Растачивание отверстий на токарных станках: Растачивание отверстий на токарных станках
alexxlab | 07.04.2023 | 0 | Разное
Приемы растачивания сквозных и глухих отверстий – Растачивание цилиндрических отверстий на токарном станке – Комплексные работы
Главная / Слесарное дело / Комплексные работы / Растачивание цилиндрических отверстий на токарном станке / Приемы растачивания сквозных и глухих отверстий4 апреля 2012
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности. Основная трудность — малая жесткость расточного резца.
Сквозные отверстия растачивают расточными резцами, показанными на рисунке.
Смотрите рисунок — Расточной резец для сквозного отверстия
Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи маховичка суппорта плавно подводят к обрабатываемому отверстию.
Установив при помощи маховичка суппорта глубину резания, плавно сообщают резцу продольную подачу. Величину подачи для растачивания выбирают, учитывая жесткость резца, глубину резания и материал заготовки. Сделав один проход, резец отводят в первоначальное положение. Так поступают, пока не получат отверстие требуемого диаметра.
Сделав один проход, резец отводят в первоначальное положение. Так поступают, пока не получат отверстие требуемого диаметра.
Для чистовой обработки отверстий применяют тонкое (алмазное) растачивание, которое ведут на высокой скорости резания, но при малых глубине резания и подаче. Растачивают чистовыми резцами и резцами с пластинками из твердого сплава. Приемы и последовательность растачивания те же, что и при черновом растачивании.
Глухие отверстия растачивают резцами, показанными на рисунке.
Смотрите рисунок — Расточной резец для глухого отверстия
При растачивании глухих отверстий резец необходимо перемещать в продольном направлении строго на глубину обрабатываемого отверстия.
Величину прохода резца устанавливают, нанеся мелом риску на державке резца. Приемы работ остаются те же, что и при растачивании сквозных отверстий.
Вопросы
- Какими резцами растачивают сквозные и глухие отверстия?
- Расскажите о последовательности приемов растачивания сквозных отверстий?
- Как определяют глубину прохода резца при растачивании глухих отверстий?
Упражнение
Изготовить корпус плашкодержателя по технологической карте, помещенной ниже.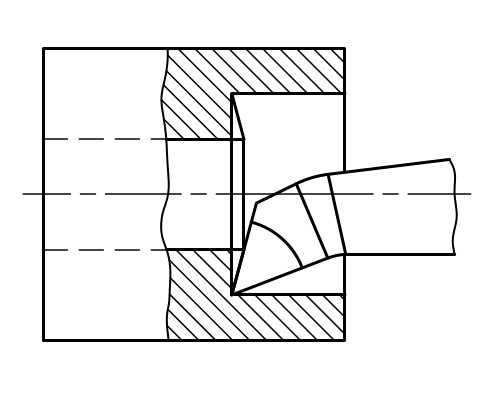
Технологическая карта на изготовление корпуса плашкодержателя
| Материал | Ст. 3 | ||||
| Заготовка | Пруток | ||||
| № п/п | Эскиз обработки | Инструменты | Оборудование и приспособления | ||
| рабочий | разметочный иконтрольно-измерительный | ||||
| 1 | Подрезать торец заготовки | Резец подрезной | Линейка измерительная | Патрон токарный трехкулачковый | |
| 2 | Проточить заготовку под наружный размер корпуса плашкодержателя | Резец проходной | Штангенциркуль | Патрон токарный трехкулачковый | |
| 3 | Просверлить по центру отверстие в заготовке | Сверло спиральное | Штангенциркуль | Патроны токарный трехкулачковый и сверлильный | |
| 4 | Рассверлить отверстие в заготовке до диаметра, позволяющего войти головке расточного резца | Сверло спиральное | Штангенциркуль, линейка измеритель ная | Патроны токарный трехкулачковый и сверлильный | |
| Расточить отверстие под размер плашки | Резец расточной | Штангенциркуль, линейка измерительная | Патрон токарный трехкулачковый | ||
| 6 | Отрезать по размеру деталь от заготовки | Резец отрезной | Штангенциркуль, линейка измерительная | Патрон токарный трехкулачковый | |
| 7 | Снять фаски 1×45° на корпусе плашко-держателя | Резец проходной | — | Патрон токарный трехкулачковый | |
«Слесарное дело», И. Г.Спиридонов,
Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Растачивание цилиндрических отверстий
ТОКАРНОЕ ДЕЛО
Отверстия в заготовках, полученные литьем, ковкой или сверлением, часто подвергают растачиванию с целью увеличения диаметра, обеспечения высокой точности размера и чистоты поверхности.
Растачивание менее производительно, чем сверление, но этим способом можно получать отверстия с более высокими техническими требованиями; точность размера до 0,02 мм, чистоту до
92. РАСТОЧНЫЕ РЕЗЦЫ:
А —для сквозных отверстий, б — для глухих отверстий |
V 6 и высокую точность центрирования. Растачивание является наиболее универсальным способом обработки отверстий на токарном станке. Растачивание расточным рез – ц о м. Расточные резцы бывают: проходные (рнс. 92, а) для сквозных отверстий и упорные (рис. 92, б) — для глухих отверстий.
 Точность диаметра растачиваемого отверстия обеспечивается так же, как и прн наружном точении: пробными проходами с замером штангенциркулем
Точность диаметра растачиваемого отверстия обеспечивается так же, как и прн наружном точении: пробными проходами с замером штангенциркулемИли по лимбу поперечной подачи. При растачивании тонкостенной втулки наблюдается искажение обработанного отверстия, вызываемое деформацией стенок при чрезмерном затягивании кулачков трехкулачкового патрона (рис. 94, а, б, в). После снятия детали со станка деформированные стенки втулки занимают прежнее положение и расточенное отверстие приобретает трехугольную огранку, (рис. 94, г).
Явление огранки отверстия после растачивания предотвращают ослаблением зажима заготовки перед чистовыми проходами или закреплением в патроне, имеющем накладные сегменты на кулачках (см. рис. 22), или в цанговом патроне (см. рис. 26). Растачивание при помощи расточной оправки (борштанги). Отверстия диамером выше 80—100 мм растачивают обычно расточными резцами, закрепляемыми в оправках (рис. 95, а, б). Резец зажимают в оправке винтом с торца или с наружной поверхности оправки.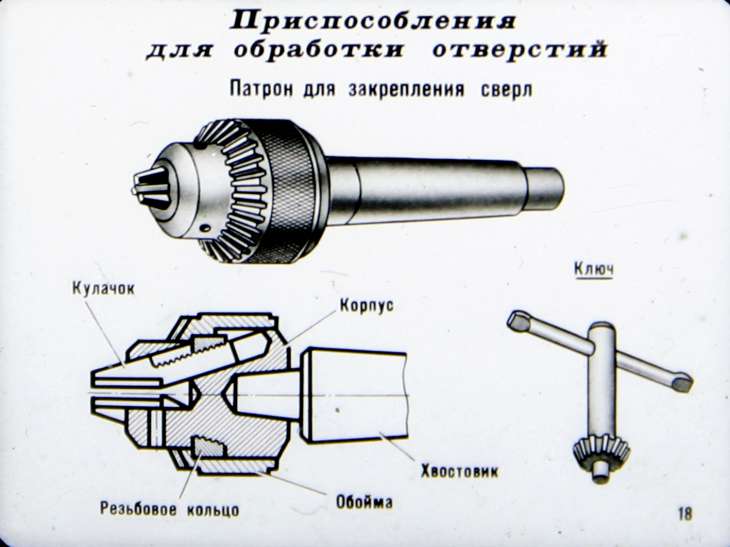
Подрезание внутренних торцов и уступов. Внутренние торцы и уступы подрезают расточным упорным резцом с подачей к центру: для этого расточной резец должен иметь главный угол в плане более 90°: резец с углом ф=95° будет иметь при подрезании фактический главный угол в плане ф = 5с (рис. 96). Расстояние до внутреннего торца (дна) расточенного отверстия или до уступа контролируют штангенглубиномером или шаблоном.
Настройку на обеспечение осевых размеров ступенчатого отверстия в процессе растачивания осуществляют при помощи лимба продольной подачи или упоров с длиноограничителями, как при обработке ступенчатых валиков. Растачивание внутренних канавок. Внутренние канавочные резцы по конструкции не отличаются от расточных. Геометрия рабочей части прорезных резцов для прямоугольных канавок такая же, как у прорезных наружных резцов (рис. 97, а). Профильные канавки вытачивают профильными резцами (рис.97, б). Внутренние канавочные резцы бывают цельные и вставные.
Так как токарю не виден процесс вытачивания канавки, то особенно важно пользоваться лимбами продольной и
96 УГЛЫ В ПЛАНЕ ПРИ РАБОТЕ РАС- ТОЧНЫМ УПОРНЫМ РЕЗЦОМ Главный угол в плане при подаче резца к центру |
Поперечной подач, а также упорами — длиноограничителями. Широкую внутреннюю канавку обрабатывают последовательным врезани – нием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки — продольной подачей.
Широкую внутреннюю канавку обрабатывают последовательным врезани – нием на глубину канавки поперечной подачей (контроль по лимбу) и расширением канавки — продольной подачей.
При производстве объемных деталей важно обеспечить их точность в 3- и 4-осевых проекциях. Для этого применяются 4-координатные фрезерные станки. Обработка металлических деталей в Украине на таком оборудовании доступна в нашей …
Системная разработка, изготовление и последующая реализация – главные задачи компании RAYMARK. Производитель создаёт качественное многофункциональное лазерное и фрезерное оборудование, использование которого актуально в различных сферах, от бытовых работ до масштабных …
Для повышения производительности, технического оснащения и улучшения оборудования, на промышленных предприятиях используются запасные резцы. Сменные токарные пластины являются элементами токарного оборудования и при необходимости подлежат замене. Они имеют простой механизм …
Операции сверления – Mini-lathe.
 com
comВыравнивание передней и задней бабки токарного станка позволяет сверлить отверстия точно по центру цилиндрической детали. Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; получилось не слишком хорошо.
Перед тем, как просверлить торец заготовки, вы должны сначала торцевать торец, как описано в разделе «Операции торцовки». Следующий шаг — просверлить отверстие с помощью центрирующего сверла — жесткого, короткого сверла с коротким наконечником. Если вы попытаетесь просверлить отверстие без предварительного сверления центра, сверло почти наверняка будет отклоняться от центра, создавая отверстие слишком большого размера и смещенное. Мы ненавидим это!
Центровочные сверла бывают разных размеров, например № 00, № 0, № 1– № 5 и т. д. Вы можете приобрести наборы № 1– № 5 менее чем за 5 долларов США по распродаже у нескольких поставщиков.
Подготовка к сверлению
Перед сверлением необходимо убедиться, что сверлильный патрон надежно закреплен в задней бабке. Когда оправка патрона свободно вставлена в отверстие задней бабки, выверните отверстие задней бабки примерно на 1/2″.
Когда оправка патрона свободно вставлена в отверстие задней бабки, выверните отверстие задней бабки примерно на 1/2″.
Зафиксируйте заднюю бабку в направляющих, затем плотно задвиньте патрон назад к задней бабке, чтобы оправка плотно вошла в конус Морзе задней бабки. (Патрон снимается с задней бабки путем поворота плунжера задней бабки назад до тех пор, пока оправка не будет выдавлена).
Выберите центрирующее сверло с диаметром, аналогичным диаметру отверстия, которое вы собираетесь просверлить. Вставьте центрирующее сверло в кулачки патрона задней бабки и затяните патрон, пока кулачки не начнут захватывать сверло.
Поскольку цель состоит в том, чтобы сделать сверло как можно более жестким, вам не нужно, чтобы оно выступало слишком далеко от кончиков губок. Поверните сверло, чтобы установить его на место, и удалите металлическую стружку или другой мусор, который может помешать правильному положению сверла.
Теперь затяните патрон. Хорошей практикой является использование 2 или 3 отверстий для ключа патрона, чтобы обеспечить равномерное затягивание (но все три могут быть недоступны из-за узких границ 7 × 10).
Сдвиньте заднюю бабку вдоль направляющих, пока кончик центрирующего сверла не окажется примерно на 1/4″ от конца заготовки, и затяните зажимную гайку задней бабки. Рычаг блокировки плунжера задней бабки должен быть плотно прижат – не настолько, чтобы препятствовать движению плунжера, но достаточно, чтобы обеспечить максимально возможную жесткость плунжера.
СОЖ
Если я не работаю с латунью, я почти всегда использую смазочно-охлаждающую жидкость при сверлении. В частности, с алюминием, который имеет тенденцию захватывать сверло, это помогает обеспечить гладкое и точное отверстие.
Я использую смазочно-охлаждающую жидкость марки Tap Magic, но есть и другие превосходные марки.
Вам нужно всего несколько капель за один раз, поэтому маленькой банки должно хватить на долгое время. Я использую небольшую бутылочку с игольчатым наконечником, чтобы нанести жидкость на работу.
Бутылка изначально содержала легкое масло и была приобретена в Home Depot.
Центровое сверление
Включите токарный станок и установите скорость около 600 об/мин. Используйте рукоятку задней бабки для медленного продвижения сверла к концу заготовки и продолжайте, пока коническая часть центрального сверла не войдет в заготовку примерно на 3/4 пути.
Это все, что вам нужно для центрирующего сверла, так как его назначение – просто сделать начальное отверстие для обычного сверла. Выверните центральное сверло и остановите токарный станок.
Сверление отверстия
Ослабьте зажимную гайку задней бабки и сдвиньте заднюю бабку до конца направляющих. Выньте центральное сверло из патрона, вставьте обычное сверло и затяните его в патроне.
Сдвиньте заднюю бабку, пока кончик сверла не окажется примерно на 1/4″ от заготовки, а затем зафиксируйте заднюю бабку на месте. Нанесите несколько капель смазочно-охлаждающей жидкости на кончик сверла, затем запустите токарный станок и просверлите заготовку, как и раньше, со скоростью от 400 до 600 об/мин.
После продвижения сверла примерно в два раза по его диаметру выньте его из отверстия и с помощью щетки удалите металлическую стружку с кончика сверла.
При необходимости добавьте еще несколько капель смазочно-охлаждающей жидкости, затем продолжите сверление, удаляя стружку примерно через каждые 2 диаметра глубины.
Измерение глубины сверления
Если вы не просверливаете полностью довольно короткую заготовку, вам, как правило, потребуется способ измерения глубины отверстия, чтобы вы могли остановиться на нужной глубине.
Одним из первых приспособлений, которые я сделал на токарном станке, был простой глубиномер — небольшой латунный цилиндр со стопорным винтом, который надевается на кусок буровой штанги диаметром 1/16 дюйма и длиной около 3 дюймов.
Очень удобно для проверки глубины отверстий. Вы можете использовать правило магазина, чтобы установить латунный ползунок на желаемую глубину, а затем зафиксировать его на месте с помощью небольшого установочного винта.
Другой способ измерения глубины – использование градуированных меток на корпусе задней бабки. Однако их не так просто увидеть.
Если вам нужна настоящая точность, Варминт Эл придумал отличную идею установить 1-дюймовый циферблатный индикатор на задней бабке. Наконечник DI касается пластиковой пластины, установленной на ползун задней бабки.
DI крепится болтами к отверстию 1/4-20, просверленному и нарезанному сбоку задней бабки. Если вы делаете этот мод на своем токарном станке, снимите плунжер с задней бабки перед тем, как просверлить монтажное отверстие для DI, чтобы избежать сверления плунжера.
Сверление глубоких, глухих и больших отверстий
В металлообработке «глубоким» отверстием считается любое отверстие, диаметр которого более чем в 3 раза превышает диаметр сверла. Глухое отверстие — это отверстие, в котором вы не просверливаете заготовку насквозь; то есть нижний конец закрыт.
При сверлении таких отверстий очень важно часто полностью выводить сверло из отверстия, чтобы стружка могла выйти из отверстия. Вам нужно делать это каждый раз, когда вы продвигаете сверло примерно в два раза по его диаметру.
Вам нужно делать это каждый раз, когда вы продвигаете сверло примерно в два раза по его диаметру.
Несоблюдение этой процедуры приведет к тому, что стружка застрянет в отверстии, приварится к сверлу и создаст отверстие неравномерного и грубого диаметра. Смазочно-охлаждающая жидкость также поможет предотвратить прилипание стружки к сверлу или стенкам отверстия.
Большие отверстия соотносятся с размером станка, и для мини-токарного станка я считаю отверстие больше 3/8″ «большим». Если вы попытаетесь просверлить большое отверстие, скажем, 1/2″, начав со сверла 1/2″, вы можете не получить хорошего чистого отверстия, потому что за один раз удаляется слишком много материала.
Отверстие лучше сверлить поэтапно, начиная, скажем, со сверла 5/16″, затем 3/8″ и так далее, пока не дойдете до сверла 1/2″ для последнего прохода. Таким образом, большое сверло удаляет лишь небольшое количество материала по периметру отверстия, и его работа будет намного проще.
Токарный станок – техника – сверление глубоких отверстий
перейдите на страницу выше – токарный станок – техника
Токарный станок – сверление глубоких отверстий
Эта страница посвящена сверлению длинных отверстий. Один из способов сделать это — перевернуть заготовку. Это гарантирует, что два разреза не совпадут.
Один из способов сделать это — перевернуть заготовку. Это гарантирует, что два разреза не совпадут.
При сверлении длинных отверстий возникает два класса проблем. Есть те, где заготовка слишком широка, чтобы поместиться в отверстии шпинделя, а есть такие, где она поместится в отверстии шпинделя.
Сверление глубоких отверстий, где заготовка не входит в отверстие шпинделя
На первый взгляд может показаться, что самое длинное отверстие можно просверлить, когда заготовка занимает левую половину длины станины. Сверло займет правую половину длины станины станка.
однако можно просверлить более глубокие отверстия двумя способами.
Допустим, заготовка составляет 2/3 длины станины. Сверло на 1/3 поместится в оставшееся пространство и просверлит 1/3 глубины.
Если заготовку перевернуть, можно просверлить другую ее половину тем же сверлом.
Если задняя бабка снята, можно вставить сверло длиной 2/3 в существующее отверстие, заменить заднюю бабку, вставить сверло в патрон задней бабки и просверлить оставшуюся часть отверстия.
Сверление глубоких отверстий, в которых заготовка будет соответствовать отверстию шпинделя
Аналогично предыдущему, за исключением того, что правый конец заготовки будет находиться перед патроном, поэтому, если длина станины x тогда заготовка может иметь длину x, а сверло длиной x поместится между задней бабкой и заготовкой и просверлит отверстие длиной x.
Просверлив отверстие x длины, можно было бы использовать описанный выше прием, чтобы просверлить отверстие 2 * x длины.
Затем можно повернуть заготовку и сделать то же самое снова.
Различные проблемы
Использование задней бабки для удержания дрели не очень удобно. В качестве альтернативы можно полностью снять заднюю бабку и вместо этого удерживать сверло в специальной оправке, предназначенной для сверл с коническим хвостовиком. Но вместо конусов сделана втулка для удержания сверла. Если втулка достаточно длинная и имеет внешнюю втулку, которую можно затянуть, можно использовать сверло любой длины.