Расточный станок это: Расточные станки: устройство, принцип работы, виды
alexxlab | 05.06.1992 | 0 | Разное
Какими бывают горизонтально-расточные станки
Какими бывают горизонтально-расточные станкиЧасы работы: Пн-Пт с 9 до 18 Заказать звонок Написать
Координатно-расточной станок представляет собой устройство, предназначенное для обработки отверстий. Оборудование широко применяется как в серийном, так и в штучном производстве. Современные модели позволяют выполнять растачивание, зенкерование, сверление, нарезку резьбы, обтачивание поверхностей, фрезерование и множество других работ. Станок координатно-расточного типа в состоянии выполнять все те же операции, что и горизонтально-расточной станок.
Начало работы с оборудованием предусматривает фиксацию обрабатываемой детали на плоскости стола, а также установку подходящего инструмента для расточки в шпиндель. Перемещение шпинделя относительно заготовки осуществляется при помощи стола, способного передвигаться в двух направлениях.
Шпиндель приводится в движение посредством электродвигателя постоянного тока, оснащенного коробкой передач. Управление скоростью вращения возможно также бесступенчатым способом. Подачи шпинделя осуществляется автоматически. При необходимости станок может быть переключен в режим ручного управления шпинделем.
Последние поколения координатно-расточных станков способны обеспечить точность позиционирования инструмента, исчисляемую тысячными долями миллиметра. Для достижения максимальной стабильности при обработке оборудование проходит обязательную балансировку вращающихся узлов. Станки отличаются жесткой конструкцией, позволяющей устранить вибрацию. Их следует эксплуатировать в изолированных помещениях, в которых поддерживается стабильная температура.
Хотите приобрести надежное металлорежущее оборудование?
Закажите расточной станок в ООО СК «Станкоснаб»!
Оцените статью:
Принцип работы координатно-расточного станка
Станкостроительная корпорация «Станкоснаб» -12345
Комментарии
Станкостроительная корпорация «Станкоснаб»
Россия, 127566, г. Москва, Шенкурский проезд д.3Б
+7 (495) 22-55-228
8 800 555-09-47
Москва, Шенкурский проезд д.3Б
+7 (495) 22-55-228
8 800 555-09-47
Заказ обратного звонка
Я ознакомлен(а) с пользовательским соглашением, и даю согласие на обработку персональных данных.К сожалению, наш рабочий день уже закончился, но мы обязательно перезвоним вам в указанное время.
Обратная связь
Я ознакомлен(а) с пользовательским соглашением, и даю согласие на обработку персональных данных.
Принцип работы координатно-расточного станка
Я ознакомлен(а) с пользовательским соглашением, и даю согласие на обработку персональных данных.
Анкета
Условия оплатыСобственные средстваЛизинг
Я ознакомлен(а) с пользовательским соглашением, и даю согласие на обработку персональных данных.
13.2. Типы расточных станков
Главным движением при растачивании
является вращение инструмента.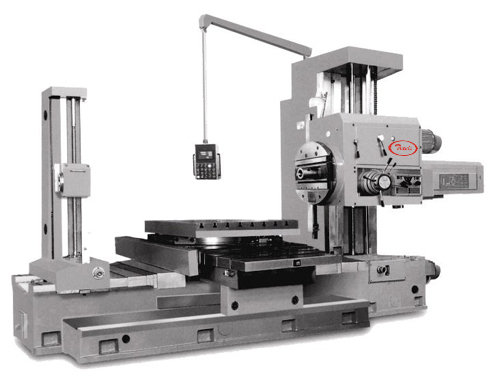 Движение
подачи может совершать заготовка или
инструмент. На расточных станках
обрабатывают отверстия чаще всего в
заготовках корпусных деталей.
Движение
подачи может совершать заготовка или
инструмент. На расточных станках
обрабатывают отверстия чаще всего в
заготовках корпусных деталей.
Рис. 66. Основные типы расточных станков
Расточные станки изготовляют трех типов: координатно-расточные, горизонтально-расточные и алмазно-расточные. Координатно-расточные станки бывают одностоечные (рис. 66, а) и двухстоечные. Они предназначены для обработки отверстий с высокой точностью формы, размера и взаимного расположения. Станки снабжают специальными устройствами, которые позволяют с точностью в несколько мкм осуществлять координатные перемещения заготовок со столом или салазками относительно инструмента. Обработку на станках производят в специальных помещениях, в которых поддерживается температура 20±10С.
Горизонтально-расточные
станки (рис. 66, б)
предназначены для
обработки, как правило, заготовок
корпусных деталей. Координатно- и
горизонтально-расточные станки применяют
в мелкосерийном производстве.
Координатно- и горизонтально-расточные станки выпускают с различными системами ЧПУ. На одних станках программируется и автоматически выполняется установка инструмента по заданным координатам заготовки и фиксация перед обработкой подвижных частей станка, на других – осуществляется программное управление всем циклом обработки после установки заготовки, на третьих, оснащенных дополнительно инструментальными магазинами, что обеспечивает программное управление всем циклом обработки заготовок с большим числом разнообразных поверхностей, включая автоматическую смену инструмента.
На алмазно-расточных станках (рис. 66, в) обрабатывают с высокой точностью цилиндрические отверстия в корпусных заготовках небольших размеров. Обработка ведется по автоматическому циклу. Эти станки применяют в крупносерийном и массовом производстве.
Наиболее широкое распространение
получили горизонтально-расточные
станки. На станине 1 таких станков (см.
Движение подачи может совершать как инструмент – осевое перемещение шпинделя, вертикальное перемещение шпиндельной бабки, так и заготовка – продольное перемещение стола или поперечное перемещение салазок. Наличие поворотного стола дает возможность обрабатывать заготовку с разных сторон без переустановки ее на столе.
На расточных станках применяют расточные
резцы, сверла, зенкеры, развертки,
метчики, фрезы. Наиболее широко используют
расточные резцы. Обработку проводят
проходными, подрезными, канавочными и
резьбовыми расточными резцами.
Наибольшее распространение имеет расточный инструмент, выполненный в виде консольной расточной оправки 1 с закрепленным в ней стержневым резцом 2 (рис. 67, а). Установку резца на заданный диаметр обрабатываемой поверхности осуществляют регулированием его вылета. Точная настройка инструмента облегчается при использовании расточных резцов-вставок с микрометрическим регулированием размера (рис. 67, б). Расточные оправки, у которых резцы установлены в диаметрально противоположных сторонах, обеспечивают большую точность обработки. Это объясняется тем, что радиальные силы, действующие на резцы, взаимно уравновешиваются. Благодаря этому уменьшаются упругие деформации оправки. Такие инструменты называют расточными головками (рис. 67, в, г).
Для подрезки применяют резцы, режущая часть которых сделана с главным углом в плане 90 0 (рис. 67, г).
Рис. 67. Инструменты для обработки на
расточных станках
67. Инструменты для обработки на
расточных станках
В качестве рабочей части расточного инструмента в настоящее время обычно используют многогранные повторно не затачиваемые пластинки из твердого сплава или композита, закрепляют их механически. Тип пластины и ее расположение определяется формой обрабатываемой поверхности и схемой ее обработки.
На расточных станках с ЧПУ, как правило, применяют сборный расточной инструмент. Это позволяет значительно уменьшить его номенклатуру. Он включает в себя унифицированный хвостовик (рис. 67, д), удлинительный элемент 2 и головку 3. Хвостовики расточного инструмента для станков с магазином имеют специальные элементы, за которые схват автооператора удерживает его при транспортировании к шпинделю из магазина и обратно.
Скорость резания, подачу и глубину
резания при растачивании определяют,
как и для точения. На горизонтально-расточных
станках обрабатывают внутренние
(цилиндрические, торцовые и резьбовые),
наружные (торцовые и цилиндрические)
поверхности вращения, а также плоские
поверхности.
Растачивание цилиндрических поверхностей производят расточными проходными резцами (рис. 67, а). Подрезание торцов небольших размеров делают инструментом для подрезных работ (рис. 66, б).
Рис. 67. Схемы обработки поверхностей на расточных станках
Некоторые горизонтально-расточные станки имеют планшайбу с радиальным суппортом.
Внутренние цилиндрические поверхности очень большого диаметра растачивают расточным резцом, установленным на планшайбе станка в оправке (рис.67, в). Главное движение совершает инструмент, вращающийся вместе с планшайбой. Аналогичным образом обрабатывают короткие наружные цилиндрические поверхности (рис. 67, г).
Наружные торцовые поверхности,
внутренние канавки и другие аналогичные
элементы деталей обрабатывают
соответствующими резцами, закрепленными
в радиальном суппорте. Резец, вращаясь,
перемещается с радиальным движением
подачи (рис. 67, д, е).
67, д, е).
На горизонтально-расточных станках, не имеющих планшайбы и радиального суппорта, внутренние цилиндрические поверхности большого диаметра и наружные цилиндрические поверхности обрабатывают фрезерованием. В этом случае система ЧПУ обеспечивает одновременные поперечное движение подачи заготовки и вертикальное движение подачи инструмента. Вертикальную плоскость можно фрезеровать торцовой насадной фрезой. Пазы фрезеруют соответствующими концевыми фрезами, причем движение подачи совершает или заготовка при горизонтальном положении паза, или инструмент, если паз ориентирован вертикально. При использовании специальных приспособлений и устройств на горизонтально-расточном станке расточными резцами можно обрабатывать конические и фасонные поверхности. Нарезание резьбы производят резьбовыми резцами и метчиками.
Поверхности со сложным контуром
обрабатывают фрезерованием. На
горизонтально-расточных станках
производят также обработку заготовок
сверлами, зенкерами и развертками.
Обработка заготовок на координатно- и алмазно-расточных станках имеет свои особенности. Основным видом работ на координатно-расточных станках является растачивание цилиндрических отверстий консольными оправками. На этих станках можно обрабатывать каждое отверстие с очень высокой точностью и обеспечивать точное расстояние между отверстиями. Необходимый для этого точный отсчет перемещений заготовки относительно инструмента осуществляют с помощью специальных оптических устройств. Они позволяют совместить ось обрабатываемого отверстия с осью шпинделя с погрешностью не более 0,001 мм. Перед началом растачивания стол, салазки и шпиндельную бабку фиксируют, благодаря чему достигают высокой точности растачивания. В инструментальном производстве координатно-расточные станки используют также для контроля линейных размеров и разметки высокоточных заготовок.
Алмазно-расточные станки имеют высокие
точность и жесткость. Для них характерна
обработка с высокими скоростями резания
(100÷1000 м/мин), малыми подачами
(0,01÷0,15 мм/об) и небольшими глубинами
резания (0,05÷0,3 мм). В качестве инструмента
используют расточные резцы, закрепленные
в консольных оправках. Режущую часть
инструмента делают из твердых сплавов,
керамических материалов и алмаза. На
алмазно-расточных станках обрабатывают
с высокими точностью и производительностью
внутренние цилиндрические и торцовые
поверхности. Заготовку устанавливают
на стол станка, вертикальное движение
подачи совершает инструмент. Растачивание
на таких станках обеспечивает высокое
качество поверхности.
В качестве инструмента
используют расточные резцы, закрепленные
в консольных оправках. Режущую часть
инструмента делают из твердых сплавов,
керамических материалов и алмаза. На
алмазно-расточных станках обрабатывают
с высокими точностью и производительностью
внутренние цилиндрические и торцовые
поверхности. Заготовку устанавливают
на стол станка, вертикальное движение
подачи совершает инструмент. Растачивание
на таких станках обеспечивает высокое
качество поверхности.
Что такое сверлильный станок?
Последнее обновление: 8 июля 2020 г.
Что означает сверлильный станок?
Бурильные машины представляют собой механизированные инструменты, которые используются для бурения отверстий в земле без нарушения состояния поверхности. В бестраншейной технологии различают два вида бурения – горизонтально-шнековое бурение и горизонтально-направленное бурение (ГНБ). Эти методы используются для прокладки новых подземных сооружений, таких как канализационные трубы, водопроводные трубы и т. д. Какой метод бурения является более подходящим, определяется исходя из состояния почвы, уровня грунтовых вод, возможности загрязнения и т. д.
В бестраншейной технологии различают два вида бурения – горизонтально-шнековое бурение и горизонтально-направленное бурение (ГНБ). Эти методы используются для прокладки новых подземных сооружений, таких как канализационные трубы, водопроводные трубы и т. д. Какой метод бурения является более подходящим, определяется исходя из состояния почвы, уровня грунтовых вод, возможности загрязнения и т. д.
Реклама
Trenchlesspedia объясняет бурильный станок
Буровой станок с горизонтальным шнеком использует домкрат и бур для выполнения работ в условиях мягкого и стабильного грунта. Мощный домкрат используется для вставки обсадной трубы для стабилизации почвы, в то время как шнек удаляет почву из котлована своим вращением. После того, как кожух успешно установлен, можно протянуть трубу. Этот метод предпочтителен для рассрочки под автомагистралями и железнодорожными путями, где осадка вызывает беспокойство.
ГНБ-установки можно использовать практически для всех видов монтажа, от кабелей до трубопроводов, под зданиями, дорогами и даже под руслом реки. В зависимости от объема работ устанавливается буровая установка. Буровые штанги нанизаны друг на друга, образуя бурильную колонну для оттягивания расширителей. Проводной передатчик используется для передачи положения буровой установки, чтобы оператор мог вносить коррективы в случае возникновения препятствий.
В зависимости от объема работ устанавливается буровая установка. Буровые штанги нанизаны друг на друга, образуя бурильную колонну для оттягивания расширителей. Проводной передатчик используется для передачи положения буровой установки, чтобы оператор мог вносить коррективы в случае возникновения препятствий.
Связанный вопрос
Каким образом туннелепроходческая машина (ТБМ) контролирует оседание грунта над бестраншейной прокладкой?Реклама
Поделись этим термином
Связанные термины
- Горизонтально-направленное бурение
- Скучно
- Буровая установка
- Буровой раствор
- Каретка
- Прокладка тоннелей большого диаметра
Похожие материалы
- Как избежать обрушения туннеля при бурении большого
- Как устроена канализация
- Горизонтальное бурение шнеком: преимущества знания того, когда его использовать
- Шнековое растачивание: аргументы в пользу использования обсадной трубы по сравнению с обсадной.
 Без кожуха Скучно
Без кожуха Скучно - Контрольный список технического обслуживания расточной установки с направляющими
- Основы проектов бестраншейного микротоннелирования
Теги
Горизонтально-направленное бурениеГоризонтальное бурение шнекомРаскопкиБурениеБестраншейное строительствоАктуальные статьи
Бестраншейная реабилитация
5 лучших способов соединения труб, на которые всегда можно положиться
Бестраншейное строительство
Понимание 4 этапов исследования места
Бестраншейная реабилитация
Как узнать, есть ли в вашем доме асбестоцементные трубы
Бестраншейное строительство
Это ямы: ямы и раскопки в бестраншейном проекте, учебник для начинающих
Что такое расточный процесс и расточный станок – 3 разных способа рассверливания
2020/02/12 15:57:49
Растачивание — это распространенный метод обработки, который можно использовать для исправления ошибок.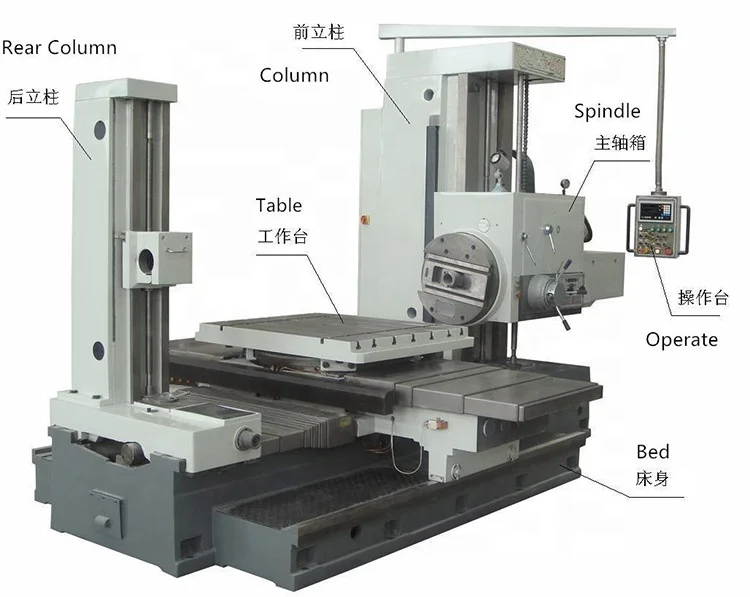 В этом руководстве мы познакомим с процессом сверления и типами станков, которые он использует, а также с разницей между сверлением и сверлением. Как сверлить отверстия? 3 метода обработки для растачивания отверстий для справки.
В этом руководстве мы познакомим с процессом сверления и типами станков, которые он использует, а также с разницей между сверлением и сверлением. Как сверлить отверстия? 3 метода обработки для растачивания отверстий для справки.
Что такое процесс сверления?
Растачивание — это процесс механической обработки, в котором используется специально разработанный режущий инструмент, такой как сверло, для увеличения отверстия, уже имеющегося в детали, для повышения точности. Резка удаляет материал из внутренней части заготовки. Растачивание имеет широкий спектр применения, им можно обрабатывать отверстия разных размеров и разной степени точности. Для отверстий большого диаметра, высокой точности размеров и расположения расточка является чуть ли не единственным методом обработки. Растачивание на токарном станке можно выполнить, установив держатель и расточной инструментальный стержень с фрезой на стойке инструмента и вращая деталь.
Что такое сверлильный станок и типы сверлильных станков
Сверлильный станок – это оборудование, которое может производить более точные и гладкие отверстия за счет увеличения существующих отверстий, созданных сверлением или другими методами, он часто используется для обработки глубоких отверстий в заготовках маслом. цилиндр, цилиндр и гидравлический цилиндр или отверстие шпинделя, глухое отверстие и ступенчатое отверстие станка. В зависимости от обработки имеются три расточных станка:
цилиндр, цилиндр и гидравлический цилиндр или отверстие шпинделя, глухое отверстие и ступенчатое отверстие станка. В зависимости от обработки имеются три расточных станка:
– Горизонтально-расточные станки: просверливают отверстия шпинделем, расположенным параллельно рабочему столу.
– Вертикально-сверлильные станки: использует вращающуюся деталь, прикрепленную к горизонтальному столу, сверло может двигаться вверх или вниз.
– Линейно-расточные станки: расточная оправка поддерживается с обоих концов.
Разница между растачиванием и сверлением
1.Функция и назначение
Сверление предназначено для создания отверстия, а расточка выполняется для увеличения диаметра отверстия.
2.Последовательность обработки
Сверление следует выполнять после сверления.
3. Режущий инструмент
При сверлении используется сверло, а при расточке — расточная оправка. Кроме того, расточная оправка является одноточечной фрезой, а сверло основано на многоточечной.
4. Длина отверстия
Процесс сверления может увеличить осевую длину отверстия, в то время как расточка – нет.
5. Влияние стружки
Удаление стружки является проблемой при сверлении, из-за чего операция не может выполняться непрерывно, при растачивании этой проблемы не существует.
6. Точность, гладкость поверхности
Поверхность просверленных деталей шероховатая, а края отверстия могут быть шероховатыми, но при расточке можно получить точные размеры, высокую точность, жесткие допуски и гладкую поверхность.
7. Диаметр отверстия
Диаметр просверливаемого отверстия обычно такой же, как у сверла, поэтому можно создать конусное отверстие. При растачивании конические отверстия легко получить.
3 способа растачивания – как растачивать отверстия
(1) Заготовка вращается, а фреза подается, как обычно на токарном станке. Центр отверстия после обработки согласуется с осью вращения обрабатываемой детали, круглость отверстия в первую очередь определяется точностью вращения шпинделя станка, а погрешность осевой геометрии отверстия в основном зависит от точности положения направление подачи инструмента относительно оси вращения заготовки.