Раззенковка отверстий это: РАЗЗЕНКОВКА | это… Что такое РАЗЗЕНКОВКА?
alexxlab | 17.04.2023 | 1 | Разное
Раззенковка – отверстие – Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Для швов НЗ при d 30 мм допускается провар по внутреннему контуру отверстий без полного его заполнения к 0 88 – S; при этом для толщин листа менее 8 мм раззенковка отверстий не обязательна. Для S – 8 – 16 раззенковка выполняется на всю толщину. Для S 16 мм раззенковка производится на величину, обеспечивающую провар. [16]
В тех случаях, когда необходимо через отверстие одной детали ( в данном случае А) накернить центр этого отверстия на другой детали Б, на деталь А накладывают специальное приспособление ( фиг. Точность кернения зависит от качества раззенковки отверстия в детали А. [17]
Размеры с, u t устанавливаются пр и про – ектираванш. S npu этом для толщин листа8мм раззенковка отверстий не обязательна. Для S is мм раззенковка производится на величину рбеспечиваю – Шую провар. [18]
Пайки, произведенные латунным припоем, показали механическую прочность в пределах 28 – 35 кГ / мм2 ( разрушающая образец нагрузка, отнесенная к площади поперечного сечения), которая является недостаточной для данного узла.
Во время работы сверлильными машинами РС-8, РСА и РСУ-8 не требуется больших усилий для поддержки и нажатия на инструмент при работе вдоль оси сверла. При работе этими машинами в стесненном и неудобном месте, а также при раззенковке отверстий под заклепки применяются различные приспособления в виде удлиненных прямых и угловых насадок, расположенных под углами 45 и 90 к продольной оси машины, а также различные кондукторные насадки. Эти приспособления прочно закрепляются па корпусе пневматической машины и снабжены патроном или втулкой для крепления рабочего инструмента. [20]
Чтобы припой не утекал через этот сравнительно большой зазор, применяют комбинированную пайку серебряным припоем и латунью. Для этого ротор устанавливают в вертикальном положении и латунью заплавля-ют гнезда, образованные раззенковкой отверстий. При этом латунь образует пробку на внешней стороне ко-роткозамыкающего кольца.
[21]
Для этого ротор устанавливают в вертикальном положении и латунью заплавля-ют гнезда, образованные раззенковкой отверстий. При этом латунь образует пробку на внешней стороне ко-роткозамыкающего кольца.
[21]
Не допускается сверление отверстия в радиаторе, общего для всех выводов транзистора, так как это уменьшает тепловой контакт. Необходимо сверлить отверстия самого малого диаметра, допустимого с точки зрения отсутствия замыкания между выводами, под каждый вывод отдельно. Не допускается раззенковка отверстий со стороны теплового контакта. [22]
| Закрепление просверливаемой пластинки на столе. [23] |
Отверстие в металле, предназначенное для шурупа, нужно делать примерно на 0 1 мм больше диаметра шурупа. Раззенковывают ( после того как отверстие просверлено) с помощью цилиндрического сверла толщиной, равной или большей диаметра головки шурупа.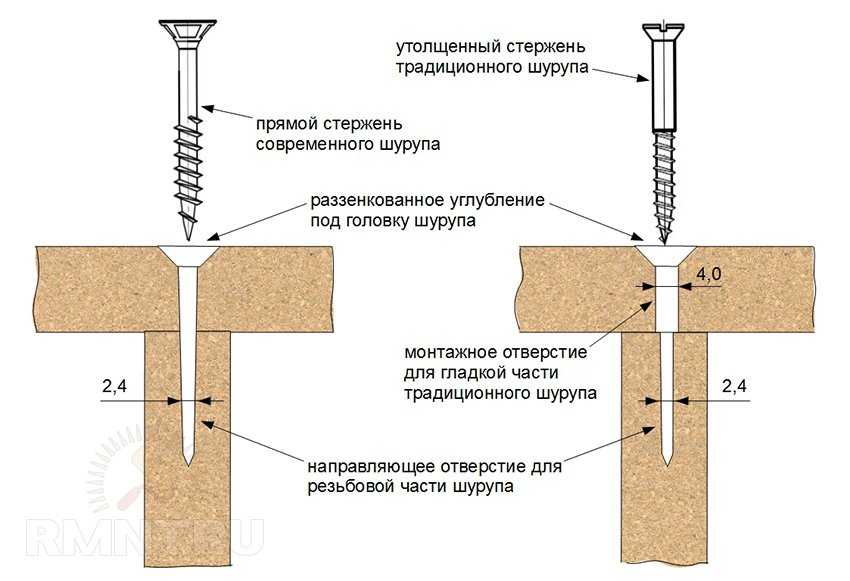 Для шурупов с полукруглой головкой и болтов раззенковка отверстий не требуется.
[24]
Для шурупов с полукруглой головкой и болтов раззенковка отверстий не требуется.
[24]
В машиностроении применяются оба эти способа. Кроме того, применяется и комбинированный метод: сначала пробивают отверстия малого диаметра, а затем рассверливают их до требуемого размера. При применении заклепок с потайной и полупотайной головками необходимо сделать раззенковку отверстий. [25]
| Уплотнения с конусной деталью со стороны вакуума. [26] |
Метод непосредственного соединения стеклянных или металлических труб разного диаметра показан на рис. 3 – 87 а. Для этого из набора, изображенного на рис. 3 – 87 6, выбирают диск 3 с отверстием необходимого размера. Внутренний диаметр меньшей трубки 2 должен совпадать с краями отверстия в диске. Благодаря раззенковке отверстий под винты сначала уплотняют диск 5 с деталью 3 ( на четырех винтах), а затем стягивают вторую пару дисков.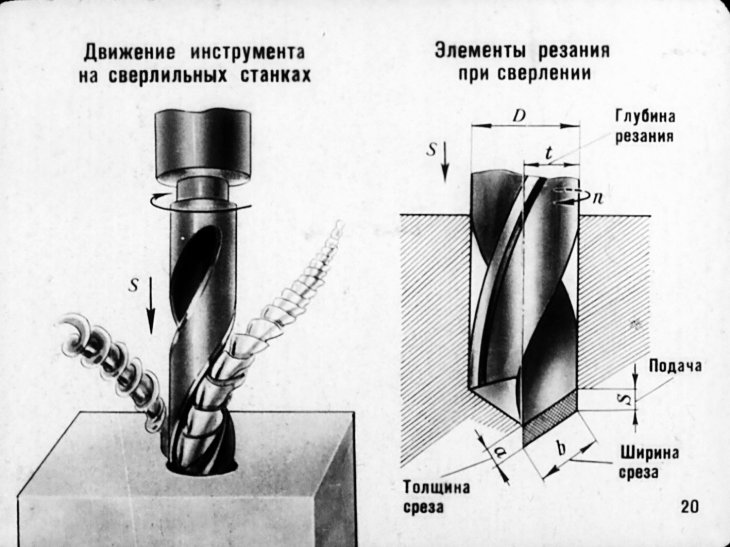 [27]
[27]
Для продольного сверления используют ложечные и спиральные сверла. При глубоком сверлении нужно снабжать сверла спиральными канавками для отвода стружки. Высокое качество обработки при глубоком сверлении поперек волокон дает шнековое сверло. Раззенковку отверстий под головки болтов, винтов и шурупов производят раззенковочными сверлами. [28]
Страницы: 1 2
Саморезы с зенкующими ребрами, головками
Саморезы зенкующего типа применяются при создании скрытых узлов крепления во время монтажа древесноволокнистых строительных материалов. Ключевая особенность таких крепежных изделий — наличие на нижней конической поверхности потайной головки специальных ребер для раззенковки отверстия.
Подбор продукта
Назначение
гвл
для доборных элементов
для лстк
для плоской кровли
для прижимных элементов
для профлистов
для сэндвич-панелей
осп
по бетону
по гипсокартону
по металлу
фанера
фиброцементные плиты
цсп
К чему крепить
к бетону
к металлу
Наконечник
острый
сверло
Особенности
torx
с зенкующими ребрами
с крестовой головкой
с крыльями
с потайной головкой
с пресс-шайбой
с сферической головкой
с уплотнительной шайбой
с шестигранной головкой
-
Тип
полушестигранные
Вид крепления
сэндвич-панели
лстк
доборные элементы
Материал основания
металл
бетон
Тип
harpoon plus
harpoon
Сбросить
Саморезы HARPOON для ЦСП, фанеры HF
Саморезы HARPOON для ОСП, аквапанелей, гринборд, фибролит HFF
Всего продуктов 2
| ‹ Назад 1 Вперед › | Показать все
Конструкция самореза с зенкующей головкой позволяет успешно решить следующие технические задачи:
- Подготовить аккуратное коническое отверстие под посадку потайной головки самореза при выполнении монтажных работ заподлицо;
- Усилить сцепление крепежа и поверхности скрепляемого слоистого материала.

Поскольку раззенковка отверстия с помощью ребер головки легче всего выполняется в мягкой и твердой древесине, такие крепежные элементы обычно применяют во время фасадных, кровельных и других отделочных работ с использованием листового материала — фанеры, цементно-стружечных, фиброцементных и ориентированно-стружечных плит. Благодаря сверлообразному наконечнику зенкующие саморезы HARPOON легко проникают в металлическую основу конструкции.
Для изготовления крепежа используют конструкционную сталь, защищенную от коррозии цинксодержащим покрытием.
Что такое зенкерные отверстия в технике?
Отверстие с зенковкой — это такое отверстие, в котором внешний край отверстия открыт до конического входа. Для крепежа ANSI/британского стандарта он обычно составляет 82°, 90° для метрического крепежа, 100° для резьбового крепежа BA и 120° для заклепок из листового металла.
Зенковка обычно имеет размер в соответствии с размерами головки устанавливаемого крепежа, так что крепеж с плоской поверхностью будет сидеть заподлицо с потайной поверхностью. Обычно головку дополнительно утапливают, чтобы она находилась ниже потайной поверхности, за счет увеличения диаметра зенковки. Этот процесс допускает изменения головки и потенциальное искривление паза привода в застежке из-за ушиба привода.
Обычно головку дополнительно утапливают, чтобы она находилась ниже потайной поверхности, за счет увеличения диаметра зенковки. Этот процесс допускает изменения головки и потенциальное искривление паза привода в застежке из-за ушиба привода.
Зенковка идентична инструменту для удаления заусенцев, за исключением того, что большинство инструментов для удаления заусенцев имеют прилежащий угол 90°. Цели различаются тем, что снятие заусенцев предназначено для удаления заусенцев, тогда как зенкерование обычно выполняется глубже и используется для того, чтобы крепежные детали были заподлицо или ниже заподлицо с поверхностью детали. В этой статье далее будет обсуждаться: « Что такое зенкерные отверстия в технике? », как сверлить, их применение и использование, а также таблицы размеров отверстий для зенкерования.
Как просверлить зенкерное отверстие
Зенковка обычно выполняется как второстепенная операция после формирования/просверливания отверстия. Инструмент для зенкерования не режет по центру вращения и в некоторых случаях может иметь гладкую стойку, которая размещает инструмент в отверстии, чтобы обеспечить более плавный старт и точное центрирование.
Зенкеры — это специальные сверла и фрезы, которые могут иметь несколько режущих поверхностей. В случае более крупных зенкеров, особенно для машинного использования, они обычно имеют только одну канавку / фрезу. Эта функция помогает центрировать отверстие и производить более ровный и правильный рез.
Операции зенкования могут быть ручными или машинными, но включают погружное врезание специальной фрезой с правильным углом наклона вершины в предварительно сделанное отверстие на заданную и контролируемую глубину для получения стандартизированного и воспроизводимого конического углубления.
Выбор подходящего метчика для зенкерного отверстия
Если зенковое отверстие сформировано/просверлено до другой стороны детали, для нарезания резьбы в таком отверстии требуется метчик конического или среднего типа. Эти две формы метчика имеют начальную резьбу сошлифованную, что позволяет метчику войти в отверстие и правильно центрироваться с начала нарезания резьбы/нарезания резьбы.
Для сквозного отверстия выбор конических или средних метчиков зависит от глубины нарезаемого отверстия. Общая длина неизмененного метчика и хвостовика должна быть достаточной, чтобы позволить метчику проникнуть достаточно глубоко, чтобы завершить нарезание резьбы через деталь.
Если отверстие глухое, нарезание резьбы требует двухэтапной операции. Нарезание резьбы начинается конусным или средним метчиком, а затем завершается донным метчиком до необходимой глубины. Выбор между коническими и средними метчиками зависит от глубины глухого отверстия. Там, где это возможно, конусный метчик обеспечивает более мягкое и надежное начало нарезания резьбы. Но если конусность мешает эффективной резке, так как она длиннее, чем глубина глухого отверстия, необходимо использовать средний метчик.
Применение и использование зенкерных отверстий
Зенкованные отверстия чаще всего используются для эстетической посадки крепежа заподлицо, чтобы сделать поверхность изделия более гладкой. Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Если зенковка дополнительно просверливается параллельно, это называется «встречное отверстие , просверленное» . Это позволяет устанавливать заглушки или колпачки, что делает крепеж невидимым, доводя улучшенный внешний вид до логического завершения. Обычно это относится к крепежным элементам, которые не требуют последующего удаления.
Дополнительные практические причины для зенкования отверстий для заглубления головок крепежных изделий: в подвижном оборудовании для устранения препятствий и уменьшения необходимости в зазорах; на пешеходных дорожках, а также на лестницах и порталах для устранения препятствий и опасностей споткнуться; и заглубить головки крепежных элементов там, где дополнительные компоненты должны перекрывать крепежный элемент, устраняя необходимость в точных разгрузочных отверстиях/углублениях в вышележащей части.
Таблицы размеров отверстий под зенковку
В таблицах 1, 2 и 3 ниже приведены типичные размеры зенковки для винтов с плоской головкой под торцевой ключ, которые должны сидеть заподлицо с поверхностью, в которую они утоплены:
Что такое условное обозначение зенковки?
Обозначение ISO для зенковки:
⌵
Отверстия с зенковкой в сравнении с отверстиями с зенковкой придайте крепежу заподлицо (или ниже заподлицо) поверхность по косметическим или техническим причинам.
 Разница заключается в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежного элемента, и применяется к:
Разница заключается в том, что для зенкерования требуется коническая, а не цилиндрическая выемка, угол и диаметр, чтобы соответствовать нижней стороне предполагаемой головки крепежного элемента, и применяется к:- Все типы головок для приводов, используемых для вращения резьбовых соединений — внутренний шестигранник, крестообразный крест, крестообразный ключ, Torx, шпилька Torx, шлиц и многие другие.
- Все типы резьбовых головок с коническим дном, такие как круглые, пуговичные, колпачковые и т. д.
- Широкий выбор разъемных соединений без резьбы, таких как замки на четверть оборота и многое другое.
- Различные типы заклепок, такие как выдвижные, заклепочные и толкающие заклепки
Отверстие с раззенковкой служит для углубления и, таким образом, скрытия головок крепежных изделий с плоскими, перпендикулярными нижними поверхностями.
Другие основные типы отверстий в машиностроении
Несмотря на то, что существует множество противоречивых и частично совпадающих определений типов отверстий, перечисленных в инженерных справочниках, руководствах, веб-сайтах и дискуссионных группах, пять наиболее важных и часто используемых типов отверстий (кроме потайных ) являются:
- Сквозное отверстие: Отверстие с параллельными сторонами любого диаметра, прорезанное в детали.

- Глухое отверстие: Параллельное отверстие любого диаметра, прорезанное в детали, но не проникающее на другую сторону. Глухие отверстия сохраняют форму конца фрезы, которая их сделала, например, спиральное сверло (118 или 135° с коническим наконечником под углом), фреза со сферическим концом (полусферический наконечник), концевая фреза (плоский, квадратный наконечник), сверло Форстнера. (плоская, перпендикулярная режущая кромка с коническим центральным шипом для определения местоположения) или шнек (плоская, перпендикулярная режущая поверхность с коническим с резьбой центральный шип для определения местоположения).
- Отверстие с цековкой: Цилиндрическое отверстие большего диаметра, чем отверстие, вырезанное на внешней стороне глухого или сквозного отверстия, диаметр и глубина которого определяются в соответствии с конкретной головкой крепежного изделия или семейством головок крепежного изделия, или по стандартам ANSI и ISO.

- Отверстие Spotface: Глухое или сквозное отверстие, имеющее перпендикулярный и плоский неглубокий уступ на поверхности материала. Цель состоит в том, чтобы обеспечить высококачественную поверхность на деталях с шероховатой поверхностью или обеспечить перпендикулярную посадочную поверхность на деталях с искривленной поверхностью.
- Резьбовое отверстие: Сквозное или глухое отверстие, часть или вся длина которого вырезана таким образом, что получается резьба, расширение эффективного диаметра за счет разрезания резьбы на стенки отверстия.
Резюме
В этой статье представлены зенкерные отверстия, объяснено, что они из себя представляют, и обсуждены их различные размеры. Чтобы узнать больше о зенкерных отверстиях, свяжитесь с представителем Xometry.
Xometry предоставляет широкий спектр производственных возможностей, включая обработку с ЧПУ и другие дополнительные услуги для всех ваших потребностей в прототипировании и производстве. Посетите наш веб-сайт, чтобы узнать больше или запросить бесплатное предложение без каких-либо обязательств.
Заявление об отказе от ответственности
Содержание, представленное на этой веб-странице, предназначено только для информационных целей. Xometry не делает никаких заявлений и не дает никаких гарантий, явных или подразумеваемых, в отношении точности, полноты или достоверности информации. Любые рабочие параметры, геометрические допуски, особенности конструкции, качество и типы материалов или процессов не должны рассматриваться как представляющие то, что будет поставляться сторонними поставщиками или производителями через сеть Xometry. Покупатели, которым нужны расценки на детали, несут ответственность за определение конкретных требований к этим частям. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Команда Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Зенковка отверстий в печатных платах | Sierra Circuits
Что такое зенковка и раззенковка отверстий в печатных платах?
Зенковка — это конусообразное отверстие, которое вырезается или просверливается в ламинате печатной платы. Это коническое отверстие позволяет вставить винт с плоской головкой в просверленное отверстие. Зенковки предназначены для того, чтобы болт или винт оставались спрятанными внутри с выровненной поверхностью доски.
Коническое зенкерное отверстие в печатной платеСверление с цековкой включает создание отверстия с плоским дном. Стороны этих отверстий параллельны и вертикально прямые. Цилиндрическая цековка позволяет винту с шестигранной головкой проходить под просверленным отверстием. Это отверстие является увеличенной версией коаксиального отверстия.
Цилиндрическое зенкерное отверстиеКогда использовать зенковку и цековку
Зенкованные отверстия применяются в компактных конструкциях, где пространство является критическим ограничением. Плоская поверхность позволяет увеличить площадь поверхности. Они в основном используются в плотно прилегающих, компактных приложениях для повышения гибкости и обеспечения пространства для установки. Например, они встроены в смартфоны и смарт-часы.
Отверстия с зенковкой обеспечивают достаточно места для крепления гнезд. Они являются подходящим выбором, когда ваш дизайн требует надежного крепления, а не экономии места и ровной поверхности. Эти отверстия можно использовать в стиральных машинах и других электронных устройствах, где основной задачей является надежное крепление.
Винты для вставки в отверстие с зенковкойТребования к сверлению для зенковки и зенковки
Зенковка
Конические зенкерные отверстия требуют большой точности для установки винтов с плоской головкой. Эти типы отверстий просверливаются в печатной плате, поэтому определение правильного угла имеет жизненно важное значение. Для создания зенкеров доступен широкий ассортимент сверл с разными углами. Как правило, наиболее часто применяемые углы составляют 82° и 9°.0°. Хотя другие углы, такие как 60 °, 100 °, 110 ° и 120 °, также могут быть включены в соответствии с требованиями дизайна. Важно, чтобы угол большего отверстия совпадал с коническим углом крепежной детали.
Глубина зенковки зависит от диаметра основного отверстия и угла зенковки. Если главный диаметр остается неизменным, глубина изменяется обратно пропорционально углу погружения.
Поперечное сечение отверстия с зенковкойДля создания идеального отверстия с зенковкой необходима следующая информация:
- Угол сверла.
- Диаметр зенковки или основного отверстия и стандартный диаметр сквозного или основного отверстия.
- Сторона, требующая зенковки.
- Глубина отверстия.
- Должны ли отверстия быть с покрытием или без покрытия.
Зенковка
Стороны зенковки параллельны друг другу и не требуют сужения. Следовательно, дизайнерам не нужно указывать угол для его изготовления.
Детали, необходимые для изготовления зенковки:
- Основной диаметр или конечный диаметр отверстия на поверхности.
- Глубина сверления зенковки.
- Там, где необходимо просверлить отверстие, вверху или внизу.
- Готовый диаметр вала.
- Должны ли отверстие и вал быть покрыты или не покрыты.
Символическое обозначение
Отверстие с зенковкой обозначается буквой «V» с числовым значением диаметра рядом с ней. Этот символ выбран, потому что вид сбоку на отверстие напоминает букву «V». Ниже вы можете увидеть пример символа зенковки, где диаметр сквозного отверстия указан как 0,25 мил, а диаметр и угол зенковки — 0,50 мил и 82° соответственно.
Символ зенковки Зенковка имеет форму квадрата, открытого сверху. Указываются диаметр сверления, глубина и диаметр зенковки. Если толщина материала под расточенным отверстием значительна, важно указать толщину материала, а не глубину отверстия.