Расточного станка: Расточные станки: устройство, принцип работы, виды
alexxlab | 16.04.1986 | 0 | Разное
Узлы расточного станка
Перед тем, как рассмотреть основные узлы расточного станка, узнаем основное назначение данного типа оборудования. Расточные станки созданы для того, чтобы в условиях индивидуального и серийного производства обрабатывать заготовки крупных размеров На расточных станках выполняют растачивание, сверление, зенкерование, нарезание внутренней и наружной резьб, обтачивание цилиндрических поверхностей, подрезку торцов, цилиндрическое и торцовое фрезерование. Периодически на расточных станках можно произвести окончательную обработку заготовки корпусной детали без перестановки ее на другие станки. Отличительной особенностью расточных станков является наличие горизонтального или вертикального шпинделя, совершающего движение осевой подачи. В отверстии шпинделя закрепляется режущий инструмент – борштанга с резцами, сверло, зенкер, развертка, фреза и др. Расточные станки имеют следующие узлы конструкции: станина, передняя стойка, шпиндельная бабка, стол, задняя стойка.
Перемещения, обеспечивающие установку шпинделя в заданное положение, и движения подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а также характера операции.
Расточные станки подразделяются на следующие типы, не считая специализированных станков этой группы:
- горизонтально-расточные станки;
- координатно-расточные станки;
- алмазно расточные (отделочно-расточные) станки.
Станина расточного станка
Станина горизонтально расточного станка, как один из узлов, представляет собой чугунную отливку коробчатой формы, снабженную ребрами жесткости. В станках малых размеров станина – цельная, с горизонтально расположенными направляющими. Станины расточных станков средних размеров состоят из двух или трех скрепленных между собой частей, по направляющим которых перемещаются стол, передняя и задняя стойки.
Тяжелые горизонтально расточные станки имеют станины, состоящие из трех частей, причем та часть станины, по которой перемещается передняя стойка, крепится отдельно на общей фундаментной плите.
Передняя стойка расточного станка
Передняя стойка расточного станка также выполняется в виде отливки коробчатой формы и имеет вертикальные направляющие, по которым может перемещаться шпиндельная бабка. Внутри стойки располагается противовес, уравновешивающий шпиндельную бабку. Неподвижные передние стойки жестко крепятся к станине с правой стороны станка, подвижные имеют снизу продольные или поперечные направляющие.
Шпиндельная бабка расточного станка
Шпиндельная бабка горизонтально расточного станка является важным узлом, может перемещаться по вертикальным направляющим передней стойки. В ней монтируются: коробка скоростей, коробки подач, механизмы подачи расточного шпинделя и радиального суппорта (ползунка) планшайбы. В станках малых размеров все эти механизмы приводятся от одного электродвигателя, установленного на корпусе шпиндельной бабки, в тяжелых станках каждый механизм имеет отдельный привод, часто регулируемые электродвигатели постоянного тока.
Коробка скоростей шпиндельной головки, является важным узлом расточного станка, она обеспечивает независимое вращение расточного шпинделя и планшайбы. Благодаря такой конструкции возможно совмещение таких операций как растачивание и обтачивание торца и т. д. На рис. 1 показано устройство коробки скоростей горизонтально расточного станка мод. 262Г.
Рис. 1. Коробка скоростей расточного станка 262Г.
Расточной шпиндель 1 расположен в подшипниках скольжения внутри полого шпинделя 2. От двухскоростного электродвигателя через два трех венцовых блока 24-28-20 и 55-30-19 и зубчатую пару 43/58 расточному шпинделю сообщается любая из 18 скоростей.
Шпиндель 3, несущий планшайбу 4, получает 18 скоростей таким же способом, но через зубчатую пару 22/58 при включенной муфте 6. Управление коробкой скоростей производится механизмом с предварительным набором выбором скоростей.
В тяжелых горизонтально расточных станках с многомоторным приводом суппорт планшайбы перемещается с помощью регулируемого электродвигателя, размещенного в корпусе планшайбы (рис. 2). В этой конструкции двигатель постоянного тока 1 через червяк 2, червячное колесо (на чертеже не показано) и коническую передачу 13/40 сообщает вращение червяку 3, работающему в паре с червячной рейкой 4, закрепленной на ползушке 5. Коробка подач, размещенная в
2). В этой конструкции двигатель постоянного тока 1 через червяк 2, червячное колесо (на чертеже не показано) и коническую передачу 13/40 сообщает вращение червяку 3, работающему в паре с червячной рейкой 4, закрепленной на ползушке 5. Коробка подач, размещенная в
Рис. 2. Планшайба тяжелого горизонтально расточного станка 262Г
Стол расточного станка
Стол горизонтально расточных станков малых размеров состоит из двух частей: саней и салазок, обеспечивающих перемещения в продольном и поперечном направлениях. Механизмы перемещения позволяют сообщать столу как медленное движение со скоростью рабочей подачи, так и быстрое установочное движение и ручное перемещение. Поворотные столы имеют четыре фиксированные позиции через 90°. Механизм поворота предусматривает механический и ручной поворот стола, его фиксацию и закрепление. Нефиксированные, промежуточные положения стола определяются по круговой шкале.
Нефиксированные, промежуточные положения стола определяются по круговой шкале.
Столы тяжелых расточных станков перемещаются в одном направлении непосредственно по направляющим станины с помощью червячно-реечных передач. Для привода перемещения столов этих станков используются регулируемые электродвигатели постоянного тока.
Задняя стойка расточного станка
Задняя стойка расточного станка выполняется в виде отливки коробчатой формы с вертикальными направляющими, по которым может перемещаться люнет, поддерживающий борштангу с инструментами.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
262г станок горизонтально-расточной. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 262г
Производителем горизонтально-расточных станков моделей 262г является Ленинградский станкостроительный завод им.![]() Свердлова, основанный в 1868 году.
Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470 – станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 – станок горизонтально-расточной универсальный, Ø 80
- 2А620 – станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 – станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 – станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 – станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460 – станок координатно-расточной двухстоечный, 1000 х 1600
- 2Е470 – станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г – станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А – станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А – станок горизонтально-расточной универсальный, Ø 110
- 2657 – станок горизонтально-расточной универсальный, Ø 150
- 6441Б – станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 – станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
262Г станок горизонтально-расточной.
 Назначение, область применения
Назначение, область примененияГоризонтально-расточной станок 262Г – первая модель собственной разработки, освоенная Ленинградским станкостроительным заводом в серийном производстве. В 1957 году станок 262Г был заменен более совершенной моделью 2620, 2620А.
Горизонтально-расточные станки 262Г предназначены для комплексной механической обработки корпусных деталей массой до 8 т путем проведения следующих технологических операций:
- сверление, зенкерование, растачивание, развертывание отверстий, связанных координатами; возможна обработка соосных отверстий консольным инструментом с поворотом стола на 180°
- фрезерование плоскостей, пазов и уступов;
- фрезерование плоскостей и пазов при круговой подаче стола;
- нарезание резьбы однолезвийным инструментом при помощи выдвижного шпинделя;
- протачивание отверстий больших диаметров и канавок с помощью съемной планшайбы.
Принцип работы горизонтально-расточного станка 262Г
Обрабатываемая деталь закрепляется непосредственно на столе станка или в соответствующем приспособлении. Режущие инструменты устанавливаются на шпинделе на планшайбе или на радиальном суппорте.
Режущие инструменты устанавливаются на шпинделе на планшайбе или на радиальном суппорте.
При растачивании коротких отверстий подача сообщается шпинделю; при обработке длинных и соосных отверстий с помощью борштанги, второй конец которой вводится во втулку опорного подшипника люнета, подача, как правило, сообщается столу в продольном направлении. В случае нарезания резьбы шпинделю сообщается за один его оборот осевое поступательное перемещение, равное шагу нарезаемой резьбы.
При фрезеровании движение подачи сообщается столу в поперечном направлении или шпиндельной бабке в вертикальном направлении.
При подрезании торцов и растачивании канавок движение резания сообщается планшайбе с радиальным суппортом, а его перемещение в радиальном направлении является подачей.
Особенности конструкции горизонтально-расточного станка 262Г
Универсальный расточной станок 262Г имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке и рабочий стол.
Станок 262г имеет горизонтальный выдвижной шпиндель Ø 85 мм, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке, столом, перемещающимся в двух взаимно перпендикулярных направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя (выдвижного шпинделя), перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Радиальный суппорт на планШайбе дает преимущество при обрабатке отверстий больших диаметров и торцевых поверхностей больших размеров.
Применено преселективное одно-рукояточное управление коробками скоростей и подач. Установлен привод быстрых перемещении рабочих органов станка.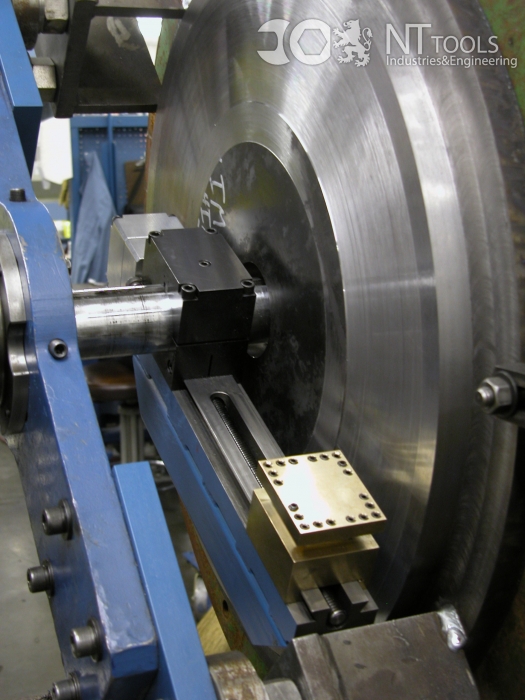 Имеется специальный механизм точных ручных перемещений рабочих органов станка.
Имеется специальный механизм точных ручных перемещений рабочих органов станка.
Модификации горизонтально-расточного станка 262Г
На базе станка 262Г созданы конструкции ряда других универсальных и специальных расточных станков моделей 262Д, 2621, 2630, 2А61.
- 262Д – не имеет радиального суппорта, снабжен усиленным расточным шпинделем диаметром Ø 110 мм и планшайбой для закрепления фрезерных головок большого диаметра
- 2621 – имеет выдвижной шпиндель Ø 85 мм, планшайбу без радиального суппорта. Станок имеет повышенную (по сравнению с моделями 262г и 262д) скорость вращения шпинделя (до 2000 об/мин) и применяется при скоростной обработке цветных и легких сплавов
- 2630 – имеет диаметр шпинделя Ø 125 мм, коробка скоростей обеспечивает 23 различных чисел оборотов шпинделя в минуту (от 6 до 1200), включение подачи производится фрикционной муфтой при помощи спаренных электромагнитов, управляемых с пульта.
 Масса обрабатываемых деталей до 4 т
Масса обрабатываемых деталей до 4 т - 2А613 – имеет самый малый диаметр расточного шпинделя – Ø 63 мм и несколько увеличенное, по сравнению со станком 262Г, число оборотов шпинделя, снабжен цангой для зажима расточного шпинделя при фрезеровании и растачивании ходом стола и закрытый люнет задней стойки.
Габарит рабочего пространства горизонтально-расточного станка 262г
Габарит рабочего пространства горизонтально-расточного станка 262г
Габарит рабочего пространства горизонтально-расточного станка 262г. Смотреть в увеличенном масштабе
262г Общий вид горизонтально-расточного станка
Фото расточного станка 262г
Расположение составных частей горизонтально-расточного станка 262г
Расположение основных узлов горизонтально-расточного станка 262г
Основные узлы станка 262г (рис. 63)
- А — задняя стойка;
- Б — люнет с опорным подшипником;
- В — шпиндельная бабка с коробкой скоростей и коробкой подач;
- Г — передняя стойка;
- Д — продольные салазки;
- Е — поперечные салазки стола;
- Ж — стол;
- З — станина;
- И — радиальный суппорт;
- К — планшайба.

Органы управления станком 262г
- кнопочная станция;
- маховичок точного ручного перемещения шпинделя, суппорта, планшайбы, шпиндельной бабки и стола;
- рукоятка управления коробкой скоростей;
- рукоятка зажима шпинделя;
- маховичок ручного перемещения радиального суппорта;
- штурвал ручного перемещения шпинделя;
- рукоятка включения механической подачи шпиндельной бабки и стола;
- рукоятка ручного поперечного перемещения стола;
- рукоятка ручного продольного перемещения стола.
Кинематическая схема горизонтально-расточного станка 262г
Кинематическая схема горизонтально-расточного станка 262г
1. Кинематическая схема горизонтально-расточного станка 262г. Смотреть в увеличенном масштабе
2. Кинематическая схема горизонтально-расточного станка 262г. Смотреть в увеличенном масштабе
Движения в станке
- Движения резания — вращение шпинделя или шпинделя и планшайбы
- Движения подач
- осевое поступательное перемещение шпинделя
- продольное и поперечное перемещение стола
- вертикальное перемещение шпиндельной бабки
- радиальное перемещение суппорта планшайбы
- Взаимосвязанное движение — поступательное перемещение расточного шпинделя при нарезании внутренней резьбы резцом
- Вспомогательные движения
- перемещение задней стойки в продольном направлении
- быстрые перемещения стола, шпиндельной бабки и шпинделя
- ручное перемещение шпиндельной бабки, стола, шпинделя, радиального суппорта и точное установочное перемещение опорного люнета
Кинематика станка модели 262Г
Движения резания
Шпиндель и планшайба станка приводятся в движение двухскоростным электродвигателем мощностью 6,5/7 кВт (рис. 64. а) через клиноременную передачу 90—270 и коробку скоростей. Последняя имеет два тройных блока шестерен Б1 и Б2, обеспечивающих девять передач, что в совокупности с двухскоростным электродвигателем позволяет сообщить шпинделю VII через колеса 43—58 восемнадцать различных чисел оборотов в минуту (рис. 64. б).
64. а) через клиноременную передачу 90—270 и коробку скоростей. Последняя имеет два тройных блока шестерен Б1 и Б2, обеспечивающих девять передач, что в совокупности с двухскоростным электродвигателем позволяет сообщить шпинделю VII через колеса 43—58 восемнадцать различных чисел оборотов в минуту (рис. 64. б).
Наибольшее число оборотов шпинделя nmax в минуту с учетом упругого скольжения ремня опеределяется из выражения:
nmax = 2890·(90/270)·0,985(28·47·55·43)/(49·30·35·58) = 1000 об/мин
Для планшайбы nmin определяется из выражения:
nmin = 1440·(90/270)·0,985((20·22·19·22)/(57·55·48·58)) = 10 об/мин
Движения подач
Эти движения заимствуются от вала IV. Вращение передается через шестерни 35—56, вал VIII, колеса 42—42, вал IX, блок шестерен Б3. вал X, блок шестерен Б4, вал XI, блок шестерен Б3, полый вал XII, блок шестерен Б6 и вал XIV. От вала XIV через предохранительную муфту Мп , цилиндрические шестерни 39—45 и конические колеса 21—42 приводится во вращение вертикальный вал XVI. Структура коробки подач видна из графика (рис. 64, в).
Структура коробки подач видна из графика (рис. 64, в).
Осевая подача шпинделя осуществляется от вала XVI через червячную передачу 4—29, вал XVII, конический реверс 47—47— 47 с муфтой М3, шестерни 33—24, вал XVIII, колеса 48—33, вал XIX, муфту М6, шестерни 50—69 и трехзаходный винт XX, гайка которого соединена поводком со шпинделем. Максимальная осевая подача шпинделя sш mах определяется из выражения:
sш mах = 1 (58·35·42·34·34·50·50·50·39·21·4·33·48·50) / (43·56·42·34·34·18·18·42·45·42·29·24·33·69)·3·8 = 16 мм/об
При настройке станка для нарезания резьбы муфта М6 снимается, а вал XIX соединяется с ходовым винтом XX гитарой сменных колес а, Ь, с и d.
Вертикальная подача шпиндельной бабки, а также продольная и поперечная подачи стола осуществляются от вертикального вала XVI, вращение от которого через конические шестерни 19—27, вал XXV, колеса 22—44, вал XXVI и конический реверс 36—36—36 с муфтой М4 передается валу XXVII. При сцеплении кулачковой муфты М5 с колесом 36 вращение через конические колеса 36—36, вал XXX, шестерни 33—29 сообщается валу XXXI. Последний приводит в движение с одинаковой скоростью шпиндельную бабку и люнет задней стойки. Шпиндельная бабка получает движение от вала XXXI через конические колеса 18—48 и двухзаходный винт XXXII с шагом 8 мм. Опорному люнету движение сообщается от вала XXXI конической передачей 22—44 и двухзаходным винтом XXXIV с шагом 6 мм.
Последний приводит в движение с одинаковой скоростью шпиндельную бабку и люнет задней стойки. Шпиндельная бабка получает движение от вала XXXI через конические колеса 18—48 и двухзаходный винт XXXII с шагом 8 мм. Опорному люнету движение сообщается от вала XXXI конической передачей 22—44 и двухзаходным винтом XXXIV с шагом 6 мм.
Для включения продольной подачи муфта М5 сцепляется с шестерней 48; при этом через червячную передачу 2—52 получает вращение реечная шестерня 11, сцепляющаяся с косозубой рейкой, которая закреплена на станине станка.
Для включения поперечной подачи муфта М5 устанавливается в нейтральное положение, а муфта M7 включается, вследствие чего от вала XXVII приводится в движение пара цилиндрических шестерен 33—29 и поперечный ходовой винт XXVIII с шагом 6 мм.
Радиальная подача суппорта планшайбы заимствуется от гильзы V планшайбы и осуществляется через дифференциальный механизм. С одной стороны корпус дифференциала получает вращение непосредственно от гильзы V через шестерни 58—22. С другой стороны солнечная шестерня 20 дифференциала приводится в движение от гильзы V через шестерни 55—22, кулачковую муфту М1, вал IV, шестерни 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4—29, вал XVII, кулачковую муфту М2, шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти движения, сообщает вращение валу XXII и далее через шестерни 24—116—22, червячную передачу 1—22 и реечную передачу 16 радиальному суппорту планшайбы.
С другой стороны солнечная шестерня 20 дифференциала приводится в движение от гильзы V через шестерни 55—22, кулачковую муфту М1, вал IV, шестерни 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4—29, вал XVII, кулачковую муфту М2, шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти движения, сообщает вращение валу XXII и далее через шестерни 24—116—22, червячную передачу 1—22 и реечную передачу 16 радиальному суппорту планшайбы.
Вспомогательные движения
Быстрые перемещения всех рабочих органов станка осуществляются от отдельного электродвигателя мощностью 2,8 кВт, вращение от которого через предохранительную муфту Мп2, и редуктор с колесами 31—55 и 45—51 передается валу XXV и далее по ранее рассмотренным кинематическим цепям к рабочим органам станка.
Для ручного перемещения шпиндельной бабки и опорного люнета задней стойки служит рукоятка Рз, установленная на конце вала ХХХIII.
Ручное перемещение стола в продольном направлении производится рукояткой Р4, установленной на валу XXIX, при нейтральном положении муфты M5. через шестерни 42—48, червячную передачу 2—52 и косозубую реечную передачу.
через шестерни 42—48, червячную передачу 2—52 и косозубую реечную передачу.
Задняя стойка перемещается в продольном направлении рукояткой Р6, установленной на валу XXXV, через винтовые колеса 11—34, вал XXXVI и реечную передачу.
Точная установка опорного люнета для обеспечения его строгой соосности со шпинделем производится маховичком Мх через червячную передачу 1—44.
262г Узлы горизонтально-расточного станка
Узлы горизонтально-расточного станка 262г
Узлы горизонтально-расточного станка 262г. Смотреть в увеличенном масштабе
Штурвальное устройство
Ручные перемещения и управление механическими подачами радиального суппорта выполняются рукояткой 24 (рис. 65, а). Рукоятками 1 осуществляются управление механическими подачами шпинделя и одновременно его ручные быстрые перемещения.
Рукоятка 24 при повороте относительно оси 25 своей секторной частью зацепляется с круглой рейкой а штанги 26 и перемещает последнюю вдоль ее оси. На правом конце штанги 26 нарезана рейка г, находящаяся в зацеплении с шестерней z3, изготовленной за одно целое с валом 20 и шестерней z4. Перемещение штанги 26 вызывает вращение вала 20 с шестернями z3 и z4. Шестерня z3, находясь в зацеплении с круглой рейкой д штанги 8. перемещает ее вдоль оси и управляет выдвижной шпонкой 11. Когда шпонка 8 занимает среднее положение (как показано па рисунке), хвостовик выдвижной шпонки 11 находится в углублении ж штанги 8, а шпонка иод действием пружины 13 входит в шпоночный паз 3 ступицы колеса 10, связывая последнее с полым валом 12.
Перемещение штанги 26 вызывает вращение вала 20 с шестернями z3 и z4. Шестерня z3, находясь в зацеплении с круглой рейкой д штанги 8. перемещает ее вдоль оси и управляет выдвижной шпонкой 11. Когда шпонка 8 занимает среднее положение (как показано па рисунке), хвостовик выдвижной шпонки 11 находится в углублении ж штанги 8, а шпонка иод действием пружины 13 входит в шпоночный паз 3 ступицы колеса 10, связывая последнее с полым валом 12.
Смещение штанги 8 из среднего положения в том или ином направлении выводит выдвижную шпонку из паза шестерни 10. расцепляя его с полым валом 12. Колесо 10 находится в постоянном зацеплении с шестерней 57 на валу XVII (рис. 64, а), связанной с кинематической цепью подач радиального суппорта планшайбы.
В то же время шестерня z4 вала 20 (рис. 65, а) через сектор 17 и сухарь 14 управляет положением шестерни 57 на валу XVII (рис. 64, а). При нейтральном положении рукоятки 24 выдвижная шпонка 11 включена, а шестерня 57 на валу XVII (рис. 64, а) находится в среднем положении. В этом случае вращением рукоятки 24 (рис. 65, а) относительно оси О производится ручное перемещение радиального суппорта. Поворотом рукоятки 24 относительно оси 25 на себя или от себя выключается выдвижная, шпонка //и одновременно включается подача суппорта к центру или от центра планшайбы.
В этом случае вращением рукоятки 24 (рис. 65, а) относительно оси О производится ручное перемещение радиального суппорта. Поворотом рукоятки 24 относительно оси 25 на себя или от себя выключается выдвижная, шпонка //и одновременно включается подача суппорта к центру или от центра планшайбы.
Поворотом рукояток 1 относительно осей 22 через полую штангу 4 с рейками б и в, вал 23 с шестернями z1 и z2, сектор 27 и вилку 19 производится включение, выключение и реверсирование подачи шпинделя. Вилка 19 перемещает шестерню 33 на валу XVII (рис. 64, а). Одновременно шестерня z1 (рис. 65, а) посредством штанги 7 с круглой рейкой е включает и выключает выдвижную шпонку 16.
В среднем положении рукояток 1 выдвижная шпонка 16 входит в шпоночный паз шестерни 15, соединяя ее с полым валом 18. Механическая подача шпинделя в этот момент выключена. В этом положении рукояток 1 путем их вращения относительно оси О производится ручное перемещение шпинделя. Вращение от рукояток 1 передается через втулку 3, коническую передачу 5—21, полый вал 18, выдвижную шпонку 16, шестерню 15 и остальные элементы кинематической цепи подачи шпинделя.
Механизм зажима шпиндельной бабки
Шпиндельная бабка закрепляется на направляющих стойки двумя прижимами А и Б (рис. 65, б). Зажим производится рукояткой 1, насаженной на втулку 23, имеющую торцовые кулачки а, которыми втулка зацепляется с кулачковой полумуфтой 22. Последняя закреплена на валу-винте 21. При вращении рукоятки 1 винтовая часть вала 21 перемешает тягу 19, которая при помощи пальца 18 связана с двуплечим рычагом 13. Перемещение тяги 19 вызывает поворот рычага 13 относительно оси зажима. Второй конец рычага 13 соединен пальцем 12 с коромыслом 11. Пальцы 10 и 14 связывают коромысло с рычагами 9 и 17 зажимов А и Б. Поэтому попорот рычага 13 вызывает одновременный поворот рычагов 9 и 17.
Рычаг 9, поворачиваясь на резьбовой полой оси 4, одновременно перемещается вниз, увлекая за собой зубчатый диск 8, грибок 7, толкатель 5 и прижим 3, воздействующий на клин 2.
Действие прижима Б аналогично, только рычаг 17 воздействует не непосредственно на зубчатый диск, а через полый шлицевый цилиндр 16. Втулка 20, насаженная на вал 21, упираясь в торец тяги 19, фиксирует окончание зажима бабки. Сила затягивания прижимов регулируется зубчатыми дисками 8. Для этого снимают фиксаторные планки 15 и шлицевые кольца 6, а затем подвинчивают зубчатые диски 8.
Втулка 20, насаженная на вал 21, упираясь в торец тяги 19, фиксирует окончание зажима бабки. Сила затягивания прижимов регулируется зубчатыми дисками 8. Для этого снимают фиксаторные планки 15 и шлицевые кольца 6, а затем подвинчивают зубчатые диски 8.
Механизм зажима поперечных салазок
Поперечные салазки 2 (рис. 65, в) закрепляются на направляющих продольных салазок 1 в четырех точках зажимами А, Б, В, Г.
Каждый из зажимов состоит из рычага 11, шлицевого валика 12, имеющего на обоих концах резьбу, прижимной планки 13 и регулировочных гаек 10. При повороте рычага 11 вращается шлицевый валик 12 и, ввинчиваясь в прижимную планку 13, прижимает поперечные салазки к направляющим продольных салазок.
Зажим салазок производится рукояткой, надеваемой на конец вала 26. Последний коническими шестернями 25—24 связан с валом 23, который смонтирован на двух упорных шарикоподшипниках 22 и 6 в поперечине 5; последняя пальцами 4 и 19 связана с рычагами 3 и 20 зажимов А и Г. Между упорными подшипниками установлена пружина 21. Втулка 7 навинчена на резьбовой конец вилки 17, связанной пальцем 16 с косынкой 15. Косынка соединена тягами 8 и 14 с рычагами 9 и 11 прижимов Б и В.
Втулка 7 навинчена на резьбовой конец вилки 17, связанной пальцем 16 с косынкой 15. Косынка соединена тягами 8 и 14 с рычагами 9 и 11 прижимов Б и В.
Механизм зажима стола
Поворотный стол 3 (рис. 65, г) закрепляется на поперечных салазках 2 в трех точках с помощью клиновых колодок. Поворотом рукоятки 1 вилки 4, 6 и 7, связанные одной центральной косынкой 5, стягивают в радиальном направлении одновременно все три колодки 8. Зазор между колодками и поясками а и б регулируется гайками 9.
Читайте также: Обозначения кинематических схем металлорежущих станков
Cтанок горизонтально-расточной 262г. Видеоролик.
Технические характеристики горизонтально-расточных станков 262г
| Наименование параметра | 2620 | 262г | 262д |
|---|---|---|---|
| Основные параметры станка | |||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 85 | 110 |
| Высота оси шпинделя над столом, мм | 45. .800 .800 | 45..800 | |
| Наибольший диаметр расточки шпинделем, мм | 320 | 240 | |
| Наибольшая длина расточки шпинделем, мм | 600 | ||
| Наибольший диаметр расточки суппортом планшайбы, мм | 600 | 450 | – |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | 550 | 400 | – |
| Наибольший диаметр сверла (по конусу), мм | 65 | 65 | |
| Шпиндельная бабка. Шпиндель. ПланШайба | |||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 600 | 600 |
| Частота вращения выдвижного расточного шпинделя, об/мин | 12,5…2000 | 20..1000 | 20..1000 |
| Количество скоростей шпинделя | 23 | 18 | 18 |
| Пределы рабочих подач шпинделя, мм/об | 2,2.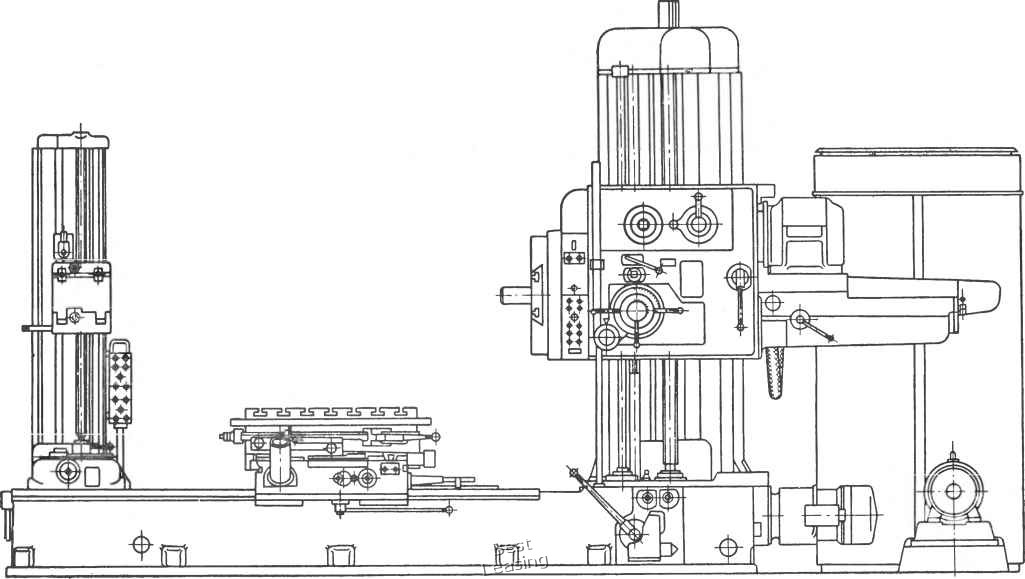 ..1760 ..1760 | 0,05..16 | 0,05..16 |
| Пределы рабочих подач радиального суппорта, мм/об | 0,88…700 | 0,025..8 | – |
| Пределы рабочих подач шпиндельной бабки, мм/об | 1,4…1110 | 0,025..8 | 0,025..8 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | ||
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 2,2 | ||
| Скорость быстрых перемещений шпинделя, м/мин | 3,48 | ||
| Скорость вращения планшайбы, об/мин | 8…200 | 10..200 | 20..1000 |
| Количество скоростей планшайбы | 15 | 15 | 18 |
| Возможность отключения вращения планшайбы | есть | ||
| Возможность одновременной подачи суппорта и шпинделя | есть | ||
| Наибольшее перемещение радиального суппорта планшайбы, мм | 170 | 170 | – |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | ||
| Внутренний конус шпинделя | Морзе 5 | Морзе 5 | |
| Наибольший крутящий момент на шпинделе, кгс*м | 495 | 220 | 220 |
| Наибольший крутящий момент на планшайбе, кгс*м | 780 | ||
| Наибольшее усиление подачи шпинделя, кгс | 1500 | ||
| Наибольшее усилие подачи суппорта, кгс | 700 | ||
| Наибольшее усиление подачи бабки, кгс | 2000 | ||
| Нарезаемая метрическая резьба, мм | 1. ..10 ..10 | 1…10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 | |
| Стол | |||
| Рабочая поверхность стола, мм | 900 х 1120 | 800 х 1000 | |
| Наибольшая масса обрабатываемого изделия, кг | 2000 | 2000 | |
| Наибольшее перемещение стола (вдоль х поперек), мм | 1150 х 1000 | 1140 х 850 | 1225 х 1850 |
| Пределы рабочих подач стола (вдоль и поперек), мм/об | 1,4…1110 | 0,05..16 | 0,05..16 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 1300 | 1300 |
| Деление шкалы лимба, мм | 0,025 | ||
| Деление шкалы лимба поворота стола, град | 0,5 | ||
| Выключающие упоры | есть | ||
| Скорость быстрых перемещений, м/мин | 2,2 | ||
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | ||
| Привод | |||
| Количество электродвигателей на станке | |||
| Электродвигатель привода главного движения Мощность, кВт (об/мин) | 10 (3000) | 6,5/ 7 | 6,5/ 7 |
| Электродвигатель привода подачи, кВт | 1,52 | ||
| Привод поворота стола, кВт | 1,7 | ||
| Габариты и масса станка | |||
| Габариты станка, включая ход стола и салазок, мм | 5510 х 3200 х 3012 | 5070 х 2250 х 2755 | 5070 х 2250 х 2755 |
| Масса станка, кг | 12000 | 11750 | 11350 |
- Бернштейн-Коган В.
 С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969 - Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Богданов А.
 В. Расточное дело, 1960
В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
Расточные станки. Основные понятия
- Главная /
- Справочник /
- Расточные станки
На расточных станках для обработки поверхностей используют различные инструменты: резцы, сверла, зенкеры, развертки, метчики, фрезы.
Рис. 1. Инструменты для расточных станков
Расточные резцы по форме поперечного сечения корпуса подразделяют на квадратные, прямоугольные (рис. 1, а) и круглые(рис. 1, б).
В зависимости от вида обработки используют различные типы расточных резцов: проходные, подрезные, канавочные и резьбовые. Широко применяют
пластинчатые резцы — основной инструмент для растачивания отверстий диаметром более 20 мм. Пластинчатые резцы делят на одно- и
двухлезвийные (рис. 1, в).
Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия.
1, в).
Двухлезвийные пластинчатые резцы выполняют по размеру растачиваемого отверстия.
Расточные блоки (рис. 1, г) представляют собой сборную конструкцию, состоящую из корпуса 1 и вставных регулируемых резцов 2, закрепленных винтами 3 и 4. Резцы регулируют по диаметру растачиваемого отверстия.
Расточные головки применяют для обработки отверстий большого диаметра. На рис. 1, д показана разъемная расточная головка для обработки отверстий диаметром 130 – 225 мм. Подрезные резцы головки предварительно устанавливают по диаметру и торцу на заданный размер, что позволяет обрабатывать ряд соосных отверстий как по диаметру, так и по торцам.
Специальные
развертки с нерегулируемыми и регулируемыми ножами применяют для окончательной обработки отверстий после предварительного растачивания
их резцами. Регулируемая плавающая развертка (рис. 1, е) имеет два ножа 5, взаимно перемещающихся по шпонке 7 и скрепленных винтами 6 при упоре в винт 8, положение которого регулируется в зависимости от заданного размера обрабатываемого отверстия. Развертка оснащена
пластинками из твердого сплава.
Развертка оснащена
пластинками из твердого сплава.
Приспособления для обработки заготовок на расточных станках
Заготовки на столе расточного станка закрепляют с помощью различных универсальных приспособлений: прижимных планок, станочных болтов, угольников, призм (см. рис. 2).
Рис. 2. Приспособления для закрепления заготовок на станках
При обработке отверстий и плоскостей, расположенных под углом к основанию заготовки или друг к другу, применяют угольники. Заготовки с опорными поверхностями цилиндрической формы устанавливают на призмы.
Корпусные детали отличаются большим многообразием форм и размеров обрабатываемых поверхностей и точностью их обработки. В зависимости от этого используют различные конструкции расточных кондукторов для закрепления корпусных заготовок и обеспечения правильного положения инструмента относительно обрабатываемой поверхности.
Режущий инструмент на расточных станках закрепляют с помощью вспомогательного инструмента: консольных оправок, двухопорных
оправок и патронов. Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в
расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки
резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Использование вспомогательного инструмента обусловлено тем, что резец нельзя непосредственно закреплять в
расточном шпинделе или радиальном суппорте. Расточные оправки имеют прямоугольные, квадратные или круглые окна для установки
резцов, расположенные под углом 45 или 90° к оси вращения оправки. Короткие консольные оправки предназначены для закрепления одного или двух резцов при растачивании глухих и сквозных отверстий небольшой длины.
Рис. 3. Оправки для закрепления режущего инструмента
Для растачивания отверстий, находящихся на большом расстоянии от торца планшайбы станка, или нескольких соосных отверстий используют удлиненные консольные оправки (рис. 3, а). Применяют консольные оправки также для пластинчатых
плавающих разверток (рис. 3, б). Пластинку 3 вставляют в гнездо оправки и винтом 1 удерживают от выпадения. В то же время
благодаря наличию небольшого зазора (0,1 – 0,15 мм) между пазом 2 пластинки 3 и винтом 1 развертка может самоустанавливаться («плавать»).
Двухопорная расточная оправка (рис. 3, в) представляет собой длинный вал с коническим хвостовиком на одном конце для установки его в шпинделе станка. Другой конец оправки закрепляют в люнете задней стойки станка. По длине оправки расположены окна для установки стержневых и пластинчатых резцов.
Обработка заготовок на горизонтально-расточных станках
Горизонтально-расточные станки относятся к числу наиболее распространенных, на их базе выполнены конструкции других универсальных и специальных расточных станков.
На расточных станках обрабатывают отверстия, наружный цилиндрические и плоские поверхности, уступы, канавки, реже конические отверстия и нарезают внутреннюю и наружную резьбы резцами. Наиболее распространенный вид обработки на расточных станках — растачивание отверстий.
Растачивание цилиндрических отверстий выполняют резцами, установленными на консольной или двухопорной оправке. Использование консольной оправки целесообразно в тех случаях, когда длина обрабатываемого отверстия l < 5D, так как с увеличением длины оправки снижается ее жесткость.
Рис. 4. Схемы обработки заготовок на горизонтально-расточных станках.
На рис. 4, а показана схема растачивания отверстия небольшой длины двухлезвийным пластинчатым резцом, закрепленным в консольной оправке. Заготовке сообщают продольную подачу. При небольшой длине отверстия, когда возможна работа с короткой жесткой оправкой, растачивают при осевой подаче расточного шпинделя. Растачиванием с продольной подачей заготовки получают более правильное отверстие вследствие постоянного вылета шпинделя.
Отверстия с отношением l/D > 5 и соосные отверстия растачивают резцами, закрепленными в двухопорной оправке.
На рис. 4, б показано одновременное растачивание двух соосных отверстий. Оправка с резцами получает главное вращательное движение, а заготовка — продольную подачу в направлении от задней стойки к шпиндельной бабке.
Отверстия большого диаметра, но малой длины, растачивают резцом, закрепленным в радиальном суппорте планшайбы (рис. 4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
4, в). Планшайбе с резцом сообщают главное вращательное движение, а столу с заготовкой — продольную подачу. Отверстия диаметром более 130 мм обрабатывают расточными блоками и головками.
Растачивание параллельных и взаимно перпендикулярных отверстий выполняют с одной установки заготовки. После растачивания первого отверстия перемещают стол в поперечном направлении или шпиндельную бабку в вертикальном направлении на величину, равную межцентровому расстоянию, затем растачивают второе и другие отверстия. Если требуется расточить взаимно перпендикулярные отверстия, то после растачивания первого отверстия стол поворачивают на 90° и растачивают второе отверстие.
Растачивание конических отверстий осуществляют расточными головками, закрепленными в расточном шпинделе, которому сообщают осевую подачу. Конические отверстия диаметром более 80 мм растачивают резцом с использованием универсального приспособления, смонтированного на радиальном суппорте планшайбы (рис. 4, г).
Сверление, зенкерование, развертывание, цекование, зенкование и нарезание резьбы метчиками выполняют на расточных станках
так же, как и на вертикально-сверлильных. Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и
осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
Инструмент закрепляют в расточном шпинделе и сообщают ему главное вращательное движение и
осевую подачу. Заготовка, установленная на столе станка, остается неподвижной.
2А620 станок горизонтально-расточной. Паспорт, схемы, характеристики, описание
Сведения о производителе горизонтально-расточного станка 2А620
Производитель горизонтально-расточных станков 2А620, 2А620-1 Ленинградский станкостроительный завод им. Свердлова, основанный в 1868 году.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2004 г – банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Станки производства Ленинградского станкостроительного завода им. Свердлова
- 2А470 – станок координатно-расточной двухстоечный особо высокой точности, 1400 х 2240
- 2А614 – станок горизонтально-расточной универсальный, Ø 80
- 2А620 – станок горизонтально-расточной универсальный, Ø 90
- 2А620Ф1 – станок горизонтально-расточной с УЦИ, Ø 90
- 2А620Ф2 – станок горизонтально-расточной с ЧПУ, Ø 90
- 2А622 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф1 – станок горизонтально-расточной универсальный, Ø 110
- 2А622Ф2 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 110
- 2А656Ф11, 2А656РФ11 – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 2В460 – станок координатно-расточной двухстоечный, 1000 х 1600
- 2В622Ф4 – станок горизонтально-расточной с ЧПУ, Ø 125
- 2Е460 – станок координатно-расточной двухстоечный, 1000 х 1600
- 2Е470 – станок координатно-расточной двухстоечный, 1400 х 2240
- 2Е656, 2Е656Р – станок горизонтально-расточной тяжелый универсальный с подвижной стойкой, Ø 160
- 262Г – станок горизонтально-расточной универсальный, Ø 85
- 2620, 2620А – станок горизонтально-расточной универсальный, Ø 90
- 2622, 2622А – станок горизонтально-расточной универсальный, Ø 110
- 2657 – станок горизонтально-расточной универсальный, Ø 150
- 6441Б – станок копировально-фрезерный горизонтальный с электронным управлением, 630 х 1200
- 6652 – станок продольно-фрезерный двухстоечный четырехшпиндельный, 1250 х 4250
2А620 Горизонтально-расточной станок c неподвижной передней стойкой и поворотным столом.
 Назначение, область применения
Назначение, область примененияГоризонтально-расточные станки 2А620 заменили устаревшие станки моделей 2620.
Горизонтально-расточные станки 2А620 предназначены для консольной обработки различных крупных корпусных деталей массой до 4000 кг, имеющих точные отверстия, оси которых связаны между собой точными размерами.
Станки 2А620 снабжены неподвижной передней стойкой и встроенным поворотным столом, имеющим продольное и поперечное перемещение относительно оси шпинделя.
На станках 2А620 можно производить сверление, зенкерование, растачивание и развертывание точных отверстий по точным координатам, фрезерование и нарезание резьбы.
Конструкция станков позволяет производить фрезерование по восьмиугольному контуру с двумя подачами: поперечной — стола и вертикальной — шпиндельной бабки, а также фрезерование с круговой подачей стола.
Конструктивные и эксплуатационные особенности станков:
- расточный шпиндель с твердой азотированной поверхностью в стальных закаленных втулках большой длины;
- повышенная жесткость, виброустойчивость шпинделя;
- механизированный зажим инструмента;
- шариковинтовые пары;
- закаленные токами высокой частоты боковые направляющие качения для подвижных узлов;
- специальная прецизионная опора качения поворотного стола;
- автоматический поворот стола через 90°;
- автоматический зажим и отжим подвижных узлов станка на направляющих;
- подвесной жесткий электрический пульт;
- телескопическая защита направляющих;
- электрический штурвал для точной установки подвижных узлов с чувствительностью до 0,005 мм;
- централизованная, автоматизированная смазка направляющих;
- тиристорный привод подач.

Станки 2А620 могут быть оснащены различными системами числового программного управления как отечественного, так и зарубежного производства.
Модификации горизонтально-расточного станка 2А620
Станки моделей 2А620, 2А620Ф1, 2А620Ф2 с радиальным суппортом на встроенной планшайбе с выдвижным шпинделем диаметром 90 мм отличаются большой универсальностью.
2А620, 2А620-1, 2А620Ф1-1, 2А620Ф2-1 – горизонтально-расточные станки производства станкостроительного завода “Свердлов”
2А620-2, 2А620Ф1-2 – горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
- Станок модели 2А620-1 снабжен оптическим отсчетом координат.
- Станок модели 2А620Ф1-1 оснащается цифровой индикацией координат.
- Станок модели 2А620Ф2-1 оснащается системой числового программного управления.
Класс точности станков Н
В 1975 г. станкам моделей 2А620-1, 2А620Ф1-1 присвоен «Знак качества».
Посадочные и присоединительные базы горизонтально-расточного станка 2А620. Встроенная план-шайба
Посадочные и присоединительные базы станка 2А620
Фото горизонтально-расточного станка 2А620
Фото горизонтально-расточного станка 2а620
Фото горизонтально-расточного станка 2а620
Фото горизонтально-расточного станка 2а620
Фото горизонтально-расточного станка 2а620
Расположение составных частей горизонтально-расточного станка 2А620
Расположение составных частей расточного станка 2а620
Перечень составных частей горизонтально-расточного станка 2А620
- станина;
- стол;
- планшайба;
- подвеска пульта;
- передняя стойка;
- шпиндельная бабка:
- дополнительная направляющая станины
Расположение органов управления горизонтально-расточным станком 2А620
Расположение органов управления расточным станком 2а620
Перечень органов управления горизонтально-расточным станком 2А620
- рукоятка включения нарезания резьбы;
- рукоятка включения план-шайбы:
- рукоятка выбора величины подачи;
- выбор скорости вращения шпинделя;
- лимб отсчета перемещения шпинделя;
- штурвал;
- пульт штурвала;
- лимб отсчета перемещения суппорта;
- отжим инструмента;
- зажим инструмента.

Управление горизонтально-расточным станками 2А620
Нa главном пульте сосредоточены все основные пусковые органы управления. Кроме главного пульта, на станке имеются еще несколько мест оперативного управления станком:
- на шпиндельной бабке расположен механизм переключения скоростей, механизм выбора величины подачи, кнопка включения штурвала, рукоятка включения планшайбы и рукоятка, включение которой дает возможность перемещать суппорт планшайбы от штурвала при нарезании резьбы столом;
- на нижних санях столах расположен доводочный оператор на гибком шланге для тонкой установки подвижных узлов;
- на оптических отсчетных устройствах имеются кнопки включения освещения оптики.
Описание пульта управления цифровой индикации и пульта устройства числового программного управления даны по второй части руководства по эксплуатации.
Органы управления на главном пульте
Избиратель рабочего органа. Избиратель предназначен для выбора рабочего органа и представляет собой кнопочный переключатель.
При выборе органа нажимом кнопки орган, соответствующий ранее нажатой кнопке, зажимается.
При нажиме на кнопку происходит подготовка электрической схемы привода выбранного органа к включению и отжим выбранного органа.
Оператор установочных перемещений. Оператор предназначен для управления установочными перемещениями подвижных органов станка.
Оператор выполняет следующие функции:
- выбор направления и включение движения — нажатием соответствующей кнопки на рукоятке оператора;
- изменение скорости медленного установочного движения в диапазоне скорости подачи — вращением рукоятки;
- включение быстрого установочного движения с наибольшей скоростью — одновременным нажатием двух кнопок.
Переключатель непрерывного фрезерования. Переключатель имеет восемь положений и предназначен для изменения направления непрерывной подачи при фрезеровании плоскостей торцовыми фрезами. Фрезерование плоскостей торцовыми фрезами с непрерывным вращением шпинделя и непрерывной подачей способствует повышению качества обработанной поверхности.
Переключатель позволяет осуществлять фрезерование плоскости:
- горизонтальными строчками;
- вертикальными строчками;
- обходом по контуру с возможностью изменения направления подачи через 45°;
- строчками, направленными под углом 45°.
Механизм переключения скоростей
Механизм расположен на шпиндельной бабке и предназначен для выбора и переключения скорости шпинделя посредством одной рукоятки 180 (рис. 9 и 10).
Вариатор подачи
Вариатор подачи предназначен для выбора величины подачи в миллиметрах на оборот шпинделя и изменения величины подачи в процессе резания (рис. 11).
Штурвал
Штурвал предназначен для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и стола продольно (рис. 12).
На пульте под штурвалом расположены:
- тумблер выбора тонкого перемещения выбранного подвижного органа или быстрого перемещении только шпинделя;
- кнопка включения штурвала.

Доводочный оператор
На нижних санях станка расположен доводочный оператор — электрический штурвал для тонкого перемещения подвижных узлов.
Описание основных узлов горизонтально-расточных станков 2А620
Станина
Станина с четырьмя направляющими имеет замкнутое коробчатое сечение со стенками, усиленными системой продольных и поперечных ребер жесткости. Три ряда башмаков позволяют быстро и легко выверять направляющие станины с требуемой точностью.
При исполнении станков с увеличенным поперечным ходом стола с двух сторон основной станины расположены две дополнительные боковые направляющие, установленные на башмаках (рис. 13).
Станина имеет широкие плоские шлифованные направляющие с телескопической защитой, обеспечивающей длительное сохранение первоначальной точности.
На торце станины размещен редуктор с электродвигателем привода перемещения шпиндельной бабки, шпинделя, радиального суппорта и стола продольно.
Распределение движений производится посредством электромагнитных муфт.
Передняя стойка
Передняя стойка, несущая шпиндельную бабку, жестко закреплена на плоскости станины и имеет высокую жесткость и виброустойчивость.
Передние направляющие стойки — плоские, шлифованные; боковые направляющие представляют собой закаленные накладные стальные планки, по которым на роликах качения перемещается шпиндельная бабка.
Шпиндельная бабка
Шпиндельная бабка представляет собой узел, состоящий из связанных между собой механизмов, смонтированных внутри и снаружи корпуса бабки: привода механизма главного движения, шпиндельного устройства, механизмов перемещения шпиндельной бабки, расточного шпинделя, радиального суппорта планшайбы (для станков 2А620-1, 2А620Ф1-1 и 2А620Ф2-1), хвостовой части, механизмов управления и отсчета перемещений расточного шпинделя и радиального суппорта планшайбы.
Привод механизма главного движения шпиндельной бабки осуществляется от фланцевого односкоростного электродвигателя трехфазного тока при помощи пружинной муфты переменной жесткости через промежуточный редуктор с двумя электромагнитными муфтами, расположенный на боковой стенке корпуса шпиндельной бабки.
Шпиндельное устройство состоит из расточного и полого фрезерного шпинделей.
Расточный шпиндель из азотированной стали перемещается внутри термически обработанных втулок, запрессованных во фрезерном шпинделе.
Фрезерный шпиндель смонтирован в прецизионных цилиндрическом и коническом роликовых подшипниках.
Передний конец фрезерного шпинделя снабжен фланцем, имеющим посадочную цилиндрическую поверхность, торцовый шпоночный паз и резьбовые отверстия для закрепления инструмента и приспособлений.
Планшайба с радиальным суппортом монтируется на своем шпинделе.
Механизмы перемещения шпиндельной бабки, шпинделя и радиального суппорта кинематически связаны с электродвигателем постоянного тока через редуктор, расположенный на правом торце станины, и вертикальный вал.
Подача всех подвижных органов осуществляется при помощи электродвигателей постоянного тока с приводом широкого диапазона.
Вариатор величин подач подвижных органов расположен на шпиндельной бабке рядом с механизмом переключения скоростей и представляет собой двухрядный многоступенчатый переключатель со шкалой величин подач в миллиметрах на один оборот.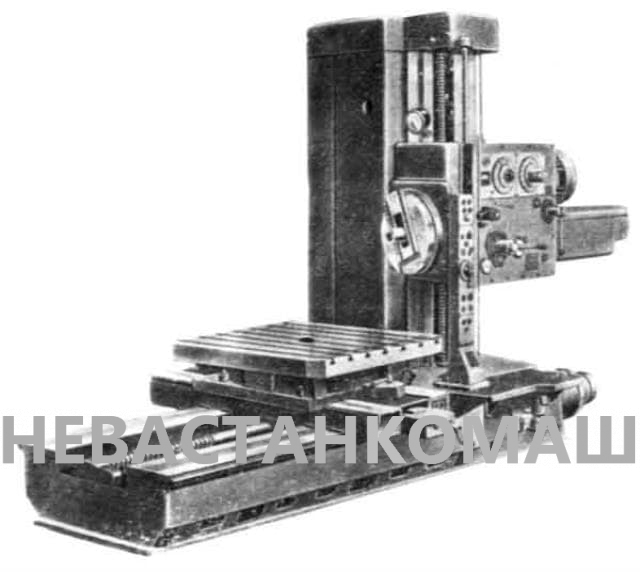 Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Величина подачи подвижного органа может быть изменена в процессе резания. При изменении чисел оборотов шпинделя автоматически сохраняется постоянство величины подачи в миллиметрах на оборот при фактическом изменении величины подачи в миллиметрах в минуту.
Стол
Поворотный стол станка имеет продольное и поперечное перемещение и центрируется в опоре с прецизионным цилиндро-роликовым подшипником.
При исполнении станков с увеличенным поперечным ходом стола 1600 мм на нижних салазках стола установлены отъемные боковые опоры, перемещающиеся по двум дополнительным боковым направляющим,
Боковые направляющие нижних салазок стола представляют собой закаленные стальные планки, по которым на роликах качения перемещаются верхние салазки стола.
Продольное перемещение стола осуществляется от электродвигателя постоянного тока через редуктор, расположенный па правом торце станины. Поперечное перемещение и поворот стола—от электродвигателя постоянного тока через редуктор, расположенный на заднем торце нижних салазок. Распределение движения производится электромагнитными муфтами.
Распределение движения производится электромагнитными муфтами.
Кинематическая схема горизонтально-расточного станка 2А620
Кинематическая схема горизонтально-расточного станка 2а620
Схема кинематическая горизонтально-расточного станка 2А620. Смотреть в увеличенном масштабе
Привод главного движения горизонтально-расточных станков 2А620
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Привод подачи шпинделя, радиального суппорта, планшайбы, шпиндельной бабки и продольного перемещения стола
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы”).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб на гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Читайте также: Обозначения кинематических схем металлорежущих станков
2А620 станок горизонтально-расточной. Видеоролик.
Технические характеристики горизонтально-расточных станков 2А620
| Наименование параметра | 2А620-1 | 2А622-1 |
|---|---|---|
| Основные параметры станка | ||
| Диаметр выдвижного расточного шпинделя, мм | 90 | 110 |
| Наибольший диаметр расточки шпинделем, мм | 240 | 320 |
| Наибольший диаметр расточки суппортом планшайбы, мм | – | |
| Наибольшая длина расточки и обточки суппортом планшайбы, мм | – | |
| Точность установки координат, мм | 0,025 | 0,025 |
| Точность установки поворотного стола, сек | 3 | 3 |
| Наибольший диаметр сверла (по конусу), мм | ||
| Стол | ||
| Рабочая поверхность стола, мм | 1120 х 1250 | 1120 х 1250 |
| Наибольшая масса обрабатываемого изделия, кг | 4000 | 4000 |
| Наибольшее перемещение стола, мм | 1000 х 1250 | 1000 х 1250 |
| Пределы рабочих подач стола (вдоль и поперек), мм/мин | 1,25. ..1250 ..1250 | 1,25…1250 |
| Наибольшее усиление подачи стола (вдоль и поперек), кгс | 2000 | 2000 |
| Деление шкалы лимба, мм | 0,025 | |
| Деление шкалы лимба поворота стола, град | 0,5 | 1 |
| Выключающие упоры | есть | есть |
| Скорость быстрых продольных перемещений, м/мин | 6,0 | 6,0 |
| Скорость быстрых поперечных перемещений, м/мин | 5,0 | 5,0 |
| Скорость быстрых установочных круговых перемещений, об/мин | 2,8 | |
| Шпиндель | ||
| Наибольшее горизонтальное (осевое) перемещение шпинделя, мм | 710 | 710 |
| Частота вращения шпинделя, об/мин | 10…1600 | 10…1250 |
| Количество скоростей шпинделя | 23 | 22 |
| Пределы рабочих подач шпинделя, мм/мин | 2. ..2000 ..2000 | 2…2000 |
| Пределы рабочих подач радиального суппорта, мм/мин | 0,8…800 | – |
| Пределы рабочих подач шпиндельной бабки, мм/мин | 1,4…1110 | 1,4…1110 |
| Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм | 1000 | 1000 |
| Скорость быстрых перемещений шпиндельной бабки, м/мин | 6,0 | 6,0 |
| Скорость быстрых перемещений шпинделя, м/мин | 4,0 | 4,0 |
| Скорость вращения планшайбы, об/мин | 6,3…160 | – |
| Количество скоростей планшайбы | 13 | 13 |
| Возможность отключения вращения планшайбы | есть | есть |
| Возможность одновременной подачи суппорта и шпинделя | есть | есть |
| Наибольшее перемещение радиального суппорта планшайбы, мм | 160 | – |
| Скорость быстрых перемещений радиального суппорта, м/мин | 1,39 | – |
| Наибольший крутящий момент на шпинделе, кгс*м | 140 | 180 |
| Наибольший крутящий момент на планшайбе, кгс*м | 250 | – |
| Наибольшее усиление подачи шпинделя, кгс | ||
| Наибольшее усиление подачи суппорта, кгс | ||
| Наибольшее усиление подачи бабки, кгс | ||
| Нарезаемая метрическая резьба, мм | 1. ..10 ..10 | 1…10 |
| Нарезаемая дюймовая резьба, число ниток на 1″ | 4…20 | 4…20 |
| Привод | ||
| Устройство цифровой индикации (УЦИ) | Ф5147 | Ф5147 |
| Устройство программного управления (УЧПУ) | 2П62-3И | 2П62-3И |
| Количество электродвигателей на станке | ||
| Электродвигатель привода главного движения Мощность, кВт | 11 | 11 |
| Электродвигатель привода продольной подачи стола и шпинделя, кВт | 3,8 | 3,8 |
| Электродвигатель привода поперечной подачи и поворота стола, кВт | 3,8 | 3,8 |
| Суммарная мощность электродвигателей, кВт | 25 | 25 |
| Габариты и масса станка | ||
| Габариты станка, включая ход стола и салазок, мм | 6070 х 3970 х 3220 | 6070 х 3970 х 3220 |
| Масса станка, кг | 18300 | 17800 |
- Станки горизонтально-расточные 2А622-1, 2А620-1, 2А622Ф2-1, 2А620Ф2-1, 2А622Ф1-1, 2А620Ф1-1, 2А622ПФ1-1.

Руководство по эксплуатации 2А622-1.000.000 РЭ, 1976 - Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
- Глухов Н.М. Работа на координатно-расточных станках, 1953
- Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
- Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
- Кашепава М.Я. Современные координатно-расточные станки, 1961
- Кудряшов А.А. Станки инструментального производства, 1968
- Смирнов В.К. Токарь-расточник. Учебник для технических училищ, 1982
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Зазерский Е.И., Гутнер Н.Г. Токарь-расточник, 1960
- Пономарев В.Ф. Справочник токаря-расточника,1969
- Смирнов В.
 К. Токарь-расточник. Учебник для технических училищ, 1982
К. Токарь-расточник. Учебник для технических училищ, 1982 - Богданов А.В. Расточное дело, 1960
Список литературы:
Связанные ссылки. Дополнительная информация
Горизонтально-расточной станок с УЦИ серии KHB 130/2 JET (Швейцария, Тайвань)
Горизонтально-расточные станки предназначаются для обработки деталей в условиях единичного и серийного производств. На станках данной серии производят черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развертывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимых на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения.
Характерной особенностью расточных станков является наличие горизонтального шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент – борштанга с резцами, сверло, зенкер, фреза, метчик и др. Станки серии TPX осуществляют перемещение по 5 осям (X, Y, Z, W и B). В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки. Такие станки широко применяются в тяжёлом, транспортном, нефтехимическом машиностроении и других сферах.
В шпинделе крепится режущий инструмент – борштанга с резцами, сверло, зенкер, фреза, метчик и др. Станки серии TPX осуществляют перемещение по 5 осям (X, Y, Z, W и B). В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки. Такие станки широко применяются в тяжёлом, транспортном, нефтехимическом машиностроении и других сферах.
Стандартная комплектация:
- УЦИ 2-х осевое;
- Поворотный стол с фиксацией 4 х 90°;
- Набор ключей и инструмента.
Дополнительная комплектация:
- Угловой стол;
- УЦИ для осей B, Z;
- Комплект шестерен для коробки скоростей и зажимного стола;
- Зажимные пластины для стола;
- Оправки для установки инструмента;
- Вертикальная фрезерная головка;
- Универсальная расточная головка.
Конструктивные особенности:
УЦИ
Универсальный горизонтально-расточной станок с поворотным столом серии TPX управляется простым кнопочным пультом, либо пультом с УЦИ (устройством цифровой индикации). Как правило, УЦИ отображает 3 координаты, 4-х координатные исполнения универсальных горизонтально-расточных станков изготавливаются под заказ.
Как правило, УЦИ отображает 3 координаты, 4-х координатные исполнения универсальных горизонтально-расточных станков изготавливаются под заказ.
Направляющие
На станках данной серии применяются направляющие скольжения, которые используются при тяжелых режимах резания.
Рабочий стол
Рабочий стол имеет 3 степени свободы: горизонтальную подачу в двух направлениях и вращение вокруг вертикальной оси, перемещение по вертикали осуществляется подъёмом и опусканием шпиндельной головки вдоль вертикальной стойки универсального расточного станка.
Планшайба
Используется для растачивания отверстий большого диаметра. Планшайба обладает более высоким, чем главный шпиндель, моментом вращения и большей устойчивостью к поперечным нагрузкам. При использовании планшайбы главный шпиндель универсального расточного станка отключается, а фрезы крепятся на её слайдере, имеющем определённый диапазон радиального хода, смещение слайдера дает возможность изменять диаметр расточки.
Производитель: JET
Родина бренда: Швейцария
Страна изготовления: Тайвань
| Диаметр шпинделя, мм | 130 |
| Конус шпинделя, мм | Metric 80 |
| Габариты поворотного стола, мм | 1800х1600 |
| Макс. тяга на шпинделе H | 31360 |
| Перемещение подрезных салазок встроенной планшайбы по оси U, мм | 250 |
| Мощность главного шпинделя, кВт | 15 |
| Макс. крутящий момент на планшайбе, Нм | 4900 |
| T-пазы, мм | 28 |
| Диаметр планшайбы, мм | 750 |
| Перемещение рабочего шпинделя по оси W, мм | 900 |
| Частота вращения планшайбы, об/мин | 2,5 – 125 |
| Диапазон подач осей на оборот шпинделя, мм/мин | 0,05 – 8 / 0,01 – 2 |
Число T-пазов, шт. | 11 |
| Наибольшая нагрузка на стол, кг | 10 000 |
| Перемещение по оси Х, мм | 2000 |
| Перемещение по оси Y, мм | 1800 |
| Перемещение по оси Z, мм | 2000 |
| Длина, мм | 7030 |
| Ширина, мм | 4665 |
| Высота, мм | 3800 |
| Вес, кг | 28000 |
| Максимальный момент на шпинделе, Hm | 3136 |
| Диапазон скоростей шпинделя, об/мин | 4 – 800 |
| Количество скоростей шпинделя | 24 |
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
Оценка товара:
Достоинства:
Недостатки:
Комментарий:
Имя:
E-mail: не публикуется
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
3.6.1. Трудовая функция \ КонсультантПлюс
3.6.1. Трудовая функция
Наименование | Подготовка координатно-расточного станка с шириной рабочей поверхности стола до 800 мм к изготовлению сложных деталей с точностью размеров по 8-му, 9-му квалитету | Код | F/01.3 | Уровень (подуровень) квалификации | 3 |
Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Подготовка рабочего места к выполнению технологической операции по обработке заготовки сложной детали с точностью размеров по 8-му, 9-му квалитету |
Анализ исходных данных для выполнения обработки поверхностей заготовки сложной детали с точностью размеров по 8-му, 9-му квалитету на координатно-расточном станке с шириной рабочей поверхности стола до 800 мм | |
Подготовка к эксплуатации режущего, вспомогательного, контрольно-измерительного инструмента | |
Заточка сложных расточных резцов | |
Контроль качества заточки расточных резцов | |
Установка режущих и вспомогательных инструментов в шпиндель координатно-расточного станка с шириной рабочей поверхности стола до 800 мм | |
Подготовка к эксплуатации универсальных и специальных приспособлений | |
Установка универсальных или специальных приспособлений на стол координатно-расточного станка с шириной рабочей поверхности стола до 800 мм | |
Подготовка заготовки сложной детали к обработке на координатно-расточном станке с шириной рабочей поверхности стола до 800 мм | |
Установка заготовки сложной детали в приспособление или на стол координатно-расточного станка с шириной рабочей поверхности стола до 800 мм с выверкой в трех плоскостях | |
Строповка заготовки сложной детали и технологической оснастки массой более 16 кг при подъеме и (или) снятии на стол и (или) со стола координатно-расточного станка с шириной рабочей поверхности стола до 800 мм | |
Подъем и (или) снятие заготовки сложной детали и технологической оснастки массой более 16 кг на стол и (или) со стола координатно-расточного станка с шириной рабочей поверхности стола до 800 мм с использованием грузоподъемных механизмов | |
Настройка и наладка координатно-расточного станка с шириной рабочей поверхности стола до 800 мм для обработки поверхностей заготовки сложной детали с точностью размеров по 8-му, 9-му квалитету | |
Выбор режимов резания при обработке заготовок сложных деталей на координатно-расточном станке с шириной рабочей поверхности стола до 800 мм | |
Проведение регламентных работ по техническому обслуживанию координатно-расточного станка с шириной рабочей поверхности стола до 800 мм в соответствии с технической документацией | |
Необходимые умения | Проверять исправность, работоспособность и точность координатно-расточных станков с шириной рабочей поверхности стола до 800 мм |
Читать и применять техническую документацию на сложные детали с точностью размеров по 8-му, 9-му квалитету | |
Выбирать в соответствии с технологической документацией, подготавливать к работе режущие, вспомогательные и контрольно-измерительные инструменты | |
Затачивать сложные расточные резцы в соответствии с обрабатываемым материалом | |
Устанавливать режущие и вспомогательные инструменты в шпиндель координатно-расточных станков с шириной рабочей поверхности стола до 800 мм | |
Выбирать в соответствии с технологической документацией, подготавливать к работе, устанавливать на стол координатно-расточных станков с шириной рабочей поверхности стола до 800 мм универсальные и специальные приспособления | |
Базировать и закреплять заготовки сложных деталей в приспособлении координатно-расточного станка с шириной рабочей поверхности стола до 800 мм с выверкой в трех плоскостях | |
Выбирать схемы строповки заготовок сложных деталей и технологической оснастки | |
Управлять подъемом (снятием) заготовок сложных деталей и технологической оснастки | |
Базировать и закреплять заготовки сложных деталей на столе координатно-расточного станка с шириной рабочей поверхности стола до 800 мм с выверкой в трех плоскостях | |
Выбирать и устанавливать режимы резания при обработке заготовок сложных деталей на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Производить настройку координатно-расточных станков с шириной рабочей поверхности стола до 800 мм для обработки поверхностей заготовки с точностью размеров по 8-му, 9-му квалитету в соответствии с технологической документацией | |
Выполнять регламентные работы по техническому обслуживанию координатно-расточных станков с шириной рабочей поверхности стола до 800 мм | |
Выполнять техническое обслуживание технологической оснастки координатно-расточных станков с шириной рабочей поверхности стола до 800 мм | |
Поддерживать состояние рабочего места в соответствии с требованиями охраны труда, пожарной, промышленной и экологической безопасности | |
Необходимые знания | Устройство, принципы работы и правила использования координатно-расточных станков с шириной рабочей поверхности стола до 800 мм |
Органы управления координатно-расточными станками с шириной рабочей поверхности стола до 800 мм | |
Порядок проверки исправности, работоспособности и точности координатно-расточных станков | |
Требования к планировке, оснащению и организации рабочего места при выполнении работ на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Машиностроительное черчение | |
Правила чтения технической документации (рабочих чертежей, технологических карт) | |
Система допусков и посадок, квалитеты точности, параметры шероховатости | |
Обозначение на рабочих чертежах допусков размеров, формы и взаимного расположения поверхностей, шероховатости поверхностей | |
Виды и содержание технологической документации, используемой в организации | |
Основные свойства и маркировка обрабатываемых и инструментальных материалов | |
Установленный порядок получения, хранения и сдачи заготовок, инструмента, приспособлений, необходимых для выполнения работ | |
Виды, конструкции, назначение, геометрические параметры и правила использования режущих и вспомогательных инструментов, применяемых на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Геометрические параметры расточных резцов, сверл, зенкеров разверток в зависимости от обрабатываемого и инструментального материалов | |
Способы, правила и приемы заточки сложных расточных резцов | |
Устройство, правила использования и органы управления точильно-шлифовальных станков | |
Способы и приемы контроля геометрических параметров расточных резцов | |
Виды, устройство и области применения контрольно-измерительных приборов для контроля геометрических параметров расточных резцов | |
Приемы и правила установки режущих и вспомогательных инструментов на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Виды, конструкции, назначение, возможности и правила использования контрольно-измерительных инструментов, применяемых при работе на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Виды, устройство, назначение, правила и условия эксплуатации универсальных и специальных приспособлений, применяемых на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Правила и приемы базирования и закрепления заготовок сложных деталей в приспособлении или на столе координатно-расточного станка с шириной рабочей поверхности стола до 800 мм с выверкой в трех плоскостях | |
Содержание и последовательность настройки координатно-расточных станков с шириной рабочей поверхности стола до 800 мм | |
Типовые режимы резания при обработке заготовок сложных деталей на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм | |
Правила строповки и перемещения грузов | |
Система знаковой сигнализации при работе с машинистом крана | |
Виды и правила применения средств индивидуальной и коллективной защиты при выполнении работ на координатно-расточных станках с шириной рабочей поверхности стола до 800 мм и точильно-шлифовальных станках | |
Требования охраны труда, пожарной, промышленной, экологической безопасности и электробезопасности | |
Другие характеристики | – |
— Climax Portable
Наши линейно-расточные станки поддерживают диаметры растачивания от 1,375 до 80 дюймов (от 35 до 2030 мм) с точностью и скоростью стационарных станков. Специально разработанные монтажные кронштейны, сферические подшипники, самоцентрирующиеся установочные конусы и подвижные узлы привода вращения и подачи упрощают настройку и позволяют инструментам работать в местах, слишком тесных для большинства линейно-расточных станков.
Специально разработанные монтажные кронштейны, сферические подшипники, самоцентрирующиеся установочные конусы и подвижные узлы привода вращения и подачи упрощают настройку и позволяют инструментам работать в местах, слишком тесных для большинства линейно-расточных станков.
Все модели оснащены прочным приводом вращения и системами осевой подачи, прецизионными штангами и подшипниками для тяжелых условий эксплуатации, а также электрическими, пневматическими и гидравлическими опциями. У них есть возможность использовать одну и ту же систему крепления с Автоматические сварочные системы для одноустановочной обработки и сварки.
CONTACT A CLIMAX EXPERT
BB4500 LINE BORING MACHINE| SPECIFICATIONS | INCH | METRIC | |||
| Диаметр стержня | 1,75 дюйма или дополнительно 1,25 дюйма | 44,5 мм или дополнительно 31,8 мм | |||
| Диаметр отверстия | 1,5–10 дюймов | 38,1–254 мм | |||
Макс. Ход Ход | 36 дюймов | 914,4 мм | |||
| Крутящий момент на стержне | 417 ft-lb (гидравлический) | 565,4 Н•м | |||
| Вариант питания | Электрический, пневматический, гидравлический | Электрический, пневматический, гидравлический |
ПОСМОТРЕТЬ ПРОДУКТ AVAILABLE FOR RENT
BB5000 LINE BORING MACHINE| SPECIFICATIONS | INCH | METRIC | |||
| Диаметр стержня | 2,25 дюйма или дополнительно 1,25 дюйма | 57,2 мм или дополнительно 31,8 мм | |||
| Диаметр отверстия | 1,5–24 дюйма | 38,1–609,6 мм | |||
Макс. Ход Ход | 36 дюймов | 914,4 мм | |||
| Крутящий момент на стержне | 40 ft-lb | 54,2 Н•м | |||
| Вариант питания | Электрический, пневматический, гидравлический | Электрический, пневматический, гидравлический |
ПОСМОТРЕТЬ ПРОДУКТ AVAILABLE FOR RENT
BB5500 COUPLING BORING MACHINE| SPECIFICATIONS | INCH | METRIC | |||
| Диаметр стержня | 2,5 дюйма или дополнительно 1,875 дюйма | 63,5 мм или дополнительно 47,6 мм | |||
| Диаметр отверстия | 2,1–4,2 дюйма | 53,3–106,7 мм | |||
Макс. Ход Ход | длина стержня | длина стержня | |||
| Крутящий момент на стержне | 65 ft-lb | 88,1 Н•м | |||
| Опция питания | Пневматическая или гидравлическая | Пневматическая или гидравлическая |
ПОСМОТРЕТЬ ПРОДУКТ AVAILABLE FOR RENT
BB6100 LINE BORING MACHINE| SPECIFICATIONS | INCH | METRIC | |||
| Диаметр стержня | 3,5 дюйма | 88,9 мм | |||
| Диаметр отверстия | 8,8–40,8 дюйма | 223,5–1036,3 мм | |||
Макс. Ход Ход | длина стержня | длина стержня | |||
| Крутящий момент на стержне | 470 – 1820 ft-lb | 637,2 – 2467,6 Н•м | |||
| Вариант питания | Гидравлический | Гидравлический |
ПОСМОТРЕТЬ ПРОДУКТ AVAILABLE FOR RENT
BB7100 LINE BORING MACHINE| SPECIFICATIONS | INCH | METRIC | |||
| Диаметр стержня | 5 дюймов | 127 мм | |||
| Диаметр отверстия | 10,25–58,25 дюйма | 260,4 – 1479,6 мм | |||
Макс. Ход Ход | длина стержня | длина стержня | |||
| Крутящий момент на стержне | 750 – 2900 ft-lb | 1020 – 3930 Н•м | |||
| Вариант питания | Гидравлический | Гидравлический |
ПОСМОТРЕТЬ ПРОДУКТ СДАЕТСЯ В АРЕНДУ
BB8100 Line Boring Machine| Технические характеристики | дюйм | Метрика | 292 | ||
| Диаметр стержня | 8 дюймов | 203,2 мм | |||
| Диаметр отверстия | 14,5–85,6 дюйма | 368,3–2174,2 мм | |||
Макс. Ход Ход | длина стержня | длина стержня | |||
| Крутящий момент на стержне | 3350 – 6068 ft-lb | 4542 – 8227 Н•м | |||
| Вариант питания | Гидравлический | Гидравлический |
ПОСМОТРЕТЬ ПРОДУКТ ДОСТУПНЫ В АРЕНДУ
Линейно-расточной станок BB5000 – Climax Portable
Линейно-расточной станок Новости
Присоединяйтесь к CLIMAX на выставке Electra Mining Show
Компания CLIMAX и наш местный представитель службы машинной резки в Южной Африке (MCS) будут участвовать в выставке Electra Mining Africa в Йоханнесбурге, Южная Африка, с 5 по 9 сентября 2022 года. Вы найдете нас в зале 6 — стенд K2. . Наша команда будет…
6 сентября 2022 г.
BB5000 СВЕРЛЕНИЕ И РАСТОЧКА ГЛУХИХ ОТВЕРСТИЙ
Мы часто получаем запросы на сверхмощные буры от техников из различных отраслей судостроения и ремонта, аэрокосмической промышленности, производства электроэнергии, нефти и газа, горнодобывающей промышленности и тяжелого строительства.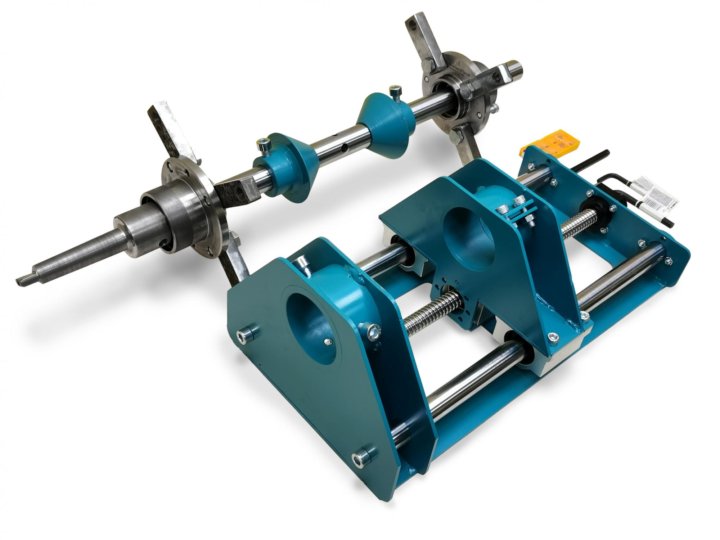 Нужна сверхмощная портативная дрель для сверления отверстий различных размеров в различных металлических конструкциях и…
Нужна сверхмощная портативная дрель для сверления отверстий различных размеров в различных металлических конструкциях и…
21 июля 2022 г.
ПОСЕТИТЕ НАС НА ELKO MINING EXPO, СТЕНД 43
Мы рады сообщить, что CLIMAX будет участвовать в выставке Elko Mining Expo, которая пройдет 9 и 10 июня в Элко, штат Невада, США. Вы найдете нас на стенде 43. На нашем стенде будет представлен автоматический сварочный аппарат BORTECH BW1000. Другие машины на выставке: Линейно-расточной станок BB4500 Линейно-расточной станок BB3000…
2 июня 2022 г.
CLIMAX VIRTUAL ACADEMY: МАЛЕНЬКИЙ НАБОР BB5000
Комплект для малого диаметра CLIMAX BB5000 — это простой способ преобразовать ваш 2,5-дюймовый привод в 1,25-дюймовый стержень, что позволит вам обрабатывать отверстия меньшего диаметра. Узнайте, как можно расширить универсальность расточной машины CLIMAX BB5000. В этом видео тридцатипятилетний портативный. ..
..
20 апреля 2022 г.
Зарегистрируйтесь сейчас! Автоматическая сварка и механическая обработка
КОМБИНАЦИЯ АВТОМАТИЗИРОВАННОЙ СВАРКИ И ОБРАБОТКИ ЖИВОЙ ФОРУМ? Механическая обработка и сварка — это наилучшие способы восстановления оборудования до правильных технических характеристик, сводящие к минимуму потребность в дополнительных капитальных вложениях. Эта комбинация сокращает время сварки и повышает производительность сварщиков и машинистов. Потому что BW3000 Auto Bore…
14 апреля 2022 г.
ОБЛАСТЬ ПРИМЕНЕНИЯ: РЕМОНТ КАНАЛА ЭКСКАВАТОРА
Pivot Point Welding and Line Boring Ltd в Форт-Мак-Мюррей, Альберта, Канада, используя систему линейного растачивания CLIMAX BB5000 для повторной обработки отверстий на этом экскаваторе John Deere 850D. Этот ремонт часто требует, чтобы технический специалист использовал автоматический сварочный аппарат, аналогичный BORTECH. ..
..
7 апреля 2022 г.
КАК: РАСТОЧКА ТОЧНО СОВОКУПНЫХ ОТВЕРСТИЙ
Максимальное выравнивание и точность могут быть очень сложными при сверлении отверстий, расположенных далеко друг от друга. Вы можете использовать удлиненную расточной оправку, но вам нужно будет компенсировать отклонение (провисание) в неподдерживаемом пролете. Чем больше пролет, тем больше провисание стержня. Другое объявление…
27 января 2022 г.
ПОЛЕЗНЫЕ СОВЕТЫ ПО ОБРАБОТКЕ: часто задаваемые вопросы по двигателям Eibenstock
Линейно-расточной станок CLIMAX BB5000 Часто задаваемые вопросы о двигателях Eibenstock Дэвид Бриггс, старший инженер по системам управления компании CLIMAX – ноябрь 2021 г. В электроприводе линейно-расточного станка CLIMAX BB5000 используется двигатель Eibenstock EAU 34/4 для привода вращения. Эти двигатели производят относительно…
18 ноября 2021 г.
ЗАРЕГИСТРИРУЙТЕСЬ СЕЙЧАС! НАЧИНАЕМ НОВОЕ НАПРАВЛЕНИЕ СКУЧНЫЙ БИЗНЕС?
Готовы ли вы начать новое направление скучного бизнеса? У вас есть вопросы о том, какое оборудование следует учитывать при открытии своего бизнеса? Джим Миллер, наш глобальный директор по обучению и разработке приложений для CLIMAX, делится часто задаваемыми вопросами, которые он получает в. ..
..
9 ноября 2021 г.
ПРИНАДЛЕЖНОСТИ ДЛЯ ОБЛИЦОВОЧНОЙ ГОЛОВКИ CLIMAX BB5000
Справляйтесь с любыми работами по торцовке с помощью торцовочной головки CLIMAX Линейно-расточной станок CLIMAX BB5000 может справиться с любой торцовочной обработкой с помощью наших специально разработанных принадлежностей для торцовочной головки. . Такие области применения, как поверхности бобышки ковша, монтажные поверхности подшипников, канавки для стопорных колец, канавки для уплотнительных колец, уплотнительные поверхности и многие другие…
16 сентября 2021 г.
ПОСЕТИТЕ НАС НА MINEXPO INTERNATIONAL 2021
Мы рады сообщить, что CLIMAX будет участвовать в выставке MINExpo International с 13 по 15 сентября 2021 года в Лас-Вегасе, штат Невада, США. Вы найдете нас на стенде 8206 в центральном зале. На нашем стенде будут представлены новейшие продукты CLIMAX, в том числе BORTECH. ..
..
2 сентября 2021 г.
Профилактическое обслуживание узла осевой подачи: что нужно и что нельзя делать
Профилактическое обслуживание узла осевой подачи: что нужно и чего нельзя делать На прошлой неделе мы поделились тремя экономичными вариантами обслуживания для ваших BB5000 и BB4500, чтобы обеспечить максимальную производительность. На этой неделе мы сосредоточимся на профилактическом обслуживании. Процедура профилактического обслуживания выглядит по-разному для каждого клиента, поскольку процедура…
25 августа 2021 г.
Три экономичных варианта обслуживания для ваших BB5000 и BB4500
Расточные станки CLIMAX Line широко известны своей надежностью и долговечностью, но поддержание надлежащей функциональности обоих узлов имеет решающее значение для поддержания надежности и производительности. Требуется узел осевой подачи и узел привода вращения для линейно-расточных станков CLIMAX BB5000 и BB4500. ..
..
18 августа 2021 г.
АВТОМАТИЧЕСКАЯ СВАРКА ОТВЕРСТИЯ VS. РУЧНАЯ СВАРКА
Системы автоматизированной сварки BORTECH предназначены для крепления к нескольким монтажным приспособлениям расточных станков CLIMAX, что позволяет выполнять единую установку как для сварки, так и для механической обработки. Эти автоматические сварочные аппараты обеспечивают высококачественную и доступную сварку для ремонта отверстий, фланцев и клапанов. Улучшенное дистанционное управление безопасностью и производительностью…
15 апреля 2021 г.
Комплект для малого диаметра BB5000 Вопросы и ответы в прямом эфире 28 октября 2020 г.
Комплект для малого диаметра CLIMAX BB5000 — это простой способ преобразовать ваш 2,5-дюймовый привод в 1,25-дюймовый стержень, что позволит вам обрабатывать отверстия меньшего диаметра. Посмотрите, как вы можете увеличить универсальность своего линейного расточной станка CLIMAX BB5000 в прямом эфире 28 октября 2020 г. ,…
,…
22 октября 2020 г.
ЗАРЕГИСТРИРУЙТЕСЬ СЕЙЧАС – познакомьтесь с системой оптической центровки расточки Brunson вживую!
Избегайте повреждения оборудования и задержек производства с помощью системы оптической центровки расточки Brunson. Эта система выравнивания, обычно используемая с линейно-расточным станком CLIMAX BB5000, представляет собой простой и точный способ выравнивания 2,25-дюймовых подшипников на расстоянии от 2 до 30 футов (609 футов)..6 –…
9 сентября 2020 г.
ИНСТРУМЕНТ ДЛЯ ВАШЕГО РАСТОЧНОГО СТАНКА – ПРЯМЫЕ ВОПРОСЫ И ОТВЕТЫ
Не все инструменты созданы одинаковыми, поэтому важно быть готовым и иметь правильный инструмент в нужное время для вашего проекта линейного растачивания. Будь то обычное растачивание, линейное растачивание, сверление, торцевание или нарезание канавок, CLIMAX поможет вам. Примите участие в прямой трансляции вопросов и ответов. ..
..
11 августа 2020 г.
CLIMAX BB5000 MICRO ADJUST РАСТОЧНАЯ ГОЛОВКА В РЕАЛЬНОМ ВРЕМЕНИ Вопросы и ответы
Расточная головка CLIMAX BB5000 Micro Adjust — это быстрый, простой и точный способ регулировки насадки для увеличения диаметра отверстия. Посмотрите, как вы можете увеличить универсальность своего расточно-сверлильного станка CLIMAX BB5000 в прямом эфире 5 августа 2020 г. в 7:00…
29 июля 2020 г.
CLIMAX BB5000 ОБЛИЦОВОЧНАЯ ГОЛОВКА И ИНСТРУМЕНТ ДЛЯ НАРЕЗКИ КАНАВОК В РЕАЛЬНОМ ВРЕМЕНИ Вопросы и ответы
Инструмент CLIMAX для торцевой головки и нарезки канавок идеально подходит для процедур расточки, требующих обработки торцевых фланцев, которые являются плоскими и перпендикулярными центральной оси отверстия. Этот инструмент также можно использовать для обработки прецизионных канавок для установки уплотнительных колец, стопорных колец или специальных.. .
.
3 июля 2020 г.
Технические советы от Тима ВанБергена: Доступ к зажимной втулке на линейно-расточном станке
Чтобы помочь нашим клиентам оставаться в курсе технологий обработки, Тим ВанБерген, наш старший специалист по аренде и ремонту, делится еще одним советом, который поможет клиентам в их следующем проекте переносной обработки CLIMAX. Вы испытываете вибрацию при резке на линейно-расточном станке? «Когда больше…
17 июня 2020 г.
Технические советы от Тима ВанБергена: Применение с малым зазором
При планировании работ по механической обработке или сварке клиенты задают десятки вопросов. Чтобы помочь нашим клиентам оставаться в курсе технологий обработки, Тим ВанБерген, наш старший специалист по аренде и ремонту, делится часто задаваемыми вопросами, которые он слышит от своих клиентов. У нас был…
28 мая 2020 г.
КАК ЗАТОЧИТЬ СВЕРЛА БЫСТРОГО ИНСТРУМЕНТА Вопросы и ответы в прямом эфире
Сохранение остроты режущих кромок высокоскоростных инструментов необходимо для достижения требуемых допусков при обработке. Инструмент, который не является острым, может привести к перерезанию и чрезмерному удалению металла. Узнайте, как заточить свои высокоскоростные инструменты, в прямом эфире 27 мая 2020 г. в 7:00…
Инструмент, который не является острым, может привести к перерезанию и чрезмерному удалению металла. Узнайте, как заточить свои высокоскоростные инструменты, в прямом эфире 27 мая 2020 г. в 7:00…
21 мая 2020 г.
CLIMAX ИЗМЕРИТЕЛЬНЫЙ КАЛИПЕР В РЕАЛЬНОМ ВРЕМЕНИ Вопросы и ответы
Штангенциркуль CLIMAX для измерения диаметра имеет запатентованную конструкцию, позволяющую точно измерять 10 дюймов (254 мм) или 24 дюйма (609 мм).0,6 мм) вокруг вашего оборудования для сверления линии без снятия стержня. Этот прецизионный инструмент позволяет проводить внешние измерения, экономя ваше время и деньги. Приглашаем…
17 мая 2020 г.
CLIMAX WORLD OF APPLICATIONS: интерактивный инструмент для измерения диаметра, вопросы и ответы
Инструмент для измерения диаметра отверстия CLIMAX — это быстрый и простой способ точного измерения диаметра отверстия и высоты инструмента (совместим с линейными сверлильными станками BB3000, BB4500, BB5000 и BB6100). Приглашаем вас увидеть его в действии 14 мая 2020 года в 7:00 по тихоокеанскому времени…
Приглашаем вас увидеть его в действии 14 мая 2020 года в 7:00 по тихоокеанскому времени…
7 мая 2020 г.
Часто задаваемые вопросы: Вы хотели знать…
Вы спрашиваете, а мы слушаем! Каждый день мы получаем десятки вопросов от клиентов. Нужна ли вам консультация по выбору наилучшего варианта линейно-расточного станка, отвечающего конкретным требованиям работы, или информация об испытаниях клапанов, у нас всегда найдется для вас готовый ответ. Для обеспечения…
23 января 2020 г.
Автоматический сварочный аппарат BORTECH быстро вернет вас в строй!
12 причин, по которым следует сочетать автомат BORTECH с расточной оправкой CLIMAX. Когда ремонт отверстий является сложной задачей, время имеет решающее значение. Вам необходимо вернуться к работе как можно быстрее, не жертвуя качеством, точностью или безопасностью. Вот…
11 декабря 2019 г.
ЧАСТЬ 2: КАК ПРАВИЛЬНО ПРОВЕРИТЬ ВАШ ОТВЕРСТИЕ ОТВЕРСТИЯ
В Части 1 на прошлой неделе мы узнали, что процедура наладки является самой важной частью линейного растачивания. Тем не менее, правильный осмотр отверстия после завершения обработки или ремонта также имеет решающее значение для обеспечения высококачественного результата. Мы связались с CLIMAX…
Тем не менее, правильный осмотр отверстия после завершения обработки или ремонта также имеет решающее значение для обеспечения высококачественного результата. Мы связались с CLIMAX…
28 марта 2019 г.
ВЫРАВНИВАНИЕ РАСТОЧНОЙ СТАНКИ ЧАСТЬ 1
КАК ТОЧНО И АККУРАТНО ВЫРАВНИВАТЬ РАСТОЧКУ CLIMAX. Процедура настройки является наиболее важной частью линейного растачивания. Неправильная настройка не повредит линейно-расточной станок CLIMAX, но может увеличить частоту необходимого ремонта, что приведет к дополнительным расходам и простоям….
18 марта 2019 г.
LINE BURING WITH FITZ ACHESON: ПЯТЬ ЧАСТО ЗАДАВАЕМЫХ ВОПРОСОВ
При планировании линейно-расточного станка клиенты ежедневно задают десятки вопросов. Мы встретились с Фитцем Ачесоном, нашим инженером по применению и техническим тренером CLIMAX, и попросили его выделить пять наиболее часто задаваемых вопросов, которые он слышит в отношении. ..
..
18 сентября 2018 г.
МЕТКОННЕКТ ЭКСПО: ДНИ ОТКРЫТЫХ ДВЕРЕЙ И ВЫСТАВКА 2018
КЛИМАКС | H&S TOOL приглашает вас посетить нас на выставке METCONNECT EXPO 22 и 23 февраля 2018 года. Компания MetConnect Ltd проведет выставку WELDSHOP 2018 на своей территории в Олдхэме, Манчестер, Великобритания. Выставка Weldshop 2018 является крупнейшей и единственной…
13 февраля 2018 г.
CLIMAX PORTABLE MACHINE TOOLS ВЕДЕТ В ПРОМЫШЛЕННЫХ ТЕНДЕНЦИЯХ И УСТАНАВЛИВАЕТ ВЫСОКИЕ СТАНДАРТЫ БЕЗОПАСНОСТИ
Производство сегодня – июль 2017 г. Когда в гигантских учреждениях, таких как нефтеперерабатывающие заводы, шахты и электростанции, происходят механические поломки, это может стоить им миллионы долларов в день. Сломанная часть оборудования, которая может быть размером с автобус, находится…
14 августа 2017 г.
Создайте свой собственный набор для выживания в скучной линии
Глобальная группа обучения CLIMAX путешествует по миру, обучая клиентов проверенным методам настройки, эксплуатации и ремонта машин. За последнее десятилетие команда инструкторов собрала портативный «Набор для выживания на линии бурения», который включает в себя все необходимые инструменты для создания успешного и своевременного…
За последнее десятилетие команда инструкторов собрала портативный «Набор для выживания на линии бурения», который включает в себя все необходимые инструменты для создания успешного и своевременного…
17 мая 2016 г.
Линейная расточка Как: карбид или быстрорежущая сталь?
При планировании линейно-расточного станка клиенты должны определить наилучшую насадку для проекта. Понимание того, когда и почему следует выбирать быстрорежущую сталь вместо карбида, имеет решающее значение для принятия правильного решения. Как правило, при расточке линии чем ближе вы можете держать…
22 сентября 2015 г.
История успеха обучения на тренажерах BB5000 и BW1000
В то время как многие компании сотрудничают с независимыми подрядчиками для поддержки работ по механической обработке, другие берут на себя механическую обработку и ремонт, стремясь работать более эффективно и экономично.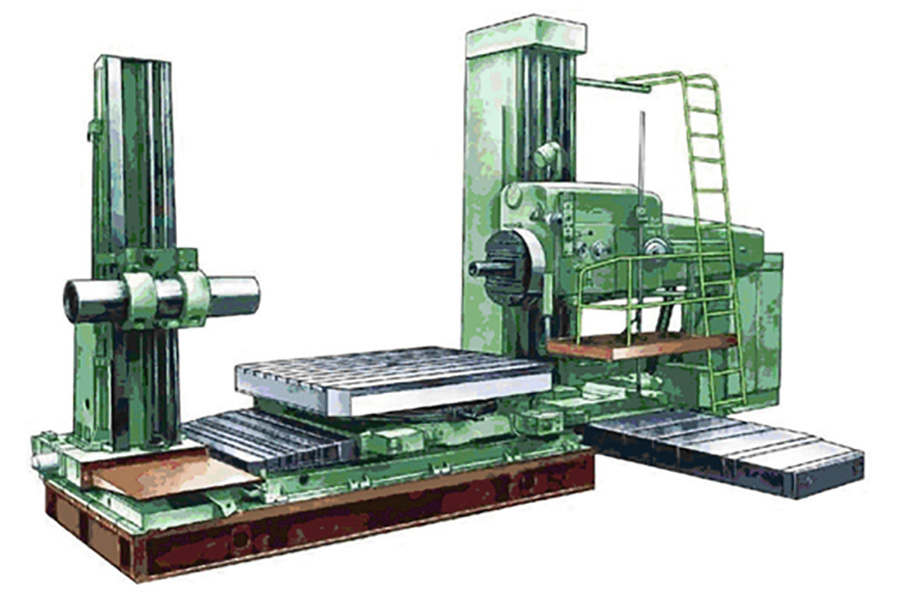 Из-за огромного размера и размаха проектов в тяжелой строительной отрасли крайне важно, чтобы…
Из-за огромного размера и размаха проектов в тяжелой строительной отрасли крайне важно, чтобы…
16 июня 2015 г.
РАСТОЧНЫЕ СТАНКИ
РАСТОЧНЫЕ СТАНКИ
800-255-9311 8:00-16:30 по центральному времени [email protected]
МЫ МОЖЕМ
ПРОСТО
КОРАБЛЬ
МЕЖДУНАРОДНЫЙ
НАЖМИТЕ ЗДЕСЬ НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ВСЕ ХАРАКТЕРИСТИКИ
# HD-9H , Блок питания Classic “ Porta-Mole “. Наша самая популярная подземная буровая машина. нажмите здесь для просмотра видео
# TR-3.5B , Блок питания Эконом “ Туннель-Крыса “. Наша самая недорогая подземная буровая установка.
# ТМ-5,5Н , Понижающий силовой агрегат “ Траншейный крот “. Заявка на патент – единственная бурильная машина, которая опускает приводной блок в траншею. нажмите здесь для просмотра видео
# EZ-101 , Ручной и сверлильный станок “ EZ-Auger “. Нажмите здесь для просмотра видео
# TM-9HD , Понижающий силовой агрегат “ Trench-Mole HD “. Заявка на патент – единственная бурильная машина, которая опускает приводной блок в траншею. нажмите здесь для просмотра видео
# SM-11WD , Понижающий силовой агрегат “ Trench-Mole HD “. Колесный, гидростатический привод, 11 л.с. Лучшая машина для очистки водостоков.
#PV1000, Карьерная машина #PVTR1, Комплект прицепа
#HAUL1, Микроприцеп “HAUL-ALL”. Вмещает машину и все принадлежности в одном компактном блоке.
траншеекопатели, земляные буры, копатели для столбов, подземное буровое оборудование, портомолот, очистка водопропускных труб, буровые шнеки, бестраншейная технология, долота, съемники, оптоволокно, оптика,
Инструменты для прокладки кабеля, инструменты для прокладки труб, бестраншейная техника, инструменты для ирригации и строительства, аренда оборудования, бурение подземное, горизонтальное бурение, траншейный
4032.00 – Наладчики сверлильных и расточных станков, операторы и тендерщики по металлу и пластмассе
Установка, эксплуатация или обслуживание сверлильных станков для сверления, растачивания, развертывания, фрезерования или зенкования металлических или пластмассовых деталей.
Образец зарегистрированных названий должностей: Оператор сверлильного станка, Оператор сверления с ЧПУ (оператор сверления с числовым программным управлением), Оператор станка с ЧПУ (машинист с числовым программным управлением), Оператор сверла, Оператор сверлильного станка, Оператор наладки сверла, Оператор станка, Оператор перфоратора, Оператор радиального сверления, Оператор наладочного станка
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы раздела «Мой следующий шаг для ветеранов».
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Пуэде regresar usando el botón Atrás en su navegador, или eligiendo “O*NET OnLine” en el menu Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Пуэде regresar usando el botón Atrás en su navegador, или eligiendo “O*NET OnLine” en el menu Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Документирование/запись информации — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме.
Обращение с предметами и их перемещение — Использование рук и рук при перемещении, установке, размещении и перемещении материалов, а также манипулировании вещами.

Проверка оборудования, конструкций или материалов — Проверка оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.
Работа с компьютерами — Использование компьютеров и компьютерных систем (включая аппаратное и программное обеспечение) для программирования, написания программного обеспечения, настройки функций, ввода данных или обработки информации.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуального суждения для определения того, соответствуют ли события или процессы законам, правилам или стандартам.

Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.
Обработка информации — Компиляция, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных.
Анализ данных или информации — Определение основных принципов, причин или фактов информации путем разбиения информации или данных на отдельные части.
Обновление и использование соответствующих знаний — Постоянное обновление технических знаний и применение новых знаний в своей работе.
Интерпретация значения информации для других — Перевод или объяснение того, что означает информация и как ее можно использовать.
Составление, компоновка и спецификация технических устройств, частей и оборудования — Предоставление документации, подробных инструкций, чертежей или спецификаций, чтобы рассказать другим о том, как устройства, части, оборудование или конструкции должны быть изготовлены, сконструированы, собраны, изменены, сохранены или использованы.

Креативное мышление — Разработка, проектирование или создание новых приложений, идей, отношений, систем или продуктов, включая творческий вклад.
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движения всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклоны и работа с материалами.
Ремонт и техническое обслуживание электронного оборудования — Обслуживание, ремонт, калибровка, регулировка, точная настройка или испытание машин, устройств и оборудования, которые работают в основном на основе электрических или электронных (не механических) принципов.
Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей.

вернуться к началу
Подробная рабочая деятельность
Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям.
Ознакомьтесь с рабочими заданиями или другими инструкциями, чтобы определить спецификации продукта или требования к материалам.
Просмотрите чертежи или другие инструкции, чтобы определить рабочие методы или последовательности.
Изучите чертежи или другие инструкции, чтобы определить требования к настройке оборудования.
Сверление отверстий в деталях, оборудовании или материалах.
Нанесение направляющих линий или маркировки на материалы или детали с использованием шаблонов или других ссылок.
Выровняйте детали или заготовки, чтобы обеспечить правильную сборку.
Замените изношенные компоненты оборудования.
Установите органы управления оборудованием в соответствии со спецификациями резки.

Установка материалов или заготовок на производственное оборудование.
Наблюдайте за работающим оборудованием для выявления неисправностей.
Поднимать материалы или заготовки с помощью кранов или другого подъемного оборудования.
Сигнал другим для координации работы.
Отрегулируйте органы управления оборудованием, чтобы отрегулировать поток охлаждающей жидкости.
Установка приспособлений или инструментов на производственное оборудование.
Сборка металлических или пластиковых деталей или изделий.
Управление шлифовальным оборудованием.
Затачивание режущих или шлифовальных инструментов.
Поиск профессий, связанных с несколькими подробными видами деятельности
к началу страницы
Рабочий контекст
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — 93% ответили «Каждый день».

Важность точности или точности — 70 % ответили «Чрезвычайно важно».
Продолжительность типичной рабочей недели — 79% ответили «Более 40 часов».
Личные обсуждения — 52% ответили «Каждый день».
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 57% ответили «Постоянно или почти постоянно».
Давление времени — 51% ответили «Каждый день».
Работа с рабочей группой или командой — 56 % ответили «чрезвычайно важно».
Звуки, уровень шума отвлекают или вызывают дискомфорт — 56 % ответили «Каждый день».
Воздействие загрязняющих веществ — 61% ответили «Каждый день».
Контакт с другими — 51% ответили «Постоянный контакт с другими».

Свобода принимать решения — 40% ответили «Много свободы».
Воздействие опасного оборудования — 54 % ответили «Каждый день».
Структурированная и неструктурированная работа — 39 % ответили: «Много свободы».
Проводить время стоя — 50% ответили «Более половины времени».
Влияние решений на сотрудников или результаты компании — 35 % ответили «Важные результаты».
Темп определяется скоростью оборудования — 52 % ответили «Чрезвычайно важно».
В помещении с экологическим контролем — 27% ответили «Никогда».
Координация или руководство другими — 40% ответили «Важно».
Частота принятия решений — 54% ответили «Каждый день».
Последствие ошибки — 29% ответили «Крайне серьезно».

Ответственность за здоровье и безопасность других — 39 % ответили «Высокая ответственность».
Важность повторения одних и тех же задач — 26% ответили «Чрезвычайно важно».
Ответственность за итоги и результаты — 39% ответили «Умеренная ответственность».
Тратьте время на повторяющиеся движения — 32% ответили «Постоянно или почти постоянно».
Физическая близость — 49% ответили «Немного близко (например, общий офис)».
вернуться к началу
Зона работы
- Должность
- Зона работы 2: необходима некоторая подготовка
- Образование
- Для этих профессий обычно требуется диплом средней школы.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.

- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками. С этими профессиями может быть связана признанная программа ученичества.
- Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship.
 gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно.
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер.
Эксплуатация и управление — Управление работой оборудования или систем.
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах.
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время.
Решение сложных проблем — Выявление сложных проблем и анализ соответствующей информации для разработки и оценки вариантов и реализации решений.

Критическое мышление — Использование логики и рассуждений для определения сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам.
Оценка и принятие решений — Рассмотрение относительных затрат и выгод возможных действий для выбора наиболее подходящего.
Разговор — Общение с другими для эффективной передачи информации.
Тайм-менеджмент — Управление своим временем и временем других.
вернуться к началу
Знания
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимального повышения эффективности производства и распределения товаров.
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание.

Английский язык — Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику.
Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг.
Образование и обучение — Знание принципов и методов разработки учебных программ и обучения, преподавания и инструктажа для отдельных лиц и групп, а также измерения результатов обучения.
Дизайн — Знание методов проектирования, инструментов и принципов, используемых в производстве точных технических планов, чертежей, чертежей и моделей.
Администрирование и управление — Знание принципов бизнеса и управления, связанных со стратегическим планированием, распределением ресурсов, моделированием человеческих ресурсов, методами лидерства, производственными методами и координацией людей и ресурсов.

вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы в этой профессии? Респонденты сказали:
ответил: Требуется аттестат о среднем образовании или его эквивалент подробнее
ответил: Какой-то колледж, степень не требуется подробнее
ответил: Требуется степень младшего специалиста
наверх
Способности
Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).

Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Информация Упорядочение — Способность упорядочивать вещи или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Чувствительность к проблемам — Способность определить, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема существует.
Время реакции — Способность быстро реагировать (рукой, пальцем или ногой) на сигнал (звук, свет, изображение) при его появлении.

Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь.
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Контроль скорости — Способность рассчитывать время ваших движений или движения части оборудования в ожидании изменений скорости и/или направления движущегося объекта или сцены.
Визуализация — Способность представлять, как что-то будет выглядеть после того, как оно будет перемещено или когда его части будут перемещены или переставлены.
Письменное понимание — Способность читать и понимать информацию и идеи, представленные в письменной форме.
Категория Гибкость — Способность генерировать или использовать различные наборы правил для комбинирования или группировки вещей различными способами.

Дедуктивное мышление — Способность применять общие правила к конкретным задачам для получения осмысленных ответов.
Far Vision — Возможность видеть детали на расстоянии.
Индуктивное мышление — Способность объединять фрагменты информации для формирования общих правил или выводов (включает поиск взаимосвязи между, казалось бы, несвязанными событиями).
Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие понимали.
Скорость восприятия — Способность быстро и точно сравнивать сходства и различия между наборами букв, цифр, объектов, изображений или узоров. Сравниваемые предметы могут быть представлены одновременно или один за другим. Эта способность также включает в себя сравнение представленного объекта с запомненным объектом.
Письменное выражение — Способность сообщать информацию и идеи в письменной форме, чтобы другие могли понять.

вернуться к началу
Интересы
Код интереса: RCI
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные профессии часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и процедур. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями. Обычно существует четкая линия полномочий, которой следует следовать.
Расследователь — Следственная деятельность часто связана с работой с идеями и требует обширного мышления.
 Эти занятия могут включать в себя поиск фактов и мысленное решение проблем.
Эти занятия могут включать в себя поиск фактов и мысленное решение проблем.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности – это сотрудники, моральные ценности и социальные услуги.
Условия труда — Профессии, отвечающие этой ценности труда, обеспечивают гарантии занятости и хорошие условия труда. Соответствующими потребностями являются активность, вознаграждение, независимость, безопасность, разнообразие и условия труда.
к началу страницы
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.

Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.
Честность — Работа требует честности и этичности.
Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Настойчивость — Работа требует настойчивости перед лицом препятствий.

Инициативность — Работа требует готовности брать на себя ответственность и решать задачи.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Инновации — Работа требует творчества и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы.
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе.

вернуться к началу
Тенденции в области заработной платы и занятости
- Медианная заработная плата (2021)
- 18,55 долл. США в час, 38 580 долл. США в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый индекс
- Занятость (2020)
- 9100 сотрудников
- Прогнозируемый рост (2020-2030)
- Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 700
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год. внешних сайтов и прогноз занятости на 2020-2030 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
внешних сайтов и прогноз занятости на 2020-2030 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
вернуться к началу
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый индекс
вернуться к началу
вернуться к началу
вернуться к началу
ПОИСК OEWS
| Настройка, эксплуатация или обслуживание сверлильных станков для сверления, растачивания, развертывания, фрезерования или зенкования металлических или пластиковых деталей. Национальные оценки для наладчиков, операторов и операторов сверлильных и расточных станков по металлу и пластмассе Национальные оценки для наладчиков, операторов и тендеристов по сверлильным и расточных станкам, металла и пластика:Оценка занятости и оценки средней заработной платы для наладчиков, операторов и тендеристов по буровым и расточных станкам , Металл и пластик:
Оценка заработной платы в процентах для наладчиков, операторов и тендеристов по металлу и пластмассе:
Отраслевой профиль для наладчиков, операторов и тендеристов по сверлению и растачиванию станков по металлу и пластмассе: Отрасли с самым высоким опубликованным уровнем занятости и заработной платы для наладчиков, операторов и поставщиков станков для сверления и растачивания по металлу и пластмассе предоставлены. Отрасли с самым высоким уровнем занятости: наладчики, операторы и операторы сверлильных и расточных станков, а также тендерщики по металлу и пластмассе:
Отрасли с наибольшей концентрацией рабочих мест в наладчиках, операторах и тендерах по металлу и пластмассе на сверлильных и расточных станках:
Отрасли с самыми высокими доходами для наладчиков, операторов и тендеристов сверлильных и расточных станков по металлу и пластмассе:
Географический профиль для наладчиков, операторов и тендеристов по сверлению и растачиванию станков по металлу и пластмассе: Штаты и районы с самым высоким опубликованным уровнем занятости, коэффициентом местоположения и заработной платой наладчиков сверлильных и расточных станков, операторов, и Тендеры, Металл и Пластик предоставляются. Штаты с самым высоким уровнем занятости в наладчиках, операторах и тендерах на сверлильно-расточные станки, металл и пластик:
Штаты с наибольшей концентрацией рабочих мест и коэффициентов местонахождения среди наладчиков, операторов и операторов буровых и расточных станков, а также тендеров по металлу и пластмассе:
Государства с наибольшей оплатой труда для наладчиков, операторов и тендеристов по сверлению и растачиванию станков по металлу и пластику:
Городские районы с самым высоким уровнем занятости в наладчиках буровых и расточных станков, операторах и тендерах по металлу и пластмассе:
Городские районы с наибольшей концентрацией рабочих мест и коэффициентом местоположения среди наладчиков, операторов и тендеристов по металлу и пластику буровых и расточных станков:
Самые высокооплачиваемые столичные регионы для наладчиков, операторов и тендеристов по сверлению и растачиванию станков по металлу и пластмассе:
Негородские районы с наибольшей занятостью в наладчиках, операторах и подрядчиках по обработке металлов и пластмасс:
Негородские районы с наибольшей концентрацией рабочих мест и коэффициентов местонахождения среди наладчиков, операторов и поставщиков буровых и расточных станков, металла и пластмассы:
Самые высокооплачиваемые районы за пределами города для наладчиков, операторов и тендеристов по сверлению и растачиванию станков по металлу и пластмассе:
Примерно в мае 2021 г. Эти оценки рассчитываются на основе данных, собранных от работодателей во всех отраслях промышленности, всех столичных и негородских районах, а также во всех штатах и округе. Колумбии. Основные показатели занятости и заработной платы приведены выше. Полный список доступен в загружаемых файлах XLS. Оценка заработной платы в процентилях — это величина заработной платы, ниже которой находится определенный процент работников. Медианная заработная плата представляет собой оценку заработной платы 50-го процентиля: 50 процентов работников зарабатывают меньше медианы, а 50 процентов работников зарабатывают больше медианы. Подробнее о процентильной заработной плате. (1) Оценки для подробных занятий не суммируются с итоговыми значениями, так как итоговые значения включают занятия, не показанные отдельно. Оценки не включают самозанятых. (2) Годовая заработная плата была рассчитана путем умножения средней почасовой заработной платы на количество часов “круглогодичного полного рабочего дня”, равное 2080 часам;
для тех профессий, где почасовая заработная плата не публикуется, годовая заработная плата была рассчитана непосредственно на основе представленных данных обследования. (3) Относительная стандартная ошибка (RSE) является мерой надежности статистических данных обследования. Чем меньше относительная стандартная ошибка, тем точнее оценка. (7) Значение составляет менее 0,005 процента занятости в отрасли. (8) Оценка не опубликована. (9) Коэффициент местонахождения представляет собой отношение территориальной концентрации профессиональной занятости к средней концентрации по стране. Коэффициент местоположения больше единицы указывает на то, что доля занятости в профессии выше, чем в среднем, а коэффициент местоположения меньше единицы указывает на то, что профессия менее распространена в этом районе, чем в среднем. Другие оценки OEWS и связанная с ним информация: мая 2021 г. Оценки трудоустройства национальной трудоустройства и заработной платы мая 2021 г. Государственная профессиональная занятость и оценки заработной платы мая 2021 Метрополита и не-инметраполита. Оценка занятости и заработной платы по конкретным специальностям Май 2021 г. Технические примечания
Дата последнего изменения: 31 марта 2022 г. |

 Список всех областей, в которых работают наладчики сверлильных и расточных станков, операторы и тендеры, металл и пластик, см. в функции «Создать настраиваемые таблицы».
Список всех областей, в которых работают наладчики сверлильных и расточных станков, операторы и тендеры, металл и пластик, см. в функции «Создать настраиваемые таблицы». Пол-Блумингтон, MN-WI
Пол-Блумингтон, MN-WI 10
10 19
19 19
19 Оценки занятости и заработной платы по стране, штату, городскому округу и за его пределами
Оценки занятости и заработной платы по стране, штату, городскому округу и за его пределами
 Профили занятий
Профили занятийПодземные буровые установки UnderWunder
- Фото
- Краткий обзор
- Детали
- Часто задаваемые вопросы
- Аксессуары
ОРИГИНАЛЬНАЯ ПОРТАТИВНАЯ БУРОВАЯ СТАНКА АМЕРИКАНСКОГО ПРОИЗВОДСТВА
С 1970 года проверенная конструкция буровых машин для простого подземного бурения под существующими конструкциями, позволяющая производить отверстия диаметром от 2 до 6 дюймов!
ИСПОЛЬЗУЕТСЯ ВО ВСЕХ ВИДАХ ПРОМЫШЛЕННОСТИ
Ландшафтное орошение, Ландшафтное освещение, Кабели и оптоволокно, Сантехника, управление водными ресурсами и многое другое!
ЭКОНОМИТ ВРЕМЯ И СОТРУДНИКОВ
Время – деньги. UnderWunder весом 96 фунтов, твердосплавные коронки, бурильная штанга с толстыми стенками и инструменты для центровки, обеспечивающие точность и безопасность, по доступным ценам помогут вам сэкономить время, энергию и
Деньги.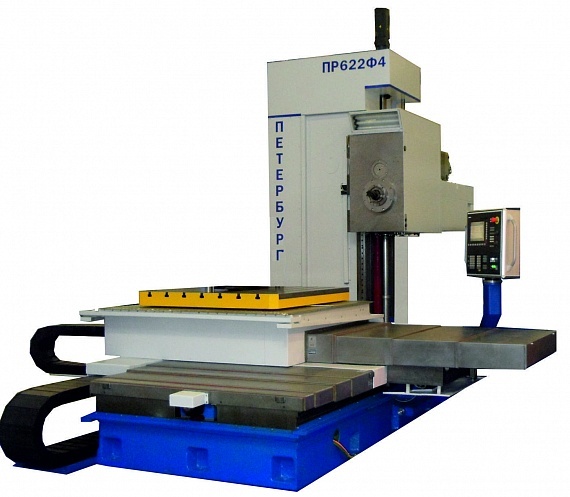
ВСЕ О НАШИХ РАСТОЧНЫХ СТАНКАХ
Наша миссия – предоставить качественное оборудование по доступной цене. С тех пор мы установили стандарт долговечности и функциональности с 19 лет.70. Все наши продукты были
разработан опытным специалистом по ирригации. Мы не предлагаем глупые гаджеты или готовые концепции, а только то, что вам нужно, когда вам это нужно. Мы с гордостью заявляем, что подавляющее большинство
компоненты, входящие в состав нашей линии, производятся на месте.
ТЕХНИЧЕСКИЕ
Наши машины весят 96 фунтов. и специально разработаны для перевозки без использования прицепа. Наши долота трехлопастные и имеют передние кромки с твердосплавными напайками, расположенные в
зубчатый узор. Вода используется для охлаждения бит и для создания шлама. Наша бурильная штанга изготовлена из сверхтяжелой отечественной стальной трубы с наружным диаметром 1 дюйм и имеет такие размеры, что
трубная стойка не нужна.
ВСЕГДА ИДЕАЛЬНЫЕ ОТВЕРСТИЯ!!
Используя нашу бурильную машину на строительных площадках, вы сможете предложить вам и вашим клиентам способ сохранить их существующие конструкции (кустарники, деревья, тротуары, дороги и т. д.) в хорошем состоянии.
идеально! больше не нужно тратить время на резку бетона и неприглядных бетонных заплат. Завершите горизонтальное бурение за несколько минут, а не часов, и покиньте рабочую площадку так, как будто вы
никогда там не были.
д.) в хорошем состоянии.
идеально! больше не нужно тратить время на резку бетона и неприглядных бетонных заплат. Завершите горизонтальное бурение за несколько минут, а не часов, и покиньте рабочую площадку так, как будто вы
никогда там не были.
Наш выбор твердосплавных долот и разверток удаляет только то количество почвы, которое вам нужно, оставляя почву под существующей конструкцией нетронутой. Наши биты прорезает большинство камней, корней деревьев и почвенных условий.
Позвольте нашей машине сделать работу за вас. он приводится в движение лебедкой и не требует от оператора применения грубой силы. Больше не нужно тратить энергию на молоток, диск или сила, пытающаяся проложить трубу под землей. Снимите бремя сверления с оператора и поместите его на станок.
Хонда, Бриггс
и Stratton и Kohler (испытания) различных размеров, каждая с редуктором и гибкой муфтой для особо тяжелых условий эксплуатации. | Надежный, Легкий вес, мощная проверенная конструкция для удовлетворения ваших потребностей в горизонтальном подземном бурении! | Очень низкий выход поставить, чтобы свести к минимуму необходимость чрезмерного перенаправления и ручную лебедку, поэтому ручное толкание не требуется! |
| Биты и Развертки изготовлены из запатентованной сверхпрочной стали и сегментированных твердосплавных зубьев на трех лезвиях для увеличения зубчатого режущего действия. | Очень тяжелый бурильные штанги со стенками для долговечности и необходимой гибкости. Каждая бурильная штанга имеет приварные муфты с наружной и внутренней резьбой шестигранной формы для облегчения разборки. | У клиентов есть вопросы, у вас есть ответы. Отображение наиболее часто задаваемых вопросов, чтобы все были в выигрыше |
Часто задаваемые вопросы
- Почему в вашей машине используется двигатель мощностью 5,5 л.
 с.?
с.? - Благодаря почти 40-летнему опыту было доказано, что использование двигателя мощностью 5,5 л.с. достаточно для безопасного выполнения работы.
- Почему ваши долота состоят из нескольких кусков карбида, а не из одного большого куска?
- Карбид — очень твердое вещество, но он может расколоться. Наш опыт показал нам, что использование нескольких кусков карбида и стратегически их расположение в шахматном порядке по поверхности долота будет работать как зазубренный нож, чтобы отколоть и прорезать скалу и жесткие условия, тем самым ограничивая повреждение самого карбида.
- Почему вы рекомендуете пакет из 4 частей «Прицел и юстировка»?
- Эта принадлежность помогает удерживать бурильную штангу на цели, удерживая оператора вдали от вращающихся частей.
- Как далеко я могу скучать с вашей машиной?
- Мы обнаружили, что большинство горизонтально-расточных станков, выполненных с помощью нашего станка, обычно не превышают 50 футов.
