Размеры шлифовальных кругов: ГОСТ 2424-83 Круги шлифовальные. Технические условия
alexxlab | 23.12.2019 | 0 | Разное
Как выбрать наждачный круг – Советы от компании Абрафлекс
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Что такое наждак
Лингвисты не устают спорить о происхождении этого слова. Одни утверждают, что оно имеет старорусские корни и означает боевой топор или большую дубину. Скорее всего, правы другие, говорящие о древнетюркском словообразовании. С этого языка у наждака есть единственное и простое толкование – камень для шлифовки. Этот минерал, действительно, добывался в Греции и Турции, но давно вытеснен новыми, более технологичными, абразивами.
Но для человека «рукастого», равно как и для большинства обывателей, этот термин означает, прежде всего, станок или даже скромный станочек, оснащенный двигателем и наждачными кругами. Заточка инструмента – основное его назначение. Поэтому эти приспособления и стали называть точилами.
На самом деле, сфера применения наждака гораздо шире. С его помощью можно отрезать заготовки, когда речь идет о тонком и протяженном сортаменте материала (проволока, арматура, труба и прочее).
Для идеальной заточки некоторых видов инструмента, токарные резцы, например, на точило устанавливают алмазный кружок. Но даже в этом случае наличие обычного наждачного круга необходимо. С его помощью выполняют предварительную обработку резца по образованию необходимых углов и удалению заусенцев. Алмазом обрабатываются лишь режущие кромки на твердосплавной пластине и канавка, если таковая нужна.
Множество применений точила стало возможным благодаря разнообразию характеристик кругов для наждака и их электроприводов. Последние обеспечивают необходимую скорость вращения и мощность, достаточные для выполнения той или иной операции.
Характеристики наждачных кругов
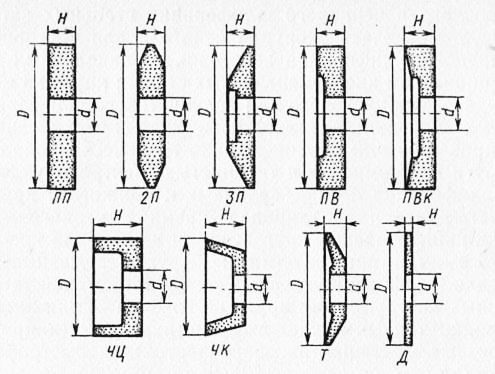
В основе классификации кругов для наждака лежит их геометрическая форма. По этому признаку изделия могу представлять собой цилиндрические (ЦЧ) и конические (КЧ) чашки, тарельчатые (Т) диски и другие. В быту чаще всего применяют плоскую форму диска с прямым профилем (ПП). Меньшую актуальность в домашней мастерской имеют абразивы с двусторонним коническим профилем (2П), но все же они востребованы для заточки зубьев пил и другого инструмента.
Следующий важнейший параметр абразивного диска – его геометрические размеры. Он включает в себя диаметр, толщину и посадку. Последняя указывает на размер посадочного отверстия в изделии и в большинстве случаев равна 32 мм. Экзотические абразивы с посадочными диаметрами менее 10 мм, используемые для слесарной доводки точных деталей, равно как и диски с посадкой 76 мм, применяемые для круглой и плоской шлифовки, характерны для промышленности и их трудно приспособить к хозяйственным нуждам.
По этой же причине в данной публикации не акцентируется внимание на дисках, ширина которых не входит в ряд 10, 16, 20 и 25 мм. Эти размеры оптимальны для применения в частном хозяйстве.
Зернистость наждачных кругов
Приобретая для своих станков шлифовальный круг для наждака, потребители обращают внимание на такой характерный параметр, как зернистость. Она может принимать следующие значения в стандартном исполнении – 8, 12, 16, 25, 40. Понятно, что 8 – это изделия с минимальными зернами, а 40 – соответственно, наиболее крупными.
Выбор зернистости должен осуществляться исключительно профессионально. В противном случае либо работа по заточке будет выполнена некачественно, либо сам наждачный круг прослужит совсем недолго. Мелкое зерно отлично подходит для выполнения ювелирной заточки, а крупное – для тяжелых, больших инструментов, которые не требуют высокой точности.
Существует еще один немаловажный параметр, который касается зерна, – это устойчивость его к истиранию. Существуют так называемые средне-мягкие изделия (они так и маркируются СМ), а также средне-твердые (соответственно, СТ). Первый вариант в нашей стране, да и во всем мире, получил достаточно большое распространение. Это связано с относительно невысокой стоимостью товара, а также приемлемыми характеристиками. Он работает достаточно долго даже при достаточно больших нагрузках. Что касается средне-твердого зерна, то оно еще больше устойчиво к механическим воздействиям, в том числе и истиранию. Однако стоит такой товар многократно дороже, что существенно снижает экономическую целесообразность приобретения.
В этом ракурсе можно рассмотреть некоторые примеры маркировки изделий и их целесообразности применения в той или иной ситуации. Так, к примеру, частенько для заточки коньков используют наждачный круг с маркировкой 150х8х32 12-СМ. Что же она означает?
- Диск имеет средне-мягкое зерно, которое относительно дешево и позволяет выполнять качественную заточку.

- Размер зерна – 12-Н – 12 микрон в диаметре, если брать среднестатистический показатель.
- 32 мм – посадочный диаметр, который является стандартным для многого оборудования.
- 8 мм – толщина самого изделия. Это очень небольшой показатель, который не обеспечивает прочность конструкции при работе с большим инструментом при высоких нагрузках, но для поставленной цели вполне себе подойдет.
- 150 диаметр наждачного круга.

Рассмотрим еще один небольшой пример. Для быта и производства на наждаки устанавливаются абразивы 150х20х32 25-СМ. В данном примере в сравнении с предыдущим ширина изделия увеличена до 20 мм, а диаметр зерна до 25 мкм. По сути, это получается достаточно универсальный станок, который позволит работать не только с мелким инструментом, как вариант, ножницами, ножами, отвертками, но и с довольно крупными приспособлениями, коими являются топоры и некоторые пилы.
Электрокорунд – основа белых наждачных кругов
Подобного рода товар раскупается в нашей стране просто великолепно. При этом он может использоваться не только в производстве, но и в быту при работе с мелким и средним инструментом. Он отлично подойдет для заточки ножниц, ножей, топоров, обработки уголков, в общем и целом – идеальное решение, если речь идет о нетвердых металлах.
Наличие высокого спроса, естественно, рождает и массу различных предложений. Число производителей растет, как и увеличивается ассортимент. Сегодня не составляет труда приобрести изделия с самыми разными характеристиками начиная от зернистости и заканчивая посадочными диаметрами.
В продаже в подавляющем большинстве случаев подобного рода товар имеет белый цвет, который ему обеспечивается именно электрокорундом. Однако, в некоторых случаях чаще всего, в маркетинговых целях в него может добавляться тот или иной краситель, который придаст иной цвет.
В чем же преимущество подобного рода материала? В первую очередь необходимо отметить его мягкость. Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Это позволяет существенно повысить качество работ, пусть и за счет долговечности диска. Если заточка ведется с обычным металлом, то этот показатель остается все равно вполне себе высоким. При этом очень важно, что материал не нагревается до сверхвысоких температур. Это приводит к тому, что отсутствует после заточки на металле так называемой синей окалины. В результате структура металла не разрушается, а изделие служит верой и правдой долгие годы.
Размеры изделий из электрокорунда могут варьироваться в широком диапазоне начиная от 125 и заканчивая 200 мм с толщиной от 10 до 25 мм. При этом посадочное отверстие устанавливается чаще всего стандартное – 32 мм.
Конструктивные элементы зеленого цвета
Однако далеко не всегда на производстве и даже в быту используется инструмент из нетвердых сортов стали. Если взять, как вариант, буровые системы, да даже те же перфораторы, то обычным электрокорундовым кругом для наждака справиться эффективно с заточкой сверла не получится. В этом случае производители предлагают так называемые «зеленые» кружки для наждака. Названы они так, естественно, из-за своего цвета.
Важным аспектом является то, что подобного рода оборудование нельзя использовать при работе, скажем, с ножницами или стандартными кухонными ножами. При контакте появляется очень высокая температура, что приводит к моментальному перекаливанию стали и потере инструментом своих режущих свойств. Попросту, его можно уже выкинуть. Именно по этой причине зеленый наждачный круг использовать в обычном быту не рекомендуется. Да и стоимость его несоизмеримо выше, нежели белого.
Если говорить о геометрических размерах, то они могут быть точно такими же, как у электрокорундового аналога. Но могут и существенно их превышать, поскольку основная задача – это обеспечение сложного технологического процесса на производстве, где используется тяжелое оборудование и станки. Как следствие, к примеру, посадочные отверстия могут составлять и 76 мм, и 127 мм, и даже 203 мм.
Какие параметры необходимо учитывать при выборе наждачного круга?
- Внешний диаметр. И здесь принцип, чем больше, тем лучше, не работает.
- Мощность оборудования. На более мощных станках и расходники могут быть установлены с большей зернистостью и устойчивостью к истиранию.
- Диаметр посадочного отверстия. Об этом показателе многие неопытные специалисты банально забывают.
- Зернистость, которая, как отмечалось, определяет точность заточки инструмента.
- И немаловажным аспектом является производитель. Естественно, лучше всего приобретать товар известных брендов.
Таким образом, если подойти к вопросу выбора абразива максимально ответственно, а еще лучше посоветоваться с профессионалами, то изделие прослужит долго и эффективно, неоднократно окупившись.
Посмотрите товары в нашем каталоге
Размеры шлифовальных кругов, мм – Энциклопедия по машиностроению XXL
Размеры шлифовальных кругов, мм (по ГОСТ 2424—67) [c.396]Поперечная подача шлифовальной бабки за каждый ход стола (бесступенчатое регулирование), мм Вертикальная подача шлифовального круга, мм Размеры шлифовального круга, мм [c.27]
Размеры шлифовальных кругов, мм (по ГОСТу 2424-59) [c.347]
Размеры шлифовального круга, мм……. [c.96]
Наибольший диаметр обработки, мм Минимальный диаметр при шлифовании на проход, мм Минимальный диаметр при врезном шлифовании, мм Максимальная длина изделия для шлифования на проход, мм Максимальная длина изделия при врезном шлифовании, мм Размеры шлифовального круга, мм диаметр высота до Максимальная скорость резания, м1с [c.91]
Размеры шлифовального круга, мм Плоское шлифование периферией круга Плоское шлифование торцом круга [c.
 275]
275]Т а б л. 3.3, Размеры канавки для выхода шлифовального круга, мм [c.62]
Вид шлифования Размеры шлифовальных кругов в мм Принятые периоды стойкости в мин. [c.123]
X X О X n X X S X СП X X s Размеры шлифовального круга в мм [c.526]
Шпиндели шлифовального круга (фиг. 105,109). Размер передней шейки шпинделя принимается равным 20—40 мм в зависимости от размера шлифовального круга. [c.600]
Размеры шлифовальных сегментов, мм Частота вращения шлифовального круга, мин [c.27]
Наименование станка Модель Диаметр шлифовального круга, мм Частота вращения шпинделя, мин Мощ- ность электро- двигате- ля, кВт Габаритные размеры станка (Ьу В хН), мм Масса станка, кг Назначение станка [c.670]
Модель Наибольший диаметр шлифовального круга, мм Частота вращения шпинделя, 1/мин Мощность на шпинделе, кВт Расход сжатого воздуха, мЗ/мин Габаритные размеры, мм Масса (без шлифовального круга), кг [c.325]
Мощность привода вращения заготовки изделия, кВт Диаметр шлифовального круга, мм Частота вращения шлифовального круга, об/мин Мощность привода вращения круга, кВт Габаритные размеры, мм Масса, кг [c.340]
Точильно-шлифовальные станки (точила) —это наиболее простые заточные станки, применяемые для заточки инструмента вручную, а также для зачистки деталей. Для качественного выполнения этих операций используют несложные приспособления. Станки в зависимости от назначения разделяют по размерам шлифовальных кругов на 3 группы малые станки с кругами диаметром 100—175 мм, применяемые для заточки мелкого инструмента в часовой и приборостроительной промышленности средние станки с кругами диаметром 200—350 мм, применяемые в машиностроении для заточки основных типов резцов крупные станки с кругами диаметром 400 мм и более, используемые как обдирочно-зачистные.
[c. 60]
60]
Размеры шлифовального круга в ММ-. диаметр……… 350 350 500 175/500 175/500 [c.205]
Наибольший диаметр и длина шлифуемой поверхности 200 X 700 мм. Мощность двигателя шлифовальной бабки — 7 кВт к. п. д. станка = 0,8. Частота вращения обрабатываемой заготовки (об/мин) 63—400 (регулируются бесступенчато). Частота вращения шлифовального круга (об/мин) 1112 и 1272. Скорости продольного хода стола 0,1—6 м/мин (регулируются бесступенчато). Периодическая поперечная подача шлифовального круга (мм/ход стола) 0,0025 0,005 0,0075 0,01 0,0125 0,015 0,0175 0,02 0,0225 0,025 0,0275 0,03 0,0325 0,035 0,0375 0,04 0,0425 0,045 0,0375 0,05. Непрерывная подача для врезного шлифования 0,1—2 мм/мин (0,0005—0,01 мм/об). Размеры шлифовального круга (нового) D = 600 мм = 63 мм. [c.283]
Размеры шлифовального круга (нового) Dk = 450 мм Вц = 63 мм. [c.284]
Наибольший размер шлифовального круга в мм………………………………80 х 6 [c.74]
Вертикальная г ола-ча шлифавапьных бабок, мм/мин Размеры шлифовального круга, мм Размеры шлифовал ь н ы к с ei М е НТО а. мм [c.29]
Модель Размеры шлифовального круга, мм Диаметр внутреннего от-,верстия в шлифовальном круге, мм Зерни- стость шлифо- вального круга Окружная скорость шлифовального круга, м/с Мощность электродвигателя, кВт Частота вращения электро- двнгате- теля, МИН Расстояние между шлифовальными кругами, мм Габаритные размеры, мм Масса, кг [c.545]
Размер шлифовального круга на станке мод. RB-1A ПП 125 X + Я + 32, где высота круга Н = 4—8 мм в зависимости от диаметра обработки сверла на станке мод. RB-2A ПП 200 X Я X 76, где Я = 8 и 10 мм. Материал кругов 24А 10—16Н СТ1 БЗ Ю м/с 1 кл, В (ТУ 2 036-2—73). Режим обработки г ред = 50 м/с s = 700Hh 800 мм/мин. Шработку ведут с охлаждением при давлении 8 кгс/см, охлаждающая жидкость масло индустриальное 12 с добавкой 15—20% масла марки НГ-203В. Шероховатость обработанной поверхности в пределах Ra 1,25—0,63. Измерительный инструмент гладкий микрометр О—25 мм по ГОСТ 6507—60.
[c.63]
Шероховатость обработанной поверхности в пределах Ra 1,25—0,63. Измерительный инструмент гладкий микрометр О—25 мм по ГОСТ 6507—60.
[c.63]
Универсальный бесцентрово-шлифовальный станок ЗМ182 служит для наружного шлифования деталей с цилиндрическими, коническими и фасонными поверхностями. Шлифование деталей можно производить со сквозной продольной подачей, врезанием и до упора. Диаметр шлифуемых деталей 0,8—25 мм наибольшая длина при сквозном шлифовании 170 мм, при врезном 95 мм размеры шлифовального круга 350×100 мм, ведущего круга 250×100 мм частота вращения ведущего круга 11—150 мин” (бесступенчатое регулирование) скорость шлифования 35,50 м/с мощность электродвигателей шлифовального круга 7,5 кВт, ведущего круга 0,85 кВт [c.254]
Техническая характеристика. Размеры рабочей поверхности стола 500Х(1600 — 4000) мм размеры шлифовального круга 500X100 мм частота вращения круга 1470 мин наибольшее поперечное переме- [c.258]
MoA Jrb Наибольгиий диаметр шлифовального круга, мм Частота вращения шпинделя, 1/мин Потребляемая мощность, кВт Напряжение питающей сети, В Частота тока, Гц Габаритные размеры, мм Масса (без кабеля и круга), кг [c.324]
Марка Длина в мм Вес в кГ Расход воздуха в мУмин Мощность в л. с. Число об/мин. при холостом ходе Число об/мин. при работе Максимальный размер шлифовального круга в мм Диаметр круга в мм [c.103]
Количество шлифовальных кругов (в шт.). . 2 Размеры шлифовального круга (в мм). . . 150×22 Число оборотов шпинделя в минуту. … 2 800 [c.265]
Частота вращения обрабатываемой заготовки (об/мин) 85—600 (регулируются бесступенчато). Частота вращения шлифовального круга (об/мин) 4500 5350 6100 6650 7350 8350 9800 И, 150 13 100 14 800. Скорость продольного хода шлифовальной бабки (м/мин) 1,5—8 (регулируется бессту-пенчато). Поперечные подачи шлифовального круга (мм/ход) 0,001 0,002 0,003 0,004. Наибольшие размеры шлифовального круга Ок = 150 мм Вк = = 63 мм.
[c.283]
Наибольшие размеры шлифовального круга Ок = 150 мм Вк = = 63 мм.
[c.283]
Наибольший диаметр шлифуемого изделия, мм 20 Размеры шлифовального круга (диаметрХширинаХдиаметр [c.90]
назначение и виды, маркировка, зернистость
Каждому домашнему мастеру при выполнении определенных задач приходится использовать различные инструменты. И среди них довольно специфичной разновидностью являются шлифовальные круги. Эти приспособления отличаются различными характеристиками, а также предусматривают свои нюансы относительно использования. Обо всем этом должен быть осведомлен домашний умелец, чтобы наиболее эффективно выполнять те или иные работы.Шлифовальные круги — зачем они нужны
Круги для шлифования относятся к категории режущего абразивного инструмента, который выступает составным элементом шлифовальных машин, станков и входит в число инструментов, используемых в бытовых условиях для обработки различных видов поверхностей. Особенностью подобных изделий является наличие пористой структуры, в составе которой представлены зерна абразивных материалов и связующие элементы искусственного и природного происхождения.
Используемые в этих кругах зерна довольно схожи с зубьями обычной пилы. Подобное сходство проявляется в плане их назначения. Если говорить о различиях между подобными инструментами, то необходимо упомянуть об особом размещении режущих элементов: на абразивном приспособлении зерна располагаются строго по периметру. Что же касается пилы, то ее зубья находятся по краям.
Благодаря наличию большого количества твердых частиц на шлифовальных кругах с помощью подобного инструмента любых размеров можно с минимальными затратами времени и достаточно качественно убрать с поверхности ненужные фракции. Причем обеспечить эффективность использования кругов можно, если оснастить ими электрическое точило. Для подобной обработки пригодны изделия любых размеров из самых разных материалов:
- из углеродистой стали;
- из ковкого чугуна;
- из прочной пластмассы;
- из бронзы;
- из цветных металлов;
- из стекла;
- из кованого железа.

В дополнение к этому при помощи рассматриваемых кругов можно выполнять такую операцию, как резка кирпичей, кровельного шифера, гипсокартона, а также различных видов изделий из керамики и бетона. Эти круги подходят для обработки поверхностей любого типа. С их помощью можно успешно создавать пазы и прорезать материал на необходимую глубину.
Шлифовальные круги – классификация
Если исходить из действующего ГОСТа 2424-83 «Круги шлифовальные: технические условия» и действующему в наши дни новому стандарту («Круг шлифовальный: ГОСТ Р 52781–2007»), подобные абразивные изделия могут выполняться в нескольких вариантах:
- с двумя выточками;
- двухсторонние конические;
- прямого профиля;
- с конической односторонней либо двухсторонней выточкой;
- кольцевые;
- тарельчатые;
- чашечные, имеющие форму конуса или цилиндра;
- конические;
- предусматривающие утопленный центр;
- имеющие одно-или двухстороннюю выточку;
- имеющие ступицу и двухстороннюю выточку;
- имеющие ступицу двух или одностороннюю;
- имеющие упрочняющие элементы, дополненные утопленным центром;
- имеющие крепежные запрессованные детали;
- имеющие цилиндрическую и коническую выточку, каждая из которых располагается на отдельной стороне;
- имеющие цилиндрическую и коническую выточку, для которых может отводиться место на одной стороне или на отдельных.
Круги бытового назначения
Если с таким приспособлением, как шлифовальные круги, знакомится рядовой обыватель, то ему гораздо проще разобраться с бытовой классификацией этих приспособлений, где признаком их разделения выступает назначение и особенности использования. Наибольшее распространение получили следующие виды кругов:
- Самозацепляемые на липучке. Среди достоинств, которыми обладают эти изделия, следует выделить прекрасную зацепляемость с опорой шлифмашинки. Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.
- Лепестковые. Среди их особенностей следует выделить прекрасную способность к адаптации поверхности, с которой выполняют шлифовку, а также превосходную эластичность. Название этих изделий непосредственным образом связано с веерным направлением лепестков, которые зафиксированы на материале, имеющим абразивную основу. Среди преимуществ, которые присущи этим приспособлениям, основным следует назвать то, что у них нет вторичных заусенцев. Чаще всего изделия подобного исполнения применяют при обработке труб. В некоторых случаях они могут использоваться и для деревянных и фасонных поверхностей при условии, что на ламелях присутствуют рассечения. Чаще всего наибольшего внимания заслуживает такая характеристика этих кругов, как механическая прочность.
- Фибровые. Чтобы зафиксировать эти изделия на шлифовальной машинке, используют опорную тарелку, имеющую требуемое сечение. Для создания подобного круга в качестве материала применяется вулканизированная бумага, имеющая многослойную структуру. Подобные круги могут применяться для зачистки изделий, в качестве основы для которых выступает нержавейка, дерево, сталь и метал.
- Алмазные. Согласно мнению экспертов, прибегать к подобным кругам следует для финальной обработки поверхности. Однако следует не забывать о том, что материал этих кругов отличается небольшой прочностью и в то же время имеет высокие показатели хрупкости.
 Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.
Подобный эффект обеспечивает использование специальной ткани, которая нанесена на шлифовальную бумагу.Особенности маркировки шлифовальных изделий
Крайне трудновыполнимой задачи является объединение всех характеристик, на основе которых можно классифицировать доступные сегодня шлифовальные круги. На рынке представлены приспособления для шлифовки разных производителей, которые можно классифицировать, исходя из следующих параметров:
- степень зернистости;
- тип абразива;
- тип связки;
- размер и геометрическая форма;
- класс неуравновешенности и точности;
- коэффициент твердости;
- соотношение между связкой, абразивным материалом и порами изделия;
- предельная скорость.

Решая вопрос с предпочтительной маркой шлифовальных кругов, следует обращать внимание на описанные выше параметры. Стоит заметить, что при обработке отдельных материалов допускается использовать круг, абразив и форма которых отличается меньшим показателем, чем необходимо для них с учетом структуры и уровня твердости. Рассматривая полную маркировку абразивных инструментов для шлифовки поверхностей разного типа любых размеров, следует отметить, что там содержатся все вышеописанные характеристики.
Расшифровка маркировки
Распространенной практикой среди компаний, специализирующихся на изготовлении кругов шлифовальных, является использование собственной маркировки. Далее будет представлен наиболее часто используемый вариант маркировки, применяя который потребители смогут довольно легко понять, какими параметрами обладает то или иное изделие. Если рассматриваемый вами круг содержит маркировку 25А25СМ26КБ3, то на основании этого можно сделать вывод, что:
- Изделие было изготовлено с использованием белого электрокорунда, выбранного на роль абразива – 25 А;
- Присущая ему степень зернистости имеет размер 315-250 — цифра 25;
- Рассматриваемый круг представляет категорию средних мягких (СМ2) , а также отличается средней структурой — 6;
- В изделии применяется керамическая связка — K;
- Приспособление имеет класс точности Б, а неуравновешенности – 3.
По аналогии с приведенной схемой, можно определить, какими характеристиками обладают и иные изделия. При этом следует иметь в виду, что они могут не иметь отдельных параметров или же в маркировке могут присутствовать новые.
Зернистость шлифовального круга
К числу ключевых параметров, которые должны учитываться при выборе круга абразивного шлифовального, следует отнести размер зернистости. Рассматриваемая характеристика оказывает непосредственное влияние на чистоту поверхности, которой можно добиться по завершении обработки. В дополнение к этому от нее зависят и некоторые другие характеристики:
В дополнение к этому от нее зависят и некоторые другие характеристики:
- степень износа изделия;
- коэффициент производительности процедуры шлифовки;
- доля содержания металла, который снимается за один проход инструмента.
Решая вопрос со степенью зернистости абразивного круга шлифовального, необходимо обращать внимание на величину припуска, который должен быть удалён с поверхности, а также степень шероховатости, которую должна приобрести по окончании операции поверхность. Важно учитывать и сам материал, с которым придется работать. Для получения более чистой поверхности необходимо применять материал изделия с наименьшим показателем зернистости. Но при использовании инструмента с мелким зерном необходимо быть готовым к тому, что произойдет засаливание круга шлифовального, а также прижог материала, который подвергается обработке.
Другим неприятным следствием подобного решения является уменьшение показателя производительности процедуры шлифовки, что часто происходит при использовании кругов, имеющих малую зернистость.
Также следует упомянуть о том, что, согласно ГОСТу 1980 года, для измерения размера зерна используют единицы, равные 10 мкм. Более современный вариант стандарта Р 52381–2005 относит к таким изделиям круги, которые маркируются литерой F с определенным числом. Причем с увеличением этого числа будет снижаться и степень зернистости.
Правка абразивных шлифовальных кругов
Во время использования инструмента для шлифовки можно столкнуться с нарушением геометрии. Дело в том что, при выполнении таких операций, как заглаживание, истирание, разрушение наблюдается вырывание связки абразива. Для придания изделию наилучших режущих способностей и изначальной геометрической формы наиболее эффективной процедурой является правка круга. Суть ее сводится к удалению с поверхности круга связки и абразива, для чего применяется специальный инструмент.Сегодня для правки могут применяться различные методы, предусматривающие использование безалмазного или алмазного инструмента. В условиях промышленности эту задачу решают чаще всего посредством использования свободного абразива. Также может применяться и технология накатывания. Если такая задача возникла перед домашним мастером, то в этом ему сможет помочь довольно простое приспособление для правки абразивного шлифовального круга. С его помощью можно выполнять перепрофилирование, выравнивание и очистку от засаливания.
В условиях промышленности эту задачу решают чаще всего посредством использования свободного абразива. Также может применяться и технология накатывания. Если такая задача возникла перед домашним мастером, то в этом ему сможет помочь довольно простое приспособление для правки абразивного шлифовального круга. С его помощью можно выполнять перепрофилирование, выравнивание и очистку от засаливания.
Заключение
Шлифовальные круги могут в некоторых ситуациях упростить проведение тех или иных работ. Поэтому каждый домашний мастер должен позаботиться о наличии подобного инструмента. Чтобы его использование было наиболее эффективным, необходимо правильно подобрать это приспособление, для чего нужно учитывать в первую очередь стоящие перед ним задачи. Учитывая, что на рынке предлагаются различные виды шлифовальных кругов, выбор оборудования для шлифовки превратится в довольно сложную задачу для домашнего умельца.
Поэтому необходимо учесть множество параметров, обращая внимание также и на материал поверхности, степень зернистости, не забывая и о необходимости периодической правки инструмента. Учет всех этих нюансов позволит не только наиболее эффективно справиться с возникающими задачами, но и надолго сохранить инструмент для шлифовки в рабочем состоянии.
Оцените статью: Поделитесь с друзьями!ГОСТ 2270-78 Инструмент абразивный. Основные размеры элементов крепления
Текст ГОСТ 2270-78 Инструмент абразивный. Основные размеры элементов крепления
Цена S коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ИНСТРУМЕНТ АБРАЗИВНЫЙ
ОСНОВНЫЕ РАЗМЕРЫ ЭЛЕМЕНТОВ КРЕПЛЕНИЯ
ГОСТ 2270—78
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИНСТРУМЕНТ АБРАЗИВНЫЙ Основные размеры элементов крепления
Abrasive tools.
Main dimensions of fixing elements
гост
2270-78
Взамен
ГОСТ 2270—69
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 апреля 1978 г. № 1095 срок введения установлен
с 01.07.79
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на элементы крепления абразивного инструмента, изготовленного по ГОСТ 2424—75, ГОСТ 2447—82, ГОСТ 2464—82, ГОСТ 16167-80—ГОСТ 16180-82, ГОСТ 17123—79.
Стандарт не распространяется на элементы крепления абразивного инструмента с встроенными механизмами для балансирования, на элементы крепления кругов типов ПР, ПН и С по ГОСТ 2424—75, а также кругов, эксплуатируемых с окружной скоростью свыше 60 м/с.
Стандарт полностью соответствует стандарту ИСО 666—75.
2. Основные размеры элементов крепления абразивного инструмента должны соответствовать указанным на черт. 1—11 и в табл. 1—11.
Издание официальное ★
Перепечатка воспрещена
Переиздание. Декабрь 1985 г.
© Издательство стандартов, 1986
2.1. Крепление шлифовальных кругов и головок на оправке наклеиванием.
Исполнение 1 Исполнение 1
мм
Таблица 1
Диаметр оправки й (пред. откл. по Ь6) | di (пред. откл. по h 6) | t, не менее | D 1 Н | ||
для головок | для кругов | Не более | |||
1 | 3 | 0,9 h** | 0,5 И | 3.2 | 10 |
1.5 | 5,0 | ||||
1.6 | 6,0 | ||||
2 | 6,3 | 16 | |||
3 | 6 | 12 | 25 | ||
4 | 13 | ||||
6 | 16; 45* | 40; 70* | |||
8 | 10 | 40 | 40 | ||
10 | |||||
13 | 13 | 60 |
* Размеры относятся только к креплению шлифовальных головок по ГОСТ 2447—82.
** Размер h — глубина отверстия по ГОСТ 2447—82,
2.2. Крепление шлифовальных кругов на винте,
а) Круги чашечной формы и с выточкой
Диаметр винта а (пред. откл. по h 6) | dx не менее | (пред,откл. -0.4) | Ъ не менее | D \ Н | |
Не более | |||||
6 | 10 | 10 | 4 | 20 | 40 |
10 | 15 | 15 | 6 | 32 | 32 |
13 | 18 | 18 | 50 | 50 | |
16 | 22 | 22 | 8 | ||
20 | 28 | 28 | 63 |
б) Круги остальных форм
Таблица 3 мм
Диаметр винта а (пред. откл. по h 6) | не менее | (пред, ощл, —0.4) | ь не менее | D | Н | |
Не более | |||||
3 | 5 | 5 | 4 | 13 | 20 |
4 | 6 | 6 | |||
6 | 10 | 10 | 20 | _25 | |
12 | 12 | 25 | 40 | ||
6 | 40 | 10 | |||
8 | 13 | 13 | 25 | 40 | |
40 | 8 | ||||
10 | 15 | 15 | 40 | ||
13 | 18 | 18 | |||
16 | 22 | 22 | 8 | 50 | 63 |
20 | 28 | 28 * | 63 |
2.
 3* Крепление шлифовальных кругов на шпинделе или оправке винтом или гайкой.
3* Крепление шлифовальных кругов на шпинделе или оправке винтом или гайкой.а) Круги чашечной формы и с выточкой.
Исполнение 1 Исполнение 2
Таблица 4
Диаметр шпинделя (оправки)d (пред. откл. по h 6) | не менее | d2 (пред.откл. —0.4) | da | 1 (пред. откл. -0.4) | Ъ не менее | D Н | |
Не более | |||||||
10 | 16 | 15 | 10 | 6 | 32 | 32 | |
13 | 20 | 16 | мю | 15 | |||
18 | 20 | 40 | 50 | ||||
26 | 25 | 50 | |||||
16 | М12 | 5 | 8 | 21,5 | |||
25 | 50 | ||||||
20 | 30 | 30 | М16 | 10 | 63 | 32 | |
25 | 50 | ||||||
35 | 35 | 10 | 80 | 40 | |||
25 | 63 | ||||||
40 | 80 | ||||||
45 | 45 | 10 | 100 | 50 | |||
25 | 63 |
б) Круги остальных форм
Таблица 5
Диаметр шпинделя (оправки) d (пред. откл. по h 6) | 1 (пред, откл, —0,4) | D | И | ||||
не менее | d2 (пред. откл. —0,4) | dz | Ь не менее | Не более | |||
10 | 16 | 16 | 10 | 32 | 20 | ||
А | 40 | ||||||
13 | 20 | 20 | мю | 25 | О | 40 | 25 |
50 | |||||||
10 | 20 | ||||||
25 | 40 | 50 | |||||
16 | 25 | 25 | М12 | 40 | 63 | ||
10 | 20 | ||||||
25 | 50 | 40 | |||||
40 | 63 | ||||||
10 | 8 | 20 | |||||
30 | 30 | 25 | 63 | 40 | |||
40 | 63 | ||||||
20 | 35 | 35 | М16 | 10 | 20 | ||
25 | 80 | 40 | |||||
40 | 63 | ||||||
45 | 45 | 10 | 100 | 20 | |||
25 | 40 |
2.
 Н.
Н.2.4. Крепление шлифовальных кругов на шпинделе или оправке фланцами.
а) Круги чашечной формы и с выточкой
*
а*
и
Черт. 6 мм
Таблица б
Диаметр шпинделя (оправки) d (пред. откл. по h 6) | d, 1 l 1 Ь | D Н | |||
Не менее | Не более | ||||
10 | 16 | 3 | 2.5 | 32 | 32 |
13 | 3,0 | ||||
20 | 40 | 50 | |||
16 | 25 | 50 | |||
20 | 30 | 5 | 4.0 | 63 | |
35 | 80 | 80 | |||
40 | 100 | 63 | |||
55 | 6 | 6.0 | 125 | 50 | |
32 | 50 | 100 | 25 | ||
60 | 125 | 80 | |||
65 | 150 | ||||
160 | 20 | ||||
80 | 8 | 200 | 63 |
б) Круги остальных форм
Черт. 7
мм
Таблица 7
Диаметр шпинделя (оправки) d (пред. откд. no h 6) | а, 1 i 1 ъ | D И | |||
Не менее | Не более | ||||
10 | 16 | а | 2,6 | 32 | 40 |
20 | 3,0 | 40 | 10 | ||
25 | 50 | 8 | |||
30 | 63 | 13 | |||
13 | 20 | 40 | 40 | ||
25 | 50 | ||||
63 | |||||
16 | |||||
30 | 63 | 13 | |||
20 | 5 | 4. | 63 | ||
35 | 80 | 100 | |||
40 | 100 | ||||
60 | 125 | 20 | |||
32 | 50 | в | 6.0 | 80 | 40 |
100 | 80 |
 0
0мм
Продолжение табл. 7
Диаметр шпинделя (оправки) d (пред. откл. по h 6) | rf. I 1 ь | D | И | ||
Не ыекее | Не более | ||||
32 | 60 | 6 | 6 | 125 | 50 |
65 | 150 | ||||
160 | 32 | ||||
80 | 8 | 200 | 50 | ||
100 | 10 | 8 | 250 |
2.4.1. Прижимную поверхность фланцев выполнять с поднутрением 0,1 -£-0,3 мм; между фланцами и инструментом устанавливать прокладки по ГОСТ 12.3.028—82.
2.5. Крепление шлифовальных кругов на переходных фланцах винтами (гайками).
а) Круги чашечной формы и с выточкой
Исполнение 1 для нругеВ с иа 51 И спои пение 1 для нругов с 51
Черт. 8
Таблица 8
Посадочный | d\=d>2> | dz <пред. | 1 | h | 1% | ь | Количество винтов | D | Н | |
диаметр фланца d | не менее | откл. ±0,2) | «4 | Не менее | Не более | |||||
5 | 25 | |||||||||
65 | 12 | 160 | 63 | |||||||
32 | 25 | 6 | 80 | |||||||
80 | — | — | 5 | 6 | —• | 200 | 20 | |||
12 | — | 63 | ||||||||
5 | 150 | 25 | ||||||||
51 | 75 | 12 | 8 | 80 | ||||||
40 | 250 | 63 | ||||||||
Мб | 5 | 20 | ||||||||
76 | U 5 | 65 | 12 | 63 | ||||||
25 | 4 | 11 | 12 | 300 | 160 | |||||
5 | 6 | 32 | ||||||||
165 | М8 | 12 | 63 | |||||||
127 | ПО | 25 | 250 | |||||||
175 | мю | 12 | 13 | 16 | 80 | |||||
25 | 350 | 250 | ||||||||
250 | 12 | 50 | ||||||||
203 | 180 | М12 | 25 | 200 | ||||||
260 | 12 | 16 | 20 | 500 | 63 | |||||
25 | 6 | 100 | ||||||||
365 | 12 | 600 | 33 | |||||||
25 | 8 | 100 | ||||||||
306 | 280 | М16 | 12 | 19 | 750 | сз | ||||
375 | 25 | 100 | ||||||||
25 | 22 | 900 | 63 | |||||||
1 | 100 |
б) Круги остальных форм.

Исполнение 1 для кругов с d* 5t
1?подвижней _ Подвижный
фланец ‘ “
Исполнение I для кругов с d>51
I
подвижный h
Неподвижный
фланец
Таблица 9
Продолжение табл. 9
Посадочный диаметр фланца cf
52
76
127
d\—d%, не | (пред, откл. | <*4 | / | /1 | h | ь | Количество вйн-.тов | D | н |
менее | ±0,2) | Не менее | Не более | ||||||
5 | 10 | ||||||||
— | 12 | 6 | — | 150 | 40 | ||||
75 | 25 | 8 | 100 | ||||||
40 | 5 | 250 | 10 | ||||||
12 | 40 | ||||||||
Мб | 5 | ГО | |||||||
115 | 65 | 12 | 300 | 40 | |||||
25 | 4 | 12 | 200 | ||||||
176 | М10 | 12 | 400 | 40 | |||||
25 | 6 | 11 | 50 | ||||||
5 | 10 | ||||||||
165 | MS | 12 | 6 | 300 | 40 | ||||
25 | 6 | 200 | |||||||
5 | г | Ю | |||||||
110 | 12 | /ч | 350 | 40 | |||||
175 | 25 | 6 | 13 | 16 | 200 | ||||
5 | 10 | ||||||||
М10 | 12 | 400 | 40 | ||||||
25 | а | 100 | |||||||
5 | _, | 10. | |||||||
185 | 12 | 450 | 40 | ||||||
25 | 6 | 63 | |||||||
5 | ___ | ю | |||||||
12 | в | 16 | 20 | 8 | 350 | 40 | |||
260 | 180 | М12 | 25 | 200 | |||||
5 | ~ – | 10 | |||||||
12 | а | 400 | 40 | ||||||
25 | 150 |

Продолжение табл. 9 мм
2.5.1. Для шлифовальных кругов с посадочными диаметрами d = 40 мм и 90 мм, применяемых на зубошлифовальных станках, допускается назначать основные размеры мест крепления соответственно как для кругов с посадочными диаметрами d = 51 мм и 76 мм.
2.5.2. Для шлифовальных кругов с посадочным диаметром d— 127 мм, применяемых на зубошлифовальных станках, допускается вместо размера наружного диаметра фланца di=d2 = 175 мм применять размер di=d2=200 мм.
2.5.3. Шейку фланца высотой U выполнять при l+U<H.
2.5.4. Проставное кольцо устанавливать при
2.5.5. Прижимную поверхность фланцев выполнять с поднутрением 0,3~=-0,5 мм.
2.5.6. Между фланцами и инструментом устанавливать прокладки по ГОСТ 12.3.028—82.
2.5.7. Предельные отклонения посадочного диаметра фланца d:
а) для подвижного фланца — по dll;
б) для неподвижного фланца на круглошлифовальных, внутри-шлифовальных и плоскошлифовальных станках — по f7;
в) для неподвижного фланца на заточных станках — по е8.
2.5.8. Предельные отклонения диаметра сопрягаемых поверхностей
а) для подвижного фланца — по Н8;
б) для неподвижного фланца — по f7.
2.6. Крепление шлифовальных кругов на переходных фланцах наклеиванием.
Исполнение /
Черт. 10
мм
Таблица 10
rfl | йг | ь | D | я |
Пред. откл. по Н 12 | Не более | |||
205 | 210 | 16 | 200 | 100 |
305 | 310 | 300 | 160 | |
408 | 412 | 25 | 4оа | |
458 | 462 | 450 | 125 | |
508 | 512 | 32 | 500 |
2.7. Крепление шлифовальных сегментов на переходных флан
цах.
6 поведи (/то
Т а 6 л и ц а II
мм
_250
300
400
500
600
750
900
(пред. | н откл. | по h 12) | (пред. | h откл. по Н12) | о | В | |||||
Для сегментов типов | di | S3 в Гош У L И) | Для сегментов типов | ||||||||
СП | 4С | 5С | СП | 4С | 6С | М Г W в? м Ч §15 !§ 8 в | СП | 4С | 6С | ||
65 | —1 | 35 | 18 | М10| | 6 | 80 | — | 60 | |||
90 | 46 | 46 | 90 | ||||||||
8 | |||||||||||
90 | 65 | 40 | 44 | М12 | 10 | 100 | 100 | ||||
120 | 50 | 12 | 100 | ||||||||
42 | 16 | ||||||||||
М16 | 18 |
2. 8. Если применение зажимных устройств размерами d\ и d2 указанными в настоящем стандарте, невозможно, то допускается наружные диаметры их назначать в соответствии с размерами мест креплений под зажимные фланцы абразивных инструментов.
8. Если применение зажимных устройств размерами d\ и d2 указанными в настоящем стандарте, невозможно, то допускается наружные диаметры их назначать в соответствии с размерами мест креплений под зажимные фланцы абразивных инструментов.
2.9. Черт. 1—11 не определяют конструкцию элементов крепления.
редактор В. С, Аверина Технический редактор 3. В. Митяй Корректор М. М. Герасименко
Сдано в наб. 10.07.86 Подя. в печ. 28.08.86 1,26 уел. п. л. 1,25 уел. кр.-отт. 0,92 уч.-изд. л.
Тираж 12 000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП,
Новопресненсквй пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Мнндауго, 12/14. Зак. 3874.
Цена 5 коп.
величина | Единица | ||
Наименование | Обозначение | ||
международно* | русское | ||
основны | Е ЕДИНИ1 | 1Ы СИ | |
Длина | метр | m | м |
Масса | килограмм | kg | кг |
Время | секунда | s | С |
Сила электрического тока | ампер | А | А |
Термодинамическая температура | кельвин | К | К |
Количество вещества | моль | mol | моль |
Сила света | кандела | cd | КД |
ДОПОЛНИТЕЛЬНЫЕ ЕД | [ИНИЦЫ СИ | ||
Плоский угол | радиан | rad | рад |
Телесный угол | стерадиан | sr | ср |
ПРОИЗВОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ НАИМЕНОВАНИЯ
Единице | Выражение через основные н до» | |||
Величина | UsaiueftiAaa | Обозначение | ||
ЛвпМчИОв1н нн* | между на < родное | русское | полнительные единицы СИ | |
Частота | герц | Hz | Гц | С”1 |
Сила | ньютон | N | Н | МКГ’С-1 |
Давление | паскаль | Ра | Па | м“! • КГ-С~2 |
Энергия | джоуль | J | Дж | М2*КГС“а |
Мощность | ватт | W | Вт | м^кг-с-3 |
Количество электричества | кулон | С | Кл | с ■ А |
Электрическое напряжение | вольт | V | В | МЯ*КГ’С“3 • А””1 |
Электрическая емкость | фарад | F | Ф | м“^кг~* »с4-Аа |
Электрическое сопротивление | ом | 11 | Ом | м2-кг*с“э * А”* |
Электрическая проводимость | сиМенс | S | См | м-^кг^-с^А* |
Поток магнитной индукции | вебер | Wb | Вб | м2 * кг* с“3А“* |
Магнитная индукция | тесла | т | Тп | кг • с”2 * А**1 |
Индуктивность | генри | н | Гн | м2-кг-с~2 • А”* |
Световой поток | люмен | 1ш | лм | кд • ср |
Освещенность | люкс | 1х | лк | м”2 * кд . |
Активность радионуклида | беккерель | Bq | Бк | |
Поглощенная доза ионизирую* | грэй | Gy | Гр | м2 • С”*2 |
щего излучения Эквивалентная доза излучения | эивеот | Sv | Зв | Ма • С”4 |
 ср
срШлифовальные круги для угловых шлифмашин
Шлифовальные круги представляют собой по большому счету очень толстый отрезной круг.
Назначение.
- Зачистка сварного шва
- Снятие фаски
- Удаление сварочных брызг
- Зачистка твердой окалины
- Разделка сварного шва
Особенности.
Часто они выполнены из аналогичных c отрезными кругами абразивных материалов, отличающихся только по размеру абразивного зерна.
Например круги Сибо — отрезной и зачистной. Как видите, шлифовальный круг выполнен из того же материала, но с более грубым зерном.
Отличает такие круги помимо зерна форма круга, и его толщина.
Форма.
Шлифовальные круги, за исключением единичных случаев имеют форму с углублением. Чтобы гайка не мешала при работе под малыми углами.
Размеры. Толщина.
Диаметры шлифовальных кругов идентичны отрезным кругам — 115, 125, 150, 180 и 230 мм. В соответствии с используемой УШМ.
А толщина существенно больше. Самый распространенный размер — это 6–6,5 мм.
Реже встречаются круги толщиной 7 мм (Больше не бывает).
Или тоньше — 3,3, 4 или 5 мм. Это как правило специализированные круги.
Такая толщина обусловлена высокими требованиями к прочности круга на излом, так как в большинстве случаев принято такими кругами работать под углом 30–45 градусов к поверхности.
Об этом указывается на некоторых кругах.
Так же некоторых кругах указывается как рекомендуется выполнять работу.
Например этим кругом можно работать практически во всех положениях.
Но большинство кругов работают только под углом 30–45 градусов.
И не рекомендовано работать под другими углами. То же справедливо и отрезных кругов, обращайте внимание на инструкцию.
Почему зачистными кругами рекомендуется работать под углов 30–45 градусов?
При таком угле формируется правильная форма рабочей кромки круга.
Если мы будем держать круг под маленьким углом 10–15 градусов, как например фибровый круг, то это приведет к истончению рабочей кромки и преждевременному ее износу.
А вот с работой торцом круга все не так однозначно. Люди применяют такой способ для разделки корня сварного шва и подготовки пропила под новый шов.
И производители не пишут запрет на такое использование круга. Указывают только рекомендованное положение.
На отрезном круге, например работа под малым углом приведет к излому круга и разрушению. Так как круг тонкий и имеет обычно одну армирующую сетку.
Конечно, есть специальные круги для работы торцом, например 3M™ Cubitron™ Круг зачистной Cubitron II Cut & Grind 125мм х 4.2мм х 22мм
Но такие круги дороги и имеют ограниченную толщину, так как в них заложено универсальное применение. А часто нужна максимальная толщина, чтобы качественно разделать кромку шва.
Материалы круга.
Сейчас шлифовальные круги изготавливаются чаще всего из Оксида Алюминия (А).
Iprix
Но становятся популярны и круги с керамическим абразивным зерном.
Rhodius
Или даже смешанные составы.
Cubitron 2 смесь
На фото круг 3М с зерном точной формы в составе.
Керамическое зерно имеет выше твердость и поэтому агрессивнее обрабатывает металл, снимает больше за тот же промежуток времени.
И соответственно имеет более высокую цену.
Существуют круги уменьшенной толщины с керамическим зерном.
Cubo Ceramax и Green Corps 3М
Такими кругами удобнее подбираться в более сложные места. Но как правило, производитель рекомендует использовать с ними небольшую опорную тарелку.
Инструкция к кругам Green Corps.
Таким образом, можно выбрать оптимальный круг для каждой задачи.
Преимущества зачистных кругов:
- Высокая агрессивность
- Высокий ресурс круга
- Возможность работать под разными углами, разделывать корень шва
Минусы:
- Высокий уровень шума и вибрации
- Повышенное пылеобразование
Самые актуальные новости в наших соцсетях и на нашем канале:
Gtool Group Youtube
https://www.facebook.com/Gtoolgroup/
https://www.instagram.com/gtool.ru/
как расшифровать — Ozon Клуб
Маркировка шлифовальных кругов
Шлифовальный круг – один из видов абразивного инструмента с широким спектром применения. Одни быстро снимают ржавчину, другими легко заточить ножи, а третьими провести финальную обработку поверхности. Маркировка каждого производителя отличается, но все же соответствует принятым ГОСТам и многое может рассказать покупателю. На этикетке можно увидеть информацию о размерах шлифовального круга, его типе, материале изготовления, величине зерен и других характеристиках.
Размеры шлифовального диска
Этот параметр обычно указывается в самом названии диска и выглядит как DхTхH, где D обозначает наружный диаметр, Т – высоту круга и H – его внутренний диаметр. Максимально возможный размер шлифкруга равняется 1100 мм, а высота может достигать 250 мм. Размер подходящего диска указывается в инструкции к оборудованию. Выбирая диаметр, основывайтесь на числе оборотов и возможности инструмента обеспечить адекватную скорость. Учитывайте, что чем меньше диаметр, тем быстрее происходит износ, и наоборот. Если вы подбираете алмазный круг, то будьте внимательнее с шириной слоя.
Тип круга
Тип круга влияет на то, для каких работ вы будете использовать эту оснастку. Маркировка ставится по ГОСТ 2424-83 и ГОСТ Р 2424. При маркировке по старому стандарту используются буквенные значения. Например, кольцевой круг обозначается буквой «К». Новый ГОСТ предполагает цифровое значение типа шлифовального диска. Так чашечный конический диск в буквенном обозначении ЧК, а в цифровом – 11. В интернете доступны соответствующие таблицы сравнения.
Широко используются круги прямого профиля (ПП), так как считаются универсальными. Диски прямого профиля с односторонней выточкой применяются для круглого шлифования. Для заточки инструмента используют цилиндрический круг чашечной формы (ЧЦ).
Если говорить о непрофессиональной классификации, то шлифовальные круги можно разделить следующим образом:
- Диски с «липучкой» – оснастка со шлифбумагой, на которую нанесена специальная ткань.
- Лепестковые диски, в которых абразивный материал наносится веерным наложением слоев.
- Фибровые круги, где в основе вулканизированная бумага с многослойной структурой.
- Алмазные круги – применяются для финальной шлифовки.
Диски подбираются в зависимости от проводимых работ. Лепестковые диски имеют большой запас прочности и подходят для шлифовки труб или деревянных изделий, обеспечивают ровную поверхность. Фибровые чаще применяют для зачистки поверхностей из металлов и стали.
Материал абразива
Абразив – это покрытие с мельчайшими зернами, которые снимают с покрытия слой за слоем. В зависимости от материала абразива диски выполняют различные функции. В производстве шлифовальных кругов используются следующие материалы:
Электрокорунд
Это термостойкий материал, который хорошо сцепляется со связкой. Чем больше цифра, тем он прочнее. Электрокорунд выпускается следующих марок:
12А–16А – нормальный или алунд
22А–25А – белый или корракс
32А–34А – хромистый или электрорубин
37А – титанистый
38 А – циркониевый
43А, 44А, 45А – монокристаллический или монокорунд.
Карбид кремния
Карбид кремния чуть тверже электрокорунда. Имеет продолговатые зерна, которые хуже удерживаются связкой, чем все остальные.
53С и 54С, 62С-64С – черный и зеленый карбид кремния. Чем больше цифра в маркировке шлифовальных дисков, тем более хрупкий абразив. Подходит для полировки изделий из чугуна, гранита, фарфора, керамики.
Алмазные покрытия обладают самой высокой износостойкостью и прочностью, не горят при температуре до 800 градусов Цельсия, но химически активны к железу. Алмазные шлифовальные диски маркируются как АС2, АС4, АС6, АС32, АС50, АРБ1, АРК4, АРС3. Часто применяется для финальной обработки поверхности и заточки особо твердых сплавов, например, хирургической стали. Также подходит для работы со стеклом, керамикой, чугуном. Алмазным кругом можно выправлять диски из других абразивных материалов.
Эльбор по твердости не уступает алмазу, но более термоустойчив, инертен к железу. Применяется для заточки высоколегированных материалов. Его можно узнать по маркировкам CBN, КНБ. Абразив подходит для заточки и доводки инструментов из быстрорежущих сталей, финальной шлифовки жаропрочных материалов.
Зернистость
По размеру зерна можно понять не только износостойкость абразивного покрытия, но и то, как будет выглядеть итог работы. Чем больше значение зернистости, тем более гладкой получится поверхность. Для правильного подбора шлифовальных кругов нужно учитывать материал того, что вы будете обрабатывать, и какой толщины слой хотите снять. Поэтому мелкая зернистость – не всегда хорошо. Диск быстрее засаливается и часто приводит к «прижогу» материала. Если вам нужно снять большой припуск и быстро, например, очистить от ржавчины, выбирайте диски с большей зернистотью.
Зернистость обозначается по старому и новому ГОСТам для кругов. Новый ГОСТ опирается на международные значения, и круги по нему маркируются буквой F и цифровым значением в микронах (микрометрах). Например, маркировка по старому стандарту 160 равняется F12 по новому, обозначает среднюю величину микронов 1765. В зависимости от зернистости все абразивные поверхности можно разделить на шлифзерно, шлифпорошок, микрошлифпорошок и тонкий микрошлифпорошок. Последние 2 имеют обозначение «М» – микро.
Для чего может потребоваться диск с крупной зернистостью?
- для эффективной работы на мощном оборудовании
- для быстрой обработки больших поверхностей
- плоской шлифовки торцов
- обработки изделий изнутри
- снятия большого припуска.
Малая и средняя зернистость для:
- работы с закаленной сталью и другими твердыми материалами
- проработки деталей, в том числе мелких
- финальной шлифовки и доведения.
Вид связки
Еще одна важная характеристика наряду с зернистостью, которая используется в маркировке шлифовальных кругов. Связка скрепляет между собой зерна абразива и удерживает их на основании.
Вулканитовая связка обладает хорошей полирующей способностью и устойчивостью к щелочным составам, но диски с ее использованием могут потребовать правки. В основе этой связки синтетический каучук, подвергнутый вулканизации. Обозначается буквой «R» или «В», но второй вариант почти вышел из употребления. Диски с вулканитовой связкой подходят для абразивной отрезки, шлифовки и полировки.
Керамическая связка включает соединения глины и кварца, поэтому химически устойчива, прочно держит зерно, но может стать причиной «прижога» материала. Подходит для всех видов шлифования и финишной обработки стальных поверхностей. Не рекомендуется для обдирки из-за повышенной хрупкости. Обозначается буквой «V» (по-старому «К»).
Бакелитовая связка эластичная, так как содержит искусственные смолы. Она изнашивается быстрее керамической, зато обладает пониженным теплообразованием. Используется для обдирки на подвесных станках, абразивной отрезке и для тонкого шлифования. Обозначается буквой «В» (раньше «Б4» и «БУ»).
Структура
Характеристика структуры шлифовального круга обозначает соотношение абразивного материала и связки, но не имеет отношения к зернистости. Чем больше зерен на поверхности, тем выше ее плотность. А чем плотность меньше, тем структура более пористая. Маркируется цифрами от 1 до 12, где 1 значит плотную структуру, а 12 – высокопористую.
Твердость
Параметр твердости также относится к способности связки удерживать зерна на поверхности до того, как они полностью «отработают». То есть это показатель износостойкости абразива. Маркируется русскими или латинскими буквами в зависимости от ГОСТа от весьма мягких дисков к чрезвычайно твердым. Чаще всего используются среднемягкие (СМ1, СМ2), среднетвердые (СТ1, СТ2, СТ3) и средние (С1 и С2). По новому стандарту они будут с обозначением K, L, O, P, Q, M и N соответственно.
Класс точности и неуравновешенности
Класс точности показывает степень соответствия заявленной форме и размерам шлифовального круга. Чем более сложная и тонкая работа, тем выше должен быть класс точности. Для бытовых и полупрофессиональных работ используют класс «Б», для более точных работ применяют класс «А», для высокоточных работ и автоматических линий выбирают класс «АА».
От класса неуравновешенности зависит, насколько равномерно будет вращаться круг и, соответственно, насколько ровной будет обрабатываемая поверхность. Уравновешенность зависит от того, как хорошо перемешаны связка и зерно, а также насколько равномерно смесь распределяется по рабочей поверхности. Наиболее уравновешенные круги маркируются цифрой 1 и 2, менее уравновешенные – 3 и 4.
При выборе шлифовального круга нужно ориентироваться на множество факторов, и в этом вам поможет правильное чтение маркировки.
инженер поможет – Шлифовальный круг для круглошлифовального станка
Если у вас на шлифовальном круге написано 1A1 250x40x34 24А F30 L 5 V 35 Б 3, то думаю после прочтения сами сможете с легкостью расшифровать
Формы шлифовально кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Для круглого шлифования круг должен иметь профиль А1А или 1V1. На советских кругах было обозначение ПП или 1.
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
250-это диаметр шлифовального круга
40- это толщина шлифовального круга
34-диаметр отверстия в шлифовальном круге
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Все шлифовальные круги состоят из двух основных компонентов – это шлифовальные зерна, которые собственно режут и связка, скрепляющая и удерживающая их в процессе резания. Соотношение зерна к свободному пространству и связки в круге характеризует структуру шлифовального круга.
Идеальный абразив должен оставаться острым имея минимальное число острых кромок, а при затуплении абразив шлифовального круга должен скалыватся, обновляя свежие режущие кромки.
Оксид алюминия – этот абразив используется для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы. Бывает белый – 22А, 23А,24А, 25А (чем больше число, тем выше качество) и нормальный – 12А,13А, 14А, 15А, 16А; хромистый – 32А, 33А, 34А; титанистый – 37А. У иностранных производителей шлифовальных кругов обозначение следующее
А коричневый оксид алюминия, WA белый оксид алюминия
WAB белый оксид алюминия + голубая связка
WA белый оксид алюминия + специальная связка
WAR белый оксид алюминия + красная связка
WAY белый оксид алюминия + желтая связка
PA розовый оксид алюминия
RA рубиновый оксид алюминия
DA белый и коричневый оксид алюминия
SA полуломкий оксид алюминия
HA монокристаллический оксид алюминия
С черный карбид кремния
Циркониевый оксид алюминия – этот абразив используется для шлифования при черновом шлифовании, обозначается 38А или Z.
Карбид кремния – этот абразив используется для шлифования серого и отбеленного чугуна, мягкой бронзы, латуни и алюминия и неметаллических материалов, обозначается 64С-62С или GC.
Керамический оксид алюминия – этот абразив используется для прецизионного шлифования труднообрабатываемых сталей и сплавов, обозначается AS1-5, чем выше число тем больше содержание оксида алюминия, например 1-это 10%.
Размер зерна – это количество линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Чем больше размер зерен, тем грубее зерно. Чем меньше размер зерен, тем больше круг подходит для чистового шлифования.
Размер зерна шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Крупное от 8 до 24 (F 180-80)
Среднее от 30 до 60 (F 56-24)
Мелкое от 80 до 180 (F 24-12)
Очень мелкое от 220 до 600 (F 10-4)
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Твердость связки измеряется в степени твердости шлифовального круга. Например, связка имеет твердую степень в случае если скрепление связкой абразивных зерен шлифовального круга очень сильное, и она хорошо удерживает зерна от вырывания под действием сил резания при шлифовании. И наоборот, связка имеет мягкую степень если достаточно приложения малой силы для вырывания зерен из круга.
Твердые круги применяются для работ для обработки с небольшой площадью контакта. Мягкие шлифовальные круги используются для быстрого и грубого съема материала, и для обработки твердых материалов.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
Связка шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Связка в шлифовальном круге предназначена для удержания абразивных зерен вместе и должна способствовать процессу самозатачивания зерен.
Выбор типа связки шлифовального круга влияет на скорость обработки, ее вид и точность.
Керамическая связка изготавливается из неорганических веществ – глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение – (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы – бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение – (Б). В сравнении с керамической, круги с бакелитовая связкой обладают большей упругостью и эластичностью, меньше нагревают обрабатываемый металл, однако имеют меньшую химическую и температурную стойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение – БУ), с графитовым наполнителем (B4, старое обозначение – Б4).
Вулканитовая связка – это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В)
Класс точности шлифовального кругаШлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б. Для менее ответственных операций абразивной обработки применяют инструмент класса Б. Более точным и качественным является инструмент класса А. Для работы в автоматических линиях, на высокоточных и многокруговых станках применяется высокоточный инструмент АА. Он отличается более высокой точностью геометрических параметров, однородностью зернового состава, уравновешенностью абразивной массы, изготовляется из лучших сортов шлифовальных материалов.
Зернистость шлифовального круга
Зернистость шлифовального круга влияет на качество получаемой поверхностипри шлифовании поверхности, например чем мельче зерно круга, тем выше класс шероховатости поверхности.
Зернистость шлифовального круга выбирают в зависимости от типа шлифовальной операции: черновой, получистовой или чистовой, а также необходимых требований к чистоте и точности обработки. При операции чернового шлифования используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте полученной поверхности и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию ( латунь, медь и многоие др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью ( например шлифование торцом круга) применяют круги с более крупным зерном.
Зернистость шлифовального круга характеризует размеры зерен круга в поперечнике. От величины зерен зависят чистота поверхности и точность обработки; определяется зернистость просеиванием абразивных зерен через ряд сит с различным числом отверстий.
Зернистость шлифовальных кругов выбирают в зависимости от вида выполняемой работы и требований к шероховатости обрабатываемой поверхности.
Зернистость шлифовального круга оказывает влияние на качество шлифуемой поверхности; чем мельче зерно круга, тем более чистой получается поверхность. Зернистость шлифовальных кругов характеризуется размером его абразивных зерен и обозначается соответствующим номером.
Класс неуравновешенности шлифовального круга
Шлифовальный круг 1A1 250x40x34 24А F30 L 5 V 35 Б 3
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы, равномерности размешивания абразивной массы, качества прессования и термообработки инструмента в процессе его изготовления. Установлено четыре класса допускаемой неуравновешенности массы кругов (1, 2, 3, 4). Классы неуравновешенности не имеют отношения к точности балансировки кругов в сборе с фланцами перед установкой их на круглошлифовальный станок.
ODxWidthxID
(Дюймы) | Форма колеса | Другой
Размеры См. Примечание внизу относительно втулок | Типичный Применение / Машина | |
| 3×1 / 2×1 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “ | Инструмент И фрезы, плоскошлифовальные и скамейки | |
| 3-1 / 2×1-1 / 2×1-1 / 4 | Тип 11 | 3-1 / 2 “сужение до 2-1 / 2 дюйма сзади | Инструмент и фреза и плоское шлифование | |
| 4×1 / 2×3 / 4 | Тип 12 | Инструмент И фрезы, плоскошлифовальные | ||
| 4×1 / 2×1 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Инструмент И фрезы, плоскошлифовальные и скамейки | |
| 4x2x20 мм | Тип 6 | Deckel Чашечное колесо | ||
| 4 / 3×1-1 / 2×1-1 / 4 | Тип 11 | 4 ” сужается к внешнему диаметру 3 дюйма сзади | Инструмент & Фрезы и плоскошлифовальные машины | |
| 4-1 / 2x2x1-1 / 4 | Тип 11 | 4-1 / 2 ” сужается до наружного диаметра 3-1 / 2 дюйма сзади | Инструмент & Фрезы и плоскошлифовальные машины | |
| 5x1x1 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 дюйма. | Инструмент И фрезы, плоскошлифовальные и скамейки | |
| 5 / 3-3 / 4×1-1 / 2×1-1 / 4 | Тип 11 | 5 ” сужается до 3-3 / 4 сзади | Инструмент & Фрезы и плоскошлифовальные машины | |
| 5 / 3-3 / 4×1-3 / 4×1-1 / 4 | Тип 11 | 5 ” сужается до 3-3 / 4 сзади | Инструмент & Фрезы и плоскошлифовальные машины | |
| 5×1-1 / 2×1-1 / 4 | Тип 6 | Инструмент & Фрезы и плоскошлифовальные машины | ||
| 6×1 / 4×1-1 / 4 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
6×1 / 2×1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Инструмент И фрезы, плоскошлифовальные и скамейки | |
| 6×1 / 2×1-1 / 4 | Тип 12 | Инструментальная комната и Настольный шлифовальный станок | ||
| 6×3 / 4×1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Поверхность и стендовое шлифование | |
| 6×3 / 4×1-1 / 4 | Тип 12 | Инструмент & Фрезы и плоскошлифовальные машины | ||
| 6x1x1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Поверхность и стендовое шлифование | |
| 6x1x4 | Тип 50 | На плите | Инструмент & Фрезы и плоскошлифовальные машины | |
| 6x2x1-1 / 4 | Тип 6 | Инструмент & Фрезы и плоскошлифовальные машины | ||
| 6x2x1-1 / 4 | Тип 11 | Конус с внешним диаметром 6 дюймов до 5 дюймов OD сзади | Инструмент & Фрезы и плоскошлифовальные машины | |
| 7×1 / 4×1-1 / 4 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 7×1 / 2×1-1 / 4 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 7×1 / 2×1-1 / 4 | Тип 12 | Инструмент & Фрезы и плоскошлифовальные машины | ||
| 7×3 / 4×1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Поверхность и стендовое шлифование | |
7×3 / 4×1-1 / 4 | Тип 5 | Выемка 1 сторона 3×1 / 4 | Поверхность и стендовое шлифование | |
| 7x1x1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Поверхность и стендовое шлифование | |
| 7x1x1-1 / 4 | Тип 5 | Углубление 1 сторона 3 x1 / 2 | Поверхность и стендовое шлифование | |
| 7×1-1 / 2×1-1 / 4 | Тип 5 | Углубление 1 сторона 3 x1 / 2 | Поверхность и стендовое шлифование | |
| 8×1 / 4×1-1 / 4 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 8×1 / 2×1-1 / 4 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 8×3 / 4×1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Поверхность и стендовое шлифование | |
| 8×3 / 4×1-1 / 4 | Тип 5 | Выемка 1 сторона 3×1 / 4 | Поверхность и стендовое шлифование | |
| 8x1x1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для 1/2, 5/8, 3/4 и 1 “. | Поверхность и стендовое шлифование | |
| 8x1x1-1 / 4 | Тип 5 | Выемка 1 сторона 3×1 / 2 | Поверхность и стендовое шлифование | |
| 8×1-9 / 16×1-1 / 4 | Тип 12 | Инструментальный цех и плоское шлифование | ||
| 8x2x3 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 8x4x3 | Тип 7 | Выемка 1 сторона 4-1 / 4×1 / 2; Другая сторона 4-1 / 4×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 9x2x4 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 9x4x4 | Тип 7 | Выемка 2 стороны 5-1 / 2×5 / 8 | Бесцентровый Регулирующее колесо | |
| 10×1 / 4×3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 10×1 / 2×3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 10×3 / 4×3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 10x1x1-1 / 4 | Тип 1 | Также Доступен с втулкой внутреннего диаметра для оправок 1 “и 3/4”. | Поверхность и стендовое шлифование | |
| 10x1x1-1 / 4 | Тип 12 | Инструментальная комната и Плоское шлифование | ||
| 10x1x2 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 10x1x3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 10×1-1 / 4×1-1 / 4 | Тип 1 | Нет углубление | Поверхность и стендовое шлифование | |
| 10×1-1 / 2×1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для оправок 1 “и 3/4” | Поверхность и стендовое шлифование | |
| 10x2x1-1 / 4 | Тип 1 | Также Доступен с втулкой внутреннего диаметра для оправок 1 “и 3/4”. | Поверхность и стендовое шлифование | |
| 10x6x5-1 / 2 | Тип 7 | Выемка 2 стороны 6-1 / 2×1 / 2 | Бесцентровый Регулирующее колесо | |
| 10x8x4-1 / 2 | Тип 7 | Выемка 2 стороны 5-1 / 2×1 / 2 | Бесцентровый Регулирующее колесо | |
| 11x8x6-1 / 2 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 12×1 / 2×5 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 12×3 / 4×3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 12×3 / 4×5 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 12x1x1-1 / 4 | Тип 1 | Также Доступен с втулкой внутреннего диаметра для оправок 1 “и 3/4”. | Поверхность и стендовое шлифование | |
| 12x1x3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 12x1x5 | Тип 1 | Без выемки | Поверхность Круг шлифовальный и бесцентровый регулирующий | |
| 12×1-1 / 2×1-1 / 4 | Тип 1 | Также Доступен с втулкой внутреннего диаметра для оправок 1 “и 3/4”. | Поверхность и стендовое шлифование | |
| 12×1-1 / 2×3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 12×1-1 / 2×3 | Тип 5 | Выемка 1 сторона 7-1 / 2×1 / 2 | Поверхность и стендовое шлифование | |
| 12×1-1 / 2×5 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 12×1-1 / 2×5 | Тип 5 | Выемка 1 сторона 7-1 / 2×1 / 2 | Поверхность и стендовое шлифование | |
| 12x2x1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для оправок 1 “и 1-1 / 2”. | Поверхность и стендовое шлифование | |
| 12x2x3 | Тип 7 | Выемка 2 стороны 6-1 / 2×1 / 2 | Поверхность и стендовое шлифование | |
| 12x2x5 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 12x2x5 | Тип 7 | Выемка 2 стороны 7-1 / 2×1 / 2 | Поверхность и стендовое шлифование | |
| 12×2-1 / 2×5 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 12x3x5 | Тип 1 | Без выемки | Бесцентровый Регулирующее колесо | |
| 12x4x5 | Тип 1 | Без выемки | Цилиндрический и бесцентровое шлифование | |
| 12x4x5 | Тип 7 | Выемка 2 стороны 7-1 / 2×1 / 2 | Бесцентровый Регулирующее колесо | |
| 12x6x5 | Тип 7 | Выемка 1 сторона 7-1 / 2х1 / 2; Другая сторона 7-1 / 2×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 12x6x5 | Тип 7 | Выемка 2 стороны 7-1 / 2×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 12x8x5 | Тип 7 | Выемка 2 стороны 7-1 / 2×1 / 2 | Бесцентровый Регулирующее колесо | |
| 12x8x5 | Тип 7 | Выемка 1 сторона 7-1 / 2х1-1 / 2; Другая сторона 7-1 / 2×2-1 / 2 | Бесцентровый Регулирующее колесо | |
| 12x8x5 | Тип 7 | Выемка 1 сторона 7-1 / 2х1-1 / 2; Другая сторона 7-1 / 2×3-1 / 2 | Бесцентровый Регулирующее колесо | |
| 12x10x5 | Тип 7 | Выемка 1 сторона 8х1-1 / 2; Другая сторона 8×2 | Бесцентровый Регулирующее колесо | |
| 14x1x3 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 14x1x5 | Тип 1 | Без выемки | Поверхность, цилиндрическое, бесцентровое и регулирующее колесо | |
| 14×1-1 / 4×5 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 14×1-1 / 2×5 | Тип 1 | Без выемки | Поверхность Круг шлифовальный и бесцентровый регулирующий | |
| 14×1-1 / 2×5 | Тип 5 | Выемка 1 сторона 8×1 / 2 | Поверхность, цилиндрические и бесцентровые | |
| 14x2x1-1 / 4 | Тип 1 | Также доступен с втулкой внутреннего диаметра для оправок 1 “и 1-1 / 2”. | Поверхность и стендовое шлифование | |
| 14x2x5 | Тип 1 | Без выемки | Поверхность Круг шлифовальный и бесцентровый регулирующий | |
| 14x2x5 | Тип 5 | Выемка 1 сторона 8×1 | Поверхность и стендовое шлифование | |
| 14x2x5 | Тип 7 | Выемка 2 стороны 8×3 / 8 | Поверхность, цилиндрические и бесцентровые | |
| 14×2-1 / 2×5 | Тип 1 | Без выемки | Поверхность Круг шлифовальный и бесцентровый регулирующий | |
| 14x3x1-1 / 4 | Тип 1 | Также доступен с внутренней втулкой для оправок 1-1 / 2 “. | Поверхность и стендовое шлифование | |
| 14x3x5 | Тип 1 | Без выемки | Поверхность Круг шлифовальный и бесцентровый регулирующий | |
| 14x3x5 | Тип 7 | Выемка 2 стороны 8×3 / 8 | Поверхность и стендовое шлифование | |
| 14x4x5 | Тип 5 | Выемка 1 сторона 8×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x4x5 | Тип 7 | Выемка 2 стороны 8×1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x6x5 | Тип 5 | Выемка 1 сторона 8×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x8x5 | Тип 7 | Выемка 1 сторона 8х1-1 / 2; Другая сторона 8×2 | Бесцентровый Регулирующее колесо | |
| 14x8x5 | Тип 7 | Выемка 1 сторона 8х1-1 / 2; Другая сторона 8×2-1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x10x5 | Тип 7 | Выемка 2 стороны 8-1 / 2×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x10x6 | Тип 7 | Выемка 2 стороны 8-1 / 2×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x20x5 | Тип 7 | Выемка 2-х сторонние 8×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 14x10x6 | Тип 7 | Выемка 2-х сторонние 8×1-1 / 2 | Бесцентровый Регулирующее колесо | |
| 16x1x5 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 16x1x8 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 16×1-1 / 2×5 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 16×1-1 / 2×8 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 16x2x1-1 / 2 | Тип 1 | Также Доступен с втулкой внутреннего диаметра для оправок 1 “и 1-1 / 4”. | Поверхность и стендовое шлифование | |
| 16x2x5 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 16x2x8 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 16x3x1-1 / 2 | Тип 1 | Без выемки | Поверхность и стендовое шлифование | |
| 16x4x10 | Тип 1 | Без выемки | Поверхность, цилиндрические и бесцентровые | |
| 18x3x1-1 / 2 | Тип 1 | Также Доступен с втулкой внутреннего диаметра для оправок 1 “и 1-1 / 4”. | Поверхность и стендовое шлифование | |
| 18×1-1 / 2×8 | Тип 5 | Выемка 1 сторона 11-1 / 2×1 / 2 | Мэттисон-Томпсон Площадь | |
| 18x2x8 | Тип 7 | Выемка с 2 сторон 11-1 / 2×1 / 2 | Мэттисон-Томпсон Площадь | |
| 20x1x8 | Тип 1 | Без выемки | Мэттисон-Томпсон Площадь | |
| 20x1x10 | Тип 1 | Без выемки | Мэттисон-Томпсон Площадь | |
| 20x1x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
20×1-1 / 2×8 | Тип 5 | Выемка 1 сторона 11-1 / 2×1 / 2 | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20×1-1 / 2×10 | Тип 1 | Без выемки | Мэттисон-Томпсон Площадь | |
| 20x2x8 | Тип 7 | Выемка 2 стороны 11-1 / 2×1 / 2 | Мэттисон-Томпсон Площадь | |
| 20x2x10 | Тип 1 | Нет углубление | Мэттисон-Томпсон Площадь | |
| 20x2x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20×2-1 / 2×12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20x3x8 | Тип 7 | Выемка 2 стороны 11-1 / 2×1 / 2 | Мэттисон-Томпсон Площадь | |
| 20x3x10 | Тип 7 | Выемка 1 сторона 12-1 / 2х5 / 8; Другая сторона 12-1 / 2×1 | Мэттисон-Томпсон Площадь | |
| 20x3x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20x3x12 | Тип 7 | Выемка 2 стороны 14-1 / 2×1 / 2 | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20x4x8 | Тип 7 | Выемка 2 стороны 11-1 / 2×1 / 2 | Мэттисон-Томпсон Площадь | |
| 20x4x10 | Тип 7 | Выемка 1 сторона 12-1 / 2×7 / 8; Другая сторона 12-1 / 2×1-1 / 4 | Мэттисон-Томпсон Площадь | |
| 20x4x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20x6x10 | Тип 7 | Выемка 1 сторона 12-1 / 2х1; Другая сторона 12-1 / 2×2 | Мэттисон-Томпсон Площадь | |
| 20x6x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20x6x12 | Тип 7 | Выемка 2 стороны 14-1 / 4×1 | Мэттисон-Томпсон Площадь | |
| 20x8x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 20x8x12 | Тип 7 | Выемка 2 стороны 14-1 / 4×1 | Мэттисон-Томпсон Площадь | |
| 20x10x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24×1-1 / 2×12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x2x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24×2-1 / 2×12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x3x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x3x12 | Тип 5 | Выемка 1 сторона 14-1 / 2×1 | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x4x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x6x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x8x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x10x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
| 24x20x12 | Тип 1 | Без выемки | Мэттисон-Томпсон Поверхностные, цилиндрические и бесцентровые | |
Настольные и настольные шлифовальные круги
Колеса общего назначения 5 дюймов (127 мм) – 18 дюймов (455 мм)
Рекомендуемые характеристики:
| Металл / Сталь | A24Q5V | A36P5V / A46N6V | A60M6V / A80M6V | А100М6В | ||
| Карбид вольфрама | GC60J7V | GC80J7V | GC100J7V | |||
| HSS и инструментальная сталь | WA46K | WA60K | WA80K | WA100K | ||
| А | Оксид алюминия для ручной заточки общего назначения | |||||
| GC | Карбид кремния для цветных металлов, твердосплавный инструмент | |||||
Стандартные размеры:
| дюймов | мм | дюймов | мм | дюймов | мм | |
| 5 | 127 | ½ | ¾ | 1 | 12.7 | 19 | 25,4 | ½ | ⅝ | ¾ | 1 | 1-1 / 4 | 12,7 | 15.88 | 19 | 25,4 | 31,75 | |
| 6 | 150 | ½ | ¾ | 1 | 12,7 | 19 | 25,4 | ½ | ⅝ | ¾ | 1 | 1-1 / 4 | 12,7 | 15.88 | 19 | 25,4 | 31,75 | |
| 7 | 177 | ½ | ¾ | 1 | 12.7 | 19 | 25,4 | ½ | ⅝ | ¾ | 1 | 1-1 / 4 | 12,7 | 15.88 | 19 | 25,4 | 31,75 | |
| 8 | 200 | ¾ | 1 | 1-1 / 4 | 19 | 25,4 | 31,75 | ½ | ⅝ | ¾ | 1 | 1-1 / 4 | 12,7 | 15.88 | 19 | 25,4 | 31,75 | |
| 10 | 254 | 1 | 1-1 / 4 | 1-1 / 2 | 25.4 | 31,75 | 38 | ¾ | 1 | 1-1 / 4 | 19 | 25,4 | 31,75 | |
| 12 | 305 | 1 | 1-1 / 4 | 1-1 / 2 | 2 | 25,4 | 31,75 | 38 | 51 | ¾ | 1 | 1-1 / 4 | 19 | 25,4 | 31,75 | |
| 14 | 356 | 1 | 1-1 / 2 | 2 | 3 | 25.4 | 38 | 51 | 76 | 1 | 1-1 / 4 | 1-1 / 2 | 25,4 | 31,75 | 38,1 | |
| 16 | 406 | 1 | 1-1 / 2 | 2 | 25,4 | 38 | 51 | 1–1 / 2 | 38,1 | |
Стандартные настольные шлифовальные круги из оксида алюминия
| дюймов | мм | A24Q5V | A36P5V | A46N6V | А60М6В | А80М6В | А100М6В | ||
| 6×3 / 4×1-1 / 4 | 150x19x31.75 | 053544 | 053575 | 053599 | 053605 | 053636 | 053643 | 4,500 | |
| 6x1x1-1 / 4 | 150×25,4×31,75 | 053803 | 053834 | 053841 | 053858 | 053872 | 053889 | 4,500 | |
| 7×3 / 4×1-1 / 4 | 177x19x31.75 | 054077 | 054107 | 054114 | 054121 | 054145 | 054152 | 3,750 | |
| 7x1x1-1 / 4 | 177×25,4×31,75 | 054282 | 054312 | 054329 | 054336 | 054343 | 054350 | 3,750 | |
| 8×3 / 4×1-1 / 4 | 200x19x31.75 | 054718 | 054756 | 054794 | 054817 | 054831 | 054848 | 3,350 | |
| 8x1x1-1 / 4 | 200×25,4×31,75 | 055050 | 055074 | 055081 | 055104 | 055128 | 3,350 | ||
| 10x1x1-1 / 4 | 254×25.4×31.75 | 055579 | 055593 | 055609 | 055623 | 2,700 | |||
| 10×1-1 / 2×1-1 / 4 | 254×38,1×31,75 | 055920 | 055944 | 055951 | 055975 | 2,700 | |||
| 12×1-1 / 4×1-1 / 4 | 305×31.75×31.75 | 351152 | 056453 | 056460 | 056477 | 2,250 | |||
| 12×1-1 / 2×1-1 / 4 | 305×38,1×31,75 | 056576 | 380435 | 380442 | 056620 | 2,250 | |||
| 12x2x1-1 / 4 | 305×50.8×31.75 | 056811 | 056835 | 056859 | 2,250 | ||||
Стандартные настольные шлифовальные круги из карбида кремния
| дюймов | мм | GC60J7V | GC80J7V | GC100J7V | 4,500 | |
| 6×3 / 4×1-1 / 4 | 150x19x31.75 | 075041 | 075072 | 075096 | 4,500 | |
| 6x1x1-1 / 4 | 150×25,4×31,75 | 075331 | 075379 | 075393 | 4,500 | |
| 7×3 / 4×1-1 / 4 | 177x19x31,75 | 075829 | 075843 | 075850 | 3,750 | |
| 7x1x1-1 / 4 | 177×25.4×31.75 | 075959 | 075973 | 075997 | 3,750 | |
| 8×3 / 4×1-1 / 4 | 200x19x31,75 | 076475 | 076499 | 076529 | 3,350 | |
| 8x1x1-1 / 4 | 200×25,4×31,75 | 076680 | 076727 | 076765 | 3,350 | |
Стандартные белые настольные шлифовальные круги из оксида алюминия
| дюймов | мм | WA46K7V | WA60K7V | WA80K7V | WA100K7V | | |
| 6×3 / 4×1-1 / 4 | 150x19x31.75 | 062928 | 062942 | 062966 | 062997 | 4,500 | |
| 6x1x1-1 / 4 | 150×25,4×31,75 | 063062 | 063086 | 063109 | 4,500 | ||
| 7×3 / 4×1-1 / 4 | 177x19x31.75 | 064168 | 064205 | 064243 | 064250 | 3,750 | |
| 7x1x1-1 / 4 | 177×25,4×31,75 | 598076 | 631353 | 064359 | 064366 | 3,750 | |
| 8×3 / 4×1-1 / 4 | 200x19x31.75 | 065202 | 065257 | 065288 | 065295 | 3,350 | |
| 8x1x1-1 / 4 | 200×25,4×31,75 | 065448 | 065486 | 065516 | 065523 | 3,350 | |
Телескопические пластиковые переходники
| | дюймов | мм | дюймов | мм | |
| 000746 | | 1/2 | 12.7 | ||
| 000777 | 3/4 | 19 | |||
| 000852 | 1 | 25,4 | |||
| 1/2 | 12,7 | ||||
| 000814 | 3/4 | 19 | |||
| 000890 | 1 | 25.4 | |||
| 1/2 | 12,7 | ||||
| 3/4 | 19 | ||||
круги шлифовальные
круги шлифовальныеШлифовальные круги состоят из абразивных частиц, связанных каким-либо другим веществом, которое может быть чем угодно, от резины до стекла. Залог обречен на провал.По мере того, как частица изнашивается, ее сопротивление увеличивается, а трение делает ее горячее, точно так же, как самолет с тупым лезвием требует большей силы, чем самолет с острым лезвием. Повышенное сопротивление либо разрушает частицу, обнажая новую режущую кромку, либо вырывает изношенную частицу из круга, обнажая свежие абразивные зерна с неиспользованными режущими кромками. Склеивание должно быть таким, чтобы в условиях, в которых предполагается использовать колесо, изношенные частицы выходили наружу, а неизношенные – нет. Марка шлифовального круга («твердый», «мягкий») относится к прочности, с которой удерживаются частицы абразива, а не к твердости самих абразивных частиц.
Шлифовальные кругиимеют маркировку, состоящую из чередующихся букв и цифр, разделенных тире. Большие колеса несут от четырех до шести элементов, а маленькие колеса маркируются только размером зерна и классом – остальная информация находится на упаковке. В заказе термины относятся к:
1. Тип абразива (буква). А – оксид алюминия; C кремний карбид.
2. Размер зерна (число). Это соответствует маркам наждачной бумаги.
3.Оценка (буква). По шкале от А до Я, где А – самый мягкий.
4. Состав (номер). Этот термин не является обязательным. Состав относится к расстоянию между зернами абразива. В чем больше число, тем шире интервал; обычно между 0 и 16.
5. Тип облигации (буква). Описывает, в чем заключаются зерна все вместе.
| Письмо | Облигация |
|---|---|
| В | остеклованный |
| R | резина |
| ю. | силикат |
| E | шеллак или резинка |
| B | резиноид (синтетические смолы) |
| О | оксихлорид |
6.(необязательно) Производители могут использовать эту позицию для лота номера или другая личная информация.
Размеры, которые обычно используются на бытовых настольных шлифовальных станках, следующие (первый размер – диаметр колеса, второй – толщина колеса): 5 ″ × ½ ″; 6 ″ × ¾ ″; 8 ″ × 1 дюйм. Специальные круги, используемые для бокового шлифования, более толстые, например, 6 ″ × 1 дюйм. Круги из оксида алюминия нельзя использовать для заточки твердосплавных бит и лезвий.
Вообще говоря, шлифовальные круги нельзя использовать с мягкими металлами, такими как алюминий и свинец.Они слишком легко загружаются и перестают резать. Вместо этого используйте движущуюся абразивную ленту.
ИксИзвините. Для этой страницы нет информации об участниках.
ресурсов
Превосходный исчерпывающий список того, что можно и чего нельзя делать при использовании шлифовальных кругов:
http://safety.uama.org/
www.nortonabrasives.com/en-us/resources/expertise/dos-and-donts-type-27-grinding-wheels
Copyright © 2003-2015 Sizes, Inc. Все права защищены.
Последняя редакция: 20 апреля 2015 г.
Технические характеристики шлифовального круга | A.L.M.T. Корп.
Характеристики шлифовального круга
Технические характеристики алмазных / CBN шлифовальных кругов
Алмазные / CBN шлифовальные круги (суперабразивные круги) могут применяться с различными характеристиками, комбинируя «абразивное зерно (тип абразивного зерна)», «размер зерна (размер абразивного зерна)», «прочность сцепления», «степень концентрации (зернистость). концентрация в связке) »и« тип связки (связующий материал) ». Мы подберем наиболее подходящие характеристики для типа и формы рабочего материала, требуемых характеристик готовой продукции и оборудования, на которое оно установлено.
Абразивные зерна
SDC① Тип абразива 200② Размер зерна N③Bonding
Степень 100④Концентрация B⑤Тип
Bond S40⑥Bond
Name 3.0 Name Толщина слоя абразива
①Абразивные зерна
Абразивные зерна алмазного круга бывают двух типов: природный алмаз (D) и синтетический алмаз, который часто используется в промышленности. Для шлифовального круга используются «синтетический алмаз (SD)» и «композитный алмаз с металлическим покрытием (SDC)». Кроме того, для шлифовального круга также используются «кубический нитрид бора (CBN)» с твердостью, следующей за алмазом, и «кубический нитрид бора с металлическим покрытием (CBNC)».
Чтобы увидеть всю таблицу, прокрутите в сторону.
| Тип абразива | Символ | Характеристики | |
|---|---|---|---|
| Алмазное абразивное зерно | Природный алмаз | D | ・ Форма абразивных зерен неправильная, а сопротивление раздавливанию низкое. ・ В настоящее время используется редко. |
| Синтетический алмаз (рассыпчатый) ※ Используется в основном для связки смол. | SD | ・ Используется для сетки цветных металлов. ・ Форма абразивных зерен неправильная, а сопротивление раздавливанию низкое. | |
| Синтетический алмаз (блочный тип) ※ В основном используется для металлических / керамических связок и гальванических кругов. | ・ Используется для сетки цветных металлов. ・ Форма абразивных зерен блочная, прочность на раздавливание высокая. | ||
| Синтетический алмаз с металлическим покрытием | SDC | ・ Сверху синтетические абразивные зерна, покрытые металлом, таким как никель, медь и титан, с целью улучшения удерживающей способности абразивного зерна. | |
| Абразивное зерно CBN | Нитрид бора кубический (монокристаллический) | () | ・ Используется для шлифования черных металлов. ・ Форма абразивных зерен блочная, прочность на раздавливание высокая. |
| Нитрид бора кубический (поликристаллический) | ・ Используется для шлифования черных металлов. ・ Форма абразивных зерен неправильная, а сопротивление раздавливанию низкое. | ||
| Кубический нитрид бора с металлическим покрытием | (BN) | ・ Сверху синтетические абразивные зерна, покрытые металлом, таким как никель и медь, с целью улучшения удерживающей способности абразивного зерна. | |
② Размер зерна
Размер зерна – это размер абразивных зерен алмаза / CBN (диаметр зерна).
Размер зерна и метод классификации указаны в JIS (JIS B 4130).
Следует отметить, однако, что абразивные зерна, используемые в суперабразивном круге, стандартизированы только до № 325 (325/400). Для зерен мельче
# 400 отображаемый размер зерен не является общим для всех производителей, потому что каждый устанавливает стандарт независимо (или свободно) и действует.Например, размер зерна компании A # 10000 может не совпадать с размером зерна компании B # 10000; поэтому необходимо проверить размер абразивных зерен, чтобы выбрать правильный размер.
Чтобы увидеть всю таблицу, прокрутите в сторону.
| Указанный размер зерна (сетка) | Размер зерна JIS (сетка) | Средний диаметр зерна. (мк) | Руководство для соответствующей зоны | |||
|---|---|---|---|---|---|---|
| Размер ячейки | 16 | 16/20 | 1190 | Черновое шлифование | ||
| 20 | 20/30 | 840 | ||||
| 30 | 30/40 | 590 | ||||
| 40 | 40/50 | 420 | ||||
| 50 | 50/60 | 300 | Полуфабрикат | |||
| 60 | 60/80 | 250 | ||||
| 80 | 80/100 | 177 | ||||
| 100 | 100/120 | 149 | ||||
| 120 | 120/140 | 125 | ||||
| 140 | 140/170 | 105 | Чистовая | |||
| 170 | 170/200 | 88 | ||||
| 200 | 200/230 | 74 | ||||
| 230 | 230/270 | 63 | ||||
| 270 | 270/325 | 50 | ||||
| 325 | 325/400 | 44 | ||||
| Размер микрон | 400 | Зона мельче # 400 не стандартизирована в JIS. | 37 | |||
| 600 | 30 | |||||
| 800 | 20 | |||||
| 1000 | 15 | |||||
| 1500 | 10 | |||||
| 2000 | 8 | |||||
| ・ ・ ・ | ・ ・ ・ | |||||
③Сила сцепления
Степень сцепления – это индекс, который показывает степень (прочность и твердость), с которой связующий материал (связка) удерживает абразивные зерна, и представляет собой рейтинг, основанный на N.
Как правило, чем тверже (выше) степень склеивания, тем дольше срок службы, но тем ниже резкость; чем мягче (ниже) степень склеивания, тем меньше срок службы, но тем выше резкость.
Нет жесткого положения для классификации, и рейтинг отображается только в пределах одного производителя, что означает, что твердость компаний A и B неодинакова, даже если обозначен один и тот же знак “N.” По этой причине степень сцепления может не отображаться.
* Пример сокращения: SDC 200-100BS 40
④Концентрация
Степень концентрации показывает соотношение содержания абразивных зерен алмаз / CBN (соотношение абразивных зерен) в абразивном слое. Если рассматривать одинаковый размер зерна, чем выше степень концентрации, количество абразивных зерен, а чем ниже степень, тем меньше количество абразивных зерен. Важно выбрать степень концентрации, наиболее подходящую для рабочего материала.
- Определяется “4,4 куб. См / см 3 = степень концентрации 100”, обычно используется в диапазоне от 20 до 200.
- Три объекта отображения: полимерная связка, металлическая связка и керамическая связка.
- В случае электроосаждения, при котором используется только один слой абразивного зерна, стандарт степени концентрации отсутствует.
| Концентрация | Содержание абразивных зерен (карат / см 3 ) |
|---|---|
| 200 | 8.8 |
| 175 | 7,7 |
| 150 | 6,6 |
| 125 | 5,5 |
| 100 | 4,4 |
| 75 | 3,3 |
| 50 | 2,2 |
| 25 | 1,1 |
※ 1ct (カ ラ ッ ト) = 200 мг
⑤Тип облигации
Связующий слой для удержания и объединения абразивных зерен в суперабразивном круге обычно называется связующим.Абразивные зерна осыпаются во время обработки, а вместо них появляются другие зерна, имеющие острый шлифовальный круг. Необходимо выбрать связку, наиболее подходящую для рабочего материала и областей применения.
Чтобы увидеть всю таблицу, прокрутите в сторону.
| Виды связующих материалов (связка) | Символ | Значение символа | Основные материалы облигации | Используемое абразивное зерно | Основные детали / приложения |
|---|---|---|---|---|---|
| Смола | B | Бакелит | Смола | Бриллиант | Режущие инструментальные материалы (твердый сплав, металлокерамика, керамика), металлические формы (твердый сплав) |
| CBN | Металлические формы (закаленная черная сталь, быстрорежущая сталь, штамповая сталь), плоское шлифование металлических спеченных деталей | ||||
| Металл | M | Металл | Металл | Бриллиант | Твердые хрупкие материалы (стекло, керамика, хрусталь, сапфир) |
| CBN | ID Хонингование деталей из черных металлов, резка прутков из черных металлов | ||||
| остеклованный | V | остеклованный | Керамика | Бриллиант | Материалы режущего инструмента (спеченный алмазный наконечник, наконечник из CBN) |
| CBN | Черные автомобильные детали, жаропрочные материалы (Инконель) | ||||
| Гальваника | P (E) | Гальваника | Покрытие | Бриллиант | Резина, стеклопластик, магнитные материалы |
| CBN | Формовочное шлифование деталей из черных металлов, жаропрочных материалов (инконель) |
- Свяжитесь с нами
Руководство по шлифовальным кругам | Абразивы Weiler
Что такое точильный круг? Шлифовальные круги содержат абразивные зерна и слои стекловолокна, соединенные в форму круга другим веществом.Абразивные зерна действуют как шлифовальные инструменты, удаляя материал с заготовки для придания ей формы и улучшения. Шлифовальные круги используются во многих шлифовальных и механических операциях.
Доступно несколько типов шлифовальных кругов, поэтому, когда предприятие выбирает круг, важно учитывать характеристики контрастных стилей и то, насколько хорошо они могут справляться с различными средами и эксплуатационными проблемами. В этом руководстве по шлифовальным кругам мы обсуждаем несколько типов шлифовальных кругов, а также их материалы, конструкцию и преимущества для конкретных применений.
ВИДЫ ШЛИФОВАЛЬНЫХ КОЛЕС
Шлифовальные круги– наряду с другими портативными шлифовальными изделиями, такими как конусы и заглушки – бывают разных стилей. Выбор правильного типа колеса для конкретного применения позволяет пользователям быстро и точно выполнять сложные работы по изготовлению металла.
Существует три основных типа шлифовальных кругов, где разные числа различаются между кругами с определенными свойствами и назначениями: зацепляющие круги типа 1, шлифовальные круги типа 27 и шлифовальные круги типа 28.
ТИП 1
Захватывающее колесо типа 1 имеет прямой профиль и относительно небольшой диаметр от 2 до 4 дюймов. Его размер делает его идеальным для использования на высокоскоростных шлифовальных машинах для шлифования излишков металла. Захватывающие круги Weiler Abrasives типа 1 содержат зерна оксида алюминия, обеспечивающие длительный срок службы и стабильную скорость резания.
ТИП 27
Тип 27 – безусловно, самый распространенный абразивный шлифовальный круг. Шлифовальные круги Тип 27 отличаются от других кругов тем, что имеют плоский профиль с вдавленным центром.Вогнутый центр обеспечивает зазор, когда оператор должен работать под ограниченным углом.
Использование круга с вогнутым центром допускает диапазон углов заточки, обычно от 0 до 45 градусов. Однако оптимальные углы для работы с шлифовальными кругами типа 27 составляют от 25 до 30 градусов. Чем круче угол заточки, тем резче будет резка.
Работа на пологих углах с этими колесами требует некоторого рассмотрения возможных ответвлений. Шлифование под малыми углами может продлить срок службы круга, но также часто снижает скорость резания.На более твердых материалах малые углы шлифования также могут увеличить нежелательную вибрацию и вибрацию.
ТИП 28
Шлифовальные кругиТип 28, также известные как «тарелочные круги», имеют аналогичные углубленные центры и оптимизированы для малых углов шлифования. Они отличаются от колес типа 27 тем, что их вогнутая или блюдцеобразная конструкция обеспечивает лучший доступ к заготовке, особенно в более узких областях, таких как углы, галтели и выступы, и повышенная агрессивность при меньших рабочих углах.Они могут работать под углами от 0 до 30 градусов, но обычно лучше всего работают с углами заточки от 0 до 15 градусов.
МАТЕРИАЛЫ ШЛИФОВАЛЬНОГО ДИСКА
Материал каждого шлифовального круга состоит из нескольких основных компонентов – зерна, связки и стекловолокна, которое усиливает круги, чтобы придать им прочность и стабильность для использования в сложных условиях. Зернистость колеса также является важным элементом, определяющим производительность.
ЗЕРНО И ЗЕРНОВЫЕ СМЕСИ
Абразивные зерна обеспечивают основные функции шлифовального круга, поскольку они удаляют материал с заготовки.Несколько широко используемых абразивных материалов для шлифовальных кругов – это керамический оксид алюминия, оксид циркония, оксид алюминия, белый оксид алюминия, оксид алюминия и карбид кремния. Зерна можно смешивать вместе для достижения различных эксплуатационных характеристик.
- Керамический оксид алюминия: Эти зерна обладают преимуществом самозатачивающихся кристаллов и микротрещин. Они относительно холодны при использовании и обеспечивают самый долгий срок службы при умеренном и высоком давлении. Они измельчают при более низких температурах и создают меньшее трение – одно из основных преимуществ этих качеств состоит в том, что они минимизируют изменение цвета заготовки при нагревании.Керамический оксид алюминия идеально подходит для трудно поддающихся шлифовке металлов, таких как бронированная сталь, титан, твердые никелевые сплавы, Inconel ® , инструментальная сталь и нержавеющая сталь.
- Циркониевый оксид алюминия: Циркониевые зерна оксида алюминия обеспечивают быструю резку и долгий срок службы металлических деталей. Они самозатачивающиеся и обеспечивают быстрое и стабильное шлифование, особенно по таким металлам, как сталь и нержавеющая сталь. Они также хорошо выдерживают высокие давления и экстремальные температуры.
- Циркониевый оксид алюминия, смешанный с керамическим оксидом алюминия : Если вам нравятся рабочие характеристики шлифовального круга из оксида циркония, но вы ищете дополнительный импульс, смесь с керамическим оксидом алюминия обеспечит более быструю резку с меньшими усилиями.
- Белый оксид алюминия: Шлифовальные круги из белого оксида алюминия обеспечивают относительно быструю резку и длительный срок службы. Они идеально подходят для шлифования нержавеющей стали и более твердой стали.
- Оксид алюминия: Зерно оксида алюминия идеально подходит для стали, железа и других металлов. Несмотря на то, что он твердый, прочный и обеспечивает резкое и быстрое начальное срезание, со временем зерно тускнеет, и ему не хватает скорости резания и потенциальной долговечности некоторых других зерен.Оксид алюминия обеспечивает исключительную стоимость и рентабельность, при этом обеспечивая отличное качество и стабильную производительность, необходимые для шлифовального круга.
- Карбид кремния: Карбид кремния – это чрезвычайно твердое зерно, которое очень острое и быстро режется, но хрупкое, не такое твердое, как другие зерна.
- Смесь карбида кремния и оксида алюминия : Круг, сделанный из смеси карбида кремния и оксида алюминия, обеспечивает идеальное шлифование алюминия и других мягких сплавов.Эти зерна обеспечивают увеличенный срок службы и высокую скорость резки алюминия и других мягких металлов.
Зерна также бывают разных размеров – размер зерна относится к размеру отдельных абразивных частиц, аналогично классу частиц наждачной бумаги.
ОБЛИГАЦИИ
Связка – это вещество, которое заставляет абразивные зерна прилипать к кругу. Связки могут состоять из разных материалов. Обычные материалы включают шеллак, резиноиды, резину и стекло или стеклокерамику.Переносные шлифовальные круги Weiler Abrasives содержат смолистые связки.
Связка на шлифовальном круге может быть твердой или мягкой. Более твердая связка продлевает срок службы колеса при условии, что пользователь правильно эксплуатирует и обслуживает колесо. С другой стороны, более мягкая связка обеспечивает более плавное измельчение и более быстрое обнажение новых зерен. Выбор правильной связки для конкретного применения может помочь сбалансировать производительность и долговечность. Тип металла также может влиять на сцепление, которое лучше всего подходит для вашего приложения.
Связка шлифовального круга иногда содержит железо, серу и хлор, которые могут создавать проблемы, если они прилипают к заготовке во время шлифования. Weiler Abrasives предлагает несколько кругов, которые минимизируют эти элементы. Наши колеса Tiger ® Ceramic, Aluminium и INOX не содержат загрязняющих веществ и содержат менее 0,1% хлора, серы и железа. Они помогают предотвратить коррозию деталей из нержавеющей стали и алюминия.
Связка на шлифовальном круге помогает обеспечить постоянную скорость резания, открывая новые зерна с течением времени.По мере износа более старых зерен частицы зерен разрушаются в соответствии с предназначением, открывая тем самым новые абразивные поверхности, оставляя свежие абразивные частицы на своих местах. В идеале состав связки должен быть таким, чтобы при нормальных рабочих условиях износ удалял изношенные абразивные частицы и оставлял свежие на месте, поддерживая превосходную скорость резания и производительность круга.
Абразивные частицы, связанные с кругом, также имеют характеристику, известную как сорт.Оценка относится к твердости, но не к твердости самих частиц – она относится к прочности связи, удерживающей частицы на колесе. Колесо с более прочным сцеплением обычно имеет более длительный срок службы. Более мягкая связка предназначена для более быстрого разрушения, чтобы поддерживать постоянную скорость резки, поскольку новые острые зерна заменяют изношенные. Буквы N, R, S и T указывают твердость связи, а буквы, которые идут позже в алфавите, относятся к более твердым связям. Как правило, колесо с более мягкой связкой будет лучше работать с твердым металлом, в то время как твердое соединение будет лучше работать с более мягким металлом.
СТЕКЛО
Стекловолоконная конструкция и дизайн шлифовального круга обеспечивают усиление, жесткость и превосходную шлифовальную способность. Все шлифовальные круги Weiler изготовлены из стекловолокна с тройным усилением, которое обеспечивает дополнительную поддержку и прочность для агрессивного съема материала. Наши высокопроизводительные шлифовальные круги марки Tiger имеют внешнюю конструкцию из стекловолокна, обрезанную для обеспечения агрессивного шлифования с самого начала без периода обкатки.
ГРИТ
Зернистость круга имеет решающее значение для обеспечения правильного истирания.Зернистость обычно варьируется от крупной до мелкой. На шлифовальных кругах Weiler Abrasives самая крупная зернистость имеет рейтинг около 24, а самая мелкая зернистость – зернистость на задирающих кругах – имеет рейтинг около 36. Выбор правильного уровня зернистости для конкретного применения помогает обеспечить достаточную мощность шлифования. Крупная зернистость обеспечивает лучшую скорость съема, в то время как более мелкая зернистость требует меньшего давления во время нанесения и обеспечивает лучшую окончательную отделку заготовки.
ВЫБОР ШЛИФОВАЛЬНОГО ДИСКА ПРАВИЛЬНОГО РАЗМЕРА
При выборе шлифовального круга пользователи должны учитывать два основных фактора – диаметр и толщину.Оба показателя влияют на удобство использования и производительность колеса.
ДИАМЕТР
Выбор диаметра шлифовального круга обычно зависит от доступного инструмента. Основная причина подгонки диаметра шлифовального круга к инструменту – безопасность – работа инструмента никогда не должна превышать номинальную скорость вращения абразива. Электроинструменты меньшего размера, как правило, работают на более высоких оборотах, чем электроинструменты большего размера, а конструкция абразивов и щеток позволяет им соответствовать тем же стандартам. Запуск колеса только с номинальной скоростью 8 500 об / мин на шлифовальном станке, который работает со скоростью 13 000 об / мин, может привести к выходу абразива из строя и травмированию оператора.
Выбор правильного диаметра также повышает безопасность, поскольку позволяет использовать соответствующие защитные приспособления. Попытка установить 6-дюймовый абразив на 4,5-дюймовую шлифовальную машину требует снятия защитных ограждений, а работа шлифовального станка без защитных приспособлений увеличит вероятность травмы оператора в случае выхода абразива из строя.
Срок службы продукта является дополнительным фактором при выборе диаметра шлифовального круга. Колеса большего диаметра служат дольше. Особенно в тех случаях, когда оператору необходимо использовать шлифовальный круг в течение длительного периода, использование круга большего диаметра может повысить производительность за счет уменьшения количества остановок, которые оператор должен останавливать и заменять абразив.
Конфигурация рабочего пространства и заготовки также влияет на выбор диаметра. Например, оператор, работающий в ограниченном пространстве или на сложной области заготовки, может выбрать шлифовальный станок с небольшим 3-дюймовым колесом для лучшего доступа.
ТОЛЩИНА
Толщина шлифовального круга влияет на его характеристики и срок службы. Наши шлифовальные круги обычно имеют толщину четверть дюйма. Это измерение дает нашим кругам превосходный баланс точности, срока службы и скорости резания при шлифовании.
Также доступны комбинированные шлифовальные и отрезные круги толщиной 1/8 дюйма. Эти круги позволяют шлифовать и делать разрезы, требующие более тонкого круга. Преимущество этих более тонких комбинированных кругов заключается в том, что они позволяют оператору выполнять резание под углом 90 градусов и мелкоугольное шлифование без необходимости менять абразив, используемый на круге.
ПРИМЕНЕНИЕ ШЛИФОВАЛЬНОГО ДИСКА
До сих пор мы обсуждали, как различные типы и состав кругов могут влиять на характеристики шлифовального круга.И мы изучили, как выбор определенного диаметра и толщины круга может оптимизировать шлифовальные круги для специализированных приложений.
Теперь давайте рассмотрим несколько конкретных приложений, требующих использования шлифовальных кругов, и рассмотрим оптимальные характеристики круга для каждого из них.
- Многопроходные сварочные работы: Для работ на трубопроводах, сосудах высокого давления и других критических для качества сварочных работ операторам, скорее всего, понадобится круг, такой как шлифовальный круг для трубопроводов Tiger Zirc.В этом круге используется оксид циркония с керамической наплавкой толщиной 1/8 дюйма для обеспечения точности и контроля при шлифовании сварного шва на скосе. Это колесо имеет диаметр от 4 1/2 до 9 дюймов.
- Механизированная сварка труб: Для механизированной сварки труб операторам обычно требуются более тонкие круги, которые позволяют шлифовать бортик без расширения или повреждения фаски. Круг Tiger Mech – идеальное решение, предназначенное для шлифования пусков и остановок на J и K.Это колесо изготовлено из оксида циркония с керамической наплавкой и имеет тонкую толщину 3/32 дюйма, что обеспечивает точность и стабильность. Диаметр от 4 1/2 до 7 дюймов позволяет использовать несколько размеров шлифовального станка при нарезке механизированных сварных швов труб.
ПАРТНЕР С АБРАЗИВОМ WEILER ДЛЯ ПРЕВОСХОДНЫХ ШЛИФОВАЛЬНЫХ КОЛЕС
Чтобы увидеть преимущества высококачественных решений для подготовки поверхности на рабочем месте, сделайте Weiler Abrasives своим надежным поставщиком переносных шлифовальных кругов.Мы здесь, чтобы помочь со всеми вашими проблемами шлифования, предоставляя опыт, чтобы помочь вам выбрать лучший абразивный шлифовальный круг, отвечающий вашим уникальным требованиям к качеству поверхности.
Мы также выделяемся среди наших конкурентов с помощью нашего пакета Value Package, предлагая обучение по технике безопасности для безопасного и правильного использования круга и прямую поддержку в полевых условиях, которая поможет вам решить ваши производственные задачи и получить максимальную производительность и прибыль от вашего шлифовального круга.
Свяжитесь с нами сегодня, чтобы узнать больше.
Спецификация шлифовального круга – My Tutorial World
Система маркировки шлифовального круга
Стандартное колесо – маркировка указывает все важные характеристики колеса. Система маркировки состоит из семи символов, расположенных в следующем порядке.
Пример (система маркировки)
51 – A 46
Шлифовальный круг определяется по стандартной маркировке круга, такой как диаметр круга, диаметр отверстия круга, толщина типа круга (форма) круга.
Пример
32 A 46 H8V
250X20X32-
Прямое колесо
Стандартная система маркировки шлифовального круга
Маркировка шлифовального круга Система маркировки шлифовального кругаКонструкция шлифовального круга
Чтобы приспособить шлифовальный круг для различных рабочих ситуаций, можно варьировать такие характеристики, как абразив, размер зерна, сорт, структура и связующие материалы. Шлифовальный круг состоит из абразива, который выполняет резку, и связки, которая удерживает вместе абразивные частицы.
Различные типы абразивов, используемых в шлифовальных кругах
- Естественный абразив
- Искусственный абразив
Природный абразив – это наждак и корунд. Это нечистые формы оксида алюминия.
Искусственные абразивы – это карбид кремния и оксид алюминия.
Абразивы выбираются в зависимости от шлифуемого материала. Оксид алюминия
«коричневый» применяется для шлифования вязких материалов общего назначения.
‘Белый оксид алюминия используется для шлифования черных и черных сплавов.
«Зеленый» карбид кремния используется для очень твердых материалов с низким пределом прочности, таких как твердые сплавы.
Размер зерна или размер зерна шлифовального круга
Число, обозначающее размер зерна, представляет количество отверстий в сите, используемом для определения размера зерна. Чем больше номер зернистости, тем мельче зернистость.
Марка шлифовального круга
Маркауказывает на прочность сцепления и, следовательно, на «твердость» колеса. В твердом круге связь прочная, надежно фиксирует зерно на месте и, следовательно, снижает скорость износа.В мягком круге связь слабая, и зерно легко отделяется, что приводит к высокому износу.
Конструкция шлифовального круга
Это указывает на степень связи между отдельными абразивными зернами и близость отдельных зерен друг к другу. Колесо с открытой структурой будет резать более свободно. То есть он удалит больше металла за определенное время и будет выделять меньше тепла. Это не даст такой хорошей отделки, как колесо с плотной структурой.
Связка шлифовального круга
Связка – это вещество, которое при смешивании с абразивными зернами удерживает их вместе, позволяя смеси принимать форму круга и после соответствующей обработки приобретать необходимую механическую прочность
для своей работы.Степень твердости связки называется «маркой» круга и указывает на способность связки удерживать абразивные зерна в круге. Для изготовления колес используется несколько видов связующих материалов.
Типы связок в шлифовальном круге
- Керамическая связка
- Силикатная связка
- Керамическая связка
- Резиновая связка
- Керамическая связка
1. Керамическая связка
Это наиболее широко используемая облигация.Он обладает высокой пористостью и прочностью, что делает этот тип круга подходящим для высокой скорости съема материала. На него не оказывают отрицательного воздействия вода, кислота, масла или обычные температурные условия.
2. Силикатная связка
Силикатные круги более мягкие и менее жесткие, чем керамические. По этой причине они подходят для шлифования инструментов с мелкими краями, фрез и т. Д.
3. Связка Shellac
Используется для тяжелых колес большого диаметра, где требуется чистовая обработка.Например, измельчение мельничных валков.
4. Резиновая связка
Используется там, где от круга требуется небольшая степень гибкости, например, отрезных кругов.
4. Смола на связке
Используется для скоростных колес. Такие колеса используются в литейных цехах для правки отливок. Круги на полимерной связке также используются для отрезания. Они достаточно сильны, чтобы выдерживать серьезные злоупотребления.
Выбор правильного шлифовального круга
Шлифовальные круги обычно имеют маркировку с указанием максимальной безопасной рабочей скорости.Не превышайте этот предел скорости. Самый безопасный вариант – даже не устанавливать данное колесо на какой-либо шлифовальный станок достаточно быстро, чтобы превысить этот предел.
Эти круги с алмазной связкой на металлической связке обеспечивают превосходную производительность при шлифовании круглых инструментов.
Предыдущий СледующийШлифовальный круг – это режущий инструмент.Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья пилы. Но в отличие от пилы, у которой зубья только по краю, на шлифовальном круге абразивные зерна распределены по всему кругу. Тысячи этих твердых, твердых зерен движутся по заготовке, срезая крошечные стружки материала.
Поставщики абразивных материаловпредлагают широкий спектр продуктов для широкого спектра шлифовальных работ в металлообработке. Выбор неправильного продукта может стоить магазину времени и денег.В этой статье представлены некоторые основы выбора лучшего шлифовального круга для работы.
Абразивы – крупа и зерна
Шлифовальные кругии другие абразивные материалы на связке состоят из двух основных компонентов: абразивных зерен, которые выполняют фактическую резку, и связки, которая удерживает зерна вместе и поддерживает их во время резки. Процент зерна и связки, а также их расстояние в круге определяют структуру круга.
Конкретный абразив, используемый в круге, выбирается в зависимости от того, как он будет взаимодействовать с обрабатываемым материалом.Идеальный абразив должен оставаться острым с минимальным затуплением острия. Когда начинается затупление, абразив ломается, образуя новые точки резания.
Каждый тип абразива уникален с различными свойствами твердости, прочности, вязкости разрушения и устойчивости к ударам.
Оксид алюминия – наиболее распространенный абразив, используемый в шлифовальных кругах. Обычно это абразив, выбранный для шлифования углеродистой стали, легированной стали, быстрорежущей стали, отожженного ковкого чугуна, кованого железа, бронзы и подобных металлов.Существует множество различных типов абразивов из оксида алюминия, каждый из которых специально разработан и смешан для определенных типов шлифовальных работ. Каждый тип абразива имеет собственное обозначение – обычно это комбинация буквы и числа. Эти обозначения различаются в зависимости от производителя.
Циркониевый оксид алюминия – это еще одно семейство абразивов, каждый из которых состоит из оксида алюминия и оксида циркония с разным процентным содержанием. В результате получается прочный и долговечный абразив, который хорошо подходит для грубого шлифования, например, отрезных операций, по широкому спектру сталей и стальных сплавов.Как и в случае с оксидом алюминия, существует несколько различных типов оксида циркония на выбор.
Карбид кремния – это абразив, используемый для шлифования серого чугуна, закаленного чугуна, латуни, мягкой бронзы и алюминия, а также камня, резины и других цветных металлов.
Керамический оксид алюминия – новейшая разработка в области абразивных материалов. Это зерно высокой чистоты, полученное в процессе спекания в геле. В результате получается абразив, способный разрушаться с контролируемой скоростью на субмикронном уровне, постоянно создавая тысячи новых точек резания.Этот абразив исключительно твердый и прочный. Он в основном используется для прецизионного шлифования в сложных условиях обработки стали и сплавов, которые наиболее трудно шлифовать. Абразив обычно смешивают в различных процентах с другими абразивами, чтобы оптимизировать его характеристики для различных применений и материалов.
Как только зернистость известна, следующий вопрос касается размера зерна. На каждом шлифовальном круге есть номер, обозначающий эту характеристику. Размер зерна – это размер отдельных абразивных зерен в круге.Он соответствует количеству отверстий на линейный дюйм в конечном размере сита, используемом для определения размера зерна. Другими словами, более высокие числа означают меньшие отверстия в сите, через которые проходят зерна. Меньшие числа (например, 10, 16 или 24) обозначают колесо с крупным зерном. Чем крупнее зерно, тем больше размер удаляемого материала. Крупное зерно используется для быстрого съема материала, где качество обработки не имеет значения. Более высокие числа (например, 70, 100 и 180) – это круги с мелким зерном. Они подходят для тонкой отделки небольших участков контакта, а также для работы с твердыми и хрупкими материалами.
Покупка облигаций
Чтобы абразив в круге мог эффективно резать, круг должен содержать надлежащую связку. Связка – это материал, который скрепляет абразивные зерна, чтобы они могли эффективно резать. Связка также должна изнашиваться, поскольку абразивные зерна изнашиваются и удаляются, чтобы обнажить новые острые зерна.
В обычных шлифовальных кругах используются три основных типа связки. Каждый тип может придавать отличные характеристики шлифовальному действию круга.Выбранный тип связки зависит от таких факторов, как частота вращения круга, тип операции шлифования, требуемая точность и материал, который нужно шлифовать.
Большинство шлифовальных кругов изготавливаются на керамической связке, состоящей из смеси тщательно отобранных глин. При высоких температурах, возникающих в печах, где изготавливают шлифовальные круги, глины и абразивное зерно плавятся в состояние расплавленного стекла. Во время охлаждения стекло образует промежуток, который прикрепляет каждое зерно к соседнему и поддерживает зерна, пока они измельчаются.
Шлифовальные круги на керамической связке очень жесткие, прочные и пористые. Они удаляют исходный материал с высокой скоростью и измельчают до точных требований. На них не влияет вода, кислота, масла или колебания температуры.
Керамическая связка очень твердая, но в то же время хрупкая, как стекло. Они разрушаются под давлением измельчения.
Некоторые скрепы изготовлены из органических веществ. Эти связки размягчаются под действием тепла шлифования. Наиболее распространенным типом органической связки является смоляная связка, которая изготавливается из синтетической смолы.Круги с полимерными связками – хороший выбор для применений, требующих быстрого снятия припуска, а также для тех, где требуется более качественная отделка. Они предназначены для работы на более высоких скоростях и часто используются для колес в производственных цехах, литейных цехах, цехах заготовок, а также для заточки пил и гуммирования.
Другой тип органической связки – каучук. Круги с резиновыми связками обеспечивают плавное шлифование. Резиновые связки часто встречаются в колесах, используемых там, где требуется высокое качество отделки, таких как шариковые подшипники и дорожки качения.Они также часто используются для отрезных кругов, где заусенцы и прожоги должны быть сведены к минимуму.
Прочность связки обозначается маркой шлифовального круга. Связка считается твердой, если промежутки между каждым абразивным зерном очень прочные и хорошо удерживают зерна против сил шлифования, стремящихся их отсоединить. Говорят, что колесо имеет мягкий уклон, если требуется лишь небольшое усилие для высвобождения зерен. Относительное количество связки в круге определяет его марку или твердость.
Колесадля твердых сплавов используются для увеличения срока службы колес, для работы на мощных машинах, а также для работ с небольшими или узкими поверхностями контакта. Круги из мягкого сплава используются для быстрого съема материала, для работ с большими площадями контакта, а также для твердых материалов, таких как инструментальная сталь и твердые сплавы.
Формы колес
Само колесо бывает разных форм. Продукт, который обычно представляют, когда думают о шлифовальном круге, – это прямой круг. Шлифовальная поверхность – часть круга, предназначенная для работы, – находится на периферии прямого круга.Распространенным вариантом конструкции прямого колеса является утопленное колесо, названное так потому, что центр колеса утоплен, чтобы позволить ему поместиться на фланцевом узле шпинделя станка.
На некоторых колесах режущая поверхность находится сбоку от колеса. Эти колеса обычно называют в честь их отличительных форм, таких как цилиндрические колеса, чашечные колеса и тарелочные колеса. Иногда связанные абразивные части различной формы собираются в непрерывный или прерывистый боковой шлифовальный круг. Эти продукты называются сегментами.Круги с режущими поверхностями по бокам часто используются для шлифования зубьев режущих инструментов и других труднодоступных поверхностей.
Навесные круги – это небольшие шлифовальные круги особой формы, например конуса или заглушки, которые постоянно устанавливаются на стальной оправке. Они используются для различных работ по внутреннему шлифованию, выполняемых вручную, и для точного внутреннего шлифования.
Связывая все вместе
Необходимо учитывать ряд факторов, чтобы выбрать лучший шлифовальный круг для выполняемой работы.Первое, что нужно учитывать – это материал, который нужно отшлифовать. Это определяет вид абразива, который вам понадобится в круге. Например, оксид алюминия или оксид циркония следует использовать для шлифования сталей и стальных сплавов. Для шлифования чугуна, цветных металлов и неметаллов выберите абразив из карбида кремния.
Для твердых и хрупких материалов обычно требуется круг с мелким зерном и более мягким. Твердые материалы сопротивляются проникновению абразивных зерен и вызывают их быстрое затупление.Таким образом, сочетание более мелкого зерна и более мягкого сплава позволяет абразивным зернам отламываться по мере их затупления, открывая новые острые режущие кромки. С другой стороны, колеса с крупной зернистостью и твердостью следует выбирать для материалов, которые являются мягкими, пластичными и легко проникающими.
Количество удаляемого материала также учитывается. Более крупное зерно обеспечивает быстрое удаление материала, так как оно обеспечивает большее проникновение и более тяжелые резания. Однако, если обрабатываемый материал трудно проникнуть, круг с более мелким зерном будет резать быстрее, поскольку для работы требуется больше точек резания.
Круги на керамической связке обеспечивают быструю резку. Связующие на основе смолы, резины или шеллака следует выбирать, если необходимо удалить меньшее количество материала или если требования к отделке выше.
Еще одним фактором, влияющим на выбор крепления колеса, является рабочая скорость колеса. Обычно керамические круги используются на скоростях менее 6500 футов поверхности в минуту. На более высоких скоростях возможно разрушение керамической связки. Круги на органической связке обычно выбирают от 6 500 до 9 500 футов поверхности в минуту.Для работы на более высоких скоростях обычно требуются специально разработанные круги для высокоскоростного шлифования.
Ни в коем случае не превышайте безопасную рабочую скорость, указанную на колесе или его промокательной бумаге. Это может быть указано в rpm или sfm.
Следующим фактором, который следует учитывать, является площадь шлифовального контакта между кругом и заготовкой. Для большой площади контакта используйте круг с более крупной зернистостью и более мягким зерном. Это обеспечивает свободное, прохладное резание при более высокой нагрузке, обусловленной размером шлифуемой поверхности.Для меньших площадей шлифовального контакта требуются круги с более мелким зерном и более твердыми сортами, чтобы выдерживать большее удельное давление.
Затем рассмотрите серьезность шлифовального действия. Это определяется как давление, под которым шлифовальный круг и заготовка сводятся и удерживаются вместе. Некоторые абразивные материалы были разработаны, чтобы выдерживать жесткие условия шлифования при шлифовании стали и стальных сплавов.
Также необходимо учитывать мощность шлифовального станка. Как правило, на машинах с большей мощностью следует использовать колеса более твердого сорта.Если мощность меньше диаметра колеса, следует использовать более мягкое колесо. Если мощность в лошадиных силах больше диаметра колеса, выберите колесо более твердого класса.
Уход и кормление
При обращении, установке и использовании шлифовальных круговнеобходимо соблюдать меры предосторожности и защиты.
Их всегда следует хранить так, чтобы они не подвергались ударам и царапинам. Помещение для хранения не должно подвергаться резким перепадам температуры и влажности, поскольку они могут повредить соединения в некоторых колесах.
Сразу после распаковки все новые колеса следует внимательно осмотреть, чтобы убедиться, что они не были повреждены при транспортировке. Все бывшие в употреблении колеса, возвращенные в складское помещение, также должны быть проверены.
С колесами следует обращаться осторожно, чтобы не упасть и не удариться, так как это может привести к повреждению или появлению трещин. Колеса следует переносить на работу, а не катать. Если колесо слишком тяжелое для безопасной переноски вручную, используйте ручную тележку, тележку или вилочный погрузчик с амортизацией, чтобы избежать повреждений.
Перед установкой керамического круга проверьте его в кольце, как описано в Правилах безопасности B7.1 Американского национального института стандартов по использованию, уходу и защите шлифовальных кругов. Кольцевой тест предназначен для обнаружения любых трещин в колесе. Никогда не используйте треснувшее колесо.
Разумная мера предосторожности – убедиться, что частота вращения шпинделя используемого вами станка не превышает максимально безопасную скорость шлифовального круга.
Всегда используйте круг с размером центрального отверстия, который плотно, но свободно прилегает к шпинделю, не прилагая к нему усилий.Никогда не пытайтесь изменить центральное отверстие. Используйте подходящую пару чистых утопленных фланцев не менее одной трети диаметра колеса. Опорные поверхности фланца должны быть плоскими и не иметь заусенцев или скоплений грязи.
Затяните гайку шпинделя ровно настолько, чтобы надежно удерживать колесо без чрезмерной затяжки. При установке направляющего колеса обратите внимание на стрелку, отмеченную на самом колесе, и убедитесь, что она указывает в направлении вращения шпинделя.
Всегда проверяйте, чтобы все ограждения колес и машины были на своих местах, и что все крышки плотно закрыты, прежде чем работать на машине.После того, как колесо будет надежно закреплено и защитные кожухи будут на месте, включите машину, отступите в сторону и дайте ей поработать не менее одной минуты на рабочей скорости, прежде чем начинать шлифование.
Шлифуйте только лицевой стороной прямого круга. Шлифуйте только на стороне цилиндра, чашки или сегментного круга. Приступайте к шлифованию осторожно, без ударов и зазубрин. Никогда не применяйте принудительное шлифование, чтобы двигатель заметно замедлился или работа стала горячей. Машинный амперметр может быть хорошим индикатором правильной работы.
Если колесо сломалось во время использования, внимательно осмотрите машину, чтобы убедиться, что защитные кожухи и ограждения не повреждены. Также проверьте фланцы, шпиндель и крепежные гайки, чтобы убедиться, что они не погнуты, не подпружинены или не повреждены иным образом.
Системный анализ
Шлифовальный круг – это один из компонентов спроектированной системы, состоящей из круга, станка, рабочего материала и эксплуатационных факторов. Каждый фактор влияет на все остальные. Соответственно, цех, который хочет оптимизировать производительность шлифования, выберет шлифовальный круг, который лучше всего подходит для всех этих других компонентов процесса.
Информация об авторе: Джо Салливан – старший менеджер по продукции Norton Company , Вустер, Массачусетс.
Что такое суперабразивы?
Суперабразивы составляют особую категорию связанных абразивов, предназначенных для шлифования самых твердых и сложных рабочих материалов.
Поскольку карбиды, быстрорежущие стали, PCD, PCBN, керамика и некоторые другие материалы, используемые для изготовления режущих инструментов, могут быть почти такими же твердыми, как и обычные абразивы, их заточка приходится на специальный класс абразивов – алмазы и CBN, суперабразивы.
Эти материалы обладают исключительной твердостью, но они дороже обычных абразивов (карбид кремния и оксид алюминия).