструкционная сталь ГОСТ 19281-89;
• Калиброванная качественная сталь ГОСТ 1051-73;
• Сталь подшипниковая ГОСТ 801-78;
• Арматурная низколегированная сталь ГОСТ 5781-82;
• Инструментальная легированная сталь ГОСТ 5950-73.
Марки углеродистой стали обыкновенного качества обозначаются буквами “Ст” и цифрами “0”, “1”, “2”, “3”, к примеру, Ст0, Ст1, Ст2, Ст3 (“Сталь ноль, сталь один, сталь два, сталь три”).
Стали качественные углеродистые маркируются двухзначными числами, которые показывают и определяют среднее содержание углерода в сотых долях г процента: 05; 08; 10; 25; 40 и так далее.
Буква “Г” в марке стали указывает на повышенное содержание Mn, к примеру, 14Г, 18Г и так далее.
Стали автоматные маркируются буквой “А”, а именно: А12, А30 и так далее.
Инструментальные углеродистые стали маркируются буквой “У”, а именно: У8, У10, У12 и так далее, в данном случае цифры обозначают содержание стали в десятых долях процента.
Обозначение марки легированной стали состоит из букв, которые указывают какие компоненты входят в её состав, а также цифр, которые указывают их среднее содержание.
В Российской Федерации используют следующие обозначения химического состава стали:
• А – азот;
• Б – ниобий;
• В – вольфрам;
• Г – марганец;
• Д – медь;
• К – кобальт;
• М – молибден;
• Н – никель;
• П – фосфор;
• Р – бор;
• С – кремний;
• С – селен;
• Т – титан;
• У – углерод;
• Ф – ванадий;
• Х – хром;
• Ц – цирконий;
• Ю – алюминий.
Первые цифры марки обозначают среднее содержание углерода в стали, а именно: в сотых долях процента для конструкционных сталей, в десятых долях для инструментальных и нержавеющих сталей. Далее буквой указывается легирующий элемент. Цифрами, следующими за буквой – его среднее содержание в целых еденицах.
При содержании легирующего элемента менее 1.5 % цифры за соответствующей буквой не ставятся. Буква “А” в конце обозначения марки стали указывает на то, что сталь является высококачественной. Буква “Ш” обозначает особо высококачественную сталь.
ᐅ ПЛОТНОСТЬ СТАЛИᐅ РАЗМЕРЫᐅ ВЕС 1 МЕТРАᐅ ГОСТы
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст0 | – | Марка Ст0 – сталь сваривается без ограничений. | Второстепенные элементы металлоконструкций. Неответственные детали: обшивки, кожухи, перила, шайбы, настилы, арматура. |
| Ст2кп, Ст2пс, Ст2сп | Ст2пс, Ст2сп | Марка Ст2кп, Ст2пс, Ст2сп – сталь сваривается без ограничений, рекомедуется подогрев и последующая термообработка для толщины более 36 мм. | Неответственные детали, требующие повышенной пластичности. Малонагруженные элементы металлоконструкций, используемые при положительных температурах и постоянных нагрузках. |
| Ст3кп | Ст3пс | Марка Ст3кп – сталь сваривается без ограничений, для толщины более 36 мм рекомендуется подогрев, далее термообработка. | Применяется для второстепенных малонагруженных элементов металлоконструкций, работающих при температуре от -10°С до 400°С. |
| Ст3пс, Ст3сп | Ст3сп, Ст3пс | Марка Ст3пс/сп – сталь сваривается без ограничений, для толщины более 36 мм рекомендуется подогрев и дальнейшая термообработка. | Несущие, ненесущие элементы сварных и несварных конструкций, работающих при положительных температурах. Фасонный и листовой прокат толщиной до 10 мм, применяемых при температуре от -40°С до 425°С для марки стали Ст3пс толщиной проката до 25 мм. При толщине проката свыше 25 мм используется марка Ст3пс для несущих элементов металлоконструкций от -40°С до 425°С при условии поставки с гарантией свариваемости. |
| Ст3Гпс | Ст3пс, Ст18Гпс | Марка Ст3Гпс – сталь сваривается без ограничений, для толщины проката более 36 мм рекомендуется подогрев, далее термообработка. | Фасонный и листовой прокат толщиной до 36 мм для несущих элементов металлоконструкций, применяемых при переменных нагрузках от -40°С до 425°С. |
| Ст4кп | – | Марка Ст4кп – сталь сваривается ограниченно. | Сварные, клепаные, болтовые конструкции повышенной прочности. Изготовление из марки Ст4кп сортового и листового проката. |
| Ст4пс | Ст4сп | Марка Ст4пс – сталь сваривается ограниченно. | Сварные, клепаные, болтовые конструкции повышенной прочности, изготовление валов, втулок, осей, работающих при малых нагрузках. |
| Ст5пс, Ст5сп | Ст6сп, Ст4сп | Марки Ст5пс, Ст5сп – сталь сваривается ограниченно, рекомендуется подогрев, далее термообработка. | Применяется для изготовления клепаных изделий, для изготовления болтов, гаек, ручек, ходовых валиков, втулок, клиньев, рычагов, упоров, пальцев, стержней, звездочек, фланцев, работающих при тепературном режиме от 0°С до 425°С. |
| Ст6пс | – | Марка Ст6пс – сталь сваривается с ограничениями, рекомендуем подогрев и дальнейшую термообработку. | Используется для изготовления деталей повышенной прочности, таких как оси, валы, поршни. |
| Ст6сп | Ст5сп | Марка Ст6сп – сталь сваривается с ограничениями. Рекомендуется подогрев, далее термообработка. | Используется для изготовления деталей конструкций повышенной прочности: осей, валов, пальцев, для изготовления стержней арматуры переодического профиля. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст08 | Ст10 | Марка Ст08 – сталь сваривается без ограничений. | Используется для изготовления деталей высокой пластичности, шайбы, патрубки, прокладки, работающие при температуре от -40°С до 450°С. |
| Ст08кп, Ст08пс | Ст08 | Марка Ст08кп, 08пс – сталь сваривается без ограничений. | Использование для изготовления шайб, вилок, труб, втулок, проушин, тяг. |
| Ст10 | Ст08, Ст15, Ст08кп | Марка стали Ст10 – сталь сваривается без ограничений, за исключением конструкций после химико-термической обработки. | Изготовления деталей, работающих при температурном режиме от -40°С до 450°С, которые имеют высокую пластичность. |
| Ст10кп, Ст10пс | Ст08кп, Ст15кп, Ст10 | Марка Ст10кп, 10пс – сталь сваривается без ограничений, за исключением металлоконструкций после химико-термической обработки. | Производство деталей работающих при температуре до 450°С, имеющих высокую пластичность, втулки, ушки, шайбы, винты, а также детали с высокой поверхностной твердостью, износостойкостью, имеющие высокую прочность сердцевины. |
| Ст15 | Ст10, Ст20 | Марка Ст15 – сталь сваривается без ограничений, за исключением конструкций после химико-термической обработки. | Изготовление болтов, винтов, крюков, детали имеющие высокую пластичность, работающих при температуре от -40°С до 450°С. |
| Ст15кп, Ст15пс | Ст10кп, Ст20кп | Марки Ст15кп, 15пс – сталь сваривается без ограничений. | Изготовление элементов трубных соединений, штуцера, вилки, крепежные детали, рычаги, оси, детали работающие при температуре от -40°С до 450°С. |
| Ст18кп | – | Марка стали Ст18кп – сталь сваривается без ограничений. | Производится изготовление из марки 18 различных строительных металлоконструкций. |
| Ст20 | Ст15 | Марка Ст20 – сталь сваривается без ограничений, за исключением металлоконструкций после химико-термической обработки. | Изготовление деталей: крюки кранов, муфты, вкладыши подшипников, шестерни, червяки, детали работающие при температуре от -40°С до 450°С под давлением. |
| Ст20кп, Ст20пс | Ст15кп | Марки Ст20кп, Ст20пс – сталь сваривается без ограничений, за исключением конструкций после химико-термической обработки. | Изготовление деталей: патрубки, штуцера, вилки, болты, фланцы, различные корпуса, оси, пальцы, звездочки, детали из кипящей стали, работающие в температурном режиме от -20°С до 425°С. |
| Ст25 | Ст20, Ст30 | Марка Ст25 – сталь сваривается без ограничений, за исключением металлоконструкций после химико-термической обработки. | Изготовление деталей: оси, валы, муфты соединительные, собачки, рычаги, вилки, шайбы, валики, болты, фланцы, тройники, неответственные детали. После термообработки винты, втулки. |
| Ст30 | Ст25, Ст35 | Марка Ст30 – сталь сваривается без ограничений, рекомедуется подогрев, далее термообработка. | Изготовление деталей: тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры, муфты, детали невысокой прочности. |
| Ст35 | Ст30, Ст40 | Марка Ст35 – сталь сваривается без ограничений, рекомедуется подогрев, далее термообработка. | Изготовление деталей невысокой прочности, работающие при невысоком напряжении: оси, цилиндры, валы, втулки, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски. |
| Ст40 | Ст35, Ст45, Ст40Г | Марка Ст40 – сталь сваривается ограниченно, рекомедуется подогрев, далее термообработка. | После улучшения, изготовление деталей: валы, шатуны, венцы, маховики, зубчатые колеса, болты, оси. |
| Ст45 | Ст40Х, Ст50, Ст50Г2 | Марка Ст45 – сталь сваривается ограниченно, рекомедуется подогрев, далее термообработка. | Изготовление деталей повышенной прочности: вал-шестерни, валы, шестерни, шпиндели, бандажи, цилиндры, кулачки. |
| Ст50 | Ст45, Ст50Г, Ст50Г2, Ст55 | Марка Ст50 – сталь сваривается трудно, рекомедуется подогрев, далее термообработка. | Изготовление деталей после нормализации и закалки с отпуском: зубчатые колеса, валки, штоки, валы, оси, бандажи, пружины, рессоры, пальцы звеньев. |
| Ст55 | Ст50, Ст60, Ст50Г | Марка Ст55 – сталь не сваривается, не применяется для сварных металлоконструкций. | Изготовление деталей работающих на трение: гусеницы, муфты сцепления коробок передач, корпуса форсунок. |
| Ст58, Ст55пп | Ст30ХГТ, Ст20ХГНТР, Ст20ХН2М, Ст12ХН3А, Ст18ХГТ | Марка Ст58 – сталь не сваривается, не применяется для сварных металлоконструкций. | Изготовление деталей с тонкими сечениями упрочняемых элементов, деталей, к которым предъявляются требования высокой износостойкости при вязкой сердцевине, детали работающие на высоких скоростях и средних давлениях. |
| Ст60 | Ст55, Ст65Г | Марка Ст60 – сталь не сваривается, не применяется для сварных металлоконструкций. | Изготовление деталей высокой прочности и износостойкости: колесные пары для вагонов ЖД, валки, шпиндели, бандажи, диски сцепления, пружинные амортизаторы, замочные шайбы, регулировочные шайбы и прокладки. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст08Ю | – | Марка Ст08Ю – сталь сваривается без ограничений. | Изготовление деталей холодной штамповкой сложной и особо сложной вытяжкой. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст16К | – | Марка 16К – сталь сваривается без ограничений. | Изготовление деталей котлов, сосудов, работающих под давлением при низких и повышенных температурах. |
| Ст18К | – | Марка 18К – сталь сваривается без ограничений. | Изготовление деталей котлов, сосудов, работающих под давлением при низких и повышенных температурах. |
| Ст20К | – | Марка 20К – сталь сваривается без ограничений. | Изготовление сосудов и котлов: барабаны паровых котлов, полумуфты, корпуса аппаратов, работающих под давлением при температуре до 450°С. |
| Ст22К | – | Марка 22К – сталь сваривается с наличием ограничений, рекомендуется подогрев, далее термообработка. | Изготовление деталей котлов работающие под давлением при температуре от -40°С до 450°С: фланцы, днища, барабаны паровых котлов, полумуфты, патрубки. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| СтА20 | Ст12А | Марка А20 – сталь не сваривается, не применяется для сварных конструкций. | Изготовление мелких деталей различных машин, приборов, малонагруженных деталей сложной конфигурации, детали высокой точности, качества поверхности и износостойкости. |
| СтА30 | СтА40Г | Марка А30 – сталь не сваривается, не применяется для сварных конструкций. | Изготовление деталей работающих при высоких напряжениях и давлениях, имеющие качество поверхности: оси, валки, втулки, пальцы, шестерни, кольца, винты, болты, гайки, детали сложной формы. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст09Г2 | Ст09Г2С, Ст10Г2 | Марка Ст09Г2 – сталь сваривается без ограничений. | Изготовление металлоконструкций и деталей: стойки ферм, обвязки вагонов ЖД, хлебтовые балки, двутавры, детали вагоностроения, экскаваторов, детали работающие при температуре от -40°С до 450°С. |
| Ст14Г2 | Ст15ХСГД | Марка 14Г2 – сталь сваривается с наличием ограничений. | Изготовление листовых металлоконструкций, работающих при температурном режиме до -70°С. |
| Ст12ГС | Ст15ГС | Марка 12ГС – сталь сваривается без ограничений. | Изготовление деталей путем ковки, штамповки, вытяжки. |
| Ст16ГС | Ст17ГС | Марка 16ГС – сталь сваривается без ограничений. | Изготовление деталей работающих под давлением от -70°С до 475°С: фланцы, корпуса. |
| Ст17ГС | Ст16ГС | Марка 17ГС – сталь сваривается без ограничений. | Изготовление деталей работающих под давлением от -40°С до 475°С: фланцы, корпуса, днища. |
| Ст09Г2С | Ст10Г2С, 09Г2 | Марка 09Г2С – сталь сваривается без ограничений. | Изготовление металлоконструкций работающих под давлением при температуре от -70°С до 475°С. |
| Ст10Г2С1 | Ст10Г2С1Д | Марка 10Г2С1 – сталь сваривается без ограничений. | Изготовление деталей и металлоконструкций работающих при температуре от -70°С до 475°С под давлением: аппараты, сосуды, части паровых котлов. |
| Ст10Г2БД | Ст10Г2Б | Марка 10Г2БД – сталь сваривается без ограничений. | Изготовление сварных металлоконструкций. |
| Ст15Г2СФД | – | Марка 15Г2СФД – сталь сваривается без ограничений. | Изготовление сварных металлоконструкций. |
| Ст14Г2АФ | – | Марка 14Г2АФ – сталь сваривается без ограничений. | Изготовление промышленных металлоконструкций, подкрановых ферм для мостовых кранов. |
| Ст16Г2АФ | Ст14Г2АФ | Марка 16Г2АФ – сталь сваривается без ограничений. | Изготовление металлоконструкций, сварных ферм для машиностроения. |
| Ст18Г2Афпс | Ст15Г2АФДпс, Ст16Г2АФ, Ст10ХСНД, Ст15ХСНД | Марка 18Г2Афпс – сталь сваривается без ограничений. | Производство листового проката для изготовления несущих элементов металлоконструкций, которые работают при температуре до -60°С. |
| Ст14ХГС | Ст15ХСНД, Ст16ГС | Марка 14ХГС – сталь сваривается без ограничений. | Изготовление сварных металлоконструкций и деталей. |
| Ст15Г2АФДпс | Ст16Г2АФ, Ст18Г2АФпс, Ст10ХСНД, Ст15ХСНД | Марка 15Г2АФДпс – сталь сваривается без ограничений. | Изготовление ответственных сварных металлоконструкций северного исполнения. |
| Ст10ХСНД | Ст16Г2АФ | Марка 10ХСНД – сталь сваривается без ограничений. | Изготовление элементов сварных металлоконструкций повышенной прочности, коррозионной стойкости, работающих при температуре от -70°С до 450°С. |
| Ст10ХНДП | – | Марка 10ХНДП – сталь сваривается без ограничений. | Изготовление сварных металлоконструкций для строительной и машиностроительной отрасли. |
| Ст15ХСНД | Ст16Г2АФ, Ст14ХГС, Ст16ГС | Марка 15ХСНД – сталь сваривается без ограничений. | Изготовление элементов сварных металлоконструкций повышенной прочности, коррозионной стойкости, работающих при температуре от -70°С до 450°С. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст20ХГ2Ц | – | Марка 20ХГ2Ц – сталь сваривается без ограничений. | Изготовление строительной арматуры периодического профиля класса А4 диаметром от 10 мм до 32 мм. |
| Ст35ГС, Ст25Г2С | Ст5сп, Ст6, Ст5пс | Марка 35ГС, 25Г2С – сталь сваривается без ограничений. | Изготовление строительной арматуры периодического профиля класса А3 диаметром от 6 мм до 40 мм. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст15Х | Ст20Х | Марка 15Х – сталь сваривается без ограничений, ограничения на детали после химико-термической обработки. | Изготовление деталей с высокой поверхностной твердостью, деталей работающих в условиях трения: втулки, пальцы, шестерни, валики, толкатели. |
| Ст20Х | Ст15Х, Ст20ХН, Ст18ХГТ | Марка 20Х – сталь сваривается без ограничений, ограничения на детали после химико-термической обработки. | Изготовление деталей с высокой поверхностной твердостью, деталей работающих в условиях трения: втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги. |
| Ст30Х | Ст35Х | Марка 30Х – сталь ограниченно свариваемая. | Изготовление небольших деталей: оси, валики, рычаги, болты, гайки. |
| Ст35Х | Ст40Х | Марка 35Х – сталь ограниченно свариваемая. | Изготовление улучшаемых деталей: оси, валы, шестерни, кольцевые рельсы. |
| Ст38ХА | Ст40Х, Ст35Х | Марка 38ХА – сталь трудносвариваемая. | Изготовление ответственных деталей: червяки, зубчатые колеса, шестирни, валы, оси, болты. |
| Ст40Х | Ст45Х, Ст38ХА, Ст40ХС | Марка 40Х – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей повышенной прочности: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки. |
| Ст45Х | Ст40Х, Ст50Х | Марка 45Х – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей повышенной твердости, износостойкости, работающие при небольших нагрузках: валы, шестерни, оси, болты, шатуны,. |
| Ст50Х | Ст40Х, Ст45Х, Ст50ХН | Марка 50Х – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей повышенной прочности, твердости, износостойкости, работающие при небольших нагрузках: валы, шпиндели, винты, крупные зубчатые колеса, редукторное валы, упорные кольца, валки. |
| Ст15Г, Ст20Г | Ст20Г, Ст20, Ст30Г | Марка 15Г, 20Г – сталь хорошо свариваемая. | Изготовление деталей после улучшения: заклепки, поршневые кольца рессор, кулачковые валики, болты, гайки, винты, зубчатые колеса, башмаки, косынки, щтуцера, втулки. |
| Ст30Г | Ст35, Ст40Г | Марка 30Г – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности: тяги, оси, цилиндры, диски, болты, гайки, винты. |
| Ст35Г | – | Марка 35Г – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей невысокой прочности: тяги, оси, серьги, траверсы, муфты, валы, звездочки, цилиндры, диски, болты, гайки. |
| Ст40Г | Ст45, Ст40Х | Марка 40Г – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей повышенной прочности: оси, валы, шестерни, штоки, бандажи, детали арматуры, шатуны, звездочки, валики. |
| Ст45Г | Ст40Г, Ст50Г | Марка 45Г – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей машин: коленчатые валы, шатуны, оси, карданные валы, тормозные рычаги, диски трения, зубчатые колеса, анкерные болты. |
| Ст50Г | Ст40Г, Ст50 | Марка 50Г – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей машин повышенной прочности и износостойкости: диски трения, валы, шестерни, шлицевые валы, шатуны, валики, втулки, кривошипы, шпиндели, обводы маховиков, коленвалы. |
| Ст10Г2 | Ст09Г2С | Марка 10Г2 – сталь сваривается без ограничений. | Изготовление деталей работающих под давлением при температуре до -70°С. |
| Ст35Г2 | Ст40Х | Марка 35Г2 – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой износостойкости: валы, полуоси, цапфы, рычаги, сцепления, вилки, фланцы, валы, шатуны, болты, кольца, кожухи, шестерни. |
| Ст40Г2 | Ст45Г2, Ст60Г | Марка 40Г2 – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей: оси, валы, поршневые штоки, рычаги, валики, полуоси. |
| Ст45Г2 | Ст50Г2 | Марка 45Г2 – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление крупногабаритных, средненагруженных деталей: валы-шестерни, валы, полуоси, червяки, крышки шатунов, шатуны, звенья цепей. |
| Ст50Г2 | Ст45Г2, Ст60Г | Марка 50Г2 – сталь не применяется для сварных конструкций. | Изготовление деталей работающих на истирание: шестерни, диски трения, валы. |
| Ст47ГТ | Ст40ХГРТ | Марка 47ГТ – сталь не применяется для сварных конструкций. | Изготовление полуоси автомобилей. |
| Ст18ХГТ | Ст30ХГТ, Ст25ХГТ, Ст25ХГТ, Ст12ХН3А, Ст12Х2Н4А, Ст20ХН2М, Ст20ХГР | Марка 18ХГТ – сталь сваривается без ограничений, ограничения на детали после химико-термической обработки. | Изготовление деталей повышенной прочности и вязкости сердцевины, имеющие высокую поверхностную твердость, работающие под действием ударных нагрузок. |
| Ст20ХГР | Ст20ХНА, Ст20ХН24, Ст18Х1Т, Ст12ХН2, Ст12ХН3А | Марка 20ХГР – сталь сваривается без ограничений, ограничения на детали после химико-термической обработки. | Изготовление деталей, которые работают под действием ударных нагрузок: валы, шестерни, червяки, муфты, валики, пальцы, втулки. |
| Ст25Х1Т | Ст18ХГТ, Ст30ХГТ, Ст25ХГМ | Марка 25Х1Т – сталь ограниченно свариваемая, необходима термическая обработка. | Изготовления деталей высокой твердости. |
| Ст30ХГТ | Ст18ХГТ, Ст20ХН2М, Ст25ХГТ, Ст12Х2Н4А | Марка 30ХГТ – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, вязкой сердцевиной, имеющих высокую поверхностную твердость, работающих при больших скоростях и под действием ударных нагрузок. |
| Ст33ХС | – | Марка 33ХС – сталь трудносвариваемая. | Изготовление деталей пружинного типа, больших размеров, высокой точности и упругости. |
| Ст38ХС, Ст40ХС | Ст40ХС, Ст38ХС, Ст35ХГТ | Марка 38ХС, 40ХС – сталь трудносвариваемая. | Изготовление деталей больших размеров, высокой точности, упругости и износостойкости: валы шестерни, муфты, пальцы. |
| Ст15ХФ | Ст20ХФ | Марка 15ХФ – сталь сваривается без ограничений. | Изготовление деталей подвергаемых закалке с низким отпуском: зубчатые колеса, поршневые кольца, валики, плунжеры, копиры. |
| Ст40ХФА | Ст40Х, Ст65Г, Ст50ХФА, Ст30Х3МФ | Марка 40ХФА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Узготовление деталей работающих при температуре до 400°С, повышенной износостойкости: валы, штоки, винты, траверсы. |
| Ст15ХМ | – | Марка 15ХМ – сталь сваривается без ограничений, рекомендуется подогрев. | Изготовление различных деталей работающих под давлением и температуре от -40°С до 560°С. |
| Ст30ХМ, Ст30ХМА | Ст35ХМ, Ст35ХРА | Марка 30ХМ, 30ХМА – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей работающих при температуре до 500°С: шестени, валы, цапфы. |
| Ст35ХМ | Ст40Х, Ст40ХН, Ст30ХН, Ст35ХГСА | Марка 35ХМ – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей работающих при температуре до 500°С, в условиях больших нагрузок и скоростей: валы, шестерни, шпиндели, шпильки, фланцы, диски, штоки. |
| Ст38ХМ | – | Марка 38ХМ – сталь ограниченно свариваемая. | Изготовление ответственных деталей для машиностроения. |
| Ст20ХН | Ст15ХГ, Ст20ХНР, Ст18ХГТ | Марка 20ХН – сталь ограниченно свариваемая. | Изготовление деталей повышенной вязкости: шестерни, втулки, пальцы, крепежные детали. |
| Ст40ХН | Ст45ХН, Ст50ХН, Ст38ХГН, Ст40Х, Ст35ХГФ, Ст40ХНР, Ст40ХНМ, Ст30ХГВТ | Марка 40ХН – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей для машиностроения повышенной прочности, вязкости, нагруженных ответственных деталей: оси, валы, шатуны, зубчатые колеса, муфты, шпиндели, болты, рычаги, штоки, цилидры. |
| Ст45ХН | Ст40ХН | Марка 45ХН – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление ответственных деталей для машиностроения: валы, шатуны, шестерни, шпиндели, муфты, болты. |
| Ст50ХН | Ст40ХН, Ст60ХГ | Марка 50ХН – сталь не применяется для сварных конструкций. | Изготовление крупных деталей ответственного характера: валки, валы, зубчатые колеса, бандажи, шатуны, болты, выпускные клапана. |
| Ст20ХНР | Ст20ХН | Марка 20ХНР – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление крупных деталей работающих при ударных нагрузках: зубчатые колеса, валы, муфты кулачковые, валики, пальцы, втулки. |
| Ст12ХН2 | Ст20ХНР, Ст20ХГНР, Ст12ХН3А, Ст18ХГТ, Ст20ХГР | Марка 12ХН2 – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, пластичности, вязкости сердцевины, работающие под действием ударных нагрузок и отрицательных температурах: шестерни, валы, червяки, муфты, поршневые пальцы. |
| Ст12ХН3А | Ст12ХН2, Ст20ХН3А, Ст25ХГТ, Ст12Х2НА, Ст20ХНР | Марка 12ХН3А – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, пластичности, вязкости сердцевины, высокой поверхностной твердости, работающие под действием ударных нагрузок и отрицательных температурах: шестерни, валы, червяки, муфты, поршневые пальцы. |
| Ст20ХН3А | Ст20ХГНР, Ст20ХНГ, Ст38ХА, Ст20ХГР | Марка 20ХН3А – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, пластичности, вязкости сердцевины, высокой поверхностной твердости, работающие под действием ударных нагрузок и отрицательных температурах: шестерни, валы, червяки, муфты, поршневые пальцы. |
| Ст12Х2Н4А | Ст20ХГНР, Ст12ХН2, Ст20ХГР, Ст12ХН3А, Ст20Х2Н4А | Марка 12Х2Н4А – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, пластичности, вязкости сердцевины, высокой поверхностной твердости, работающие под действием ударных нагрузок и отрицательных температурах: шестерни, валы, червяки, муфты, поршневые пальцы. |
| Ст20Х2Н4А | Ст20ХГНР, Ст20ХГНТР | Марка 20Х2Н4А – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, пластичности, вязкости сердцевины, высокой поверхностной твердости, работающие под действием ударных нагрузок и отрицательных температурах: шестерни, валы, червяки, муфты, поршневые пальцы. |
| Ст30ХН3А | Ст30Х2ГН2, Ст34ХН2М | Марка 30ХН3А – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление улучшаемых деталей, венцы ведомых колес тяговых зубчатых передач электропоездов, шестерни. |
| Ст20ХГСА | Ст30ХГСА | Марка 20ХГСА – сталь сваривается без ограничений. | Изготовление деталей работающих в условиях износа при температуре 200°С: винты ходовые, оси, валы, червяки. |
| Ст25ХГСА | Ст20ХГСА | Марка 25ХГСА – сталь сваривается без ограничений. | Изготовление ответственных сварных и штампованных деталей: ходовые винты, оси, валы, червяки, шатуны, валы, штоки. |
| Ст30ХГС | Ст40ХФА, Ст35ХМ, Ст40ХН, Ст35ХГСА | Марка 30ХГС – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление ответственных сварных конструкций и крепежных деталей: валы, оси, зубчатые колеса, тормозные ленты моторов, фланцы, корпуса, рычаги, толкатели. |
| Ст30ХН2МА | Ст40ХФА, Ст35ХМ, Ст40ХН, Ст35ХГСА | Марка 30ХН2МА – сталь ограниченно свариваемая, необходим подогрев, далее термическая обработка. | Изготовление ответственных деталей работающих в сложных условиях и повышенных температурах: валы, шатуны, ответственные болты, шпильки, диски, звездочки. |
| Ст38ХН2МА | – | Марка 38ХН2МА – сталь не применяется для сварных конструкций. | Изготовление тяжелонагруженных деталей, особо ответственных деталей: валы, шатуны, болты, шпильки. |
| Ст40ХН2МА | Ст40ХГТ, Ст40ХГР, Ст30ХЗМФ, Ст45ХН2МФА | Марка 40ХН2МА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление тяжелонагруженных деталей: валы, клапаны, шатуны, крышки шатунов, болты, шестерни, мыфты кулачковые, диски, валки для прокатки металлов. |
| Ст40Х2Н2МА | Ст38Х2Н2МА | Марка 40Х2Н2МА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей для машиностроения: валы, диски, редукторные шестерни, крепежные детали. |
| Ст38ХН3МА | – | Марка 38ХН3МА – сталь не применяется для сварных конструкций. | Изготовление особо крупных ответственных деталей: валы, оси, шестерни. |
| Ст18Х2Н4МА | Ст20Х2Н4А | Марка 18Х2Н4МА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, вязкости, износостойкости, подвергающиеся вибрациям и нагрузкам, работающие при температуре от -70°С до 450°С. |
| Ст30ХГСА | Ст40ХФА, Ст35ХМ, Ст40ХН, Ст25ХГСА, Ст35ХГСА | Марка 30ХГСА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей высокой прочности, вязкости, износостойкости, подвергающиеся вибрациям и нагрузкам, работающие при температуре от -70°С до 450°С. |
| Ст35ХГСА | Ст30ХГС, Ст30ХГСА, Ст30ХГТ, Ст35ХМ | Марка 35ХГСА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей сложных конфигураций работающих в условиях нагрузок: фланцы, кулачки, пальцы, валики, рычаги, оси, детали сварных конструкций. |
| Ст30ХГСН2А | – | Марка 30ХГСН2А – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление тяжелонагруженных деталей: шестерни, фланцы, кулачки, пальцы, валики, рычаги, оси, шпильки. |
| Ст38ХГН | Ст38ХГНМ | Марка 38ХГН – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей повышенной прочности, детали экскаваторов, крепеж, валы, оси, зубчатые колеса, серьги. |
| Ст20ХГНР | Ст20ХН3А, Ст12ХН2, Ст12ХН3А | Марка 20ХГНР – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей работающих в условиях ударных нагрузок, ответственные детали: зубчатые колеса, вал-шестерни, червяки, муфты, валики, втулки. |
| Ст20ХН2М | Ст20ХГР, Ст15ХР, Ст20ХНР, Ст20ХГНР | Марка 20ХН2М – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей для машиностроения: шестерни, полуоси, сателлиты, кулачки, шарниры. |
| Ст30ХН2МФА | Ст30ХН2ВФА | Марка 30ХН2МФА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление деталей турбин, компрессорных машин, деталей работающих при высоких температурах: валы, роторы, диски, шпильки. |
| Ст36Х2Н2МФА | – | Марка 36Х2Н2МФА – сталь трудносвариваемая. | Изготовление крупных и ответственных больших деталей: диски, крепежные болты. |
| Ст38ХН3МФА | – | Марка 38ХН3МФА – сталь не применяется для сварных конструкций. | Изготовление наиболее ответственных тяжелонагруженных деталей работающих при температурном режиме до 400°С. |
| Ст45ХН2МФА | – | Марка 45ХН2МФА – сталь трудносвариваемая, необходим подогрев, далее термическая обработка. | Изготовление нагруженных деталей, деталей испытывающих динамические нагрузки: торсионные валы, коробки передач. |
| Ст20ХН4ФА | Ст18Х2Н4МА | Марка 20ХН4ФА – сталь не применяется для сварных конструкций. | Изготовление деталей для машиностроения: клапаны впуска, болты, шпильки, деталей работающих в коррозионной среде при температуре до 400°С. |
| Ст38Х2МЮА | Ст38Х2ЮА, Ст38ХВФЮ, Ст38Х2Ю, Ст20Х3МВФ | Марка 38Х2МЮА – сталь не применяется для сварных конструкций. | Изготовление деталей для машиностроения: штоки клапанов паровых турбин, гильзы цилиндров двигателей внутреннего сгорания, иглы форсунок, тарелки букс, распылители, пальцы, плунжеры, шестерни, валы, втулки. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Ст65, Ст70 | Ст60, Ст70, Ст65Г | Марка 65, 70 – сталь не применяется для сварных конструкций. | Изготовление деталей повышенной прочности, имеющие упругие свойства и износостойкость, детали работающие в условиях трения и вибрации: рессоры, пружины. |
| Ст75 | Ст70, Ст80, Ст85 | Марка 75 – сталь не применяется для сварных конструкций. | Изготовление деталей работающих в условиях вибрационных и статических нагрузок: пружины круглые и плоские, пружины клапанов двигателя автомобиля, пружины амортизаторов, рессоры, замковые шайбы, диски сцепления, эксцентрики, шпиндели, прокладки. |
| Ст85 | Ст70, Ст75, Ст80 | Марка 85 – сталь не применяется для сварных конструкций. | Изготовление деталей, имеющие высокие прочные и упругие свойства, а также износостойкость: пружины, фрикционные диски. |
| Ст60Г | Ст65Г | Марка 60Г – сталь не применяется для сварных конструкций. | Изготовление деталей тяжелого машиностроения: пружины, рессоры, пружинные кольца, бандажи, тормозные барабаны, ленты, скобы, втулки. |
| Ст65Г | Ст70, Ст78А, Ст70Г, Ст60С2А, Ст9ХС, Ст50ХФА, Ст60С2, Ст55С2 | Марка 65Г – сталь не применяется для сварных конструкций. | Изготовление деталей для машиностроения: пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпуса подшипников, детали повышенной износостойкости работающие без ударных нагрузок. |
| Ст55С2 | Ст50С2, Ст60С2, Ст35Х2АФ | Марка 55С2 – сталь не применяется для сварных конструкций. | Изготовление деталей для машиностроения, тракторостроения, железнодорожного транспорта: пружины, рессоры. |
| Ст60С2, Ст60С2А | Ст55С2, Ст50ХФА, Ст60С2Н2А, Ст60С2Г, Ст50ХФА | Марка 60С2, 60С2А – сталь не применяется для сварных конструкций. | Изготовление деталей для машиностроения: пружины тяжелонагруженные, торсионные валы, кольца, цанги, фрикционные диски, шайбы, шайбы Гровера. |
| Ст70С3А | – | Марка 70С3А – сталь не применяется для сварных конструкций. | Изготовление тяжелонагруженных пружин ответственного назначения. |
| Ст55ХГР | – | Марка 55ХГР – сталь не применяется для сварных конструкций. | Изготовление рессорной полосовой стали толщиной от 3 мм до 24 мм. |
| Ст50ХФА | Ст60С2А, Ст50ХГФА, Ст9ХС | Марка 50ХФА – сталь не применяется для сварных конструкций. | Изготовление тяжелонагруженных и ответственных деталей, деталей высокой усталостной прочности, деталей работающих при температуре до 300°С. |
| Ст60С2ХА | Ст60С2ХФА, Ст60С2Н2А | Марка 60С2ХА – сталь не применяется для сварных конструкций. | Изготовление крупных высоконагруженных деталей ответственного назначения: пружины, рессоры. |
| Ст60С2ХФА | Ст60С2А, Ст60С2ХА, Ст9ХС, Ст60С2ВА | Марка 60С2ХФА – сталь не применяется для сварных конструкций. | Изготовление высоконагруженных деталей из круглой калиброванной стали: пружины, рессоры. |
| Ст65С2ВА | Ст60С2А, Ст60С2ХА | Марка 65С2ВА – сталь не применяется для сварных конструкций. | Изготовление ответственных и высоконагруженных деталей для машиностроения: рессоры, пружины. |
| Ст60С2Н2А | Ст60С2А, Ст60С2ХА | Марка 60С2Н2А – сталь не применяется для сварных конструкций. | Изготовление высоконагруженных и ответственных деталей для машиностроения: рессоры, пружины. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| У7, У7А | У8 | Марка У7, У7А – сталь не применяется для сварных конструкций. | Изготовление инструмента, который не вызывает разогрева рабочей кромки: зубила, долота, бородки, молотки, лезвия ножниц, топоры, колуны, стамески, плоскогубцы, кувалды. |
| У8, У8А | У7, У7А, У10, У10А | Марка У8, У8А – сталь не применяется для сварных конструкций. | Изготовление инструмента, который работает в условиях невызывающих разогрева режущей кромки: фрезы, земховки, топоры, стамески, долота, пилы, кермеры, отвертки, плоскогубцы, кусачки. |
| У9, У9А | У7, У7А, У8, У8А | Марка У9, У9А – сталь не применяется для сварных конструкций. | Изготовление инструмента, который работает в условиях невызывающих разогрева режущей кромки, инструмент для обработки дерева, слесарно-монтажный инструмент. |
| У10, У10А | У12, У12А | Марка У10, У10А – сталь не применяется для сварных конструкций. | Изготовление инструмента, который работает в условиях невызывающих разогрева режущей кромки: пилы для обработки древесины, матрицы для холодной штамповки, гладкие калибры, топоры. |
| У12, У12А | У10, У10А | Марка У12, У12А – сталь не применяется для сварных конструкций. | Изготовление инструмента, который работает в условиях невызывающих разогрева режущей кромки: надфили, плашки, развертки, гладкие калибры, скобы. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| ХВ4Ф | – | Марка ХВ4Ф – сталь не применяется для сварных конструкций. | Изготовление инструмента: резцы, фрезы, детали работающие при напряженной среде. |
| 9Х1 | 9Х2 | Марка 9Х1 – сталь не применяется для сварных конструкций. | Изготовление инструмента деревообрабатывающего, рабочие и опорные валки для холодной прокатки металлов, валки для сортовых станов горячей прокатки металлов, холодновысадочные штампы. |
| 9ХС | ХВГ | Марка 9ХС – сталь не применяется для сварных конструкций. | Изготовление инструмента: сверла, разверстки, метчики, плашки, гребешки, фрезы, клейма для холодных работ. |
| ХВГ | 9ХС, 9ХВГ, ШХ15СГ | Марка ХВГ – сталь не применяется для сварных конструкций. | Изготовление инструмента измерительного и режущего: резьбовые калибры, протяжки, метчики, плашки, холодновысадочные матрицы, технологическая оснастка. |
| 9ХВГ | ХВГ | Марка 9ХВГ – сталь не применяется для сварных конструкций. | Изготовление инструмента, резьбовые калибры, лекала сложной формы, точные штампы для холодных работ. |
| Х6ВФ | Х12Ф1, Х12М, 9Х5Ф | Марка Х6ВФ – сталь не применяется для сварных конструкций. | Изготовление инструмента: резьбонакатный инструмент, ролики, плашки, ручные ножовочные полотна, матрицы, пуансоны, зубонакатники, инструменты для холодной деформации, дереворежущий инструмент. |
| Х12, Х12ВМФ | Х12МФ | Марка Х12, Х12ВМФ – сталь не применяется для сварных конструкций. | Изготовление штампов высокой устойчивости против истирания, гибочные и формовочные штампы, матрицы и пуансоны. |
| Х12МФ, Х12Ф1 | Х6ВФ, Х12Ф1, Х12ВМФ, Х6ВФ, Х6В3ФМ | Марка Х12МФ, Х12Ф1 – сталь не применяется для сварных конструкций. | Изготовление профилировочных роликов сложных форм, эталонные шестерни, накатные плашки, волоки, матрицы, штамповки активной части электических машин. |
| 7ХГ2ВМФ | – | Марка 7ХГ2ВМФ – сталь не применяется для сварных конструкций. | Изготовление вырубного инструмента сложной конфигурации, изготовление штампов объемного холодного деформирования. |
| 7Х3, 8Х3 | 8Х2, 7Х3 | Марка 7Х3, 8Х3 – сталь не применяется для сварных конструкций. | Изготовление инструмента горячей высадки крепежа заготовок, деталей штампов для горячего прессования, гибочные, обрезные и просечные штампы. |
| 5ХНМ | 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Марка 5ХНМ – сталь не применяется для сварных конструкций. | Изготовление штампов паровоздушных пневматических молотов, прессованых и штампов машинной скоростной штамповки, изготовление блоков матриц. |
| 5ХГМ | 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Марка 5ХГМ – сталь не применяется для сварных конструкций. | Изготовление молотовых штампов паровоздушных и пневматических молотов. |
| 4ХМФС | – | Марка 4ХМФС – сталь не применяется для сварных конструкций. | Изготовление прессового инструмента для обработки алюминиевых сплавов. |
| 4Х5МФС | – | Марка 4Х5МФС – сталь не применяется для сварных конструкций. | Изготовление мелких молотовых штампов. |
| 4Х5МФ1С | – | Марка 4Х5МФ1С – сталь не применяется для сварных конструкций. | Изготовление инструмента для высадки заготовок из конструкционных и жаропрочных сталей на горизонтально-ковочных машинах, пресс-формы для литья под давлением цинковых, алюминиевых и магниевых сплавов. |
| 3Х3М3Ф | – | Марка 3Х3М3Ф – сталь не применяется для сварных конструкций. | Изготовление инструмента для горячего деформирования на кривошипных прессах и горизонтально-ковочных машинах, изготовление пресс-форм для литья под давлением медных сплавов. |
| 6ХС | – | Марка 6ХС – сталь не применяется для сварных конструкций. | Изготовление пневматических зубил и штампов для холодной штамповки, изготовление рубильных ножей. |
| 4ХВ2С | 4Х5В2ФС, 4Х3В2М2 | Марка 4ХВ2С – сталь не применяется для сварных конструкций. | Изготовление пневматического инструмента: зубила, обжимки. |
| 5ХВ2СФ, 6ХВ2С | 6ХВ2С, 6Х3ФС | Марка 5ХВ2СФ, 6ХВ2С – сталь не применяется для сварных конструкций. | Изготовление деревообделочного инструмента для длительной работы, ножи для холодной резки металла, резьбонакатные плашки, пуансоны, обжимные матрицы. |
| 6ХВГ | – | Марка 6ХВГ – сталь не применяется для сварных конструкций. | Изготовление штампов для горячей штамповки, пуансонов сложной формы. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| Р18 | – | Марка Р18 – сталь сваривается при стыковой электросварке со сталью 45 и 40Х. | Изготовление инструмента, резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей. |
| Р6М5К5 | – | Марка Р6М5К5 – сталь сваривается при стыковой электросварке со сталью 45 и 40Х. | Изготовление инструмента, для черновых и получистовых инструментов при обработке нержавеющих и жаропрочных сталей. |
| Р9М4Н8 | – | Марка Р9М4Н8 – сталь сваривается при стыковой электросварке со сталью 45 и 40Х. | Изготовление зуборезного инструмента: фрезы, фасонные резцы, зенкеры, метчики для обработки высокопрочных, жаропрочных и нержавеющих сталей. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| ШХ15 | ШХ9, ШХ12, ШХ15СГ | Марка ШХ15 – сталь сваривается, способ сварки КТС (Контактно-точечная сварка). | Изготовление деталей с высокой твердостью, износостойкостью, контактной прочностью: изготовление шариков до 150 мм, роликов диаметром до 23 мм, кольца подшипников с толщиной стенки до 14 мм, втулки плунжеров, плунжеры, нагнетательные клапана, корпуса распылителей, ролики толкателей. |
| ШХ15СГ | ХВГ, ШХ15, 9ХС, ХВСГ | Марка ШХ15СГ – сталь сваривается, способ сварки КТС (Контактно-точечная сварка). | Изготовление роликоподшипников со стенкой толщиной более 30 мм, шарики диаметром более 50 мм, ролики диаметром более 35 мм, изготовление крупногабаритных колец шарико и роликоподшипников. |
| ШХ4 | – | Марка ШХ4 – сталь сваривается, способ сварки КТС (Контактно-точечная сварка). | Изготовление колец железнодорожных подшипников. |
| Марка стали | Заменитель марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| 12МХ | – | Марка 12МХ – сталь сваривается без ограничений, рекомендуется подогрев, далее термообработка. | Изготовление деталей работающих при температуре до 530°С: трубы пароперегреватели, трубопроводов и колекторных установок высокого давления, поковки для паровых котлов, детали цилиндров газовых турбин. |
| 12Х1МФ | – | Марка 12Х1МФ – сталь ограниченно свариваемая. | Изготовление деталей работающих при температуре до 580°С. |
| 25Х1МФ | – | Марка 25Х1МФ – сталь трудносвариваемая. | Изготовление крепежных деталей: болты, плоские пружины, шпильки, детали работающие при температуре от -40°С до 500°С. |
| 20ХЭМВФ | – | Марка 20ХЭМВФ – сталь ограниченно свариваемая, рекомендуется подогрев, далее термообработка. | Изготовление крепежных деталей работающих при температуре до 560°С: роторы, диски, поковки, болты. |
| 15Х5М | – | Марка 15Х5М – сталь ограниченно свариваемая, рекомендуется подогрев, далее термообработка. | Изготовление деталей с сопротивляемостью окислению при температуре до 650°С: трубы, задвижки, крепежные детали. |
| Марка стали | Заменитель марки стали/Аналог марки стали | Свариваемость стали согласно марок | Применение стали согласно марок |
|---|---|---|---|
| 40Х9С2 | – | Марка 40Х9С2 – сталь не применяется для сварных конструкций. | Изготовление крепежных деталей, выпускных клапанов двигателей. |
| 40Х10С2М | – | Марка 40Х10С2М – сталь трудносвариваемая. | Изготовление крепежных деталей, клапанов двигателей. |
| 08Х13, 12Х13, 20Х13 | 12Х13, 12Х18Н9Т, 20Х13, 12Х13, 14Х17Н2, AISI 420 | Марка 08Х13, 12Х13, 20Х13 – сталь ограниченно свариваемая. | Изготовление деталей повышенной пластичности, которые подвергаютя ударным нагрузкам. |
| 30Х13, 40Х13 | 40Х13, 30Х13 | Марка 30Х13, 40Х13 – сталь не применяется для сварных конструкций. | Изготовление режущего инструмента, предметов домашнего обихода. |
| 10Х14АГ16 | 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Н18Н10Т | Марка 10Х14АГ16 – сталь сваривается без ограничений. | Изготовление немагнитных деталей, которые работают в слабоагрессивных средах. |
| 12Х17 | 12Х18Н9Т, AISI 430 | Марка 12Х17 – сталь трудносвариваемая. | Изготовление крепежных деталей, которые работают в кислых растворах. |
| 08Х17Т, 08Х18Т1 | 12Х17, 08Х18Т1, 12Х17, 08Х17Т | Марка 08Х17Т, 08Х18Т1 – сталь ограниченно свариваемая. | Изготовление конструкций, работающие в кислых средах, подвергающиеся ударным нагрузкам. |
| 95Х18 | – | Марка 95Х18 – сталь не применяется для сварных конструкций. | Изготовление деталей с высокой твердостью и износостойкостью. |
| 15Х25Т | 12Х18Н10Т | Марка 15Х25Т – сталь трудносвариваемая. | Изготовление сварных металлоконструкций, которые работают без ударных нагрузок. |
| 15Х28 | 15Х25Т, 20Х23Н18 | Марка 15Х28 – сталь трудносвариваемая. | Изготовление сварных металлоконструкций, которые подвергаются ударным нагрузкам. |
| 20Х23Н13, 20Х23Н18 | AISI 310S | Марка 20Х23Н13, 20Х23Н18 – сталь трудносвариваемая. | Изготовление деталей, труб, которые работают при высоких температурах. |
| 20Н23Н18 | 10Х25Т, 20Х23Н13 | Марка 20Н23Н18 – сталь ограниченно свариваемая. | Изготовление деталей работающих при температуре до 1100°С. |
| 10Х23Н18 | – | Марка 10Х23Н18 – сталь ограниченно свариваемая. | Изготовление листовых деталей, которые работают при температуре до 1100°С. |
| 20Х25Н20С2 | – | Марка 20Х25Н20С2 – сталь ограниченно свариваемая. | Изготовление печных деталей, работающие при температуре до 1100°С. |
| 15Х12ВНМФ | – | Марка 15Х12ВНМФ – сталь трудносвариваемая. | Изготовление деталей, которые работают до 780°С. |
| 20Х12ВНМФ | 15Х12ВНМФ, 18Х11МНФБ | Марка 20Х12ВНМФ – сталь трудносвариваемая. | Изготовление высоконагруженных деталей. |
| Х12Н8Г8МФБ | – | Марка Х12Н8Г8МФБ – сталь ограниченно свариваемая. | Изготовление крепежных деталей с ограниченным сроком службы. |
| 13Х11Н2В2МФ | – | Марка 13Х11Н2В2МФ – сталь ограниченно свариваемая. | Изготовление ответственных нагруженных деталей. |
| 45Х14Н14В2М | – | Марка 45Х14Н14В2М – сталь трудносвариваемая. | Изготовление деталей арматуры и трубопроводов. |
| 40Х15Н7Г7Ф2МС | – | Марка 40Х15Н7Г7Ф2МС – сталь трудносвариваемая. | Изготовление крепежных деталей, которые работают при температуре до 650°С. |
| 08Х17Н13М21 | 10Х17Н13М21 | Марка 08Х17Н13М21 – сталь трудносвариваемая. | Изготовление сварных металлоконструкций. |
| 10Х17Н3М2Т | – | Марка 10Х17Н3М2Т – сталь трудносвариваемая. | Изготовление крепежных деталей. |
| 03Х17Н14М2 | AISI 316 | Марка 03Х17Н14М2 – сталь ограниченно свариваемая. | Изготовление химического оборудования, инструмента, который работает в агрессивной среде. |
| 03Х17Н14М3 | AISI 316S, AISI 316L | Марка 03Х17Н14М3 – сталь ограниченно свариваемая. | Изготовление сварных конструкций, изготовление оборудования для пищевой промышленности, химического оборудования, инструмента, который работает в агрессивной среде. |
| 08Х17Н13М2Т | AISI 316Ti | Марка 08Х17Н13М2Т – сталь ограниченно свариваемая. | Изготовление деталей, которые обладают повышенной устойчивостью к воздействию высоких температур, к среде с присутствием новых ионов хлора, изготовление деталей для пищевой и химической промышленности. |
| 31Х19Н9МВБТ | – | Марка 31Х19Н9МВБТ – сталь трудносвариваемая. | Изготовление сварных металлоконструкций. |
| 10Х14Г14Н4Т | 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Марка 10Х14Г14Н4Т – сталь трудносвариваемая. | Изготовление крепежных деталей, которые работают при температуре до 253°С. |
| 14Х17Н2 | 20Х17Н2 | Марка 14Х17Н2 – сталь трудносвариваемая. | Изготовление деталей компрессорных машин. |
| 12Х18Н9, 17Х18Н9 | 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9, AISI 304 | Марка 12Х18Н9, 17Х18Н9 – сталь сваривается без ограничений. | Изготовление холоднокатаного листа и ленты повышенной прочности. |
| 08Х18Н10, 08Х18Н11, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т | 12Х18Н10Т, 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т, AISI 304H, AISI 304L, AISI 321 | Марка 08Х18Н10, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т – сталь сваривается без ограничений. | Изготовление трубного проката, деталей печной арматуры. |
| 12Х18Н12Т | 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Марка 12Х18Н12Т – сталь ограниченно свариваемая. | Изготовление трубного проката, деталей выхлопных систем для машиностроения. |
| 08Х18Г8Н2Т | 12Х18Н9Т | Марка 08Х18Г8Н2Т – сталь сваривается без ограничений. | Изготовление сварной аппаратуры. |
| 20Х20Н14С2 | – | Марка 20Х20Н14С2 – сталь сваривается без ограничений. | Изготовление деталей термических печей. |
| Х25Н16Г7АР | – | Марка Х25Н16Г7АР – сталь сваривается без ограничений. | Изготовление листового проката, проволоки, трубного проката. |
| 08Х22Н6Т | 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Марка 08Х22Н6Т – сталь сваривается без ограничений. | Изготовление деталей, сварных аппаратов, которые работают под давлением и в агрессивной среде. |
| 06ХН28МДТ | 03ХН28МДТ | Марка 06ХН28МДТ – сталь сваривается без ограничений. | Изготовление сварных металлоконструкций, которые работают в кислой среде. |
| ХН35ВТ | – | Марка ХН35ВТ – сталь трудносвариваемая. | Изготовление пружин, крепежных деталей. |
| ХН35ВТЮ | – | Марка ХН35ВТЮ – сталь трудносвариваемая. | Изготовление деталей компрессорных машин. |
| ХН70Ю | – | Марка ХН70Ю – сталь ограниченно свариваемая. | Изготовление различных деталей, которые работают при невысоких температурах. |
| ХН70ВМЮТ | – | Марка ХН70ВМЮТ – сталь трудносвариваемая. | Изготовление крепежных деталей. |
| ХН70ВМЮФ | – | Марка ХН70ВМЮФ – сталь трудносвариваемая. | Изготовление тяжелонагруженных деталей. |
| ХН77ТЮР | – | Марка ХН77ТЮР – сталь трудно свариваемая. | Изготовление тяжелонагруженных деталей. |
| ХН78Т | ХН38Т, 12Х25Н16Г7АР, 20Х23Н18, AISI 310S | Марка ХН78Т – сталь трудносвариваемая. | Изготовление сортовых деталей, трубного проката, который работает при температуре до 1100°С. |
| ХН80ТБО | – | Марка ХН80ТБО – сталь трудносвариваемая. | Изготовление крепежных деталей. |
| Марка стали | Заменитель марки стали | Применение стали согласно марок |
|---|---|---|
| 15Л | – | Изготовление деталей, которые работают под действием средних статических и динамических нагрузок: копровые бабы, блоки, ролики, корпусы, поводки, захваты, пильные рамы, а также деталей сварно-литых конструкций с большим объемом сварки. |
| 20Л | – | Изготовление деталей сварно-литых конструкций, которые работают при температуре от -40°С до 450°С: арматура, фасонные отливки общего машиностроения, шаботы. |
| 25Л | – | Изготовление деталей сварно-литых конструкций, которые работают при температуре от -40°С до 450°С под давлением: плиты настильные, рамы рольгангов и тележек, корпуса подшипников, станины прокатных станов, шкивы, траверсы, поршни буксы, крышки цилиндров. |
| 30Л | – | Изготовление деталей, которые работают под действием средних статических и динамических нагрузок: станины, балки, опорные кольца, бандажи, маховики, рычаги, балансиры, корпусы редуктора, муфты, шкивы, кронштейны. |
| 35Л | – | Изготовление деталей, которые работают под действием средних статических и динамических нагрузок: балансиры, диафрагмы, катки, валки, кронштейны, станины прокатных станов, зубчатые колеса, тяги, бегунки, задвижки. |
| 40Л | – | Изготовление деталей, которые работают при температуре до 400°С: вилки, звездочки, кожухи, шестерни, тормозные диски, муфты, корпусы, станины. |
| 45ГЛ | – | Изготовление деталей повышенной прочности и высокого сопротивления износу, которые работают под действием статических и динамических нагрузок: кожухи, опорные катки, звездочки, станины, зубчатые колеса и венцы, тормозные диски, муфты. |
| 50Л | – | Изготовление деталей для машиностроения: шестерни, бегунки, колеса, зубчатые колеса подъемно-транспортных машин, валки станов для прокатки мягкого металла. |
Спиральные прокладки: расшифровка цветов
- Декабрь
2021
/ Спирально-навитые прокладки: расшифровка цветов
- спирально-навитые прокладки
- цвета
- ПТФЭ
- сплав 20
- титан
- никель
- монель
- инконексо
- хастеллой
- углеродистая сталь
- нержавеющая сталь
- слюда
- керамика
- графит
Расшифровка цветов
Цвета спиральной прокладки имеют значение! Согласно отраслевым стандартам, прокладки должны иметь цветовую маркировку. Это помогает быстро и легко определить, из чего сделана прокладка. У прокладок со спиральной навивкой есть два разных цвета: цвет внешнего края и цветная полоса вдоль края. Используя нашу цветовую шкалу ниже, вы можете увидеть различные доступные материалы.
В нефтегазовой отрасли вы, вероятно, уже видели эти прокладки. Внешний край обычно желтый (304 SS), зеленый (316 SS) или оранжевый (монель). Все эти материалы отлично подходят для этого типа промышленности, поскольку они обеспечивают герметизацию при высоких температурах и давлениях. Полоска на ободе обычно серого цвета (графит) и используется во многих различных отраслях промышленности .
Внешний обод
Титан Титан обладает превосходными коррозионными свойствами при повышенных температурах, работе с окислителями, азотной кислотой и щелочными растворами. Этот материал выдерживает температуру 2012ºF (1100ºC) с твердостью 90 HRB. |
Никель Никельобладает отличной стойкостью к щелочным растворам. Этот материал может выдерживать температуры до 1112ºF (600ºC). Внешний цвет обода красный. |
Монель Monel обладает отличной стойкостью к большинству кислот и щелочей, за исключением сильно окисляющих кислот. Этот материал может выдерживать температуры до 1500ºF (815ºC) с твердостью 70 HRB. Монель состоит из 67% никеля и 30% меди. Внешний цвет обода оранжевый. |
Инконель Inconel может выдерживать температуры до 1832ºF (1000º). Этот материал обладает высокой устойчивостью к коррозии. Может выдерживать давление до 5800 фунтов на квадратный дюйм в условиях сильной жары. |
Хастеллой Б Hastelloy B может выдерживать температуры до 1832ºF (1000ºC). Этот материал обладает отличной стойкостью к точечной коррозии, коррозии, растрескиванию под напряжением и термической стабильностью. Тем не менее, будет подвергаться коррозии в окислительных средах. Внешний цвет ободка коричневый. |
Хастеллой С Hastelloy C может выдерживать температуры до 1832ºF (1000ºC). Считается одним из самых коррозионностойких сплавов. Хорошо подходит для химической и нефтехимической переработки, целлюлозно-бумажной промышленности и отходов оборудования. Внешний цвет обода светло-коричневый. |
Углеродистая сталь Углеродистая сталь выдерживает температуру до 932ºF (500ºC). |
Сплав 20 Alloy 20 может выдерживать температуры до 1400ºF (760ºC). Этот материал был специально разработан для применений, требующих устойчивости к серной кислоте. Ally 20 имеет уровень твердости 150 HRB. Внешний цвет обода черный. |
Нержавеющая сталь 304 Нержавеющая сталь 304 выдерживает температуру до 1004ºF (540ºC). Этот материал имеет твердость 68 HRB и в основном используется в производстве промышленных прокладок из-за его превосходной коррозионной стойкости, низкой стоимости и доступности. |
Нержавеющая сталь 316 Нержавеющая сталь316 рассчитана на температуру до 1472ºF (800ºC). Этот материал имеет твердость 68 HRB и обладает отличной коррозионной стойкостью. Этот сплав состоит из 18% никеля (Ni), 13% хрома (Cr) и 2% молибдена (Mo). Нержавеющая сталь 316 рассчитана на максимальную температуру 800ºC, но непрерывную рабочую температуру 760ºC. Внешний цвет ободка светло-зеленый. |
Нержавеющая сталь 321 Нержавеющая сталь 321 рассчитана на температуру до 1598ºF (870ºC). Этот материал имеет твердость 68 HRB, а химический состав снижает межкристаллитные осадки и коррозию. |
Нержавеющая сталь 347 Нержавеющая сталь347 рассчитана на температуру до 1598ºF (870ºC). Этот материал имеет твердость 68 HRB, а химический состав снижает отложение карбонатов и межкристаллитную коррозию. Этот сплав состоит из 18% хрома (Cr) и 8% никеля (Ni), стабилизированного кальцием (Ca) и танталом (Ta). Внешний цвет обода светло-голубой. |
Цвет полос
Слюда Слюда рассчитана на температуру до 1832ºF (1000ºC). Этот материал изготавливается из листов слюды с неорганическим связующим. Этот наполнитель устойчив к большинству химических веществ, таких как растворители, кислоты, щелочи, углеводороды и органические продукты. |
Керамика Керамикарассчитана на температуру до 1994ºF (1090ºC). Этот наполнитель используется в высокотемпературных ситуациях. Цвет полос светло-зеленый. |
ПТФЭ (политетрафторэтилен) ПТФЭ рассчитан на температуру до 500ºF (260ºC). Этот наполнитель должен быть заключен во фланец с канавками или во внутреннее кольцо, чтобы повысить долговечность и избежать коробления. Цвет полос белый. |
Гибкий графит Flex Graphite рассчитан на температуру до 842ºF (450ºC). |
APG хочет стать вашим поставщиком прокладок
Прокладки бывают разных форм, размеров и материалов, и вы можете не знать, с чего начать при покупке необходимых вам продуктов! АПГ поможет! С 1943 года мы предоставляем нашим клиентам высококачественные продукты, в которых они нуждаются, а также помощь в выборе конкретного продукта и материала, которые лучше всего подходят для их применения. Купите наш выбор прокладок прямо сейчас, и если у вас есть вопросы, пожалуйста, не стесняйтесь свяжитесь с нами или загляните в нашу базу знаний , чтобы найти правильный ответ. Мы надеемся превзойти ваши ожидания как в качестве, так и в обслуживании.
Рекомендуемые артикулы
9 наиболее распространенных типов прокладок
Если вы когда-либо покупали прокладки, вы знаете, что они определенно не подходят всем. Существуют разные материалы, размеры и даже разные типы…
Знакомство: спирально-навитые прокладки
Спирально-навитые прокладки были разработаны для удовлетворения высоких требований нефтеперерабатывающей промышленности. Эта прокладка широко используется во многих отраслях промышленности, таких как нефтяная, газовая…
Написал:
Написал
Мэтью Миллер.
Специалист по цифровому маркетингу
LinkedIn
Пожалуйста, заполните эту форму, чтобы с вами связался эксперт В течение последних нескольких месяцев мы усердно работали за кулисами, работая над следующей итерацией веб-сайта APG. Подробнее. РЕСУРС Наш веб-сайт — это инструмент и ресурс для вас и вашего бизнеса, позволяющий создать более компетентную команду по продажам с помощью нашей Базы знаний, создать портал полного самообслуживания для ваших отделов закупок и бухгалтерского учета, используя процесс оформления заказа и My Раздел счета, Подробнее. БЛОГ Фторсиликон, FVMQ представляет собой соединение, содержащее трифторпропил, метил, винил и комбинацию силикона, что придает ему сверхвозможности. Подробнее. БЛОГ Здесь, в APG, у нас есть специальная команда, обладающая многолетним опытом и знаниями в области уплотнительных колец, которая готова вулканизировать любое нестандартное уплотнительное кольцо, когда оно вам больше всего нужно. Процесс вулканизации состоит из использования кордового материала, клея, тепла и давления для объединения Подробнее. РЕСУРС Смотровые стекла представляют собой прозрачное промышленное стекло, которое используется для наблюдения за уровнем жидкостей или газов внутри трубы, резервуара или котла. Подробнее. БЛОГ APG (ранее American Packing & Gasket) является производителем, производителем и опытным дистрибьютором нестандартных уплотнений и пластиковых изделий. У нас есть более 4000 квадратных футов выделенных производственных площадей, заполненных десятками специализированных машин и оборудования Подробнее. БЛОГ Связаться с экспертом Узнайте, почему компании APG доверяют с 1943 года Добро пожаловать в Tesla Motors Club Обсудите Tesla Model S, Model 3, Model X, Model Y, Cybertruck, Roadster и многое другое. Регистр Мы ищем члена сообщества TMC, который хотел бы помочь в разработке товаров TMC, а также курировать блог и горячие ленты. Это будет включать компенсацию за время и усилия. Для получения дополнительной информации, пожалуйста, посмотрите эту тему и отправьте сообщение @danny или заполните форму обратной связи. JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить. Обзор Web 2.0 от APG, практическое руководство и дальнейшие действия!
С тех пор, как мы запустили Web 1.0, мы наблюдаем огромный ежемесячный рост числа подключений к веб-сайтам, размещенных онлайн-заказов и общего числа веб-сайтов 9.0009 Программа предварительной оценки веб-сайта APG
Знакомство с материалами уплотнительных колец: Фторсиликон
Как и силикон, фторсиликон имеет отличную остаточную деформацию при сжатии и стабилен при экстремальных температурах. В отличие от силикона, это Процесс вулканизации уплотнительных колец
Для чего предназначено смотровое стекло?
Это очень важно, так как позволяет руководителям предприятий или инженерам заглянуть внутрь своих систем, не нарушая работы Opera APG Производство
СВЯЖИТЕСЬ С НАМИ >
УЗНАТЬ БОЛЬШЕ > Wiki — Расшифровка VIN-кодов Tesla Model S | Страница 20
- #381
Расшифровка ВИН от 2012 года в этой ветке еще верна?
Реакции:
FlatSix911
- #382
ркози сказал:
Расшифровка ВИН от 2012 года в этой ветке еще верна?
Нажмите, чтобы развернуть.
Что смешного? Это 9 лет. Законный вопрос
- #383
ркози сказал:
Что смешного? Это 9 лет. Законный вопрос
Нажмите, чтобы развернуть…
Пожалуй, нет. Он не включает новые модельные годы с 2017 года. Это, вероятно, ваш лучший выбор.
Реакции:
chrisdh79 и ркозы
- #384
Цените это
Я создал реестр для Model S VIN 2012 года
- НикоАнтон
- Модель S
- Ответы
- 10
- просмотров
- 854
Модель S
tccartier
Ограниченное время: Модернизация батареи на 100 кВтч (S/X), поддержка Ludicrous+, гарантия 2 года
- wk057
- Запчасти Тесла на продажу 2 3 4
- Ответы
- 65
- просмотров
- 7К
Продажа запчастей Tesla
ResHacker
Model S Plaid Первые впечатления: заказ через доставку
- небусофт
- Модель S: заказ, производство, доставка 2
- Ответы
- 29
- просмотров
- 8К
Model S: заказ, производство, доставка
gravastar
2015 Полностью загруженный полный привод Tesla Model S P90DL Ludicrous (все еще на гарантии) 3M Wrap + БЕСПЛАТНАЯ зарядка + бесплатное неограниченное подключение премиум-класса
- Синди
- Тесла на продажу
- Ответы
- 7
- просмотров
- 1К
Tesla на продажу
cindy
Продано: 2014 P85D, полностью загруженный и обновленный, 49 500 долларов США
- Rogue Synapse
- Тесла на продажу
- Ответы
- 6
- просмотров
- 980
Тесла на продажу
Rogue Synapse
Питание от основного
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Список форумов
ASM International и 30 Forensic Engineering проводят семинар Steel Image по расшифровке металлургических отказов
12.12.2017
ASM International и 30 Forensic Engineering проводят семинар Steel Image по расшифровке металлургических отказов анализ и фрактография. Официально названный:
ЗАЗЕРКАЛЬЕ — ОШИБКИ РАСШИФРОВКИ , семинар был полностью разработан Steel Image. Цель семинара состояла в том, чтобы способствовать обмену знаниями в отрасли, связанной с отказом продукции, и обсудить часто используемые и широко распространенные металлургические методы, доступные для диагностики отказа продукции. Металлургический анализ отказов — это средство диагностики проблем с конструкцией продукта, проблем с производством и понимания отказов в обслуживании путем предоставления сведений об отказах продукта, которые в противном случае были бы недоступны невооруженному глазу. Микроскопические трещины, оставшиеся на изделии после выхода из строя, свидетельствуют о последних секундах службы изделия. Понимание того, как читать и интерпретировать эти отличительные особенности, позволяет тем, кто имеет опыт анализа отказов в металлургии, правильно диагностировать механизмы отказа и предотвращать будущие отказы.
Участники этого семинара испытали:
– Инструменты и концепции, применяемые во время лабораторного анализа отказов
– Использование стереомикроскопов в практическом распознавании трещин
– Знакомство с «фрактографией» с использованием сломанных деталей и объяснение ее роли анализ отказов
Группа 30 судебно-технических материалов и отказов продукции / трубопроводов и ОВКВ:
Роберт Спарлинг B.Eng.Mgt., P.Eng. является старшим инженером-криминалистом с 20-летним опытом работы в отрасли. В течение последних 7 лет Роб работал руководителем группы анализа отказов материалов в 30 Forensic Engineering. Роб обладает более чем 12-летним опытом анализа отказов и соответствующим опытом работы в аэрокосмической отрасли. Он имеет специализированный опыт в причинах отказа широкого спектра потребительских и промышленных товаров. Он также расследует телесные повреждения, связанные с использованием широкого спектра продуктов, включая электроинструменты, аттракционы, строительные леса, лифты, двери, стеклянные бутылки/стаканы, подъемное оборудование и многие другие продукты.
Павел Окрутный Б.Инж. & Soc., M.Sc., P.Eng. является экспертом по материалам/механике в 30 Forensic Engineering, который специализируется на оценке металлургических и механических отказов. За время своего пребывания в должности в 30 лет Пол расследовал более 400 отказов, связанных с механическими системами здания (сантехника, ОВКВ, подача мазута и противопожарная защита). Другие проекты включали материальные дефекты и материальную характеристику. Пол публиковался в международных научных журналах, преподавал на курсах бакалавриата по инженерии материалов и представлял свои исследования и результаты судебно-медицинской экспертизы на провинциальных, национальных и международных встречах. Пол добровольно посвящает свое время комитетам, которые помогают модернизировать инженерные нормы и правила, и использует свои выводы судебно-технической экспертизы, чтобы предотвратить будущие неудачи. Пол является председателем отделения Онтарио Американского общества материалов, которое является всемирно признанным центром материаловедения. Пол много лет работает с ASM Ontario.
Мехди Тахери Ph.D., P.Eng. является специалистом по отказу материалов в 30 Forensic Engineering. В свои 30 лет Мехди расследовал претензии, связанные с промышленным оборудованием, автомобильными компонентами, сантехникой, неисправностями продукции, делами, связанными с определением характеристик материалов, и претензиями, связанными с работой. На своих предыдущих должностях Мехди провел многочисленные исследования по анализу отказов, связанных с автомобильными деталями, трубопроводами, высокотемпературными компонентами и лопатками турбин, а также предоставил инженерные рекомендации по предотвращению отказов в нефтегазовой, энергетической, целлюлозно-бумажной и автомобильной промышленности.
Бен Деклаудс B.Eng.Mgt., P.Eng. является сотрудником группы по отказу материалов в 30 Forensic Engineering. Он имеет степень бакалавра инженерии и менеджмента, материаловедения Университета Макмастера. Бен специализируется на анализе структуры, свойств, механики и производства материалов, а также на управлении проектами. В свои 30 лет он участвовал во множестве расследований, в том числе о поломках продуктов и стекла, делах, связанных с бытовыми и коммерческими спринклерными и водопроводными системами, а также в определении характеристик и/или идентификации материалов. Бен имеет лицензию профессионального инженера в провинции Онтарио.
О Steel Image
Steel Image предоставляет металлургический анализ для решения проблем, с которыми сталкиваются обрабатывающая, нефтяная, горнодобывающая и энергетическая отрасли. Мы предоставляем самые быстрые услуги металлургической лаборатории в Северной Америке, опыт мирового уровня и фокусируемся на поиске решений.
Об ASM International (отделение в Онтарио)
ASM International – это выдающаяся ассоциация, объединяющая специалистов по материалам и их организации с ресурсами, необходимыми для решения проблем, улучшения результатов и развития общества. Являясь крупнейшим в мире и наиболее авторитетным обществом информации о материалах, ASM привлекает и соединяет вас с глобальной сетью коллег и предоставляет доступ к надежной информации о материалах через справочный контент и данные, образовательные курсы, международные мероприятия и исследования
30 Судебная экспертиза
Расшифровка индивидуальной идентичности на основе активности мозга, возникающей при воображении общего опыта
1. Шактер Д. Л., Аддис Д. Р. и Бакнер Р. Л. Вспоминая прошлое, чтобы представить будущее: перспективный мозг. Нац. Преподобный Нейроски. 8 , 657–661 (2007 г.). [PubMed]
2. Хассабис Д., Кумаран Д., Ванн С. Д., Магуайр Э.А. Пациенты с гиппокампальной амнезией не могут вообразить новые переживания. проц. Натл акад. науч. США. 2007; 104:1726–1731. [Бесплатная статья PMC] [PubMed] [Google Scholar]
3. Хассабис Д., Кумаран Д., Магуайр Э.А. Использование воображения для понимания нейронной основы эпизодической памяти. Дж. Нейроски. 2007; 27:14365–14374. [Бесплатная статья PMC] [PubMed] [Google Scholar]
4. Szpunar KK, Watson JM, McDermott KB. Нейронные субстраты представления будущего. проц. Натл акад. науч. США. 2007; 9:104. [Бесплатная статья PMC] [PubMed] [Google Scholar]
5. Schacter DL, et al. Будущее памяти: память, воображение и мозг. Нейрон. 2012; 76: 677–694. [Бесплатная статья PMC] [PubMed] [Google Scholar]
6. Rugg MD, Vilberg KL. Сети мозга, лежащие в основе извлечения эпизодической памяти. Курс. мнение Нейробиол. 2013; 23: 255–260. [Бесплатная статья PMC] [PubMed] [Google Scholar]
7. Бенуа Р.Г., Шактер Д.Л. Указание базовой сети, поддерживающей эпизодическую симуляцию и эпизодическую память, путем оценки вероятности активации. Нейропсихология. 2015;1:450–457. [Бесплатная статья PMC] [PubMed] [Google Scholar]
8. Ричи М., Либби Л. А. и Ранганат К. Корково-гиппокампальные системы, участвующие в памяти и познании: структура PMAT. В Прогресс в исследованиях мозга . Том. 219, 45–64 (Эльзевир, 2015). [PubMed]
9. Магуайр Э.А. Нейровизуализационные исследования памяти автобиографических событий. Филос. Транс. Р. Соц. Лонд. сер. Б. 2001; 356:1441–1451. [Бесплатная статья PMC] [PubMed] [Google Scholar]
10. Лундстрем Б.Н., Ингвар М., Петерссон К.М. Роль предклинья и левой нижней лобной коры во время эпизодического извлечения исходной памяти. Нейроизображение. 2005; 27: 824–834. [PubMed] [Google Scholar]
11. Fletcher PC, et al. Мысленный взор — активация предклинья в образах, связанных с памятью. Нейроизображение. 1995;2:195–200. [PubMed] [Google Scholar]
12. Вагнер А.Д., Шеннон Б.Дж., Кан И., Бакнер Р.Л. Вклад теменной доли в эпизодическую память. Тенденции Познан. науч. 2005; 9: 445–453. [PubMed] [Google Scholar]
13. Москович М., Кабеса Р., Винокур Г., Надель Л. Эпизодическая память и не только: гиппокамп и неокортекс в трансформации. Анну. Преподобный Психолог. 2016;67:105–134.. [Бесплатная статья PMC] [PubMed] [Google Scholar]
14. Chadwick MJ, Hassabis D, Weiskopf N, Maguire EA. Расшифровка отдельных следов эпизодической памяти в гиппокампе человека. Курс. биол. 2010; 20: 544–547. [Бесплатная статья PMC] [PubMed] [Google Scholar]
15. Bonnici HM, et al. Обнаружение репрезентаций недавних и отдаленных автобиографических воспоминаний в vmPFC и гиппокампе. Дж. Нейроски. 2012; 32:16982–16991. [Бесплатная статья PMC] [PubMed] [Google Scholar]
16. Chen J, et al. Общие воспоминания раскрывают общую структуру нейронной активности у людей. Нац. Неврологи. 2017;20:115–125.. [Бесплатная статья PMC] [PubMed] [Google Scholar]
17. Baldassano C, et al. Обнаружение структуры событий в непрерывном повествовательном восприятии и памяти. Нейрон. 2017;95: 709–721. [Бесплатная статья PMC] [PubMed] [Google Scholar]
18. Нильсон Д.М., Смит Т.А., Шрикумар В., Деннис С., Седерберг П.Б. Гиппокамп человека представляет пространство и время во время извлечения воспоминаний из реального мира. проц. Натл акад. науч. США. 2015;112:11078–11083. [Бесплатная статья PMC] [PubMed] [Google Scholar]
19. Торнтон М. А. и Митчелл Дж. П. Постоянные паттерны нейронной активности представляют лично знакомых людей. J. Cogn. Неврологи. 29 , 1583–1594 (2017). [ПубМед]
20. Робин Дж., Бухсбаум Б.Р., Москович М. Приоритет пространственного контекста в нейронном представлении событий. Дж. Нейроски. 2018; 38: 2755–2765. [Бесплатная статья PMC] [PubMed] [Google Scholar]
21. Шрикумар В., Нильсон Д.М., Смит Т.А., Деннис С.Дж., Седерберг П.Б. Опыт яркой автобиографической реминисценции поддерживается субъективными содержательными представлениями в предклинье. науч. Отчет 2018; 8: 1–9. [Бесплатная статья PMC] [PubMed] [Google Scholar]
22. Силсон Э. Х., Стил А., Киддер А., Гилмор А. В. и Бейкер К. И. Отдельные подразделения медиальной теменной коры человека поддерживают память о людях и местах. Элиф . 8 , e47391 (2019). [Бесплатная статья PMC] [PubMed]
23. Бенуа Р.Г., Паулюс П.С., Шактер Д.Л. Формирование отношения через нейронную активность, поддерживающую аффективные эпизодические симуляции. Нац. коммун. 2019; 10:1–1. [Бесплатная статья PMC] [PubMed] [Google Scholar]
24. Gagnepain P, et al. Коллективная память формирует организацию индивидуальных воспоминаний в медиальной префронтальной коре. Нац. Человеческое поведение. 2020; 4: 189–200. [PubMed] [Google Scholar]
25. Дюбуа Дж., Адольфс Р. Создание науки об индивидуальных различиях с помощью фМРТ. Тенденции Познан. науч. 2016;20:425–443. [Бесплатная статья PMC] [PubMed] [Google Scholar]
26. Tavor I, et al. Беззадачная МРТ предсказывает индивидуальные различия в активности мозга во время выполнения задачи. Наука. 2016; 352: 216–220. [PMC free article] [PubMed] [Google Scholar]
27. Charest I, Kievit RA, Schmitz TW, Deca D, Kriegeskorte N. Уникальное семантическое пространство в мозгу каждого смотрящего предсказывает воспринимаемое сходство. проц. Натл акад. науч. США. 2014;111:14565–14570. [Бесплатная статья PMC] [PubMed] [Google Scholar]
28. Cetron, J.S. et al. Расшифровка индивидуальных различий в обучении STEM по данным функциональной МРТ. Нац. коммун. 10 , 1–10 (2019). [Бесплатная статья PMC] [PubMed]
29. Смоллвуд, Дж. и Скулер, Дж. В. Наука о блуждании разума: эмпирическое управление потоком сознания. Год. Преподобный Психолог. 66 , 3487–3518 (2015). [PubMed]
30. Sormaz M, et al. Сеть в режиме по умолчанию может поддерживать уровень детализации опыта во время активных состояний задачи. проц. Натл акад. науч. США. 2018;115:9318–9323. [Бесплатная статья PMC] [PubMed] [Google Scholar]
31. Meulenbroek O, Rijpkema M, Kessels RP, Rikkert MG, Fernández G. Восстановление автобиографической памяти у пациентов с болезнью Альцгеймера. Нейроизображение. 2010;53:331–340. [PubMed] [Google Scholar]
32. Elman JA, et al. Нервная компенсация у пожилых людей с отложением бета-амилоида в головном мозге. Нац. Неврологи. 2014;17:1316–1318. [Бесплатная статья PMC] [PubMed] [Google Scholar]
33. Maguire EA, Kumaran D, Hassabis D, Kopelman MD. Автобиографическая память при семантической деменции: продольное исследование фМРТ. Нейропсихология. 2010;48:123–136. [Бесплатная статья PMC] [PubMed] [Google Scholar]
34. Аддис Д.Р., Москович М., МакЭндрюс М.П. Последствия повреждения гиппокампа в сети автобиографической памяти при эпилепсии левой височной доли. Мозг. 2007; 130:2327–2342. [PubMed] [Google Scholar]
35. Just, M.A. et al. Машинное обучение нейронных представлений о суициде и концепциях эмоций идентифицирует суицидальную молодежь. Нац. Человеческое поведение. 1 , 911–919 (2017). [Бесплатная статья PMC] [PubMed]
36. Mason RA, Just MA. Обучение физике вызывает изменения в представлении нейронных знаний на последовательных этапах обучения. НейроИзображение. 2015; 111:36–48. [PubMed] [Академия Google]
37. Тернбулл А. и др. Приливы и отливы внимания: межсубъектные различия во внутренней связности и познании, связанные с динамикой текущего опыта. НейроИзображение. 2019;185:286–299. [PubMed] [Google Scholar]
38. Turnbull, A. et al. Левая дорсолатеральная префронтальная кора поддерживает контекстно-зависимую расстановку приоритетов не связанных с задачей мыслей. Нац. Коммуна . 10 , 1–10 (2019). [Бесплатная статья PMC] [PubMed]
39. Ландауэр Т., Дюме С. Решение проблемы Платона: теория скрытого семантического анализа приобретения, индукции и представления знаний. Психол. Откр. 1997;104:211–240. [Google Scholar]
40. Лунд К., Берджесс С. Создание многомерных семантических пространств из лексического совпадения. Поведение Рез. Методы Инструм. вычисл. 1996; 28: 203–208. [Google Scholar]
41. Cree GS, McRae K. Анализ факторов, лежащих в основе структуры и вычисления значения бурундука, вишни, долота, сыра и виолончели (и многих других подобных конкретных существительных) J. Exp. Психол. Ген. 2003; 132:163–201. [PubMed] [Google Scholar]
42. Винсон Д.П., Виглиокко Г., Каппа С., Сири С. Распад семантических знаний: выводы из статистической модели представления значения. Брейн Ланг. 2003; 86: 347–365. [PubMed] [Академия Google]
43. Миколов Т., Чен К., Коррадо Г. и Дин Дж. Эффективная оценка представлений слов в векторном пространстве. В Семинар Международной конференции по обучающим представлениям (ICLR), Скоттсдейл, AZ . Проц. 16-я ежегодная конференция Североамериканского отделения Ассоциации компьютерной лингвистики: технологии человеческого языка. (Новый Орлеан, Луизиана, 2013 г.).
44. Пеннингтон Дж., Сочер Р. и Мэннинг С. Д. Перчатка: глобальные векторы для представления слов. В Материалы конференции 2014 г. по эмпирическим методам обработки естественного языка (EMNLP). 1532–1543 (Ассоциация вычислительной лингвистики, Доха, Катар, 2014 г.).
45. Биндер Дж. Р. и др. На пути к компонентному семантическому представлению на основе мозга. Познан. Нейропсихология. 2016;33:130–174. [PubMed] [Google Scholar]
46. Mitchell TM, et al. Прогнозирование деятельности мозга человека, связанной со значением существительных. Наука. 2008; 320:1191–1195. [PubMed] [Академия Google]
47. Wehbe L, et al. Одновременное выявление паттернов областей мозга, участвующих в различных подпроцессах чтения историй. ПЛОС ОДИН. 2014;9:e112575. [Бесплатная статья PMC] [PubMed] [Google Scholar]
48. Huth AG, de Heer WA, Griffiths TL, Theunissen FE, Gallant JL. Естественная речь раскрывает семантические карты коры головного мозга человека. Природа. 2016; 532: 453–458. [Бесплатная статья PMC] [PubMed] [Google Scholar]
49. Anderson AJ, et al. Прогнозирование паттернов нейронной активности, связанных с предложениями, с использованием нейробиологически мотивированной модели семантического представления. Церебр. кора. 2016 год: 10.1093/церкор/bhw240. [PubMed] [CrossRef] [Google Scholar]
50. Ван Дж., Черкасский В.Л., Просто М.А. Прогнозирование модели активации мозга, связанной с пропозициональным содержанием предложения: моделирование нейронных представлений о событиях и состояниях. Гум. Карта мозга. 2017; 38:4865–4881. [Бесплатная статья PMC] [PubMed] [Google Scholar]
51. Pereira, F. et al. К универсальному декодеру лингвистического значения от активации мозга. Нац. коммун. 9 , 1–13 (2018). [Бесплатная статья PMC] [PubMed]
52. Anderson AJ, et al. Несколько областей корковой сети обычно кодируют значение слов в нескольких грамматических позициях прочитанных предложений. Церебр. кора. 2018 г.: 10.1093/bhy110. [PubMed] [CrossRef] [Google Scholar]
53. Anderson AJ, et al. Интегрированный нейронный декодер лингвистического и эмпирического значения. Дж. Нейроски. 2019; 39: 8969–8987. [Бесплатная статья PMC] [PubMed] [Google Scholar]
54. Paivio, A. Образы и словесные процессы . (Холт, Райнхарт и Уинстон, Нью-Йорк, 1971).
55. Эндрюс М., Виглиокко Г., Винсон Д. Интеграция эмпирических и распределенных данных для изучения семантических представлений. Психол. 2009; 116:463–498. [PubMed] [Google Scholar]
56. Андерсон А.Дж., Бруни Э., Лопополо А., Поэзио М., Барони М. Чтение визуально воплощенного смысла из мозга: визуально обоснованные вычислительные модели декодируют мысленные образы визуальных объектов, вызванные письменным текстом. Нейроизображение. 2015;120:309–322. [PubMed] [Google Scholar]
57. Гербелот А. и Касеми Заде Б. Ты и я… в векторном пространстве: моделирование отдельных говорящих с помощью распределенной семантики. В Материалы Пятой объединенной конференции по лексической и вычислительной семантике . 179–188 (Ассоциация компьютерной лингвистики, Берлин, Германия, 2016 г.).
58. Митчелл Дж., Лапата М. Композиция в распределительных моделях семантики. Познан. науч. 2010; 34:1388–1429.19. [PubMed] [Google Scholar]
59. Киела Д. и Кларк С. Систематическое исследование параметров модели семантического векторного пространства. В материалах 2-го семинара по моделям непрерывного векторного пространства и их композиционности (CVSC) на EACL 9.0834 . 21–30 (Ассоциация компьютерной лингвистики, Гетеборг, Швеция, 2014 г.).
60. Бруни Э., Тран Н., Барони М. Мультимодальная дистрибутивная семантика. Дж. Артиф. Интел. Рез. 2014; 49:1–47. [Google Scholar]
61. Tzourio-Mazoyer N, et al. Автоматизированная анатомическая маркировка активаций в SPM с использованием макроскопической анатомической парцелляции головного мозга MNI MRI одного субъекта. Нейроизображение. 2002; 15: 273–289. [PubMed] [Google Scholar]
62. Малджян Дж. А., Лауриенти П. Дж., Бурдетт Дж. Б., Крафт Р. А. Автоматизированный метод нейроанатомического и цитоархитектонического анализа наборов данных фМРТ на основе атласа. НейроИзображение. 2003;19: 1233–1239. [PubMed] [Google Scholar]
63. Кригескорте Н., Мур М., Бандеттини П. Анализ репрезентативного сходства — соединение ветвей системной нейронауки. Фронт. Сист. Неврологи. 2008; 2:4. [Бесплатная статья PMC] [PubMed] [Google Scholar]
64. Benjamini, Y. & Yekutieli, D. Контроль частоты ложных открытий при множественном тестировании в условиях зависимости. Энн. Статистика 29 , 1165–1188 (2001).
65. Kriegeskorte N, Goebel R, Bandettini P. Информационное функциональное картирование мозга. проц. Натл акад. науч. США. 2006; 103:3863–3868. [Бесплатная статья PMC] [PubMed] [Google Scholar]
66. Перейра, Ф. и Ботвиник, М. Симитар: упрощенный поиск статистически значимой структуры сходства. В 2013 Международный семинар по распознаванию образов в нейровизуализации. 1–4 (IEEE, 2013).
67. Ботвиник-Незер Р. и др. Изменчивость анализа одного набора данных нейровизуализации многими командами. Природа. 2020; 20:1–7. [Google Scholar]
68. Schacter DL, Addis DR. Призраки прошлого и будущего. Природа. 2007; 445:27–27. [PubMed] [Академия Google]
69. Каванна, А. Э. и Тримбл, М. Р. Предклинье: обзор его функциональной анатомии и поведенческих коррелятов. Мозг 129 , 564–583 (2006). [PubMed]
70. Smallwood J, et al. Репрезентация: интеграция между височной долей и задней частью поясной извилины влияет на содержание и форму спонтанного мышления. ПЛОС ОДИН. 2016;11:e0152272. [Бесплатная статья PMC] [PubMed] [Google Scholar]
71. Тульвинг Э. Память и сознание. Можно. Психол. 1985;26:1–12. [Google Scholar]
72. Bonnici HM, Cheke LG, Green DA, FitzGerald TH, Simons JS. Уточнение причинной роли угловой извилины в автобиографической памяти. Дж. Нейроски. 2018;38:10438–10443. [PMC бесплатная статья] [PubMed] [Google Scholar]
73. Бланке О. Мультисенсорные мозговые механизмы телесного самосознания. Нац. Преподобный Нейроски. 2012; 13: 556–571. [PubMed] [Google Scholar]
74. MacDonald AW, Cohen JD, Stenger VA, Carter CS. Диссоциация роли дорсолатеральной префронтальной и передней поясной коры в когнитивном контроле. Наука. 2000; 288:1835–1838. [PubMed] [Академия Google]
75. Миллер, Э. К. и Коэн, Дж. Д. Интегративная теория функции префронтальной коры. Энн. Преподобный Нейроски. 24 , 167–202 (2001). [PubMed]
76. Андерсон, М. К. и Хаддлстон, Э. На пути к когнитивной и нейробиологической модели мотивированного забывания. В истинных и ложных восстановленных воспоминаниях . 53–120 (Спрингер, Нью-Йорк, 2012 г.).
77. Anderson MC, et al. Нейронные системы, лежащие в основе подавления нежелательных воспоминаний. Наука. 2004; 303: 232–235. [PubMed] [Академия Google]
78. Ван Овервалл Ф. Социальное познание и мозг: метаанализ. Гум. Карта мозга. 2009; 30: 829–858. [Бесплатная статья PMC] [PubMed] [Google Scholar]
79. Биндер Дж. Р., Десаи Р. Х., Грейвс В. В., Конант Л. Л. Где семантическая система? Критический обзор и метаанализ 120 исследований функциональной нейровизуализации. Церебр. кора. 2009; 19: 2767–2796. [Бесплатная статья PMC] [PubMed] [Google Scholar]
80. Ральф М.А., Джеффрис Э., Паттерсон К., Роджерс Т.Т. Нейронно-вычислительные основы семантического познания. Нац. Преподобный Нейроски. 2017;18:42. [PubMed] [Академия Google]
81. Тульвинг Э. Эпизодическая и семантическая память. В Организация памяти (редакторы Талвинг, Э. и Дональдсон, В.) 381–403 (Academic Press, 1972).
82. Уиллер М.А., Стусс Д.Т., Тулвинг Э. К теории эпизодической памяти: лобные доли и автоноэтическое сознание. Психол. Бык. 1997; 121:331. [PubMed] [Google Scholar]
83. Renoult L, Irish M, Moscovitch M, Rugg MD. От знания к запоминанию: семантически-эпизодическое различие. Тенденции Познан. науч. 2019;23:1041–1057. [PubMed] [Google Scholar]
84. Айриш М., Ватансевер Д. Переосмысление эпизодически-семантического различия с точки зрения градиента. Курс. мнение Поведение науч. 2020; 32:43–49. [Google Scholar]
85. Raichle ME, et al. Режим работы мозга по умолчанию. проц. Натл акад. науч. США. 2001; 98: 676–682. [Бесплатная статья PMC] [PubMed] [Google Scholar]
86. Buckner RL, DiNicola LM. Сеть мозга по умолчанию: обновленная анатомия, физиология и развивающиеся идеи. Нац. Преподобный Нейроски. 2019;20:593–608. [PubMed] [Google Scholar]
87. Baird B, Smallwood J, Schooler JW. Назад в будущее: автобиографическое планирование и функциональность блуждания ума. Сознательный. познание. 2011;1:20. [PubMed] [Google Scholar]
88. Андерсон А.Дж., Киела Д., Кларк С., Поэзио М. Визуально обоснованные и текстовые семантические модели по-разному декодируют активность мозга, связанную с конкретными и абстрактными существительными. Транс. доц. вычисл. Лингвист. 2017;5:17–30. [Академия Google]
89. Сото Д., Шейх Ю.А., Мей Н., Сантана Р. Модели декодирования и кодирования раскрывают роль мысленного моделирования в представлении смысла в мозгу. Р. Соц. Открытая наука. 2020;7:192043. [Бесплатная статья PMC] [PubMed] [Google Scholar]
90. Greene JD, Baddeley AD, Hodges JR. Анализ дефицита эпизодической памяти при ранней болезни Альцгеймера: доказательства из теста дверей и людей. Нейропсихология. 1996; 34: 537–551. [PubMed] [Google Scholar]
91. Андерсон А.Дж., Лин Ф. Как анализ информации о шаблонах семантической активности мозга, возникающей при понимании языка, может способствовать раннему выявлению болезни Альцгеймера. НейроИзображение. 2019;22:101788. [Бесплатная статья PMC] [PubMed] [Google Scholar]
92. Д’Аржембо А., Раффард С., Ван дер Линден М. Вспоминая прошлое и представляя будущее при шизофрении. Дж. Ненормальный. Психол. 2008; 117:247. [PubMed] [Google Scholar]
93. Williams JMG, Scott J. Автобиографическая память при депрессии. Психологическая мед. 1988; 18: 689–695. [PubMed] [Google Scholar]
94. Koutsouleris N, et al. Модели прогнозирования функциональных исходов для лиц, находящихся в состоянии клинического высокого риска развития психоза или с недавно начавшейся депрессией: мультимодальный анализ машинного обучения на нескольких участках. Джама Психиатрия. 2018;75:1156–1172. [Бесплатная статья PMC] [PubMed] [Google Scholar]
95. Whitfield-Gabrieli S, et al. Коннектомика мозга предсказывает ответ на лечение при социальном тревожном расстройстве. Мол. Психиатрия. 2016;21:680. [PubMed] [Google Scholar]
96. Fjell AM, et al. Годичная атрофия головного мозга проявляется в здоровом старении. Дж. Нейроски. 2009;29:15223–15231. [Бесплатная статья PMC] [PubMed] [Google Scholar]
97. Wyss-Coray T. Старение, нейродегенерация и омоложение мозга. Природа. 2016; 539:180. [Бесплатная статья PMC] [PubMed] [Google Scholar]
98. Левин Б., Свобода Э., Хэй Дж. Ф., Винокур Г., Москович М. Старение и автобиографическая память: отделение эпизодического от семантического поиска. Психол. Старение. 2002; 17: 677–689. [PubMed] [Google Scholar]
99. Addis DR, Wong AT, Schacter DL. Возрастные изменения в эпизодическом моделировании будущих событий. Психол. науч. 2008; 19:33–41. [PubMed] [Google Scholar]
100. Андерсон А.Дж., Мерфи Б., Поэзио М. Различение таксономических категорий и доменов в мысленном моделировании понятий различной конкретности. Дж. Когн. Неврологи. 2014; 26: 658–681. [PubMed] [Академия Google]
101. Фридман Д., Лейн Д. Нестохастическая интерпретация сообщаемых уровней значимости. Дж. Автобус. Экон. Стат. 1983; 1: 292–298. [Google Scholar]
102. Винклер А. М., Риджуэй Г. Р., Вебстер М. А., Смит С. М. и Николс Т. Е. Вывод о перестановках для общей линейной модели. Нейроизображение . 92 , 15381–15397 (2014).
103. Ся М., Ван Дж. и Хе Ю. BrainNet Viewer: инструмент сетевой визуализации для коннектомики человеческого мозга. ПЛОС ОДИН 8 , e68910 (2013). [Статья PMC бесплатно] [PubMed]
Расшифровка глобальной налоговой сделки
ПРИМЕЧАНИЕ ДЛЯ ПРОГРАММИРОВАНИЯ: Global Translations не будет публиковаться в понедельник, 5 июля. Мы вернемся к нашему обычному графику в среду, 7 июля.
Присылайте свои советы и мысли: [электронная почта защищена] или подписывайтесь на Райана в Твиттере.
ЕСТЬ ГЛОБАЛЬНАЯ НАЛОГОВАЯ СДЕЛКА — НАЧИНАЕТСЯ САМОЕ СЛОЖНОЕ
В четверг крупнейшие экономики мира согласились на радикальные изменения в глобальной налоговой системе. Что не получило широкого освещения, так это то, что сделка является результатом ожесточенных дебатов в последнюю минуту, им еще предстоит много работы над тем, как заставить это соглашение работать на практике, и оно не будет действовать до тех пор, пока не позднее 2023 года.
G-20 на борту: Из 139 стран, участвующих в переговорах, 130 подписали соглашение, включая все страны G-20. В число девяти противников входят три страны ЕС: Ирландия с низкими налогами, Венгрия и Эстония, а также самая густонаселенная страна Африки Нигерия. 9 июля министры финансов G-20 должны одобрить соглашение.
Администрация Байдена с восхитительной теплотой обслужила свою налоговую месть: Сделка по сбору налогов, ставшая возможной после того, как Байден снова присоединился к глобальным переговорам, от которых отказалась администрация Трампа, была заключена в тот день, когда организации Трампа были предъявлены обвинения в уклонении от уплаты налогов.
Что может погубить сделку? Отсутствие единства в Европейском Союзе и отсутствие единства в Конгрессе. Официальный представитель Ирландии заявил POLITICO: «Правительство Ирландии поддерживает рациональную глобальную налоговую реформу. Но Ирландия не может согласиться с общими формулировками, которые не включают железных заверений по конкретным вопросам и политике, которые важны для нас». Член палаты представителей Кевин Брэд y (республиканец от Техаса), главный республиканец в Комитете Палаты представителей по путям и средствам, охарактеризовал глобальную налоговую сделку как «опасную экономическую капитуляцию, которая отправляет рабочие места США за границу, подрывает нашу экономику и лишает нашу американскую экономику». база налогообложения.”
Глобальные переговоры сосредоточились на двух отдельных предложениях:
— Первый столп: Первоначально направленное исключительно на технологических гигантов, это предложение вынудило бы Big Tech платить налог на прибыль в каждой стране, в которой они работают. Вашингтону это не понравилось, поэтому он работал с Силиконовой долиной, чтобы представить новые предложения по расширению охвата, чтобы включить компании во всех секторах с глобальным годовым доходом в 20 миллиардов долларов. Налог будет применяться к марже прибыли компаний выше 10 процентов.
— Столп второй: Глобальная минимальная ставка корпоративного налога, чтобы транснациональные компании не могли искать юрисдикции, предлагающие им самую низкую ставку. Когда-то обсуждалась ставка в 20 или 21 процент, теперь ставка будет установлена на уровне 15 процентов. Чтобы избежать обвинений в том, что сделка лишает суверенитета, правительствам-мошенникам по-прежнему будет разрешено устанавливать любую ставку корпоративного налога, которую они хотят. Просто почти каждое значимое правительство введет минимум 15 процентов для любой компании, базирующейся на их территории. «Вы можете установить любой режим, какой хотите, но мы говорим вам, что у американских компаний больше нет стимула работать там», — сказал Питер Барнс , юрист налоговой фирмы Caplin and Drysdale, ранее занимавший должность старшего международного налогового консультанта General Electric.
ПРОВЕРКА В РЕАЛЬНОСТИ: В четверг многие американские новостные агентства опубликовали заголовки, предполагающие, что мир решил присоединиться к Байдену в борьбе за налоговую справедливость. Реальность гораздо сложнее: этот процесс находится в ведении базирующейся в Париже Организации экономического сотрудничества и развития. Он был начат под руководством Мексики и продолжается под руководством Австралии. По большей части им руководили крупные европейские правительства, пока в 2020 году он не был остановлен администрацией Трампа. Что правда, так это то, что президент Джо Байден и министр финансов Джанет Йеллен сыграли решающую роль в доведении многолетнего процесса до финиша в четверг.
Президент Джо Байден покидает Белый дом 29 июня. | Вин МакНэми / Getty Images
КИТАЙ — ХОТЕЛИ ВАМ ПОНРАВИТЬСЯ, ЧТО ВАША «ГОЛОВА УДАРИЛА КРОВЬ О ВЕЛИКУЮ СТАЛЬНУЮ СТЕНУ»? Это обещание президента Китая Си Цзиньпина , если вы или ваше правительство попытаетесь «запугивать, угнетать или порабощать» Китай. Хотя эти образы могут иметь большую аудиторию внутри Китая, речь Си 1 июля, посвященная празднованию 100-летия Коммунистической партии Китая, была более примечательна тем, что она упустила.
История Китай хочет, чтобы вы забыли : 30 миллионов погибших в результате голода, репрессий, резни на площади Тяньаньмэнь и невыполненных обещаний в Гонконге.
Нынешний Китай хочет, чтобы вы игнорировали : День рождения КПК — это похороны Гонконга, — пишет Джош Рогин. Эксперты предупреждают, что Китай строит 100 шахт для ядерных ракет.
Будущее, которое Китай хочет, чтобы вы приняли: Си все больше делает ставку на «полное воссоединение» с Тайванем — цель, которую он мог достичь только путем военного вторжения и оккупации, которую Тайвань отвергает.
COVID — ИНДОНЕЗИЯ НА ГРАНИ КАТАСТРОФЫ: случая Covid бьют рекорды, но вакцинировано лишь пять процентов. Примечание: Индонезия, крупнейшая в мире страна архипелага, имеет некоторые естественные преимущества в обеспечении локализованных блокировок.
COVID — ВАКЦИНЫ VS. ПОСЛЕДНИЕ ВАРИАНТЫ: «Вакцинированные люди в большей безопасности, чем когда-либо, несмотря на варианты. Но непривитые люди находятся в большей опасности, чем когда-либо, из-за вариантов». Подробнее в Атлантике.
ЛИНИЯ СРАЖЕНИЯ ДЕМОКРАТИИ — ПОСЛЕДНИЙ КОРОЛЬ ЭСВАТИНИ? Десятки погибших в подавлении продемократических протестов в Эсватини — последней абсолютной монархии Африки, запрещающей политические партии. Солдаты стреляли боевыми патронами по протестующим.
ЕС — НОВАЯ ВЕРХОВЕННОСТЬ ЗАКОНА РАЗРУШЕНА: Словения взяла на себя руководство Советом ЕС на следующие шесть месяцев, и ее председательство сразу превратилось в фарс. Исполнительный вице-президент Европейской комиссии Франс Тиммерманс отказался фотографироваться с правым премьер-министром страны, Янезом Яншей , после ожесточенной закулисной ссоры на мероприятии, посвященном началу правления Словении.
Янша, который ранее утверждал, что судьи Словении политически предвзяты, и который поддержал заявления Дональда Трампа о фальсификации выборов в конце 2020 года, распространил фотографию двух судей, разговаривающих с социалистами-членами Европейского парламента на мероприятии, заявив, что фотография была доказательством предвзятость судей.
В заявлении после своей забастовки Тиммерманс, бывший министр иностранных дел от Нидерландской лейбористской партии, сказал: «Я просто не мог стоять на одной трибуне с премьер-министром Яншей после его неприемлемых нападок и клеветы на двух судей и двух S&D депутаты Европарламента».
ЕС ОБЪЯСНЯЕТ ПЛАНЫ ПО прекращению содержания животных в клетках к 2027 году: Это решение является историческим с точки зрения воздействия на сельское хозяйство и благополучие животных, а также является важной вехой в демократических реформах ЕС. Объявление, сделанное в четверг, знаменует собой первый раз, когда ЕС предложит важный закон в поддержку петиции, насчитывающей более миллиона подписей, поданной его гражданами, процедура, известная как Европейская гражданская инициатива.
ОРГАНИЗАЦИЯ ОБЪЕДИНЕННЫХ НАЦИЙ — НОВЫЙ СТИМУЛ ДЛЯ ОПЛАТЫ МИРОТВОРЧЕСКИХ ВЗНОСОВ : Представитель США Сара Джейкобс (D-Cali) подала законопроект, поддержанный группой других демократов, чтобы снять ограничение, установленное Конгрессом в 1994 году. , ограничивая размер вклада США в миротворческие миссии ООН. Ограничение гарантирует, что США никогда не оплачивают более 25 процентов расходов ООН на миротворческие операции, независимо от ситуации на месте или от того, считает ли правительство США в американских интересах восполнение дефицита финансирования, оставленного другими странами. С 2017 года США отстали примерно на 1 миллиард долларов в оценке ООН того, что они должны 13 миротворческим миссиям, которые США поддерживают во всем мире. Новое законодательство поддержали неправительственные организации, в том числе «Кампания за лучший мир», Ассоциация Организации Объединенных Наций США, «Международная организация беженцев» и Центр гражданских лиц в конфликте.
ЦЕНТРАЛЬНАЯ АМЕРИКА — США ОБОЗНАЧАЮТ 55 КОРРУПЦИОННЫХ ЛИЦ: В рамках усилий администрации Байдена по борьбе с коррупцией десятки гватемальцев, гондурасцев и сальвадорцев были осуждены Государственным департаментом как «коррумпированные и недемократические деятели». в настоящее время не имеют права на въезд в страну. Список, в котором преобладают мужчины, состоит в основном из министров и бывших министров, но включает бывших первых леди и нынешних судей Верховного суда. Отмывание денег и использование денег налогоплательщиков для личной выгоды представляются постоянными проблемами.
БЕЛЫЙ ДОМ ПОКАЗЫВАЕТ ПРИМЕР МНОГООБРАЗИЯ: Администрация утверждает, что женщины составляют 60 процентов сотрудников Белого дома, а представители меньшинств составляют 44 процента. Еще одно число, которое выросло: количество людей, работающих в Администрации президента, — до 560 по сравнению с менее чем 500 во время администраций Трампа и Обамы. Нынешним сотрудникам также в среднем платят меньше — около 94 000 долларов каждому — по сравнению с администрацией Обамы, которая в среднем получала более 100 000 долларов.
ПОСТРОИТЬ ЛУЧШЕ? НЕ НА РЫНКАХ ЖИЛЬЯ: Рынки по всему миру переживают бурный рост, который удивительно напоминает 2006–2007 годы, и это плохо. Первые покупатели жилья беспокоятся, что если они не купят сейчас, то никогда не смогут этого сделать. Новые запасы строятся недостаточно быстро. Кредит дешевый.
ОРГАНИЗАЦИЯ ПОДДЕРЖКИ ЖЕНЩИН: Фонд Билла и Мелинды Гейтс представил основанную на данных программу гендерного равенства стоимостью 2,1 миллиарда долларов, направленную на устранение неравных последствий пандемии. Используя искусственный интеллект и машинное обучение для картирования динамики населения, данные государственных программ Fraymsuggests, ориентированных на женщин и семьи, могут вывести из бедности до 44 миллионов человек только в Индии.
ЧТО ТЕПЕРЬ СЧИТАЕТСЯ НОРМАЛЬНЫМ? Мы, люди, кажется, имеем глубокую склонность к желанию быть и чувствовать себя «нормальными». The Economist даже разработал интерактивный «индекс глобальной нормальности». Но что же все-таки нормально? В данном случае это, кажется, другое слово для «допандемического статус-кво». По данным группы данных The Economist, Гонконг ближе всего к нормальной жизни: 96% населения вернулись к допандемическому уровню активности. Но это не включает свободу выражения мнений и протестов: теперь она запрещена новым законом о безопасности территории, и она включает 21-дневный карантин в отеле для многих прибывающих. Другими словами: то, что нормально для одних, совершенно ненормально для других.
ГАЛАКТИЧНЫЙ ТРОТТИНГ: Миллиардер, серийный предприниматель Ричард Брэнсон на следующей неделе летит в космос на своей ракете Virgin Galactic. Очевидно, вы сможете увидеть каждую деталь в прямом эфире.
ПОТЕРЯННОЕ ЖАРКОЕ ЛЕТО — ОТКРЫТИЕ ГРАНИЦЫ БУДЕТ СЛИШКОМ ПОЗДНО, ЕСЛИ ОТКРЫТИЕ ВООБЩЕ: Когда канадско-американская граница наконец откроется и туристы вернутся в Хайдер, Аляска, они обнаружат, что большинство предприятий там закрыты. «На данный момент, я думаю, мы все почти чувствуем себя хорошо, черт возьми, этот сезон тоже неудачный», — сказал 9.1121 Кэролайн Стюарт , владелица местного сувенирного магазина.
В САМОМ ИНФОРМАЦИОННОМ МАССИВНОМ ЦЕНТРЕ ЭПОХИ БАЙДЕНА СТАЛ НОВЫЙ РУКОВОДИТЕЛЬ: Патрик Гаспар , давний сотрудник Демократической партии, последний раз занимавший пост президента Фондов открытого общества, займет пост президента и главного исполнительного директора Центра американского прогресса, заменив Нира Танден . Это сразу же делает 53-летнего американца гаитянского происхождения одним из самых влиятельных игроков в прогрессивной политике за пределами выборных должностей.
НОРВЕЖСКИЕ ДИПЛОМАТЫ ООН ПОДВЕРГЛИСЬ КРИТИКУ В ПРОВЕРКЕ: Генеральный аудитор Норвегии обнаружил, что министерство иностранных дел страны потеряло контроль над почти 6 миллионами долларов, которые оно вложило в базирующийся в Нью-Йорке Международный институт мира, которым руководит бывший посол Норвегии в ООН Терье. Род-Ларсен с 2005 по 2020 год. В какой-то момент 1,5 миллиона долларов было потрачено на квартиру на Манхэттене для аналитического центра, которую использовал Род-Ларсен, который ушел со своей должности в аналитическом центре в 2020 году, когда это было отдельно раскрыто. он взял личный кредит у Джеффри Эпштейна, опального финансиста, который умер в нью-йоркской тюрьме в 2019 году.. H/t Дульси Леймбах.
КРАТКОЕ ЧТЕНИЕ: Самое интересное на этой неделе — Питер Кайл — британский министр теневых школ с возрастом чтения 8 лет. Кристол и Шарлотта Клаймер, мы порылись в пляжных сумках и книжных полках наших самых интересных читателей.
Спасибо редактору Бену Паукеру, Джону Йервуду и Нахалу Туози.
- Райан Хит @PoliticoRyan
Подписывайтесь на нас
Патент США на способ и устройство для декодирования штифтового тумблерного замка Патент (Патент № 5,355,701, выданный 18 октября 1994 г.)
Это изобретение в целом относится к замкам и, более конкретно, к способу и устройству для декодирования замков.
Изобретение особенно применимо и будет описано со специальной ссылкой на способ и устройство для декодирования механических замков, обычно используемых в отелях и т.п., которые управляются пластинчатыми ключами-карточками. Однако изобретение может иметь более широкое применение и концептуально может быть использовано для расшифровки любого механического штифтового замка.
ВКЛЮЧЕНИЕ ПУТЕМ ССЫЛКИ
Следующие патенты включены посредством ссылки, так что в их описаниях нет необходимости описывать или показывать в деталях то, что общеизвестно и доступно специалистам в данной области.
__________________________________________
патент США. № Дата выпуска Изобретатель
______________________________________
2 066 645 1/5/37 риала
2 727 312 20 декабря 1955 г. Тампке
2 763 027 9/18/56 Тампке
2 791 840 14 мая 1957 г. Харвелл
3 827 151 06.08.74 Гвоздь
3 985 010 12.10.76 Идони
3 987 654 26.10.76 Яччино
4 149 394 17 апреля 1979 г.
4 185 482 1/29/80 Гвоздь
4 517 746 21 мая 1985 г. Исли
4 535 546 20 августа 1985 г. Смит
4 667 494 26 мая 1987 г.
______________________________________
ОБЩАЯ ИНФОРМАЦИЯ
В результате резкого увеличения количества судебных споров за последние десять лет, связанных с вопросами безопасности, отели были вынуждены устанавливать специализированные системы запирания для обеспечения безопасности гостей и их имущества, а также для более точного и надежного клавиши управления. Как правило, в крупных отелях устанавливаются карточные замки или замки со специальными системами ключей, чтобы ограничить доступ в гостиничные номера только для зарегистрированных гостей.
Главной юридической проблемой отеля является потеря ключей от номера. Как правило, гость не возвращает ключ при выезде. Раньше отели просто делали дубликат оригинального ключа и периодически меняли замок в каждом гостиничном номере. Сегодня, после многих судебных процессов, каждый раз, когда гость не возвращает ключ от своего гостиничного номера при выезде, все предусмотрительные гостиничные операторы меняют комбинацию в замке. Несоблюдение этого стандарта может привести к тому, что отель будет признан небрежным.
Есть несколько подходов к решению этой проблемы. Компания Winfield Locks из Коста-Меса, Калифорния, производит цилиндр с двумя пазами для ключей, который позволяет мгновенно менять ключ в случае его утери. Эти цилиндры модернизируются для существующих запорных механизмов и довольно популярны. Другой альтернативой является использование замков для карт с магнитной полосой, которые можно мгновенно перепрограммировать, чтобы заблокировать гостевую карту и разрешить доступ к недавно проверенной карте.
Еще одним решением этой проблемы является механический замок производства TrioVing TM модели 1040, 1050 или 1060, к которому конкретно относится настоящее изобретение. Каждый из этих замков представляет собой механическую систему штифтового тумблера, работающую с использованием пластиковой ключ-карты. Карта вставляется в замок, чтобы привести в действие засов. Ключ на самом деле представляет собой пластиковую карту с одним или несколькими отверстиями, пробитыми в любом из 32 возможных положений в заранее определенной матрице. Этот дизайн предоставляет миллионы индивидуальных комбинаций клавиш.
Современный принцип блокировки штифтовым тумблером известен уже почти сто пятьдесят лет. Он основан на теории действия двойного фиксатора, которая требует, чтобы один или несколько наборов штифтов были подняты точно до уровня, известного в данной области техники как «линия сдвига». Это точка, в которой тумблеры могут разделиться и обеспечить вращение или другое движение кулачка, заглушки, подвижного запорного элемента или подобного устройства. Когда все тумблеры точно установлены на «линии сдвига», замок можно открыть.
Уникальный вариант конструкции тумблера со штифтами был запатентован в 1979 г. норвежской компанией Sornes и передан компании TrioVing a.s. Замок, описанный в этом патенте, U.S. Pat. В патенте № 4194394 использовались 32 штифтовых тумблера, расположенных по заданному шаблону, которые образуют матрицу отверстий, содержащихся в горизонтальной плоскости размером приблизительно 2 дюйма на 1,75 дюйма. Когда в этот замок вставляется пластиковая карточка-ключ с правильной схемой отверстий, это позволяет перемещать горизонтальный подвижный запорный элемент, чтобы привести в действие внешний ригельный механизм.
Конструкция этих замков создает проблемы для персонала отеля и слесарей в случае возникновения проблем с блокировкой. Если цилиндр аварийного байпаса не работает, в запирающем устройстве нет простого и быстрого способа либо открыть замок, либо изготовить ключ для этих замков. Замок может быть чрезвычайно трудно взломать, используя обычные методы. Таким образом, персонал отеля, пожарные, полиция, техники скорой медицинской помощи и слесари могут оказаться в ситуации, когда они должны сломать замок или дверь, поддерживающую замок, чтобы попасть в гостиничный номер. Это может представлять угрозу для безопасности проживающих в гостиничном номере, особенно в случае пожара или неотложной медицинской помощи, и особенно там, где цилиндр аварийного байпаса не установлен или не работает из-за механической неисправности или саботажа. , или аварийный ключ недоступен или утерян. Как правило, двери гостиничных номеров изготавливаются из тяжелого массивного дерева или металла, поэтому взлом и проникновение в гостиничный номер может занять много времени и быть очень дорогостоящим. Такие приемы вызывают отвращение у профессиональных слесарей и обслуживающего персонала гостиниц.
Карта VingCard.TM. система чрезвычайно устойчива к обычным методам обхода. Это означает, что трудно вставить инструмент в замок и манипулировать каждым тумблером так, чтобы этот тумблер сломался по линии сдвига. Однако читатель должен понимать, что между взломом замка и декодированием замка есть существенная разница. Это изобретение в основном касается декодирования замка.
Несмотря на то, что многие устройства декодирования замков были запатентованы, ни в одном из них не использовалась концепция резисторов, чувствительных к силе, или электронных средств для декодирования давления отдельного штифта в запирающемся замке. Во многих таких декодерах используются щупы, тонкая проволока или другие подобные устройства для измерения или определения размера и положения тумблеров штифтов. Все они требуют определенного уровня навыков для правильной работы и не обеспечивают отображение данных, полученных при использовании устройства.
До настоящего изобретения не было доступного инструмента декодирования, который измерял бы давление тумблеров штифтов и, в частности, предоставлял бы требуемую информацию от TrioVing или подобных замков относительно размещения и расположения отверстий в карточке программного кода. , чтобы обеспечить быстрый вход в замок TrioVing, не нанося серьезных повреждений замку, двери, дверной раме и косяку.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, основной целью изобретения является создание способа и/или устройства для декодирования штифтового тумблерного замка эффективным и/или действенным образом.
Эта цель, наряду с другими признаками изобретения, достигается в способе декодирования тумблерного замка такого типа, в котором корпус замка и подвижный запирающий элемент имеют множество совмещенных отверстий, расположенных в матрице, каждое отверстие содержащий шар, первый и второй тумблеры и пружинный механизм, смещающий тумблеры к одному концу канала ствола. Корпус замка дополнительно имеет слот для программной карты и слот для карты-ключа, а также постоянную программную карту и карту-ключ, проходящие внутри слотов для программной карты и карты-ключа, соответственно, причем каждый слот проходит через каждое отверстие, и программа и карты-ключ взаимодействуют друг с другом. друг с другом таким образом, что, когда карточка-ключ вставляется в ее прорезь, положение пересечения первого и второго запоров в каждом отверстии совпадает с линией сдвига замка, что позволяет перемещать запирающие элементы. Способ, в частности, включает этапы (i) вставки инструмента в слот карты-ключа; (ii) измерение с помощью инструмента в каждом положении отверстия усилия, прилагаемого тумблерами к шпоночному пазу; (iii) запись усилия в каждом положении отверстия как попадающего в первый или второй диапазон усилия и (iv) дублирование ключ-карты путем создания ключ-карты, имеющей отверстие в каждом положении отверстия, в котором был записан первый уровень силы, и закрытое положение в каждом положении ствола, где был записан второй уровень усилия.
В соответствии с другим аспектом изобретения отверстия расположены в виде матрицы, состоящей из множества рядов и множества столбцов, обычно перпендикулярных рядам, и инструмент последовательно проводят по каждому отверстию для измерения силы, с которой тумблеры внутри каждого отверстия воздействуют на инструмент и регистрируют силу, измеренную инструментом для каждого отверстия, путем идентификации каждой силы отверстия по ее положению в строке и столбце. В соответствии с другим аспектом изобретения уровни силы множества отверстий в определенном ряду (или рядах) измеряются одновременно и по отдельности, когда инструмент проходит одновременно через множество отверстий в определенном ряду, так что инструменту требуется можно перемещать или рисовать только по множеству строк в матрице блокировки. В соответствии с еще более конкретным аспектом изобретения инструмент снабжен множеством областей измерения силы, расположенных в матрице, идентичной матрице, используемой в замке, так что, когда инструмент вставляется в прорезь для ключа замка, каждая отдельная уровень силы отверстия одновременно измеряется инструментом и записывается в его правильном положении в матрице.
В соответствии с другим отдельным признаком способа согласно изобретению, способ включает дополнительные этапы обеспечения первого и второго тонких металлических листов с полосой из углерода или углеродной бумаги между ними для образования многослойного узла; вставление многослойного узла в шпоночный паз и удаление из него самой нижней металлической полоски; создание тонкой U-образной гребенки, имеющей утолщенную часть, соединяющую ножки гребня, и вставление гребня и, в частности, выпуклой части гребня в шпоночный паз и проталкивание выпуклой части гребня к самому внутреннему концу шпоночного паза, посредством чего копировальная бумага имеет метки, соответствующие первым уровням силы, образованным в ней движением выступающей части гребенки над положениями отверстия. В соответствии с еще одним аспектом изобретения, относящимся к процессу декодирования копировальной бумаги, мастер-карта снабжена множеством отверстий, проходящих через нее, причем диаметр каждого отверстия соответствует диаметру каждого отверстия, и все отверстия в мастере Карточка-ключ расположены по той же схеме, что и отверстия в замке. Лента помещается на одну сторону карты главного ключа, чтобы закрыть все отверстия в карте главного ключа, а копировальная бумага накладывается на карту главного ключа с отметками, сформированными на копировальной бумаге в реестре с определенным покрытием лентой. отверстия в карточках отмычек. В ленте пробиты отверстия, соответствующие отметкам на копировальной бумаге, в результате чего получается дубликат карты-ключа, подходящей для открытия замка с определенной комбинацией, закодированной в ней.
В соответствии с еще одним аспектом изобретения предусмотрено устройство для декодирования замка. Замок имеет корпус замка и фиксирующий элемент, закрепленный в корпусе для перемещения между запертым и незапертым положениями. Корпус замка и запирающий элемент имеют одинаковое множество отверстий, расположенных в идентичном массиве или матрице столбцов и рядов, которые приспособлены для совмещения и рассогласования друг с другом. Каждое совмещенное отверстие в корпусе и запирающем элементе имеет шарик, первый и второй упоры и пружинный механизм смещения, а также включает слот для карты-ключа и слот для программной карты. Когда ключ-карта с соответствующим кодом и программная карта вставляются в слот для ключ-карты и слот для программной карты, соответственно, ключ-карта и программная карта имеют заранее определенные отверстия или закрытые пространства в реестре или совмещении с каждым отверстием для точного позиционирования в каждом отверстии. первый тумблер в корпусе замка и второй тумблер в запирающем элементе для обеспечения возможности перемещения запирающего элемента вдоль линии сдвига относительно запирающего корпуса. Устройство декодирования, в частности, включает карту-ключ декодирования для вставки в щель, имеющую множество чувствительных к давлению областей, сформированных в ней в виде матрицы, по меньшей мере равной количеству отверстий в ряду матрицы в замке. Каждая чувствительная к давлению область равна площади каждого отверстия, и чувствительные к давлению средства, связанные с каждой чувствительной к давлению областью, предусмотрены для измерения силы тумблер в отверстии, над которым перекрываются области, чувствительные к давлению, и механизм, связанный с чувствительными к давлению средствами, отображает усилие, воспринимаемое каждой чувствительной к давлению областью, посредством чего замок может быть декодирован после того, как усилие для всех отверстий в матрице было измерено и отображено. В соответствии с еще одним аспектом изобретения эталонная металлическая пластина имеет такой же внешний размер, что и карточка-ключ, и имеет множество сквозных отверстий, образованных в матрице, равной общему количеству совмещенных отверстий в замке. . Магнитный материал используется для заполнения любого количества выбранных отверстий в основной металлической пластине, в результате чего создается дублирующая карточка-ключ.
Целью настоящего изобретения является создание способа и устройства для декодирования и открытия TrioVing. TM. механические замки и другие замки, включающие конструкцию тумблера штифта, где давление каждого тумблера штифта прямо коррелирует (и, таким образом, может быть измерено) с длиной и относительным положением тумблера штифта по отношению к его линии сдвига.
Еще одной целью настоящего изобретения является создание устройства, которое может быть вставлено в ключевой паз замка TrioVing или другого замка и которое включает в себя матрицу резисторов, чувствительных к силе, соединенных с электронной схемой для сравнения значений сопротивления, полученных от каждого тумблер и, в конечном счете, предоставление дисплея или другого сигнала для указания местоположения и относительного давления, натяжения или длины каждого тумблера для целей декодирования.
Еще одна цель настоящего изобретения состоит в том, чтобы позволить оператору одновременно измерять и сопоставлять сопротивление и давление каждого тумблера в замке, чтобы электрически воспроизвести точное расположение тумблеров в замке и, таким образом, обеспечить генерацию правильный ключ для указанного замка.
Еще одной целью изобретения является создание способа и/или устройства, которые могут декодировать штифтовой тумблерный замок и при этом иметь одно или несколько или любое сочетание следующих преимуществ: (1) замок не должен быть дизассемблируется для декодирования; (2) замок может быть точно декодирован в течение нескольких секунд, практически бесшумно и без опасений обнаружения; (2) фактически имеется только две «глубины» тумблера штифта, в отличие от обычных четырех-десяти глубин в стандартном цилиндре; (4) шпоночный паз не ограничен, как в стандартном цилиндре, и, таким образом, любой кусок пластика, картона или жесткой бумаги может быть использован для изготовления ключа при условии правильных размеров, толщины и центров отверстий; (5) для расшифровки или создания ключа не требуется особых навыков; (6) для генерации ключа не требуется никаких специальных инструментов.
Еще одной целью настоящего изобретения является создание средства декодирования, для работы которого не требуются или требуются незначительные навыки, которое будет хранить в памяти код блокировки для последующего использования и является бесшумным. Еще одним аспектом изобретения является создание с инструментом декодирования или без него генератора ключей, который чрезвычайно мал, не требует электричества (или, альтернативно, не требует внешнего источника электричества), является полностью механическим и будет производить идеальный ключ менее чем за одна минута, в зависимости от количества необходимых отверстий.
Еще одной задачей изобретения является создание простого и недорогого декодирующего устройства для штифтового тумблерного замка.
Эти и другие цели изобретения станут очевидными для специалистов в данной области техники после прочтения и понимания подробного описания изобретения, изложенного ниже, в сочетании с приведенными ниже чертежами, которые составляют часть настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 схематически и в перспективе показана часть двери с замком, ключ-картой и программной картой обычного замка и аналогичен фиг. 1 патента США. № 4149,394;
РИС. 2 представляет собой горизонтальный разрез двери, показанной на фиг. 1 и идентичен описанному на фиг. 2 патента США. № 4 149 394;
РИС. 3 представляет собой вид в продольном разрезе по линии 3-3 на фиг. 2 и аналогичен фиг. 4 патента США. № 4 149 394;
РИС. 4 – вид, аналогичный фиг. 3, но показывающий декодер согласно настоящему изобретению, вставленный в гнездо карты-ключа;
РИС. 5 – схематический вид ключевой карты и программной карты замка предшествующего уровня техники, к которому относится изобретение;
РИС. 6 представляет собой схематический вид в плане инструмента декодера по настоящему изобретению;
РИС. 7 представляет собой схематический вид сверху предпочтительного варианта осуществления инструмента декодера по настоящему изобретению, аналогичный фиг. 6;
РИС. 8 представляет собой вид, аналогичный фиг. 6 и 7 и показывает альтернативный вариант осуществления инструмента декодирования настоящего изобретения;
РИС. 9 представляет собой схематический вид в перспективе чувствительной к давлению области, используемой в инструменте декодера, показанном на ФИГ. 6, 7 и 8;
РИС. 10 представляет собой электрическую схему или схему, которую можно использовать вместе с инструментом декодера, показанным на фиг. 6 или 8;
РИС. 11 представляет собой электрическую схему или обычную схему, которую можно использовать с инструментом декодера, показанным на фиг. 7;
РИС. 12 представляет собой схематический вид в перспективе дублирующей карты-ключа;
РИС. 13 представляет собой вид в разрезе дубликата ключ-карты, показанного на фиг. 12 по линиям 13-13 на фиг. 12;
РИС. 14 представляет собой схематический вид сверху инструмента декодера типа «сэндвич», используемого в альтернативном варианте осуществления изобретения;
РИС. 15 – вид сверху граблей, используемых в альтернативном варианте осуществления изобретения;
РИС. 16 представляет собой вид замка в продольном разрезе, показывающий «сэндвич» по фиг. 14 вставляется в ключевой паз или паз двери, и
РИС. 17 представляет собой вид, аналогичный фиг. 16, но показывающий граблин по фиг. 15 вставляется в замок двери.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ссылаясь теперь на чертежи, на которых изображения представлены только с целью иллюстрации предпочтительных и альтернативных вариантов осуществления изобретения, а не с целью его ограничения, на фиг. 1 показана дверь 10, имеющая замочную коробку 12 с дверной ручкой 13 и защелкой 14. Замочная коробка 12 имеет прорезь 16 для ключа для получения ключ-карты 18, а на противоположной стороне двери также предусмотрена программная карта 20. вставляется в слот программной карты 19(не показано на фиг. 1). Замок 12, показанный на фиг. 1, а также на фиг. 2, 3 и 5 является обычным и раскрыто в патенте США No. № 4 149 394 Сорнесу. Для более точного объяснения работы замка, показанного на фиг. 1, 2, 3 и 5, чем указано здесь. Однако следует помнить, что Sornes U. S. Pat. № 4 149 394 не совсем точно описывает коммерческий замок, используемый сегодня. В частности, патент ‘394 раскрывает два шара, когда используется только один шар для каждого отверстия. Кроме того, хотя раскрыта матрица из 32 отверстий, фактически используются только 30 отверстий. Основной режим работы, конечно же, не изменился.
Следующая терминология будет применяться к замку, к которому относится настоящее изобретение:
Программная карта 20. Программная карта 20 напоминает индивидуальную ключ-карту 18 и имеет набор отдельных отверстий 25 в заранее определенной матрице. Программная карта 20 также вставляется в замок 11 и определяет фактическую комбинацию замка 11 и требования индивидуальной ключевой карты 18. Схема отверстий программной карты 20 будет дополнять схему отверстий индивидуальной ключевой карты 18.
Диаметр отверстия 26. Матрица из 32 отдельных отверстий 26, состоящая из семи рядов чередующихся номеров (4 или 5) отверстий 26. (Специалисты в данной области поймут, что описанное количество отверстий 26 и схема расположения отверстий используются в системе TrioVing. Очевидно, что изобретение не ограничивается этой конкретной матрицей.Действительно, для простоты иллюстрации схема расположения отверстий, показанная на чертежах, включает ряды, имеющие 3 или 4 отверстия 26. В каждом отверстии размещены тумблеры. Программная карта 20 определяет точную комбинацию замка, используя все 32 положения тумблера.
Отверстия 25 в программной карте 20 и индивидуальной ключевой карте 18. Отверстие 25 относится к перфорированному положению в программной карте 20 или индивидуальной ключевой карте 18, которое позволит верхнему тумблеру 35 и/или стальному шарику 34 выступать и проходить через такие отверстия 25, когда ключ-карта 18 вставлена в замок 11.
Корпус 28. Часть замка 11, в которой находится подвижный запирающий элемент 29. Корпус 28 соответствует корпусу обычного штифтового тумблерного замка.
Индивидуальная ключ-карта 18. Ключ-карта 18 представляет собой пластиковую карточку размером 2 дюйма на 1,75 дюйма, которая имеет набор отдельных отверстий 25, образующих уникальную комбинацию определенного замка. Эта карта используется гостем, чтобы открыть замок.
Нижний тумблер 37. Тумблер 37 соприкасается с пружиной 38 в каждом положении отверстия внутри замка. Этот тумблер образует нижнюю половину набора тумблера, который должен быть поднят и разделен по линии сдвига 40.
Подвижный запирающий элемент 29. Это часть замка 11, которая, когда вставлена соответствующая ключ-карта, приводит в действие болт 14. Он эквивалентен вращающейся заглушке обычного штифтового замка.
Линия сдвига 40. Разрез или зазор между корпусом замка 28 и подвижным запорным элементом 29. Это та точка, где имеется разрыв между нижним 37 и верхним тумблером 35, что позволяет выдвигать подвижный стопорный элемент 29.
Сплошной пробел 24 в кодовой или индивидуальной карточке-ключе. Сплошной пробел 24 относится к любому положению либо на программной карте 20, либо на индивидуальной ключевой карте 18, где отверстие 25 отсутствует для какой-либо конкретной позиции тумблера в матрице из 32 штифтовых отверстий.
Набор стаканов. Набор тумблера состоит из пружины 38, нижнего тумблера 37 и верхнего тумблера 35 и по меньшей мере одного стального шарика 34.
Верхний тумблер 35. Этот тумблер 35 в сочетании с нижним тумблером 37 образует комплект тумблера, который отвечает за удержание подвижного запорного элемента 29 в запертом положении до тех пор, пока в замок не будет вставлен соответствующий ключ. Верхний тумблер 35 должен быть опущен вниз в правильное положение (линия сдвига 40), прежде чем замок можно будет открыть.
Специалистам в данной области должно быть понятно, что, хотя фактическое положение деталей, в частности штифтов 35, 37, 38, подвижный блокировочный элемент 29, корпус замка 28 и т.д., как показано, тем не менее, в соответствии с более широкими аспектами изобретения предыдущие положения являются относительными. В частности, конфигурация тумблера может изменяться, а подвижный замок может вращаться относительно корпуса и т. д.
I.) Обзор системы
Система замков Sornes работает по принципу, согласно которому подвижный запирающий элемент 29 не может перемещаться внутри корпуса 28 из запирается в открытое положение 30 или 32 комплектами верхних 35 и нижних 37 штифтов, почти так же, как в обычном штифтовом замке. Программная карта 20 определяет точную комбинацию штифтового тумблера для каждого замка и обеспечивает возможность для миллионов различных комбинаций ключей.
II.) Используется в системах запирания отелей
Концепция замков Sornes очень умна. Замок 11 в действительности представляет собой 32-штифтовое тумблерное устройство, работающее в горизонтальной плоскости, а не на вращающейся оси. В системе используются пластиковые карты вместо более традиционных металлических ключей. Большинство замков Sornes также содержат обычные цилиндры аварийного ключа (не показаны), чтобы обеспечить доступ обслуживающему персоналу и горничным. В карточной части замка Sornes мастер-ключ недоступен.
Как правило, служба безопасности отеля несет ответственность за изменение карты программирования кода при следующих условиях:
1. Когда гость не вернул ключ при выезде;
2. Когда гость сообщил о потере или краже ключа;
3. Когда ключ сломан или поврежден.
Конструкция этих замков создает проблемы для персонала отеля и слесарей в случае проблемы с замком. Если не работает цилиндр аварийного байпаса в запирающем устройстве, не существует простого и быстрого способа изготовления ключа для этих замков, если ключ-карта не может быть обнаружена. Замок может быть чрезвычайно трудно взломать, используя обычные методы. Таким образом, персонал отеля, пожарные, полиция, техники скорой медицинской помощи и слесари могут оказаться в ситуации, когда они должны сломать замок или дверь, поддерживающую замок, чтобы попасть в гостиничный номер. Это может представлять угрозу для безопасности проживающих в гостиничном номере, особенно в случае пожара или неотложной медицинской помощи, и особенно там, где цилиндр аварийного байпаса не установлен или не работает из-за механической неисправности или саботажа. , или аварийный ключ недоступен или утерян.
Как правило, двери гостиничных номеров изготавливаются из тяжелого массивного дерева или металла, поэтому взлом и проникновение в гостиничный номер может занять много времени и быть очень дорогостоящим. Такие приемы вызывают отвращение у профессиональных слесарей и обслуживающего персонала гостиниц.
Описанные здесь методы и устройства позволяют быстро и без повреждений проникнуть в любой гостиничный номер.
III.) Принцип действия
Система замков Sornes работает по принципу, согласно которому подвижный запирающий элемент 29ограничивается перемещением внутри корпуса 28 из запертого положения в открытое с помощью 30 или 32 наборов верхних 35 и нижних 37 штифтовых тумблеров, почти таких же, как в обычном штифтовом замке. Программная карта 20 определяет точную комбинацию штифтового тумблера для каждого замка и обеспечивает возможность для миллионов различных комбинаций ключей.
После того, как программная карта 20 вставлена в замок 11, для приведения в действие замка 11 требуется соответствующая индивидуальная ключевая карта 18. Программная карта 20 и индивидуальная ключевая карта 18 имеют положения отверстий, дополняющие друг друга. Назначение отверстий 25, пробитых в картах 18, 20, состоит в том, чтобы позволить стальным шарикам 34, 36 правильно располагаться в отверстиях 26 и соответственно регулировать положение верхнего и нижнего тумблеров 35 и 37. Если в программной карте 20 имеется отверстие 25, в индивидуальной карточке-ключе 18 должно быть соответствующее сплошное пространство 24. Аналогичным образом, там, где в программной карточке 20 есть сплошное пространство 24, в индивидуальной карточке-ключе 18 должно быть отверстие 25.
Каждый комплект тумблера состоит из пружины 38, нижнего тумблера 37, верхнего тумблера 35 и одного или двух стальных шариков 34, 36. На чертежах показаны два стальных шарика. Как отмечалось выше, коммерческая система использует один шар. В этой системе нижний шар 36 удален, а верхний тумблер 35 изменен по форме, чтобы иметь верхний заостренный конец. Верхний заостренный конец обеспечивает точечный контакт между верхним шариком 34 и верхним тумблером 35. В качестве альтернативы нижний шарик 36 можно рассматривать как просто сплавленный с верхним тумблером 35.
Имеется матрица, состоящая из 32 отверстий 26, расположенных в семь рядов как в корпусе 28 замка, так и в подвижном запирающем элементе 29. Как отмечалось выше, для ясности чертежа тридцать два отверстия 26 показаны расположенными в девяти рядах 32 четыре и три отверстия, а также отверстия 26, расположенные в столбцах 33 перпендикулярно рядам 32, образуя прямоугольный ряд. Возможны другие конфигурации. В закрытом положении все отверстия 26 выровнены или совмещены друг с другом как для корпуса 28 замка, так и для фиксирующего элемента 29.и содержат нижний и верхний тумблеры 35, 37. Когда вставлена правильная карточка-ключ 18, все тумблеры поднимаются до линии сдвига 40, что позволяет скользить вперед подвижному блокирующему элементу 29 за счет давления, оказываемого на отдельную карточку-ключ 18. , так как он вставляется в замок.
Как уже отмечалось, каждый комплект тумблера состоит из нижнего 37 и верхнего 35 тумблера, а также стальных шариков 34, 36. В каждом замке 11 имеется 30 или 32 таких комплекта. Комбинация отверстий 25 и сплошных пространств 24 внутри программная карта 20 будет определять относительное положение каждого стального шарика 34, 36 в каждом наборе тумблера.
В тех местах, где на карточке программирования кода есть сплошное пространство 24, между программной картой 20 и слотом 16 для индивидуальной ключевой карты 18 будет зажат стальной шарик 34. Для нажатия требуется гораздо большее усилие стальной шарик 34, являющийся результатом сплошного пространства 24 в программной карточке 20, чем отверстие 25, расположенное в программной карточке 20. Именно эта конструктивная особенность замка позволяет легко декодировать его.
IV.) Подробная теория работы
Современный принцип запирания штифтовым тумблером известен уже почти сто пятьдесят лет. Он основан на теории действия двойного фиксатора, которая требует, чтобы один или несколько наборов штифтов были подняты точно до уровня, известного в данной области техники как «линия сдвига». Это точка, в которой тумблеры 35, 37 могут разделиться и обеспечить вращение или другое перемещение кулачка, заглушки, подвижного запорного элемента или подобного устройства. Когда все тумблеры точно установлены на «линии сдвига» 40, замок можно открыть.
Когда пластиковая карточка-ключ 18 с правильным расположением отверстий вставлена в замок 11, это позволит перемещать горизонтально подвижный запорный элемент 29 для приведения в действие внешнего ригельного механизма 14. Конструкция замка 11, показанная в патенте Сорна, является прямой. , и по функциям напоминает традиционный цилиндр с игольчатым тумблером. Однако в замке 11 линия сдвига 40 создается в горизонтальной плоскости между корпусом 28 и запирающим элементом 29, при этом перемещение запорного элемента 29 происходит в прямом или обратном горизонтальном направлении, а не в традиционном вращательном движении обычного штифтового тумблерного замка.
Блокировочное устройство состоит из корпуса 28, в котором запирающий элемент 29 может перемещаться между запертым и незапертым положениями и эквивалентен заглушке и корпусу обычного штифтового тумблерного замка. Корпус 28 и стопорный элемент 29 имеют совмещенные отверстия 26, содержащие подпружиненные блокирующие штифты или стопорные штифты 35, 37, поддерживаемые для перемещения между первым положением, в котором стопорный элемент 29 подвижен относительно корпуса 28, и вторым положением, в котором штифты или стопорные штифты 35, 37 заблокировать перемещение запирающего элемента 29относительно корпуса 28. Таким образом, в замке Sornes используется тот же принцип, что и в обычном штифтовом тумблерном замке.
Пластмассовая индивидуальная ключ-карта 18 вставляется в слот для ключа 16, а пластинчатая пластиковая программная карта 20 вставляется в программный слот 19, предусмотренный в корпусе 28. Отверстия 26 в корпусе 28 и фиксирующий элемент 29 расположены в заранее заданный шаблон, а пластинчатая ключ-карта 18 и программная карта 20 имеют соответствующие области, соответствующие расположению отверстий в шаблоне.
Подвижный запорный элемент 29 будет двигаться вперед только за счет приложения прямого давления на правильно закодированную и вставленную ключ-карту 18, которая, в свою очередь, правильно выровняет все 32 штифтовых тумблера по линии сдвига 40. Для установки уникального комбинацию контактов, программную карту 20 вставляют в заднюю часть корпуса замка в гнездо 19 для программной карты, как показано на фиг. 3. Программная карта 20 будет содержать уникальный набор отверстий 25. В матрице из 32 возможных отверстий и мест будет присутствовать одно или несколько отверстий 25, соответствующих отверстиям 26 в корпусе 28 и подвижном элементе 29..
Ключ-карта 18 для замка 11, как показано на РИС. 5 будет иметь схему отверстий 25, дополняющую схему программной карты 20. Более конкретно, для каждого конкретного отверстия, такого как показанное позицией 25c на фиг. 5, в программной карточке 20 будет соответствующее сплошное пространство, такое как обозначенное цифрой 24c на фиг. 5, образованной карточкой-ключом 18. Аналогичным образом, для каждого конкретного твердого пространства, например, показанного в позиции 24а на фиг. 5, в программной карте 20 будет специальное отверстие, такое как показанное цифрой 25а, в ключевой карте 18. Таким образом, если программа и ключевая карта 18 перекрываются и накладываются друг на друга, все 30 или 32 возможных отверстия 26 будут будет представлено, и для каждого отверстия 26 будет отверстие 25 и сплошное пространство 24.
С каждым отверстием 26 в корпусе 28 замка 11 связан набор подпружиненных штифтов. В частности, имеется пружина 38, нижний тумблер 37, верхний тумблер 35 и один или два стальных шарика 34, 36. Функцией нижнего 37 и верхнего 35 тумблера является блокирование движения запорного элемента 29 до тех пор, пока все нижний и верхний тумблер не будут расположены так, чтобы разъединиться по линии сдвига 40, почти так же, как в обычном штифтовом тумблерном замке.
Стальные шарики 34, 36 предназначены для управления вертикальным положением программной карты 20 в слоте программной карты 19.. Как описано в патенте Сорна, программная карта 20 обычно упирается в верхнюю стенку 42 слота 19. Однако она может свободно перемещаться в направлении вниз внутри слота 19 для программной карты, если ее надавить одним или несколькими из 32 элементов. верхние стальные шарики 34. Если программная карта 20 имеет отверстие 25 в заданном положении, то натяжение пружины или давление, оказываемое на нижний и верхний тумблеры 37, 35 и стальные шарики 34, 36, будет минимальным и эквивалентным фактической силе. под действием растяжения пружины 38. С другой стороны, если на программной плате 20 в месте расположения стальных шариков 34/36 имеется сплошное пространство 24, то из-за точного расположения гнезда программной карты 19, программная карта 20 войдет между стальным шариком 36 и стальным шариком 34, в результате чего верхний стальной шарик 34 окажется над твердым пространством 24 на программной карте 20. стальные шарики 34, застрявшие над программной картой 20, должны проходить через соответствующие отверстия 25 в индивидуальной карточке-ключе 18. Таким образом, для каждого сплошного пространства 24 на программной карточке 20 должно быть соответствующее отверстие в индивидуальной карточке-ключе 18. В противном случае в любом месте, где нет соответствующего отверстия в индивидуальной карточке-ключе 18, верхний стальной шарик 34 вытолкнет программную карту 20 вниз, потому что в слоте программы 19 недостаточно свободного места.для размещения верхнего стального шарика 34 без соответствующего отверстия 25 в индивидуальной карточке-ключе 18. Это изменяет положение разрыва (т. е. пересечения двух тумблеров) между верхним 35 и нижним 37 тумблерами и заставляет стопорный элемент 29 оставаться заблокированным. положение относительно корпуса замка 28 под действием одного или нескольких штифтов, не ломающихся на надлежащей линии сдвига 40.
Аналогичным образом, всякий раз, когда в программной карточке 20 имеется отверстие 25, должно быть соответствующее сплошное на индивидуальной карте-ключе 18. Это связано с тем, что разрыв между нижним и верхним тумблерами 37, 35 контролируется положением стальных шариков 34, 36 и их контактом с нижней поверхностью индивидуальной карты-ключа 18. Таким образом, так же, как и при верхний стальной шарик 34 должен свободно опираться на верхнюю поверхность программной карты 20, когда в программной карте 20 в определенном месте тумблера имеется сплошное пространство 24, а также нижний и верхний стопорные штифты 37, 35 и стальные шарики 34, 36 му st не должен выступать за верхнюю поверхность гнезда 16 для карты-ключа, когда в программной карте 20 имеется отверстие в положении тумблера или отверстия 26. Таким образом, точный разрыв между нижним и верхним тумблерами на линии сдвига 40 контролируется размещением отверстия 25 или сплошного пространства 24 в программной карточке 20 и соответствующего сплошного пространства 24 или отверстия 25 в отдельной ключевой карте 18.
ИЗОБРЕТЕНИЕ Способы декодирования замка Сорна
В соответствии с настоящим изобретением существует три метода декодирования замка Сорна и подобных ему механических замков:
(1) механическое определение состояния каждого штифтового тумблера, или
(2) использование копировальной бумаги или алюминиевой фольги для создания точного изображения ключа механическими средствами или (3) электронное декодирование состояния каждого тумблера.
I.) Механическая процедура декодирования
Для механического декодирования замка 11 инструмент изготавливается из круглой пластины диаметром 0,020 дюйма или 0,032 дюйма и изгибается либо в форме буквы «L», либо предпочтительно в форме буквы «U». Во время работы инструмент вставляется в заднюю часть замка, начиная с первого ряда справа или слева, опять же, в зависимости от личных предпочтений. Для каждого декодируемого ряда инструмент должен быть правильно выровнен, чтобы при его извлечении он правильно обнаруживал каждый тумблер в ряду. Для этой цели предпочтительно использовать U-образный конец инструмента. Если используется этот конец, инструмент автоматически останется выровненным по всем стальным шарикам в любом ряду.
Чтобы расшифровать замок, инструмент медленно извлекается через каждую позицию тумблера. При перемещении декодирующего инструмента в замке ощущаются два разных уровня сопротивления. Когда инструмент перемещается по тумблеру, соответствующему отверстию в программной карточке 20, будет ощущаться очень небольшое сопротивление. В отличие от этого, когда инструмент перемещается по тумблеру, соответствующему сплошному пространству 24 в программной карточке 20, сопротивление, возникающее при извлечении инструмента, будет значительно возрастать. Это будет сильное сопротивление, почти блокирующее удаление инструмента, а не легкое или незаметное сопротивление боковому движению инструмента. Сильное сопротивление коррелирует с увеличением напряжения, возникающего при нажатии на каждый стальной шарик 34, захваченный над программной картой 20. Инструмент фактически прижимает вниз всю программную карту 20, а не только один тумблер. При фактическом декодировании инструмент перемещается по каждому тумблеру в каждом ряду по мере того, как он вынимается из замка. Шаблон матрицы отверстий копируется и используется в качестве основного шаблона при декодировании замка. Те позиции, которые соответствуют высокому сопротивлению, просто отмечены на матрице. Все отмеченные позиции будут соответствовать отверстиям, пробитым в индивидуальной карточке-ключе.
(Следует отметить, что левый и правый первые ряды имеют только четыре отверстия в каждом. Хотя матрица основных отверстий фактически показывает пять отверстий для этих двух рядов, среднее отверстие используется в системе TrioVing для поддержания внутреннего давления на карты программирования кода, и, таким образом, в этих двух местах нет активного тумблера. )
Несмотря на то, что замок может быть декодирован таким образом, требуется оператор средней квалификации, чтобы аккуратно расположить и вытянуть инструмент, чтобы согласовать движение с матрица. Помимо навыков, необходимых для манипулирования инструментом, для манипулирования инструментом требуется время. Изобретение, описанное далее ниже, преодолевает такие недостатки.
II.) Декодирование путем создания изображения с помощью копировальной бумаги
Прямое изображение положения тумблера в замке можно получить с помощью копировальной бумаги или алюминиевой фольги.
Материалы, необходимые для этой процедуры:
1. кусок мягкой копировальной бумаги размером с карточку-ключ,
2. две полоски из латуни толщиной 0,005 дюйма, вырезанные по размеру карточки-ключа,
3. Проволочные гребенки, использующие проволоку диаметром 0,032 дюйма,
4. Матричная карта мастер-класса,
5. скотч и
6. шариковая ручка или другой остроконечный инструмент.
Воспроизведение точного изображения тумблеров в замке, по сути, включает ту же процедуру, что описана выше, в отношении механического декодирования замка. Все те же принципы применяются в отношении возникающих относительных давлений в стакане. Отличие этой процедуры в том, что результатом является точное изображение или изображение фактического ключа, а не просто информация о положении тумблера.
Как правило, процедура или метод заключается в том, чтобы вставить кусок мягкой копировальной бумаги в замок, направляемый тонкой латунной накладкой, чтобы удерживать копировальную бумагу на месте. (Тонкий латунный экран также используется при вставке копировальной бумаги, так что маркировка копировальной бумаги не будет неправильной, когда копировальная бумага первоначально вставляется в замок.) Тонкая проволочная гребенка перемещается по тумблерам по копировальной бумаге. , в результате чего на копировальной бумаге размещаются поддающиеся определению метки в каждой позиции, где есть пробел 24 в программной карточке 20, что приводит к сильному давлению на тумблер. На самом деле происходит то, что проволочные грабли удаляют углерод с бумаги в результате истирания из-за трения между барабанами высокого давления и граблиной. Когда грабли проходят по копировальной бумаге, они также перемещаются по тумблерам. Тумблеры низкого давления, определяемые отверстием 25 в программной карточке 20, не оставляют следов на копировальной бумаге. Они не прикладывают достаточной силы, чтобы вызвать удаление углерода с поверхности бумаги. Полученные отметки на копировальной бумаге покажут точное изображение рисунка тумблера в замке. Затем метки на копировальной бумаге преобразуются в фактический ключ с помощью основной матричной карты.
Подробная процедура с использованием копировальной бумаги для изображения замка представлена ниже:
1. Отрежьте кусок мягкой копировальной бумаги 50 точно по размеру ключа, 1,75 дюйма на 3,0 дюйма. Мягкая копировальная бумага оставляет следы иначе, чем копировальная бумага с относительно твердым покрытием, поэтому она предпочтительнее.
2. Отрежьте два куска латуни 53, 54 (1,75 х 3,0 дюйма) до того же размера, что и копировальная бумага (рис. 14). 15, с использованием прокладочной шайбы диаметром 0,032 дюйма.
4. Прикрепите лист копировальной бумаги 50 к одному из кусочков латуни с помощью очень маленькой полоски скотча. Углеродная сторона 51 бумаги должна быть обращена к латуни и от стаканов.
5. Поместите еще один кусок латуни 54 в качестве экрана на другую сторону копировальной бумаги. Таким образом формируется трехслойный сэндвич, состоящий из латуни 53, копировальной бумаги 50 и латуни 54. См. фиг. 14 и 16.
6. Вставьте «сэндвич» в замок до упора в конец корпуса 28. Затем снимите неприкрепленный латунный щиток 54, образующий дно «сэндвича». Цель этого щитка состоит в том, чтобы не дать тумблерам оставить следы на копировальной бумаге, когда бутерброд вставляется в замок.
7. Между копировальной бумагой 50 и оставшейся латунной направляющей 53 вставьте проволочную направляющую 56, как показано на РИС. 17. Наконечник 56 имеет U-образную форму и имеет утолщенную часть 57, соединяющую его ножку или концевые части 58, 59. Это должно быть выполнено очень особым образом, чтобы быть эффективным.
а. Возьмитесь обеими руками за концы рейки 58, 59 так, чтобы ее можно было ввести прямо в замок, не создавая угла. Таким образом, выпуклая часть 57 рейки 56 всегда должна проходить параллельно задней части корпуса, точно так же, как ключ вставляется в замок по прямой линии.
б. Обеими руками надавите вниз на конец рейки так, чтобы рейка 56 оказывала некоторое усилие на верхние части тумблеров, проходя через замок.
в. Медленно вставляйте проволоку, обязательно оказывая давление на каждый удар, когда грабли проходят по штифтам.
д. Подсчитайте количество рядов барабана 32, которые были сгребены. Всего их должно быть девять. Тогда грабли 56 будут остановлены задней частью корпуса замка.
8. Вытащите рейку 56 из замка, прикладывая давление вниз.
9. Извлеките «бутерброд» из латуни/копировальной бумаги из замка.
10. Осмотрите копировальную бумагу на наличие маркировки. Каждая метка будет соответствовать отверстию 25 в карточке-ключе 16.
11. Возьмите матричную карточку мастер-отверстия, т. е. карточку с множеством отверстий 25, соответствующих каждому отверстию 26 в замке, и покройте нижнюю сторону Scotch Magic. Лента.COPYRGT., один слой.
12. Возьмите конец шариковой ручки или другого острого инструмента и проткните отверстие в ленте на мастер-матричной карте для каждой метки, которая появляется на копировальной бумаге. 50. Убедитесь, что копия обращена к оператору. при выполнении процедуры, чтобы изображение не перевернулось. При выборочном пробитии главная матричная карта становится дубликатом ключевой карты 18.
III.) Декодирование с помощью электронного декодера
В настоящем изобретении используется набор резисторов, чувствительных к силе, для обнаружения и отображения разницы в давлении, измеренном для каждого набора стаканов. Один резистор 60 измерения силы показан на фиг. 9. Чувствительный к силе резистор 60 представляет собой толстопленочное устройство из полимера, сопротивление которого уменьшается с увеличением силы, прикладываемой к активной поверхности. Это не тензодатчик и не тензодатчик, хотя и обладает схожими свойствами. Он не подходит для точных измерений, но идеально подходит для измерений силового сопротивления типа «включено-выключено», требуемых в настоящем изобретении. Резистор, чувствительный к силе, коммерчески доступен от Interlink Electronics, калифорнийского концерна.
Как показано на фиг. 9, чувствительный к силе резистор 60 состоит из трех слоев материалов и, в частности, включает в себя гибкую подложку 61 с печатным полупроводником 62, под которым закреплен прокладочный клей 64, который имеет отверстие 65 для прокладки и вентиляционное отверстие 66, и под которым, в свою очередь, закреплена гибкая подложка 68 с напечатанными встречно-штыревыми электродами. Электродная подложка 68 имеет хвостовик 69 для электрических выводов и активную область 70, соответствующую диаметру стальных шариков 34, 36.
Теперь следует понимать, что декодер, имеющий ту же длину и ширину, что и карточка-ключ 18, и толщину приблизительно 0,005-0,010 дюйма, может быть сконструирован с различными массивами резисторов 60, чувствительных к силе, встроенных в него. Декодер 75, с один чувствительный к усилию резистор 60 показан на фиг.8. Хотя декодер 75 можно использовать для декодирования замка типа Сорнеса, декодер 75, показанный на фиг.8, предназначен для использования при декодировании обычных замков с тумблерными штифтами, в которых может быть больше чем просто «включено-выключено» измерение усилия тумблера. То есть усилие, воспринимаемое в обычном штифтовом замке, может варьироваться в зависимости от положения тумблера, которое, в свою очередь, коррелирует с высотой или глубиной сформированных выступов. в ключе в положении тумблера. Соответственно, декодер 75 будет воспринимать уровень силы в каждом положении тумблера, который, в свою очередь, будет коррелировать с конфигурацией ключа в этом положении тумблера. 0009
На фиг. 6 показан двухрядный декодер 77 с двумя рядами чувствительных к силе резисторов 60, а на фиг. 7 показан многорядный декодер 78, имеющий набор чувствительных к силе резисторов 60, количество которых равно числу используемых в замке Сорнеса 11. Декодеры 77 (фиг. 6) и 78 (фиг. 7) специально предназначены для использования с замок типа Sornes 11.
Как лучше всего показано на РИС. 4, двухрядный декодер 77 или многорядный декодер 78 имеет очень маленькую толщину, с такими же размерами ширины и длины, что и карточка-ключ 18, а также с такими же размерами ширины и длины, так что, когда декодер 77 или 78 вставляется в ключевой слот 16 и вставленный в прорезь до упора в задней части прорези, стальные шарики 34 будут контактировать с дешифратором 77 или 78. Там, где в программной карточке 20 есть сплошное пространство 24, стальной шарик 34 будет прижимать усилие сенсорный детектор 60, который, в свою очередь, будет создавать на нем электрическое сопротивление. Соответственно, печатная плата может быть легко изготовлена с выводами, подключенными к каждому резистору, воспринимающему силу, и может быть разработана соответствующая обычная электрическая схема, в пределах квалификации любого мастера, для отображения, хранения и/или воспроизведения силы, приложенной к каждому датчику силы. резистор 60, соответствующий каждому отверстию 26 в замке 11 и из которого может быть изготовлена соответствующая новая ключ-карта 18. В декодерах 77 или 78 схема 80 светодиодов используется для указания, где отверстия 25 и сплошные пространства 24 должны быть образованы в новой карточке-ключе, которая должна быть сгенерирована в соответствии с освещенным светодиодным дисплеем 80. Как указано, можно использовать любую обычную схему. для выполнения этой функции.
Электрическая схема, схематично показанная на РИС. 10, можно использовать для двухстрочного декодера 77, показанного на фиг. 6. При работе двухрядного декодера 77 декодер 77 перемещается в шпоночный паз 16. В этом положении чувствительные к силе резисторы 60 в двухрядном дешифраторе 77 будут находиться в ряду, который будет соответствовать первым двум рядам 81 отверстий 26. в замке 11. Для варианта осуществления, показанного на фиг. 6, в первых двух рядах будет семь отверстий 26, так что будет использовано семь резисторов 60 измерения силы. Напряжение, приложенное к резисторам 60 измерения силы, в свою очередь, вызовет падение напряжения. Величину падения напряжения можно соотнести с теми чувствительными к силе резисторами 60, которые были прижаты стальными шариками (т. е. сплошное пространство 24 в программной карте 20) или, в качестве альтернативы, которые приложили лишь небольшое усилие (т. е. отверстие 25 в программной карте 20). . В любом случае измеренный уровень напряжения может быть сохранен или отображен для дублирования ключ-карты 18. На фиг. 6 семь измеренных напряжений последовательно выводятся на регулируемую схему компаратора напряжения, обозначенную позицией 85 на фиг. 10. Этот материал будет сохранен в схеме защелки 86, которая при срабатывании переключателя и т. д., в свою очередь, зажжет те светоизлучающие диоды в ряду 81, в которых резисторы 60, чувствительные к силе, воспринимают ощутимую силу, т.е. пружина тумблера 38 (или, в качестве альтернативы, в которой чувствительные к усилию резисторы 60 не воспринимают заметное усилие). Затем двухрядный декодер 77 выдвигается из ключевого паза 16 на расстояние, равное расстоянию между первыми двумя рядами отверстий 26. Затем двухрядный декодер 77 распознает следующие два ряда отверстий 26, обозначенные ссылочной позицией 82. на фиг. 6, и процесс продолжался до тех пор, пока во всех рядах, содержащих отверстия 26, не было измерено давление, создаваемое шариками 34.
Более дорогой одношаговый декодер 78 показан на фиг. 7, а схема, которая может использоваться с одношаговым декодером 78, показана на фиг. 11. В одноступенчатом дешифраторе 78 резисторы 60 измерения усилия, количество которых равно количеству отверстий 26 в замке 11 (30 или 32 для обсуждаемого варианта осуществления), расположены в ряду, идентичном используемому в отверстиях 26 замка. замок 11. Соответствующая схема используется для включения светодиодов 80, которые будут сконфигурированы в матрице отверстия за один шаг. Концептуально схема подключения многорядного детектора 78 могла бы просто состоять из не более чем вывода выводов каждого резистора 60 измерения силы непосредственно на соответствующий светодиод, для включения которого требовалось бы определенное напряжение. Таким образом, некоторые светодиоды будут гореть, а другие не будут указывать желаемую схему отверстий карты-ключа. Более сложная компоновка концептуально проиллюстрирована на фиг. 11 и включает мультиплексный драйвер 88 под управлением микропроцессора 89.синхронизация импульсной схемы 91, которая, в свою очередь, приводит в действие отдельные драйверы 92 синхронно со схемой мультиплексного драйвера 88 для формирования цепочки аналоговых сигналов. Аналоговая строка оцифровывается в позиции 94 и сохраняется в микропроцессоре 89. Микропроцессор 89 может выводить сохраненные данные на светодиодный дисплей 80 или, в качестве альтернативы, оцифрованные данные можно выводить в позицию 95 на обычное устройство с ключ-картой (не показано), доступное в правопреемник патента Сорна, который сгенерирует ключ-карту 18, которая откроет замок 11, обнаруженный многорядным декодером 78.
Альтернативно, ФИГ. 12 и 13 показана конструкция карты-заменителя 18а с использованием информации, полученной от декодера 77 или 78. Карта-заменитель 18а, показанная на фиг. 12 и 13 имеет точную длину, ширину и толщину стандартной ключ-карты 18. Ключ-карта 18а имеет все отверстия 25, соответствующие по количеству и положению отверстий 26 в замке 11. Верхняя сторона 97 ключ-карты 18а, которая не соприкоснется с шариками 34 внутри замка 11, будет иметь очень тонкий кусок магнитного материала 98, полностью закрывающих карту. Это может быть намагниченный металл. Теперь, считывая выходной сигнал светоизлучающих диодов 80 декодера 77 или 78, и с нижней стороны карты, намагниченные ферритово-бариевые виниловые заглушки 99, имеющие тот же диаметр, что и отверстия 25, и ту же толщину, что и ключ-карта 18а, используются для заглушки. отверстия в карточке-замене ключа 18а, где должно быть создано сплошное пятно 24. Намагниченные заглушки 99 удерживаются в отверстиях 25 магнитным материалом 98. Обратите внимание, что обратная сторона показана для варианта осуществления из копировальной бумаги на фиг. 14-17. На фиг. 14-17, все отверстия 25 были закрыты прозрачной лентой, которая должна быть на нижней стороне (а не на верхней стороне) карты 18а и которая должна быть проколота, чтобы позволить выбранным шарикам 34 пройти через нее.