Развертка отверстий: виды, инструменты и особенности операции
alexxlab | 15.02.2023 | 0 | Разное
|
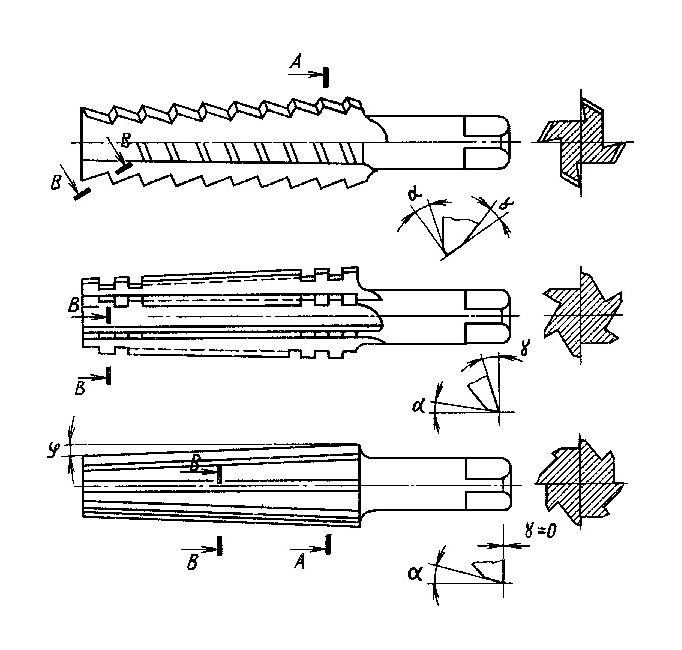
Развертывание отверстий Категория: Зенкерование и развертывание Развертывание отверстий Развертывание — это процесс чистовой обработки отверстий, обеспечивающей точность 7 —9-го квалитетов и шероховатость поверхности 7 —8-го классов. Инструмент для развертывания — развертки. Развертывание отверстий производят на сверлильных и токарных станках или вручную Развертки, применяемые для ручного развертывания, называются ручными, а для станочного развертывания — машинными. Машинные развертки имеют более короткую рабочую часть. По форме обрабатываемого отверстия развертки подразделяют на цилиндрические и конические. Ручные и машинные развертки состоят из трех основных частей: рабочей, шейки и хвостовика. Рабочая часть развертки, на которой имеются расположенные по окружности зубья, в свою очередь делится на режущую, или заборную, часть, калибрующую цилиндрическую часть и обратный конус. Режущая, или заборная, часть на конце имеет направляющий конус (скос под углом 45°), назначение которого состоит в снятии припуска на развертывание и предохранении вершины режущих кромок от забоин при развертывании. Режущие кромки заборной части образуют с осью развертки угол при вершине 2Ф (для ручных разверток 0,5 — 1,5°, а для машинных 3-5° ). Калибрующая часть предназначена для калибрования отверстия и направления развертки во время работы. Каждый зуб калибрующей части вдоль рабочей часта развертки заканчивается канавкой, благодаря которой образуются режущие кромки; кроме того, канавки служат для отвода стружки. Рис. 1. Зенковки: а — с постоянной направляющей и цилиндрическим хвостовиком, б — со сменной направляющей и коническим хвостовиком, в — углы зенковки, г — конические зенковки, д — цековка, е — державка с зенковкой и вращающимся ограничителем Обратный конус находится на калибрующей части ближе к хвостовику. Он служит для уменьшения грения развертки о поверхность отверстия и сохранения качества обрабатываемой поверхности при выходе развертки из отверстия. У ручных разверток величина обратного конуса от 0,05 до 0,10 мм, а у машинных — от 0,04 до 0,3 мм. Шейка развертки находится за обратным конусом и предназначена для выхода фрезы при фрезеровании (нарезании) на развертках зубьев, а также шлифовального круга при заточке. Рис. 2. Развертки: в — ручная, б — машинная, в — коническая Рис. 3. Ручная развертка Хвостовик ручных разверток имеет квадрат для воротка. Хвостовик машинных разверток диаметром от 10—12 мм выполняют цилиндрическим, более крупных разверток — коническим. Центровые отверстия служат для установки развертки при ее изготовлении, а также при заточке и переточке зубьев. Режущими элементами развертки являются зубья. Зубья развертки определяются задним углом (6 —15° ; большие значения берутся для разверток больших диаметров), углом заострения (3, передним углом у (для черновых разверток от 0 до 10° , для чистовых – 0° ). Углы заострения р и резания 5 определяют в зависимости от углов а и У. Развертки изготовляют с равномерным и неравномерным распределением зубьев по окружности. При ручном развертывании применяют зубья с неравномерным распределением зубьев по окружности, например, у развертки, имеющей восемь зубьев, углы между зубьями будут: 42, 44, 46 и 48°. Такое распределение обеспечивает получение в отверстии более чистой поверхности, а главное ограничивает возможность образования так называемой огранки, т. е. получения отверстий не цилиндрической, а многогранной формы. Если бы шаг развертки был равномерным, то при каждом повороте воротком развертки зубья останавливались в одном и том же месте, что неизбежно привело бы к получению волнистости (граненой) поверхности. Машинные развертки изготовляют с равномерным распределением зубьев по окружности. Число зубьев разверток четное: 6, 8, 10 и т. д. Чем больше зубьев, чем выше качество обработки. Ручные и машинные развертки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками. По направлениям винтовых канавок они делятся на правые и левые. При работе разверткой со спиральным зубом поверхность получается более чистая, чем при обработке с прямым зубом. Однако изготовление и особенно заточка разверток со спиральным зубом очень сложны, и поэтому такие развертки применяют только при развертывании отверстий, в которых имеются пазы или канавки. Как конические, так и цилиндрические развертки изготовляют комплектами из двух или трех штук. В комплекте из двух штук одна развертка предварительная, а вторая чистовая. В комплекте из трех штук первая развертка черновая, или обдирочная, вторая получистовая и третья чистовая, придающая отверстию окончательные размеры и требуемую шероховатость. Конические развертки работают в более тяжелых условиях, чем цилиндрические, поэтому у конических разверток на прямолинейных зубьях делают поперечные прорези для снятия стружки не всей длиной зуба, что значительно уменьшает усилия при резании. Причем поскольку черновая развертка снимает большой припуск, ее делают ступенчатой, в виде отдельных зубьев, которые при работе дробят стружку на мелкие части. Рис. 4. Геометрия зубьев развертки: а, в — элементы геометрии, б — развертка с равномерным шагом, г — с неравномерным шагом Рис. 5. Винтовые развертки: а — правая, б — левая Рис. 6. Комплект ручных конических разверток Рис. 7. Развертки машинные: а — раздвижная, б — разжимная Рис. 8. Качающаяся оправка Ручные цилиндрические развертки применяют для развертывания отверстий диаметром от 3 до 60 мм. По степени точности они разделяются по номерам: 1,2 и 3. Развертки машинные с цилиндрическим хвостовиком изготовляют трех типов: I, II и III . Развертки применяют для обработки отверстий 6 —8-го квалитетов. Они изготовляются диаметром 3 — 50 мм. Развертки закрепляют в самоцентрирующих патронах станков. Развертки машинные с коническим хвостовиком типа II изготовляют диаметром от 10 до 18 мм и более короткой рабочей частью. Развертки машинные насадные типа III изготовляют диаметром 25 — 50 мм. Этими развертками обрабатывают отверстая 5 —6-го квалитетов. Развертки машинные с квадратной головкой изготовляют диаметром 10 — 32 мм, предназначены для обработки отверстий по 6 —7-му квалитетам, закрепляют в патронах, допускающих покачивание и самоцентрирование разверток в отверстиях. Развертки со вставными ножами типа I (насадные) имеют то же назначение, что и предыдущие, и изготовляют их диаметром 25—100 мм. Развертки машинные, оснащенные пластинками из твердого сплава Т15К6, служат для обработки отверстий больших диаметров с высокой скоростью и большой точностью. Кроме рассмотренных конструкций разверток широко применяют и другие развертки, повышающие точность и качество обработки отверстий. Раздвижные (регулируемые) развертки применяют при развертывании отверстий диаметром от 24 до 80 мм. Они допускают увеличение диаметра на 0,25 — 0,5 мм. Регулируемые развертки получили наибольшее распространение. Они состоят из корпуса, который служит довольно долго, и изготовляются из сравнительно недорогих конструкционных сталей и вставных ножей простой формы. Ножи делают из тонких пластинок, на них расходуется небольшое количество дорогостоящего металла. Их можно переставлять или раздвигать на больший диаметр, регулируя или затачивая до нужного размера. Когда ножи стачиваются и уже не обеспечивают надежного крепления, их заменяют новыми. Для развертывания сквозных отверстий широко применяют разжимные развертки, ножи в которых крепятся или винтами, или в точно пригнанных пазах прижимаются ко дну паза конусными выточками концевых гаек, или же винтами, разжимающими корпус. При работе развёрткой на станке часто бывают случаи, когда при жестко закрепленной развертке ось ее не совпадает с осью обрабатываемого отверстия, и поэтому развернутое отверстие получается неправильной формы. Это происходит при неисправном станке: ось вращения шпинделя не совпадает с осью отверстия (биение шпинделя). Для повышения качества обработки и во избежание брака при развертывании отверстой применяют качающиеся оправки. Качающаяся оправка закрепляется в шпинделе станка коническим хвостовиком. В отверстии корпуса крепится штифтом с зазором качающаяся часть оправки, которая упирается шариком в подпятник. Благодаря такому устройству качающаяся оправка с разверткой может легко принимать положение, совпадающее с осью развертываемого отверстия. Для получения высокой точности отверстия применяют плавающие развертки, представляющие собой пластины, вставленные в точно обработанные пазы цилиндрической оправки. Наружные ребра пластины заточены так же, как и у зуба развертки. Для обеспечения регулирования пластаны делают составными. При работе плавающими развертками не нужна точная соосность обрабатываемого отверстия и шпинделя станка и, кроме того, точное отверстие получается даже при биении шпинделя, так как пластина своими ленточками центрируется по стенкам отверстия, перемещаясь в пазу оправки в поперечном направлении. На некоторых машиностроительных заводах при развертывании конических отверстий на конусную часть развертки ставят ограничивающее стопорное кольцо, что исключает затрату. времени на измерение. Для уменьшения нагрузки на развертку в процессе работы увеличивают длину ее заборной части в два раза. Это позволяет отказаться от применения второй развертки и повысить производительность и точность обработки. Широко применяют комбинированный инструмент для одновременного сверления и зенкования отверстия. Сверло-зенкер, сверло-зенковка, сверло-развертка, зенкер-развертка позволяют совместить две операции и получить отверстие заданной формы, квалитета и шероховатости. — Назначение развертывания. Точность диаметра и чистота поверхности отверстий, обработанных зенкерованием, не удовлетворяют требованиям, предъявляемым к некоторым отверстиям. отверстий, к точности диаметра и чистоте поверхности которых предъявляются сравнительно высокие требования, производится развертками. Развертки. Развертка самой простой конструкции показана на рис. 9, а. Развертки больших диаметров изготовляются насадными. Принятые названия частей и элементов развертки указаны на рис. 10. Хвостовик развертки иногда делается коническим. По способу применения развертки бывают ручные и машинные. Рис. 9. Развертки: цельная (а) и насадная (6) Очень важное значение имеет величина угла конуса заборной части. Чем меньше этот угол, тем больше длина заборной части, тем точнее и чище получаются отверстия, обработанные разверткой. Наоборот, при слишком короткой заборной части развертки обработанное ею отверстие получается иногда не круглым, а граненым. Рис. 10. Части и элементы развертки Длинную заборную часть у разверток, применяемых при обработке отверстий в стальных деталях, делать, однако, нельзя, так как ширина среза при работе развертки получается очень большой. Сталь обладает большой вязкостью, поэтому при значительной ширине среза возникают значительные силы резания, в результате которых зубья развертки выкрашиваются. Поэтому у машинных разверток, используемых для обработки стальных деталей, заборная часть делается небольшой, но с большим углом конуса (около 15°). Срез при работе такой развертки получается со сравнительно большой толщиной, но узкий, и отделение стружки не требует такого большого усилия, которое может вызвать поломку развертки. У разверток, используемых при обработке отверстий в чугунных деталях, угол конуса заборной части делается около 4°. Стружка, снимаемая зубьями такой развертки, получается тонкой и широкой. Это, однако, в данном случае не вызывает вышеуказанных вредных явлений, так как усилие резания при обработке чугуна меньше, чем при обработке стали. Рис. 11. Заборные части машинных разверток для обработки стали (а) и чугуна (б) У ручных разверток длину заборной части делают значительно большей, чем у машинных, и с очень малым углом конуса (2—3°). Для облегчения ввода развертки в обрабатываемое отверстие на переднем конце ее имеется направляющий конус. Калибрующая часть развертки делается цилиндрической, она не участвует в резании, а лишь калибрует (зачищает) отверстие. Во время работы развертки зубья ее постепенно изнашиваются, длина заборной части при этом увеличивается. В результате развертка будет резать всей длиной зуба, и тогда поломка ее неизбежна. Этого, однако, не происходит, так как за цилиндрическим участком калибрующей части следует конус (диаметр правого конца рабочей части развертки делается на 0,04—0,06 мм меньше диаметра цилиндрического участка). Во время работы развертки зубья ее изнашиваются, она теряет размер и становится негодной для дальнейшей работы. Такую развертку обыкновенно переделывают (шлифованием) на следующий меньший размер. Развертки изготовляются из инструментальной углеродистой стали марок У10А и У12А и некоторых других инструментальных сталей. Вставные ножи раздвижных разверток изготовляются преимущественно из быстрорежущей стали Р9. В последнее время широкое распространение получили развертки, оснащенные пластинками металлокерамических сплавов. Закрепление разверток. Развертки с коническими хвостовиками закрепляются в пиноли задней бабки, а с цилиндрическими — так же, как и сверла больших диаметров. Для закрепления насадных разверток используются оправки, подобные применяемым для насадных зенкеров Если, однако, задняя бабка хотя бы немного смещена со своего среднего положения, ось развертки не будет совпадать с осью отверстия, подготовленного для развертывания. То же самое происходит при неисправной оправке, неправильной установке на ней разверток и т. д. Рис. 12. Шарнирная оправка для разверток Практика развертывания отверстий. Отверстия диаметром до 10 мм развертываются после сверления. При больших диаметрах просверленное отверстие обрабатывается зенкером или резцом и лишь после этого развертывается одной или двумя развертками. Подготовку отверстия растачиванием следует производить только в тех случаях, когда не имеется зенкера необходимого размера. Растачивание, однако, обязательно тогда, когда ось отверстия должна быть строго прямолинейной и требуется обеспечить ее определенное положение; расстояние от оси другого отверстия, параллельность к этой оси или к какой-либо плоской поверхности детали и т. д. Для сбережения дорогостоящих разверток часто производят двукратное развертывание — черновое (предварительное) и чистовое (окончательное). В качестве черновых часто используются износившиеся и перешлифованные на новый размер чистовые развертки. Торцовую поверхность обрабатываемой детали перед развертыванием следует обточить, чтобы развертка с самого начала работала равномерно всеми зубьями. Если торцовая поверхность, хотя и обработана при другой установке детали, но расположена не перпендикулярно к оси обрабатываемого отверстия, зубья развертки вступают в работу не все сразу, вследствие чего развертка не получает верного направления. Торцовые поверхности чугунных деталей, в особенности с твердой коркой, необходимо обтачивать и для предотвращения затупления зубьев развертки. При развертывании отверстий, имеющих продольные канавки (например, шпоночные), следует пользоваться развертками с винтовыми канавками, так как каждый раз, когда прямой зуб развертки попадает против канавки отверстия (т. е. выходит из работы), развертка смещается в сторону этой канавки, увеличивая тем самым диаметр отверстия. При винтовом расположении зубья перекрывают канавку в отверстии по диагонали, поэтому резких изменений в нагрузке на них не получается, и развертка не смещается в сторону канавки. При обычном правом вращении шпинделя станка зубья развертки должны быть левыми, чтобы развертка не увлекалась в отверстие давлением стружки. Припуски на развертывание. Для уменьшения износа разверток и получения чистой поверхности припуски на развертывание должны быть небольшими. При обработке отверстия одной разверткой припуски на развертывание должны быть несколько меньше указанных в таблице для черновой развертки. Режимы резания при развертывании. Подача при обработке отверстия разверткой осуществляется вручную и должна быть равномерной. Чем меньше подача, тем чище получается поверхность отверстия. Скорости резания при развертывании должны быть небольшими во избежание быстрого износа разверток. Величины подачи при развертывании отверстий диаметром от 10 до 50 мм должны быть при обработке стали 0,5—2 мм/об, а чугуна — 1—4 мм/об. Скорости резания при обработке стали средней твердости должны составлять 6—16 м/мин, а при обработке чугуна 4—14 м/мин. Чем больше диаметр отверстия, тем ниже при одной и той же подаче должны быть скорости резания. Точность диаметра отверстия и чистота его поверхности, достигаемая при развертывании. При развертывании отверстия достигается точность 2-го класса, а при особо тщательной работе даже высшая точность (до 1-го класса включительно). Однако достижение развертыванием точности выше 2-го класса обычно связано с увеличенными расходами на изготовление, заточку и г. д. разверток и экономически целесообразно не во всех случаях. Чистота поверхности, достигаемая развертыванием, лежит в пределах 7—9-го классов. Реклама:Читать далее:Измерение отверстий
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |



 На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делают меньше и другого профиля. Чистовая развертка никаких стружколомных канавок не имеет.
На промежуточной развертке, которая снимает значительно меньшую стружку, прорези делают меньше и другого профиля. Чистовая развертка никаких стружколомных канавок не имеет.


 Обработка таких отверстий растачиванием хотя в некоторых случаях и возможна, но связана с трудностями установки резца на точный размер и с необходимостью (для получения чистой поверхности) работать с малой подачей, т. е. непроизводительно. Поэтому обработка
Обработка таких отверстий растачиванием хотя в некоторых случаях и возможна, но связана с трудностями установки резца на точный размер и с необходимостью (для получения чистой поверхности) работать с малой подачей, т. е. непроизводительно. Поэтому обработка

 Во избежание этого развертки часто делают регулируемыми, чтобы после износа зубьев можно было несколько увеличить их диаметр.
Во избежание этого развертки часто делают регулируемыми, чтобы после износа зубьев можно было несколько увеличить их диаметр. В результате развертка будет работать одной стороной, и диаметр развернутого отверстия получится больше требуемого. Этого не случится, если развертка будет направляться самим развертываемым отверстием, что обеспечивается закреплением ее в шарнирной оправке. Одна из таких оправок изображена на рис. 12. Основная деталь имеет конический хвостовик, который вставляется в пиноль задней бабки. В цилиндрическое отверстие, сделанное в утолщенной части детали, входит правый конец втулки. В этом конце втулки и в дне отверстия детали запрессованы стальные закаленные опоры, между которыми находится шарик. Последний удерживается кольцом — обоймой, прикрепленной к торцу втулки несколькими винтами. Стержень закреплен посредством винта в конце втулки и проходит через отверстие, сделанное в стенках утолщенной части детали. Развертка вставляется в коническое гнездо в левом конце втулки. Диаметры отверстий в детали для стержня больше диаметра стержня. Зазоры между деталями оправки, а также наличие шариковой опоры обеспечивает втулке возможность некоторой игры.
В результате развертка будет работать одной стороной, и диаметр развернутого отверстия получится больше требуемого. Этого не случится, если развертка будет направляться самим развертываемым отверстием, что обеспечивается закреплением ее в шарнирной оправке. Одна из таких оправок изображена на рис. 12. Основная деталь имеет конический хвостовик, который вставляется в пиноль задней бабки. В цилиндрическое отверстие, сделанное в утолщенной части детали, входит правый конец втулки. В этом конце втулки и в дне отверстия детали запрессованы стальные закаленные опоры, между которыми находится шарик. Последний удерживается кольцом — обоймой, прикрепленной к торцу втулки несколькими винтами. Стержень закреплен посредством винта в конце втулки и проходит через отверстие, сделанное в стенках утолщенной части детали. Развертка вставляется в коническое гнездо в левом конце втулки. Диаметры отверстий в детали для стержня больше диаметра стержня. Зазоры между деталями оправки, а также наличие шариковой опоры обеспечивает втулке возможность некоторой игры. Поэтому развертка, закрепленная в данной втулке, сама находит свое место и, направляемая отверстием, обрабатывает его точно, не разбивая.
Поэтому развертка, закрепленная в данной втулке, сама находит свое место и, направляемая отверстием, обрабатывает его точно, не разбивая.

 Чем больше подача при одном и том же диаметре отверстия, тем меньшую следует принимать скорость.
Чем больше подача при одном и том же диаметре отверстия, тем меньшую следует принимать скорость.Развертывание отверстий на токарном станке
В тех случаях, когда нужно получить качественную поверхность отверстия к тому же с очень высокими показателями по точности, применяют развертывание.
Выполняется такая технологическая операция с помощью многолезвийного инструмента, которые носит название «развертка». Обработка отверстий, которая связана с развертыванием, является чистовой операцией. Обычно она следует сразу после зенкерования или сверления.
Чаще всего развертку используют для того, чтобы окончательно обработать отверстия по 6 до 9 квалитетам точности, при этом поверхность может быть с показателем шероховатости Rа в пределах от 0,32 до 0,25 мкм.
У развертки режущих кромок обычно больше, чем у зенкера. Поэтому её использование приводит к уменьшению сечения стружки, что в свою очередь повышает точность отверстия.
Если диаметр отверстия не превышает 10 мм, развертывание можно производить сразу после сверления. Все, что больше этого показателя подлежит предварительной механической обработке.
Обычно припуск под развертку равен значению от 0,15 до 0,5 мм, если будет выполняться черновая обработка.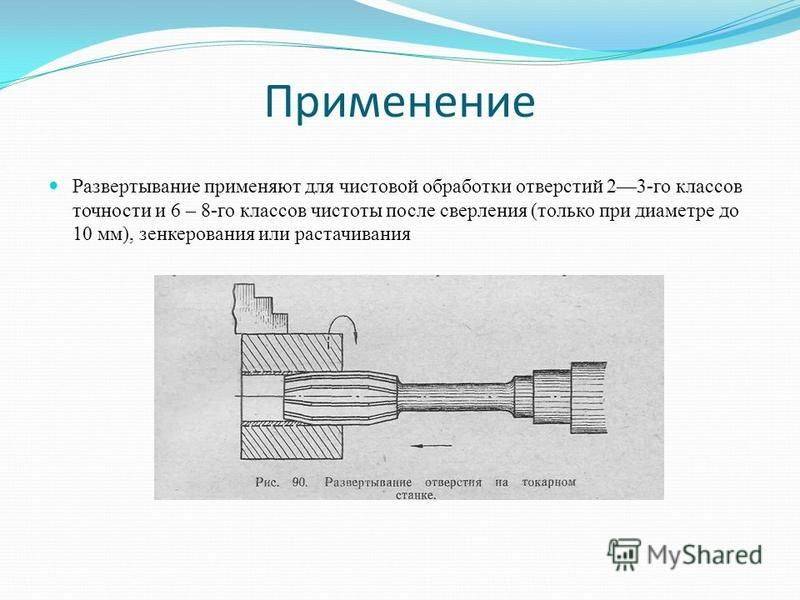 Если работа предполагается чистовой, то припуск выбирается в пределах от
Если работа предполагается чистовой, то припуск выбирается в пределах от 0,05 до 0,25 мм.
Для стальных деталей во время развертывания подача может быть равна значению от 0,5 до 2 миллиметров на оборот, если заготовка чугунная, то этот показатель варьируется от 1 до 4 мм/об. Рекомендованная скорость резания для развёртывания составляет от 6 до 16 м/минуту.
При увеличении диаметра отверстия, которое предполагается обрабатывать, скорость резания должна выбираться с меньшими показателями при условии, что подача будет одинаковой. Если подача увеличивается, то скорость резания необходимо снижать.
Чтобы качество обработки было на высоком уровне во время сверления, зенкерования, растачивания и развертывания положение заготовки на станке не меняют, производя технологическую операцию за одну установку.
В том случае, когда развертки предполагается закреплять в жестких оправках, у которых в результате тех или иных причин, как правило, имеются осевые отклонения отверстия по отношению к шпинделю, могут возникнуть нежелательные погрешности параметров обрабатываемого отверстия. Чтобы устранить подобные отклонения развёртки нужно закреплять в специальных так называемых качающихся оправках. Подобная оснастка для развёрток способствуют центрированию инструмента по обрабатываемому отверстию.
Чтобы устранить подобные отклонения развёртки нужно закреплять в специальных так называемых качающихся оправках. Подобная оснастка для развёрток способствуют центрированию инструмента по обрабатываемому отверстию.
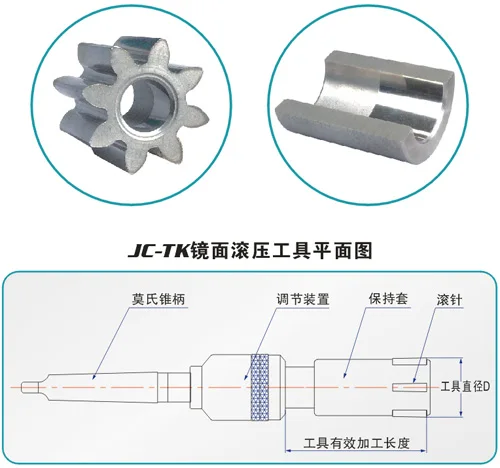
Конструктивные элементы развёртки
Для того чтобы развёртка свободно входила в предварительно подготовленное отверстие, а так же для улучшения условий её первоначального направления, в начале режущей части делается заход с меньшим диаметром который под некоторым углом переходит к основному.
Элементы развертки
В окончании калибрующей рабочей части развёртки диаметр будет меньше чем диаметр на цилиндрическом участке. Благодаря данным геометрическим параметрам такая конфигурация представляет собой обратный конус.
Согласно опыту подобная обратная конусность способна снизить трение ленточек развертки об обработанную поверхность и снизить разбивку откалиброванного отверстия. Кроме того, такое строение развёртки значительно облегчает её извлечение из отверстия.
Коническая развертка
Стойкость развертки
Развертка служит для финишной обработки точных отверстий, поэтому мерой ее стойкости к износу служит технологический показатель, при котором этот многолезвийный инструмент будет способен обрабатывать отверстие, выдерживая заданный диаметр и шероховатость без изменений. Лезвия развертки срезают очень маленькие слои обрабатываемого металла, по этой причине инструмент изнашиваться в основном по задней поверхности.
В среднем период стойкости, который будет соответствовать заданным показателям, составляет от 20 до 90 минут, в случае обработки стали. И от 40 до 150 минут, если обрабатывается чугун. Следует отметить, что с увеличением размеров выбираемых развёрток их период стойкости тоже возрастает.
An Introduction to Reamers & CNC Reaming
//в Сверление и изготовление отверстий, Harvey Tool, Machining Techniques, Tool Information Guides, Tool Selection/by Harvey Performance Company Большинство машинистов знакомы с CNC-сверлением, но не Вы знаете, что при сверлении отверстий обычно используют развертку? При правильном выполнении развертывание может быть быстрой и очень точной операцией, в результате которой получаются прецизионные отверстия.
Критическая геометрия развёртки
Миниатюрная развертка Harvey ToolИзучив миниатюрную развертку Harvey Tool и ее критические размеры, мы сможем лучше понять функциональность этого полезного инструмента. На приведенном выше изображении развертки с прямой канавкой D1 указывает на диаметр развертки, определенный размер, предназначенный для вашего отверстия; и D2 указывает на диаметр хвостовика. В Harvey Tool хвостовики разверток имеют увеличенный размер, чтобы поддерживать прочность, жесткость и точность инструмента. Хвостовики также имеют допуск h6, что имеет решающее значение для высокоточных держателей инструментов, таких как термоусадочные цанги. Другие критические размеры расширителя включают его общую длину (L1), длину края (L2), общий радиус действия (L3) и длину фаски (L4).
Harvey Tool также предлагает миниатюрные развертки – правая спираль. Этот инструмент предназначен для обеспечения превосходного качества обработки деталей и облегчения эвакуации стружки при обработке глухих отверстий.
Функции миниатюрных разверток
Развертки обеспечивают точность – Как упоминалось ранее, развертки отлично подходят для обработки отверстий прецизионного диаметра. Чтобы правильно использовать развертку, вы должны предварительно просверлить отверстие диаметром от 90% до 94% от окончательного диаметра отверстия. Например, если вам нужно готовое отверстие диаметром 0,220 дюйма, предварительно просверленное отверстие должно быть где-то между 0,19 дюйма.80″ и .2068″. Это позволяет инструменту снять достаточно материала, чтобы оставить отличную отделку, но не перегружает его, что может привести к повреждению. Допуск для разверток без покрытия составляет +.0000″/-.0002″, а допуск для покрытия AlTiN составляет +.0002″/-.0000″. Эти допуски дают вам уверенность в том, что ваше отверстие будет соответствовать точным спецификациям.
Добейтесь качественной обработки с ЧПУ – Когда для отверстия требуется высокое качество поверхности, всегда следует использовать развертки для достижения желаемого допуска.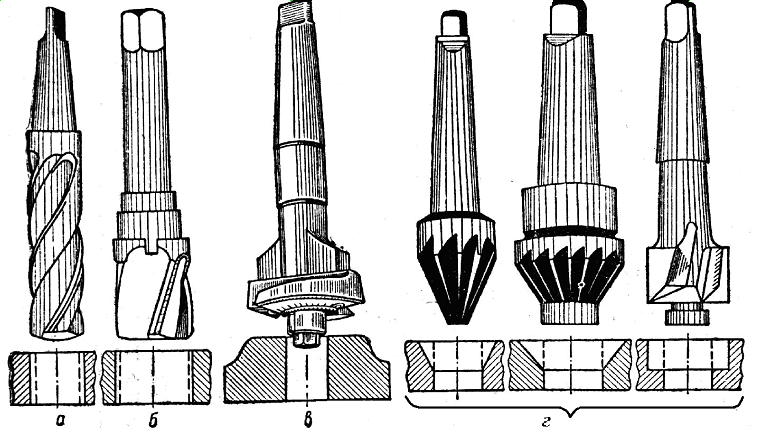 Предварительно просверленное отверстие и край инструмента помогают удерживать развертку по центру во время резки, что приводит к лучшему результату.
Предварительно просверленное отверстие и край инструмента помогают удерживать развертку по центру во время резки, что приводит к лучшему результату.
Минимизация производственных циклов механической обработки — Для механических цехов приоритетом является постоянство. Особенно это касается производственных циклов. Последнее, что хочет увидеть машинист, — это слишком большое отверстие в детали, над которой он уже выполнил множество операций. Помните, что преимущества разверток заключаются в том, что они обеспечивают постоянный размер отверстия, предотвращая несоответствие чистовой допуска. Эти согласованные отверстия приводят к ценной экономии времени и снижению затрат на брак.
CNC-обработка экзотических сплавов: При обработке инконеля, титана и других дорогостоящих материалов рассверливание отверстия важно для обеспечения требуемых характеристик отделки. С помощью разверток машинисты могут лучше прогнозировать срок службы инструмента, что приводит к получению более качественного готового продукта и меньшему количеству брака. Важно отметить, что развертки Harvey Tool предлагаются с покрытием AlTiN и поставляются в полном объеме с шагом 0,0005 дюйма от 0,0080 до 0,0640 дюйма.
Важно отметить, что развертки Harvey Tool предлагаются с покрытием AlTiN и поставляются в полном объеме с шагом 0,0005 дюйма от 0,0080 до 0,0640 дюйма.
Harvey Performance Company
Команда инженеров Harvey Performance Company работает вместе, чтобы гарантировать, что каждая ваша задача обработки — от выбора инструмента и поддержки применения до разработки идеального специального инструмента для вашей следующей работы — будет решена с помощью продуманного комплексного решения.
https://www.harveyperformance.com/wp-content/uploads/2019/06/Feature-Image-Intro-to-Reamers-IMG.jpg 525 1400 Harvey Performance Company http://www.harveyperformance.com/wp -content/uploads/2018/08/Logo_HarveyPerformanceCompany-4.png Harvey Performance Company2019-06-10 10:57:532021-11-19 08:38:16Введение в развертки и развертку с ЧПУ3 ответа
Оставить комментарий
Хотите присоединиться к обсуждению?
Не стесняйтесь вносить свой вклад!
КОНТАКТЫ
428 Newburyport Turnpike
Rowley, MA 01969-1729
844-393-8665
[Электронная почта защищена]
HARVE
Harvey Tool
Helical Solutions
Micro 100
Titan USA
CoreHog
ВЕБ-САЙТЫ БРЕНДОВ
www. harveytool.com
harveytool.com
www.helicaltool.com
www.micro100.com
www.titancuttingtools.com
www.corehog.com
ОСТАВАЙТЕСЬ В ЛУПЕ
Подпишитесь, чтобы получать последние решения для обработки, советы и рекомендации, а также резюме наших самых популярных сообщений
ПОДПИСАТЬСЯ
Смотрите наши последние сообщения >
Copyright © 2022 Harvey Performance Company, LLC
| НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС |
| РАЗВЕРТКИ – ВВЕДЕНИЕ |
| В. Райан © 2019 |
| PDF-ФАЙЛ – НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕЧАТЬ РАБОЧИЙ ЛИСТ |
Когда сверлится отверстие, оно не такое точное/аккуратное, как вы думаете. Просверленное отверстие является точным для большинства инженерных процессов, но бывают случаи, когда требуется абсолютная точность.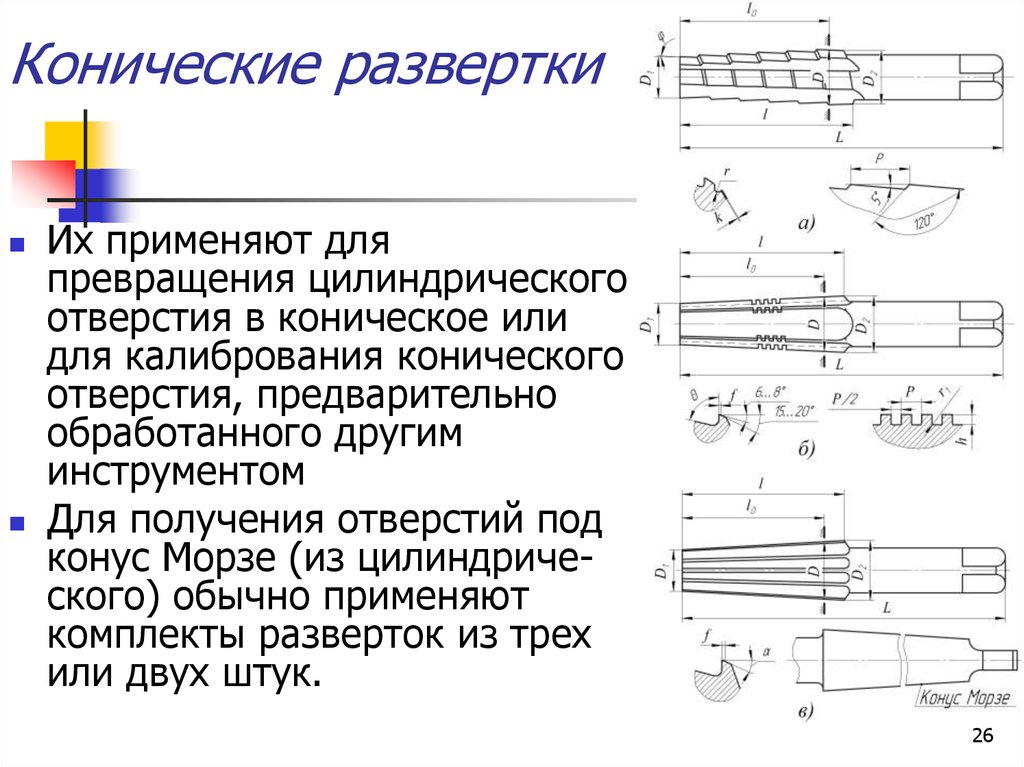 Когда требуется такой уровень точности, сначала обычным спиральным сверлом просверливается отверстие, немного меньшее, чем готовое отверстие. Просверленное отверстие должно быть просверлено в пределах от 0,05 мм до 0,1 мм от конечного конечного диаметра. Затем используется развертка, чтобы довести отверстие до точного размера, чтобы получить гладкую поверхность. Когда требуется такой уровень точности, сначала обычным спиральным сверлом просверливается отверстие, немного меньшее, чем готовое отверстие. Просверленное отверстие должно быть просверлено в пределах от 0,05 мм до 0,1 мм от конечного конечного диаметра. Затем используется развертка, чтобы довести отверстие до точного размера, чтобы получить гладкую поверхность. |
|
Существует два основных типа разверток: ручные развертки и машинные развертки. Ручные развертки имеют ключ для приложения необходимого давления. Ручные развертки имеют параллельные канавки. Развертки, используемые на таких станках, как токарный станок, имеют канавки с левой спиралью. Интересным фактом о канавках является то, что они расположены неравномерно, так как это снижает склонность развертки к «дребезжанию» во время использования. Во время использования «наконечник» (см. схему) входит в просверленное отверстие, и давление медленно увеличивается при повороте развертки по часовой стрелке. Существует еще один распространенный тип развертки, известный как «коническая развертка». Он имеет конусность на большей части длины реза, что значительно облегчает начало резки. При использовании этого типа развертки необходимо помнить, что параллельная часть развертки проходит только на короткое расстояние (см. схему ниже) и, следовательно, развертку необходимо использовать до тех пор, пока параллельная часть фрезы не пройдет через отверстие, будучи прорезанным. по размеру. Конические развертки обычно используются для изготовления «конических» отверстий. Обратите внимание: некоторые конические развертки не имеют параллельного участка. |
| С ИСПОЛЬЗОВАНИЕМ РУЧНОЙ РАЗВЕРТКИ |
Квадратный хвостовик ручной развертки подходит для гаечного ключа. |
 Это инициирует резку. Первые несколько оборотов самые трудные, но как только вы начнете, дальнейшая резка будет легкой. Эти развертки можно использовать в глухих отверстиях.
Это инициирует резку. Первые несколько оборотов самые трудные, но как только вы начнете, дальнейшая резка будет легкой. Эти развертки можно использовать в глухих отверстиях.