Равнополочных уголков гост – ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент
alexxlab | 20.09.2020 | 0 | Разное
Уголки стальные горячекатанные равнополочные ГОСТ 8509-93
2 По точности прокатки уголки изготавливают: А-высокой точности;
В-обычной точности.
3 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
|
4 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 Отклонение от прямого угла не должно превышать 35′. По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать: 1,0 мм-для уголков с шириной полки до 50 мм включительно; 2,0 мм-для уголков с шириной полки свыше 50 до 100 мм включительно; 3,0 мм-для уголков с шириной полки свыше 100 до 200 мм. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
7 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки-для уголков толщиной до 10 мм включительно;
3,0 мм-для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм-для уголков толщиной свыше 16 мм.
8 Уголки изготавливают длиной от 4 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
немерной длины;
ограниченной длины в пределах немерной.
8.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
9 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм-при длине до 4 м включительно;
+ 50 мм-при длине свыше 4 до 6 м включительно;
+ 70 мм-при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м-+ 5 мм на каждый следующий метр.
10 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
11 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А (рекомендуемое)ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3 Размеры
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
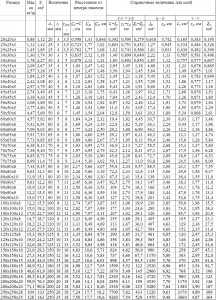
| 4 Свойства профиля Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице А.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления. 5 Допуски |
Чертеж а и б |
| Таблица А.1 | ||||||||||||||||
| Размер | Масса кг/м | S , см2 | Величины | Расстояние от центра тяжести | Справочные величины для осей | |||||||||||
| x-x = y-y | u – u | v – v | ||||||||||||||
| А , мм | t , мм | rroot , мм | Сх = Су см | Сu , см | Сv , см | Ix = Iy , см4 | rx = ry , см | Zx = Zy , см3 | Iu , см4 | ru , см | Iv , см4 | rv , см | Zv , см3 | |||
| 20х20х3 | 0,88 | 1,12 | 20 | 3 | 3,5 | 0,598 | 1,41 | 0,846 | 0,392 | 0,590 | 0,279 | 0,618 | 0,742 | 0,165 | 0,383 | 0,195 |
| 25х25х3 | 1,12 | 1,42 | 25 | 3 | 3,5 | 0,723 | 1,77 | 1,02 | 0,803 | 0,751 | 0,452 | 1,27 | 0,945 | 0,334 | 0,484 | 0,326 |
| 25х25х4 | 1,45 | 1,85 | 25 | 4 | 3,5 | 0,762 | 1,77 | 1,08 | 1,02 | 0,741 | 0,586 | 1,61 | 0,931 | 0,430 | 0,482 | 0,399 |
| 30х30х3 | 1,36 | 1,74 | 30 | 3 | 5 | 0,835 | 2,12 | 1,18 | 1,40 | 0,899 | 0,649 | 2,22 | 1,13 | 0,585 | 0,581 | 0,496 |
| 30х30х4 | 1,78 | 2,27 | 30 | 4 | 5 | 0,878 | 2,12 | 1,24 | 1,80 | 0,892 | 0,850 | 2,85 | 1,12 | 0,757 | 0,577 | 0,607 |
| 35х35х4 | 2,09 | 2,67 | 35 | 4 | 5 | 1,00 | 2,47 | 1,42 | 2,95 | 1,05 | 1,18 | 4,68 | 1,32 | 1,23 | 0,678 | 0,865 |
| 35х35х5 | 2,57 | 3,28 | 35 | 5 | 5 | 1,04 | 2,47 | 1,48 | 3,56 | 1,04 | 1,45 | 5,64 | 1,31 | 1,49 | 0,675 | 1,01 |
| 40х40х3 | 1,84 | 2,35 | 40 | 3 | 6 | 1,07 | 2,83 | 1,52 | 3,45 | 1,21 | 1,18 | 5,45 | 1,52 | 1,44 | 0,783 | 0,949 |
| 40х40х4 | 2,42 | 3,08 | 40 | 4 | 6 | 1,12 | 2,83 | 1,58 | 4,47 | 1,21 | 1,55 | 7,09 | 1,52 | 1,86 | 0,777 | 1,17 |
| 40х40х5 | 2,97 | 3,79 | 40 | 5 | 6 | 1,16 | 2,83 | 1,64 | 5,43 | 1,20 | 1,91 | 8,60 | 1,51 | 2,26 | 0,773 | 1,38 |
| 45х45х4 | 2,74 | 3,49 | 45 | 4 | 7 | 1,23 | 3,18 | 1,75 | 6,43 | 1,36 | 1,97 | 10,2 | 1,71 | 2,68 | 0,876 | 1,53 |
| 45х45х5 | 3,38 | 4,30 | 45 | 5 | 7 | 1,28 | 3,18 | 1,81 | 7,84 | 1,35 | 2,43 | 12,4 | 1,70 | 3,26 | 0,871 | 1,80 |
| 50х50х4 | 3,06 | 3,89 | 50 | 4 | 7 | 1,36 | 3,54 | 1,92 | 8,97 | 1,52 | 2,46 | 14,2 | 1,91 | 3,73 | 0,979 | 1,94 |
| 50х50х5 | 3,77 | 4,80 | 50 | 5 | 7 | 1,40 | 3,54 | 1,99 | 11,0 | 1,51 | 3,05 | 17,4 | 1,90 | 4,55 | 0,973 | 2,29 |
| 50х50х6 | 4,47 | 5,69 | 50 | 6 | 7 | 1,45 | 3,54 | 2,04 | 12,8 | 1,50 | 3,61 | 20,3 | 1,89 | 5,34 | 0,968 | 2,61 |
| 60х60х5 | 4,57 | 5,82 | 60 | 5 | 8 | 1,64 | 4,24 | 2,32 | 19,4 | 1,82 | 4,45 | 30,7 | 2,30 | 8,03 | 1,17 | 3,46 |
| 60х60х6 | 5,42 | 6,91 | 60 | 6 | 8 | 1,69 | 4,24 | 2,39 | 22,8 | 1,82 | 5,29 | 36,1 | 2,29 | 9,44 | 1,17 | 3,96 |
| 60х60х8 | 7,09 | 9,03 | 60 | 8 | 8 | 1,77 | 4,24 | 2,50 | 29,2 | 1,80 | 6,89 | 46,1 | 2,26 | 12,2 | 1,16 | 4,86 |
| 65х65х6 | 5,91 | 7,53 | 65 | 6 | 9 | 1,80 | 4,60 | 2,55 | 29,2 | 1,97 | 6,21 | 46,3 | 2,48 | 12,1 | 1,27 | 4,74 |
| 65х65х8 | 7,73 | 9,85 | 65 | 8 | 9 | 1,89 | 4,60 | 2,67 | 37,5 | 1,95 | 8,13 | 59,4 | 2,46 | 15,6 | 1,26 | 5,84 |
| 70х70х6 | 6,38 | 8,13 | 70 | 6 | 9 | 1,93 | 4,95 | 2,73 | 36,9 | 2,13 | 7,27 | 58,5 | 2,68 | 15,3 | 1,37 | 5,60 |
| 70х70х7 | 7,38 | 9,40 | 70 | 7 | 9 | 1,97 | 4,95 | 2,79 | 42,3 | 2,12 | 8,41 | 67,1 | 2,67 | 17,5 | 1,36 | 6,28 |
| 75х75х6 | 6,85 | 8,73 | 75 | 6 | 9 | 2,05 | 5,30 | 2,90 | 45,8 | 2,29 | 8,41 | 72,7 | 2,89 | 18,9 | 1,47 | 6,53 |
| 75х75х8 | 8,99 | 11,4 | 75 | 8 | 9 | 2,14 | 5,30 | 3,02 | 59,1 | 2,27 | 11,0 | 93,8 | 2,86 | 24,5 | 1,46 | 8,09 |
| 80х80х6 | 7,34 | 9,35 | 80 | 6 | 10 | 2,17 | 5,66 | 3,07 | 55,8 | 2,44 | 9,57 | 88,5 | 3,08 | 23,1 | 1,57 | 7,55 |
| 80х80х8 | 9,63 | 12,3 | 80 | 8 | 10 | 2,26 | 5,66 | 3,19 | 72,2 | 2,43 | 12,6 | 115 | 3,06 | 29,9 | 1,56 | 9,37 |
| 80х80х10 | 11,9 | 15,1 | 80 | 10 | 10 | 2,34 | 5,66 | 3,30 | 87,5 | 2,41 | 15,4 | 139 | 3,03 | 36,4 | 1,55 | 11,0 |
| 90х90х7 | 9,61 | 12,2 | 90 | 7 | 11 | 2,45 | 6,36 | 3,47 | 92,5 | 2,75 | 14,1 | 147 | 3,46 | 38,3 | 1,77 | 11,0 |
| 90х90х8 | 10,9 | 13,9 | 90 | 8 | 11 | 2,50 | 6,36 | 3,53 | 104 | 2,74 | 16,1 | 166 | 3,45 | 43,1 | 1,76 | 12,2 |
| 90х90х9 | 12,2 | 15,5 | 90 | 9 | 11 | 2,54 | 6,36 | 3,59 | 116 | 2,73 | 17,9 | 184 | 3,44 | 47,9 | 1,76 | 13,3 |
| 90х90х10 | 15,0 | 17,1 | 90 | 10 | 11 | 2,58 | 6,36 | 3,65 | 127 | 2,72 | 19,8 | 201 | 3,42 | 52,6 | 1,75 | 14,4 |
| 100х100х8 | 12,2 | 15,5 | 100 | 8 | 12 | 2,74 | 7,07 | 3,87 | 145 | 3,06 | 19,9 | 230 | 3,85 | 59,9 | 1,96 | 15,5 |
| 100х100х10 | 15,0 | 19,2 | 100 | 10 | 12 | 2,82 | 7,07 | 3,99 | 177 | 3,04 | 24,6 | 280 | 3,83 | 73,0 | 1,95 | 18,3 |
| 100х100х12 | 17,8 | 22,7 | 100 | 12 | 12 | 2,90 | 7,07 | 4,11 | 207 | 3,02 | 29,1 | 328 | 3,80 | 85,7 | 1,94 | 20,9 |
| 120х120х8 | 14,7 | 18,7 | 120 | 8 | 13 | 3,23 | 8,49 | 4,56 | 255 | 3,69 | 29,1 | 405 | 4,65 | 105 | 2,37 | 23,1 |
| 120х120х10 | 18,2 | 23,2 | 120 | 10 | 13 | 3,31 | 8,49 | 4,69 | 313 | 3,67 | 36,0 | 497 | 4,63 | 129 | 2,36 | 27,5 |
| 120х120х12 | 21,6 | 27,5 | 120 | 12 | 13 | 3,40 | 8,49 | 4,80 | 368 | 3,65 | 42,7 | 584 | 4,60 | 152 | 2,35 | 31,6 |
| 125х125х8 | 15,3 | 19,5 | 125 | 8 | 13 | 3,35 | 8,84 | 4,74 | 290 | 3,85 | 31,7 | 461 | 4,85 | 120 | 2,47 | 25,3 |
| 125х125х10 | 19,0 | 24,2 | 125 | 10 | 13 | 3,44 | 8,84 | 4,86 | 356 | 3,84 | 39,3 | 565 | 4,83 | 146 | 2,46 | 2,46 |
| 125х125х12 | 22,6 | 28,7 | 125 | 12 | 13 | 3,52 | 8,84 | 4,98 | 418 | 3,81 | 46,6 | 664 | 4,81 | 172 | 2,45 | 34,6 |
| 150х150х10 | 23,0 | 29,3 | 150 | 10 | 16 | 4,03 | 10,6 | 5,71 | 624 | 4,62 | 56,9 | 990 | 5,82 | 258 | 2,97 | 45,1 |
| 150х150х12 | 27,3 | 34,8 | 150 | 12 | 16 | 4,12 | 10,6 | 5,83 | 737 | 4,60 | 67,7 | 1170 | 5,80 | 303 | 2,95 | 52,0 |
| 150х150х15 | 33,8 | 43,0 | 150 | 15 | 16 | 4,25 | 10,6 | 6,01 | 898 | 4,57 | 83,5 | 1430 | 5,76 | 370 | 2,93 | 61,6 |
| 180х180х15 | 40,9 | 52,1 | 180 | 15 | 18 | 4,98 | 12,7 | 7,05 | 1590 | 5,52 | 122 | 2520 | 6,96 | 653 | 3,54 | 92,7 |
| 180х180х18 | 48,6 | 61,9 | 180 | 18 | 18 | 5,10 | 12,7 | 7,22 | 1870 | 5,49 | 145 | 2960 | 6,92 | 768 | 3,52 | 106 |
| 200х200х16 | 48,5 | 61,8 | 200 | 16 | 18 | 5,52 | 14,1 | 7,81 | 2340 | 6,16 | 162 | 3720 | 7,76 | 960 | 3,94 | 123 |
| 200х200х20 | 59,9 | 76,3 | 200 | 20 | 18 | 5,68 | 14,1 | 8,04 | 2850 | 6,11 | 199 | 4530 | 7,70 | 1170 | 3,92 | 146 |
| 200х200х24 | 71,1 | 90,6 | 200 | 24 | 18 | 5,84 | 14,1 | 8,26 | 3330 | 6,06 | 235 | 5280 | 7,64 | 1380 | 3,90 | 167 |
| 250х250х28 | 104 | 133 | 250 | 28 | 18 | 7,24 | 17,7 | 10,2 | 7700 | 7,62 | 433 | 1220 | 9,61 | 3170 | 4,89 | 309 |
| 250х250х35 | 128 | 163 | 250 | 35 | 18 | 7,50 | 17,7 | 10,6 | 9260 | 7,54 | 529 | 1470 | 9,48 | 3860 | 4,87 | 364 |
Примечания
1 Страны-члены ИСО могут включать в национальные стандарты требуемые им размеры уголков.
Из приведенного в таблице сортамента на равнополочные уголки в национальный стандарт могут быть включены те размеры уголков, которые
| обеспечиваются на прокатных станах. 2 Площадь поперечного сечения вычисляют по формуле где: |
t-толщина, мм;
rroot– радиус внутреннего закругления, мм;
rtoc-радиус закругления полок, мм;
А-ширина полки, мм.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм3.
ПРИЛОЖЕНИЕ Б (рекомендуемое)ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5. УГОЛКИ РАВНОПОЛОЧНЫЕ И НЕРАВНОПОЛОЧНЫЕ В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ (ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой-ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
| Таблица Б.1 | Предельные отклонения по ширине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки1 | Предельные | Ширина полки1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| – | 50 | + 1,0 | – | 2 | + 0,04 |
| 50 | 100 | + 1,5 | 2 | 4 | + 0,06 |
| 100 | 150 | + 2,0 | 4 | 6 | + 0,08 |
| 150 | 200 | + 3,0 | 6 | 8 | + 0,12 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2
| Таблица Б.2 | Предельные отклонения по толщине | |||||
| Метрическая серия , мм | Дюймовая серия , дюйм | ||||
| Ширина полки1 | Предельные | Ширина полки1 | Предельные | ||
| Свыше | От и до включ. | отклонения | Свыше | От и до включ. | отклонения |
| – | 50 | + 0,5 | – | 2 | + 0,02 |
| 50 | 100 | + 0,8 | 2 | 4 | + 0,03 |
| 100 | 150 | + 1,0 | 4 | 6 | + 0,04 |
| 150 | 200 | + 1,2 | 6 | 8 | + 0,05 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
Примечание –
Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют + 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголка приведена в приложении А.
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
5 Кривизна 5.1. Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5. |
|
|||||||||||||||||||||||||||||||||||||||||||||||||
| Таблица Б.5 | |||||
| Метрическая серия | Дюймовая серия | ||||
| Ширина полки | Кривизна | Ширина полки1 | Кривизна | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| 50 | 150 | 0,4 % длины | 2 | 6 | 0,4 % длины |
| 150 | 200 | 0,25 % длины | 6 | 8 | 0,25 % длины |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
5.2 Кривизна должна быть измерена как показано на чертеже Б.1. 6 Неперпендикулярность (непараллельность, отклонение от прямого угла) 6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6. |
Чертеж Б.1 |
| Таблица Б.6 | Отклонение от прямого угла | |||||
| Метрическая серия | Дюймовая серия | ||||
| Ширина полки | Отклонение | Ширина полки1 | Отклонение | ||
| Свыше | От и до включ. | Свыше | От и до включ. | ||
| – | 50 | 1,0 | – | 2 | 0,04 |
| 50 | 100 | 2,0 | 2 | 4 | 0,08 |
| 100 | 200 | 3,0 | 4 | 8 | 0,12 |
1 Для неравнополочных уголков как базовая берется ширина большей полки.
| Чертеж Б.2 |
6.2 Отклонение от прямого угла измеряется на концах полок уголков (чертеж Б.2). 7 Предельные отклонения по массе |
areal-metal.ru
Уголки стальные горячекатаные равноплочные ГОСТ 8509-93
ГОСТ 8509-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
- УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3-93 от 17.02.93)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Белстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Туркменистан | Туркменглавгосинспекция |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ ГОСТ
Сортамент 8509-93
Hot-rolled steel equal-led angles.
Dimensions
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на импорт — рекомендуемым приложениям А и Б.
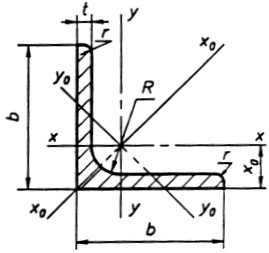
Рисунок 1
Таблица 1
Примечания:
1 Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см3.
2 Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
х0 — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
А — высокой точности;
В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
| Номер | Предельные отклонения | ||||||
| уголка | по | по толщине полки | |||||
| ширине | до 6 включительно | от 6,5 до 9 включительно | свыше 9 | ||||
| полки | А | В | А | В | А | В | |
| От 2 до 4,5 | ± 1,0 | + 0,2 | + 0,3 | — | — | — | — |
| — 0,3 | — 0,4 | ||||||
| От 5 до 9 | ± 1,5 | + 0,2 | + 0,3 | + 0,2 | + 0,3 | + 0,3 | + 0,4 |
| — 0,4 | — 0,5 | — 0,5 | — 0,6 | — 0,5 | — 0,6 | ||
| От 10 до 15 | ± 2,0 | — | — | + 0,3 | + 0,4 | + 0,3 | + 0,4 |
| -0,5 | — 0,6 | — 0,6 | — 0,7 | ||||
| От 16 до 20 | ± 3,0 | — | — | — | — | + 0,4 | + 0,5 |
| — 0,7 | — 0,8 | ||||||
| От 22 до 25 | ± 4,0 | — | — | — | — | + 0,4 | + 0,5 |
| — 0,8 | — 0,9 | ||||||
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
| Номер уголка | Предельные отклонения по массе, % | |
| I класс | II класс | |
| От 2 до 7,5 включительно | + 3 -5 | + 3 |
| Свыше 7,5 | ± 2,5 | -5 |
7 Отклонение от прямого угла не должно превышать 35‘.
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм — для уголков с шириной полки до 50 мм включительно;
2,0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включительно;
3,0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
немерной длины;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм — при длине до 4 м включительно;
+ 50 мм — при длине свыше 4 до 6 м включительно;
+ 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3 Размеры
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице А.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
5 Допуски
Допускаемые отклонения на размеры приведены в таблице Б.1 приложения В.
Таблица А.1
Примечания
1 Страны-члены ИСО могут включать в национальные стандарты требуемые им размеры уголков.
Из приведенного в таблице сортамента на равнополочные уголки в национальный стандарт могут быть включены те размеры уголков, которые обеспечиваются на прокатных станах.
2 Площадь поперечного сечения вычисляют по формуле
где S — площадь поперечного сечения, см2;
t — толщина, мм;
rroot — радиус внутреннего закругления, мм;
rtoc — радиус закругления полок, мм;
А — ширина полки, мм.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм3.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5. УГОЛКИ РАВНОПОЛОЧНЫЕ И НЕРАВНОПОЛОЧНЫЕ В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ
(ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой — ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1 Предельные отклонения по ширине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
| Ширина полки1 | Предельные | Ширина полки1 | Предельные | ||
| Свыше | От и до включительно | отклонения | Свыше | От и до включительно | отклонения |
| — | 50 | ± 1,0 | — | 2 | ± 0,04 |
| 50 | 100 | ± 1,5 | 2 | 4 | ± 0,06 |
| 100 | 150 | ± 2,0 | 4 | 6 | ± 0,08 |
| 150 | 200 | ± 3,0 | 6 | 8 | ± 0,12 |
| 1 Для неравнополочных уголков как базовая берется ширина большей полки. | |||||
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2
Таблица Б.2 Предельные отклонения по толщине
| Метрическая серия, мм | Дюймовая серия, дюйм | ||||
| Ширина полки1 | Предельные | Ширина полки1 | Предельные | ||
| Свыше | От и до включительно | отклонения | Свыше | От и до включительно | отклонения |
| — | 50 | ± 0,5 | — | 2 | ± 0,02 |
| 50 | 100 | ± 0,8 | 2 | 4 | ± 0,03 |
| 100 | 150 | ± 1,0 | 4 | 6 | ± 0,04 |
| 150 | 200 | ± 1,2 | 6 | 8 | ± 0,05 |
| 1 Для неравнополочных уголков как базовая берется ширина большей полки. Примечание — Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ± 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголка приведена в приложении А. | |||||
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
Таблица Б.3 Предельные отклонения для нормальных длин
| Метрическая серия | Дюймовая серия | ||
| Длина | Предельные отклонения | Длина | Предельные отклонения |
| Все длины | ± 100 мм | Все длины | ± 4 дюйма |
Таблица Б.4 Предельные отклонения для точных длин
| Метрическая серия | Дюймовая серия | ||||
| Длина, м | Предельные | Длина, фут | Предельные | ||
| Свыше | От и до включительно | отклонения, мм | отклонения, дюйм | ||
| — | 12 | + 75 0 | — | 40 | + 3 0 |
| 12 | — | + 100 | 40 | — | + 4 0 |
5 Кривизна
5.1. Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.
Таблица Б.5
| Метрическая серия | Дюймовая серия | ||||
| Ширина полки | Кривизна | Ширина полки1 | Кривизна | ||
| Свыше | От и до включительно | Свыше | От и до включительно | ||
| 50 | 150 | 0,4 % длины | 2 | 6 | 0,4 % длины |
| 150 | 200 | 0,25 % длины | 6 | 8 | 0,25 % длины |
| 1 Для неравнополочных уголков как базовая берется ширина большей полки. | |||||
5.2 Кривизна должна быть измерена как показано на рисунке Б.1.
Кривизна
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б.6 Отклонение от прямого угла
| Метрическая серия | Дюймовая серия | ||||
| Ширина полки | Отклонение | Ширина полки1 | Отклонение | ||
| Свыше | От и до включительно | Свыше | От и до включительно | ||
| — | 50 | 1,0 | — | 2 | 0,04 |
| 50 | 100 | 2,0 | 2 | 4 | 0,08 |
| 100 | 200 | 3,0 | 4 | 8 | 0,12 |
| 1 Для неравнополочных уголков как базовая берется ширина большей полки. | |||||
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2).
Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
snip1.ru
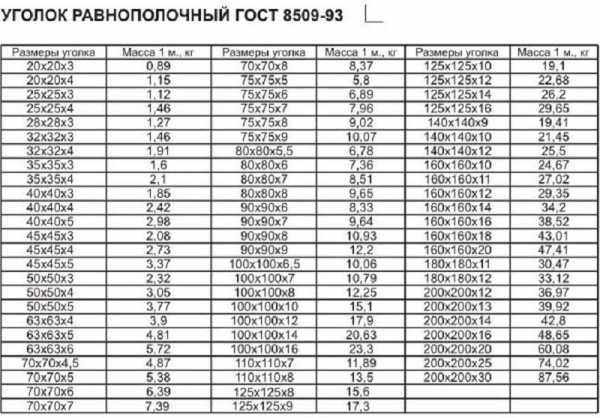
Сортамент равнополочных уголков: виды, характеристики, ГОСТ
Довольно распространенным металлопрокатом можно назвать уголки равнополочные. При их изготовлении применяются стандарты, установленные в ГОСТ. За счет этого продукция представлена унифицированными видами. Рассматривая сортамент равнополочных уголков, следует учитывать тот момент, что вес и размеры имеют значение для проведения точных расчетов при разработке проектной или технической документации. Распространение материала можно связать с его исключительными эксплуатационными качествами, о чем далее поговорим подробнее.
 Уголки равнополочные
Уголки равнополочныеОсновные характеристики
В технической документации можно встретить самую различную информацию, которая может применяться при расчетах. Применяемая таблица позволяет определить нижеприведенные характеристики:
- Масса одного погонного метра. Вес уголка равнополочного учитывается при расчете того, какая будет оказываться нагрузка на создаваемую конструкцию. Вес стального уголка во многом зависит от размеров и типа применяемого материала при изготовлении. Плотность применяемого металла может варьироваться в достаточно большом диапазоне.
- Основные размеры. Уголок размеры может иметь самые различные. Они учитываются при расчетах. Размеры металлического уголка могут варьироваться в достаточно большом диапазоне, так как применяются при создании различных конструкций.
- Профиль металлического равнополочного материала может иметь самую различную площадь поперечного сечения. Этот параметр также указывает на то, какая будет оказываться нагрузка.
- Чертеж и другая техническая информация также содержит информацию о том, какой радиус закругления у профиля. Этот показатель не является контролируемым параметром, но применяется для калибровки изделия. Сортамент уголков стальных горячекатаных равнополочных может быть представлен материалом, который имеет ровные или разные полки. Неравнополочные варианты исполнения также получили широкое распространение.
- В таблице указывается толщина стенок полок. При увеличении показателя толщины момент сопротивления увеличивается, изделие становится способным выдерживать большую нагрузку. Однако, за счет применения большего количества металла вес изделия существенно возрастает.
Характеристики уголков по ГОСТ 8509-93
Уголок равнополочный может классифицироваться по показателю точности. Примером назовем следующие группы изделий:
- Обычная точность, маркируемая буквой «В».
- Повышенной точности, маркировка представлена буквой «А».
Показатель толщины полки может иметь отклонение в соответствии с табличными данными.
В нормативной документации также указывает то, какой длины заготовки могут отправляться заказчику. Примером назовем то, что показатель длины должен составлять 3-12 м. При предварительной договоренности может отпускаться материал большей длины.
Виды равнополочных уголков
Равнополочные варианты исполнения на сегодняшний день получили весьма широкое распространение. Выпускаются они в различных вариантах исполнения. Рассматривая виды металлических уголков отметим, что геометрические размеры и классификация изделий регулируется двумя основными нормативными документами:
- Уголок горячекатаный равнополочный получается при применении технологии, которая предусматривает оказание воздействия высокой температуры. В качестве нормативной документации применяется ГОСТ 8509-93. За счет применения особой технологии производства получаемое изделие обладает весьма высокими эксплуатационными качествами. Однако, производственный процесс связан с достаточно большим количеством технологических сложностей.
- Уголок стальной гнутый также получил широкое применение. Для стандартизации основных параметров в этом случае применяется ГОСТ 19771-93. За счет применения технологии холодной гибки существенно ускоряется производственный процесс.
Скачать ГОСТ 19771-93. Уголки стальные гнутые равнополочные. Сортамент.»
Отличительной особенностью равнополочных уголков назовем то, что полки у них имеют одинаковые геометрические размеры. Горячекатаные изделия производятся путем пропуска раскаленной заготовки через валики. При воздействии давления на размягченный сплав формируется геометрическая форма и определенные размеры.
При холодной гибке применяется специальное оборудование, которое способно оказывать существенно механическое воздействие. Стоит учитывать, что в данном случае в качестве заготовки может использоваться исключительно листовой прокат с относительно небольшой толщиной поперечного сечения.

- Уголок горячекатаный

- Уголок стальной гнутый
Горячекатаные изделия характеризуются следующими достоинствами:
- высокая прочность;
- более сложный профиль.
Гнутые обладают более точными геометрическими размерами, что также определило их распространение. Кроме этого, применение листового металла в качестве сырья позволило существенно снизить вес изделия и расширить сортамент.
Классификация проводится также по типу применяемого материала при изготовлении. От этого показателя зависят следующие моменты:
- Устойчивость материала к воздействию окружающей среды, к примеру, повышенной влажности.
- Прочность структуры и твердость поверхности.
- Плотность, которая определяет соотношение веса и геометрических размеров.
- Степень обрабатываемости.
При изготовлении равнополочного уголка могут применять следующие металлы:
- Стали повышенной прочности. Они обладают весьма большой прочностью, могут выдерживать существенное механическое воздействие. Стоит учитывать, что для достижения некоторых показателей проводится термическая обработка уже после получения требуемой формы и размеров.
- Легированные металлы с различной концентрацией примесей. За счет включения в состав различных веществ можно существенно изменить эксплуатационные качества изделия. К примеру, повышение концентрации хрома повышает коррозионную стойкость поверхности. При легировании металла учитывается, что получаемые равнополочные материалы должны обладать высокой прочностью.
- Сплавы, которые характеризуются высокой жаропрочностью, жаростойкостью или коррозионной устойчивостью. Некоторые равнополочные варианты исполнения строительных материалов могут применяться в особых эксплуатационных условиях. Для достижения требуемых качеств при их изготовлении могут применять высоколегированные сплавы.

Стальные уголки
Наиболее распространенным металлом, который применяется при производстве равнополочных уголков, является углеродистая сталь. Это связано с ее высокой прочностью и относительно низкой стоимостью, простотой получения.
Размеры уголков
Вопрос размеров был затронут ранее при рассмотрении основных показателей, которые характеризуют уголок стальной. При этом также следует отметить нижеприведенные моменты:
- Указывается вес изделия. Металлический уголки применяются при изготовлении ответственных изделий. Именно поэтому при расчетах учитывается также вес самого материала.
- Основные размеры равнополочного уголка указываются также для разработки проектной документации и подбора наиболее подходящего изделия.
- Уголки стальные равнополочные также характеризуются площадью сечения профиля, шириной полки, радиусом закругления, толщиной стенок. Все эти показатели выдерживаются в качестве стандартов и не указываются производителями, при необходимости их можно найти в справочной документации.
Равнобокий уголок может иметь самые различные размеры. Широкой сортамент позволяет подобрать наиболее подходящий материал для применения в конкретном случае.
Применение стального уголка
Металлы сегодня встречаются практически на каждом шагу. При сочетании легкости и высокой прочности материал стал практически незаменим, применяется при строительстве различных сооружений и механизмов. Стальные уголки могут изготавливаться при применении различных металлов. За счет особой геометрии они могут воспринимать большую нагрузку, чем, к примеру, листовой материал. Прокат угловой или уголок стальной гнутый применяют:
- При строительстве несущих конструкций. Для того чтобы сооружение могло воспринимать большую нагрузку в качестве основного материала может применяться рассматриваемое изделие. Примером можно назвать возведение складских помещений, когда в качестве обшивки применяется легкий листовой металл, который покрывает устойчивый каркас. За счет этого существенно снижаются расходы и повышается прочность сооружения.
- В машиностроении и станкостроении. Особая форма определяет высокую жесткость и способность гашения вибрационной нагрузки. Именно поэтому рассматриваемый материал применяется для создания усиливающего каркаса, несущей рамы и других элементов.

Применение равнополочных уголков
Широкая область применения определила то, что в продаже можно встретить уголок с различной формой профиля и размерами.
Государственные стандарты на уголки
Как ранее было отмечено, при производстве применяется система стандартизации основных показателей. К примеру, ГОСТ 8509-93 (уголки стальные горячекатаные равнополочные) определяет геометрические размеры профиля: радиус закругления, толщины полок и другие показатели. Обозначение различных параметров позволяет проводить точные расчеты при проектировании.
Скачать ГОСТ 8509-93 «Уголки стальные горячекатаные равнополочные. Сортамент.»
Госстандарт позволяет:
- Контролировать качество выпускаемой продукции. Отклонение от определенных параметров может привести к существенным изменениям эксплуатационных качеств. Именно поэтому все параметры должны контролироваться на момент производства материала.
- Упростить обозначение. Как ранее было отмечено, металлический угол обладает довольно большим количеством геометрических показателей. Для того чтобы не указывать все на проектном чертеже или в маркировке все они должны соответствовать установленным стандартам.
- Быстро найти наиболее подходящий вариант исполнения. Сортамент уголков равнoполочных (ГОСТ 8509-86) включает просто огромное количество различных изделий. Для того чтобы упростить поиск по основным параметрам применяются стандартные методы классификации.
ГОСТ используется для указания более одного десятка параметров. Для определения применяемых обозначений указывается чертеж поперечного сечения.
Гнутые равнополочные уголки, как и другие варианты исполнения рассматриваемого материала, имеют собственную таблицу классификации, по которой можно определить основные геометрические размеры и вес.
В заключение отметим, что сегодня приобрести рассматриваемый материал можно практически в любом городе. При этом огромный сортамент позволяет подобрать наиболее подходящее изделие по основным параметрам. На момент приобретения равнополочных уголков следует уделить внимание тому, что на поверхности не должно быть ярко выраженной ржавчины и механических повреждений. Кроме этого, изделие должно выпускать согласно установленным стандартам ГОСТ. Во время погрузки равнополочных уголков должны соблюдаться все установленные нормы, нагрузка равномерно распределяться для исключения вероятности провисания материала и его деформации.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
ГОСТ 8509-93 – Уголки стальные горячекатаные равнополочные. Сортамент.
ГОСТ 8509-93
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ
ГОРЯЧЕКАТАНЫЕ
РАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металлов
ВНЕСЕН Госстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 3от 17.02.93)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ГОСТ 8509-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ГОСТ 8509-86
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ Сортамент Hot-rolled steel equal-leg angles. |
ГОСТ |
Дата введения 1997-01-01
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт – рекомендуемым приложениям А и Б.
Рисунок 1
Условные обозначения к рисунку 1 и таблице 1:
b – ширина полки;
t – толщина полки;
R – радиус внутреннего закругления;
r – радиус закругления полок;
F- площадь поперечного сечения;
I – момент инерции;
x0 – расстояние от центра тяжести до наружной грани полки;
Ixy – центробежный момент инерции;
i – радиус инерции.
3 По точности прокатки уголки изготавливают:
А – высокой точности;
В – обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
|
Номер уголка |
Предельные отклонения, мм |
||||||
|
по ширине полки |
по толщине полки |
||||||
|
до 6 включ. |
от 6,5 до 9 включ. |
свыше 9 |
|||||
|
А |
В |
А |
В |
А |
В |
||
|
От 2 до 4,5 |
±1,0 |
+0,2 |
+0,3 |
– |
– |
– |
– |
|
-0,3 |
-0,4 |
||||||
|
» 5 » 9 |
±1,5 |
+0,2 |
+0,3 |
+0,2 |
+0,3 |
+0,3 |
+0,4 |
|
-0,4 |
-0,5 |
-0,5 |
-0,6 |
-0,5 |
-0,6 |
||
|
» 10 » 15 |
±2,0 |
– |
– |
+0,3 |
+0,4 |
+0,3 |
+0,4 |
|
-0,5 |
-0,6 |
-0,6 |
-0,7 |
||||
|
» 16 » 20 |
±3,0 |
– |
– |
– |
– |
+0,4 |
+0,5 |
|
-0,7 |
-0,8 |
||||||
|
» 22 » 25 |
±4,0 |
– |
– |
– |
– |
+0,4 |
+0,5 |
|
-0,8 |
-0,9 |
||||||
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
|
Номер уголка |
Предельные отклонения по массе, % |
|
|
1 класс |
II класс |
|
|
От 2 до 7,5 включ. |
+3 |
+3 -5 |
|
-5 |
||
|
Свыше 7,5 |
±2,5 |
|
7 Отклонение от прямого угла при вершине не должно превышать 35¢.
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1,0 мм – для уголков с шириной полки до 50 мм включительно;
2,0 мм – для уголков с шириной полки свыше 50 до 100 мм включительно;
3,0 мм – для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки – для уголков толщиной до 10 мм включительно;
3,0 мм – для уголков толщиной свыше 10 до 16 мм включительно;
5,0 мм – для уголков толщиной свыше 16 мм.
9 Уголки изготавливают длиной от 4 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии;
немерной длины;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготавливают мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм – при длине до 4 м включительно;
+ 50 мм – при длине свыше 4 до 6 м включительно;
+ 70 мм – при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м – + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины. По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1. УГОЛКИ
РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5-76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3 Размеры
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице A.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
5 Допуски
Допускаемые отклонения на размеры приведены в таблице Б.1 приложения Б.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5. УГОЛКИ РАВНОПОЛОЧНЫЕ И НЕРАВНОПОЛОЧНЫЕ В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ
(ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657-1 и ИСО 657-2, в дюймовой – ИСО 657-3 и ИСО 657-4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1 Предельные отклонения по ширине
|
Метрическая серия, мм |
Дюймовая серия, дюйм |
||||
|
Ширина полки 1 |
Предельные отклонения |
Ширина полки 1 |
Предельные отклонения |
||
|
Свыше |
От и до включ. |
Свыше |
От и до включ. |
||
|
– |
50 |
±1,0 |
– |
2 |
±0,04 |
|
50 |
100 |
±1,5 |
2 |
4 |
±0,06 |
|
100 |
150 |
±2,0 |
4 |
6 |
±0,08 |
|
150 |
200 |
±3,0 |
6 |
8 |
±0,12 |
|
1 Для неравнополочных уголков как базовая берется ширина большей полки. |
|||||
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б.2.
Таблица Б.2 Предельные отклонения по толщине
|
Метрическая серия, мм |
Дюймовая серия, дюйм |
||||
|
Ширина полки 1 |
Предельные отклонения |
Ширина полки 1 |
Предельные отклонения |
||
|
Свыше |
От и до включ. |
Свыше |
От и до включ. |
||
|
– |
50 |
±0,5 |
– |
2 |
±0,02 |
|
50 |
100 |
±0,8 |
2 |
4 |
±0,03 |
|
100 |
150 |
±1,0 |
4 |
6 |
±0,04 |
|
150 |
200 |
±1,2 |
6 |
8 |
±0,05 |
|
1 Для неравнополочных уголков как базовая берется ширина большей полки. |
|||||
|
Примечание – Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ± 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголков приведена в приложении А. |
|||||
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.3 и Б.4 соответственно.
Таблица Б.3 Предельные отклонения для нормальных длин
|
Метрическая серия |
Дюймовая серия |
||
|
Длина |
Предельные отклонения |
Длина |
Предельные отклонения |
|
Все длины |
± 100 мм |
Все длины |
± 4 дюйма |
Таблица Б.4 Предельные отклонения для точных длин
|
Метрическая серия |
Дюймовая серия |
||||
|
Длина, м |
Предельные отклонения, мм |
Длина, фут |
Предельные отклонения, дюйм |
||
|
Свыше |
От и до включ. |
Свыше |
От и до включ. |
||
|
– |
12 |
+75 |
– |
40 |
+3 |
|
0 |
0 |
||||
|
12 |
– |
+100 |
40 |
– |
+4 |
|
0 |
|||||
5 Кривизна
5.1 Максимально допустимая кривизна для равнополочных и неравнополочных уголков должна соответствовать приведенной в таблице Б.5.
Таблица Б.5
|
Метрическая серия, мм |
Дюймовая серия, дюйм |
||||
|
Ширина полки 1 |
Кривизна |
Ширина полки 1 |
Кривизна |
||
|
Свыше |
От и до включ. |
Свыше |
От и до включ. |
||
|
50 |
150 |
0,4 % длины |
2 |
6 |
0,4 % длины |
|
150 |
200 |
0,25 % длины |
6 |
8 |
0,25 % длины |
|
1 Для неравнополочных уголков как базовая берется ширина большей полки. |
|||||
5.2 Кривизна должна быть измерена как показано на рисунке Б.1.
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б.6 Отклонение от прямого угла
|
Метрическая серия, мм |
Дюймовая серия, дюйм |
||||
|
Ширина полки 1 |
Отклонение |
Ширина полки 1 |
Отклонение |
||
|
Свыше |
От и до включ. |
Свыше |
От и до включ. |
||
|
– |
50 |
1,0 |
– |
2 |
0,04 |
|
50 |
100 |
2,0 |
2 |
4 |
0,08 |
|
100 |
200 |
3,0 |
4 |
8 |
0,12 |
|
1 Для неравнополочных уголков как базовая берется ширина большей полки. |
|||||
Рисунок Б.1
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2).
Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
snipov.net