Разметка на поверхности деталей из металла выполняется при помощи: Обработка, мойка, разметка металла
alexxlab | 04.07.2023 | 0 | Разное
Обработка, мойка, разметка металла
Главная \ Изготовление, монтаж металлоконструкций \ Обработка, мойка, разметка металла
Обработка металла
Обработка металла включает в себя достаточно большое число работ различного вида, но каждая из них начинается с подготовки поверхности, которую предстоит обрабатывать.
Что значит обработать металлическую заготовку? Это значит, прежде всего, проверить ее размеры и довести их “до кондиции”, чтобы металлический элемент конструкции сел на свое место прочно и стоял там, как говорится, века.
Прежде чем приступить к обработке металлической поверхности, ее нужно очистить и разметить. Работая с металлом, нужно стремиться к максимальной точности, поскольку металл – очень трудоемок для обработки, неточность, допущенная в работе, может привести к тому, что окажутся бессмысленными многие усилия, затраченные на изготовление заготовки, которую необходимо соединить с какой-то другой. Поэтому перед обработкой необходимо тщательно разметить контуры той детали, которая получится из заготовки.
Но сначала – очистка. Чем чище поверхность заготовки, тем она меньше будет ржаветь, да и необходимые размеры выдерживать гораздо легче, работая с чистой поверхностью, чем с ржавой или, скажем, жирной.
Очистка заключается в удалении крупных слоев загрязнений – краски, антикоррозионной смазки, окалины, ржавчины, песка и т. д. Ее можно делать обычным путем – с применением всевозможных скребков и щеток.
Мойка металла
Следующая после очистки операция при работе с металлом – мойка. Она заключается в удалении небольших загрязнений и жировых пленок с помощью моющих средств.
В качестве моющих жидкостей применяются чаще всего органические растворители: бензин, керосин, спирт, уайт – спирит, смесь бензина со спиртом. Если заготовка загрязнена смолой или нитроэмалью, в процессе мойки можно применить ацетон или смесь спирта с ацетоном.
Если никаких специальных средств под рукой не оказалось, а требуется удалить ржавчину с металлической поверхности, нужно смочить мягкие стальные опилки машинным маслом и при помощи тампона из ветоши протирать ржавую поверхность до металлического блеска. После того останется только удалить остатки машинного масла.
Чаще всего процесс коррозии металла приводит к образованию ржавчины на стальных и чугунных поверхностях. Происходит это под воздействием кислорода, входящего в состав воды и воздуха. Возникает коррозия и от соприкосновения металлов с электролитами – растворами кислот, солей и оснований. Значительно усиливается коррозия в районах с повышенной влажностью, а также с очень низкой температурой воздуха.
Ржавчина вполне эффективно удаляется с металлической поверхности шкуркой.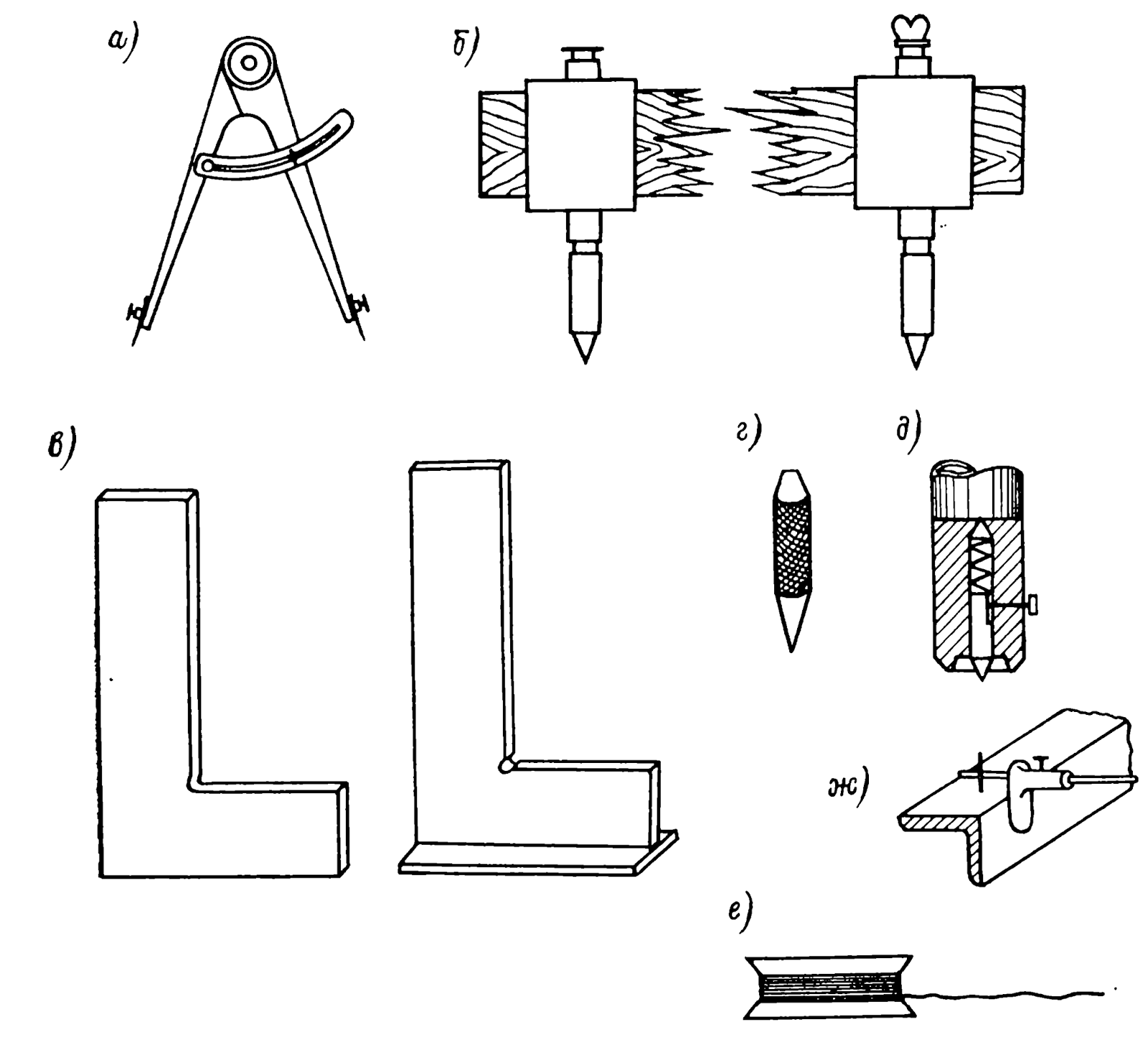 Однако нужно сразу сказать, что зачистку поверхности шкуркой можно применять не всегда, особенно, если речь идет о большом объеме работы.
Однако нужно сразу сказать, что зачистку поверхности шкуркой можно применять не всегда, особенно, если речь идет о большом объеме работы.
Избавиться от ржавчины можно, если воспользоваться химическим способом ее удаления. Поверхность сначала обезжиривают, например, бензином, и просушивают. Затем нужно приготовить раствор, в котором будет 20% фосфорной кислоты плотностью 1,7 г/см и 80% воды. В раствор добавляют 8% по массе хромового ангидрида и нагреть его до температуры 60-65 °С.
В зависимости от степени коррозии покрывают заржавленную заготовку этим раствором минут на 10-15. Затем нужно нейтрализовать дальнейшее действие раствора – промыть, заготовку 5%-ным раствором кальцинированной соды при температуре 80 °С, а затем горячей и холодной водой. Поверхность заготовки приобретет первозданный вид. Для предотвращения дальнейшей коррозии обработанные таким способом поверхности нужно законсервировать, покрыв их техническим вазелином.
Разметка
После того как металл выправлен, очищен и тщательно вымыт, производится разметка той поверхности, которую предстоит обработать.
Что значит разметить заготовку? Это значит нанести на нее разметочные линии или риски, указывающие границы, до которых необходимо ее обрабатывать, чтобы она превратилась в необходимый вам элемент. Если заготовка размечена неправильно, она просто не встанет на свое место.
Металл не бумага и не дерево, по которому удобно рисовать карандашом: сего гладкой, твердой поверхности легко стираются как грифельные линии, так и меловые. Для того чтобы линии разметки прочно держались на металле и не стирались, поверхность, которую предстоит обрабатывать, нужно предварительно окрасить.
Окрашивание металла под разметку
Для окрашивания металлической поверхности под разметку лучше всего применять медный купорос, он хорошо держится на зачищенном металле – на тонком слое меди, который образуется на поверхности, риски хорошо заметны.
Можно для этой же цели применять краску или лак, разумеется тот, который сохнет быстро. Удобно работать также и с разведенным до густоты молока мелом, в который нужно добавить сиккатив или столярный клей для того, чтобы мел высыхал быстрее и держался на поверхности крепче. Во время окрашивания красящее вещество растирают, чтобы оно ложилось ровным слоем без пятен по всей поверхности.
Во время окрашивания красящее вещество растирают, чтобы оно ложилось ровным слоем без пятен по всей поверхности.
Если заготовка большая, кисточкой наносят окрашивающий слой только на те ее поверхности, на которых предполагаются разметочные риски.
Часто необходимо расширить отверстие в металле, нанести резьбу или сместить отверстие на несколько миллиметров в сторону. Чтобы разметить центр отверстия в этом случае, в уже существующее отверстие или проем необходимо забить деревянный брусок или планку с пластинкой из свинца, латуни или белой жести.
Прежде чем начать разметку заготовки, необходимо определить так называемую базу заготовки, то есть поверхность, от которой будут отсчитываться все необходимые размеры. Базовой считается, как правило, та поверхность, которая определяет положение данного элемента относительно других частей металлического изделия. Это может быть основание детали или какая-то иная поверхность. Иногда удобнее отсчитывать размеры от оси симметрии, в таких случаях она и принимается за базовую.
Разметочный инструмент
Чем серьезнее и ответственнее вы относитесь к своей работе, тем полнее должен у вас быть набор разметочного инструмента и приспособлений для разметки.
Для нанесения рисок используются чертилки различного вида, рейсмасы и штангельрейсмасы, разметочные циркули. Накернивание рисок выполняется кернерами, которые также имеют различную конструкцию.
Чертилки изготовляются из инструментальной стали повышенной твердости марок У10 иУ12. Это наиболее простые и распространенные инструменты, которые применяются для разметки. Прямая круглая чертилка – стальной стержень диаметром 5-6 мм и длиной до 200 мм, один конец которого заточен под углом приблизительно 10°. Удобно пользоваться чертилкой со вставной иглой. Ее несложно изготовить из отвертки со сменным жалом. Вместо отвертки в рукоятку нужно вставить острозаточенный и закаленный стальной стержень. Еще один вид чертилок имеет заточенные под разными углами стальные стержни с обоих концов.
Разметка на плоскости
Разметка выполняется в определенной последовательности: сначала нужно нанести горизонтальные линии, затем вертикальные и наклонные. Последними размечаются окружности, дуги и сопряжения – это даст возможность проконтролировать точность разметки прямых линий: сопряжения должны получиться плавными, а дуги точно замкнуть прямые линии.
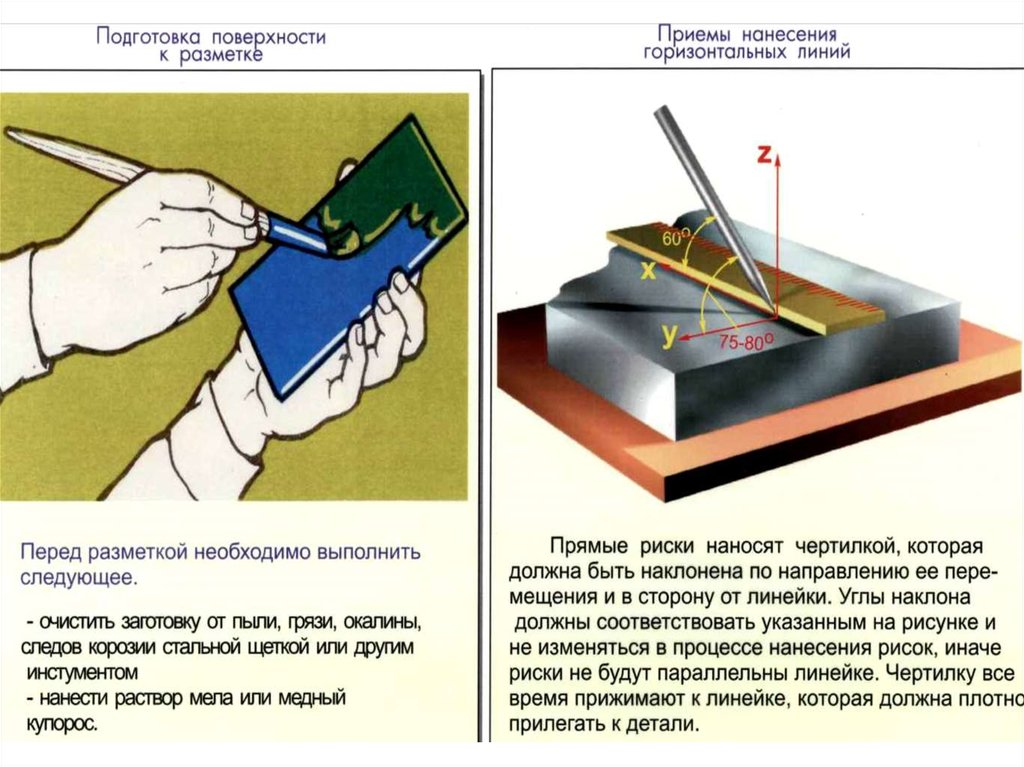
Научиться проводить точные линии чертилкой несложно, но лучше все же потренироваться, если делаете это впервые. Чертилку во время проведения линии нужно все время прижимать к линейке или угольнику и не менять угол ее наклона, иначе линия окажется не параллельной линейке. Наклонена чертилка должна быть в сторону от линейки. Двигать чертилку нужно на себя. Нельзя поводить линию дважды, попасть второй раз на ту же самую линию невозможно – в результате линия окажется двойной.
Для проведения перпендикулярных линий используют стальной угольник, к короткой стороне которого приварена под углом 90° небольшая металлическая пластина. Такой угольник называется двутавровым – приложив его к боковой поверхности верстака, на котором производится разметка, можно проводить перпендикулярные линии с достаточно большой точностью. Естественно, делают это только в том случае, если боковые поверхности верстака соответствующим образом обработаны и выверены под прямым углом к его горизонтальной поверхности.
Первыми размечаются базовые линии. Например, если базовыми являются центры отверстий, то с них и начинают разметку.
Конечно, при построении линий, окружностей дуг потребуются знания и навыки, которые дает черчение: разметка – это, по сути дела, то же черчение, только на металле. Придется на время стать чертежником: делить отрезки пополам, проводить перпендикулярные и параллельные линии, строить углы и делить их пополам, делить окружность на равные части и т. д.
д.
Для нахождения центров отверстий существуют специальные инструменты, которые значительно облегчают эту задачу: раздвижной центроискатель, кернер – центроискатель, угольник – центроискатель.
Кернер – центроискатель может применяться только для того, чтобы отыскать центр на торце цилиндрической заготовки. Инструмент нужно установить на ее торец и выровнять так, чтобы он принял вертикальное положение. Ударив по головке кернера молотком, можно получить отметку центра отверстия.
Угольник – центроискатель служит тоже для нахождения центров цилиндрических заготовок. Его нужно надеть на торец таким образом, чтобы все его угловые планки касались боковой поверхности цилиндра. Затем по прикрепленной к одной из его сторон линейке чертилкой нужно провести линию. Потом угольник поворачивают на какой-то угол (лучше всего на 90°) и проводят еще одну линию. Их пересечение даст центр торца заготовки.
Центр отверстия можно определить с помощью раздвижного центроискателя. В отверстие предварительно должен быть вставлен деревянный брусок с жестяной пластиной, по которой стальная игла очень хорошо “пишет”. Ножки центроискателя нужно раздвинуть примерно на ширину радиуса отверстия и, прижав отогнутую ножку инструмента к внутренней стенке отверстия, сделать на жести засечку. Операцию необходимо повторить еще три раза, поворачивая центроискатель каждый раз примерно на 90°. Дальше нужно определить на глаз, где находится центр внутри четырех получившихся дугообразных засечек, и керном сделать в этом месте небольшое углубление. Затем, поставив прямую ножку инструмента в это углубление, проверить, правильно ли найден центр. Если потребуется, операцию нужно повторить в той же последовательности.
В отверстие предварительно должен быть вставлен деревянный брусок с жестяной пластиной, по которой стальная игла очень хорошо “пишет”. Ножки центроискателя нужно раздвинуть примерно на ширину радиуса отверстия и, прижав отогнутую ножку инструмента к внутренней стенке отверстия, сделать на жести засечку. Операцию необходимо повторить еще три раза, поворачивая центроискатель каждый раз примерно на 90°. Дальше нужно определить на глаз, где находится центр внутри четырех получившихся дугообразных засечек, и керном сделать в этом месте небольшое углубление. Затем, поставив прямую ножку инструмента в это углубление, проверить, правильно ли найден центр. Если потребуется, операцию нужно повторить в той же последовательности.
Разметка пространственных заготовок
Гораздо более сложная задача – разметить не одну плоскость, а весь элемент целиком, то есть сделать пространственную разметку при монтаже металлоконструкций. Здесь не обойтись без знания приемов и методов пространственного черчения. Главная проблема заключается в том, что размеченные плоскости должны быть все увязаны между собой. Прежде всего нужно выбрать базовую поверхность. Обычно за нее принимается поверхность заготовки, содержащая главные оси элемента. К ней можно привязать наибольшее количество осей и плоскостей.
Главная проблема заключается в том, что размеченные плоскости должны быть все увязаны между собой. Прежде всего нужно выбрать базовую поверхность. Обычно за нее принимается поверхность заготовки, содержащая главные оси элемента. К ней можно привязать наибольшее количество осей и плоскостей.
Детали, требующиеся домашнему мастеру, порой слишком различны, чтобы рассказать, как размечается каждая из них. Да это и не нужно – достаточно помнить некоторые важные правила, которыми необходимо руководствоваться при выборе базовой поверхности:
если у заготовки уже обработаны несколько плоских поверхностей, базовой считают ту из них, которая больше по площади;
если заготовка имеет наружную и внутреннюю поверхности и ни одна из них не обработана, за базовую принимается наружная поверхность;
если у заготовки не требуется обрабатывать всю поверхность, базовой должна стать та, которая не подвергнется обработке;
если заготовка имеет цилиндрическую форму, базовой нужно считать поверхность, параллельную оси цилиндра;
если заготовка имеет отверстия, за базовую принимается поверхность, параллельная оси отверстия.
Чтобы облегчить операцию разметки, заготовку на разметочную плиту нужно установить таким образом, чтобы все ее поверхности были перпендикулярны поверхности плиты или параллельны ей. Для этого можно использовать различные металлические предметы – прокладки, призмы, бруски, кубики, клинья и т. д.
Первыми необходимо наносить горизонтальные риски со всех четырех сторон заготовки (в некоторых случаях достаточно наносить риски с двух противоположных сторон), после этого – вертикальные риски, затем – дуги, окружности, сопряжения, наклонные линии.
Кернение
После того как риски нанесены, их необходимо накернить.
Кернение рисок необходимо для того, чтобы они не стерлись, а также, чтобы при сверлении отверстий сверло можно было точно установить по направлению оси отверстия. Керн – это неглубокое конусное углубление в поверхности металла, которое выполняется с помощью кернера. При выполнении операции кернения важно очень точно установить кернер в центре отверстия и при ударе по кернеру молотком не сместить его заостренный конец с отметки. Чтобы этого добиться, нужно ставить кернер, сначала наклонив от себя, чтобы хорошо было видно, что его острие попало на отметку центра, а затем, быстро переведя его в перпендикулярное положение к поверхности, нанести по головке кернера удар молотком.
Чтобы этого добиться, нужно ставить кернер, сначала наклонив от себя, чтобы хорошо было видно, что его острие попало на отметку центра, а затем, быстро переведя его в перпендикулярное положение к поверхности, нанести по головке кернера удар молотком.
Керны нужно наносить на все разметочные риски по всей их длине на расстояния 25-30 мм на длинных рисках и 10-15 мм – на коротких. На криволинейных участках разметки (сопряжениях, закруглениях и т. д.) керны наносятся еще чаще – на расстоянии 5-10 мм друг от друга. Маленькие окружности достаточно накернивать в четырех взаимно перпендикулярных точках. Большие окружности нужно накернивать в 6-8 местах. Обязательно накернивать все точки пересечений и сопряжений.
Заточка разметочного инструмента
Чтобы разметка была произведена точно, была хорошо видна и не стиралась, пользуются хорошо заточенным, исправным разметочным инструментом. Поэтому время от времени нужно затачивать чертилки, циркули и кернеры, которые тупятся чаще всего.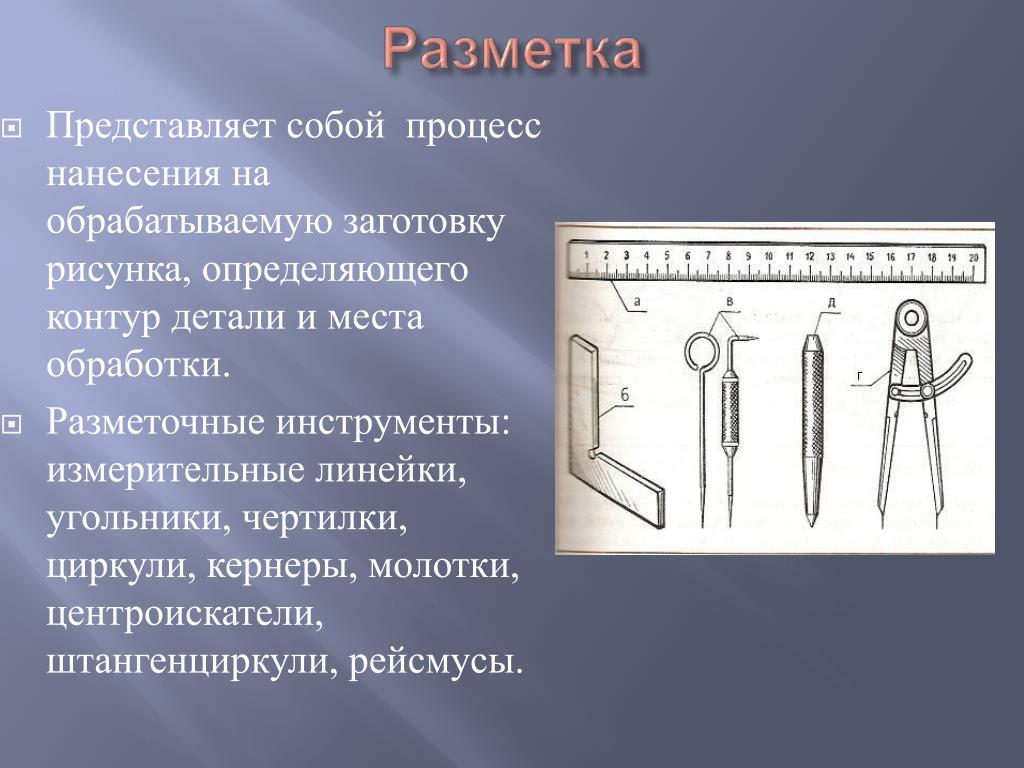 Заточку производят на шлифовальном абразивном круге, наличие его в каждой домашней мастерской обязательно. Чертилку можно затачивать, определяя
Заточку производят на шлифовальном абразивном круге, наличие его в каждой домашней мастерской обязательно. Чертилку можно затачивать, определяя
угол заточки на глазок: ее нужно расположить под небольшим углом к поверхности шлифовального круга и заточить на длину 12-15 мм. Острие кернера затачивается под углом 60-70°, угол контролируют, измеряя его транспортиром или сравнив с шаблоном. Для того, чтобы наточить ножки циркуля, их сводят вместе и затачивают с четырех сторон на квадрат на длине 15-20 мм, стремясь к тому, чтобы оба острия сошлись в одной точке. Окончательную доводку ножек циркуля нужно сделать, заточив их поочередно на точильном бруске.
Гораздо более часто приходится пользоваться измерительным инструментом.
Измерительный инструмент
Он обычно составляет предмет особой заботы, поскольку от того, в исправном ли состоянии он находится, зависит результат работы и зачастую не только одного дня. Штангельциркуль настоящий умелец носит всегда в специальном кожаном футляре и оберегает его от ударов, не говоря уже о микрометре.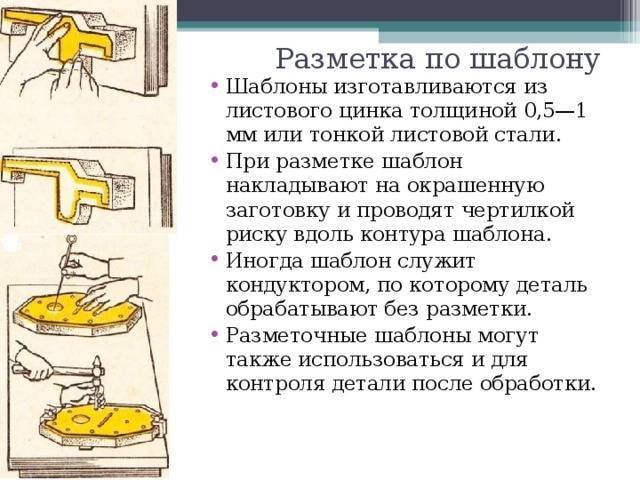 И это полностью оправданно.
И это полностью оправданно.
Точность измерения – ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента. Поэтому ни один мастер, работающий с металлом, не станет пользоваться измерительной линейкой, если ему требуется выверить элемент металлической конструкции с большой точностью, – линейка просто не дает необходимой точности, которая требуется при выполнении многих операций.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность измерения существует всегда, хотя и следует стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности – проводить измерение не один раз, а несколько, и затем вычислить среднее арифметическое из результатов каждого измерения.
Увеличение погрешности чаще всего вызывается ошибками, которых можно избежать. Самые распространенные ошибки, снижающие точность измерений:
использование поврежденного измерительного инструмента;
загрязненность рабочих поверхностей измерительного инструмента;
неправильное положение нулевой отметки на шкале и нониусе;
неправильная установка инструмента относительно детали;
измерение нагретой или охлажденной детали;
измерение нагретым или охлажденным инструментом;
неумение пользоваться инструментом;
неправильно выбранная база измерения. Линейные размеры металлических заготовок
Линейные размеры металлических заготовок
Линейные размеры металлических загатовок и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – их следует производить при 20 °С выше нуля.
Металлическая измерительная линейка
Лекальные линейки хороши для проверки плоскостности поверхности, но измерить заготовку с их помощью невозможно, из-за отсутствия измерительной шкалы. Для линейных измерений не слишком высокой точности применяется обычно металлическая измерительная линейка – стальная полированная полоса с нанесенными на нее отметками в сантиметрах и миллиметрах. Линейка может быть различной длины – от 20-30 см до 1 м. Нужно сразу учесть, что точность измерений металлической линейкой невысока и составляет 1 мм. Такой точности порой бывает недостаточно. Поэтому при необходимости следует воспользоваться другими, более точными инструментами.
Штангельциркуль
Штангельциркуль состоит из негнущейся металлической линейки, на которую нанесена измерительная шкала сценой деления 0,5 мм. На передней части линейки расположены две измерительные губки. Вдоль линейки перемещается металлическая рамка, также снабженная двумя измерительными губками. Рамка снабжена еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение риски по линейке можно застопорить с помощью специальных винтов.
На передней части линейки расположены две измерительные губки. Вдоль линейки перемещается металлическая рамка, также снабженная двумя измерительными губками. Рамка снабжена еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение риски по линейке можно застопорить с помощью специальных винтов.
По основной шкале на линейке отсчитываются показания с точностью до миллиметра, по нониусу – показания уточняются до десятых долей миллиметра.
Микрометр
С помощью микрометра можно измерять размеры деталей с точностью до сотых долей миллиметра. Тот, кто впервые слышит название этого измерительного инструмента, часто допускает ошибку, считая, что с помощью микрометра можно определить размеры с точностью до микронов. Во-первых, такая точность в условиях домашней мастерской никогда не требуется. Во-вторых, микрон – это одна миллионная часть метра (“микрон”, кстати, – устаревшее название, эту единицу измерения принято теперь называть “микрометр” с ударением на слове “метр”, что более точно отражает ее смысл, ведь “микро” – уже указывает на миллионную долю), а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра – винт с очень точной резьбой, он называется микрометрическим винтом. Торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую заготовку, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы: одна указывает миллиметры, вторая – их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра.
Угломер
Угломер предназначен, как указывает его название, для измерения углов заготовок. Он представляет собой полудиск с измерительной шкалой, на котором закреплена линейка и передвижной сектор с нанесенным на него нониусом. Передвижной сектор можно зафиксоровать на полудиске стопорным винтом. К сектору прикреплен также угольник и съемная линейка.
Для измерения угла заготовки ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями заготовки и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.
Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.
Щуп
Для измерения величины зазора используется щуп – набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. Следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Разметка
Разметкой называется операция нанесения
на обрабатываемую поверхность детали
или заготовки разметочных рисок,
определяющих контуры профиля детали и
места, подлежащие обработке. Основное
назначение разметки заключается в
указании границ, до которых надо
обрабатывать заготовку. Зависимости
от формы размечаемых заготовках для
деталей разметка делиться на плоскостную
и пространственную (объёмную).
Плоскостная разметка выполняется на поверхности плоских деталей, на поверхности плоских деталей на полосовом или столовым материале и заключается в нанесение на заготовку контурных и параллельных перпендикулярных линий, окружностей, дуг, геометрических фигур по зональным размерам или контуров различных отверстий.
Пространственная разметка выполняется. Для разметки отдельных пространственных деталей расположенных под различными углами друг к другу в различных плоскостях и увязывают разметку этих отдельных поверхностей между собой.
Приспособления для плоскостной разметке – это разметочные плиты, подкладки, поворотные устройства, домкраты. Инструменты для пространственной разметки чертилка, фермеры, циркули, разметочный штанге – циркуль, линейка, угольники.
Перед разметкой нужно выполнить следующее
очистить заготовку от грязи, следов
коррозии, тщательно осмотреть заготовку
на выявление раковин и трещин.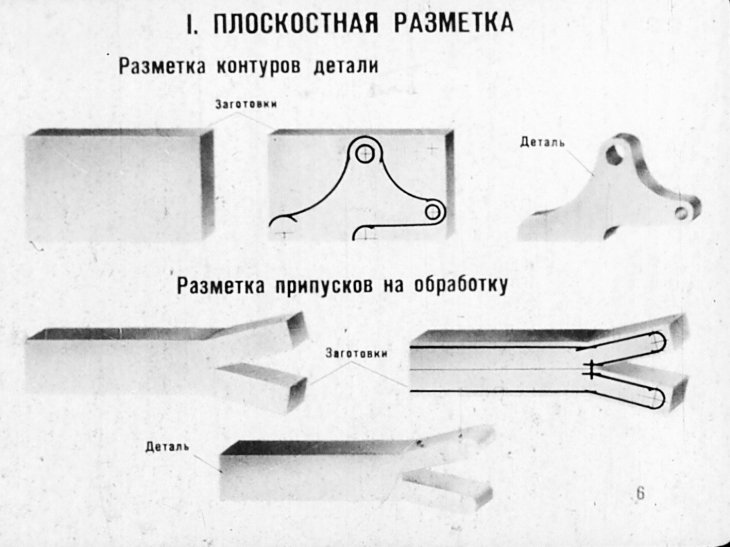 Изучить
чертёж и мысленно разместить план
разметки, определить базы (поверхность)
заготовки от которых следует откладывать
размеры готовить поверхности к
окрашиванию. Для окрашивания используют
различные составы мел разведённый в
воде, раствор медного купороса (CuSO4),
спиртовой лак, и быстро сохнущие лаки,
краски.
Изучить
чертёж и мысленно разместить план
разметки, определить базы (поверхность)
заготовки от которых следует откладывать
размеры готовить поверхности к
окрашиванию. Для окрашивания используют
различные составы мел разведённый в
воде, раствор медного купороса (CuSO4),
спиртовой лак, и быстро сохнущие лаки,
краски.
Техника безопасности при разметке металла
• Перед началом работы проверь исправность разметочного инструмента и его заточку. Молоток должен быть надежно насажен на ручку, чертилка должны быть заточены, на ударной части кернера не должно быть сколов и наклепов.
Рубка металла
При современных способах обработки
материала или заготовок рубка металла
является подсобной операцией. Она
применяется в тех случаях, когда нужно
при невысокой точности обработки ручным
инструментом разделить металл на части
для заготовок, снять толстый слой
металла, устранить неровности и приливы
на поковках и отливках, снять твердую
корку, прорубить канавку.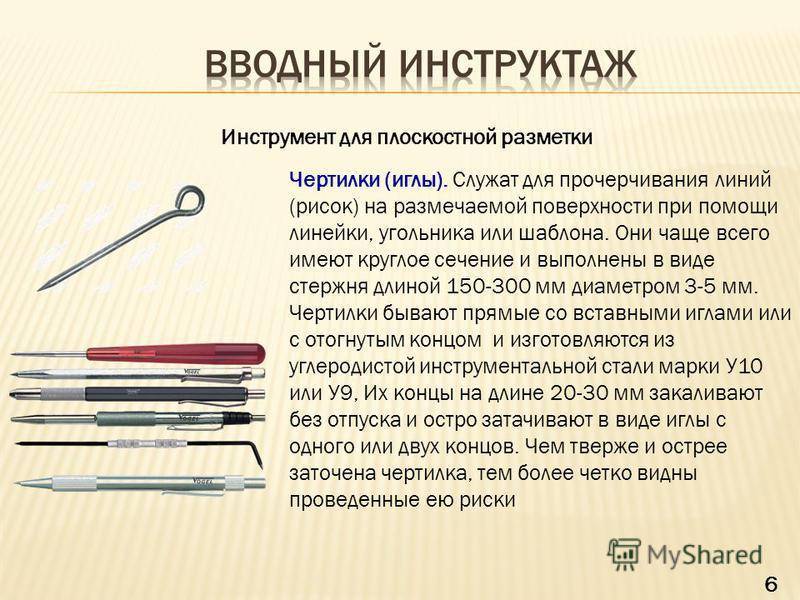 Рубку металла
производят в тисках, на плите и на
наковальне при помощи слесарного
молотка, слесарного зубила, крейцмейселя,
кузнечного зубила и кувалды. Рубка
металла бывает горизонтальная и
вертикальная в зависимости от расположения
зубила во время операции. Горизонтальную
рубку производят в тисках. При этом
заднюю грань зубила устанавливают к
плоскости губок тисков под углом не
более 5°.Вертикальную рубку производят
на плите или наковальне. Зубило
устанавливают вертикально, а перерубаемый
материал укладывают на плите горизонтально.
Рубку металла
производят в тисках, на плите и на
наковальне при помощи слесарного
молотка, слесарного зубила, крейцмейселя,
кузнечного зубила и кувалды. Рубка
металла бывает горизонтальная и
вертикальная в зависимости от расположения
зубила во время операции. Горизонтальную
рубку производят в тисках. При этом
заднюю грань зубила устанавливают к
плоскости губок тисков под углом не
более 5°.Вертикальную рубку производят
на плите или наковальне. Зубило
устанавливают вертикально, а перерубаемый
материал укладывают на плите горизонтально.
Тиски бывают параллельные (рис. 1) —
чугунные со стальными закаленными
накладными губками и стуловые (рис. 2) —
стальные. Материал перерубают
преимущественно в стуловых тисках, так
как они прочнее параллельных. На
параллельных тисках разрешается
перерубать только тонкую сталь. Рубку
тонкого металла, обрубку плоскостей,
приливов, заусенцев, вырубку канавок
производят в тисках, а перерубку толстого
металла или длинных полос и прутков —
на плите или наковальне.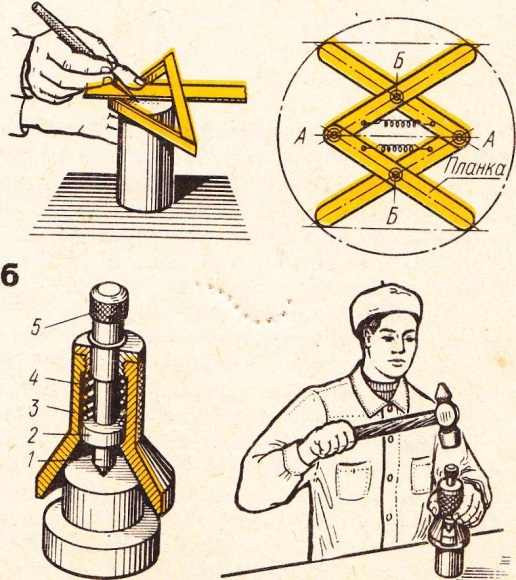 Используемые
при рубке слесарные молотки бывают с
круглыми или квадратными бойками
Используемые
при рубке слесарные молотки бывают с
круглыми или квадратными бойками
Какой метод маркировки металла лучше?
Маркировка и травление | Вторник, 23 апреля 2019 г.
Методы маркировки металлов — сравнение
Прибыльность вашего бизнеса в значительной степени зависит от выбора правильного оборудования для вашего производства и использования соответствующих методов работы . Это относится ко всем видам промышленной деятельности, включая маркировку металлов.
При огромном количестве доступных технологий и коммерческих решений очень сложно выбрать правильный, который будет максимизируйте свои результаты и улучшите свою прибыль .
Поэтому мы решили предоставить обзор основных методов маркировки , надеясь помочь вам оптимизировать ваше производство и сократить ваши расходы .
Итак, давайте сразу к делу.
Понимание специфики вашего производства
Прежде чем мы начнем описывать различные методы маркировки, важно, чтобы вы сначала поняли требования вашего производства.
Как мы уже описывали здесь, для начала следует ответить на следующие вопросы:
- Портативность и использование оборудования . Вам потребуется переносная машина, которую можно легко перемещать и использовать на месте?
- Тип материала – Вам нужно маркировать/травить только металл?
- Стоимость – Сколько денег вы готовы вложить в оборудование?
- Функциональность — вам нужно травить, маркировать или и то, и другое?
- Качество – Требуются ли в вашей сфере деятельности результаты маркировки и травления с высоким разрешением?
- Скорость – Является ли скорость важным фактором для вашего производства?
Ответить на них — это первый шаг к пониманию преимуществ (и недостатков) различных методов маркировки и травления.
Обратите внимание: мы довольно часто используем такие термины, как «маркировка» и «травление» для описания двух похожих процессов. Если вы хотите узнать больше о том, чем они отличаются, нажмите здесь.
Если вы хотите узнать больше о том, чем они отличаются, нажмите здесь.
Обзор различных методов маркировки
- Электрохимическая маркировка
Популярность технологии электрохимической маркировки тесно связана с ее универсальностью и гибкостью .
Поскольку в процессе используется электричество и мягкие электролиты (жидкости для маркировки) , этот метод маркировки подходит только для токопроводящих металлических поверхностей. Однако это охватывает широкий спектр различных металлов и электропроводящих поверхностей, в том числе 9нержавеющая сталь 0007, алюминий, латунь, низкоуглеродистая сталь и титан , и это лишь некоторые из них.
Оборудование для электролитической маркировки доступно по цене и не связано с высокими затратами на техническое обслуживание.
Маркировочные машины портативны и компактны, что является реальным преимуществом, учитывая четкие и стойкие результаты маркировки, которые они обеспечивают .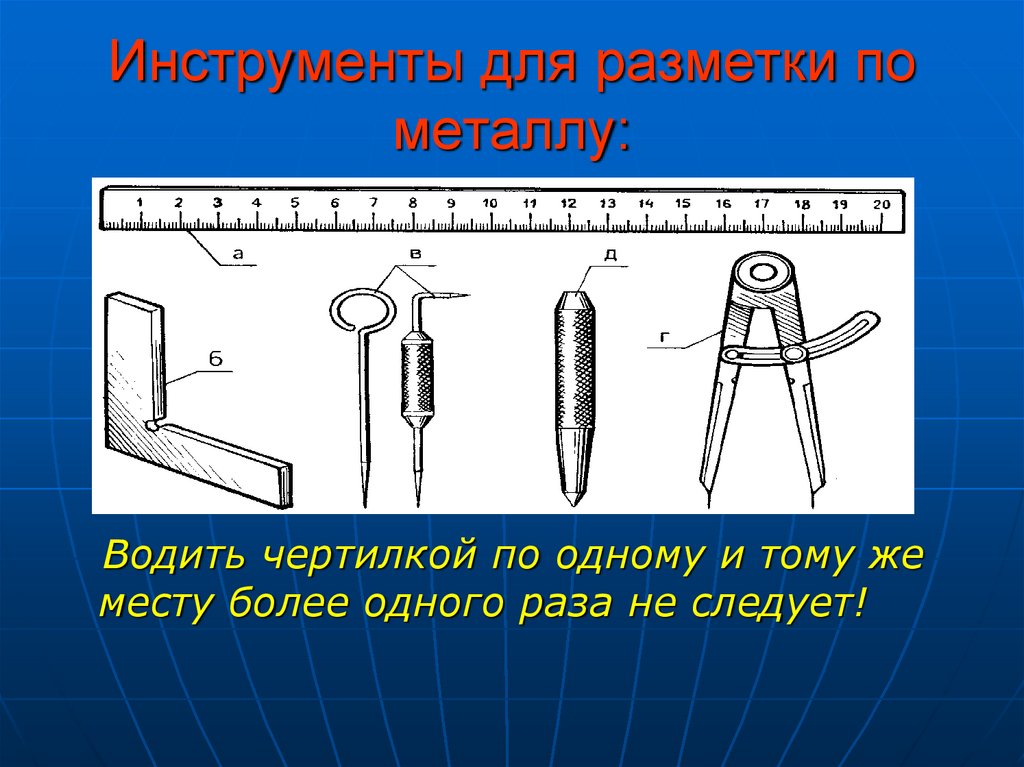
Но есть ли подвох?
Несмотря на практичность, электролитическая маркировка по-прежнему выполняется вручную. Поэтому, вероятно, это не правильный выбор, если вы имеете дело с крупномасштабным серийным производством, где системы с компьютерным управлением могут обеспечить больше преимуществ.
- Лазерная маркировка
Лазерная маркировка является эффективным методом, который обязан своим успехом техническому прогрессу.
В отличие от электрохимического метода, лазерная маркировка подходит для серийного производства , поскольку используемое оборудование в основном стационарное и не управляется вручную.
Этот метод можно использовать на различных материалах, включая металл и пластик. Однако для достижения желаемых и стабильных результатов необходимо выделить значительный объем финансовых средств на покупку качественного оборудования.
Если мы добавим к уравнению инфраструктурные ограничения, становится совершенно ясно, почему этот метод маркировки не подходит для большинства предприятий малого и среднего бизнеса или для небольших объемов производства Точечная маркировка отличается от вышеупомянутых методов тем, что включает более сильный контакт между оборудованием и металлической поверхностью . На самом деле сомнительно, чтобы этот процесс можно было назвать маркировкой, поскольку он намного больше похож на гравюру . Название метода частично происходит от точечного узора , который наносится на поверхность с помощью специальной маркировочной головки, более известной как «стилус». Точечная упрочнение предпочтительно используется только на более толстых металлических поверхностях из-за характера процесса. Маркировка для струйной печати — это в основном индивидуальный процесс печати , в результате которого на металлической (и пластиковой) поверхности наносятся полупостоянные метки. Можно добиться результатов маркировки с высоким разрешением с помощью струйных маркировочных машин, но вы должны быть осторожны при выборе оборудования. Этикетки, созданные с использованием этой технологии, наименее устойчивы к внешним воздействиям и поэтому весьма склонны к выцветанию . Если вернуться к требованиям вашего производства, то вот что следует из нашего анализа различных методов маркировки. Несмотря на то, что существуют мобильные версии машин для лазерной, точечной и струйной маркировки, все они жертвуют качеством продукции ради портативности. Оборудование для электролитической маркировки является единственным, которое обеспечивает максимальную производительность и в то же время разработано для более гибкого производства. Лазерные и струйные методы можно использовать на металле и пластике, в то время как два других метода ограничены только металлическими поверхностями. При всем этом электрохимическое оборудование требует наименьших вложений. Лазерные машины, напротив, самые дорогие. Маркеры Dot Peen и Inkjet находятся в середине ценового диапазона. Электрохимические и лазерные машины способны как маркировать (впечатывать), так и травить (надрезать). Метод струйной печати подходит только для маркировки, а конечный результат точечной обработки наиболее похож на гравировку. Только два из этих методов обещают высококачественные постоянные результаты с высоким разрешением на металлических поверхностях – электрохимическая и лазерная маркировка . За исключением метода точечной печати, все другие методы достаточно быстры . Всегда есть нюансы, связанные с качеством оборудования и вашим подходом к работе, но быстрый результат редко отсутствует. Все перечисленные методы имеют ряд преимуществ и недостатков, так как универсального подхода к профессиональной металлообработке не существует. Однако мы надеемся, что наш анализ поможет вам двигаться в правильном направлении при выборе подходящего решения для маркировки вашего производства . Если вам нужна помощь или дополнительная информация, не стесняйтесь заполнить форму ниже до свяжитесь с нами. Пожалуйста, подождите, пока загрузится форма. Икс Логин партнера Введите свое имя пользователя и пароль здесь для входа на партнерский портал: Еще нет зарегистрированного партнера? Зарегистрируйтесь сейчас Металлические детали и компоненты машин должны быть закодированы напрямую для обеспечения внутренней и внешней прослеживаемости. Поскольку металлические детали различаются по размеру и форме, решения для кодирования и маркировки должны быть достаточно гибкими, чтобы обеспечить читаемость на всех элементах, часто при очень мелком размере шрифта. Высокая скорость производства также является типичным требованием для печати на металлических пластинах или маркировки металлических деталей, в то время как используемые чернила часто должны выдерживать химические процессы. Какие бы металлические детали вы ни производили, наши принтеры обеспечивают надежность и функциональность, необходимые для достижения высокой производительности и точности. Они используются для печати на различных металлических поверхностях, будь то сталь/нержавеющая сталь, железо, медь, латунь, алюминий, золото, серебро или металлическая пластина, и могут работать с различными предметами, такими как кронен-пробки, банки, трубы и провода. Гибкость принтеров Leibinger также позволяет легко печатать сложные коды на любой поверхности, выпуклой, вогнутой или неправильной.
 Краска под давлением отвечает за изменение цвета поверхности, но не оказывает существенного влияния на микроструктуру основного металла.
Краска под давлением отвечает за изменение цвета поверхности, но не оказывает существенного влияния на микроструктуру основного металла. Резюме – плюсы и минусы каждого метода

 Струйная маркировка также может обеспечить точные и четкие результаты, которые, по общему признанию, не столь долговечны. Процесс точечной штамповки является наименее точным из всех этих методов.
Струйная маркировка также может обеспечить точные и четкие результаты, которые, по общему признанию, не столь долговечны. Процесс точечной штамповки является наименее точным из всех этих методов. Вам нужна дополнительная информация?
Загрузка…
Кодирование и маркировка металлических деталей
Кодирование и маркировка металлических деталей

Почему Лейбингер?
Принтеры Leibinger идеально подходят для нанесения маркировки на металлические детали:
Виды приложений
Чемодан
Звук Индустрии 4.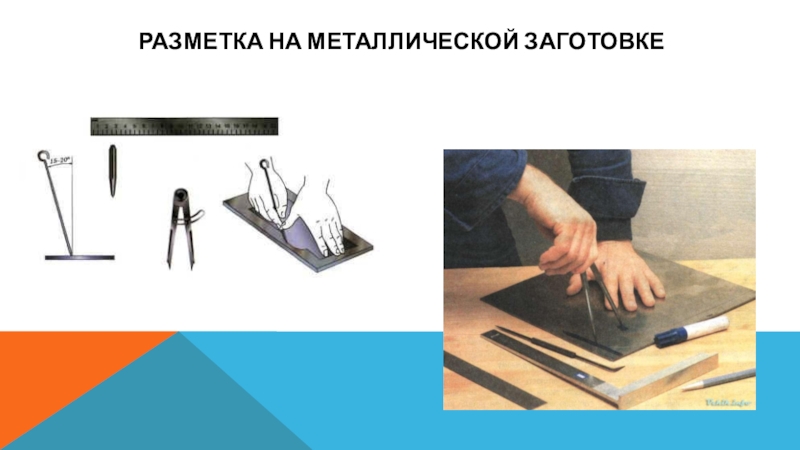 0 >>>
0 >>>
Блог
26 октября 2020 г.
Маркировка проводов – быстро, продуктивно >>>
Преимущества Leibinger >
- Автоматическое уплотнение форсунки Sealtronic
- Сервис и поддержка по всему миру
- Простота использования, простота интеграции
- Немецкое качество и надежность
- Специализированные принтеры (для любой производственной среды)
- Сопло меньшего размера для разборчивой печати
- Простое управление принтером
Наши решения
Системы кодирования и маркировки LEIBINGER
Все системы маркировки LEIBINGER оснащены уникальной технологией блокировки сопла. В режиме ожидания принтеры автоматически и на 100 % герметично закрывают печатающее сопло и позволяют чернилам продолжать циркулировать. Это предотвращает высыхание чернил. Таким образом, этикетировочные системы LEIBINGER не требуют очистки перед запуском или после печати. Экономия времени и средств, чистая производственная среда, высокая доступность, неизменно высокое качество печати и максимальная надежность — вот ваши преимущества LEIBINGER.
В режиме ожидания принтеры автоматически и на 100 % герметично закрывают печатающее сопло и позволяют чернилам продолжать циркулировать. Это предотвращает высыхание чернил. Таким образом, этикетировочные системы LEIBINGER не требуют очистки перед запуском или после печати. Экономия времени и средств, чистая производственная среда, высокая доступность, неизменно высокое качество печати и максимальная надежность — вот ваши преимущества LEIBINGER.
JET3up PI
Пигментный принтер, контрастирующий с остальными
Усовершенствованный, многофункциональный принтер CIJ, специально разработанный для работы с высококонтрастными пигментными чернилами для максимальной читаемости на темных поверхностях. больше >
JET3up
Лучшее решение для CIJ
Усовершенствованный, многофункциональный принтер CIJ для обработки самых сложных и сложных приложений для кодирования и маркировки. Печатает 5 строк со скоростью до 10 м/с. больше >
Печатает 5 строк со скоростью до 10 м/с. больше >
JET2neo
Производительность машины
Принтер среднего класса для всех стандартных приложений для маркировки и кодирования, печатающий до 1777 символов в секунду на трех строках. больше >
Джет один
Все начинается здесь
Принтер начального уровня с привлекательной ценой, предлагающий двухстрочную печать на различных материалах и использующий уникальную технологию Sealtronic. больше >
Ваша отрасль
Аэрокосмическая промышленность
Кодирование и маркировка для аэрокосмической промышленности
В авиационной и аэрокосмической промышленности точная информация, обеспечивающая прослеживаемость , должна постоянно применяться ко всем важным для безопасности отдельным компонентам, даже если они поставляются разными поставщиками по всему миру.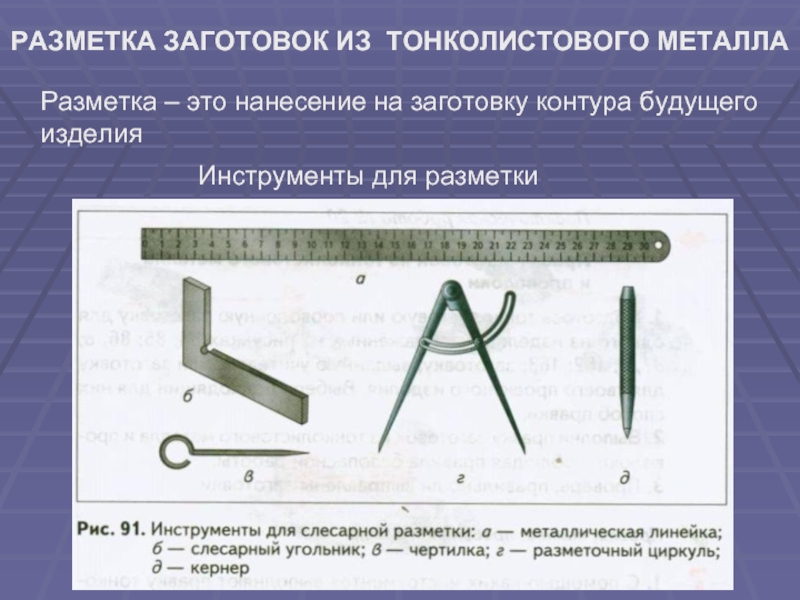 Это делается с помощью штрих-кода или кода матрицы данных, содержащего очень специфические зашифрованные данные. Интеграция таких требований к маркировке в производственный процесс может быть затруднена из-за строгих требований заказчика и сжатых сроков производства.
Это делается с помощью штрих-кода или кода матрицы данных, содержащего очень специфические зашифрованные данные. Интеграция таких требований к маркировке в производственный процесс может быть затруднена из-за строгих требований заказчика и сжатых сроков производства.
больше >
Автомобильный
Кодировка и маркировка для автомобилей
В автомобильной промышленности несколько разных поставщиков устанавливают тысячи отдельных деталей различных форм, размеров и материалов. Это приводит к очень сложным автоматизированным производственным процессам, в которых маркировка каждой детали информацией о прослеживаемости является небольшим, но важным этапом. Струйные принтеры непрерывного действия Leibinger являются надежной частью высокоскоростных производственных линий по всему миру, где наша высокая надежность и уникальная технология печатающих головок Sealtronic обеспечивают минимальные простои и максимальную производительность.
больше >
Строительство, строительство и сад
Кодировка и маркировка для строительства, строительства и сада
Продукты и материалы, используемые в строительстве, строительстве и садоводстве, должны быть изготовлены на века – и то же самое относится к маркировке, используемой для обеспечения прослеживаемости и соответствия нормативным требованиям. Многие используемые материалы требуют надежного, гибкого и надежного решения для кодирования и маркировки.
больше >
Химикаты
Кодирование и маркировка для химических веществ
Кодирование в химической промышленности важно для прослеживаемости, но может быть проблематичным, когда производственная среда жаркая, пыльная или влажная. В таких условиях добиться надежного и качественного кодирования можно только с помощью специально разработанных систем. Также может быть трудно обеспечить прилипание чернил к гладким пластификаторам и гарантировать устойчивость кода в случае утечки химикатов.
Также может быть трудно обеспечить прилипание чернил к гладким пластификаторам и гарантировать устойчивость кода в случае утечки химикатов.
больше >
Электронные и электрические устройства
Кодирование и маркировка для электроники и электрических устройств
В секторах электротехники и электроники такие детали, как печатные платы (PCB), микроконтроллеры, источники света, разъемы, стекловолокна, диоды, дисплеи и кабели, часто нуждаются в маркировке и кодировании . Это делается для предотвращения пиратства продукции, соблюдения нормативных требований и обеспечения возможности отслеживания по всей цепочке поставок. Поскольку эти части часто имеют темный цвет, дополнительная проблема заключается в том, чтобы обеспечить разборчивость кодов, даже если для небольших элементов необходим чрезвычайно мелкий размер шрифта.
больше >
Мебель и игрушки
Кодировка и маркировка для мебели и игрушек
Мебель и игрушки бывают всех форм, размеров и материалов, поэтому высококачественная маркировка необходима для отслеживания и соблюдения законодательства. В частности, древесина, используемая в производстве мебели, имеет различные уровни впитывающей способности, что затрудняет прочную и разборчивую печать.
В частности, древесина, используемая в производстве мебели, имеет различные уровни впитывающей способности, что затрудняет прочную и разборчивую печать.
больше >
Медицинская техника
Кодирование и маркировка для медицинской техники
Упаковка медицинских изделий и сами изделия требуют качественной маркировки переменных данных. Основное внимание уделяется разборчивости и контрастности, что необходимо для отслеживания и соблюдения требований законодательства. В то же время конкурентное давление на рынке медицинских технологий означает, что производители должны максимизировать скорость производственных линий.
больше >
Металл и сталь
Кодирование и маркировка для металла и стали
Кодировка в сталелитейной и металлургической промышленности должна выдержать многое: экстремальные погодные условия, большие колебания температуры, тяжелые нагрузки, суровые условия работы и широкий выбор отделки поверхности. Оборудование, используемое для нанесения номеров партий, логотипов, кодов и другого текста, должно быть надежным, а сама маркировка должна быть долговечной.
Оборудование, используемое для нанесения номеров партий, логотипов, кодов и другого текста, должно быть надежным, а сама маркировка должна быть долговечной.
больше >
Хотите узнать больше?
Свяжитесь с нами и узнайте, как компания Leibinger может повысить качество, эффективность и производительность.
Приветствие* *
Г-н
Г-жа
Мкс.
Выбрать странуАфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаОстров ВознесенияАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаОстров БувеB razilБританские территории в Индийском океанеБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамбоджаКамерунКанадаКанарские островаКабо-ВердеКарибы НидерландыКаймановы островаЦентральноафриканская РеспубликаСеута и МелильяЧадЧилиКитайОстров РождестваКлиппертон-АйлендКокосовые острова (Килинг)КолумбияКоморские островаКонго-БраззавильКонго-КиншасаОстрова КукаКоста-РикаХорватияC УбаКюрасаоКипрЧехияКот-д’ИвуарДанияДиего-ГарсияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭсватиниЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаGib raltarГрецияГренландияГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея -БисауГайанаГаитиОстрва Херд и МакдональдГондурасСАР Гонконг КитайВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургСАР Макао КитайМадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМаврикияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверная КореяСевер МакедонияСеверные Марианские островаНорвегияОманПакистанПалауПалестинские территорииПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРумынияРоссияРуандаРеюньонСамоаСан-МариноСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСинт-МартенСловакияСловенияСоломоновы острова sСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt.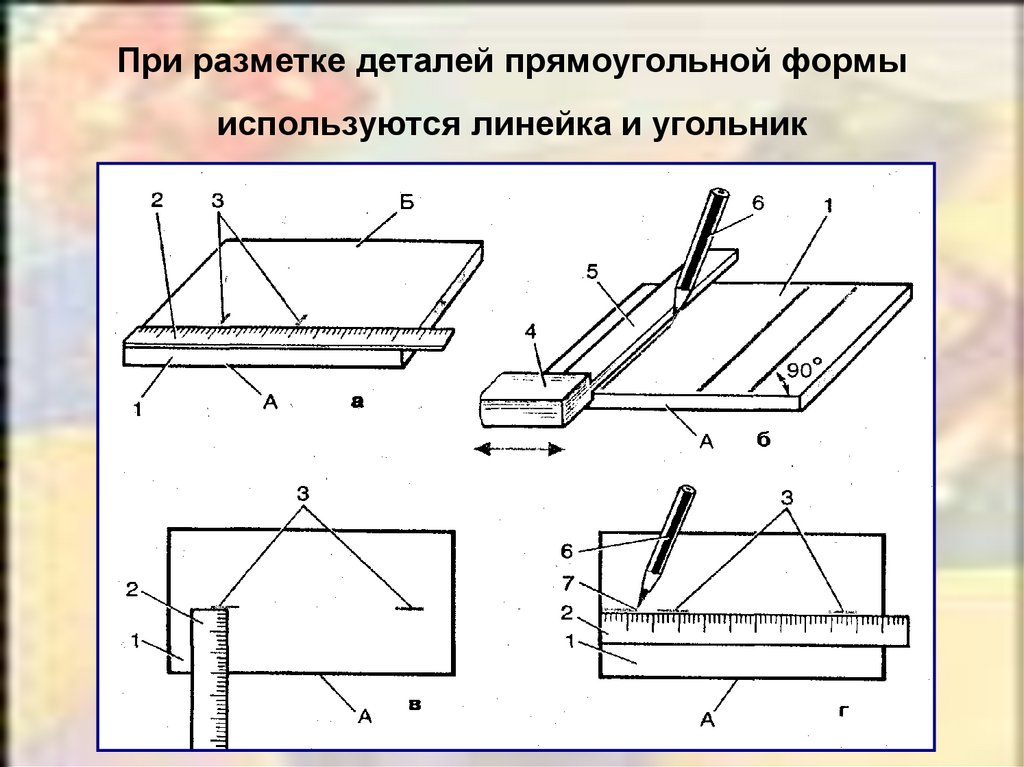 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Да, я хочу получать маркетинговые сообщения о продуктах, услугах и мероприятиях Leibinger. Я могу отменить эту подписку в любое время.
Регистрируясь, вы соглашаетесь на обработку ваших персональных данных компанией Leibinger, как описано в руководстве по защите данных. В случае запросов на продажу вы соглашаетесь на пересылку предоставленных вами данных ответственному партнеру Leibinger в вашей стране.*
В случае запросов на продажу вы соглашаетесь на пересылку предоставленных вами данных ответственному партнеру Leibinger в вашей стране.*
* Обязательные поля
Икс
Получить образец
Хотите посмотреть, как это выглядит вживую? Отправьте нам образец любого материала, и мы покажем вам, какие чернила имеют наилучшие цвета и наилучшие свойства адгезии в соответствии с вашими требованиями к маркировке и кодированию. Смотрите результаты сами!
Свяжитесь с нами
Хотите узнать больше о наших принтерах и о том, как они могут удовлетворить ваши потребности? Поговорите со специалистом Leibinger прямо сейчас!
Приветствие *
Г-н
Г-жа
Мх.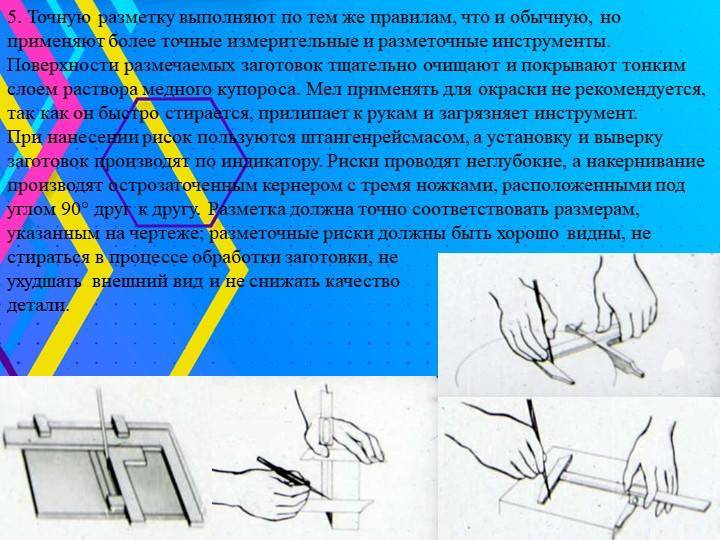
Выберите странуАфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаОстров ВознесенияАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаОстров БувеБразилияБританский Индийский Океанская территорияБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамерунКанадаКанарские островаКабо-ВердеКарибские НидерландыКаймановы островаЦентральноафриканская РеспубликаСеута и МелильяЧадЧилиКитайОстров РождестваКлиппертон-АйлендКокосовые острова (Килинг)КолумбияКоморские островаКонго-БраззавильКонго-КиншасаОстрова КукаКоста-РикаХорватияКубаКюрасаоC ипрЧехияКот-д’ИвуарДанияДиего-ГарсияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭсватиниЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияGr eenlandГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея- БисауГайанаГаитиОстрова Херд и МакдональдГондурасСАР КитайВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургСАР Макао Китай МадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверная КореяСеверная Македония Северные Марианские островаНорвегияОманПакистанПалауПалестинские территорииПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРумынияРоссияРуандаРеюньонСамоаСан-МариноСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСинт-МартенСловакияСловенияСоломоновы острова СомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt. Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Выбрать отделУправление заводом/фабрикойИнжинирингПроизводствоТехническое обслуживаниеНепрерывное улучшениеУправление качествомITЗакупкиДругое
Как вы узнали о нас?
Я существующий клиент
По рекомендации/направлению
Через поисковую систему
Я видел Leibinger на выставке
Другое
Отказ от ответственности-Авторское право
Да, я хотел бы получать маркетинговые сообщения о продуктах, услугах и мероприятиях Leibinger. Я могу отменить эту подписку в любое время.
Я могу отменить эту подписку в любое время.
Регистрируясь, вы соглашаетесь на обработку ваших персональных данных компанией Leibinger, как описано в руководстве по защите данных. В случае запросов на продажу вы соглашаетесь на пересылку предоставленных вами данных ответственному партнеру Leibinger в вашей стране.*
* Обязательные поля
Икс
Получите паспорт безопасности прямо сейчас
Пожалуйста, полностью заполните следующую форму. После отправки вы получите запрошенный паспорт безопасности автоматически по электронной почте.
Приветствие *
Г-н
Г-жа
Мх.
Выберите странуАфганистанАлбанияАлжирАмериканское СамоаАндорраАнголаАнгильяАнтарктидаАнтигуа и БарбудаАргентинаАрменияАрубаОстров ВознесенияАвстралияАвстрияАзербайджанБагамыБахрейнБангладешБарбадосБеларусьБельгияБелизБенинБермудыБутанБоливияБосния и ГерцеговинаБотсванаОстров БувеБразилияБританский Индийский Океанская территорияБританские Виргинские островаБрунейБолгарияБуркина-ФасоБурундиКамерунКанадаКанарские островаКабо-ВердеКарибские НидерландыКаймановы островаЦентральноафриканская РеспубликаСеута и МелильяЧадЧилиКитайОстров РождестваКлиппертон-АйлендКокосовые острова (Килинг)КолумбияКоморские островаКонго-БраззавильКонго-КиншасаОстрова КукаКоста-РикаХорватияКубаКюрасаоC ипрЧехияКот-д’ИвуарДанияДиего-ГарсияДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭсватиниЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияGr eenlandГренадаГваделупаГуамГватемалаГернсиГвинеяГвинея- БисауГайанаГаитиОстрова Херд и МакдональдГондурасСАР КитайВенгрияИсландияИндияИндонезияИранИракИрландияИзраильИталияЯмайкаЯпонияИорданияКазахстанКенияКирибатиКосовоКувейтКыргызстанЛаосЛатвияЛиванЛесотоЛиберияЛивияЛихтенштейнЛитваЛюксембургСАР Макао Китай МадагаскарМалавиМалайзияМальдивыМалиМальтаМаршалловы островаМартиникаМавританияМаврикийМайоттаМексикаМикронезияМолдоваМонакоМонголияЧерногорияМонтсерратМароккоМозамбикМьянма (Бирма)НамибияНауруНепалНидерландыНовая КаледонияНовая ЗеландияНикарагуаНигерНигерияНиуэ Остров НорфолкСеверная КореяСеверная Македония Северные Марианские островаНорвегияОманПакистанПалауПалестинские территорииПанамаПапуа-Новая ГвинеяПарагвайПеруФилиппиныПиткэрнПольшаПортугалияПуэрто-РикоКатарРумынияРоссияРуандаРеюньонСамоаСан-МариноСаудовская АравияСенегалСербияСейшельские островаСьерра-ЛеонеСингапурСинт-МартенСловакияСловенияСоломоновы острова СомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt.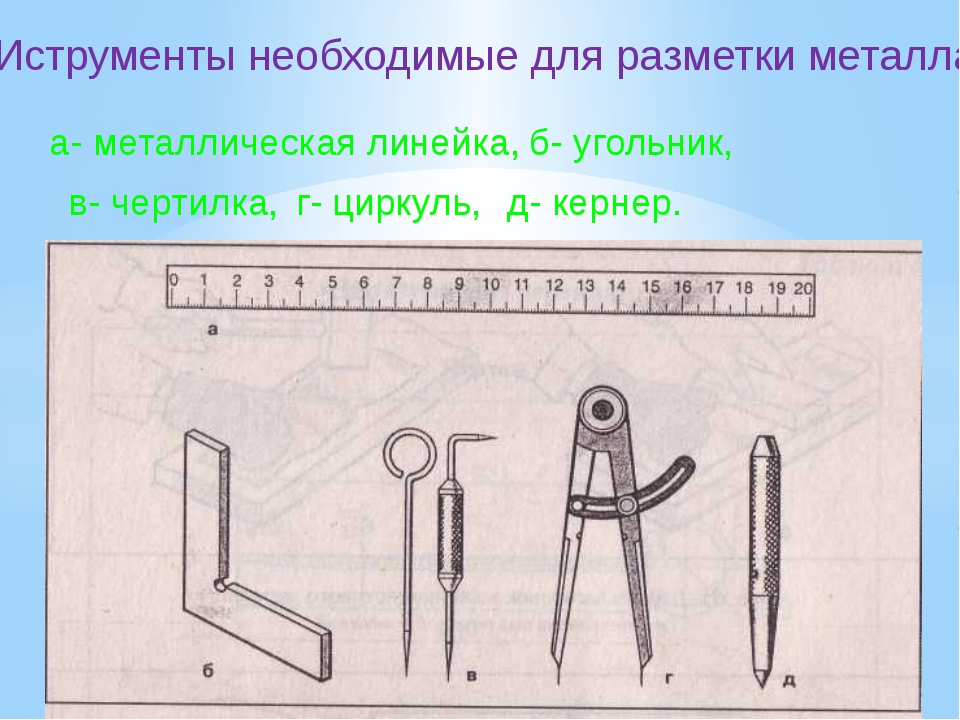 Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Бартелеми Св. ЕленаСв. Китс и НевисСент. Люсия Св. МартинСт. Пьер и МикелонСв. Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенШвецияШвейцарияСирияСан-Томе и ПринсипиТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
ЯзыкНемецкийАнглийскийАнглийский (США)ИспанскийИспанский (США)Французский
Количество чернил или растворителя*
Да, я хочу получать маркетинговые сообщения о продуктах, услугах и мероприятиях Leibinger. Я могу отменить эту подписку в любое время.
Регистрируясь, вы соглашаетесь на обработку ваших персональных данных компанией Leibinger, как описано в руководстве по защите данных.