Расточных станках: Расточные станки: устройство, принцип работы, виды
alexxlab | 27.07.1989 | 0 | Разное
Координатно-расточные станки по низкой цене
- Главная
- / Станки
- / По металлу
- / Расточные
Расточные станки предназначены для особо точной обработки заготовок.
Горизонтально-расточные станки
Горизонтально-расточные станки с ЧПУ
Координатно-расточные станки
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 530
Нет в наличии
Горизонтально-расточной станок SMTCL TPX6113B/2
Длина стола1800 мм
Ширина стола1600 мм
Конус шпинделяISO50
Мощность 18.
 50 кВт
50 кВтНапряжение380В
Масса29300 кг
Код товара: 527
Горизонтально-расточной станок 2620В (2А620)
Длина стола1250 мм
Ширина стола1120 мм
Мощность 11.00 кВт
Напряжение380В
Масса13200 кг
Код товара: 9381
Координатно-расточный станок 2431СФ10
Длина стола560 мм
Ширина стола320 мм
Конус шпинделяISO30
Мощность 4.00 кВт
Напряжение380В
Масса2920 кг
Код товара: 7269
Горизонтально-расточной станок 2А622Ф4
Длина стола1250 мм
Ширина стола1120 мм
Мощность 20.00 кВт
Напряжение380В
Масса20500 кг
Код товара: 2207
Горизонтально-расточной станок ИЗТС ИР1250Ф1
Длина стола1250 мм
Ширина стола400 мм
Конус шпинделяSK 50
Мощность 28.00 кВт
Напряжение380В
Масса18000 кг
Код товара: 528
Горизонтально-расточной станок 2622В (2А622)
Длина стола1250 мм
Ширина стола1120 мм
Мощность 8.
 50 кВт
50 кВтНапряжение380В
Масса13200 кг
Код товара: 533
Координатно-расточной станок 2Е440А с УЦИ, 2Е440АФ10
Длина стола710 мм
Ширина стола400 мм
Мощность 4.50 кВт
Напряжение380В
Масса3500 кг
Код товара: 529
Горизонтально-расточной станок SMTCL TPX6111B/2
Длина стола1100 мм
Ширина стола960 мм
Конус шпинделяMT6
Мощность 7.50 кВт
Напряжение380В
Масса14500 кг
Код товара: 35236
Сверлильно-фрезерно-расточный станок с ЧПУ ВСМ-206М-13 CNC25
Длина стола800 мм
Конус шпинделяISO50
Мощность 15.00 кВт
Напряжение380В
Масса12000 кг
Код товара: 50958
Горизонтально расточной станок Weida TPX6113
Длина стола1600 мм
Ширина стола1400 мм
Мощность 15.00 кВт
Напряжение380В
Масса28500 кг
Код товара: 534
Координатно-расточной станок 2В440А с УЦИ, 2В440АФ10
Длина стола710 мм
Ширина стола400 мм
Мощность 4.
 50 кВт
50 кВтНапряжение380В
Масса3500 кг
Код товара: 2221
Тяжелый горизонтальный обрабатывающий центр ИЗТС ИР1600МФ4
Длина стола2000 мм
Ширина стола1600 мм
Конус шпинделяSK 50
Мощность 40.00 кВт
Напряжение380В
Масса85000 кг
Код товара: 38341
Горизонтально-расточной станок KHB 110 с УЦИ
Длина стола1100 мм
Ширина стола960 мм
Конус шпинделяMT6
Мощность 7.50 кВт
Напряжение380В
Масса11500 кг
Код товара: 9595
Расточный универсальный станок SMTCL TPX6111
Длина стола1140 мм
Ширина стола1000 мм
Конус шпинделяMT6
Мощность 7.50 кВт
Напряжение380В
Масса12000 кг
Код товара: 2210
Горизонтально-расточной станок ИЗТС ИС2А636Ф1
Длина стола1800 мм
Ширина стола1600 мм
Конус шпинделяSK 50
Мощность 28.00 кВт
Напряжение380В
Масса36850 кг
Код товара: 2208
Горизонтально-расточной станок ИЗТС ИС1250ПМФ4
Длина стола1250 мм
Ширина стола400 мм
Конус шпинделяSK 50
Мощность 28.
 00 кВт
00 кВтНапряжение380В
Масса20000 кг
Код товара: 2211
Горизонтально-расточной станок ИЗТС ИС2А637Ф1
Длина стола1800 мм
Ширина стола1600 мм
Конус шпинделяSK 50
Мощность 28.00 кВт
Напряжение380В
Масса36850 кг
Код товара: 35239
Обрабатывающий центр ИР320ПМФ4-СТ01
Длина стола320 мм
Ширина стола320 мм
Конус шпинделяISO40
Мощность 11.00 кВт
Напряжение380В
Масса8000 кг
Код товара: 38344
Горизонтально-расточной станок KHB 130 с УЦИ
Длина стола1600 мм
Ширина стола1400 мм
Мощность 15.00 кВт
Напряжение380В
Масса24000 кг
Код товара: 35238
Обрабатывающий центр ИС500ПМФ4-СТ01
Длина стола500 мм
Ширина стола500 мм
Конус шпинделяISO50
Мощность 22.00 кВт
Напряжение380В
Масса14070 кг
Код товара: 2219
Высокоскоростной пятикоординатный обрабатывающий центр ИЗТС ИС800-ГЛОБУС
Длина стола800 мм
Ширина стола800 мм
Конус шпинделяHSK A100
Мощность 30.
 00 кВт
00 кВтНапряжение380В
Масса22000 кг
Код товара: 2205
Широкоуниверсальный расточной станок ИЗТС ИР600
Длина стола800 мм
Ширина стола600 мм
Конус шпинделяMT5
Мощность 5.50 кВт
Напряжение380В
Масса4000 кг
Код товара: 38343
Горизонтально-расточной станок KHB 110/3 с УЦИ
Длина стола1250 мм
Ширина стола1100 мм
Конус шпинделяMT6
Мощность 7.50 кВт
Напряжение380В
Масса14000 кг
Код товара: 9596
Расточный универсальный станок SMTCL TPX6111A
Длина стола1140 мм
Ширина стола1000 мм
Конус шпинделяMT6
Мощность 7.50 кВт
Напряжение380В
Масса13000 кг
Код товара: 38342
Горизонтально-расточной станок KHB 110/2 с УЦИ
Длина стола1100 мм
Ширина стола960 мм
Конус шпинделяMT6
Мощность 7.50 кВт
Напряжение380В
Масса13000 кг
Код товара: 2218
Высокоскоростной обрабатывающий центр ИЗТС “Супер-Центр ИС800”
Длина стола800 мм
Ширина стола800 мм
Конус шпинделяHSK A100
Мощность 30.
 00 кВт
00 кВтНапряжение380В
Масса22000 кг
Код товара: 9590
Горизонтальный обрабатывающий центр DMTG MDH65
Длина стола630 мм
Ширина стола630 мм
Конус шпинделя7:24 NO:50
Мощность 18.50 кВт
Напряжение380В
Масса17960 кг
Код товара: 38345
Горизонтально-расточной станок KHB 130/2 с УЦИ
Длина стола1800 мм
Ширина стола1600 мм
Мощность 15.00 кВт
Напряжение380В
Масса28000 кг
Код товара: 35233
Сверлильно-фрезерно-расточный станок S50VBДлина стола800 мм
Ширина стола500 мм
Конус шпинделяISO40
Мощность 18.50 кВт
Напряжение380В
Масса7300 кг
Код товара: 2206
Широкоуниверсальный расточной станок ИЗТС ИР600 с УЦИ
Длина стола800 мм
Ширина стола600 мм
Конус шпинделяMT5
Мощность 5.50 кВт
Напряжение380В
Масса4000 кг
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
- «
- 1
- 2
- »
На расточных станках можно производить следующие обрабатывающие операции:
- растачивание;
- сверление;
- зенкерование;
- нарезание внутренней и наружной резьб;
- обтачивание цилиндрических поверхностей;
- цилиндрическое и торцовое фрезерование.

.
Особенностью оборудования является горизонтальный или вертикальный шпиндель, который совершает осевую подачу. В шпинделе закрепляется режущий инструмент: резец, сверло, зенкер, развертка, фреза и др. Осевая подача может осуществляться и за счет перемещения заготовки.
При выборе расточного станка следует обращать внимание на следующие его характеристики:
- Размеры рабочего стола, мм
- Грузоподъемность рабочего стола, кг
- Параметры перемещения рабочих органов (стол, шпиндельная бабка), мм
- Мощность главного привода, кВт
- Питаемое напряжение, В
- Выбор дополнительной оснастки
- Размеры станка
Компания «РуСтан» предлагает к продаже станки по металлу по выгодной цене. Также мы рекомендуем заказать дополнительное оборудование. Напоминаем, при покупке действует гибкая система скидок! Также действует система гарантийного и постгарантийного обслуживания.
Отзывы
Изготовители
DMTG
SMTCL
WEIDA (Китай)
Найдено товаров : 43
Сбросить фильтрыЦена
Производитель
SMTCL DMTG WEIDA (Китай)
Длина стола
Ширина стола
Конус шпинделя
Тип внутреннего или наружного конуса шпинделя. Предназначен для быстрой смены инструмента с высокой точностью центрирования и надёжностью крепления. Существуют много стандартов на различные конусы, различающиеся по конусности и исполнению.
MT6 ISO50 MT5 SK 50 HSK A63 HSK A100 ISO30 7:24 NO:50 ISO40
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Используется для сквозного крепления заготовки через шпиндель станка.
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В
Масса
Вверх
3. Виды работ, выполняемые на расточных станках.
Расточные станки предназначены для обработки крупных и громоздких деталей в условиях индивидуального и серийного производства, которым трудно сообщить вращательное главное движение. Обрабатываемую деталь закрепляют на столе станка или на плите.
На рис. 3.1 приведены основные
технологические операции, выполняемые
на расточных станках. Это широкоуниверсальные
станки, на которых возможно осуществлять
черновое и чистовое растачивание
отверстий, фрезерование плоскостей,
сверление, зенкерование, развертывание
отверстий, нарезание наружной и
внутренней резьбы и другие
технологические операции. Такое
разнообразие видов обработки,
выполняемых на расточных станках, дает
возможность производить полную обработку
деталей без перестановки ее на другие
станки.
Такое
разнообразие видов обработки,
выполняемых на расточных станках, дает
возможность производить полную обработку
деталей без перестановки ее на другие
станки.
На станке осуществляется вращение шпинделя при выполнении всех основных видов работ и вращение планшайбы при обтачивании торцов радиальным суппортом. При сверлении, зенкеровании, развертывании и растачивании выдвижному шпинделю подачи (или столу) сообщают движение в продольном направлении. При растачивании отверстия резец устанавливают в борштанге, один конец которой закреплен в шпинделе, а другой вращается в подшипнике люнета стойки. При фрезеровании плоскостей осуществляют подачу выдвижного шпинделя, несущего фрезу, или стол получает перемещение в поперечном направлении. На станке возможно осуществлять точные повороты стола на 90 и 180°.
Рис. 3.1 Виды работ, выполняемых на расточных станках, и необходимые перемещения:
1 — обточка фланца резцом, укрепленным на планшайбе; 2 — подрезка одного торца резцом, а другого двумя резцами, расположенными на планшайбе; 3 — растачивание отверстия резцов; 4 — обработка канавки; 5 — наружная обточка втулки резцом, установленным на планшайбе; 6 — растачивание отверстия резцовой пластинкой, укрепленной в борштанге; 7 — нарезание резьбы метчиком; 8 — растачивание отверстия пластиной; 9 — подрез резцом от летучего суппорта; 10 — наружное обтачивание; 11 — подрезка торца втулки; 12 — растачивание отверстия пластиной; 13 — фрезерование торца резцовой головкой; 14 – фрезерование торца резцовой головкой; 15 — растачивание отверстия резцовой головкой укрепленной на бортштанге
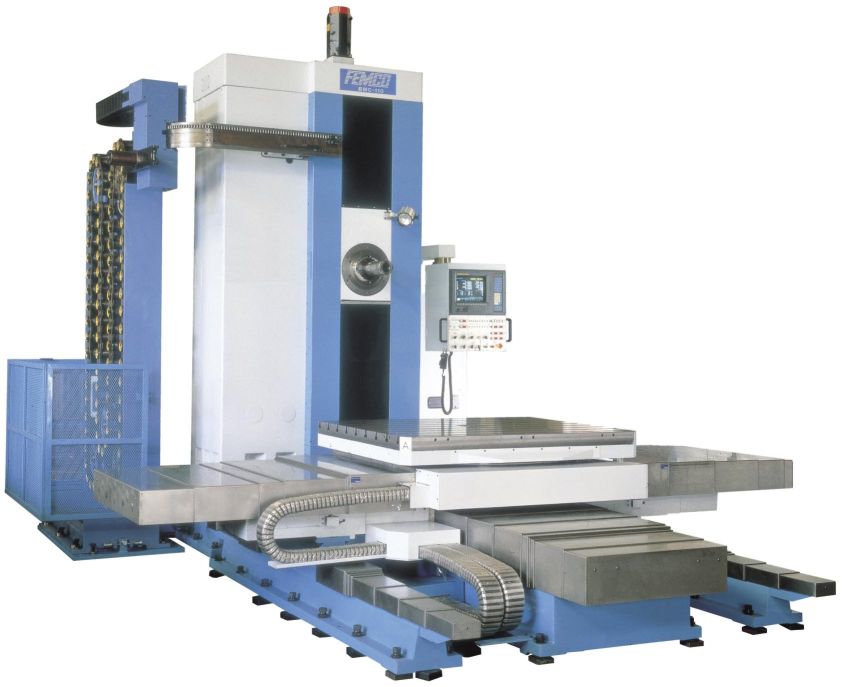
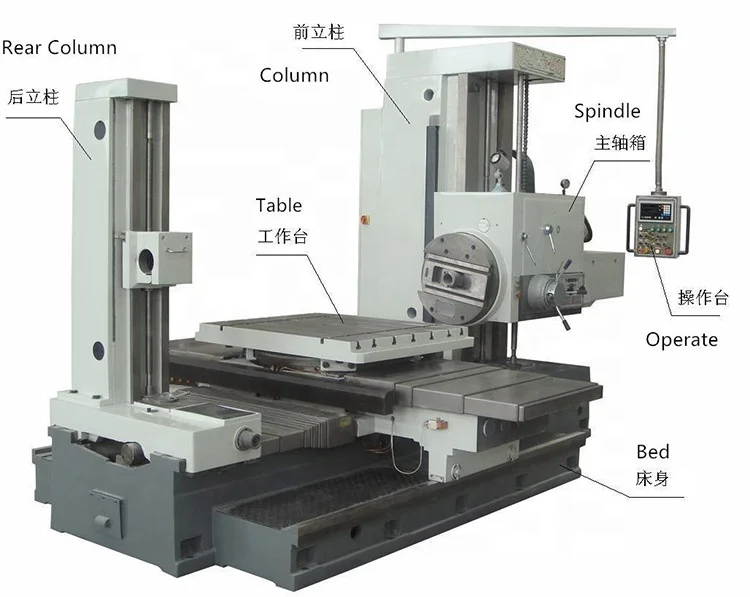
На рис. 4.1 приведены основные типы
горизонтально-расточных станков общего
назначения. Их делят на три группы: А, Б
и В.
4.1 приведены основные типы
горизонтально-расточных станков общего
назначения. Их делят на три группы: А, Б
и В.
Станки типа А выпускают без задней (рис.
4.1, а) и с задней стойкой 7 (рис. 4.1, б).
Станки без задней стойки имеют меньшую
длину станины 4. Станки типа А имеют
неподвижную переднюю стойку, прикрепленную
к станине 4. По вертикальным направляющим
стойки 1 перемещается шпиндельная бабка
2, в которую вмонтирован выдвижной
шпиндель 6, имеющий кроме вращательного
движения и перемещение вдоль собственной
оси. Поворотный стол 5 станка с
неподвижной передней стойкой имеет
продольное и поперечное перемещения.
Задняя стойка 7 с люнетом предназначена
для поддержания свободного конца
борштанги. Станки типа А изготовляют
как с радиальным суппортом 3, расположенным
на наружной поверхности планшайбы, так
и без него. Эти станки, например
горизонтально-расточной станок мод.
2620В, предназначены для обработки
корпусных деталей, имеющих точные
отверстия, связанные между собой
точными расстояниями.
Станки типа Б (рис. 4.1, в) отличаются от станков типа А тем, что имеют продольно-подвижную переднюю стойку и стол в направлении, перпендикулярном оси шпинделя. В станке не происходит свешивание стола с направляющих при его крайних положениях, что существенно повышает точность обработки тяжелых корпусных деталей. Конструкция шпиндельной бабки в основном аналогична шпиндельным бабкам станков типа А. Задняя стойка также продольно-подвижная и снабжена люнетом для поддержания борштанги при расточке длинных отверстий.
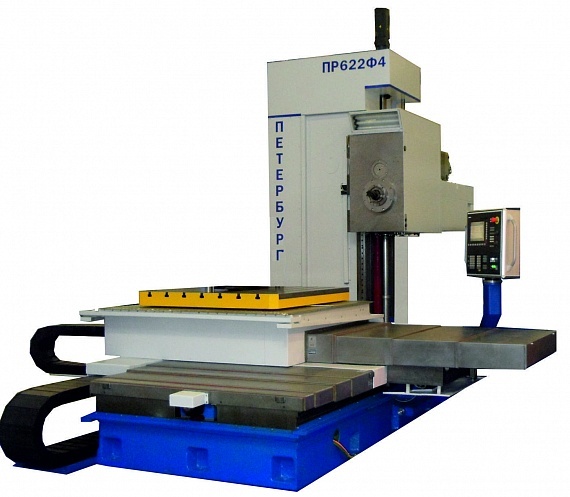
Станки типа В (рис. 4.1, г) предназначены для черновой и чистовой обработки крупных и тяжелых деталей машин. На фундаменте установлены станина станка и плита. Плита предназначена для установки и закрепления обрабатываемой заготовки и установки задней стойки с люнетом. По вертикальным направляющим стойки с помощью ходового винта перемещают шпиндельную бабку.
Перемещение салазок передней стойки в
продольном и поперечном направлениях
осуществляют с помощью червячно-реечных
передач.![]()
Чем больше размеры и масса обрабатываемой заготовки, тем меньшую подвижность она имеет на станке. Так на станках, показанных на рис. 4.1, а — в, заготовку располагают на перемещающемся столе станка, а на станке, показанном на рис. 4.1, г, она не может быть расположена на столе станка из-за больших размеров и массы, поэтому ее располагают на специальной плите неподвижно, по существу, вне станка.
Основной характеристикой горизонтально-расточного станка является диаметр шпинделя: для станков группы А—80, 90 и 110 мм; для станков группы Б — 150 и 220 мм, а для станков группы В — до 320 мм.
Таким образом, условно можно считать, что станки группы А предназначены для обработки сравнительно небольших деталей, станки группы Б —для средних, а станки группы В — для особо тяжелых и громоздких деталей. Рабочая поверхность поворотных столов имеет размеры от 800×900 до 1600×1800 мм. Класс точности станков — Н и выше.
В горизонтально-расточных станках
проведена широкая унификация. Так,
в горизонтально-расточных станках мод.
2620В и 2620Г диаметр выдвижного шпинделя
равен 20 мм, а в станках мод. 2622В и 2622Г он
принят равным 110 мм. Остальные параметры
станков одинаковы: вертикальное
перемещение шпиндельной бабки принято
равным 1000 мм; величину перемещения
шпинделя в станках регулируют бесступенчато
в пределах 2,2—1760 мм/мин; величины
вертикальной подачи шпиндельной бабки
и подачи стола регулируют бесступенчато
в пределах 1,4—1110 мм/мин.
Так,
в горизонтально-расточных станках мод.
2620В и 2620Г диаметр выдвижного шпинделя
равен 20 мм, а в станках мод. 2622В и 2622Г он
принят равным 110 мм. Остальные параметры
станков одинаковы: вертикальное
перемещение шпиндельной бабки принято
равным 1000 мм; величину перемещения
шпинделя в станках регулируют бесступенчато
в пределах 2,2—1760 мм/мин; величины
вертикальной подачи шпиндельной бабки
и подачи стола регулируют бесступенчато
в пределах 1,4—1110 мм/мин.
Станки мод. 2620В и 2622В с задней стойкой, станки мод. 2620Г и 2622Г без нее, кроме того, станки мод. 2620В и 2620Г снабжены радиальным суппортом, а станки мод. 2622В и 2622Г не имеют радиального суппорта.
На базе горизонтально-расточных станков
нормальной точности выпускают станки
повышенной точности мод. 2622П с увеличенным
диаметром шпинделя и экранной оптикой.
В качестве специальных станков назовем
переносные расточные станки. Широко
применяют горизонтально-расточные
станки мод. 2636, 2636Г, 2637 и 2637Г. Станки мод
2636 и 2636Г имеют подвижной шпиндель
диаметром 125 мм и встроенную планшайбу
с радиальным суппортом, станки мод.
2636, 2637 — выдвижной шпиндель с увеличенным
диаметром (160 мм). Станки мод 2636, 2637 имеют
заднюю стойку с люнетом Станки мод.
2636Г и 2637Г выпускают без задней стойки,
с укороченной станиной.
2636, 2636Г, 2637 и 2637Г. Станки мод
2636 и 2636Г имеют подвижной шпиндель
диаметром 125 мм и встроенную планшайбу
с радиальным суппортом, станки мод.
2636, 2637 — выдвижной шпиндель с увеличенным
диаметром (160 мм). Станки мод 2636, 2637 имеют
заднюю стойку с люнетом Станки мод.
2636Г и 2637Г выпускают без задней стойки,
с укороченной станиной.
Отечественные горизонтально-расточные станки обладают повышенной точностью, жесткостью, виброустойчивостью, большой мощностью главного привода, большой быстроходностью и высокой степенью автоматизации управления. Движение подачи каждого элемента станка осуществляют от электродвигателей постоянного тока, с большим диапазоном регулирования. Некоторые серийно выпускаемые станки оснащены устройствами числового программного управления (ЧПУ).
Рис. 4.1 Основные типы горизонтально-расточных станков
Глухов Н.М. Работа на координатно-расточных станках
- Файлы
- Академическая и специальная литература
- Машиностроение и металлообработка
- Обработка резанием
- Обработка отверстий
 org/BreadcrumbList” itemprop=”breadcrumb”>
org/BreadcrumbList” itemprop=”breadcrumb”>Обработка резанием
Задачи, упражнения, лабораторные
Обработка зубчатых колес
Обработка отверстий
Резьбообработка
Смазочно-охлаждающие жидкости
Строгальные, долбежные, протяжные работы
Теория резания
Токарная обработка
Точность механической обработки
Фрезерная обработка
Шлифование и отделочные операции
Эксплуатация металлорежущего инструмента
- формат djvu
- размер 3.
 3 МБ
3 МБ - добавлен 01 января 2011 г.
Издательство: ОБОРОНГИЗ, Год: 1953, Качество: хорошее
В книге кратко описаны основные типы координатно-расточных станков, принадлежности и приспособления к ним и изложены необходимые для работы расчеты.
Большая часть книги посвящена описанию практики работы на координатно-расточных станках. Дана технология основных операций на координатно-расточных станках. Описаны практические примеры как простых, так и сложных работ. Большинство примеров содержит необходимые математические расчеты.
Подробно изложены методы математических расчетов, необходимые
расточникам, работающим на координатно-расточных станках. Изложение
раздела математических расчетов ориентировано на знания математики
не менее семи классов средней школы и основных сведений по
тригонометрии.
Книга предназначена для повышения квалификации рабочих, работающих на координатно-расточных станках, или лиц, желающих освоить эту квалификацию. Книга также может быть полезной для мастеров и технологов, связанных с работой на указанных станках.
Смотрите также
- формат djvu
- размер 3.74 МБ
- добавлен 14 октября 2011 г.
Учеб. для СПТУ.- 5-е изд., перераб. и доп.- М.:Высш. шк., 1988.- 256 с. Изложены основные сведения о сверлильных станках и работе на них: об инструменте и приспособлениях для обработки отверстий, приведены данные о свойствах металлов и сплавов; рассмотрены вопросы организации технологического процесса. Пятое издание (4-е – в 1983 г. под названием “Устройство сверлильных станков и работа на них”) дополнено описанием конструкции новых моделей сверл…
- формат pdf
- размер 2.
 85 МБ
85 МБ - добавлен 27 ноября 2008 г.
Владивосток: Мор. гос. ун-т, 2006 г. – 88 с. Учебное пособие. Изложены технологические процессы изготовления деталей механической обработкой на металлорежущих станках. Приведена методика выбора и расчета элементов режима резания. Рассмотрены инструментальные и абразивные материалы, схемы металлорежущих станков и приспособления к ним, геометрия металлообрабатывающих инструментов, виды обработки деталей резанием на токарных, сверлильных, фрезерных…
- формат djvu
- размер 26.48 МБ
- добавлен 27 ноября 2008 г.
5-е изд., перераб. и доп. – М.: Машиностроение-1, 2001, 910с. + 943с. В 1-м томе приведены сведения по точности изготовления и качеству поверхностей деталей машин, рекомендации по выбору заготовок, припуски на механическую обработку, сведения по разработке различных технологических процессов изготовления деталей; обработке заготовок на станках, по обеспечению качества и точности обработки на станках с ЧПУ, в гибких производственных системах, на а. ..
..
- формат pdf
- размер 32.59 МБ
- добавлен 15 ноября 2011 г.
М.-Л.: Машиностроение, 1965. – 600 с. В книге освещаются вопросы обработки сложных поверхностей на металлообрабатывающих станках, в том числе копировальных. Значительное место отведено анализу и кинематике образования сложных поверхностей, а также проектированию специального оборудования. Книга предназначена для конструкторов и технологов машиностроительных предприятий; она может быть полезна студентам старших курсов и аспирантам по специальнос…
- формат pdf
- размер 40.4 МБ
- добавлен 09 января 2011 г.
Учебник. 2-е изд. испр. – Спб.: Издательство “Лань”, 2008. – 320 с.: ил. – (Учебник для вузов. Специальная литература).![]() В учебнике изложены теоретические основы технологии машиностроения, освещены вопросы базирования и установки заготовок при обработке на металлорежущих станках, точности обработки, технологичности конструкций деталей, а также приведены правила и принципы проектирования технологических процессов механической обработки, обеспечиваю…
В учебнике изложены теоретические основы технологии машиностроения, освещены вопросы базирования и установки заготовок при обработке на металлорежущих станках, точности обработки, технологичности конструкций деталей, а также приведены правила и принципы проектирования технологических процессов механической обработки, обеспечиваю…
- формат djvu
- размер 8.41 МБ
- добавлен 01 февраля 2010 г.
Л.: Лениздат, 1975. –392 с. Книга посвящена технологии обработки деталей на строгальных и долбежных станках. В ней рассматриваются процессы обработки типовых деталей и поверхностей – плоскостей, уступов, пазов, направляющих и пр. – на деталях типа плит, планок, клиньев, корпусов и др. В отдельных главах дается описание строгальных и долбежных станков, инструментов и приспособлений для закрепления обрабатываемых деталей. в этих разделах приводится. ..
..
- формат djvu
- размер 7.78 МБ
- добавлен 13 января 2009 г.
М.: Машиностроение, – 1976. – 288с. Справочник содержит сведения, необходимые технологу-машиностроителю при проектировании, и расчете технологических процессов механической обработки деталей. Приведены данные по точности различных методов получения заготовок, обработки их на станках, агрегатных станках и автоматических линиях. Рассмотрена методика расчета ожидаемой погрешности обработки. Справочник предназначен для инженеров-технологов заводов и…
- формат pdf
- размер 10.91 МБ
- добавлен 07 ноября 2010 г.
В 2-х т. Т .2. Проектирование и использование технологической оснастки металлорежущих станков. 3-е изд. , перераб. и доп. Л.: Машиностроение, Ленингр. отд-ние, 1983. 376 с., ил Книга 2 содержит следующие главы: принципы проектирования переналаживаемой оснастки; маханизация и автоматизация – важнейшие факторы повышения экономической эффективности производства; станки с ЧПУ; групповая обработка деталей на токарных станках; групповая обработка детале…
, перераб. и доп. Л.: Машиностроение, Ленингр. отд-ние, 1983. 376 с., ил Книга 2 содержит следующие главы: принципы проектирования переналаживаемой оснастки; маханизация и автоматизация – важнейшие факторы повышения экономической эффективности производства; станки с ЧПУ; групповая обработка деталей на токарных станках; групповая обработка детале…
- формат pdf
- размер 26.39 МБ
- добавлен 01 апреля 2009 г.
М.: Машиностроение, 1988. – 736 с. Теория базирования и примеры схем базирования деталей. Технические характеристики и габариты рабочего пространства токарных, многоцелевых, сверлильно-расточных и фрезерных металлорежущих станков. Роботизированные технологические комплексы – классификация, технические характеристики, типовые компоновки и показатели, обоснование и эффективность. Гибкие производственные системы. Станочные приспособления к металлоре. ..
..
- формат doc
- размер 226.5 КБ
- добавлен 21 мая 2009 г.
Разработка технологии механической обработки заданной детали на агрегатном станке, компановки, наладки станка,, приспособления Общие сведения Нормализованные узлы Построение технологического процесса обработки деталей на агрегатных станках Вспомогательный инструмент, применяемый для обработки на агрегатных станках Объем, общее содержание, требования и методические указания по выполнению курсовой работы
Crossover Machines – Robbins
Следующее поколение универсальности
Crossover TBM избавят вас от догадок при проходке тоннелей со смешанным грунтом
Вне зависимости от того, включает ли геология вашего проекта участки твердых пород, мягкого грунта, валунов или всего понемногу, У Роббинса есть решение для вас. Не все проекты соответствуют параметрам конкретных типов ТБМ, и мы в Robbins считаем, что ваша машина должна быть спроектирована по индивидуальному заказу в соответствии с вашими уникальными проектными требованиями.
Решение Crossover
Для самых сложных проектов ТБМ Robbins Crossover могут обеспечить быструю и эффективную проходку тоннелей. От вас зависит, переключается ли гибридная конструкция между режимами EPB и Hard Rock, между Slurry и Hard Rock или между EPB и Slurry. От мощных шнековых конвейеров, которые перемещают горную породу, до сменных режущих инструментов, ТБМ Robbins Crossover предназначены для работы в различных грунтовых условиях, для которых обычно требуется несколько машин.
Что такое кроссовер TBM?
Перекидные ТБМ представляют собой конструкции машин, обладающие преимуществами двух разных типов ТБМ, и могут «пересекаться» между самыми разными типами грунта, для чего обычно требуется несколько машин. Они также известны как гибридные или двухрежимные машины в туннельной промышленности. Чтобы узнать больше о различных ТБМ кроссовера, нажмите на ссылки ниже, чтобы узнать больше о каждом типе машины.
Crossover Rock/EPB (XRE) TBM Обозначая кроссовер (X) между скалой (R) и EPB (E), XRE был разработан и развернут компанией Robbins на нескольких проектах, которые включают в себя участки как твердой породы, так и мягкого грунта в трассе туннеля. Благодаря возможностям машин EPB и Single Shield Hard Rock, XRE успешно используется в проектах смешанного грунта в Австралии, Турции, Мексике, Индии и других странах. Скачать спецификацию здесь.
Благодаря возможностям машин EPB и Single Shield Hard Rock, XRE успешно используется в проектах смешанного грунта в Австралии, Турции, Мексике, Индии и других странах. Скачать спецификацию здесь.
Идеально подходит для нестабильного грунта
Уникальные конструктивные особенности XRE делают его отличным выбором для работы со смешанной породой и несамонесущим грунтом. Однонаправленная режущая головка снижает износ инструмента и станка и устраняет проблему переточки, которая вызывает чрезмерный износ элементов станка. Двухскоростные коробки передач эффективно используют мощность для создания высокого крутящего момента при низких оборотах, что позволяет XRE преодолевать сдавливающие геологические зоны и зоны разломов, в которых другие машины могут застрять.
Адаптируемый дизайн
XRE — это универсальная машина, которую можно настроить несколькими способами. Конструктивные особенности часто включают режущие головки смешанного шлифования с комбинацией дисковых фрез и твердосплавных насадок. Эти машины могут предлагать преобразование между режимом EPB с полным давлением и режимом EPB без давления, а также режимом экранирования твердых пород без давления. Обычно преобразование выполняется путем замены системы удаления навоза или использования специализированной системы удаления навоза. Переоборудование для удаления навоза может включать использование прочного винтового конвейера, который может выкапывать горную породу, переход от винтового к ленточному конвейеру в туннеле или переключение между открытым/закрытым винтовым конвейером с центральной установкой.
Эти машины могут предлагать преобразование между режимом EPB с полным давлением и режимом EPB без давления, а также режимом экранирования твердых пород без давления. Обычно преобразование выполняется путем замены системы удаления навоза или использования специализированной системы удаления навоза. Переоборудование для удаления навоза может включать использование прочного винтового конвейера, который может выкапывать горную породу, переход от винтового к ленточному конвейеру в туннеле или переключение между открытым/закрытым винтовым конвейером с центральной установкой.
При диаметре более 12 м конструкция XRE становится еще более универсальной. Большие ТБМ XRE могут быть спроектированы без ущерба для одного типа машин по сравнению с другим. Текущие установки позволяют ленточному конвейеру оставаться на месте вместе с винтовым конвейером, исключая этап преобразования шнека в ленточный. Вместо этого гидравлическое кольцо для грунта перемещает конвейер на место, если встречается твердая порода.
«Работа машины XRE была очень хорошей, учитывая геологию, с которой мы столкнулись во время проекта. Мы планируем использовать Роббинса для будущих проектов». — Андрес Аланис, генеральный директор группы RECSA, подрядчик для ТЭЦ II
Проверено на практике
- Инженеры могут оптимизировать конструкцию вашей машины на основе уникального сценария. Например, если тоннель на 80 % состоит из мягкого грунта и на 20 % из твердой породы, инженеры Robbins оптимизируют общую конструкцию машины для обеспечения оптимальной работы EPB.
- Индивидуальные машины могут быть изготовлены с использованием технологии первичной сборки на месте (OFTA), чтобы уложиться в сжатые сроки проекта.
- Crossover Machines могут снизить риск и сделать возможным проведение сложных раскопок, если доступна точная геологическая информация.
- Смешанные условия требуют режущих головок с широким спектром возможностей.
 В большинстве машин XRE износостойкие износостойкие пластины и индикаторы износа помогают подрядчикам контролировать и минимизировать износ инструментов на сложных грунтах. Режущая головка, работающая в одном направлении, еще больше снижает износ и необходимость переточки, что делает проходку туннеля более эффективной.
В большинстве машин XRE износостойкие износостойкие пластины и индикаторы износа помогают подрядчикам контролировать и минимизировать износ инструментов на сложных грунтах. Режущая головка, работающая в одном направлении, еще больше снижает износ и необходимость переточки, что делает проходку туннеля более эффективной. - Машины могут быть спроектированы для экстремальных условий, таких как приток воды и зоны разломов. XRE TBM может быть спроектирован с закрывающими затворами для удержания воды и крутящим моментом для бурения через продавливаемый грунт или разломы.
Crossover Slurry/EPB (XSE) TBM
В городских условиях со смешанными грунтовыми условиями осадка невозможна и должна быть как можно ближе к нулю. XSE TBM — сокращение от Crossover (X) между Slurry (S) и EPB (E) — отвечает всем требованиям во многих случаях. На переменном грунте XSE сочетает в себе лучшие аспекты обеих проверенных конструкций ТБМ, что делает его невероятно универсальным решением. Скачать спецификацию здесь.
Скачать спецификацию здесь.
В режиме EPB
В грунтах с низкой проницаемостью без высокого гидростатического давления XSE может быстро и эффективно продвигаться в режиме EPB без затрат и сложностей, связанных с обработкой навозной жижи. В режиме EPB любая установка по переработке навозной жижи на месте может быть упрощена и более экономична. В режиме EPB в машине используется винтовой конвейер для поддержания давления в забое и удаления навоза. Поскольку на забое выемки нет шлама, контроль давления более безопасен, и любая чрезмерная выемка сразу бросается в глаза.
Знаете ли вы, что кроссовер XSE — самый универсальный тип ТБМ? Его можно полностью настроить с помощью функций EPB и TBM для навозной жижи, чтобы проводить земляные работы практически в любых грунтовых условиях.
В режиме навозной жижи
В грунтах с высокой проницаемостью и в зонах с высоким гидростатическим давлением XSE может работать в режиме навозной жижи, тем самым устраняя проблемы неточного контроля объема и контроля давления, с которыми сталкиваются EPB в этих условиях. В режиме навоза навозная жижа сливается в полностью закрытый контейнер для навоза. Валуны разбиваются с помощью дробильного механизма в ящике, а мелкие булыжники способны проходить через пульпопроводы.
В режиме навоза навозная жижа сливается в полностью закрытый контейнер для навоза. Валуны разбиваются с помощью дробильного механизма в ящике, а мелкие булыжники способны проходить через пульпопроводы.
ПОЧЕМУ ВЫБРАТЬ XSE?
- Если ваш туннель не полностью состоит из грунтов с высокой проницаемостью, то XSE — это решение, которое не требует дорогостоящей прокладки шламового тоннеля по всей длине туннеля
- Экономьте время и деньги на участках с низкой проницаемостью, запустив XSE в режиме EPB, который не требует установки для полного разделения пульпы
- В секциях с высокой проницаемостью переключитесь в режим пульпы, чтобы обеспечить точный мониторинг объема и контроль давления в этих условиях
- Получите лучшие характеристики двух машин с одним заказом машины и универсальное решение, которое можно использовать в нескольких проектах с переменным грунтом
Посмотрите, какая машина подходит для вашего проекта
Туннелепроходческие машины Малые расточные станки Продукция для тоннелей
Длина пересечения
 robbinstbm.com/products/small-boring-machines/sbu-rc/”>
robbinstbm.com/products/small-boring-machines/sbu-rc/”>СБУ-А / СБУ-RC
Более 300 футов/90 м
СБУ-М
До 500 футов/150 м
Рокхед
Более 500 футов/150 м
Главная балка – Роббинс
В твердых породах ничто не бурит туннель быстрее, чем ТБМ с главной балкой.
Если вы хотите пробурить туннель в твердой породе в кратчайшие сроки, то ТБМ с главной балкой Robbins является правильным решением. Получите лучшую машину для работы и самую опытную команду, работающую с вами. Результатом станет повышенная надежность, более высокая скорость продвижения и рекордная производительность.
Нажмите, чтобы просмотреть подробности
Что такое ТБМ с главной балкой?
ТБМ с главной балкой Robbins имеет сложную конструкцию, но относительно прост по своей концепции. Передняя часть ТБМ представляет собой вращающуюся режущую головку, которая соответствует диаметру туннеля. Режущая головка содержит дисковые резцы (диаметром от 14 до 20 дюймов), которые расположены для оптимального бурения данного типа породы. Когда режущая головка поворачивается, гидравлические цилиндры толкают резцы в скалу. Передача этого высокого усилия через катящиеся дисковые резцы создает трещины в породе, в результате чего стружка отрывается от забоя туннеля. Уникальная система плавающих захватов давит на боковые стенки и фиксируется на месте, в то время как ходовые цилиндры выдвигаются, позволяя главной балке продвигать ТБМ.
Передняя часть ТБМ представляет собой вращающуюся режущую головку, которая соответствует диаметру туннеля. Режущая головка содержит дисковые резцы (диаметром от 14 до 20 дюймов), которые расположены для оптимального бурения данного типа породы. Когда режущая головка поворачивается, гидравлические цилиндры толкают резцы в скалу. Передача этого высокого усилия через катящиеся дисковые резцы создает трещины в породе, в результате чего стружка отрывается от забоя туннеля. Уникальная система плавающих захватов давит на боковые стенки и фиксируется на месте, в то время как ходовые цилиндры выдвигаются, позволяя главной балке продвигать ТБМ.
Машиной можно непрерывно управлять, в то время как башмаки захвата давят на боковые стенки, реагируя на поступательное движение машины. Ковши во вращающейся режущей головке зачерпывают и помещают породу на ленточный конвейер внутри главной балки. Затем навоз перемещается в заднюю часть машины для удаления из туннеля. В конце хода задние опоры машины опускаются, а захваты и ходовые цилиндры убираются. Втягивание ходовых цилиндров перемещает узел захвата для следующего цикла бурения. Захваты выдвигаются, задние ноги поднимаются, и снова начинается бурение.
Втягивание ходовых цилиндров перемещает узел захвата для следующего цикла бурения. Захваты выдвигаются, задние ноги поднимаются, и снова начинается бурение.
Открытая конструкция ТБМ с главной балкой обеспечивает быстрый доступ непосредственно за режущей головкой для установки крепи (анкерные болты, стальная сетка, кольцевые балки и набрызг-бетон), что делает ее идеальным решением для туннелей без облицовки. Надежная конструкция главной балки снижает потребность в техническом обслуживании и увеличивает время бурения. Эта надежность объясняет, почему ТБМ Роббинс с главной балкой установили так много рекордов по проходке туннелей и почему так много других пытаются скопировать его конструкцию.
«Машина с главной балкой 3,25 м (10,7 фута) работала хорошо, а доступность была отличной. Компоновка создавала ощущение, что машина намного больше».
-Джон Арцишевски, руководитель проекта, Southland Contracting
ТПМК Robbins с главной балкой подходят для горных пород, состоящих из полных и слаботрещиноватых пород. Мы проектируем машину в соответствии с вашими спецификациями туннеля диаметром от 3 до 15 м (от 10 до 50 футов). Этот диапазон постоянно расширяется для новых приложений.
Мы проектируем машину в соответствии с вашими спецификациями туннеля диаметром от 3 до 15 м (от 10 до 50 футов). Этот диапазон постоянно расширяется для новых приложений.
Все станки с главной балкой Robbins оснащены:
- Специально разработанной вращающейся режущей головкой, адаптированной к геологическим условиям для обеспечения плавного и эффективного бурения
- Дисковые фрезы большого диаметра с высокой грузоподъемностью для эффективного проникновения в горную породу
- Коренной подшипник большого диаметра и зубчатое колесо в сборе, специально разработанные для применения в условиях большой тяги в подземных условиях
- Уникальная система плавающих захватов Robbins для непрерывного рулевого управления
- Боковые и верхние опоры с гидравлическим приводом для стабилизации режущей головки за счет минимизации износа режущей кромки
- Наведение на лазерную мишень для точного определения тоннеля
- Стальной пылезащитный экран для обеспечения герметичности между туннелем и режущей головкой, задерживающий пыль в режущей головке для удаления скруббером через главную балку
- Эффективный ленточный конвейер внутри главной балки перемещает породу от режущей головки к задней части TBM
В зависимости от геологии проекта ТБМ могут быть оснащены:
- Кровельными бурами для стабилизации слабой породы
- Монтажники кольцевых балок для быстрой установки тоннельной крепи
- Фрезы с обратной загрузкой для более быстрой и безопасной замены фрез на неустойчивом грунте
- Зондовые буры для исследования перед земляными работами и укрепления грунта
- Переменная скорость ножевого вала
- Детекторы метана и других газов
- Система сбора данных: автоматический сбор, мониторинг и хранение данных в режиме реального времени о функциях машины, включая скорость проходки, давление осевого усилия, скорость режущей головки, давление захвата и многие другие параметры машины
- Автоматизированная система точного наведения
- Замкнутая телевизионная система
- Автоматическая система пожаротушения
- Замкнутая система охлаждения для экономии воды
Компания Robbins проектирует ТБМ в соответствии с критериями каждого конкретного проекта, включая геологические условия, конструкцию туннеля, план строительства, график проекта, логистику на площадке и многие другие факторы. Когда вы связываетесь с Robbins, мы изучаем спецификации вашего проекта, чтобы определить лучшую систему проходки туннелей для вашего проекта. В некоторых случаях ответом будет совершенно новая проходческая машина для проходки тоннелей, а в других проектах лучшим решением может быть модернизация существующей проходческой проходческой машины, чтобы сэкономить ваше время и деньги.
Чтобы узнать больше о прошлых проектах Роббинса, воспользуйтесь поиском в разделе “Решения для проектов”. Этот раздел даст вам представление о том, каких исторических успехов мы добились в прошлом и как наши инновационные решения могут сделать ваш следующий проект успешным.
Независимо от того, находитесь ли вы на этапе планирования строительства туннеля или собираетесь подать заявку на участие в проекте, наши инженеры помогут вам определить наилучшее решение для достижения ваших целей. Для получения дополнительной информации заполните нашу онлайн-форму запроса или свяжитесь с Robbins в ближайшем к вам офисе.
Для получения дополнительной информации заполните нашу онлайн-форму запроса или свяжитесь с Robbins в ближайшем к вам офисе.
Узнайте, какая машина подходит для вашего проекта
Туннелепроходческие машины Малые расточные станки Продукция для тоннелей
Длина пересечения
СБУ-А / СБУ-RC
Более 300 футов/90 м
СБУ-М
До 500 футов/150 м
Рокхед
Более 500 футов/150 м
Компенсатор давления грунта – Robbins
Плохой грунт, прочная машина
Нажмите, чтобы просмотреть подробности
Если геология вашего туннеля варьируется от мягкого грунта до выветрившейся породы, то оптимальным техническим решением является машина для балансировки давления грунта Robbins (EPBM). решение для вашего проекта. Это особенно верно, когда ваш проект расположен в городской среде, и оседание поверхности земли недопустимо.
решение для вашего проекта. Это особенно верно, когда ваш проект расположен в городской среде, и оседание поверхности земли недопустимо.
EPBM используются при строительстве железнодорожных туннелей, столичных систем метрополитена, автомобильных туннелей и других проектов, где туннель будет частично или полностью построен в мягком грунте ниже уровня грунтовых вод.
Компания Robbins объединила более чем 50-летний опыт проектирования ТБМ и работы на строительной площадке в наши EPBM. Ни у кого нет более широкого опыта разработки инновационной техники для работы в сложных подземных условиях. Наши инженеры адаптируют ваш EPBM для решения конкретных задач вашего проекта. От режущих головок «Smooth Flow», снижающих трение, до сверхнадежных систем обратной засыпки и частотно-регулируемых приводов режущих головок, компания Robbins подняла традиционную конструкцию EPB на новый уровень.
Что такое машина для балансировки давления грунта?
Машины для балансировки давления грунта (EPBM) представляют собой щитовые машины, специально разработанные для работы в условиях мягкого грунта, содержащего воду под давлением. Рыхлые осадочные отложения с крупными валунами и высоким уровнем грунтовых вод бросят вызов обычным ТБМ, но не EPBM Роббинса. EPBM компании Robbins имеют шарнирно-сочлененный экран, который герметизируется от давления притока воды до 10 бар. EPBM компании Robbins контролируют устойчивость забоя туннеля и оседание поверхности земли, отслеживая и регулируя давление внутри камеры режущей головки для достижения баланса с давлением перед режущей головкой, отсюда и название «Баланс давления грунта».
Рыхлые осадочные отложения с крупными валунами и высоким уровнем грунтовых вод бросят вызов обычным ТБМ, но не EPBM Роббинса. EPBM компании Robbins имеют шарнирно-сочлененный экран, который герметизируется от давления притока воды до 10 бар. EPBM компании Robbins контролируют устойчивость забоя туннеля и оседание поверхности земли, отслеживая и регулируя давление внутри камеры режущей головки для достижения баланса с давлением перед режущей головкой, отсюда и название «Баланс давления грунта».
Рабочая зона внутри EPBM полностью изолирована от давления жидкости грунта снаружи машины.
Винтовой конвейер удаляет псевдоожиженную породу за режущей головкой и перед гермошпангоутом. Скорость винтового конвейера и скорость разгрузки контролируются оператором и используются для контроля давления на забое и для согласования скорости разгрузки навоза со скоростью продвижения EPBM.
Шарнирное соединение между передним щитом и хвостовым щитом оснащено уплотнением высокого давления, которое допускает угловое перемещение между щитками и предотвращает просачивание воды внутрь EPBM.
EPBM последовательно возводит сегментированную обделку туннеля после каждого толчка. Специально разработанные уплотнения высокого давления в хвостовом щитке эффективно герметизируют машину снаружи обшивки туннеля и создают барьер против давления на грунт.
Когда возникает необходимость войти в камеру режущей головки, чтобы осмотреть режущую головку или заменить режущие инструменты, рабочие могут безопасно войти через люк, в то время как сжатый воздух используется для поддержания баланса давления грунта для поддержки забоя.
EPBM могут управляться с невероятно малым радиусом поворота, когда это необходимо, используя шарнирное сочленение и копировальный нож, установленный в ножевой головке. Инженеры Robbins рассчитают правильное значение удлинения копировально-фрезерного станка и угол изгиба, необходимый для конкретных требований к радиусу данного туннеля.
«Конструкция станка, ножевой головки и установки фрез от Роббинса показывает, что после прорыва левой линии на 1400 м износ дисковых фрез составил всего 4,1 мм, поэтому замена фрез не потребовалась до того, как она началась на правосторонний туннель».
– Li Quan She, руководитель проекта, 23-е бюро CRCC, проект метро Чэнду, линия 2

ВСЕ EPBM ROBBINS ОСНАЩЕНЫ:
- Режущая головка и режущие инструменты, специально разработанные для работы в ожидаемой геологии. Режущая головка может иметь:
- Роббинс дисковые фрезы с обратной загрузкой и ковшовые кирки там, где предполагается наличие почвы с валунами или массивными камнями.
- Перетащите кирку только там, где не ожидается камня.
- Полное покрытие кирками и частичное покрытие дисковыми фрезами там, где ожидаются редкие валуны.
- Копировально-фрезерный станок для вырезания туннеля под рулевое управление.
- Надежная ножевая головка с самой большой в отрасли производительностью открытия, управляемая проверенной системой частотно-регулируемого привода.
- Конструкция «Smooth Flow», уменьшающая трение режущей головки.
- Основной подшипник высокой грузоподъемности для надежности и долговечности.

- Уплотнения высокого давления на приводе режущей головки, сочленении и хвостовом щитке для предотвращения попадания воды.
- Высокоскоростной поворотный механизм установки сегментов, установленный в хвостовом щитке для идеального совмещения с сегментами.
- Упорные цилиндры, установленные в хвостовом щитке для правильного совмещения с сегментами.
- Цилиндры сочленения активного щита для управления и передачи тяги от хвостового щита к переднему щиту.
- Цифровая система наведения с непрерывным отображением фактического выравнивания туннеля по сравнению с проектным выравниванием и информацией для точного построения сегментных колец.
Роббинс проектирует EPBM в соответствии с критериями каждого конкретного проекта, включая геологические условия, конструкцию туннеля, план строительства, график проекта, логистику на площадке и многие другие факторы. Когда вы связываетесь с Robbins, мы изучаем спецификации вашего проекта, чтобы определить лучшую машину для вашего проекта.