Расшифровка сварочной проволоки: Сварочная проволока, ее маркировка и типы
alexxlab | 09.04.2023 | 0 | Разное
Маркировка и расшифровка сварочной проволоки для полуавтомата
Сварочная проволока относится к основным расходным материалам, которые используются при сварке, когда защитной среды выступают газы. Дело в том, что на ней нет покрытия, поэтому, для обеспечения высокого качества соединения следует обеспечить дополнительную защиту от негативного влияния внешних факторов, в частности, из атмосферы. Естественно, что для работы с каждым видом металла требуются свои виды сварочной проволоки. Здесь требуется учитывать не только основной металл, содержащийся в материале, но и дополнительные примеси, нюансы которых проявляются в маркировке.
Сварочная проволока
Маркировка сварочной проволоки создается для того, чтобы при выборе можно было понять, с чем именно придется столкнуться. Даже небольшие вкрапления дополнительного металла могут повлиять на свойства присадочного материала. В основном отображается химический состав, как самая важная характеристика. Также может отображаться диаметр, процентное содержание того или иного элемента и прочие вещи, в зависимости от конкретной ситуации. В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
В соответствии с разновидностями существует несколько типов маркировки, так стандартные и порошковые присадочные материалы существенно отличаются друг от друга и маркировка сварочной проволоки у них также будет различной. Все виды маркировки должны соответствовать ГОСТ 2246-70.
Маркировка сварочной проволоки
В технических характеристиках и руководствах по выбору режимов зачастую указывают определенную марку, так как их выпускают на протяжении многих лет в одних и тех же вариантах. Это проверенные временем соотношения, которые поддерживают все современные производители. Есть уже распространенные марки сварочной проволоки для полуавтомата, автоматической сварки, а также ручной. Все они одинаково успешно применяются как в производственной, так и в частной сфере. Каждый мастер, который задействован в этой сфере, должен разбираться с особенностями обозначения в различных марках, чтобы точно выбирать требуемый материал для работы. Это поможет отличить проволоку широкого спектра применения от узкоспециализированной и так далее. Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Таким образом, если требуется сварка медных труб, то можно без труда будет выбрать расходный материал с нужным содержанием меди и дополнительных легирующих элементов. Поддержка стандартов изготовления позволяет точно соблюдать пропорции, вне зависимости от того, где именно выпускалась та или иная проволока.
Обозначения в маркировке сварочной проволоки
Маркировка сварочной проволоки имеет определенный порядок, который отвечает за данные, которые передаются буквы и цифры, содержащиеся в названии марки. Это сокращает ее длину, делая все компактнее, и помогает лучше раскрыть необходимые нюансы содержания.
Первой цифрой, которая стоит перед всеми буквенными обозначениями и зачастую как-то выделяется от основной массы, как минимум тем, что стоит она обособленно, является диаметр.
За цифрой стоит буквенное обозначение, раскрывающее предназначение проволоки. Здесь может быть два варианта. Первым из них является «Нп», что означает наплавочная проволока, вторым «Св» – сварочная. Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Если возле этих букв стоят еще цифры, то они показывают содержание углерода в составе материала. К примеру если Св2, то содержание углерода в сотых долях будет 0,2%, а если Св06, то содержание углерода – 0,06%.
Пример маркировки сварочной проволоки
После указания типа материала и содержания в нем углерода, могут стоять еще отдельные буквы, которые дают показания чистоты состава по вредным примесям. Зачастую такими примесями становится фосфор и сера. В маркировке это буквы «А» и «АА» Если рассматривать на примере СВ08, то при отсутствии букв допускается 0,04% содержания примеси фосфора и серы, в марке СВ08АА – до 0,02%, а в марке СВ08А – до 0,03%.
Далее идет перечисление легирующих элементов в составе. Существуют следующие обозначения:
- М – молибден;
- С – кремний;
- Н – никель;
- Х – хром;
- Ц – цирконий;
- Д – медь;
- Ф – ванадий;
- Т – титан;
- Г – марганец;
- Ю – алюминий.
Не за всеми буквами можно встретить цифры. Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
Здесь есть своеобразная особенность. Если число не стоит, то содержание данного элемента в проволоке составляет всего 1 процент. Если после буквы стоит какое-либо число, то оно показывает процентное соотношение содержания. К примеру, 2 – 2%, а 25 – 25%.
После указания химического состава указывается один их способов выплавки проволоки, что может быть очень важно при ответственных условиях использования. Существуют такие основные способы обозначения:
- ВИ – выплавка в вакуумно-индукционных печах;
- ВД – выплавка в вакуумно-дуговых печах;
- Ш – выплавка при помощи электрошлакового переплава.
Если такая же проволока может использоваться для производства электродов, то в обозначении ставится буква «Э». Если же она имеет лишь одно применение и используется исключительно для газовой сварки, то дополнительного обозначения не ставится.
Нередко производят проволоку с омедненной поверхностью. В таком случае в конце добавляется буква «О» – омедненная.
В самом конце марки ставится ГОСТ, по которому она изготавливается. Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Для сокращения многие производители упускают данный момент, но в полной маркировке все это должно обязательно присутствовать.
Расшифровка сварочной проволоки
Для более понятного обозначения, стоит привести несколько примеров, как проводится расшифровка марки сварочной проволоки. К примеру, сварочная проволока 04Х19Н9. Это присадочный материал для сварки, который содержит 0,04% углерода и может содержать до 0,04% примесей серы и фосфора в своем составе. Помимо этого в нем содержится 19% хрома и 9% никеля. Здесь нет омедненной поверхности и материал используется только для сварки в газовой среде.
Маркировка сварочной проволоки 04Х19Н9
Также стоит рассмотреть более подробно, как происходит расшифровка сварочной проволоки СВ 06Х19Н10М3Г:
- СВ – используется для сварки;
- 06 – содержание углерода в ней составляет 0,06%;
- Х19 – содержание хрома 19%;
- Н10 – содержание никеля 10%;
- М3 – содержание молибдена 3%;
- Г – содержание марганца 1%, так как не стоит ни какой цифры.

Расшифровка порошковой проволоки может иметь некоторые отличия, за счет особенностей ее конструкции. Здесь также лучше рассмотреть на примере ПП-АН3 3,0 ПС44А2Н ГОСТ 26271-84
- ПП – проволока порошковая;
- АН3 – марка проволоки;
- 3,0 – диаметр;
- ПС – проволока самозащитная;
- 44 – 440 Мпа предел текучести готового шва, полученного при помощи данного материала;
- А – доля элементов в составе достигает фосфор – 0,03%, сера – 0,03%, углерод 0,15%;
- 2 – 35 Дж/см в квадрате ударная вязкость готового шва;
- Н – нижнее пространственное положение во время сварки;
- ГОСТ 26271-84 – стандарт производства изделия.
Сварочная проволока. Виды и маркировка – ООО «ЦСК»
Основные виды сварочной проволоки:
– Сплошного сечения
Проволока может быть выполнена из стали, меди, алюминия или сплавов данных металлов. Омедненная сварочная проволока применяется для работы с нелегированными и низколегированными сталями, а алюминиевая проволока – с металлами, в составе которых содержится алюминий, магний, марганец и кремний.
– Порошковая
Порошковая сварочная проволока имеет особую структуру и представляет собой полый цилиндр, заполненный порошковым составом. Его содержание может достигать 40% от общего объема материала. За счет этого улучшается стабилизация горения, обеспечивается защита сварочной ванны от кислорода, легируется шов.
Различают два вида порошковой проволоки: для сварки под флюсом (самозащитная) и для сварки в углекислом газе.
– Активированная
Активированная сварочная проволока имеет в составе добавки, которые находятся внутри прутка. Их содержание составляет примерно 5 – 7% от общего объема материала. Это соли и окислы щелочных металлов, шлакообразующие частицы. Добавки способствуют формированию аккуратного сварного шва, уменьшают разбрызгивание металла. Такой материал применяется при сварке в среде углекислого газа.
Маркировка проволоки
Маркировка помогает разобраться в химическом составе и характеристиках проволоки.
В качестве примера разберем популярную сварочную проволоку св08г2с.
Расшифровка св08г2с представлена следующими значениями:
– Сочетание СВ указывает, что данная проволока предназначена для сваркb
– Комбинация цифр 08 обозначает количество углерода (в сотых долях), содержащегося в проволоке. Показатель 0,08 % углерода – данная сварочная проволока низкоуглеродистая
– Литера Г указывает наличие марганца в составе проволоки
– Цифра 2 – это объём марганца (2%) в элементе
– Буква С обозначает наличие кремния. Т.к. после буквы нет никакой цифры, это значит, что в изделии кремния содержится менее 1%, но более 0,5%
Можно сделать вывод, что проволока св08г2с является легированной низкоуглеродистой проволокой, в составе которой присутствуют кремний и марганец.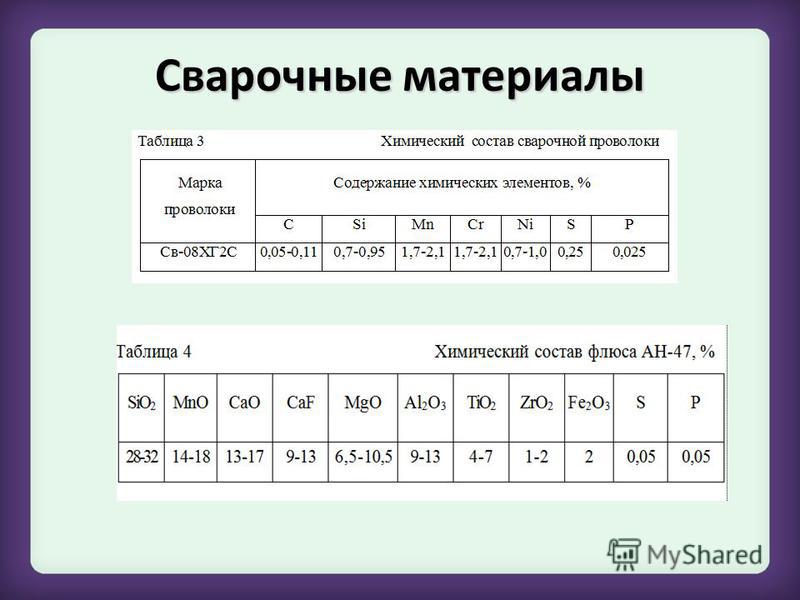
Первые две цифры указывают на содержание углерода в стали в сотых процента.
Цифры, находящиеся после буквы, обозначают количество элемента в химическом составе проволоки.
Если после буквенного элемента отсутствуют, это означает, что данного элемента в составе проволоки менее 1%, но более 0,5%
| Обозначения в маркировке проволоки для сварки: | |
| А – азот N | С – кремний Si |
| Б – ниобий Nb | Т – титан Ti |
| В – вольфрам W | Ф – ванадий V |
| Г – марганец Mn | Х – хром Cr |
| Д – медь Cu | Ц – цирконий Zr |
| М – молибден Mo | Ю – алюминий Al |
| Н – никель Ni | |
А (в конце маркировки) – проволока из стали высокого качества с минимальным содержанием примесей
АА (в конце маркировки) – проволока из стали высшего качества с еще меньшим содержанием примесей
Плюсы:
+ отлично подходит для работы с автоматическими системами
+ подача проволоки со скоростью равной скорости плавления
+ длинные мотки
+ множество моделей
+ минимальный процент шлака
Минусы:
– требуется постоянная защита
– необходимы специальные условия хранения
– неудобство использования в частной сфере
– сложность подбора универсального диаметра
Информация о сварочном электродеStick – NewMetalworker.
 com
com Вы можете многое узнать о стержневых электродах по номерам, напечатанным на них. Хитрость заключается в том, чтобы помнить, что они все означают. Для новичка ограничиться одним или двумя удилищами на начальном этапе — хороший способ избежать путаницы и разочарования. |
Числа, значения и использование
Текст и фото Тома Хинтца
Опубликовано – 17.02.2011
Электроды (стержни/стержни) для стержневой сварки (SMAW = дуговая сварка в среде защитного металла) предназначены для использования с определенными типами тока: переменным, постоянным и некоторыми стержнями. Большинство стержней имеют ограничения и предназначены для использования в некоторых или всех положениях и с определенными типами или группами металлов. Приведенная ниже информация, очевидно, носит общий характер, отчасти потому, что, хотя нумерация является стандартной, опубликованная шумиха по поводу продукции различных производителей электродов значительно различается. Я не знаю, что из этого не так, но вам следует прочитать литературу, прилагаемую к удилищам, которые вы решите использовать.
Приведенная ниже информация, очевидно, носит общий характер, отчасти потому, что, хотя нумерация является стандартной, опубликованная шумиха по поводу продукции различных производителей электродов значительно различается. Я не знаю, что из этого не так, но вам следует прочитать литературу, прилагаемую к удилищам, которые вы решите использовать.
Как и у большинства людей, у меня есть любимые удилища, и я отмечу их в списке ниже. Если вы новичок в сварке, стандартный совет для вас — оставаться с парой простых в использовании номеров электродов, пока вы не освоите основы. Тогда вы сможете сделать лучший выбор в отношении того, какие стержни вы можете использовать для работы под рукой.
Типы тока – AC – DC (и варианты)
Одним из требований, которые необходимо знать при выборе сварочных электродов, является тип тока, который использует ваш сварщик для сварки. Обычные сварочные аппараты переменного тока очень распространены, но обычно считаются менее мощными. Станки для сварки электродами с возможностью работы как на переменном, так и на постоянном токе набирают популярность и обычно могут работать с более толстыми материалами в режиме постоянного тока. Для многих домашних сварщиков традиционный сварочный аппарат переменного тока на 220 вольт более чем способен удовлетворить их потребности и многое другое. Однако, как и в любом хобби, трудно устоять перед приманкой дополнительной мощности. Преимущества аппарата переменного/постоянного тока не следует упускать из виду при принятии решений, особенно если ваши стремления к сварке выходят за рамки любительского домашнего магазина.
Станки для сварки электродами с возможностью работы как на переменном, так и на постоянном токе набирают популярность и обычно могут работать с более толстыми материалами в режиме постоянного тока. Для многих домашних сварщиков традиционный сварочный аппарат переменного тока на 220 вольт более чем способен удовлетворить их потребности и многое другое. Однако, как и в любом хобби, трудно устоять перед приманкой дополнительной мощности. Преимущества аппарата переменного/постоянного тока не следует упускать из виду при принятии решений, особенно если ваши стремления к сварке выходят за рамки любительского домашнего магазина.
Переменный ток меняет полярность 120 раз в секунду, и это нельзя изменить. Поскольку постоянный ток течет в одном направлении, его можно использовать как постоянный постоянный ток (показан как DC+, что означает отрицательный электрод) или как обратный постоянный ток (показан как DC-, положительный электрод). Вообще говоря, сварка постоянным током (положительным электродом) обеспечивает примерно на 10 % более глубокий провар, чем та же машина в режиме постоянного тока. Режим DC+ (отрицательный электрод) имеет более высокую скорость осаждения, стержень быстрее плавится и осаждается в шарике. Обычно прямые швы постоянным током имеют средний провар.
Режим DC+ (отрицательный электрод) имеет более высокую скорость осаждения, стержень быстрее плавится и осаждается в шарике. Обычно прямые швы постоянным током имеют средний провар.
Что означает нумерация стержней
Умение расшифровывать номера на стержнях значительно облегчит обучение сварке. Позже эти цифры помогут выбрать правильные характеристики удилища для работы. |
E – Коды сварочных электродов проще всего начать с буквы E в начале. Это просто означает электрод. Хорошо, у нас был хороший шанс угадать это, но на этом простота в этой нумерации заканчивается.
ЕХХХХ Х? – Далее идут 4 или 5 цифр, которые описывают свойства удочки и ее использование. Существуют дополнительные варианты нумерации, которые могут следовать за этими цифрами, но они, как правило, предназначены для специальных целей, и те из нас, кто находится на этой стороне честных профессиональных сварщиков, в любом случае, скорее всего, не имеют права с ними возиться.
Первые две цифры (четырехзначный код) или первые три цифры (пятизначный код) описывают минимальную прочность на растяжение, которую может создать стержень, выраженную в тысячах фунтов на квадратный дюйм. Например, 60 в стержне E6013 означает, что его прочность на растяжение составляет 60 000 фунтов на квадратный дюйм. Стержень E11013 развивает прочность на разрыв 110 000 фунтов на квадратный дюйм.
Следующая цифра (третья в четырехзначном коде, четвертая в пятизначном коде) описывает положение сварки, для которого предназначен стержень. 1 означает, что удилище подходит для всех позиций. 2 лучше для плоской (горизонтальной) сварки. 4 подходит для вертикальной сварки и, как правило, для работы над головой.
Последняя цифра описывает требуемый сварочный ток и тип покрытия.
1 = DC+ с целлюлозно-натриевым покрытием.
2 = AC или DC+/- с целлюлозно-калиевым покрытием
4 = AC или DC+/- с покрытием из железного порошка и титана
5 = DC+ с натриевым покрытием с низким содержанием водорода
6 = AC или DC+ с калиевым покрытием с низким содержанием водорода
7 = AC или DC+/- с железным порошком и покрытием из оксида железа
8 = AC или DC+ с покрытием из железного порошка с низким содержанием водорода
Fast Freeze — это описание означает именно то, что оно говорит, ванна затвердевает быстро, что делает его особенно подходящим для вертикальных, потолочных и других сварных швов «вне положения».
Приведенный ниже список номеров стержней, безусловно, не охватывает все имеющиеся в наличии. Это наиболее распространенные стержни, с которыми вы столкнетесь. Есть большая вероятность, что номера стержней, не показанные здесь, предназначены для сварщиков с уровнем навыков, что обычно означает, что они уже знают о них. Будучи горячим мужчиной, я вскочил и попробовал некоторые из более сложных удилищ и с треском провалился, что не стало неожиданностью для опытных сварщиков. Хорошей новостью является то, что в сочетании со всеми типами стержней есть версии, которые действительно просты в использовании и могут быть полезны для психики новых сварщиков, позволяя им учиться. Мой лучший совет – придерживаться одного или двух простых типов удилищ, пока вы, так сказать, не встанете на землю. Позже будет достаточно времени, чтобы разочароваться в более сложных удилищах.
E6010 – Это хороший стержень для сварки материалов, которые нельзя полностью очистить. Требуется полярность постоянного тока +, обычно используется при работе с трубопроводами, считается быстрозамораживающим стержнем, который хорошо работает в вертикальном и потолочном положениях. Вероятно, это не лучший выбор для новичка.
Требуется полярность постоянного тока +, обычно используется при работе с трубопроводами, считается быстрозамораживающим стержнем, который хорошо работает в вертикальном и потолочном положениях. Вероятно, это не лучший выбор для новичка.
Удилища поставляются в упаковках с большим количеством информации о них. Этот диапазон силы тока для стержня в упаковке — всего лишь один из способов для начинающих сварщиков не сбиться с пути во время обучения. Профессионал может выйти за пределы этого диапазона, но обучающийся сварщик ничего не получит от этого. |
E6011 — Подходит для небольших сварочных аппаратов переменного тока. Имеет хорошую стабильность дуги и легкий запуск. Считается, что это удилище для быстрой заморозки, которое подходит для всех положений, включая вертикальное и над головой. Он имеет относительно глубокое проникновение, легкий шлак и хорошо работает, когда свариваемый металл не может быть полностью очищен. Начинающим сварщикам будет сложно.
Он имеет относительно глубокое проникновение, легкий шлак и хорошо работает, когда свариваемый металл не может быть полностью очищен. Начинающим сварщикам будет сложно.
E6012 – Универсальное средство, которое хорошо перекрывает неплотно прилегающие стыки. Может использоваться с машинами переменного или постоянного тока, имеет стабильную дугу, любит большие токи и дает мало брызг. Это универсальный стержень, который часто используется в общих ситуациях технического обслуживания.
E6013 – Пруток общего назначения на основе рутила для сварки мягких сталей. Это хорошее универсальное удилище, которое работает с полярностью AC/DC+/-. Характеризуется устойчивой дугой, легким удалением шлака и оставляет блестящий валик с мелкими волнами. Прост в использовании, удобен для новичков, хорошо работает со сварочными аппаратами переменного тока малой мощности.
Примечание: одно из любимых удилищ Тома!
E6022 – специальный стержень, изначально предназначенный для укладки тяжелых полов. Сварка на переменном или постоянном токе, хорошо справляется с гальванизированными, плакированными и грязными сталями и считается быстрозамерзающим стержнем.
Сварка на переменном или постоянном токе, хорошо справляется с гальванизированными, плакированными и грязными сталями и считается быстрозамерзающим стержнем.
E6027 — Еще один специализированный стержень, который в руках обученного сварщика производит сварные швы рентгеновского качества. Работает от переменного и постоянного тока +/-. Предназначен для многопроходных сварных швов наплавленного типа. Еще одно удилище для домашних любителей, с которым следует быть очень осторожным.
E 7014 – Стержень на основе рутилового железа, который позволяет делать тонкие рифленые валики и радиографические сварные швы с полярностью переменного или постоянного тока +/-. Плавная и стабильная дуга, легкий запуск и повторный зажигание, легкое управление сварочной ванной. Шлак легко удаляется, часто поднимается сам по себе при остывании.
Примечание: одна из любимых удочек Тома!
E7018 – Низководородный стержень можно использовать во всех положениях, сварка сваривается устойчивыми к растрескиванию рентгеновскими лучами при помощи обученных сварщиков. Может использоваться с токами переменного или постоянного тока +. Удилища, которые были вынуты из упаковки в течение нескольких часов, должны быть высушены перед использованием. Эти стержни также чувствительны к длинным дугам и должны использоваться в определенных схемах движения. Не хорошо для начинающих.
Может использоваться с токами переменного или постоянного тока +. Удилища, которые были вынуты из упаковки в течение нескольких часов, должны быть высушены перед использованием. Эти стержни также чувствительны к длинным дугам и должны использоваться в определенных схемах движения. Не хорошо для начинающих.
E 7024 – Стержень на основе железа с рутиловым покрытием и сверхплотным покрытием, образующий мелкие волнистые шарики. Имеет ровную и стабильную дугу, легкий удар и повторный удар. Работает с переменным и постоянным током +/- полярность, легкое управление лужей, малое разбрызгивание и легкое удаление шлака. Удобен в использовании и хорош для больших сварных швов. Еще одно хорошее удилище для начинающих.
E7028 – Стержень с низким содержанием водорода, который работает с переменным или постоянным током +. Хорошо подходит для плоского и горизонтального положения, легкое отделение шлака. Стабильная дуга и хороший контроль лужи. Эти стержни должны быть сухими или запеченными перед использованием.
Эти стержни должны быть сухими или запеченными перед использованием.
Я могу добавлять типы удилищ по ходу дела. Если вы знаете тип удилища, который следует добавить в этот список, используйте ссылку электронной почты ниже.
Есть комментарий к этой истории? -Напиши мне!
Назад к списку ссылок
Лосиная кузница
Сварочные электроды
Стержни для кислородно-ацетиленовой сварки (присадочные)
Использование надлежащего типа присадочного электрода очень важно при проведении кислородно-ацетиленовой сварки. Этот материал не только упрочняет зону сварки, но и придает желаемые свойства готовому сварному шву. Выбрав правильный тип стержня, в сварном шве можно обеспечить либо прочность на растяжение, либо пластичность. Точно так же можно выбрать стержни, которые помогут сохранить желаемую степень коррозионной стойкости. В некоторых случаях подходящий стержень с более низкой температурой плавления устранит возможные трещины от расширения и сжатия.
Сварочные прутки подразделяются на черные и цветные. Черные стержни включают стержни из углеродистой и легированной стали, а также стержни из чугуна. Стержни из цветных металлов включают в себя прутки для пайки и бронзы, стержни из алюминия и алюминиевых сплавов, стержни из магния и магниевых сплавов, медные стержни и стержни из серебра. Диаметр используемого стержня зависит от толщины соединяемых металлов. Если стержень слишком мал, он не будет достаточно быстро отводить тепло от ванны, что приведет к обгоранию сварного шва. Слишком большой стержень охладит лужу. Как и при выборе наконечника сварочной горелки подходящего размера, опыт поможет сварщику выбрать сварочный пруток подходящего диаметра.
Расшифровка номеров электродов для дуговой сварки (от Damon Gentile)
Типичный электрод для дуговой сварки имеет номер детали, например: E6010, или необычный E8018-B1-h5R. Начнем с расшифровки короткого. Если у вас остались цифры, это длинное число, читайте дальше. Это можно довольно легко расшифровать.
Это можно довольно легко расшифровать.
E означает «Электрод».
Первые две цифры (или первые 3, если это 5-значное число) являются аббревиатурой прочности сварного шва. Чтобы определить прочность сварного шва, возьмите 2 цифры, в данном случае 60, и умножьте на 1000, чтобы получить прочность сварного шва в PSI. Итак, если вы сварили две пластины вместе, при этом шов покрывает один квадратный дюйм (или даже 1/4 “x 4”: это все еще один квадратный дюйм), этот сварной шов может выдержать 60 000 фунтов тягового усилия. Типичные значения 60,70,80,90,100,110.
3-я цифра указывает, для какого положения рекомендуется удилище.
| 1 | Плоский, Горизонтальный, Вертикальный, Накладной |
| 2 | Только плоские и горизонтальные |
| 3 | Плоский, горизонтальный, вертикальный вниз, верхний |
Последняя цифра указывает на сварочный ток и покрытие.
| 1 | DC:ПОД+ | целлюлоза натриевая |
| 2 | AC или DC:ROD+ или DC:ROD- | целлюлоза калий |
| 3 | AC или DC:ROD- | титана натрия |
| 4 | AC или DC:ROD- или DC:ROD+ | железный порошок титана |
| 5 | DC:ПОД+ | низководородный натрий |
| 6 | Переменный или постоянный ток: ROD+ | калий с низким содержанием водорода |
| 7 | AC или DC:ROD+ или DC:ROD- | железный порошок оксид железа |
| 8 | Переменный или постоянный ток: ROD+ | железный порошок с низким содержанием водорода |
Возможно, вам не нужно сильно беспокоиться о покрытии. Я читал, что стержень + даст более глубокое проникновение, а стержень – даст более быстрое осаждение. Если рядом стоит комбинация букв и цифр, это относится к химическому составу наплавленного металла.
Если рядом стоит комбинация букв и цифр, это относится к химическому составу наплавленного металла.
| А1 | 0,5% Мо | ||||
| В1 | 0,5%Cr | 0,5% Мо | |||
| В2 | 1,25%Cr | 0,5% Мо | |||
| В3 | 2,25%Cr | 1% Мо | |||
| С1 | 2,5%Ni | ||||
| С2 | 3,25%Ni | ||||
| С3 | 1%Ni | 0,15%Cr | 0,35% Мо | ||
| Д1 | 0,25-0,45% Мо | 1,25-2%Mn | |||
| Д2 | 0,25-0,45% Мо | 1,25-2%Mn | |||
| Г* | 0,5%Ni | >0,3%Cr | >0,2%Мо | >0,1%V | |
| * (G нужен только один из перечисленных элементов) | |||||
Следующая часть – H#. Это относится к максимальному количеству водорода, которое будет диффундировать из стержня.
Это относится к максимальному количеству водорода, которое будет диффундировать из стержня.
Буква R в конце означает, что стержень влагостойкий.
Выберите свой электрод
Источник: http://www.millerwelds.com/products/helpmechoose/basics5.htmlЕсли вы планируете сваривать электродом определенного диаметра, вам необходимо знать его рабочий диапазон (в основном электроды меньшего размера пропускают меньший ток, электроды проводят больший ток). В следующей таблице представлены рабочие диапазоны для обычных стержневых, проволочных, аргонодуговых и угольных электродов для строжки. Это поможет вам определить, какие размеры электродов вы можете использовать с конкретной машиной.
| Сила тока для стержневых электродов | |||||
|---|---|---|---|---|---|
| Диаметр и тип стержня | 3 ⁄ 32 ” | 1 ⁄ 8 ” | 5 ⁄ 32 ” | 3 ⁄ 16 ” | ¼ дюйма |
| 6010, 6011 | 40-85 | 75-125 | 110-165 | 140-210 | 210-315 |
| 6013 | 40-90 | 80-130 | 105-180 | 150-230 | 250-350 |
| 7018 | 60-100 | 110-165 | 150-220 | 200-275 | 320-400 |
| Сила тока и напряжение для проволочных электродов — Часть 1 | |||||
|---|---|---|---|---|---|
| Диаметр и тип проволоки | . 030″ 030″ | 0,035″ | 0,045″ | 0,052″ | 1 ⁄ 16 ” |
| Трубчатые (флюсовые или с металлическим сердечником) | Н/Д | Н/Д | 15–36 В 105–340 А | 15–36 В 105–430 А | 15–40 В 140–480 А |
| Самозащитная порошковая проволока | Н/Д | 14–20 В 50–120 А | 13–20 В 80–220 А | Н/Д | 14–22 В 146–322 А |
| Твердый (МИГ) | 17–23 В 50–200 А | 18–25 В 50–225 А | 18–34 В 85–355 А | 21–39 В 150–500 А | 26–40 В 250–610 А |
| Сила тока и напряжение для проволочных электродов — Часть 2 | |||||
|---|---|---|---|---|---|
| Диаметр и тип проволоки | 0,072″ | 5 ⁄ 64 ” | 3 ⁄ 32 ” | 7 ⁄ 64 ” | 1 ⁄ 8 ” |
| Трубчатые (флюсовые или с металлическим сердечником) | 22-36В 200-495А | 23–33 В 250–510 А | 24–36 В 355–615 А | Н/Д | 26–32 В 375–640 А |
| Самозащитная порошковая проволока | 16–25 В 130–350 А | 16–35 В 200–545 А | 16–35 В 200–525 А | 22–33 В 310–625 А | 28–38 В 400–600 А |
| Сила тока для сварки TIG | |||||
|---|---|---|---|---|---|
| Тип и диаметр вольфрама | 1 ⁄ 16 ” | 3 ⁄ 32 ” | 1 ⁄ 8 ” | 3 ⁄ 16 ” | ¼ дюйма |
| 2% тип | 50-140 | 125-200 | 150-325 | 300-340 | – |
| Чистый тип | 60-90 | 125-160 | 190-240 | 260-320 | 330-450 |
| Сила тока для строжки угольной дугой | |||||
|---|---|---|---|---|---|
| Углеродный диаметр | 3 ⁄ 16 ” | ¼ дюйма | 5 ⁄ 16 ” | ½” | |
| Сила тока | 250 | 300 | 500 | 600 | 750 |
Мама, смотри, что еще я нашла!
- Как выбрать стержни для дуговой сварки – Кевин Карон
- Руководство по сварочным электродам
- Объяснение классификаций AWS — Lincoln Electric 907:45
- Как правильно выбрать стержни, проволоку, вольфрам, стержневые электроды и сжатые газы
- Факторы для выбора правильного стержневого электрода – MillerWelds
- Руководство по сварке штучными электродами — Lincoln Electric
- Направляющая для сварки электродом
- Направляющая Victor Air Carbon Arc
Мудрость моего отца: «Мужчине нужно больше, чтобы уйти от боя, чем остаться и сражаться». |