Размеры отверстий под метрическую резьбу: ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры / 19257 73
alexxlab | 28.01.1988 | 0 | Разное
Сверла спиральные ступенчатые для отверстий под метрическую резьбу ГОСТ Р 52966-2008 | Гамма-Про
| В нашей компании Вы можете заказать поставку либо изготовление, а также, при наличии на складе, приобрести Сверла спиральные ступенчатые для отверстий под метрическую резьбу ГОСТ Р 52966-2008: |
| Сверла спиральные ступенчатые для отверстий под метрическую резьбу ГОСТ Р 52966-2008 | ||||||
| Сверла типа 1 — с цилиндрическим хвостовиком | ||||||
|
| Резьба | ||||
Номинальный диаметр | Шаг | |||||
2,5 | 3,4 | 70 | 39 | 8,8 | М3 | 0,50 |
3,3 | 4,5 | 80 | 47 | 11,4 | М4 | 0,70 |
4,2 | 5,5 | 93 | 57 | 13,6 | М5 | 0,80 |
5,0 | 6,6 | 101 | 63 | 16,5 | М6 | 1,00 |
6,8 | 9,0 | 125 | 81 | 21,0 | М8 | 1,25 |
8,5 | 11,0 | 142 | 94 | 25,5 | М10 | 1,50 |
10,2 | 13,5 | 160 | 108 | 30,0 | М12 | 1,75 |
12,0 | 15,5 | 178 | 120 | 34,5 | М14 | 2,00 |
| Сверла типа 2 — с коническим хвостовиком | |||||||
|
| Конус Морзе | Резьба | ||||
Номинальный диаметр | Шаг | ||||||
6,8 | 9,0 | 162 | 81 | 21,0 | 1 | М8 | 1,25 |
8,5 | 11,0 | 175 | 94 | 25,5 | М10 | 1,50 | |
10,2 | 13,5 | 189 | 108 | 30,0 | М12 | 1,75 | |
12,0 | 15,5 | 218 | 120 | 34,5 | 2 | М14 | 2,00 |
14,0 | 17,5 | 228 | 130 | 38,5 | М16 | ||
15,5 | 20,0 | 238 | 140 | 43,5 | М18 | ||
17,5 | 22,0 | 248 | 150 | 47,5 | М20 | ||
19,5 | 24,0 | 281 | 160 | 51,5 | 3 | М22 | |
21,0 | 26,0 | 286 | 165 | 56,5 | М24 | 3,00 | |
24,0 | 30,0 | 296 | 175 | 62,5 | М27 | ||
26,5 | 33,0 | 334 | 185 | 70,0 | 4 | М30 | 3,50 |
выбор сверла, порядок расчета диаметра, советы специалистов
Резьбовое сочленение – оптимальный вариант при необходимости создания разъемного соединения. Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Использование этих элементов отличается повсеместностью, а мастера-самоучки или новички в этом деле, сталкиваясь с такой необходимостью, часто задают вопрос о том, каким же должен быть размер отверстия под резьбу. Стоит сказать, что метизы с внешним нанесенным резьбовым сечением широко распространены в продаже и подобрать вариант по необходимому диаметру не проблема, остается только определить, каким он должен быть, чтобы соединение было плотным, а крепежный элемент не выпадал из него.
Некоторые из рекомендаций по нарезке резьбы
На рынке выделяют несколько вариантов приспособлений для нанесения резьбы. Приспособления подобного рода используются везде. Это дает возможность наносить резьбу для деталей, которым характерно вращение. Наличие таких зазубрин придает этому процессу поступательные движения, что немаловажно для соединения подобного рода в деталях оборудования и механизмах. Именно в этом случае важно подобрать правильный размер отверстия под резьбу, опираясь на таблицы и формулы. Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Ведь некачественное или ненадежное сочленение может привести к серьезной поломке.
Группы и варианты нарезки
Относительно направления движения направляющего выделяют:
- наружные;
- внутренние;
- однозаходовые;
- многозаходовые;
- правые;
- левые.
Существует специальная размерная система для нанесения резьбы и определения размера отверстия под резьбу. Согласно ей, существуют такие варианты резьбы, нарезающиеся при помощи метчиков, как:
- Метрическая.
- Дюймовая, отличающаяся иным профилем. Здесь характерен угол 55о, обозначение диаметра показывается не в миллиметрах, а в дюймах, а число ниток определяет шаг.
- Трубная характеризуется отличиями в первоначальном диаметре, основывающемся на размере трубного отверстия. Подходит только для наружной нарезки. Размеры отверстия под резьбу полдюйма трубной нарезки определяются согласно таблице, приведенной ниже.
Метрическая резьба
Ей характерен особый профиль, внешне напоминающий форму треугольника, угол – 60о. Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
Все замеры при определении параметров резьбы и отверстий под нее проводят в миллиметрах. На это рекомендовано обратить внимание!
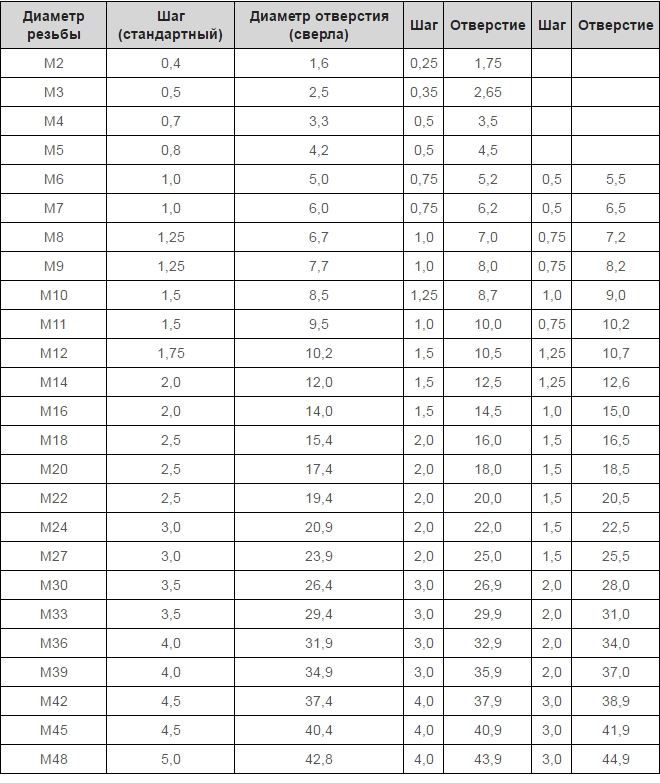
В заводских условиях при создании резьбы по такой технологии наносят специальную маркировку, производящуюся для больших шагов с использованием цифрового и буквенного обозначения. В таком варианте оформления цифра означает наружный размер отверстия под резьбу, то есть – диаметр.
Изучая любой из чертежей, можно встретить такого рода обозначение – «М4», «М6» и т.д. Иногда обозначение приходится оформлять с нетиповым шагом, тогда в описание дополнительно вводится цифровой маркер, означающий размер шага, к примеру «М8х0,8».
На основе данных таблиц сформирован некий перечень формата «резьба – размер сверла», часто использующийся мастерами на практике:
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Особенности выбора сверла под метрическую резьбу
Запомните, что под нарезку М6 подходит отверстие с диаметром 0,5 см, в то время как под резьбу М3 стоит брать сверло с диаметром не больше 0,21 см.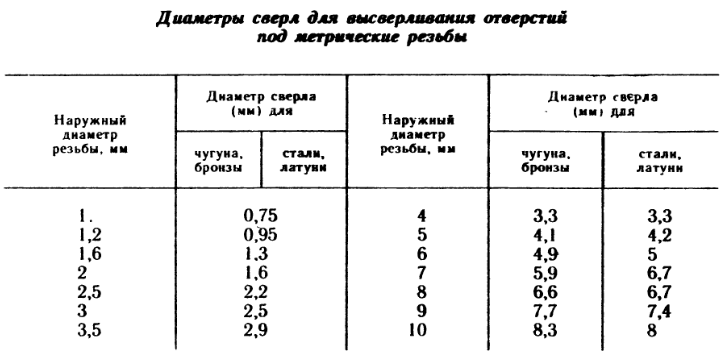
Запомните, что для вычисления размера отверстия под резьбу используется специальная формула, но зачастую такая необходимость не возникает, так как в общем доступе полным-полно специальных таблиц, разработанных специалистами. Такие формулировки станут в помощь и новичку в столярном деле, и мастеру. Использование уже готовых значений куда легче и практичнее, ведь не приходится каждый раз высчитывать необходимый показатель.
Особенности выбора сверла для нарезания
К примеру, зная размер отверстия под резьбу М8 (0,67 см), вы можете на основе заготовки создать отверстие с диаметром, соответствующим выбранному вами размеру инструмента, использующегося в ходе дальнейшего нарезания.
Стоит отметить, что в такой работе важна точность, а любое отверстие должно соответствовать размерам режущего инструмента и никак иначе. Именно это правило является основоположным в необходимости точного выбора сверла строго по размеру для последующей резки.
Сегодня трудностей с выбором и покупкой сверл не возникает, ведь на рынке можно подобрать любую модель под любой размер, начиная с минимального диаметра и заканчивая крупным калибром.
Исходя из конкретных задач, можно заказать изготовление сверла для необходимого размера отверстия под резьбу дюймовую или миллиметровую.
Как и при помощи чего можно сформировать резьбу в изделии
Для того чтобы сформировать качественную резьбу, да еще и внутри заготовки, придется вооружиться таким приспособлением, которое зовется метчиком. Внешне оно напоминает винт, обладающий некоторыми углублениями с заостренными гранями. Один из конструктивных элементов – стержень, дополняющий метчик, бывает коническим или цилиндровым. Расположение канавок – продольное, благодаря чему они разделяют резьбовые соединения на мелкие элементы, получившие название гребней – рабочих частей.
При нанесении резьбы не стоит спешить, следите за чистотой канавки и убирайте слой стали постепенно. Помните, что от этого зависит дальнейшее качество деталей и прочность их соединения.
Чтобы, подобрав размер отверстия под резьбу М6 или другого диаметра, сделать все правильно, необходимо взять приспособление с большой длиной или запастись несколькими соответствующими элементами. Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Единичные метчики тоже купить не проблема. Такие элементы зачастую задействуются в ходе восстановления испорченной в результате длительной эксплуатации резьбы. Чтобы нарезать новый рельеф для правильного вкручивания деталей, метчики берут парами. Рекомендовано использовать один для формирования черновой резьбы, второй – для чистовой обработки.
Некоторые особенности использования метчиков
Особенность метчиков в комплекте кроется в том, что первый делает углубления маленького размера, а второй используется для их очистки и увеличения уже под необходимый размер с точностью до доли миллиметра.
Интересно, что на рынке появляются и трехпроходные приспособления для формирования резьбы.
Сталкиваясь с работой, связанной со сверлами и резьбовыми соединениями, тщательно подбирайте инструмент, учитывая его качество и характеристики. Даже самое маленькое отклонение от стандарта размерной сетки может привести к некачественному результату.
Потому и предлагается перед тем, как начать работу, определить размер отверстия под резьбу М10 (0,85 мм), М12 (0,96 мм) или другой, с которым вам предстоит работать.
Как сделать метчик из алюминиевого сплава в домашних условиях
Иногда возникает потребность в нарезке внутренней резьбы на поверхности латунного или легкосплавного покрытия детали. Для этого можно использовать самодельный инструмент и сверла, взятые из классического набора.
Чтобы сделать метчик своими руками, приготовьте стальную проволоку, которая при помощи плашки нарезается и закаляется. После закаливания рекомендовано отпустить деталь до цвета спелой соломы, а режущие кромки заточить, работая бруском или точилом, предварительно зафиксировав деталь в цанговом патроне.
Теперь, зная основные понятия, вы скорее разберетесь с необходимостью подсчета размеров отверстия для резьбы. С какими деталями и при помощи каких бы инструментов вы не работали, помните приведенные рекомендации, а если сомневаетесь в параметрах, полагайтесь на специальные таблицы, которые лучше распечатать и всегда держать под рукой.
Нарезание внутренней резьбы.
Просверленное отверстие, в котором нарезают резьбу метчиком, должно быть обработано зенкером или же проточено.
Если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то материал, выдавливаемый при нарезании, будет давить на зубья метчика, отчего они в результате большого трения сильно нагреваются и к ним прилипают частицы металла. Резьба может получиться с рваными нитками, а в некоторых случаях возможна поломка метчика. При сверлении отверстия слишком большого диаметра резьба получится неполной.
Подбор сверл для сверления отверстий под резьбу. Диаметр сверла под нарезание метрической и трубной резьб определяют по справочным таблицам.
Диаметры сверл под нарезание метрической резьбы
с наибольшим шагом
| В материалах обычной вязкости (сталь конструкционная) | В материалах повышенной вязкости (алюминиевые сплавы, латуни, коррозионно-стойкие стали) | |
| М2,5 | 2,05 | 2,1 |
| М3 | 2,5 | 2,6 |
| М4 | 3,3 | 3,4 |
| М5 | 4,2 | 4,3 |
| М6 | 5,0 | 5,1 |
| М8 | 6,8 | 6,9 |
| М10 | 8,5 | 8,7 |
| М12 | 10,2 | 10,4 |
Когда нельзя воспользоваться таблицами, диаметр отверстия под метрическую резьбу приближенно вычисляют по формуле
D = d – Р,
где D – диаметр отверстия, мм; d – диаметр нарезаемой резьбы, мм; Р – шаг резьбы, мм.
Размеры воротка для закрепления метчика выбирают в зависимости от диаметра метчиков. Общую длину и диаметр ручки воротка определяют по следующим установленным практикой формулам (мм):
L = 20D + 100,
d = 0,50 + 5,
где L – длина воротка, мм; D – диаметр метчика, мм; d – диаметр рукоятки воротка, мм.
После подготовки отверстия под резьбу и выбора воротка заготовку закрепляют в тисках и в ее отверстие вставляют вертикально метчик по угольнику (рисунок 268, а).
Прижимая левой рукой вороток к метчику, правой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение, после чего вороток берут за рукоятку двумя руками и вращают с перехватом рук через каждые пол-оборота.
В целях облегчения работы вороток с метчиком вращают не все время по направлению часовой стрелки, а один-два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратно-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается.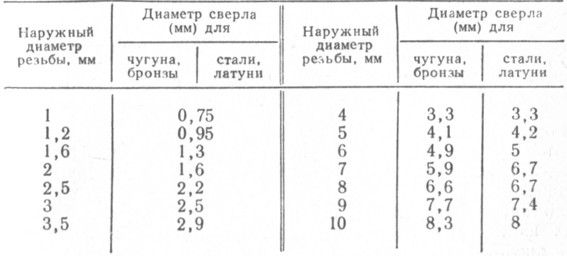
Рисунок 29 – Нарезание внутренней резьбы: а – установка метчика, б – процесс нарезания
Закончив нарезание, вращением воротка в обратную сторону вывертывают метчик из отверстия, затем прогоняют его насквозь.
Метчиком вручную изготовляют резьбу по 6 – 10 квалитетам.
Правила нарезания резьбы метчиком:
– при нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки;
– нарезать резьбу следует полным набором метчиков. Нарезание резьбы сразу средним метчиком без прохода черновым, а затем чистовым не ускоряет, а, наоборот, затрудняет работу; резьба в этом случае получается недоброкачественной, а метчик может сломаться. Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
– глухое отверстие под резьбу нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика немного вышла за пределы нарезаемой части.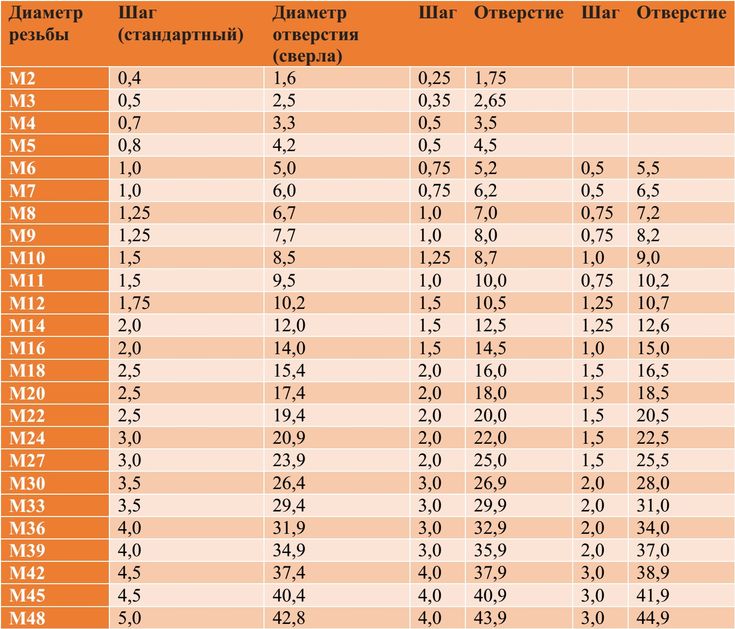 Если такого запаса не будет, резьба получится неполной;
Если такого запаса не будет, резьба получится неполной;
– в процессе нарезания необходимо тщательно следить за тем, чтобы не было перекоса метчика; для этого надо через каждые 2 – 3 нарезанные нитки проверять с помощью угольника положение метчика по отношению к верхней плоскости изделия.
Нарезание наружной резьбы.Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки (лерки) изготовляют цельными и разрезными.
Цельная плашка 7 (рисунок 30, а) представляет собой стальную закаленную гайку, в которой через резьбу 2 прорезаны сквозные продольные отверстия, образующие режущие кромки и служащие для выхода стружки. С обеих сторон плашки имеются заборные части 3 длиной 11/2 – 2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Диаметры цельных круглых плашек предусмотрены стандартом для основной метрической резьбы – от 1 до 76 мм, для дюймовой – от 1/4 до 2″, для трубной – от 1/8 до 11/2“.
Круглые плашки при нарезании резьбы вручную закрепляют в специальном воротке.
Рисунок 30 – Цельная плашка: 1 – плашка, 2 – резьба, 3 – заборная часть
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифра 1 или 2 для правильного закрепления в приспособлении (клуппе). На наружной стороне полуплашек имеются угловые канавки (пазы), которыми они устанавливаются в выступы клуппа.
Для равномерного распределения давления винта на полуплашки во избежание перекоса между полуплашками и винтом помещают сухарь.
Раздвижные (призматические) плашки изготовляют комплектами по 4 -5 пар в каждом; каждую пару по мере необходимости уставляют в клупп. Раздвижные плашки изготовляют для метрической резьбы диаметром от Мб до М52 мм, для дюймовой – от 1/4 до 2″ и для трубной резьбы – от 1/8 до 13/4 “.
Нарезание наружной резьбы. При нарезании резьбы плашкой надо иметь в виду, что в процессе образования профиля резьбы металл изделия, особенно сталь, медь и др., “тянется”, диаметр стержня увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к ее нагреву и прилипанию частиц металла, поэтому резьба получается рваной.
Рисунок 31 – Раздвижные призматические плашки: а – полуплашки, б – клупп, в – нарезание резьбы; 1 – рамка, 2 – ручки, 3 – полуплашки,
4 – сухарь, 5 – винт
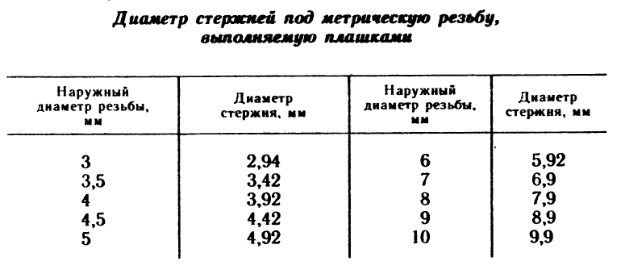
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Хорошее качество резьбы можно получить в случае, если диаметр стержня на 0,3 – 0,4 мм меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет значительно меньше требуемого, то резьба получится неполной; если же диаметр стержня будет больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время нарезания зубья плашки вследствие перегрузки могут сломаться.
При нарезании резьбы плашкой вручную стержень закрепляют в тисках так, чтобы выступающий над уровнем губок конец его был на 20 – 25 мм больше длины нарезаемой части (рисунок 32). Для обеспечения врезания на верхнем конце стержня снимают фаску.
Затем на стержень накладывают закрепленную в клупп плашку и с небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 1-2 нитки. После этого нарезаемую часть стержня смазывают маслом и вращают клупп с равномерным давлением на обе рукоятки так, как при нарезании метчиком, т. е. один-два оборота вправо и пол-оборота влево.
Рисунок 32. Нарезание резьбы плашкой
Для предупреждения брака и поломки зубьев плашки необходимо следить за перпендикулярным положением плашки по отношению к стержню: плашка должна врезаться в стержень без перекоса.
Нарезанную внутреннюю резьбу проверяют резьбовыми калибрами-пробками, а наружную – резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами.
Дата добавления: 2020-08-31; просмотров: 213; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
метрик без ограничений –
метрик без ограничений –| Назад к меню резьбонарезных метчиков для резьбонарезных метчиков Метчики холодной штамповки для внутренней резьбы
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 45
45 70
70 382
382 983
983 443
443Размер сверла для метчика: калькулятор, схемы и таблицы
Содержание
- Калькулятор размера сверла для метчика
- Формулы размера сверла для метчика0818
- Технологии нарезания резьбы
- Таблица размеров метчиков
Что такое размер метчиков?
«Размер укропа» — это диаметр сверла, который мы должны использовать перед операцией нарезания резьбы. По умолчанию размер, который вы найдете в большинстве таблиц, соответствует диаметру 75% глубины резьбы на метчике. Здесь вы узнаете, как получить правильный диаметр сверла в зависимости от типа метчика и требуемой высоты резьбы.
Калькулятор
Узнать больше
Калькулятор размера метчиков Формула размер бухга – Глубина резьбы (мм/дюймы) – Максимальная глубина резьбы в соответствии со стандартами резьбы.
– Максимальная глубина резьбы в соответствии со стандартами резьбы.:
| Нарезание резьбы Technology | Inch Threads | Metric Threads |
|---|---|---|
| Tap Cutting | \(\LARGE D – \frac{H_p}{76. | \(\НАИБОЛЬШИЙ D – \frac{H_p\,\times\,P}{76,98}\) |
| Раскатка | \(\НАИБОЛЬШИЙ D – \frac{БОЛЬШОЙ_p ,\times\,P}{294.12}\) | \(\LARGE D – \frac{H_p}{294.12\,\times\,TPI}\) |
Расстояние между вершиной и основанием называется высотой резьбы. Стандарты резьбы определяют максимальную высоту резьбы и одинаковы для метрической и дюймовой резьбы.
\(H_{max}=\Large \frac{5}{8}\times\frac{\sqrt{3}}{2}\normalsize\times{P}\,=\,0,5413\times{P } \)
\( H_{max}=\Large \frac{5}{8}\times\frac{\sqrt{3}}{2}\normalsize\times{P} \) \(\,=\,0,5413\times{P} \)
При нарезании резьбы принято выражать высоту резьбы (иногда называемую глубиной резьбы) как отношение в процентах между фактической глубиной и максимальной глубиной.
\( H_{p}=\Large \frac{H_{max}\,-\,H}{H_{max}}\normalsize\times{100} \)
- Большая высота резьбы означает меньший размер сверла.
- Меньшая высота резьбы означает больший размер метчика.
Почему это важно?
- Поскольку подача всегда равна шагу резьбы, а вся глубина резьбы по определению обрабатывается за один проход, мы не можем контролировать эти факторы. Глубина резьбы является основным фактором (наряду со скоростью резания), влияющим на крутящий момент резьбонарезного инструмента и срок службы инструмента.
- Увеличение диаметра сверла упрощает нарезание резьбы и увеличивает срок службы метчика. Однако прочность резьбы снижается, и меньший диаметр может выйти за допустимые пределы.
- Неофициальным правилом является то, что глубина резьбы по умолчанию составляет 75%. Поэтому в большинстве таблиц, которые вы найдете в различных каталогах или в Интернете, значение размера сверла для метчика составляет 75% высоты резьбы.
 Фактический рабочий диапазон в большинстве случаев составляет 65%-85%.
Фактический рабочий диапазон в большинстве случаев составляет 65%-85%.
С помощью нашего калькулятора и таблицы вы можете рассчитать точный размер сверла под метчик в зависимости от высоты резьбы.
Примеры расчетовРасчет размера сверла метчика для M8 X 1,25 (метрическая резьба)
\( \begin{array}{l} D=8\текст{ мм} \\ Р=1,25\текст{мм} \\ H_p=65\текст{%} \\ TD = 8\,-\,\Large \frac{65\,\times\,1,25}{76,98}\normalsize=\,6,94\text{мм} \end{array} \)
Расчет размера сверла метчика для UNC 1/4-20 (дюймовая резьба)
\( \begin{array}{l} Д=0,25\текст{“} \\ TPI=20\text{ Зуб на дюйм} \\ H_p=80\текст{%} \\ TD = 0,25\,-\,\Large \frac{80}{76,98\,\times\,20}\normalsize=\,0,198\text{“} \конец{массив} \)
- Приведенные выше примеры относятся к метчикам.
Технологии нарезания резьбы
Метчики- Метчики намного популярнее и могут использоваться для обработки любых материалов.
- Как следует из названия, он режет материал так же, как фрезерный или токарный инструмент, удаляя материал и образуя стружку .
- У них есть канавки (обычно прямые).
- Диаметр отверстия , создаваемый метчиком , не меняет и является меньшим диаметром резьбы.
- Метчики формовочные представляют собой альтернативное решение для нарезных метчиков при нарезании резьбы в мягких материалах, таких как алюминий, латунь, медь, нержавеющая сталь 300 и низкоуглеродистая сталь.
- Как следует из названия, он образует нить , прессуя материал.
- Они Не имеют флейт (Иногда имеют узкие смазочные канавки).
- Диаметр отверстия , созданный метчиковым сверлом , уменьшается из-за материала, который проталкивается для создания резьбы.
 Этот «материальный рост» следует учитывать.
Этот «материальный рост» следует учитывать.
Преимущества формовочных метчиков (по сравнению с режущими метчиками):
- Время цикла меньше за счет более высоких скоростей резания.
- Повышенная однородность и точность резьбы.
- Более высокая прочность резьбы (из-за внутреннего напряжения, создаваемого в процессе формовки).
- Стружка не образуется, поэтому проблем с удалением стружки никогда не бывает.
Недостатки формовочных метчиков (по сравнению с режущими метчиками):
- Их можно использовать только для пластичных материалов, таких как алюминий, латунь, медь, нержавеющая сталь серии 300 и низкоуглеродистая сталь.
- Формовочные метчики создают более высокий крутящий момент. Это становится более проблематичным при больших диаметрах.
- Они более чувствительны к переломам, особенно при неправильном применении.
Диаграмма Tap Dill Size
Унифицированные дюймовые нити (UNC/UNF/UNEF).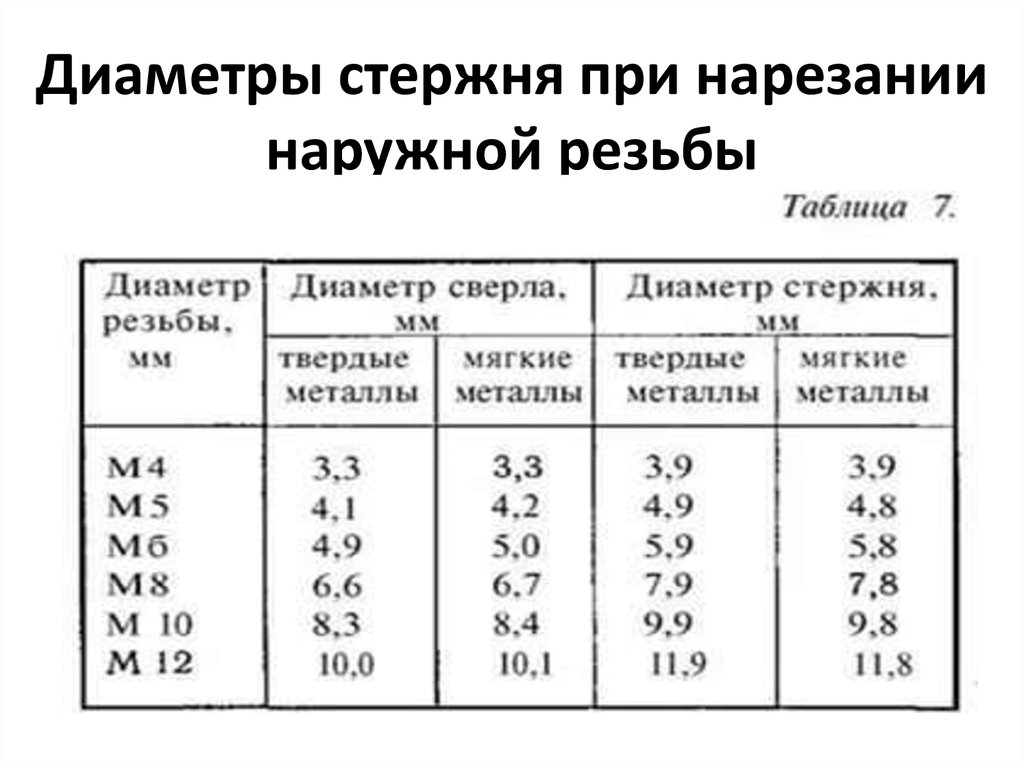 вся ширина (55%-85%). Метрическая резьба Таблица размеров метчиков
вся ширина (55%-85%). Метрическая резьба Таблица размеров метчиков Размер метчиков на высоту резьбы (в процентах)
- Нажмите ⊕ , чтобы просмотреть всю ширину (5%-85%).
Таблица нитей BSW / Whitworth
Таблица нитей BSW / Whitworth | Британские метрикиБШВ
Резьба 55 градусов
| РАЗМЕР | ТПИ | ВНЕШНИЙ | ВНУТРЕННИЙ | РАЗМЕР СВЕРЛА | РАЗМЕР СВЕРЛА | ||||
| БШВ 55 | ОСНОВНЫЕ | НЕСОВЕРШЕННОЛЕТНИЕ | ЗАЗОР ОТВЕРСТИЕ | РЕЗЬБА ОТВЕРСТИЕ | |||||
| ДЮЙМ | мм | ДЮЙМЫ | мм | ДЮЙМ | мм | ДЮЙМ | мм | ||
| 1/16 | 60 | 0,0620 | 1,59 | 0,0410 | 1,05 | 1,99 | 1,15 | ||
| 3/32 | 48 | 0,0940 | 2,38 | 0,0670 | 1,70 | 2,67 | 1,90 | ||
| 1/8 | 40 | 0,1250 | 3,18 | 0,0930 | 2,36 | 9/64 | 3,57 | # 38 | 2,60 |
| 5/32 | 32 | 0,1560 | 3,97 | 0,1160 | 2,95 | 11/64 | 4,37 | 1/8 | 3,20 |
| 3/16 | 24 | 0,1870 | 4,75 | 0,1340 | 3,40 | 13/64 | 5,16 | # 27 | 3,70 |
| 7/32 | 24 | 0,2190 | 5,60 | 0,1660 | 4,22 | 15/64 | 5,95 | # 19 | 4,30 |
| 1/4 | 20 | 0,2500 | 6,35 | 0,1860 | 4,72 | 17/64 | 6,75 | № 9 | 5,00 |
| 5/16 | 18 | 0,3120 | 7,92 | 0,2410 | 6. 12 12 | 21/64 | 8,33 | 1/4 | 6,40 |
| 3/8 | 16 | 0,3750 | 9,53 | 0,2950 | 7,49 | 25/64 | 9,92 | 5/16 | 8,00 |
| 7/16 | 14 | 0,4370 | 11.10 | 0,3460 | 8,79 | 29/64 | 11,51 | У | 9,40 |
| 1/2 | 12 | 0,5000 | 12,70 | 0,3930 | 9,98 | 17/32 | 13,49 | 27/64 | 10,80 |
| 9/16 | 12 | 0,5630 | 14,29 | 0,4560 | 11,58 | 19/32 | 15. 08 08 | 15/32 | 12.00 |
| 5/8 | 11 | 0,6250 | 15,88 | 0,5090 | 12,93 | 21/32 | 16,67 | 17/32 | 13,50 |
| 16.11 | 11 | 0,6880 | 17,48 | 0,5710 | 14,50 | 17,75 | 15.00 | ||
| 3/4 | 10 | 0,7500 | 19. 05 05 | 0,6220 | 15,80 | 25/32 | 19,84 | 21/32 | 17.00 |
| 13/16 | 10 | 0,8130 | 20,65 | 0,6840 | 17,37 | 21.00 | 18.00 | ||
| 7/8 | 9 | 0,8750 | 22,23 | 0,7330 | 18,62 | 29/32 | 23.02 | 49/64 | 19,50 |
| 15/16 | 9 | 0,9380 | 23,83 | 0,7950 | 20. 19 19 | 24.00 | 20,75 | ||
| 1 | 8 | 1.0000 | 25.40 | 0,8400 | 21.34 | 1 1/16 | 26,99 | 7/8 | 22,50 |
| 1 1/8 | 7 | 1.1250 | 28,58 | 0,9420 | 23,93 | 1 3/16 | 30.16 | 1 | 25,50 |
| 1 1/4 | 7 | 1.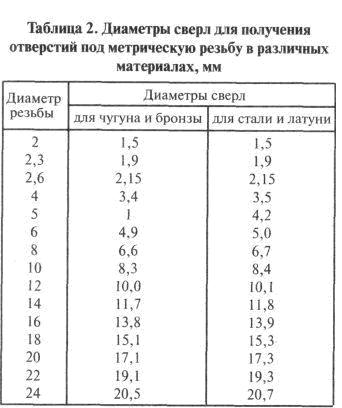 2500 2500 | 31,75 | 1.0670 | 27.10 | 1 5/16 | 33,34 | 1 7/16 | 28,50 |
| 1 3/8 | 6 | 1.3750 | 34,93 | 1.1620 | 29,51 | 1 7/16 | 36,51 | 1 7/32 | 31.00 |
| 1 1/2 | 6 | 1,5000 | 38.10 | 1.2870 | 32,69 | 1 16 сентября | 39,69 | 1 32 ноября | 34,50 |
| 1 5/8 | 5 | 1. 6250 6250 | 41,28 | 1.3690 | 34,77 | 41,50 | 35,50 | ||
| 1 3/4 | 5 | 1.7500 | 44,45 | 1.4940 | 37,95 | 45.00 | 38,50 | ||
| 1 7/8 | 4,5 | 1.8750 | 47,63 | 1.5910 | 40,40 | 48. 00 00 | 41,25 | ||
| 2 | 4,5 | 2.0000 | 50,80 | 1.7150 | 43,57 | 51.00 | 44,50 | ||
| 2 1/4 | 4 | 50,00 | |||||||
Размеры резьбонарезных сверл | Береговые застежки
| Размер, мм | Шаг мм | Сверла для нарезания резьбы, размеры | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 8,0 | 1,00 | 7. 1 1 | 32 сентября | 7,0 | |
| 10,0 | 1,25 | 8,9 | 8,8 | 32.11 | |
| 12,0 | 1,25 | 27/64 | 10,8 | ||
| 12,0 | 1,50 | 27/64 | 10,5 | ||
| 14,0 | 1,50 | 1/2 | 12,5 | ||
| 16,0 | 1,50 | 14,75 | 37/64 | 14,5 | |
| 18,0 | 1,50 | 21/32 | 16,5 | ||
| 20,0 | 1,50 | 47/64 | 18,5 | ||
| 22,0 | 1,50 | 13/16 | 20,5 | ||
| 24,0 | 2,00 | 7/8 | 22,0 | ||
Свяжитесь с нами
Метрическая система ISO Крупная
| Размер мм | Шаг мм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 2,0 | 0,40 | 1,6 | 1,6 | 1/16 | |
| 2,5 | 0,45 | 2. 1 1 | 2,05 | ||
| 3,0 | 0,50 | 2,55 | 2,5 | ||
| 3,5 | 0,60 | 2,95 | 2,9 | ||
| 4,0 | 0,70 | 3,4 | 3,3 | ||
| 4,5 | 0,75 | 3,8 | 3,7 | ||
| 5,0 | 0,80 | 4,3 | 11/64 | 4,2 | |
| 6,0 | 1,00 | 5.1 | 13/64 | 5,0 | |
| 7,0 | 1,00 | 6.1 | 6,0 | 15/64 | |
| 8,0 | 1,25 | 6,9 | 6,8 | 17/64 | |
| 9,0 | 1,25 | 7,9 | 5/16 | 7,8 | |
| 10,0 | 1,50 | 8,6 | 32.11 | 8,5 | |
| 11,0 | 1,50 | 9,5 | 3/8 | ||
| 12,0 | 1,75 | 13/32 | 10,2 | ||
| 14,0 | 2,00 | 12,2 | 31/64 | 12,0 | 15/32 |
| 16,0 | 2,00 | 14,25 | 16 сентября | 14,0 | 35/64 |
| 18,0 | 2,50 | 15,75 | 15,5 | 39/64 | |
| 20,0 | 2,50 | 45/64 | 17,5 | 16. 11 11 | |
| 22,0 | 2,50 | 25/32 | 19,5 | 49/64 | |
| 24,0 | 3,00 | 21,0 | 53/64 | ||
| 27,0 | 3,00 | 61/64 | 24,0 | 15/16 | |
| 30,0 | 3,50 | 26,5 | 1-3/64 | ||
| 33,0 | 3,50 | 1-11/64 | 29,5 | 1-5/32 | |
| 36,0 | 4,00 | 1-17/64 | 32,0 | 1-1/4 | |
Свяжитесь с нами
UNC UNS*
| Размер Дюйм | ниток на дюйм | Размеры резьбонарезных сверл | ||||
|---|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | |||||
| мм | Дюйм | мм | Дюйм | |||
| № 2 | 56 | 1,85 | 1,8 | |||
| № 3 | 48 | 2. 1 1 | 2,05 | 5/64 | ||
| № 4 | 40 | 2,35 | 3/32 | 2,3 | ||
| № 5 | 40 | 2,65 | 2,6 | |||
| № 6 | 32 | 2,85 | 2,8 | 7/64 | ||
| № 8 | 32 | 3,5 | 3,4 | |||
| № 10 | 24 | 3,9 | 5/32 | 3,8 | ||
| № 12 | 24 | 4,5 | 4,4 | 11/64 | ||
| 1/8* | 40 | 2,65 | 2,6 | |||
| 5/32* | 32 | 3,3 | 3.1 | 1/8 | ||
| 3/16* | 24 | 3,8 | 3,7 | |||
| 7/32* | 24 | 4,6 | 4,5 | |||
| 1/4 | 20 | 5,2 | 13/64 | 5. 1 1 | ||
| 5/16 | 18 | 6,6 | 17/64 | 6,5 | 1/4 | |
| 3/8 | 16 | 8.1 | 8,0 | 5/16 | ||
| 7/16 | 14 | 9,5 | 3/8 | 23/64 | ||
| 1/2 | 13 | 11,0 | 10,8 | 27/64 | ||
| 16 сентября | 12 | 12,2 | 31/64 | |||
| 5/8 | 11 | 13,8 | 35/64 | 13,5 | 17/32 | |
| 16.11* | 11 | 15,25 | 15,0 | 19/32 | ||
| 3/4 | 10 | 21/32 | 16,5 | 41/64 | ||
| 13/16* | 10 | 23/32 | 18,0 | |||
| 7/8 | 9 | 19,5 | 49/64 | |||
| 1 | 8 | 7/8 | 22,5 | |||
| 1-1/8 | 7 | 25,0 | 63/64 | |||
| 1-1/4 | 7 | 1-7/64 | 28,0 | |||
| 1-3/8 | 6 | 31,0 | 1-7/32 | 1-13/64 | ||
| 1-1/2 | 6 | 1-11/32 | 34,0 | 1-21/64 | ||
Свяжитесь с нами
UNF UNS*
| Размер Дюйм | Количество нитей на дюйм | Сверла для нарезания резьбы, размеры | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| № 5 | 44 | 2,7 | 2,65 | ||
| № 6 | 40 | 2,95 | 2,9 | ||
| № 8 | 36 | 3,6 | 9/64 | 3,5 | |
| № 10 | 32 | 4. 1 1 | 4,0 | 5/32 | |
| № 12 | 28 | 4,7 | 4,6 | ||
| 1/8* | 40 | 2,65 | 2,6 | ||
| 5/32* | 32 | 3,3 | 3.1 | 1/8 | |
| 16.03* | 32 | 4.1 | 3,9 | 5/32 | |
| 7/32* | 32 | 4,9 | 4,8 | 3/16 | |
| 1/4 | 28 | 5,5 | 7/32 | 5,4 | |
| 5/16 | 24 | 6,9 | 6,8 | ||
| 3/8 | 24 | 8,5 | 8,4 | ||
| 7/16 | 20 | 10,0 | 25/64 | 9,8 | |
| 1/2 | 20 | 11,5 | 29/64 | ||
| 16 сентября | 18 | 33/64 | 12,8 | ||
| 5/8 | 18 | 14,5 | 37/64 | ||
16. 11* 11* | 16 | 16,0 | 5/8 | 15,75 | |
| 3/4 | 16 | 17,5 | 16.11 | ||
| 13/16* | 16 | 3/4 | 19,0 | ||
| 7/8 | 14 | 13/16 | 20,5 | ||
| 1 | 12 | 23,5 | 59/64 | ||
| 1* | 14 | 15/16 | 23,5 | ||
| 1 1/8 | 12 | 26,5 | 1 3/64 | ||
| 1 1/4 | 12 | 1 11/64 | 29,5 | ||
| 1 3/8 | 12 | 33,0 | 1 19/64 | ||
| 1 1/2 | 12 | 36,0 | 1 27/64 | ||
Свяжитесь с нами
BSW Whitworth
| Размер Дюйм | Количество нитей на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| 1/16* | 60 | 1,2 | 3/64 | 1,05 | |
| 3/32 | 48 | 1,9 | 1,75 | ||
| 1/8 | 40 | 2,55 | 2,5 | 3/32 | |
| 5/32* | 32 | 3,2 | 1/8 | 2,95 | |
| 3/16 | 24 | 3,7 | 3,6 | 9/64 | |
| 7/32 | 24 | 4,5 | 4,3 | 11/64 | |
| 1/4 | 20 | 5. 1 1 | 5,0 | 3/16 | |
| 5/16 | 18 | 6,5 | 6,4 | 1/4 | |
| 3/8 | 16 | 7,9 | 5/16 | 7,8 | 19/64 |
| 7/16 | 14 | 9,5 | 9,2 | 23/64 | |
| 1/2 | 12 | 10,5 | 13/32 | ||
| 16 сентября | 12 | 12 | 15/32 | ||
| 5/8 | 11 | 13,5 | 17/32 | 33/64 | |
| 3/4 | 10 | 16,5 | 41/64 | 16,0 | 5/8 |
| 7/8 | 9 | 3/4 | 19,0 | 47/64 | |
| 1 | 8 | 22,0 | 55/64 | 27/32 | |
| 1-1/8 | 7 | 31/32 | 24,5 | 61/64 | |
| 1-1/4 | 7 | 28,0 | 1-3/32 | 27,5 | 1-5/64 |
| 1-1/2 | 6 | 33,5 | 1-5/16 | 33,0 | 1-19/64 |
| 1-3/4 | 5 | 39,0 | 1-17/32 | 38,5 | 1-33/64 |
| 2 | 41/2 | 44,5 | 1-49/64 | 44,0 | 1-3/4 |
Свяжитесь с нами
ЧФ
| Размер | Шаг мм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 3/16 | 32 | 4,0 | 5/32 | 3,9 | |
| 1/4 | 26 | 5,3 | 5,2 | 13/64 | |
16. 05. 05. | 22 | 6,8 | 17/64 | 6,7 | |
| 3/8 | 20 | 8,3 | 21/64 | 8,2 | 5/16 |
| 7/16 | 18 | 9,5 | 3/8 | ||
| 1/2 | 16 | 16.07 | 11,0 | 27/64 | |
| 16 сентября | 16 | 1/2 | 12,5 | 31/64 | |
| 5/8 | 14 | 14,0 | 35/64 | 13,8 | 17/32 |
| 3/4 | 12 | 16,5 | 21/32 | ||
| 7/8 | 11 | 25/32 | 19,5 | 49/64 | |
| 1 | 10 | 57/64 | 22,5 | 7/8 | |
| 1-1/4 | 9 | 28,5 | 1-1/8 | 1-7/64 | |
| 1-1/2 | 8 | 34,5 | 1-23/64 | 1-11/32 | |
| 1-3/4 | 7 | 40,5 | 1-19/32 | 40,0 | 1-37/64 |
Свяжитесь с нами
Коническая труба BSTP
| Размер Дюйм | Количество нитей на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| С расширителем | Без развертки | ||||
| мм | Дюйм | мм | Дюйм | ||
| 1/8 | 28 | 8,0 | 5/16 | 8,4 | 21/64 |
| 1/4 | 19 | 10,8 | 27/64 | 11,2 | 16. 07. 07. |
| 3/8 | 19 | 14,25 | 16 сентября | 14,75 | 37/64 |
| 1/2 | 14 | 45/64 | 23/32 | ||
| 3/4 | 14 | 23,0 | 29/32 | 15/16 | |
| 1 | 11 | 29,0 | 1-9/64 | 30,0 | 1-11/64 |
| 1-1/4 | 11 | 37,5 | 1-15/32 | 38,5 | 1-33/64 |
| 1-1/2 | 11 | 43,5 | 1-23/32 | 44,5 | 1-3/4 |
| 2 | 11 | 2-5/32 | 2-3/16 | ||
Свяжитесь с нами
Параллельная труба BSPF
| Размер, дюйм | Количество нитей на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| Предпочтительный | Альтернатива | ||||
| мм | Дюйм | мм | Дюйм | ||
| 1/8 | 28 | 8,8 | 8,7 | 32. 11 11 | |
| 1/4 | 19 | 11,8 | 15/32 | 11,5 | 29/64 |
| 3/8 | 19 | 15,25 | 15,0 | 19/32 | |
| 1/2 | 14 | 19,0 | 3/4 | 47/64 | |
| 5/8 | 14 | 21,0 | 53/64 | 13/16 | |
| 3/4 | 14 | 24,5 | 31/32 | 61/64 | |
| 7/8 | 14 | 1-7/64 | 28,0 | ||
| 1 | 11 | 1-7/32 | 30,5 | ||
| 1-1/4 | 11 | 39,5 | 1-35/64 | 39,0 | |
| 1-1/2 | 11 | 45,5 | 1-25/32 | 45,0 | 1-49/64 |
| 2 | 11 | 2-1/4 | |||
| 2-1/2 | 11 | 2-27/32 | |||
| 3 | 11 | Размер отверстия 3,369–3,344 дюйма | |||
Свяжитесь с нами
Коническая труба NPT
| Размер, дюйм | Количество нитей на дюйм | Размеры резьбонарезных сверл | |||
|---|---|---|---|---|---|
| С расширителем | Без развертки | ||||
| мм | Дюйм | мм | Дюйм | ||
| 1/8 | 27 | 8,3 | 21/64 | 8,4 | |
| 1/4 | 18 | 10,8 | 27/64 | 11,2 | 16. 07 07 |
| 3/8 | 18 | 14,25 | 16 сентября | 14,25 | 16 сентября |
| 1/2 | 14 | 17,5 | 16.11 | 45/64 | |
| 3/4 | 14 | 22,5 | 57/64 | 23,0 | 29/32 |
| 1 | 11-1/2 | 28,5 | 1-1/8 | 29,0 | 1-9/64 |
| 1-1/4 | 11-1/2 | 37,0 | 1-15/32 | 37,5 | 1-31/64 |
| 1-1/2 | 11-1/2 | 43,5 | 1-23/32 | 44,0 | 1-47/64 |
| 2 | 11-1/2 | 2-3/16 | 2-13/64 | ||
Свяжитесь с нами
Размеры метчиков
| Сверла для отверстий с зазором | ||||||||
| Размер винта | Резьбовое сверло | Узкая посадка | Свободная посадка | |||||
№ или диам. | Десятичный (дюйм) | Число витков на дюйм | Размер сверла | Десятичный (дюйм) | Размер сверла | Десятичный (дюйм) | Размер сверла | Десятичный (дюйм) |
| #0 | 0,06 | 80 | 3/64 | 0,0469 | 52 | 0,0635 | 50 | 0,07 |
| #1 | 0,073 | 64 | 53 | 0,0595 | 48 | 0,076 | 46 | 0,081 |
| #1 | 0,073 | 72 | 53 | 0,0595 | 48 | 0,076 | 46 | 0,081 |
| #2 | 0,086 | 56 | 50 | 0,07 | 43 | 0,089 | 41 | 0,096 |
| #2 | 0,086 | 64 | 50 | 0,07 | 43 | 0,089 | 41 | 0,096 |
| #3 | 0,099 | 48 | 47 | 0,0785 | 37 | 0,104 | 35 | 0,11 |
| #3 | 0,099 | 56 | 45 | 0,082 | 37 | 0,104 | 35 | 0,11 |
| #4 | 0,112 | 36 | 44 | 0,086 | 32 | 0,116 | 30 | 0,1285 |
| #4 | 0,112 | 40 | 43 | 0,089 | 32 | 0,116 | 30 | 0,1285 |
| #4 | 0,112 | 48 | 42 | 0,0935 | 32 | 0,116 | 30 | 0,1285 |
| #5 | 0,125 | 40 | 38 | 0,1015 | 30 | 0,1285 | 29 | 0,136 |
| #5 | 0,125 | 44 | 37 | 0,104 | 30 | 0,1285 | 29 | 0,136 |
| #6 | 0,138 | 32 | 36 | 0,1065 | 27 | 0,144 | 25 | 0,1495 |
| #6 | 0,138 | 40 | 33 | 0,113 | 27 | 0,144 | 25 | 0,1495 |
| #8 | 0,164 | 32 | 29 | 0,136 | 18 | 0,1695 | 16 | 0,177 |
| #8 | 0,164 | 36 | 29 | 0,136 | 18 | 0,1695 | 16 | 0,177 |
| #10 | 0,19 | 24 | 25 | 0,1495 | 9 | 0,196 | 7 | 0,201 |
| #10 | 0,19 | 32 | 21 | 0,159 | 9 | 0,196 | 7 | 0,201 |
| #12 | 0,216 | 24 | 16 | 0,177 | 2 | 0,221 | я | 0,228 |
| #12 | 0,216 | 28 | 14 | 0,182 | 2 | 0,221 | я | 0,228 |
| #14 | 0,242 | 20 | 10 | 0,1935 | Д | 0,246 | Ф | 0,257 |
| #14 | 0,242 | 24 | 7 | 0,201 | Д | 0,246 | Ф | 0,257 |
| 1/4 | 0,25 | 20 | 7 | 0,201 | Ф | 0,257 | Х | 0,266 |
| 1/4 | 0,25 | 28 | 3 | 0,213 | Ф | 0,257 | Х | 0,266 |
| 5/16 | 0,3125 | 18 | Ф | 0,257 | Р | 0,323 | В | 0,332 |
| 5/16 | 0,3125 | 24 | я | 0,272 | Р | 0,323 | В | 0,332 |
| 3/8 | 0,375 | 16 | 5/16 | 0,3125 | Вт | 0,386 | х | 0,397 |
| 3/8 | 0,375 | 24 | В | 0,332 | Вт | 0,386 | х | 0,397 |
16. | ||||||||