Размер сверла для нарезки резьбы таблица: Диаметр сверла под резьбу: таблица, условия подбора сверл
alexxlab | 27.05.1984 | 0 | Разное
Размер сверла под резьбу таблица
Главная » Шуруповерт » Размер сверла под резьбу таблица
Подбор сверла по диаметру к резьбе: специальные таблицы и особенности резки
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
- Автор: Виталий Данилович Орлов
- Распечатать
stanok.guru
Подбор диаметров сверл под резьбу
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков.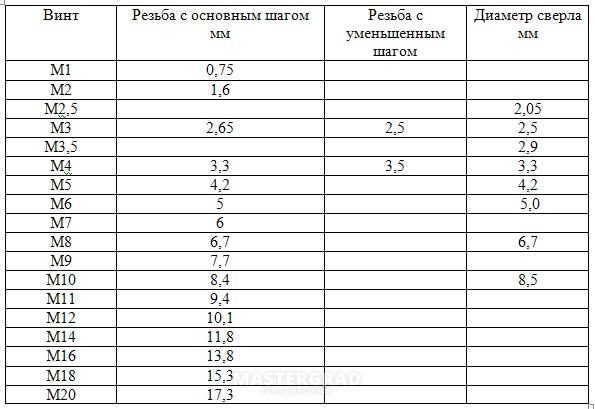 Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Рекомендации по созданию
Можно выделить несколько видов:
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны.
 Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
Наружный радиус несколько меньше, чем у иных приспособлений в комплекте; - у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
oxmetall.ru
Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Оборудование – стандарты, размеры / / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…. / / Резьбы. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
Метрические резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 откл.
откл. откл.
откл.tehtab. ru
ru
Диаметры отверстий под резьбу
В сфере машиностроения и металлообработки применяются внутренние метрические резьбы. Для молодых специалистов важно знать диаметры отверстий под резьбу, а так же допуски. При выполнении точных отверстий под резьбу молодые специалисты не только могут нарезать точную резьбу, но и возможно сократить брак. Таблица диаметров отверстий под нарезание внутренней метрической резьбы с допусками регламентированы ГОСТ 16093-81 (ГОСТ 19257-73).
Таблица диаметров отверстий под нарезание внутренней метрической резьбы
| Номинальный диаметр внутренней резьбы d | Шаг внутренней резьбы Р | Диаметр сверла | Диаметр отверстий под внутреннюю резьбу с полем допуска | |||
| 4H5H5H6H6H 7H | 4H5H | 5H6H6H | 7H | |||
| Номинальный диаметр | Предельные отклонения | |||||
| 1,4 | 0,3 | 1,10 | 1,10 | +0,04 | +0,06 | – |
| 1,6 | 0,35 | 1,25 | 1,25 | +0,05 | +0,07 | – |
| 2,0 | 0,4 | 1,60 | 1,60 | +0,06 | +0,08 | – |
| 0,25 | 1,75 | 1,75 | +0,04 | +0,06 | – | |
| 2,5 | 0,45 | 2,05 | 2,05 | +0,07 | +0,06 | – |
| 3,0 | 0,5 | 2,50 | 2,50 | +0,08 | +0,10 | +0,14 |
| 0,35 | 2,65 | 2,65 | +0,05 | +0,07 | – | |
| 4,0 | 0,7 | 3,30 | 3,30 | +0,08 | +0,12 | +0,016 |
| 0,5 | 3,50 | 3,50 | +0,08 | +0,10 | +0,14 | |
| 5,0 | 0,8 | 4,20 | 4,20 | +0,11 | +0,17 | +0,22 |
| 0,5 | 4,50 | 4,50 | +0,08 | +0,10 | +0,14 | |
| 6,0 | 1,0 | 5,0 | 4,95 | +0,17 | +0,20 | +0,26 |
| 0,75 | 5,25 | 5,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 5,50 | 5,50 | +0,08 | +0,10 | +0,14 | |
| 8,0 | 1,25 | 6,80 | 6,70 | +0,17 | +0,20 | +0,26 |
| 1,0 | 7,0 | 6,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 7,25 | 7,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 7,50 | 7,50 | +0,08 | +0,10 | +0,14 | |
| 10,0 | 1,5 | 8,50 | 8,43 | +0,19 | +0,22 | +0,30 |
| 1,25 | 8,80 | 8,70 | +0,17 | +0,20 | +0,26 | |
| 1,0 | 9,0 | 8,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 9,25 | 9,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 9,5 | 9,50 | +0,08 | +0,10 | +0,14 | |
| 12,0 | 1,75 | 10,2 | 10,20 | +0,21 | +0,27 | +0,36 |
| 1,5 | 10,5 | 10,43 | +0,19 | +0,22 | +0,30 | |
| 1,25 | 10,8 | 10,7 | +0,17 | +0,20 | +0,26 | |
| 1,0 | 11,0 | 10,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 11,25 | 11,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 11,5 | 11,50 | +0,08 | +0,10 | +0,14 | |
| 14 | 2 | 12,0 | 11,90 | +0,24 | +0,30 | +0,40 |
| 1,5 | 12,5 | 12,43 | +0,19 | +0,22 | +0,30 | |
| 1,25 | 12,8 | 12,70 | +0,17 | +0,20 | +0,26 | |
| 1 | 13,0 | 12,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 13,25 | 13,20 | +0,11 | +0,17 | +0,22 | |
| 0,5 | 13,5 | 13,50 | +0,08 | +0,10 | +0,14 | |
| 16 | 2 | 14,0 | 13,9 | +0,24 | +0,30 | +0,40 |
| 1,5 | 14,5 | 14,43 | +0,19 | +0,22 | +0,30 | |
| 1 | 15,0 | 14,95 | +0,17 | +0,20 | +0,26 | |
| 18 | 2 | 16,0 | 15,90 | +0,24 | +0,30 | +0,40 |
| 1,5 | 16,5 | 16,43 | +0,19 | +0,22 | +0,30 | |
| 1 | 17,0 | 16,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 17,25 | 17,2 | +0,11 | +0,17 | +0,22 | |
| 20 | 2,5 | 17,5 | 17,35 | +0,30 | +0,40 | +0,53 |
| 1,5 | 18,5 | 18,43 | +0,19 | +0,22 | +0,30 | |
| 1,0 | 19,0 | 18,95 | +0,17 | +0,20 | +0,26 | |
| 0,75 | 19,26 | 19,20 | +0,11 | +0,17 | +0,22 |
Скрытый брак не допускается!
www. tokar-work.ru
tokar-work.ru
Подбор диаметров сверл под резьбу
Содержание
- 1 Рекомендации по созданию
- 2 Выбор сверл для нарезания
- 3 Приспособления для формирования резьбы в изделии
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Содержание
- Рекомендации по созданию
- Выбор сверл для нарезания
- Приспособления для формирования резьбы в изделии
Рекомендации по созданию
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
- Левые;
- Правые.
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол — 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными.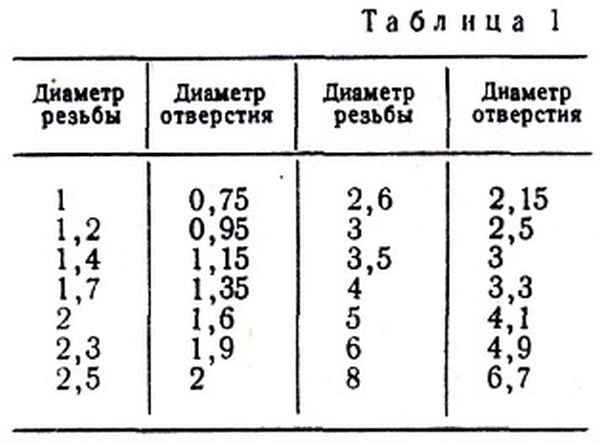 Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Размеры отверстий под метрическую и дюймовую резьбу
Изначально поверхность необходимо просверлить корончатым сверлом, а только потом метчиком нарезать резьбу. Подготовленное отверстие должно быть на 0,14-0,4 мм меньше диаметра резьбы. Ниже для точного расчета приведена таблица.
| Размер резьбы | Диаметр сверла, мм | Размер резьбы | Диаметр сверла, мм | Размер резьбы, дюйм | Диаметр сверла, мм | Размер резьбы, дюйм | Диаметр сверла, мм |
|---|---|---|---|---|---|---|---|
| M 1 | 0,75 | M 3 x 0,35 | 2,65 | 1/16 | 1,15 | G 1/16 | 6,8 |
| M 1,2 | 0,95 | M 4 x 0,5 | 3,5 | 3/32 | 1,8 | G 1/8 | 8,8 |
| M 1,4 | 1,1 | M 5 x 0,5 | 4,5 | 1/8 | 2,55 | G 1/4 | 11,8 |
| M 1,6 | 1,25 | M 6x 0,75 | 5,2 | 5/32 | 3,1 | G 3/8 | 15,25 |
| M 1,8 | 1,45 | M 7 x 0,75 | 6,2 | 3/16 | 3,6 | G 1/2 | 19 |
| M 2 | 1,6 | M 8 x 0,75 | 7,2 | 7/32 | 4,4 | G 5/8 | 21 |
| M 2,2 | 1,75 | M 8 x 1 | 7 | 1/4 | 5,1 | G 3/4 | 24,5 |
| M 2,5 | 2,05 | M 9 x 1 | 8 | 5/16 | 6,5 | G 7/8 | 28,25 |
| M 3 | 2,5 | M 10 x 0,75 | 9,2 | 3/8 | 7,9 | G 1 | 30,75 |
| M 3,5 | 2,9 | M 10 x 1 | 9 | 7/16 | 9,2 | G 1 1/8 | 35,5 |
| M 4 | 3,3 | M 10 x 1,25 | 8,8 | 1/2 | 10,5 | G 1 1/4 | 39,5 |
| M 5 | 4,2 | M 12 x 1 | 11 | 9/16 | 12 | G 1 3/8 | 42 |
| M 6 | 5 | M 12 x 1,25 | 10,8 | 5/8 | 13,5 | G 1 1/2 | 45,25 |
| M 7 | 6 | M 12 x 1,5 | 10,5 | 3/4 | 16,25 | G 1 5/8 | 49,5 |
| M 8 | 6,8 | M 14 x 1,5 | 14 | 7/8 | 19,25 | G 1 3/4 | 51 |
| M 9 | 7,8 | M 15 x 1,5 | 13,5 | 1 | 21,75 | G 2 | 57 |
| M 10 | 8,5 | M 16 x 1 | 15 | 1 1/8 | 24,75 | G 2 1/4 | 63 |
| M 11 | 9,5 | M 16 x 1,5 | 14,5 | 1 1/4 | 27,75 | G 2 3/8 | 68 |
| M 12 | 10,2 | M 18 x 2 | 16 | 1 3/8 | 30,5 | G 2 1/2 | 73 |
| M 14 | 12 | M 20 x 1,5 | 18,5 | 1 1/2 | 33,5 | G 2 3/4 | 79 |
| M 16 | 14 | M 20 x 2 | 18 | 1 5/8 | 35,5 | G 3 | 85 |
| M 18 | 15,5 | M 22 x 1,5 | 20,5 | 1 3/4 | 39 | G 3 1/4 | 91,5 |
| M 20 | 17,5 | M 22 x 2 | 20 | 1 7/8 | 41,5 | G 3 1/2 | 98 |
| M 22 | 19,5 | M 24 x 1 | 23 | 2 | 44,5 | G 3 3/4 | 104 |
| M 24 | 21 | M 24 x 1,5 | 22,5 | 2 1/4 | 50 | G 4 | 110,5 |
| M 27 | 24 | M 24 x 2 | 22 | 2 1/2 | 56,5 | ||
| M 30 | 26,5 | M 26 x 1,5 | 24,5 | 2 3/4 | 62 | ||
| M 33 | 29,5 | M 27 x 1,5 | 25,5 | 3 | 68 | ||
| M 36 | 32 | M 27 x 2 | 25 | ||||
| M 39 | 35 | M 28 x 1,5 | 26,5 | ||||
| M 42 | 37,5 | M 30 x 2 | 28 | ||||
| M 45 | 40,5 | M 33 x 2 | 31 | ||||
| M 48 | 43 | M 36 x 1,5 | 34,5 | ||||
| M 52 | 47 | M 36 x 2 | 34 | ||||
| M 56 | 50,5 | M 36 x 2 | 34 | ||||
| M 60 | 54,5 | M 39 x 3 | 36 | ||||
| M 64 | 58 | M 42 x 1,5 | 40,5 | ||||
| M 68 | 62 | M 45 x 1,5 | 43,5 |
Неверный подбор параметров приведет к некачественному результату и даже поломке метчика. Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
В процессе работы для увеличивается срока службы инструмента используется эмульсия. При обработке чугуна или бронзы СОЖ необязательна.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление Таблицы DPVA.ru – Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva. Поделиться:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator Free xml sitemap generator | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Метрические резьбы М5-М48.
ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Диаметры (размеры) отверстий и диаметры (размеры) сверл под нарезание метрической резьбы с различными шагами. Метрические резьбы М5-М48. откл.
откл. 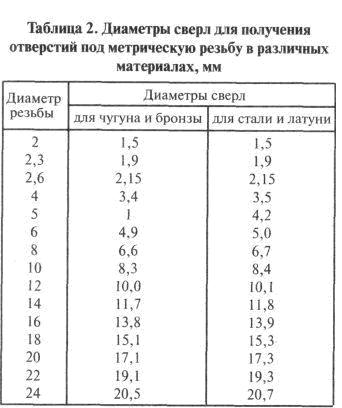 откл.
откл.  Введите свой запрос:
Введите свой запрос:Выбор сверла для нарезания резьбы
Дата публикации: 09.11.2018 15:12
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы .
 По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
D резьбы | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм |
2 | 0. | 1.6 | 0.25 | 1.75 | –
| –
| –
| –
| –
| –
| –
| –
|
3 | 0.5 | 2.5 | 0.35 | 2.65 | –
| –
| –
| –
| –
| –
| –
| –
|
4 | 0. | 3.3 | 0.5 | 3.5 | –
| –
| –
| –
| –
| –
| –
| –
|
5 | 0.8 | 4.2 | 0.5 | 4.5 | –
| –
| –
| –
| –
| –
| –
| –
|
6 | 1 | 5 | 0. | 5.2 | 0.5 | 5.5 | –
| –
| –
| –
| –
| –
|
7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | –
| –
| –
| –
| –
| –
|
8 | 1. | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | –
| –
| –
| –
|
9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 8.2 | 0.5 | 8.5 | –
| –
| –
| –
|
10 | 1. | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | –
| –
|
11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | –
| –
| –
| –
|
12 | 1. | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13. | 0.5 | 13.5 |
16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | –
| –
|
18 | 2.5 | 15.4 | 2 | 16 | 1. | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
22 | 2. | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23. | –
| –
|
27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | –
| –
|
30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1. | 28.5 | 1 | 29 | 0.75 | 29.2 |
33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
36 | 4 | 31.9 | 3 | 32. | 2 | 34 | 1.5 | 34.5 | 1 | 35 | –
| –
|
39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | –
| –
|
42 | 4. | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43. | 1 | 44 |
48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
 4
4 7
7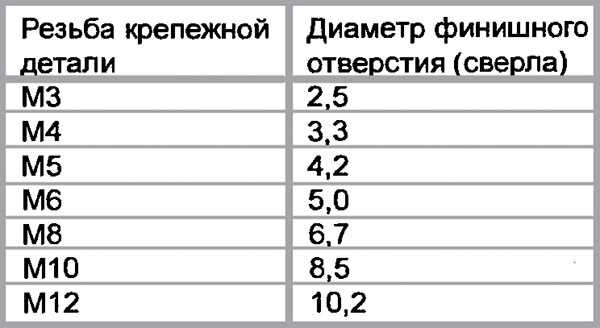 75
75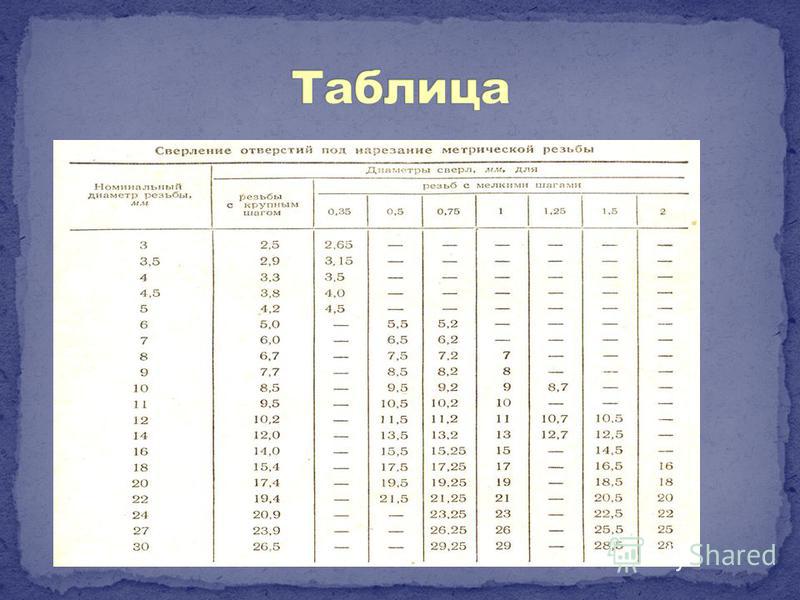 25
25 5
5
Диаметр отверстия под метрическую резьбу: таблица размеров по гост
Содержание
- 1 Как делается нарезание резьбы
- 2 Особенности сверл под конфирматы
- 3 Технология нарезания внутренней резьбы
- 4 Рекомендации по выполнению работ
- 5 Процесс нарезания
- 6 Процесс нарезания
- 7 Инструменты для резьбы
- 8 Как нарезать правильно
- 8.
 1 Подготовка
1 Подготовка - 8.2 Процесс нарезки
- 8.
- 9 Характеристики резьбы
Как делается нарезание резьбы
Стенки отверстия следует очистить от посторонних загрязнений. Это можно сделать металлическим ершиком либо продуть его воздухом. Обрабатываемую деталь необходимо надежно зафиксировать. Метчик необходимо установить в отверстие строго параллельно его оси. Для качественной центровки в отверстии при сверлении выполняется фаска обычно под 30 либо 45 градусов. Параллельность осей метчика и отверстия проверяется при помощи угольника, который прикладывают к поверхности инструмента и грани детали. Затем производят нарезку резьбы вращением инструмента по часовой стрелке (в случае правой резьбы)
Особенно важно нарезать ровно первые витки резьбы
Прокручивание воротка производят постепенно. Сделав полный оборот, метчик выкручивают на половину оборота. Если прилагаемое усилие возрастает, то метчик достают из отверстия и снимают с него стружку. При работе рекомендуется применение смазки. Это может быть специальная смазка, например, паста на основе жиров и воска, которая наносится непосредственно на инструмент. Заменой может служить олифа, керосин либо машинное масло. Нарезание резьбы на сверлильном станке проводится с применением специальных метчиков. Сам процесс нарезания не отличается от технологии ручной работы.
Особенности сверл под конфирматы
При работе с конфирматным креплением важно правильно определить, какие отверстия сверлить под евровинт. Посмотрев на внешний вид стандартного евровинта, и учитывая то, что он полностью углубляется в тело детали, можно сделать вывод, что необходимо просверлить отверстие с двумя разными диаметрами и конусными участками
Конечно, можно использовать под евровинт сверло постоянного сечения. Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт.
Конфирматным сверлом получается отверстие требуемой конфигурации за одну операцию. Такой инструмент состоит из двух разъемных частей. В его состав входит обычное спиральное сверло по дереву определенного диаметра. Этим сверлом в деревянной детали получают отверстие, в которое будет вкручиваться резьбовая часть крепежа.
Второй частью режущего инструмента является фреза, которая вырезает в древесине отверстие под гладкую цилиндрическую часть с переходом, а также коническое углубление под потайную головку. Спиральное сверло входит в центральное отверстие фрезы и фиксируется в ней при помощи специального крепежного болта. Болт вкручивается шестигранным ключом.
Составное сверло для мебельных соединений удобно тем, что при износе центрального спирального сверла по дереву, его можно заменить. Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.
Качественное сверло для евровинта изготавливается из быстрорежущей стали и имеет в своей маркировке буквы HSS. Также в маркировке на хвостовике сверла или фрезы должны быть указаны его диаметр и рабочая длина. В комплекте желательно должен идти шестигранный ключ для затягивания фиксирующего болта. Хвостовик у фрезы обычно имеет цилиндрическую форму и может быть установлен в патрон обычной дрели или шуруповерта. Сверла для ЛДСП должно иметь повышенную прочность, надежность и хорошую заточку режущих граней.
Технология нарезания внутренней резьбы
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
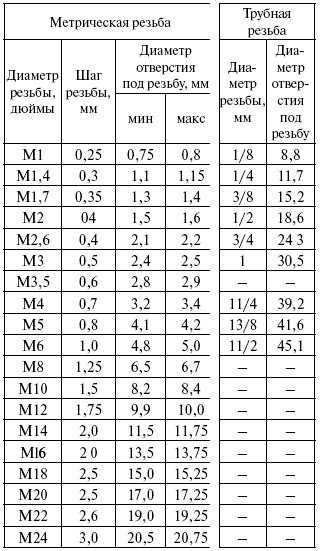
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Прочность крепления деталей между собой обеспечивается за счет ввинчивания носителя внешней резьбы во внутреннюю второго изделия
Важно, чтобы параметры их были выдержаны в соответствии со стандартами, тогда такое соединение не нарушится в ходе эксплуатации и обеспечит необходимую герметичность. Потому существуют нормы выполнения резьбы и отдельных ее элементов
Перед нарезкой внутри детали выполняют отверстие под резьбу, диаметр которого не должен превышать ее внутренний. Выполняется это с помощью сверл по металлу, габариты которых приведены в справочных таблицах.
Рекомендации по выполнению работ
Схема сверления металла.
В идеальном случае работы по сверлению лучше всего выполнять на специальном станке, тогда можно просто принимать необходимое значение диаметра из Таблицы 1. Однако такого рода оборудование есть далеко не у всех, поэтому чаще всего сверлить металл приходится с помощью обычной ручной дрели. В этом случае стоит придерживаться некоторых рекомендаций:
- Инструмент должен быть правильно заточен и не иметь отклонений от продольной оси (биения). Угол заточки зависит от твердости обрабатываемого материала, чем тверже металл, который нужно просверлить, тем больший угол режущей части нужно соблюсти. При этом его значение не может превышать 140⁰.
- Как бы вы ни старались крепко и уверенно держать дрель в процессе сверления, разбивка отверстия будет выше, чем если бы эти работы выполнялись на станке. Значения разбивки, приведенные в Таблице 2, наверняка будут превышены если сверлить металл дрелью. В результате этого резьбовые витки в профиле будут иметь вид скошенного конуса, а он должен быть остроконечным. В таком соединении будет повышенный люфт, надежность его сомнительна. Во избежание такой ситуации следует для выполнения отверстия принимать сверло на 0,1 мм меньше, чем указано в Таблице 1. Эта самая десятая доля мм и уйдет на разбивку. Возможно, при нарезании метчик будет идти не очень легко, но если выполнять работу аккуратно, то резьба получится полноценной и люфт в соединении исключается.
- Перед тем как сверлить металл, нужно произвести разметку и выяснить точное местонахождение отверстия. Затем это место надо накернить, сделав достаточно глубокую насечку, иначе в самом начале сверления инструмент будет «гулять» по поверхности детали. В идеале лучше всего углубить насечку центровкой, которая сделает в металле небольшое глухое отверстие, сверло из него никуда не уйдет.
- Обрабатываемая деталь должна быть хорошо закреплена в удобном положении. Если вам удобно работать в положении стоя, держа дрель горизонтально, деталь следует прочно зафиксировать в тисках. В случае когда это сделать невозможно, ее лучше положить на горизонтальную поверхность невысоко над полом и закрепить с помощью струбцины. Сверлить можно вертикально, сверху вниз, наставив сверло в намеченное место.
- Во время работы инструмент требует смазки. Лучше всего для этой цели подойдет кусочек старого свиного сала, нужно включить дрель и погрузить в него конец сверла на ходу. Если сало отсутствует, можно воспользоваться солидолом или другой густой смазкой. Во время работы с вязкими или жаропрочными марками сталей (нержавейка, медь), в качестве смазки надо применять машинное масло.
Обороты вращения патрона должны быть как можно меньше. Наверняка многие сталкивались с ситуацией, когда пройдя пару мм, процесс останавливался, сверло вращалось на одном месте. При этом визуальное изучение его кромок показывало, что инструмент не затупился.
Причина в другом: перегретая на высоких оборотах режущая кромка сверла теряет свою твердость и не в состоянии справиться с металлом. Если продолжать в том же духе, рабочая часть инструмента «оближется», это исправить уже сложнее. В любом случае потребуется перезаточка.
Схема метчика.
Не пытайтесь просверлить с первого же раза отверстие большого диаметра, как правило, для ручных дрелей неудобства начинаются с размера 10 мм. Лучше сначала выполнить отверстие малого диаметра (3-4 мм), а потом его рассверлить до необходимого. Иногда это приходится делать и в три приема. При рассверливании нужно быть внимательным в тот момент, когда сверло выходит наружу с другой стороны. Возникает резкое сопротивление последнего слоя металла под режущей кромкой, нужно крепко держать дрель двумя руками, иначе ее может провернуть и просто вырвать у вас из рук.
Процесс нарезания
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8
;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 18″ | 2,095 | 0,74 | 1,058 |
| 14″ | 6,35 | 4,72 | 1,27 |
| 316″ | 4,762 | 3,47 | 1,058 |
| 516″ | 7,938 | 6,13 | 1,411 |
| 716″ | 11,112 | 8,79 | 1,814 |
| 38″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Процесс нарезания
диаметры отверстий для резьбы в зависимости от вида металла
Перед тем, как приступить к нарезке, следует с помощью свёрл проделать в заготовке отверстие. Диаметр отверстия от сверла должен совпадать с внутренним размером резьбы. Когда размер сделанного свёрлами отверстия подобран неправильно, можно сломать инструмент или канавки получатся некачественными.
Например, при нарезке М5 (диаметр канавки составляет 5 мм) следует выбирать сверло под отверстие 4,2 миллиметра. Для нарезания М4 диаметр сверла должен составлять 3,3 миллиметра, а перед работой метчиком М6 предварительно выполняется отверстие сверлом 5 мм. Вычисляется этот показатель с учетом шага резьбы. Шаг можно вычислить математически, но на практике прибегают к таблицам соответствия, где для метчика М5 шаг составляет 0,8, для М4 этот показатель составляет 0,7, для М6 — 1. Из диаметра вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм по сравнению с рекомендованным в таблице размером.
Формула вычисления диаметра отверстия при работе с трехпроходными метчиками:
До=Дм * 0,8;
здесь: Дм — диаметр метчика.
| Тип | Диаметр | Шаг |
| М1 | 0,75 | 0,25 |
| М1,2 | 0,95 | 0,25 |
| 1,4 | 1,1 | 0,3 |
| 1,7 | 1,3 | 0,36 |
| 2,6 | 1,6 | 0,4 |
| 2,8 | 1,9 | 0,4 |
| М3 | 2,1 | 0,46 |
| М3 | 2,5 | 0,5 |
| М4 | 3,3 | 0,7 |
| М5 | 4,1 | 0,8 |
| М6 | 4,9 | 1 |
| М8 | 6,7 | 1,25 |
| М10 | 8,4 | 1,5 |
Таблица 1. Соответствие диаметров резьбы и подготовительного отверстия
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие. Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки
| Резьба в дюймах | Наружный Д, мм | Диаметр, в мм | Шаг, мм |
| 18″ | 2,095 | 0,74 | 1,058 |
| 14″ | 6,35 | 4,72 | 1,27 |
| 316″ | 4,762 | 3,47 | 1,058 |
| 516″ | 7,938 | 6,13 | 1,411 |
| 716″ | 11,112 | 8,79 | 1,814 |
| 38″ | 9,525 | 7,49 | 1,588 |
Таблица 2. Диаметры отверстия под дюймовые резьбы
Инструменты для резьбы
Для того чтобы выполнить внутреннюю нарезку, вам потребуется метчик, который представляет собой винтообразный инструмент с заострёнными канавками. Стержень обычно представлен в форме цилиндра или конуса. Канавки разбивают саму резьбу на отдельные участки, которые называют гребёнками. Края таких гребёнок — это и есть рабочие поверхности. На сегодняшний день в продаже можно также найти единичные метчики, они чаще всего применяются в целях исправления сорванной резьбы. Для того чтобы выполнить нарезку новой резьбы, лучше всего приобрести комплект.
Во многих магазинах метчики продают парами: один из них предназначен для чистовой работы, другой для черновой. Первый используют для прорезания канавки, второй помогает углубить и защитить её. Бывают и трехпроходные метчики, которые вставляются в воротки. Тонкие инструменты можно найти в продаже в наборах по два, широкие — по три. При покупке таких метчиков учитывайте, что их размер должен непременно совпадать с размером резака. В наборах инструменты обычно отличаются друг от друга согласно рискам, которые нанесены на концах. Присмотревшись можно увидеть отличия:
- Метчик № 1 имеет полные гребни зубцов, его диаметр совпадает с размерами резьбы.
- Метчик № 2 имеет сильно обрезанные верхушки зубьев, его диаметр немного меньше.
- Метчик № 3 имеет укорочённый заборной сегмент и более длинные гребни.
В целом все метчики можно разделить на:
- трубные, предназначенные для внутренней резьбы;
- метрические.
Качество инструментов полностью зависит от материала и свойств. Метчик должен быть из хорошего металла.
Для того чтобы максимально продлить износостойкость метчика, а также повысить качество резьбы, стоит также дополнительно приобрести смазку. В роли смазки при нарезании резьбы в стальных деталях лучше всего применять олифу. Если планируется обработка алюминиевых деталей, применяйте керосин или обыкновенный спирт. Когда под рукой нет подобных технических жидкостей, для смазки инструментов можно применить самое обыкновенное машинное масло. При этом учитывайте, что эффект от него будет намного ниже, чем от других перечисленных средств.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т. д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Инструмент для работы
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками. М
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
Процесс нарезки в фото
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Характеристики резьбы
Резьба — это нарезанный в металле винтовой профиль в виде углубления или выступа, который образован соответственно на внутренней либо внешней поверхности детали. Чтобы образовать резьбу на внешней поверхности, используют специальный инструмент под названием плашка или лерка. Для получения внутренней резьбы используют метчики. В обоих случаях можно добиться нарезки резьбы с помощью токарного станка и специализированных резцов. Далее мы будем рассматривать вопросы нарезания внутренней резьбы в углублении металлической детали. Чтобы разобраться, какое отверстие сверлить под резьбу в каждом конкретном случае, следует знать разновидности резьб и их основные характеристики.
Если резьба образована на цилиндрической поверхности, то она называется цилиндрической. Если же поверхность отверстия имеет форму конуса, то полученная на ней резьба будет, соответственно, конического типа. Основные термины и понятия, касающиеся строения и характеристик резьб цилиндрического и конического типа, содержатся в стандарте ГОСТ 11708-82.
По виду профиля их разделяют на:
- треугольные;
- трапецеидальные;
- круглые;
- прямоугольные;
- специальные.
Круглые резьбы находят применение в пожарной арматуре и сантехнических деталях.
Трапецеидальные применяют в ходовых механизмах для передачи поступательного движения. Более всего распространены резьбы треугольные, о которых поговорим ниже.
Сверление под резьбу требует знания и иных ее характеристик. По движению вращения контура резьбы разделяют на правые и левые.
У правой резьбы проточка профиля образована вращением в правую сторону и продольным движением на удаление от точки захода. У левой резьбы вращение направлено в противоположную сторону. В технике более распространены правые резьбы и в их кодировке это подразумевается по умолчанию и не обозначается дополнительно. В маркировке левой резьбы появляются знаки LH. По количеству заходов резьба бывает однозаходной и многозаходной (обычно не более чем двух- и трехзаходные). Резьбы многозаходного типа позволяют работать в условиях больших нагрузок.
Шаг резьбы — это значение дистанции между вершинами ближайших двух вершин профиля. Шаг бывает крупный или основной и мелкий (он может быть не один). Длиной резьбы является полный размер области нарезания профиля на детали.
Для подбора сверла для резьбы также нужно знать, что по совокупности параметров резьбы классифицируют на несколько основных видов:
- Метрическая. Самая часто применяемая резьба в машиностроительной промышленности и в бытовых предметах. Главные ее размеры закреплены в ГОСТ 24705-81. Обозначается буквой М с указанием номинального диаметра. Например, М6 определяет метрическую резьбу диаметром 6 миллиметров, правое вращение, крупный шаг.
- Дюймовая резьба в ходу в странах, где принята дюймовая система измерения размеров. Обозначают размер в дюймах – ½”.
- Трубная цилиндрическая резьба нашла применение в сантехнике для разъемного соединения узлов, деталей и арматуры. Ее размеры определяются по ГОСТ 6357-81. В обозначении стоит буква G и размер в дюймах – G ¾, G 1.
- Дюймовая коническая резьба по ГОСТ 6111-52 используется в трубопроводах невысокого давления.
- Коническая метрическая резьба применяется в соединениях трубопроводов и определяется по ГОСТ 25229-82.
- Трапецеидальные резьбы используют в подвижных механизмах для передачи поступательного движения.
- Круглая резьба определяется по ГОСТ 13536-68 и используется в сантехнической арматуре.
С этим читают
- Гост 19257-73 отверстия под нарезание метрической резьбы. диаметры
- Sandvik
- Характеристики вертикально-сверлильного станка 2н118
- Все о пневматических трамбовках
- Гост 1476-93 (исо 7434-83) винты установочные с коническим концом и прямым шлицем классов точности a и в. технические условия
- Гост 1759.0-87
- Токарный станок тнп-111
- Что такое зиговочная машина и где применяется это оборудование?
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Технические характеристики токарно-винторезного станка 1к625
Таблица размеров метчиков и сверл
| Щелкните здесь, чтобы ознакомиться с правовой оговоркой. |
| Размер резьбы | Размеры метчиковых сверл | Отверстия с зазором | ||
|---|---|---|---|---|
| Размер | Диаметр | Плотная посадка | Неструктурный (1/64 OS) | |
| 0-80-UNF | 3/64 | . 0469 | № 53 | 5/64 |
| 1-64-УНК | № 53 | .0595 | № 49 | № 43 |
| 1-72-УНФ | № 53 | .0595 | № 49 | № 43 |
| 2-56-УНК | № 50 | .0700 | № 44 | № 38 |
| 2-64-УНФ | № 50 | .0700 | № 44 | № 38 |
| 3-48-УНК | № 47 | .0785 | № 39 | № 33 |
| 3-56-УНФ | № 45 | .0820 | № 39 | № 33 |
| 4-40-УНК | № 43 | . 0890 | № 33 | 1/8 или № 30 |
| 4-48-УНФ | № 42 | .0935 | № 33 | 1/8 или № 30 |
| 5-40-УНК | № 38 | .1015 | 1/8 | № 28 или 9/64 |
| 5-44-УНФ | № 37 | .1040 | 1/8 | № 28 или 9/64 |
| 6-32-УНК | № 36 | .1065 | № 28 | № 23 или 5/32 |
| 6-40-УНФ | № 33 | .1130 | № 28 | № 23 или 5/32 |
| 8-32-УНК | № 29 | .1360 | № 19 | № 15 |
| 8-36-УНФ | № 29 | . 1360 | № 19 | № 15 |
| 10-24-УНК | № 25 | .1495 | № 11 | 13/64 |
| 10-32-УНФ | № 21 | .1590 | № 11 | 13/64 |
| 12-24-УНК | № 16 | .1770 | № 2 | 15/64 |
| 12-28-УНФ | № 14 | .1820 | № 2 | 15/64 |
| 1/4-20-УНК | № 7 | .2010 | E или 1/4 | 17/64 |
| 1/4-28-УНФ | № 3 | .2130 | E или 1/4 | 17/64 |
| 5/16-18-УНК | “Ф” | . 2570 | 5/16 или О | 21/64 |
| 5/16-24-УНФ | ‘Я’ | .2720 | 5/16 или О | 21/64 |
| 3/8-16-УНК | 16.05. | .3125 | 3/8 или V | 25/64 |
| 3/8-24-УНФ | ‘К’ | .3320 | 3/8 или V | 25/64 |
| 7/16-14-УНК | ‘У’ | .3680 | 7/16 | 29/64 |
| 7/16-20-УНФ | 25/64 | .3906 | 7/16 | 29/64 |
| 1/2-13-УНК | 27/64 | .4219 | 1/2 | 33/64 |
| 1/2-20-УНФ | 29/64 | . 4531 | 1/2 | 33/64 |
| 9/16-12-УНК | 31/64 | .4844 | 16 сентября | 37/64 |
| 9/16-18-УНФ | 33/64 | .5156 | 16 сентября | 37/64 |
| 5/8-11-УНК | 17/32 | .5312 | 5/8 | 41/64 |
| 5/8-18-УНФ | 37/64 | .5781 | 5/8 | 41/64 |
| 3/4-10-УНК | 21/32 | .6562 | 3/4 | 49/64 |
| 3/4-16-УНФ | 16.11 | .6875 | 3/4 | 49/64 |
| 7/8-9-УНК | 49/64 | . 7656 | 7/8 | 57/64 |
| 7/8-14-УНФ | 13/16 | .8125 | 7/8 | 57/64 |
| 1″-8-UNC | 7/8 | .8750 | 1″ | 1-1/64″ |
| 1″-14-UNF | 59/64 | .9375 | 1″ | 1-1/64″ |
Отказ от ответственности |
| Информация, представленная в этом документе, предоставляется «как есть», без
гарантия точности или актуальности предоставленной информации. График был
разработанс использованием различных печатных и онлайн-источниковв качестве основного справочного материала
источник для студентов, изучающих инженерное дело, инженерные технологии или профессиональные классы. Автор, учреждение или аффилированные лица не несут ответственности за ущерб в результате использования этих данных или в результате ошибок, содержащихся в этом документе. Пожалуйста, ознакомьтесь с соответствующими отраслевыми или нормативными стандартами. |
Кредиты Данные, собранные и систематизированные
Билл Хемфилл, доцент | ||
| | ||
|---|---|---|
| Пожалуйста, свяжитесь с веб-мастером чтобы сообщить о проблемах с этой страницей или ее горячими ссылками. | ||
| Отредактировано 25 января 2005 г. |
Таблица сверления метчиков | Метрическая, дюймовая, национальная грубая, национальная тонкая
В то время как сверление — это процесс проделывания отверстий в материале (дереве, кирпичной кладке, металле и т. д.), нарезание резьбы — это процесс создания резьбы внутри этих отверстий для вставки винтов. В предыдущем руководстве мы видели таблицу размеров сверл для различных стандартов. Но если вы хотите правильно вставить шурупы в отверстия, вам понадобится таблица метчиков. Итак, в этом руководстве давайте кратко рассмотрим различные таблицы метчиков, основанные на разных стандартах.
Outline
Краткая информация о дрели и метчике
Комбинация сверл и сверл позволяет делать отверстия в древесине, кирпиче, бетоне, металле и других материалах. Если вы хотите вставить винты или болты в эти отверстия, то вам нужны соответствующие резьбовые стенки на отверстиях. Здесь в игру вступает «Tap».
Это инструмент, который может нарезать резьбу в отверстиях, сделанных сверлами. Процесс создания резьбы в просверленных отверстиях известен как нарезание резьбы.
Сверла для метчиков Таблица
Как и другие размеры, даже размеры резьбонарезных сверл доступны как в метрической, так и в британской системе мер. Мы рассмотрим различные таблицы сверления метчиков в зависимости от размеров сверла.
Номер Размер Таблица сверления метчика
| Размер метчика | Размер сверла | Десятичное значение (дюймы) |
| 0 – 80 | 3/64” | 0,0469 |
| 1 – 64 | #53 | 0,0595 |
| 1 – 72 | #53 | 0,0595 |
| 2 – 56 | #50 | 0,07 |
| 2 – 64 | #50 | 0,07 |
| 3 – 48 | #47 | 0,0785 |
| 3 – 56 | #46 | 0,081 |
| 4 – 40 | #43 | 0,089 |
| 4 – 48 | #42 | 0,0935 |
| 5 – 40 | #38 | 0,1015 |
| 5 – 44 | #37 | 0,104 |
| 6 – 32 | #36 | 0,1065 |
| 6 – 40 | #33 | 0,113 |
| 8 – 32 | #29 | 0,136 |
| 8 – 36 | #29 | 0,136 |
| 10 – 24 | #26 | 0,147 |
| 10 – 32 | #21 | 0,159 |
| 12 – 24 | #16 | 0,177 |
| 12 – 28 | #15 | 0,18 |
| 14 – 20 | #10 | 0,1935 |
| 14 – 24 | #7 | 0,201 |
Таблица сверления метрических метчиков
| Размер метчика | Размер сверла (мм) | Десятичное значение (дюймы) |
| M1,6 × 0,35 | 1,25 | 0,0492 |
| M1,8 × 0,35 | 1,45 | 0,0571 |
| M2 × 0,4 | 1,6 | 0,063 |
| M2,2 × 0,45 | 1,75 | 0,0689 |
| M2,5 × 0,45 | 2,05 | 0,0807 |
| M3 × 0,5 | 2,5 | 0,0984 |
| M3,5 × 0,6 | 2,9 | 0,1142 |
| M4 × 0,7 | 3,3 | 0,1299 |
| M4,5 × 0,75 | 3,7 | 0,1476 |
| M5 × 0,8 | 4,2 | 0,1654 |
| M6 × 1,0 | 5 | 0,1969 |
| M7 × 1,0 | 6 | 0,2362 |
| M8 × 1,25 | 6,7 | 0,2638 |
| M8 × 1,0 | 7 | 0,2756 |
| M10 × 1,5 | 8,5 | 0,3346 |
| M10 × 1,25 | 8,7 | 0,3425 |
| M12 × 1,75 | 10,2 | 0,4016 |
| M12 × 1,25 | 10,8 | 0,4252 |
| M14 × 2,0 | 12 | 0,4224 |
| M16 × 2,0 | 14 | 0,5512 |
| M16 × 1,5 | 14,5 | 0,5906 |
| M18 × 2,5 | 15,5 | 0,6102 |
| M18 × 1,5 | 16,5 | 0,6496 |
| M20 × 2,5 | 17,5 | 0,689 |
| M20 × 1,5 | 18,5 | 0,7283 |
| M22 × 2,5 | 19,5 | 0,7677 |
| M22 × 1,5 | 20,5 | 0,8071 |
| M24 × 3,0 | 21 | 0,8268 |
| M24 × 2,0 | 22 | 0,8661 |
| M27 × 3,0 | 24 | 0,9449 |
| M27 × 2,0 | 25 | 0,9843 |
| M30 × 3,5 | 26,5 | 1. 0433 |
| M30 × 2,0 | 28 | 1.1024 |
| M33 × 3,5 | 29,5 | 1.1614 |
| M33 × 2,0 | 31 | 1.2205 |
| M36 × 4,0 | 32 | 1,2598 |
| M36 × 3,0 | 33 | 1.2992 |
| M39 × 4,0 | 35 | 1,378 |
| M39 × 3,0 | 36 | 1.4173 |
Размер метчика в дробных дюймах
| Размер метчика (дюймы) | Размер сверла | Десятичное значение (дюймы) |
| 1/4 – 20 | #7 | 0,201 |
| 1/4 – 28 | #3 | 0,213 |
| 16.05 – 18 | Ф | 0,257 |
| 16/5 – 24 | я | 0,272 |
| 3/8 – 16 | 5/16 | 0,3125 |
| 3/8 – 24 | В | 0,332 |
| 16 – 14 | У | 0,368 |
| 16–20 июля | 25/64 | 0,3906 |
| 1/2 – 13 | 27/67 | 0,4219 |
| 1/2 – 20 | 29/64 | 0,4531 |
| 16–12 сентября | 31/64 | 0,4844 |
| 16–18 сентября | 33/64 | 0,5156 |
| 5/8 – 11 | 14/32 | 0,5312 |
| 5/8 – 18 | 37/64 | 0,5781 |
| 3/4 – 10 | 21/32 | 0,6562 |
| 3/4 – 16 | 16. 11 | 0,6875 |
| 7/8 – 9 | 49/64 | 0,7656 |
| 7/8 – 14 | 13/16 | 0,8125 |
| 1 – 8 | 7/8 | 0,875 |
| 1 – 12 | 59/64 | 0,9219 |
| 1-1/8 – 7 | 63/64 | 0,9844 |
| 1-1/8 – 12 | 1-3/64 | 1,0469 |
| 1-1/4 – 7 | 1-7/64 | 1.1094 |
| 1-1/4 – 12 | 1-11/64 | 1.1719 |
| 1-3/8 – 6 | 1-7/32 | 1.2188 |
| 1-3/8 – 12 | 1-19/64 | 1,2969 |
| 1-1/2 – 6 | 1-11/32 | 1.3438 |
| 1-1/2 – 12 | 1-27/64 | 1.4219 |
Размеры сверла для крупного метчика
| Размер метчика | Размер сверла | Десятичное значение (дюймы) |
| 1 – 64 | #53 | 0,0595 |
| 2 – 56 | #50 | 0,07 |
| 3 – 48 | #47 | 0,0785 |
| 4 – 40 | #43 | 0,089 |
| 5 – 40 | #38 | 0,1015 |
| 6 – 32 | #36 | 0,1065 |
| 8 – 32 | #29 | 0,136 |
| 10 – 24 | #26 | 0,147 |
| 12 – 24 | #16 | 0,177 |
| 1/4 – 20 | #7 | 0,201 |
| 16–18 5/18 | Ф | 0,257 |
| 3/8 – 16 | 5/16 | 0,3125 |
| 16 – 14 | У | 0,368 |
| 1/2 – 13 | 27/64 | 0,368 |
| 16–12 сентября | 31/64 | 0,4844 |
| 5/8 – 11 | 17/32 | 0,5312 |
| 3/4 – 10 | 21/32 | 0,6562 |
| 7/8 – 9 | 49/64 | 0,7656 |
| 1 – 8 | 7/8 | 0,875 |
| 1-1/8 – 7 | 63/34 | 0,9844 |
| 1-1/4 – 7 | 1-7/64 | 1. 1094 |
| 1-3/8 – 6 | 1-1/64 | 1.2188 |
| 1-1/2 – 6 | 1-11/54 | 1.3438 |
Унифицированные национальные размеры сверла для тонкой резьбы
| Размер метчика | Размер сверла | Десятичное значение (дюймы) |
| 0 – 80 | 3/64” | 0,0469 |
| 1 – 72 | #53 | 0,0595 |
| 2 – 64 | #50 | 0,07 |
| 3 – 56 | #46 | 0,081 |
| 4 – 48 | #42 | 0,0935 |
| 5 – 44 | #37 | 0,104 |
| 6 – 40 | #33 | 0,113 |
| 8 – 36 | #29 | 0,136 |
| 10 – 32 | #21 | 0,159 |
| 12 – 28 | #15 | 0,18 |
| 1/4 – 28 | #3 | 0,213 |
| 16/5 – 24 | я | 0,272 |
| 3/8 – 24 | В | 0,332 |
| 16–20 июля | 25/64 | 0,3906 |
| 1/2 – 20 | 29/64 | 0,4531 |
| 16–18 сентября | 33/64 | 0,5156 |
| 5/8 – 18 | 37/64 | 0,5781 |
| 3/4 – 16 | 16. 11 | 0,6875 |
| 7/8 – 14 | 13/16 | 0,8125 |
| 1 – 12 | 59/64 | 0,9219 |
| 1-1/8 – 12 | 1-3/64 | 1.0469 |
| 1-1/4 – 12 | 1-11/64 | 1.1719 |
| 1-3/8 – 12 | 1-19/64 | 1,2969 |
| 1-1/2 – 12 | 1-27/64 | 1.4219 |
Размеры сверла по национальному стандарту
| Размер метчика | Размер сверла |
| 5/32 – 32 | 1/8 |
| 5/32 – 36 | #30 |
| 3/16 – 24 | #26 |
| 3/16 – 32 | #22 |
| 32/7 – 24 | #16 |
| 7/32 – 32 | #12 |
| 1/4 – 32 | 7/32 |
| 1/4 – 40 | #1 |
| 5/16 – 32 | 32 сентября |
| 16. 11 – 16 | 5/8 |
| 1 – 14 | 15/16 |
Размеры сверла для резьбовых метчиков National
| Размер метчика | Размер сверла |
| 1/8 – 27 | В |
| 1/4 – 18 | 16.07. |
| 3/8 – 18 | 16 сентября |
| 1/2 – 14 | 23/32 |
| 3/4 – 14 | 59/64 |
| 1 – 11-1/2 | 1-5/32 |
| 1-1/4 – 11-1/2 | 1-1/2 |
| 1-1/2 – 11-1/2 | 1-47/64 |
| 2 – 11-1/2 | 2-7/32 |
Заключение
Если вы хотите нарезать резьбу в отверстиях, тогда вы должны использовать метчик (инструмент для нарезания резьбы). И процесс создания этих потоков известен как Нажатие. Поскольку нарезание резьбы и сверление тесно связаны друг с другом, если вы хотите нарезать резьбу, диаметр отверстия очень важен. Здесь может пригодиться таблица метчиков. Вы можете использовать эти диаграммы в качестве справочного материала, чтобы правильно просверлить отверстия и нарезать в них резьбу.
размеров сверла и зазора для метрической резьбы
Перейти к содержимомуРекомендуемые размеры сверла для нарезания резьбы и отверстия с зазоромOptimas2022-04-08T16:36:46+01:00
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ
Используйте эти таблицы для расчета соответствующего размера сверла и отверстия с зазором для метрической крупной и мелкой резьбы ISO.
Все размеры указаны в миллиметрах (мм).
Coarse Thread
Fine Thread
Coarse Thread
| Clearance Hole Size | |||||
| Номинальный размер | Шаг резьбы | Размер резьбонарезного сверла | Плотная посадка | Свободная посадка | |
| M1 | 0,25 | 0,75 | – | 1,2 | – |
| M1. 1 | 0,25 | 0,85 | – | – | – |
| M1.2 | 0,25 | 0,95 | – | 1,4 | – |
| M1.4 | 0,3 | 1,1 | – | 1,6 | – |
| M1.6 | 0,35 | 1,25 | 1,7 | 1,8 | 2 |
| M1,8 | 0,35 | 1,45 | – | 2 | – |
| M2 | 0,4 | 1,6 | 2,2 | 2,4 | 2,6 |
| M2.2 | 0,45 | 1,75 | – | 2,8 | – |
| M2,5 | 0,45 | 2,05 | 2,7 | 2,9 | 3,1 |
| M3 | 0,5 | 2,5 | 3,2 | 3,4 | 3,6 |
| M3,5 | 0,6 | 2,9 | – | 3,9 | – |
| M4 | 0,7 | 3,3 | 4,3 | 4,5 | 4,8 |
| M4,5 | 0,75 | 3,75 | – | – | – |
| M5 | 0,8 | 4,2 | 5,3 | 5,5 | 5,8 |
| M6 | 1 | 5 | 6,4 | 6,6 | 7 |
| M7 | 1 | 6 | – | – | – |
| M8 | 1,25 | 6,75 | 8,4 | 9 | 10 |
| М9 | 1,25 | 7,75 | – | – | – |
| M10 | 1,5 | 8,5 | 10,5 | 11 | 12 |
| M11 | 1,5 | 9,5 | – | – | – |
| M12 | 1,75 | 10,2 | 13 | 14 | 15 |
| M14 | 2 | 12 | 15 | 16 | 17 |
| M16 | 2 | 14 | 17 | 18 | 19 |
| M18 | 2,5 | 15,5 | 19 | 20 | 21 |
| M20 | 2,5 | 17,5 | 21 | 22 | 24 |
| M22 | 2,5 | 19,5 | 23 | 24 | 26 |
| M24 | 3 | 21 | 25 | 26 | 28 |
| M27 | 3 | 24 | 28 | 30 | 32 |
| M30 | 3,5 | 26,5 | 31 | 33 | 35 |
| M33 | 3,5 | 29,5 | 34 | 36 | 38 |
| M36 | 4 | 32 | 37 | 39 | 42 |
| M39 | 4 | 35 | 40 | 42 | 45 |
| M42 | 4,5 | 37,5 | 43 | 45 | 48 |
| M45 | 4,5 | 40,5 | 46 | 48 | 52 |
| M48 | 5 | 43 | 50 | 52 | 56 |
| M52 | 5 | 47 | 54 | 56 | 62 |
| M56 | 5,5 | 50,5 | – | – | – |
| M60 | 5,5 | 54,5 | – | – | – |
| M64 | 6 | 58 | – | – | – |
| M68 | 6 | 62 | – | – | – |
| M72 | 6 | 66 | – | – | – |
| M76 | 6 | 70 | – | – | – |
Мелкая резьба
| Размер | Шаг | Сверло |
|---|---|---|
| M2 | 0,25 | 1,75 |
| M2. 2 | 0,25 | 1,95 |
| M2,3 | 0,25 | 2,05 |
| M2,5 | 0,35 | 2,15 |
| M2,6 | 0,35 | 2,25 |
| М3 | 0,35 | 2,65 |
| M3,5 | 0,35 | 3,15 |
| M4 | 0,35 | 3,65 |
| M4 | 0,5 | 3,5 |
| M5 | 0,35 | 4,65 |
| М5 | 0,5 | 4,5 |
| M5 | 0,75 | 4,25 |
| M5,5 | 0,5 | 5 |
| M6 | 0,5 | 5,5 |
| M6 | 0,75 | 5,25 |
| M7 | 0,75 | 6,25 |
| M8 | 0,5 | 7,5 |
| M8 | 0,75 | 7,25 |
| M8 | 1 | 7 |
| M9 | 0,75 | 8,25 |
| М9 | 1 | 8 |
| M10 | 0,5 | 9,5 |
| M10 | 0,75 | 9,25 |
| M10 | 1 | 9 |
| M10 | 1,25 | 8,75 |
| M11 | 0,75 | 10,25 |
| M11 | 1 | 10 |
| M11 | 1,25 | 9,75 |
| M12 | 0,5 | 11,5 |
| M12 | 0,75 | 11,25 |
| M12 | 1 | 11 |
| M12 | 1,25 | 10,75 |
| M12 | 1,5 | 10,5 |
| M14 | 1 | 13 |
| M14 | 1,25 | 12,75 |
| M14 | 1,5 | 12,5 |
| M15 | 0,75 | 14,25 |
| M15 | 1 | 14 |
| M15 | 1,5 | 13,5 |
| M16 | 0,5 | 15,5 |
| M16 | 0,75 | 15,25 |
| M16 | 1 | 15 |
| M16 | 1,25 | 14,75 |
| M16 | 1,5 | 14,5 |
| M17 | 1 | 16 |
| M17 | 1,5 | 15,5 |
| М18 | 0,75 | 17,25 |
| M18 | 1 | 17 |
| M18 | 1,25 | 16,75 |
| M18 | 1,5 | 16,5 |
| M18 | 2 | 16 |
| M19 | 1 | 18 |
| M20 | 1,5 | 18,5 |
| M20 | 2 | 18 |
| M22 | 1 | 21 |
| M22 | 1,5 | 20,5 |
| M22 | 2 | 20 |
| M24 | 1 | 23 |
| M24 | 1,5 | 22,5 |
| M24 | 2 | 22 |
| M25 | 1 | 24 |
| M25 | 1,5 | 23,5 |
| M25 | 2 | 23 |
| M27 | 1 | 26 |
| M27 | 1,5 | 25,5 |
| M27 | 2 | 25 |
| M28 | 1 | 27 |
| M28 | 1,5 | 26,5 |
| M28 | 2 | 26 |
| М30 | 1 | 29 |
| M30 | 1,5 | 28,5 |
| M30 | 2 | 28 |
| M30 | 3 | 27 |
| M32 | 1 | 31 |
| M32 | 1,5 | 30,5 |
| M32 | 2 | 30 |
| M33 | 1,5 | 31,5 |
| М33 | 2 | 31 |
| M33 | 3 | 30 |
| M35 | 1,5 | 33,5 |
| M35 | 2 | 33 |
| M35 | 3 | 32 |
| M36 | 1 | 35 |
| M36 | 1,5 | 34,4 |
| M36 | 2 | 34 |
| М36 | 3 | 33 |
| M38 | 1 | 37 |
| M38 | 1,5 | 36,5 |
| M38 | 2 | 36 |
| M39 | 1,5 | 37,5 |
| M39 | 2 | 37 |
| M39 | 3 | 36 |
| M40 | 1 | 39 |
| М40 | 1,5 | 38,5 |
| M40 | 3 | 37 |
| M42 | 1,5 | 40,5 |
| M42 | 2 | 40 |
| M42 | 3 | 39 |
| M42 | 4 | 38 |
| M45 | 1,5 | 43,5 |
| M45 | 2 | 43 |
| М45 | 3 | 42 |
| M48 | 1,5 | 46,5 |
| M48 | 2 | 46 |
| M48 | 3 | 45 |
| M48 | 4 | 44 |
| M50 | 1,5 | 48,5 |
| М50 | 2 | 48 |
| М50 | 3 | 47 |
| M52 | 1,5 | 50,5 |
| M52 | 2 | 50 |
| M52 | 3 | 49 |
| M52 | 4 | 48 |
| M56 | 2 | 54 |
| М56 | 4 | 52 |
КОНТАКТЫ
Ссылка для загрузки страницыСпециальные размеры метчиковых сверл | Тап-схема дрели
| МЕТЧИК | МЕТЧИК | Десятичный размер сверла | Тео. % резьбы | Вероятный увеличенный размер | Вероятный размер отверстия | % резьбы |
|---|---|---|---|---|---|---|
| 0-80 | 56 | .0465 | 83 | .0015 | .0480 | 74 |
| 3/64 | .0469 | 81 | .0015 | .0480 | 71 | |
| 1-64 | 54 | .0550 | 89 | .0015 | .0565 | 81 |
| 53 | .0595 | 67 | .0015 | .0610 | 59 | |
| 1-72 | 53 | .0595 | 75 | .0015 | .0610 | 67 |
| 1/16 | .0625 | 58 | .0015 | 0640 | 50 | |
| 2-56 | 51 | .0670 | 82 | . 0017 | 0687 | 74 |
| 50 | .0770 | 69 | .0017 | .0717 | 62 | |
| 49 | .0730 | 56 | .0017 | .0747 | 49 | |
| 2-64 | 50 | .0700 | 79 | .0017 | .0717 | 70 |
| 49 | .0730 | 64 | .0017 | .0747 | 56 | |
| 3-48 | 48 | .0760 | 85 | .0019 | .0779 | 78 |
| 5/64 | .0781 | 77 | .0019 | .0800 | 70 | |
| 47 | .0785 | 76 | .0019 | .0804 | 69 | |
| 46 | . 0810 | 67 | .0019 | .0829 | 60 | |
| 45 | .0820 | 63 | .0019 | .0839 | 56 | |
| 3-56 | 46 | .0810 | 78 | .0019 | .0829 | 69 |
| 45 | .0820 | 73 | .0019 | .0839 | 65 | |
| 44 | .0860 | 56 | .0020 | .0880 | 47 | |
| 4-40 | 44 | .0860 | 80 | .0020 | .0880 | 74 |
| 43 | .0890 | 71 | .0020 | .0910 | 65 | |
| 42 | .0935 | 57 | .0020 | .0955 | 51 | |
| 3/32 | . 0938 | 56 | .0020 | .0958 | 50 | |
| 4-48 | 42 | .0935 | 68 | .0020 | .0955 | 61 |
| 3/32 | .0938 | 68 | .0020 | .0958 | 60 | |
| 41 | .0960 | 59 | .0020 | .0980 | 52 | |
| 5-40 | 40 | .0980 | 83 | .0023 | .1003 | 76 |
| 39 | .0995 | 79 | .0023 | .1018 | 71 | |
| 38 | .1015 | 72 | .0023 | .1038 | 65 | |
| 37 | .1040 | 65 | .0023 | .1063 | 58 | |
| 5-44 | 38 | . 1015 | 79 | .0023 | .1038 | 72 |
| 37 | .1040 | 71 | .0023 | .1063 | 63 | |
| 36 | .1065 | 63 | .0023 | .1088 | 55 | |
| 6-32 | 37 | .1040 | 84 | .0023 | .1063 | 78 |
| 36 | .1065 | 78 | .0023 | .1088 | 72 | |
| 7-64 | .1094 | 70 | .0026 | .1120 | 64 | |
| 35 | .1100 | 69 | .0026 | .1126 | 63 | |
| 34 | .1110 | 67 | .0026 | .1136 | 60 | |
| 33 | . 1130 | 62 | .0026 | .1156 | 55 | |
| 6-40 | 34 | .1110 | 83 | .0026 | .1136 | 75 |
| 33 | .1130 | 77 | .0026 | .1156 | 69 | |
| 32 | .1160 | 68 | .0026 | .1186 | 60 | |
| 8-32 | 29 | .1360 | 69 | .0029 | .1389 | 62 |
| 28 | .1405 | 58 | .0029 | .1434 | 51 | |
| 8-36 | 29 | .1360 | 78 | .0029 | .1389 | 70 |
| 28 | .1405 | 68 | .0029 | .1434 | 57 | |
| 9-64 | . 1406 | 68 | .0029 | .1435 | 57 | |
| 10-24 | 27 | .1440 | 85 | .0032 | .1472 | 79 |
| 26 | .1470 | 79 | .0032 | .1502 | 74 | |
| 25 | .1495 | 75 | .0032 | .1527 | 69 | |
| 24 | .1520 | 70 | .0032 | .1552 | 64 | |
| 23 | .1540 | 67 | .0032 | .1572 | 61 | |
| 10-32 | 5/32 | .1563 | 83 | .0032 | .1595 | 75 |
| 22 | .1570 | 81 | .0032 | .1602 | 73 | |
| 21 | . 1590 | 76 | .0032 | .1622 | 68 | |
| 20 | .1610 | 71 | .0032 | .1642 | 64 | |
| 19 | .1660 | 59 | .0032 | .1692 | 51 | |
| 12-24 | 11/64 | .1719 | 82 | .0035 | .1754 | 75 |
| 17 | .1730 | 79 | .0035 | .1765 | 73 | |
| 16 | .1770 | 72 | .0035 | .1805 | 66 | |
| 15 | .1800 | 67 | .0035 | .1835 | 60 | |
| 14 | .1820 | 63 | .0035 | .1855 | 56 | |
| 12-28 | 16 | . 1770 | 84 | .0035 | .1805 | 77 |
| 15 | .1800 | 78 | .0035 | .1835 | 70 | |
| 14 | .1820 | 73 | .0035 | .1855 | 66 | |
| 13 | .1850 | 67 | .0035 | .1885 | 59 | |
| 3/16 | .1875 | 61 | .0036 | .1910 | 54 | |
| 1/4-20 | 9 | .1960 | 83 | .0038 | .1998 | 77 |
| 8 | .1990 | 79 | .0038 | .2028 | 73 | |
| 7 | .2010 | 75 | .0038 | .2048 | 70 | |
| 13/64 | . 2031 | 72 | .0038 | .2069 | 66 | |
| 6 | .2040 | 71 | .0038 | .2078 | 65 | |
| 5 | .2055 | 69 | .0038 | .2093 | 63 | |
| 4 | .2090 | 63 | .0038 | .2128 | 57 | |
| 1/4-28 | 3 | .2130 | 80 | .0038 | .2168 | 72 |
| 7/32 | .2188 | 67 | .0038 | .2226 | 59 | |
| 2 | .2210 | 63 | .0038 | .2248 | 55 | |
| 16-18 5/18 | Ф | .2570 | 77 | .0038 | .2608 | 72 |
| Г | . 2610 | 71 | .0041 | .2651 | 66 | |
| 17/64 | .2656 | 65 | .0041 | .2697 | 59 | |
| Х | .2660 | 64 | .0041 | .2701 | 59 | |
| 16-24 мая | Х | .2660 | 86 | .0041 | .2701 | 78 |
| я | .2720 | 75 | .0041 | .2761 | 67 | |
| Дж | .2770 | 66 | .0041 | .2811 | 58 | |
| 3/8-16 | 5/16 | .3125 | 77 | .0044 | .3169 | 72 |
| О | .3160 | 73 | .0044 | .3204 | 68 | |
| Р | . 323 | 64 | .0044 | .3274 | 59 | |
| 3/8-24 | 21/64 | .3281 | 87 | .0044 | .3325 | 79 |
| В | .3320 | 79 | .0044 | .3364 | 71 | |
| Р | .3390 | 67 | .0044 | .3434 | 58 | |
| 16-14 июля | Т | .3580 | 86 | .0046 | .3626 | 81 |
| 23/64 | .3594 | 84 | .0046 | .3640 | 79 | |
| У | .3680 | 75 | .0046 | .3726 | 70 | |
| 3/8 | .3750 | 67 | .0046 | .3796 | 62 | |
| В | . 3770 | 65 | .0046 | .3816 | 60 | |
| 16-20 июля | Вт | .3860 | 79 | .0046 | .3906 | 72 |
| 25/64 | .3906 | 72 | .0046 | .3952 | 65 | |
| х | .3970 | 62 | .0046 | .4016 | 55 | |
| 1/2-13 | 27/64 | .4219 | 78 | .0047 | .4266 | 73 |
| 16.07. | .4375 | 63 | .0047 | .4422 | 58 | |
| 1/2-20 | 29/64 | .4531 | 72 | .0047 | .4578 | 65 |
| 16-12 сентября | 15/32 | .4688 | 87 | .0048 | . 4736 | 82 |
| 31/64 | .4844 | 72 | .0048 | .4892 | 68 | |
| 16-18 сентября | 1/2 | .500 | 87 | .0048 | .5048 | 80 |
| 33/64 | .5156 | 65 | .0048 | .5204 | 58 | |
| 5/8-11 | 17/32 | .5313 | 79 | .0049 | .5362 | 75 |
| 35/64 | .5469 | 66 | .0049 | .5518 | 62 | |
| 5/8-18 | 16 сентября | .5625 | 87 | .0049 | .5674 | 80 |
| 37/64 | .5781 | 65 | .0049 | .5831 | 58 | |
| 3/4-10 | 41/64 | . 6406 | 84 | .0050 | .6456 | 80 |
| 21/32 | .6563 | 72 | .0050 | .6613 | 68 | |
| 3/4-16 | 16.11 | .6875 | 77 | .0050 | .6925 | 71 |
| 7/8-9 | 49/64 | .7656 | 76 | .0052 | .7708 | 72 |
| 25/32 | .7812 | 65 | .0052 | .7864 | 61 | |
| 7/8-14 | 51/64 | .7969 | 84 | .0052 | .8021 | 79 |
| 13/16 | .8125 | 67 | .0052 | .8177 | 62 | |
| 1-8 | 55/64 | .8594 | 87 | .0059 | . 8653 | 83 |
| 7/8 | .875 | 77 | .0059 | .8809 | 73 | |
| 57/64 | .8906 | 67 | .0059 | .8965 | 64 | |
| 1-12 | 29/32 | .9063 | 58 | .0059 | .9122 | 54 |
| 29/32 | .9063 | 87 | .0059 | .9122 | 81 | |
| 1-14 | 59/64 | .9219 | 72 | .0060 | .9279 | 67 |
| 15/16 | .9375 | 58 | .0060 | .9435 | 52 | |
| 1-14 | 59-64 | .9219 | 84 | .0060 | .9279 | 78 |
| 15/16 | . 9375 | 67 | .0060 | .9435 | 61 | |
| 1-1/8-7 | 31/32 | .9688 | 84 | .0062 | .9750 | 81 |
| 63/64 | .9844 | 76 | .0067 | .9911 | 72 | |
| 1 | 1.000 | 67 | .0070 | 1,007 | 64 | |
| 1-1/64 | 1.0156 | 59 | .0070 | 1.0226 | 55 | |
| 1-1/8-12 | 1-1/32 | 1.0313 | 87 | .0071 | 1.0384 | 80 |
| 1-3/64 | 1.0469 | 72 | .0072 | 1.0541 | 66 | |
| 1-1/4-7 | 1-3/32 | 1.0938 | 84 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-7/64 | 1. 1094 | 76 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/8 | 1,125 | 67 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/4-12 | 1-5/32 | 1.1563 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-11/64 | 1.1719 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-3/8-6 | 1-3/16 | 1.1875 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-13/64 | 1.2031 | 79 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-7/32 | 1.2188 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-15/64 | 1. 2344 | 65 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-3/8-12 | 1-9/32 | 1.2813 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-19/64 | 1,2969 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/2-6 | 1-5/16 | 1.3125 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-21/64 | 1.3281 | 79 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-11/32 | 1.3438 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-23/64 | 1.3594 | 65 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | |||
| 1-1/2-12 | 1-13/32 | 1. 4063 | 87 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ | ||
| 1-27/64 | 1.4219 | 72 | РЕКОМЕНДУЕТСЯ РАЗВЕРТЫВАНИЕ |
База знаний TR | Размеры резьбы и зазоры отверстий
База знаний TR | Размеры резьбы и зазоры отверстий
Рекомендации по размеру сверла и зазору отверстия.
Все размеры носят рекомендательный характер и указаны в мм.
Метрическая резьба
| Резьба | Размер сверла для нарезания стандартной метрической резьбы | Размер сверла для нарезания мелкой метрической резьбы | Зазорное отверстие |
|---|---|---|---|
| М1 | 0,75 | – | 1,2 |
| M1. 2 | 0,95 | – | 1,4 |
| M1.4 | 1.1 | – | 1,6 |
| М1,6 | 1,5 | – | 1,8 |
| М1,8 | 1,4 | – | 2 |
| М2 | 1,6 | – | 2,4 |
| M2.2 | 1,7 | – | 2,8 |
| М2,5 | 2 | – | 2,9 |
| М3 | 2,5 | – | 3,4 |
| М3,5 | 2,9 | – | 3,9 |
| М4 | 3,3 | – | 4,5 |
| М5 | 4,2 | – | 5,5 |
| М6 | 5 | – | 6,6 |
| М8 | 6,8 | 7 | 9 |
| М10 | 8,5 | 8,8 | 11 |
| M12 | 10,2 | 10,8 | 13,5 |
| М14 | 12 | 12,5 | 15,5 |
| М16 | 14 | 14,5 | 17,5 |
| М18 | 15,5 | 16,5 | 20 |
| М20 | 17,5 | 18,5 | 22 |
| M22 | 19,5 | 20,5 | 24 |
| M24 | 21 | 22 | 26 |
| М27 | 24 | 25 | 30 |
| М30 | 26,5 | 28 | 33 |
Унифицированные потоки
| Размер винта | Количество ниток на дюйм | Резьбовое отверстие | Зазорное отверстие | ||
|---|---|---|---|---|---|
| Алюминий, латунь, пластик | Черные материалы | Все материалы | |||
| Узкая посадка | Свободная посадка | ||||
| Размер сверла | Размер сверла | Размер сверла | Размер сверла | ||
| 0 | 80 | 3/64 | 55 | 52 | 50 |
| 1 | 64 | 53 | 1/16 | 48 | 46 |
| 72 | 53 | 52 | |||
| 2 | 56 | 50 | 49 | 43 | 41 |
| 64 | 50 | 48 | |||
| 3 | 48 | 47 | 44 | 37 | 35 |
| 56 | 45 | 43 | |||
| 4 | 40 | 43 | 41 | 32 | 30 |
| 48 | 42 | 40 | |||
| 5 | 40 | 38 | 7/64 | 30 | 29 |
| 44 | 37 | 35 | |||
| 6 | 32 | 36 | 32 | 27 | 25 |
| 40 | 33 | 31 | |||
| 8 | 32 | 29 | 27 | 18 | 16 |
| 36 | 29 | 26 | |||
| 10 | 24 | 25 | 20 | 9 | 7 |
| 32 | 21 | 18 | |||
| 12 | 24 | 16 | 12 | 2 | 1 |
| 28 | 14 | 10 | |||
| 32 | 13 | 9 | |||
| 1/4 | 20 | 7 | 7/32 | Ф | Х |
| 28 | 3 | 1 | |||
| 32 | 7/32 | 1 | |||
| 5/16 | 18 | Ф | Дж | Р | Q |
| 24 | я | 32 сентября | |||
| 32 | 32 сентября | л | |||
| 3/8 | 16 | 5/16 | Вопрос | Вт | х |
| 24 | В | С | |||
| 32 | 32. 11 | Т | |||
| 7/16 | 14 | У | 25/64 | 29/64 | 15/32 |
| 20 | 25/64 | 13/32 | |||
| 28 | Д | З | |||
| 1/2 | 13 | 27/64 | 29/64 | 33/64 | 17/32 |
| 20 | 29/64 | 15/32 | |||
| 28 | 15/32 | 15/32 | |||
| 16 сентября | 12 | 31/64 | 33/64 | 37/64 | 19/32 |
| 18 | 33/64 | 17/32 | |||
| 24 | 33/64 | 17/32 | |||
| 5/8 | 11 | 17/32 | 16 сентября | 41/64 | 21/32 |
| 18 | 37/64 | 19/32 | |||
| 24 | 37/64 | 19/32 | |||
| 16. 11 | 24 | 41/64 | 21/32 | 45/64 | 23/32 |
| 3/4 | 10 | 21/32 | 16.11 | 49/64 | 25/32 |
| 16 | 16.11 | 45/64 | |||
| 20 | 45/64 | 23/32 | |||
| 13/16 | 20 | 49/64 | 25/32 | 53/64 | 27/32 |
| 7/8 | 9 | 49/64 | 51/64 | 57/64 | 29/32 |
| 14 | 13/16 | 53/64 | |||
| 20 | 53/64 | 27/32 | |||
| 15/16 | 20 | 57/64 | 29/32 | 61/64 | 31/32 |
| 1 | 8 | 7/8 | 59/64 | 1-1/64 | 1-1/32 |
| 12 | 15/16 | 61/64 | |||
| 20 | 61/64 | 31/32 | |||
| 1-1/16 | 18 | 1. 000 | 1-1/64 | 1-5/64 | 1-3/32 |
| 1-1/8 | 7 | 63/64 | 1-1/32 | 1-9/64 | 1-5/32 |
| 12 | 1-3/64 | 1-5/64 | |||
| 18 | 1-1/16 | 1-5/64 | |||
| 1-3/16 | 18 | 1-1/8 | 1-9/64 | 1-13/64 | 1-7/32 |
| 1-1/4 | 7 | 1-7/64 | 1-5/32 | 1-17/64 | 1-9/32 |
| 12 | 1-11/64 | 1-13/64 | |||
| 18 | 1-3/16 | 1-13/64 | |||
| 1-5/16 | 18 | 1-1/4 | 1-17/64 | 1-21/64 | 1-11/32 |
| 1-3/8 | 6 | 1-7/32 | 1-17/64 | 1-25/64 | 1-13/32 |
| 12 | 1-19/64 | 1-21/64 | |||
| 18 | 1-5/16 | 1-21/64 | |||
| 1-7/16 | 18 | 1-3/8 | 1-25/64 | 1-29/64 | 1-15/32 |
| 1-1/2 | 6 | 1-11/32 | 1-25/64 | 1-33/64 | 1-17/32 |
| 12 | 1-27/64 | 1-7/16 | |||
| 18 | 1-7/16 | 1-29/64 | |||
| 1-9/16 | 18 | 1-1/2 | 1-33/64 | 1-37/64 | 1-19/32 |
| 1-5/8 | 18 | 1-9/16 | 1-37/64 | 1-41/64 | 1-21/32 |
| 1-11/16 | 18 | 1-5/8 | 1-41/64 | 1-45/64 | 1-23/32 |
| 1-3/4 | 5 | 1-9/16 | 1-5/8 | 1-49/64 | 1-25/32 |
Метчик и сверло | Микроформа Точность
Дом ” Диаграмма касания и сверления
Перейти к таблице сверления метчиком Загрузка в формате PDF
Тип отверстияРезьбовое отверстие — алюминий, латунь и пластмассыРезьбовое отверстие — нержавеющая сталь, сталь и железоОтверстие с зазором закрытой посадки — все материалы Отверстие свободного посадки — все материалы
| Размер винта | Большой диаметр | Малый диаметр | Размер сверла | Десятичный Эквивалент | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1/4-28 | 0. 25″ | 0.2062″ | 1 | 0.228″ | ||||||||
| 1/4-32 | 0.25″ | 0.2117″ | 1 | 0.228″ | ||||||||
| 12-32 | 0,216 дюйма | 0,1777 дюйма | 9 | 0.196″ | ||||||||
| 12-28 | 0.216″ | 0.1722″ | 10 | 0.1935″ | ||||||||
| 12-24 | 0.216″ | 0.1649″ | 12 | 0.189 ” | ||||||||
| 10-32 | 0.19″ | 0.1517″ | 18 | 0.1695″ | ||||||||
| 10-24 | 0.19″ | 0.1389″ | 20 | 0.161″ | ||||||||
| 8 -36 | 0.164″ | 0.1299″ | 26 | 0.147″ | ||||||||
| 8-32 | 0.164″ | 0.1257″ | 27 | 0.144″ | ||||||||
| 6-40 | 0.138″ | 0.1073″ | 31 | 0.12″ | ||||||||
| 6-32 | 0. 138″ | 0.0997″ | 32 | 0.116″ | ||||||||
| 5-44 | 0.125″ | 0.0971″ | 35 | 0,11 дюйма | ||||||||
| 4-48 | 0.112″ | 0.0864″ | 40 | 0.098″ | ||||||||
| 4-40 | 0.112″ | 0.0813″ | 41 | 0.096″ | ||||||||
| 3- 56 | 0.099″ | 0.0771″ | 43 | 0.089″ | ||||||||
| 3-48 | 0.099″ | 0.0734″ | 44 | 0.086″ | ||||||||
| 2-64 | 0.086″ | 0,0668 дюйма | 48 | 0.076″ | ||||||||
| 2-56 | 0.086″ | 0.0641″ | 49 | 0.073″ | ||||||||
| 1-72 | 0.073″ | 0.056″ | 52 | 0.0635 ” | ||||||||
| 0-80 | 0.06″ | 0.0447″ | 55 | 0.052″ | ||||||||
| 5/8-11 | 0. 625″ | 0.5135″ | 42629 | 0.5625″ | ||||||||
| 1-64 | 0,073 “ | 0,0538″ | 1/16 | 0,0625 “ | ||||||||
| 3/4-10999 | 0,75″ | 0,62773 “ | 0,75″ | 0,62773 “ | 0,75″ | 0,62773 “ | ||||||
| 0,62773 “ | 0,75″ | 0,6273 “ | 0,75″ | 0,62773 “ | 0,75″ | 0,62773 “ | 0,75″ | . -20 | 0.4375″ | 0.3762″ | 13/32 | 0.4062″ |
| 1/2-20 | 0.5″ | 0.4387″ | 15/32 | 0.4688″ | ||||||||
| 1 /2-28 | 0,5 дюйма | 0,4562 дюйма | 15/32 | 0.4688″ | ||||||||
| 9/16-18 | 0.5625″ | 0.4943″ | 17/32 | 0.5312″ | ||||||||
| 9/16-24 | 0.5625″ | 0.5114 ” | 17/32 | 0.5312″ | ||||||||
| 5/8-18 | 0. 625″ | 0.5568″ | 19/32 | 0.5938″ | ||||||||
| 5/8-24 | 0.625″ | 0,5739″ | 19/32 | 0,5938″ | ||||||||
| 11/16-24 | 0.6875″ | 0.6364″ | 21/32 | 0.6562″ | ||||||||
| 3/4-20 | 0.75″ | 0.6887″ | 23/32 | 0.7188 ” | ||||||||
| 13/16-20 | 0.8125″ | 0.7512″ | 25/32 | 0.7812″ | ||||||||
| 7/16-14 | 0.4375″ | 0.3499″ | 25/64 | 0,3906″ | ||||||||
| 7/8-20 | 0.875″ | 0.8137″ | 27/32 | 0.8438″ | ||||||||
| 15/16-20 | 0.9375″ | 0.8762″ | 29/32 | 0.9062″ | ||||||||
| 1/2- 13 | 0.5″ | 0.4056″ | 29/64 | 0.4531″ | ||||||||
| 1-20 | 1″ | 0.9387″ | 31/32 | 0. 9688″ | ||||||||
| 9/16- 12 | 0,5625″ | 0,4603″ | 33/64 | 0.5156″ | ||||||||
| 3/4-16 | 0.75″ | 0.6733″ | 45/64 | 0.7031″ | ||||||||
| 7/8-9 | 0.875″ | 0.7387 ” | 51/64 | 0.7969″ | ||||||||
| 7/8-14 | 0.875″ | 0.7874″ | 53/64 | 0.8281″ | ||||||||
| 1-8 | 1″ | 0.8466 ” | 59/64 | 0,9219″ | ||||||||
| 1-12 | 1″ | 0.8978″ | 61/64 | 0.9531″ | ||||||||
| 1/4-20 | 0.25″ | 0.1887″ | 7/32 | 0.2188″ | ||||||||
| 5-40 | 0.125″ | 0.0943″ | 7/64 | 0.1094″ | ||||||||
| 5/16-24 | 0.3125″ | 0.2614″ | 9/32 | 0.2812″ | ||||||||
| 5/16-18 | 0,3125″ | 0,2443″ | J | 0. |