Размолковать уголок это – Размалковка и смалковка уголков
alexxlab | 14.05.2020 | 0 | Разное
Большая Энциклопедия Нефти и Газа, статья, страница 1
Размалковка
Cтраница 1
Размалковка, смалковка уголков и высадка деталей конструкций должна производиться в горячем состоянии с последующим медленным охлаждением. [2]
Размалковка, смалковка уголков и вы-мдка деталей конструкций должна производиться в горячем состоянии с последующим медленным охлаждение профильной стали должны быть изготовлены из металла мерной длины. [4]
Размалковка, смалковка уголков и высадка деталей конструкций должна производиться в горячем состоянии с последующим медленным охлаждением. [6]
Угол размалковки уголка определяется по формуле VII.9. Каркасный уголок должен быть надежно заанкерен в вертикальных стенках призматической части бункера или в колоннах. [8]
Приспособления для размалковки ( а) и смалковки ( б) уголков. [9]
Высадка, смалковка и размалковка уголков производятся в специальных открытых штампах под пневматическим молотом. Штамповка днищ производится на штамповочных гидравлических прессах, отбортовха и отфланцовка – на фланцовочно-бортовочных станках. [10]
Высадка уголков профилей более 75 Х75 Х8 мм, размалковка и смалковка уголков всех сечений, выбивка листов по кривой поверхности, отбортовка кромок листов и ряд других работ, связанных со значительной деформацией металла, должны производиться в горячем состоянии при нагреве не ниже красного каления. При этом должны быть приняты меры против закалки и пережогов. [11]
При гибке уголков вследствие несимметричности сечения происходят искажение профиля ( размалковка или смалковка) и скручивание. Полностью устранить эти недостатки при цилиндрических роликах не удается. [12]
Виды горячей гибки деталей из прокатной стали: а – гибка листа по кривой; б – изгиб листа под углом; в – изгиб уголка под углом полкой внутрь; г – изгиб уголка по кривой полкой наружу; д – изгиб швеллера в плоскости стенки; е – высадка уголков; ж – размалковка и смалковка уголков. [13]
Виды горячей гибки деталей плоских конструкций: а – гибка листа по кривой; б – изгиб листа под углом; в – изгиб уголка под углом полкой внутрь; г – изгиб уголка по кривой полкой наружу; д – изгиб швеллера в плоскости стенки; е – высадка уголков; ж – смалковка и размалковка уголков. [14]
Виды горячей гибки деталей плоских конструкций: а – гибка листа по кривой; б – изгиб листа под углом; в – изгиб уголка под углом полкой внутрь; г – изгиб уголка по кривой полкой наружу; д – изгиб швеллера в плоскости стенки; г – высадка уголков; ж – смалковка и
Страницы: 1
www.ngpedia.ru
Гибка перехода с квадрата на круг
Рис.64.Гибка перехода с квадрата на круг: 1—прокладка толщиной 1—2 мм; 2—нижний штамп; 3 —листовая заготовка;I—XI—номера рисок.
Рабочим инструментом листогибочного пресса являются матрица и пуансон, которые изготовляются из легированных марок сталей Х12М и могут быть составными и цельными по длине.
Матрица имеет на каждой из четырех граней паз различного размера. Угол гибки детали зависит от ширины паза у матрицы и величины опускания в него пуансона. Чем шире паз и меньше опускание пуансона, тем на меньший угол можно загнуть листовую деталь. Для облегчения подачи и приемки листовой стали рекомендуется применять механизированную тележку к кромкогибочному прессу, которая может двигаться вдоль станка с листовой сталью.
На листогибочном прессе можно производить гибку заготовок конусов, переходов с квадрата на круг (рис. 64). Для этого на заготовки 3 наносят риски и по ним производят гибку штампом 2, начиная с риски I, расположенной с левой стороны по направлению к центру. Дойдя до центральной риски V, гибку производят от крайней риски VI по направлению к центру.
В процессе гибки по первым трем рискам регулируют длину хода ползуна пресса, проверяя правильность по шаблону. Если заготовка в точке А изгибается недостаточно, то гибка производится через прокладку 1 толщиной 1—2 мм. На листогибочных прессах также можно производить смалковку и размалковку уголков при наклоне полок до 1/10. Для облегчения смалковки и размалковки обушки уголков рекомендуется предварительно прострогать так, чтобы толщина уголка в этом месте была на 1—2 мм меньше толщины полки. В этом случае перегиб в уголках происходит точно по обушку.
Правильность гибки деталей проверяют шаблонами. Зазоры между кромкой шаблона длиной 1500 мм (по дуге) и поверхностью детали из листовой стали, полки швеллера или двутавра при гибке на гибочных вальцах или кулачковых прессах не должны превышать 2 мм. Поверхность уголков, швеллеров и двутавров после гибки должна быть ровной и не иметь винтообразности. Длина заготовки определяется как сумма размеров прямолинейных и изогнутых участков детали по нейтральной оси.
Объемы работ по горячей гибке деталей при изготовлении строительных металлических конструкций незначительны, поэтому в имеющихся на заводах кузнечных отделениях работы выполняются чаще всего вручную, такие работы очень трудоемки и выполняются медленно.
При необходимости изготовить детали с большим объемом сложных кузнечных работ (сферических лепестков, отбортовки днищ значительной толщины) заводы металлических конструкций прибегают к кооперированным поставкам или стараются избежать применения горячей гибки в конструктивных решениях.
Горячую гибку деталей применяют, когда гибка в холодном состоянии вызывает напряжения, превышающие предел текучести, в результате чего металл может получить наклеп и стать менее пластичным. Допустимые радиусы и стрелки прогибов для листовой стали, уголка, швеллеров и двутавров, при которых необходимо гибку осуществлять в нагретом состоянии, приведены в СНиП III 18-75. Горячая гибка применяется также при размалковке, смалковке и высадке уголков.
Горячая гибка слагается из нагрева и гибки деталей. Детали больших размеров нагревают в открытых горнах па коксе, который дает быстрый и равномерный нагрев деталей, имеющий решающее значение для быстрого и качественного выполнения гибочных работ. Горячую гибку деталей из стали класса С46/33 производят после нагрева до температуры 900—1000° С и прекращают при температуре не ниже 700°С.
При дальнейшем понижении температуры сталь теряет пластические свойства, становится хрупкой и ломкой. Чрезмерный нагрев деталей ведет к пережогу, в результате чего сталь становится хрупкой, полностью теряет своп механические свойства.
Гибка деталей производится на кузнечных плитах, наковальнях, на пневматических молотах. Стальные кузнечные плиты размером 1500×1500 мм, толщиной 100—150 мм имеют по всей поверхности квадратные отверстия размером 30×30 мм, в которых укрепляются различные приспособления для гибки.
Инструмент гибщика: легкие молотки (ручники) массой 1,5—2 кг для указания места удара; кувалды массой 4—12 кг для ударов по нагретому металлу; кузнечные клещи для захвата раскаленного металла и поддержания его при гибке; гладилки — молотки с расширенной плоской поверхностью с одного конца, предназначенные для передачи через них ударов кувалды на раскаленный металл во избежание местных вмятин и для выглаживания поверхности изгибаемой детали; пробойник для прошивания отверстий; зубила кузнечные для разрубания металла в горячем состоянии; бородки для вытягивания металла при гибке.
www.prosvarky.ru
Способ изготовления решетчатой конструкции
Изобретение относится к области строительства , а именно к снособам изготовления облегченных решетчатых конструкций покрытий с неразрезны.ми поясами. Целью изооретения является унрощение изготов. 1ения решетчатой конструкции и повышение несущей способности. Элементы решетки 3 сечением , например из уголка, выпо.шяют из V-образных элементов с размолкованными концами и прикрепляют их сваркой к обоим кромкам пояса i с образованием замкнутых полостей. При этом между размолкованными концами смежных V-образных эле- .ментов оставляют зазор. После прикрепления V-образных элементов к поясу конструкции эту систему изгибают до примыкания вершин V-образных элементов к второму поясу 2 и осуществляют их при.крепление к этому поясу сваркой 5 ил. I/ Шл J I lO / i ю -ч 05 –J -ч| Ч сриг.5
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК
ÄÄSUÄÄ 1276777 (SD 4 E 04 С 3/09
OllHGAHHE ИЗОБРЕТЕНИЯ
К А BTOPCHOMV СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ (21) 38! 9894/29-33 (22) 29.11.84 (46, 15.12.86. Бюл. № 46 (71) Казанский инженерно-строительный институт (72) И. Л. Кузнецов (53) 624.072.32 (088.8) (56) Патент ФРГ № 3001129, кл. Е 04 С 3/09, опублик. 1983. (54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТОЙ КОНСТРУКЦИИ (57) Изобретение относится к области строительства, а именно к способам изготовления облегченных решетчатых конструкций покрытий с неразрезными поясами. Целью изобретения является упрощение изготовления решетчатой конструкции н иовы;пенис несущей способности. Элементы решетки 3 сечением, например из уголка, выполняют из
V-образных элементов с размолкованными концами и прикрепляют их сваркой и обоим кромкам пояса с образованием замкнутых полостей. Г1ри этом между размолкованными концами смежных V-образных элементов оставляют зазор. После прикре«lления V-образных элементов к поясу конструкции эту систему изгибают до примыкания вершин V-образных элементов к второму поясу 2 и осуществляют их прикрепление к этому поясу сваркой 5 ил.
1276777
Форму,га изобретения ех1н I 11. Б; рес Корректор Е. Рошко
Г нр >«7 18 1!одннсное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж–35, Раушская наб., д. 4/5
Филиал ППП «Патент», г. Ужгород, ул. Проектная, 4
Редактор Н. Слободнн |к
Заказ 5647>26
Изобретение относится к строительству, а именно к способам изготовления облегченных решетчатых конструкци и покрытий с неразрезными поясами.
Целью изобретения является упрощение изготовления решетчатой конструкции и повышение несущей способности.
На фиг. 1 изображена решетчатая конструкция, изготовляемая предлагаемым способом; на фиг. 2 — то же, вариант выполнения; на фиг. 3 — решетчатый прогон в процессе изготовления; на фиг. 4 узел 1 на фиг. 1 — 3; на фиг. 5 — разрез
А- А на фиг. 4.
Способ изготовления решетчатой конструкции иллюстрируется на примере изготовления решетчатого прогона (фиг. 2), включающего неразрезной криволинейный нижний пояс 1 швеллерного сечения, неразрезной прямолинейный верхний пояс 2, соединенные между собой элементами 3 решетки.
Изготовление конструкции осуlllpcTB>lÿñTся следующим образом.
;.>лементь! 3 решетки сечением, например из уголка, выполняют из V-образных элементов с размолкованными концами и прикрепляют их на сварке к обоим кромкам полок пояса 1 с образованием замкнутых полостей. При этом между размолкованными концами смежных V-образных элементов оставляют зазор. После пэикрепления V-образных элементов к поясу конструкции эту сис.гсму изгибают до примыкания вершин V-образных элементов к второму поясу 2 и осуществляют их прикрепление к этому поясу на сварке.
Способ изготовления решетчатой конструкции со швеллерными неразрезными поясами, включающий прикрепление элементов раскосной решетки к одному из поясов, изгиб этого пояса в точках крепления элементов решетки до соприкосновения гребней решетки с вторым поясом и их IlpHKpEllление, от гина>оигийся тем, что, с целькч упрощения изготовления и повышения несущей способности, раскосную решетку выполня!от из отдельных V-образных стержневых э.чемснтов с раз мол кованными конца ми, прикрепленными к поясу с зазором между ними и с образованием замкнутых полостей в местах об1единения пояса с размолкованным концом решетки H зоне сгиба в зазорах.
findpatent.ru
Сварная секция – Большая Энциклопедия Нефти и Газа, статья, страница 3
Сварная секция
Cтраница 3
Долото В132МГ, так же как и долото В112МГ, состоит из двух сварных секций. Оси цапф и шарошек наклонены под углом 57 30 к оси долота. Опора шарошки выполнена по схеме ШШР. Один из шариковых подшипников ( большой) – замковый. Шарошки – самоочищающиеся, оснащены крупными фрезерованными зубьями. Промывочное устройство – боковое, со струйными соплами. [31]
Арки сквозного решетчатого сечения, расположенные с шагом 3 м, собираются на монтаже из восьми сварных секций, соединенных между собой болтами М16 на фланцах. Пояса арки выполнены из гнутого швеллера 100x50x3, решетка – из гнутого одиночного уголка 50×3, развернутого под углом 45 к оси арки. Концы каждого уголка размолкованы до размера по ширине 92 мм. [33]
Для вулканизации корпуса и радиусной части использовали вулканизатор ( рис. 3.48 яс), выполненный из двух сварных секций, рабочие поверхности которых во время вулканизации плотно прижимаются к покрытию ремонтируемого участка на стенке корпуса и по радиусу при переходе на цилиндрическую часть аппарата. Центрирование обеспечивается буртами, входящими в цилиндрическую часть. Для предохранения гуммировочного покрытия от продавли-вания под бурты по всему периметру закладывается металлическая лента толщиной 1 мм. Нихромовые нагревательные элементы изолированы от корпуса вулканизатора. [35]
Для вулканизации корпуса и радиусной части используют вулканизатор ( рис. 4.7, а), выполненный из двух сварных секций, рабочие поверхности которых во время вулканизации плотно прижимаются к покрытию ремонтируемого участка на стенке корпуса и по радиусу при переходе на цилиндрическую часть аппарата. Центрирование обеспечивается буртами, входящими в цилиндрическую часть. [37]
Оросительные холодильники ( см. рис. 102) поставляются в монтажную зону в виде отдельных трубных заготовок ( калачи, трубы мерной длины) либо готовых сварных секций. [38]
Для вулканизации обечайки люка использовали вулканизатор ( рис. 3.48 з), который для удобства монтажа и обеспечения возможности его поджатия к покрытию выполнен из трех сварных секций. Секции вулканизатора поочередно заводятся в горловину люка, соединяются и разжимаются при помощи резьбовых муфт. Для предотвращения выдавливания гуммировочного слоя в зазоры между секциями устанавливают металлическую ленту. [39]
Для вулканизации обечайки люка используют вулканизатор ( рис. 4.7 6), который для удобства монтажа и обеспечения возможности его лоджатия к покрытию выполняют из трех сварных секций. Секции вулканизатора поочередно заводятся в горловину люка, соединяются и разжимаются с помощью резьбовых муфт. Для предотвращения выдавливания гуммировочного слоя в зазоры между секциями устанавливается металлическая лента. [40]
Кабель-росты ( рис. 58) – устройства, на которые укладывают кабели провода при прокладке в линейно-аппаратных залах ( ЛАЗ) телефонных и телеграфных станций, состоят из сварных секций от 3 до 6 м, скрепляемых болтами. Каждая секция представляет собой два прокатных профиля ( ленточная или угловая сталь) толщиной 1 6 – 2 мм, между которыми на расстоянии 250 мм приварены стальные заготовки круглого или плоского сечения. Кабель-росты изготовляют в мастерских. [41]
К типу С относятся долота 2В93С и 2В112С, выпускаемые Верхнесергинским долотным заводом и предназначенные для бурения скважин в них породах, таких как известняки, аргиллиты, алевролиты, глины, мергели. Оно состоит из сварных секций. Их плоскость прилегания расположена симметрично относительно шарошек. [42]
Склад состоит из трех стеллажей. Стеллажи изготовлены из сварных секций, состоящих из вертикальных стоек, к которым с двух сторон приварены посадочные уголки. [43]
К типу С относятся долота 2В93С и2В112С, предназначенные для бурения скважин в средних породах, таких, как известняки, аргиллиты, алевролиты, уплотненные глины, мергели. Оно состоит из двух сварных секций, плоскость прилегания которых расположена симметрично относительно шарошек. [44]
Печь отжига включает камеры нагрева, выдержки, предварительного и окончательного охлаждения. Камера нагрева печи состоит ш металлических сварных секций, футерованных огнеупорным материалом. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Стальной уголок — особенности производства и существующий сортамент
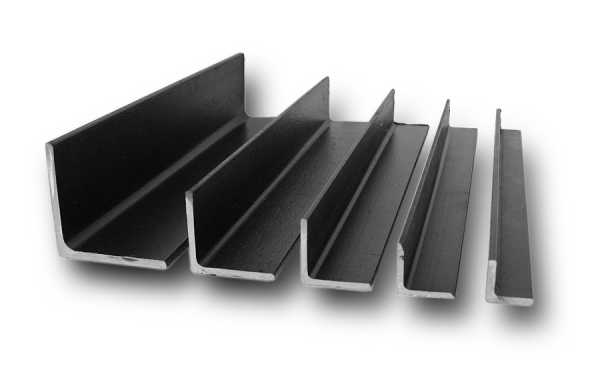
Сортовой прокат Г-образного сплошного сечения — стальной уголок, получивший применение не только в строительстве и монтаже металлоконструкций, но и в других сферах производственной деятельности. Один из самых простых в изготовлении сортов металлопроката, отличается значительным сроком службы и универсальностью, что обеспечило ему большую сферу применения.
Вы всегда можете ознакомиться на нашем сайте с актуальными ценами на стальной уголок.
Назначение и сфера применения
Стальной уголок относится к типу проката, широко применяемом в различных сферах строительства. Главная область применения — монтаж металлоконструкций, армирование перекрытий, усиление монолитных железобетонных сооружений. Из-за своей уменьшенной прочности и невысокой несущей способности (по сравнению с швеллером или двутавром), не может использоваться в качестве основного элемента, только для дополнительного усиления или исключительно в легких металлоконструкциях.
Широко применяется стальной уголок при монтаже ограждающих конструкций, вышек различного назначения, фасадов. Не менее часто встретить его можно в машиностроении, в автомобиле- и кораблестроении, в производстве крановой и другой специальной техники.
Преимущества изделия
К основным преимуществам относят низкую металлоемкость (опять же, в сравнении с двутавром или швеллером), существенно снижающую стоимость производства. Это делает стальной уголок одним из самых востребованных видов сортового металлопроката. Дополнительным плюсом считают и тот факт, что в производстве может быть использована углеродистая сталь с обычными параметрами качества.

Среди дополнительных преимуществ можно выделить:
- Небольшой удельный вес отдельного уголка, существенно упрощающий монтаж металлоконструкций.
- Простота в обработке, крепление и соединение уголков можно осуществлять методом сварки или при помощи болтовых соединений.
- Значительны сортамент проката данного класса и производство по различным технологиям, позволяющее подобрать оптимальный по стоимости вариант с учетом требуемой прочности и несущей способности.
- Высокая устойчивость к износу и большой срок службы.
Особенности производства
Как и другой сортовой металлопрокат, производство стальных уголков может быть организовано с применением различных технологий. Наибольшее распространение получили производственные линии таких типов:
- Производство горячекатаных уголков на современных технологических металлургических линиях. Уголок такого типа отличается повышенной прочностью, устойчивостью к нагрузкам на изгиб и кручение, более четкой геометрией.
- Другой основной технологией, применяемой при производстве стальных уголков, стал изгиб листового проката с применением профилегибочных прессов-станков. Такая технология отличается высокой скоростью производства и более доступной себестоимостью получаемого проката. Но прочность такого уголка уступает горячекатаным изделиям, поэтому область его применения ограничена конструкциями с невысокими нагрузками.
Отличить горячекатаный уголок от гнутого можно по внешнему виду изделий. Первый из них отличается четкой геометрией, ровной гранью (линией сгиба), строго перпендикулярным расположением полок уголка (90 градусов). У гнутого уголка грань закругленная, что происходит в результате холодной деформации листового металла.

При производстве в основном используется сталь следующих марок — Ст0, Ст3цс, Ст3кп, Ст3пс, Ст4кп и другие обыкновенного качества, а также низколегированные 09Г2, 14Г2, 16ГС, 10ХСНД, 17ГС1 и некоторые иные.
Классификация и соответствующие ГОСТы
Производство стальных уголков регламентируется несколькими ГОСТами, наиболее востребованный прокат изготавливают в соответствии со следующими нормативными документами:
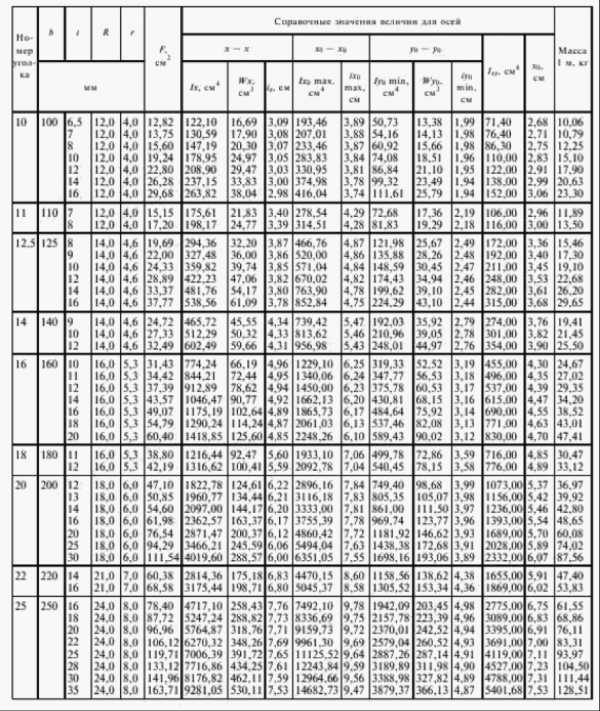
- Горячекатаные уголки по ГОСТ 8509-93 (равнополочные) и ГОСТ 8510-86 (разнополочные). Уголки этих типов отличаются величиной отдельных полок, вторые наиболее эффективно показали себя при монтаже элементов металлоконструкций со сложной конфигурацией (арки, своды). Производители предлагают сортамент с шириной полки от 20 до 250 мм.

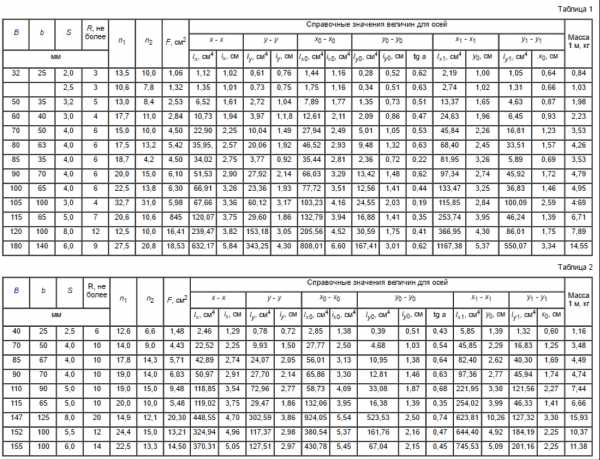
- Гнутые уголки так же делятся на изделия с равными и разными полками, их производство налажено в соответствии с требованиями ГОСТ 19771-93 и ГОСТ 19772-93. Сортамент включает в себя продукцию с размерами полки до 150х100 мм.

Действующие ГОСТы определяют форму и размеры уголков, требования к точности и допустимым отклонениям, сортамент выпускаемой продукции.
Отдельно применяется классификация по точности прокатки, свойственная и другим горячекатаным изделиям.
- Высокая точность (маркировка А).
- Повышенная точность (Б).
- Обычная точность (В).
Особенности поставки
Все уголки поставляются партиями при длине от 2 до 12 метров. При этом существует возможность заказа проката изделиями мерной, кратной мерной или немерной длины. По согласованию с производителем возможен выпуск изделий длиной более 12 метров.
Учитывая значительный сортамент продукции, для определения веса партии уголков целесообразно использовать онлайн калькулятор или воспользоваться таблицы в соответствующих ГОСТах.
promindex.ru
Как правильно устроить молитвенный уголок | Женские интересы
Практически в каждой квартире можно встретить иконы. У кого-то они стоят для красоты, а для некоторых они являются неотъемлемой связью с Богом. У любого верующего в доме находится большое количество икон, расположенных в особом месте − обычно это угол. Полочка для икон − наиболее удобный способ для расстановки образов святых угодников. Ведь иногда душа каждого из нас требует остаться вдали от суетных мирских проблем и просто помолиться.

Неизменные традиции до наших дней
Традиция расположения икон в углу пришла к нам из глубокого прошлого. В любой старинной русской избе можно было встретить «красный угол» с ликами святых. Это считалось самым главным и важным местом в доме, аналогом алтаря, перед которым утром и вечером хозяин дома молился со всей семьей, спрашивая на все благословения у Бога.
«Красный угол» располагался только на самом видном месте, чтобы при входе в избу его сразу можно было увидеть. В старину такие углы с полками для икон были в каждой комнате любого дома. Люди были глубоко верующими, поэтому икона в доме строго почиталась.
В настоящее время такая традиция в православных семьях также соблюдается, но существует несколько особенностей по расположению святыни в доме. Например, строго запрещено устанавливать полки для икон перед магнитофоном или телевизором, или вешать иконы на стену. Также недопустимо ставить иконы на шкаф или в сервант.
Любой верующий знает, что икона может находиться только на специально предназначенном для этого месте, и угловая полка для икон – наилучший для этого способ. Если вы умелец и знаете, как это сделать, то такую полку под силу собрать самому, или же ее можно приобрести в специальных церковных магазинах. Магазинные готовые полки выполнены с учетом всех тонкостей православных традиций, и производятся только из высококачественной древесины (липа, дуб, ольха и т.д. ).
ledistories.com
Уголок для штукатурки откосов: виды, порядок установки
Большая конкуренция в производстве строительных материалов способствует появлению качественных товаров за умеренную стоимость. Кроме этого, многие производители выходят на рынок с новой продукцией и приспособлениями, с которыми раньше специалисты по проведению отделочных работ не имели опыта работы.
К таким изделиям стоит отнести уголок штукатурный – незаменимая деталь для производства внутренней отделки помещения. Правильно применяя данный предмет, можно быть уверенным в том, что углы в помещении станут ровными и надежными.
Штукатурный уголок и его разновидности
 Металлический уголок
Металлический уголокКаждый хозяин, затевая ремонт в своем помещении, очень часто сталкивается с проблемой выравнивания стен и создания качественного покрова для организации финишной отделки. Обращая внимания на углы в комнате, где будет производиться ремонт, многие люди не знают, как правильно выровнять их.
Современные разработчики, занимающиеся производством различной строительной продукции, создали и внедрили в «строительный мир» такое изобретение, как уголок для штукатурки, чему благодарны не только профессионалы-отделочники, но и обычные люди, которые производят самостоятельно ремонт в своей квартире.
Пластиковый уголокЭтот предмет используется для формирования ровного внутреннего или наружного угла. Несмотря на свою простую конструкцию, он требует определенных умений для его установки.
На сегодняшний день различают 2 разновидности конструкции:
- металлический профиллированный угол;
- пластиковый угол.
Каждый из приведенных вариантов имеет свою сферу применения и определенные достоинства и недостатки.
Металлические уголки для штукатурки
 Алюминиевая фурнитура имеет малый вес и более надежна оцинкованного варианта
Алюминиевая фурнитура имеет малый вес и более надежна оцинкованного вариантаШтукатурные уголки из металла классифицируются по форме конструкции и материалу.
В качестве материала для производства штукатурных углов данного типа применяются оцинкованная сталь и алюминий.
Несмотря на то что алюминий можно отнести к роду довольно мягких металлов, требующих аккуратного обращения, уголки из него широко применяются, поскольку материал слабо подвержен коррозии, и изделия из него способны прослужить долгие годы. К тому же алюминиевый угол имеет малый вес, который впоследствии не оказывает дополнительной нагрузки на поверхность.
Уголок из оцинкованной стали более подвержен атмосферным воздействиям, чем алюминиевый аналог, но при этом обладает большими показателями надежности.
Чтобы уголок из оцинкованной стали прослужил вам, как можно дольше и не начал покрываться коррозией, его резать необходимо только ножницами по металлу, а не электрическим шлифовальным инструментом. Монтаж изделий стоит производить аккуратно, чтобы не повредить цинковый слой.
 По форме конструкции все металлические углы для штукатурных работ делятся на 3 вида:
По форме конструкции все металлические углы для штукатурных работ делятся на 3 вида:
- Обычный угол. Имеет вид металлической полосы, изогнутой под 900, толщиной до 0,5 мм. Обычно на бортах изделия в зависимости от фирм-производителей встречается перфорация, которая облегчает вес изделия и придает ему дополнительные адгезионные свойства.
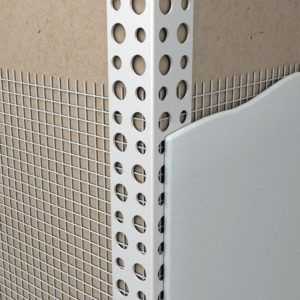
- Штукатурный уголок с сеткой. Металлические углы данного образца широко применяют при производстве штукатурных работ мокрым способом. Особенность конструкции данного изделия заключается в том, что к углу при помощи специальных накладок крепится металлическая сетка шириной 2-4 см. При помощи такой конструкции можно выровнять самые различные поверхности.
- Комбинированный угол. Это тип металлической конструкции, состоящей из алюминиевого или оцинкованного угла и сетки из стекловолокна. С его помощью создаются четкие формы угла на поверхности, а также происходит правильное формирование стыка при помощи сетки. О том, какой вариант лучше выбрать, смотрите в этом видео:
Металлический уголок для штукатурки можно назвать идеальным вариантом для проведения отделочных работ, но из-за своего существенного недостатка (подверженности коррозии) специалисты рекомендуют применять его только под гипсовую шпаклевку или латексное покрытие.
Пластиковые штукатурные углы
 Пластиковые конструкции для оштукатуривания углов создают достаточно большую конкуренцию металлическим аналогам на рынке строительных материалов. Различают несколько типов пластиковых накладок, устанавливаемых в углах:
Пластиковые конструкции для оштукатуривания углов создают достаточно большую конкуренцию металлическим аналогам на рынке строительных материалов. Различают несколько типов пластиковых накладок, устанавливаемых в углах:
- Стандартный пластиковый угол. Аналогичен конструкциям из металла. Основное его отличие в том, что он не подвергается коррозии. Его главный недостаток – это толщина изделия, которая может превышать 1-1,5 мм, и делает его применение невозможным при проведении шпаклевки поверхности, но для штукатурных работ он отлично подходит.
- Арочные пластиковые углы. Конструкции помогают качественно создать арочный проем в помещении. За счет сегментарно разделенного 1 края угла его поверхность можно изгибать на различные радиусы, тем самым создавать ровный угол даже в сложной ситуации.
- Уголки с накладной сеткой. Такие изделия применяются в местах, где будет наноситься толстый слой штукатурки. Сетчатые надставки создают дополнительную фиксирующую основу. За счет этого получается качественный угол даже в самых сложных условиях.
- Универсальный угол. Он имеет сетчатую конструкцию и с его помощью можно создавать не стандартные углы (отличные обычных углов 900) за счет применяемого качественного пластика и специально созданной линии сгиба.
Основное преимущество пластиковых штукатурных углов – это антикоррозионные свойства, позволяющие укладывать его в цементно-песчаный раствор, который по-прежнему остается популярным штукатурным материалом.
Крепление штукатурного угла
 Арочный уголок
Арочный уголокНедостаточно выбрать качественное изделие для обрамления углов из металла или пластика, главной задачей является его установка. Существуют определенные нюансы и постулаты, соблюдать которые порекомендует каждый профессиональный отделочник. К ним следует отнести:
- под углом должна находиться прочная стена;
- угол должен грунтоваться, так же как и стены;
- уголок выставляется по специальным маякам, вмонтированным по уровню;
- уголок следует устанавливать таким образом, чтобы раствор проник во все перфорационные отверстия;
- вертикальность устанавливаемого изделия следует контролировать при помощи уровня;
- в крайних случаях, когда слой отделочного материала слишком тонкий, разрешается применять дополнительное механическое крепление, в качестве которого могут выступать дюбели с пластиковыми гильзами и саморезы;
- штукатурные работы на угловом элементе проводятся в последнюю очередь;
- для оформления угла и убирания лишнего раствора с поверхности пластикового или металлического изделия существуют специальные инструменты;
- затирка угла должна производиться с обеих сторон поочередно, при этом само изделие не должно выступать наружу.
Если при сопоставлении угловой накладки с поверхностью стены, вы увидели, что раствора или гипсового состава недостаточно, чтобы утопить уголок, следует для этих целей применить какой-либо выравнивающий состав или же герметик.
 Подводя итог изложенному материалу, стоит сказать, что штукатурный уголок является незаменимым помощником для хозяина квартиры или дома, пытающегося впервые сделать самостоятельно отделочные работы в своем помещении.
Подводя итог изложенному материалу, стоит сказать, что штукатурный уголок является незаменимым помощником для хозяина квартиры или дома, пытающегося впервые сделать самостоятельно отделочные работы в своем помещении.
Именно произведя правильный выбор изделия и выполнив качественный его монтаж в соответствии с рекомендациями, можно быть уверенным в том, что углы в помещении будут ровными.
moyastena.ru