Развертка для отверстия: виды, инструменты и особенности операции
alexxlab | 18.04.2023 | 0 | Разное
Допуски на диаметр развертки
Так как развертки по металлу являются высокоточным инструментом, то допуски на их диаметр примерно в 3 раза меньше, чем допуски на обрабатываемое отверстие.Диаметр калибрующей части развертки равен номинальному диаметру отверстия. Отклонение от номинала диаметра в системе отверстия с отклонением определяются по таблице:
| Номинальный диаметр разверток, мм | Отклонения | Обозначение полей допусков отверстий ( в скобках указаны устаревшее обозначение допусков) | |||||||||||||||||||
| P7 | N7 (Г) | M7 (Т) | К7 (Н) | К6 | J6 | J7 (П) | H6 | G6 | Н7 (А) | G7 (Д) | H8 (А2а) | F8 (Х) | H9 (А3) | F9 (Х3) | E8 (Л) | h20 (А3а) | E9 | h21 (А4) | D9 | ||
| Предельные отклонения диаметра разверток, мкм (1мкм (µm) = 0,001мм) | |||||||||||||||||||||
| От 1 до 3 | Верхн. | -8 | -6 | -4 | -2 | -1 | 2 | 3 | 5 | 7 | 8 | 10 | 11 | 17 | 21 | 27 | 25 | 34 | 35 | 51 | 41 |
| Нижн. | -12 | -10 | -8 | -6 | -4 | -1 | -1 | 2 | 4 | 4 | 6 | 6 | 12 | 12 | 18 | 20 | 20 | 26 | 30 | 32 | |
| Св. 3 до 6 | Верхн. | -10 | -6 | -2 | 1 | 0 | 2 | 4 | 6 | 10 | 10 | 14 | 15 | 25 | 25 | 35 | 35 | 40 | 45 | 63 | 55 |
Нижн. | -15 | -11 | -7 | -4 | -3 | -1 | -1 | 3 | 7 | 5 | 9 | 8 | 18 | 14 | 24 | 28 | 23 | 34 | 36 | 44 | |
| Св. 6 до 10 | Верхн. | -12 | -7 | -3 | 2 | 0 | 3 | 5 | 7 | 12 | 12 | 17 | 18 | 31 | 30 | 43 | 43 | 49 | 55 | 76 | 70 |
| Нижн. | -18 | -13 | -9 | -4 | -4 | -1 | -1 | 3 | 8 | 6 | 11 | 10 | 23 | 17 | 30 | 35 | 28 | 42 | 44 | 57 | |
Св. 10 до 18 10 до 18 | Верхн. | -8 | -3 | 3 | 0 | 3 | 6 | 9 | 15 | 15 | 21 | 22 | 38 | 36 | 52 | 54 | 59 | 68 | 93 | 86 | |
| Нижн. | -21 | -15 | -10 | -4 | -4 | -1 | -1 | 5 | 11 | 8 | 14 | 12 | 28 | 20 | 36 | 44 | 34 | 52 | 54 | 70 | |
| Св. 18 до 30 | Верхн.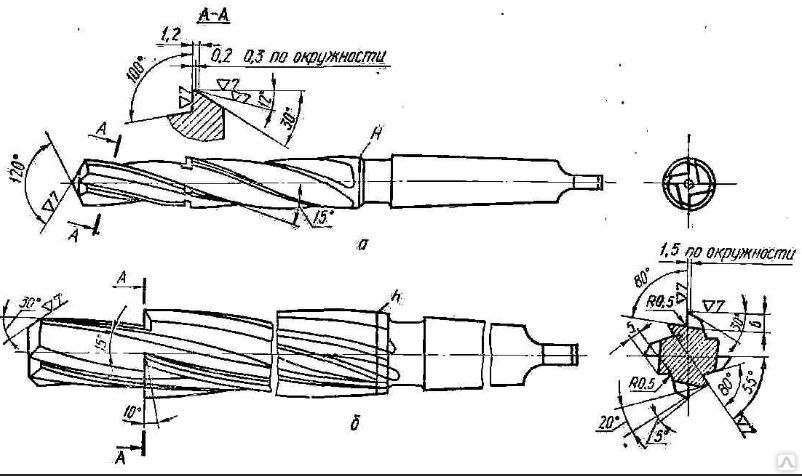 | -18 | -11 | -4 | 2 | 0 | 4 | 7 | 11 | 18 | 17 | 24 | 28 | 48 | 44 | 64 | 68 | 71 | 84 | 110 | 109 |
| Нижн. | -26 | -19 | -12 | -6 | -5 | -1 | -1 | 6 | 13 | 9 | 16 | 16 | 36 | 25 | 45 | 56 | 41 | 65 | 64 | 90 | |
| Св. 30 до 50 | Верхн. | -21 | -12 | -4 | 3 | 0 | 5 | 8 | 13 | 22 | 21 | 30 | 33 | 58 | 52 | 77 | 83 | 85 | 102 | 136 | 132 |
Нижн. | -30 | -21 | -13 | -6 | -6 | -1 | -1 | 7 | 16 | 12 | 21 | 19 | 44 | 30 | 55 | 69 | 50 | 80 | 80 | 110 | |
| Св. 50 до 80 | Верхн. | -26 | -14 | -5 | 4 | 1 | 6 | 10 | 16 | 26 | 25 | 35 | 39 | 69 | 62 | 92 | 99 | 102 | 122 | 161 | 162 |
| Нижн. | -37 | -25 | -16 | -7 | -6 | -1 | -1 | 9 | 19 | 14 | 24 | 22 | 52 | 36 | 66 | 82 | 60 | 96 | 94 | 136 | |
Св. | Верхн. | -30 | -16 | -6 | 4 | 0 | 7 | 12 | 18 | 30 | 29 | 41 | 45 | 81 | 73 | 109 | 117 | 119 | 146 | 187 | 193 |
| Нижн. | -43 | -29 | -19 | -9 | -8 | -1 | -1 | 10 | 22 | 16 | 28 | 26 | 62 | 42 | 78 | 98 | 70 | 115 | 110 | 162 | |
Чтобы уменьшить номенклатуру котельных или конических по металлу разверток, выпускаются внутри одного номинального размера шесть номеров разверток под доводку. Из этих шести номеров выбирают ту развертку, которая ближе подходит по величине и характеру отклонений. Прошлифовав эту развертку по ленточке калибрующей части, получается искомый размер.
Из этих шести номеров выбирают ту развертку, которая ближе подходит по величине и характеру отклонений. Прошлифовав эту развертку по ленточке калибрующей части, получается искомый размер.
| Номинальный диаметр разверток, мм | Отклонения | Номера разверток | |||||
| 1 | 2 | 3 | 4 | 6 | |||
| Предельные отклонения, мкм | |||||||
| От 1 до 3 | Верхн. | 17 | 23 | 30 | 37 | 49 | 69 |
Нижн. | 11 | 17 | 23 | 30 | 39 | 57 | |
| Св. 3 до 6 | Верхн. | 18 | 26 | 34 | 42 | 61 | 85 |
| Нижн. | 12 | 19 | 26 | 34 | 49 | 71 | |
| Св. 6 до 10 | Верхн. | 21 | 29 | 39 | 53 | 73 | 102 |
| Нижн. | 13 | 21 | 29 | 43 | 59 | 86 | |
| Св. 10 до 18 | Верхн. | 25 | 34 | 46 | 64 | 86 | 124 |
Нижн.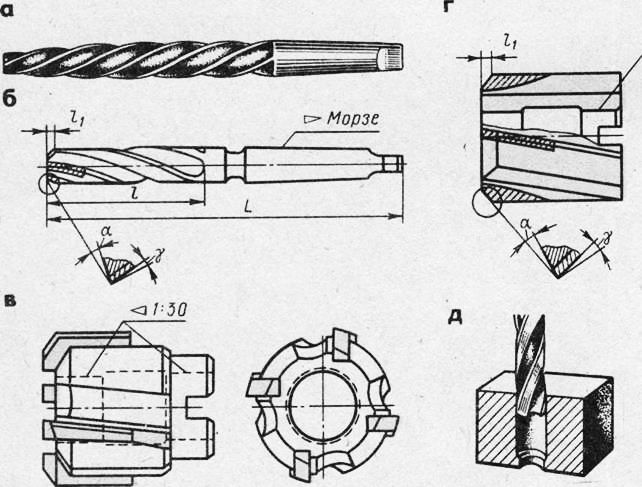 | 16 | 25 | 34 | 52 | 70 | 104 | |
| Св. 18 до 30 | Верхн. | 28 | 38 | 52 | 76 | 104 | 152 |
| Нижн. | 18 | 28 | 38 | 62 | 84 | 127 | |
| Св. 30 до 50 | Верхн. | 33 | 45 | 61 | 90 | 126 | 180 |
| Нижн. | 21 | 33 | 45 | 74 | 101 | 152 | |
| Св. 50 до 80 | Верхн. | 36 | 50 | 70 | 105 | 145 | 214 |
Нижн.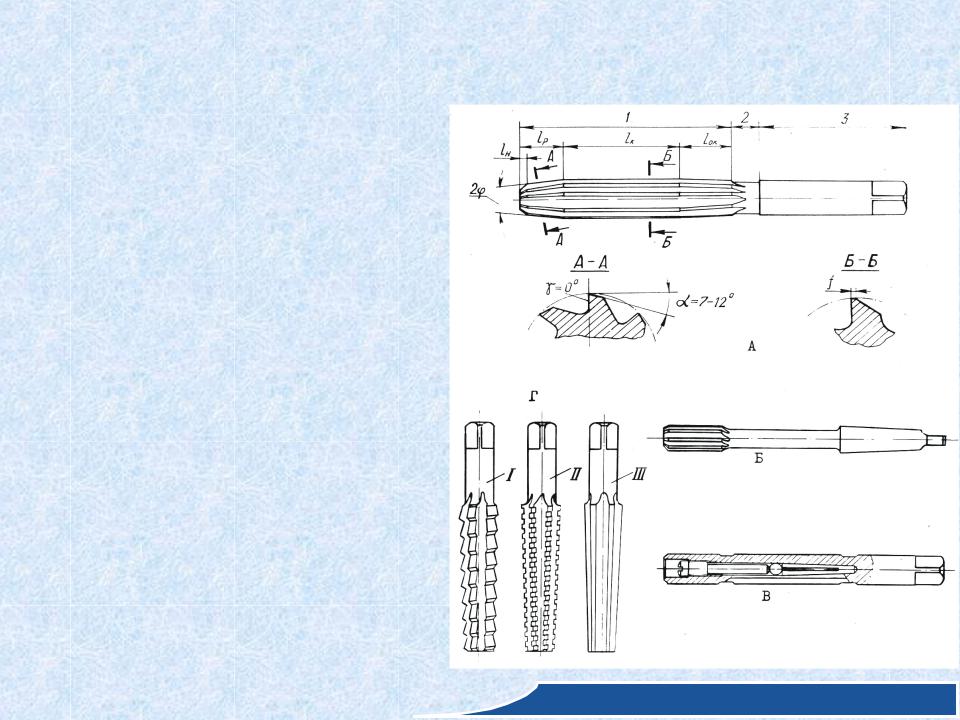 | 22 | 36 | 50 | 85 | 117 | 182 | |
| Св. 80 до 120 | Верхн. | 41 | 57 | 82 | 122 | 167 | 251 |
| Нижн. | 25 | 41 | 57 | 97 | 135 | 213 | |
Похожие товары:Сверлильный инструментРезьбонарезной инструментДопуски на диаметр разверткиДопуска металлорежущего инструмента
инженер поможет – Развертка по металлу
Отверстия в металлических заготовках, которые дорабатываются развёрткой, были получены с помощью сверления, расточки резцами или зенкерования. Развёртыванием добиваются от 6 до 9 квалитета точности и шероховатости поверхности не более 0,32-1,25 мкм. Такое высокое качество достижимо благодаря тому, что в отличие от резца или сверла, развёртка имеет увеличенное количество режущих кромок, которые срезают более тонкий слой металла с заготовки – от нескольких сотых миллиметра.
Развёртка – это стержень в форме цилиндра, состоящий из рабочей части с режущими плоскостями и гладкой части с хвостовиком квадратным и коническим, служащим для закрепления инструмента в процессе обработки. Рабочая часть, в свою очередь, состоит из нескольких частей, различающихся по геометрии. Небольшой участок спереди заточен под конус, затем режущий или приёмный отрезок, после него идет направляющий цилиндрический участок. Заканчивается рабочая часть развёртки задним отрезком в идее обратного конуса. Сам процесс резания происходит при совместном применении поступательного и вращательного движений, аналогично сверлению или зенкерованию.
Развёртки производят с прямыми режущими кромками или со спиральными. Спиральные развёртки в левом исполнении используются при работе в направлении по часовой стрелке, в правом – когда вращение инструмента будет против часовой стрелки. Если неправильно подобрать тип спирали, развёртка затягивается в отверстие. Машинная может выскочить из шпинделя станка, возможна поломка как хвостовика, так и места крепления.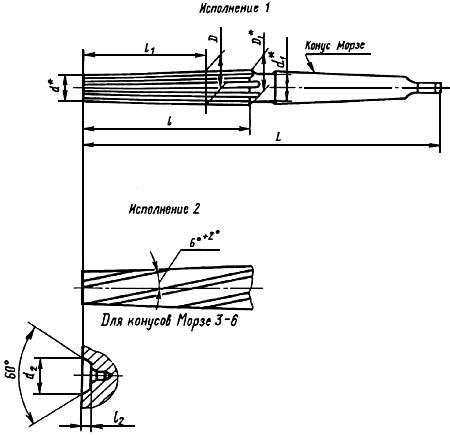 Ручная будет испытывать большие нагрузки при работе и заедать. Да и вообще, для всех спиральных развёрток характерны повышенные усилия в процессе резания. Целесообразно их применять при условии наличия в отверстии пропилов или канавок, в которые попадут зубья развёртки. Начало и конец режущей спирали будут расположены на необходимой длине по двум сторонам углубления в инструменте при достаточной величине угла наклона спирали. Значение тангенса этого угла должно быть больше соотношения удвоенной ширины канавки в длине обрабатываемого отверстия.
Ручная будет испытывать большие нагрузки при работе и заедать. Да и вообще, для всех спиральных развёрток характерны повышенные усилия в процессе резания. Целесообразно их применять при условии наличия в отверстии пропилов или канавок, в которые попадут зубья развёртки. Начало и конец режущей спирали будут расположены на необходимой длине по двум сторонам углубления в инструменте при достаточной величине угла наклона спирали. Значение тангенса этого угла должно быть больше соотношения удвоенной ширины канавки в длине обрабатываемого отверстия.
Вследствие неравномерности действия сил на каждую спираль в радиальном направлении, на поверхности отверстия могут образовываться небольшие углубления, чередующиеся с выступами, которых не должно быть у качественной детали. При повторной обработке все эти дефекты сохраняются, так как положение зубьев, расположенных друг относительно друга на одинаковом расстоянии, не изменится. Как выход – изменение геометрии спиралей, расположение их неравномерно. При вращении спираль каждый оборот будет попадать на новое место, сглаживая неровности отверстия. Чтобы избежать сложных измерений при контроле инструмента, лучше расположить режущие кромки напротив попарно, но через разное расстояние.
При вращении спираль каждый оборот будет попадать на новое место, сглаживая неровности отверстия. Чтобы избежать сложных измерений при контроле инструмента, лучше расположить режущие кромки напротив попарно, но через разное расстояние.
Поэтому развёртки всегда производят с чётным количеством зубьев, расположенных неравномерно вдоль дуги размером 180 градусов, последующая дуга 180 градусов аналогична первой. Канавки при получении развёрток нарезаются угловыми (с углом зубцов 80-85 градусов) или фасонными кривозубыми фрезерами. Высота канавки обычно равна 0,20-0,28 шага спиралей, а затылочный угол кромки равняется 5-6 градусов. Ширина фаски может иметь значения от 0,1 миллиметра при диаметре инструмента – 3-7 миллиметров до 0,30 миллиметра при диаметре больше 100 миллиметров. Также в зависимости от диаметра и конструкции количество зубьев будет различным. Форма режущей части делается закругленной с радиусом 1 миллиметр для диаметра развёртки 3-5 миллиметра; 1,5 миллиметра – для 5-8 миллиметров; 2,0 – для 8-14 миллиметра и при диаметре инструмента более 14 миллиметров радиус закругления берётся 2,5 миллиметра.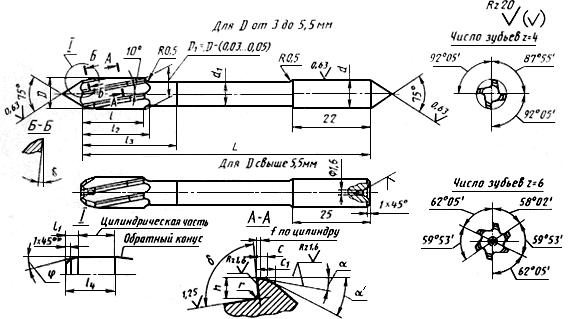 Скруглённая форма предполагает трудности в заточке и производстве развёртки. Более простая конфигурация – это полого скошенная фаска режущей части.
Скруглённая форма предполагает трудности в заточке и производстве развёртки. Более простая конфигурация – это полого скошенная фаска режущей части.
Её длина должна быть достаточной, так как вся основная работа при резании будет исполняться этим отрезком. Угол наклона режущей части при обработке чугунных заготовок на станках – 4-5 градуса, при обработке деталей из железа и стали – 10-12 градусов. Длина режущего участка для ручных инструментов гораздо больше, примерно одна четвёртая часть от всей длины развёртки. Например, при диаметре 3-6 миллиметров его величина 12,5 миллиметров плюс три десятых от диаметра, а при диаметре больше 27 миллиметров – 25 миллиметров плюс шесть десятых диаметра инструмента. Для снятия металла в местах отверстия, где припуск на развёртывание может быть чуть больше допустимого, используется короткая передняя часть в форме конуса с углом 45-50 градусов. То есть сначала происходит черновое, а потом чистовое развёртывание. Половина зубцов в развёртке по системе Мая обработана в соответствии с чистовым припуском, вторая половина имеет короткий первоначальный участок и выполняет черновое развёртывание.
Переход режущей и направляющей цилиндрической частей выполняется не резким, отшлифовывается абразивным инструментом. Длина направляющего отрезка ручных развёрток гораздо больше, чем машинных, или, примерно, в три раза. Величина обратного конуса задней части у ручных развёрток поменьше (0,000125), у машинных – 0,001–0,003, причём, для инструментов, работающих в револьверных станках, эту величину умножают на 2 или 3.
Все развёртки подразделяют на ручные и машинные по виду работы. Конструкции инструмента могут быть нескольких типов – насадные, переставные, Гишольта (с привёртными зубьями), постоянные (обыкновенные) и расширительные в ручном и машинном исполнении. Форма развёрток бывает цилиндрической или конической. Отверстия с помощью воротка получают ручными развёртками с диаметром от 3 до 50 миллиметров. При удалении больших припусков вручную используют инструмент с передним участком, на котором есть винтовая нарезка. Она способствует более точной и плавной подаче развёртки.
Для ручного развёртывания сквозных отверстий применяют расширительную развёртку, имеющую конический винт. Основная работа выполняется средней частью инструмента. Переставная развёртка – более прогрессивный инструмент. Но она тоже используется для сквозных отверстий или глухих, при условии, что оно имеют не меняющийся диаметр по всей длине отверстия. Для этой развёртки характерна симметричная форма, изменяющаяся по диаметру и удлиненная передняя часть перед режущей частью. Коническим винтом 2 на 2 градуса переставляют развёртку, контргайками затягиваются вставные лезвия, изготовленные из инструментальной стали (или быстрорежущей). Использование быстрорежущей стали не рекомендуется как менее стойкой при небольших скоростях резания и низкой температуре. Из литой мартеновской стали получают сам корпус инструмента.
Постоянные развёртки имеют большее количество зубьев, чем переставные. Диапазон диаметров от 15 до 150 миллиметров, число зубьев – 6-12. Зубья ручных и машинных постоянных развёрток затачиваются по-разному. Хвостовик ручных инструментов делают квадратным, а машинных – круглый или конический.
Хвостовик ручных инструментов делают квадратным, а машинных – круглый или конический.
Более дешёвые машинные развёртки – это насадные. Они крепятся на оправку с выступами, которые заходят в вырезы на коническом отверстии. Для производства этих развёрток используется инструментальный и быстрорежущий металл.
Развёртка после двух-трёх заточек уменьшается в диаметре, и снижается точность обработки. Поэтому часто у развёрток имеются привёртные зубья (система Гишольта). Их периодически снимают, подкладывают на их место латунь или плотную бумагу, увеличивая этим диаметр, потом шлифованием достигают нужного размера развёртки.
Нечасто пользуются в работе расширительными машинными развёртками из-за их невысокой прочности. В основном, применяют машинные развёртки с переставными зубьями, закрепляемыми гайками, для сквозных отверстий и зажимными планками или круглыми шпонками с конусными винтами – для глухих отверстий.
Существуют также конструкции развёрток с разнонаклонёнными зубьями, улучшающими гладкость поверхности отверстия. Развёртками с волочащимися резцами обрабатывают крупные отверстия.
Развёртками с волочащимися резцами обрабатывают крупные отверстия.
Коническими развёртками получают соответственно конические отверстия. Если отверстие очень большое, то сначала его рассверливают, а потом расширяют комплектом развёрток. После прохода первой развёрткой из цилиндрического образуется ступенчатое отверстие. Черновым проходом второй развёрткой снимаем углы. Третья выполняет чистовую обработку.
Небольшие конические отверстия развёртывают коническими развёртками с круто наклонённой спиралью, при этом срезаемый слой металла удаляется очень легко. Более совершенным будет для этой операции комбинированный инструмент сверло плюс коническая развёртка, позволяющий закончить операцию за один проход. Для развёртывания очень маленьких отверстий используют пятигранный конический стержень, называемый развёрткой системы Стубса.
В зависимости от материала заготовки скорости резания варьируются от самой низкой 2-4 м/мин по бронзе до 10-15 м/мин по меди.![]() Для стали – это 3-4 м/мин при обработке развёрткой из инструментальной стали и 4-5 м/мин, когда режем инструментом из быстрорежущей стали. Величина подачи будет меньше для более твёрдых материалов.
Для стали – это 3-4 м/мин при обработке развёрткой из инструментальной стали и 4-5 м/мин, когда режем инструментом из быстрорежущей стали. Величина подачи будет меньше для более твёрдых материалов.
Bead Hole Reamer – Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(
39 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Узнать больше.
)
Комбинированный инструмент для снятия фаски и развертки
Описание продукта
Два инструмента в одном для обработки 20-миллиметровых столешниц
Система Parf основана на точном допуске прилегания между собачками и собачками — ни слишком туго, ни слишком свободно. Изменения влажности могут затруднить вставку или извлечение 20-мм собачек. Этот комбинированный инструмент для снятия фаски и развертки UJK, изготовленный из нержавеющей стали, выполняет две задачи одновременно.
Изменения влажности могут затруднить вставку или извлечение 20-мм собачек. Этот комбинированный инструмент для снятия фаски и развертки UJK, изготовленный из нержавеющей стали, выполняет две задачи одновременно.
Этот инструмент 2-в-1 с шестигранным хвостовиком 10 мм можно использовать в вашем любимом аккумуляторном сверлильном патроне (используйте медленную скорость). Часть расширителя имеет пологий ввод и четыре режущие канавки для расширения отверстий до точного размера. С этим многофункциональным инструментом для деревообработки ваши 20-миллиметровые собачки будут плотно прилегать, не шатаясь, но при этом их можно будет без труда снять.
После развертки в дело вступает инструмент для снятия фаски по дереву. Он вырезает аккуратную неглубокую фаску вокруг верхней части собачьей дыры. Эта фаска позволяет в полной мере использовать наши соединительные собачки Power-Loc или Smart Connect Bench, а также UJK Parf Super Dogs или любую другую 20-миллиметровую собачку, в которой используется выступ. Кроме того, за счет удаления острых краев вокруг отверстия предотвращается повреждение от многократного введения собачек, зажимов и других принадлежностей. Фаска оснащена твердосплавным резцом из карбида вольфрама с четырьмя регулируемыми режущими сторонами.
Кроме того, за счет удаления острых краев вокруг отверстия предотвращается повреждение от многократного введения собачек, зажимов и других принадлежностей. Фаска оснащена твердосплавным резцом из карбида вольфрама с четырьмя регулируемыми режущими сторонами.
ПРИМЕЧАНИЕ: Этот резак лучше всего работает с МДФ, ХДФ или фанерой с меламиновым покрытием. НЕ рекомендуется для шпона твердых пород фанеры, где высокая скорость резания традиционного деревообрабатывающего фрезера и фрезы с направляющим подшипником обеспечат превосходный результат.
- Нержавеющая сталь, 4-зубая развертка с фрезой TC
- Восстанавливает допуск плотных собачьих отверстий в столешницах
- Фаска позволяет в полной мере использовать наши соединительные собачки Power-Loc или Smart Connect Bench, а также UJK Parf Super Dogs
- Шестигранные хвостовики 10 мм для надежного захвата
- Фаска оснащена твердосплавной фрезой
- Использование системы направляющих UJK Parf — Часть 1, Питер Парфитт
- Использование системы направляющих UJK Parf — часть 2, Питер Парфитт
- Как просверлить столешницу толщиной 20 мм с помощью PGS, Дэйв Стэнтон
- Как сделать станцию быстрой резки на гусеничной пиле, Питер Парфитт
- Руководство пользователя системы UJK Parf Guide
- Чертеж системы направляющих UJK Parf — создание изометрической режущей поверхности в стиле MFT/3
- Чертеж системы направляющих UJK Parf — схемы хранения
Есть предложение сделать эту страницу еще лучше? Ваши отзывы и предложения всегда приветствуются!
Прочие детали
На продукцию, не принадлежащую торговой марке TSO, распространяется гарантия соответствующего производителя.
Видео о продуктах
Видео Скрыть видео Показать видео
Пользовательское поле
Обзоры продуктов
Написать обзор
UJK Technology
UJK Комбинированный инструмент для снятия фаски и развертки
10 отзывов Скрыть отзывы Показать отзывы
- 5
Комбинированная фаска и развертка UJK
Опубликовано big bob 3 февраля 2023 г.

очень специфичный… должен иметь стол MFT или отверстия 20 мм. оживил мой 15-летний стол, чтобы я снова мог использовать свои скамейке.
- 5
Развертка для снятия фаски
Размещено Россом 31 января 2023 г.
Инструмент, без которого вы не можете жить, если у вас есть 20-миллиметровая столешница. Удаляет клей и мусор, обеспечивая хорошую хватку собаки
- 5
Необходим для ухода за сетками 20 мм
Опубликовано Джимом в Пенсильвании 18 января 2023 г.

Этот комбинированный инструмент для снятия фаски и развертки, ИМХО, является важным инструментом для поддержания 20-миллиметровой сетки на рабочих поверхностях, особенно когда в игру вступают клей, отделка и другие жидкости. Отверстия правильного размера обеспечивают ожидаемую точность при использовании 20-миллиметровых аксессуаров для собак, включая плотное, но легкое введение и удаление. Фаска, которую также поддерживает этот инструмент, помогает предотвратить повреждение верхнего края отверстий и позволяет постоянно использовать продукты для собак, которые имеют скошенный фланец для поддержки их в отверстиях. Он хорошо сделан и должен служить всю жизнь.
- 5
Чанфер и развертка
Опубликовано Крейгом Хиксоном 9 января 2023 г.

Ример отлично работает, жаль, что у меня не было год назад
- 5
Инструмент для снятия фаски
Опубликовано Ларри Дженкинсом 5 января 2023 г.
Очень красивый предмет; хорошо спроектированный; быстрая доставка делает именно то, что должна делать. Компания продает потрясающие продукты
- 4
Смешанные мысли
Размещено Марио Гонсалесом 29 декабря 2022 г.
Мне нравится вес этого инструмента.
 Тем не менее, он немного увеличивает 20-миллиметровое отверстие, прежде чем достигает фаски. Это будет полезно, если в отверстия попадет клей или отделка, в противном случае для этой работы лучше подходит ручной инструмент для снятия фаски.
Тем не менее, он немного увеличивает 20-миллиметровое отверстие, прежде чем достигает фаски. Это будет полезно, если в отверстия попадет клей или отделка, в противном случае для этой работы лучше подходит ручной инструмент для снятия фаски. - 3
Отсутствует документация
Размещено Ричардом 30 ноября 2022 г.
Только что заказал и получил этот дорогой товар. Ни инструкции, ни чека. Даже пятидолларовая покупка на Amazon сопровождается документацией.
- 5
Фаска и развертка
Опубликовано Джоном Грином 4 мая 2022 г.
Используется для верхней части Bora Centipede 20 мм. Сделал очень хорошую работу по исправлению размера отверстия и чистой фаски. Ближе к концу использования стал горячим на ощупь, но не слишком.
- 5
Инструмент для снятия фаски и развертки
Опубликовано Дэйвом Стэнтоном 1 апреля 2022 г.
Я немного скептически отнесся к этому инструменту, так как слышал, что люди говорят, что он сильно нагревается. Тем не менее, у меня есть один сейчас, и я не заметил нагрева. Я включил дрель на низкой скорости в соответствии с инструкциями, держал дрель отвесно и понеслось, отверстие за отверстием. Очень полезно, если вы живете во влажном климате и волокна в ваших собачьих норах набухают.
