Рдс это сварка: Ручная дуговая сварка (РДС)
alexxlab | 03.02.2023 | 0 | Разное
технология РДС и способы сварки труб, оборудование и преимущества
Знаменитая РДС – , народная любимица и самая популярная сварочная технология в течение долгого времени. Такое достижение дорогого стоит. Метод основан на использовании специальных электродов.
Все действия в РДС выполняются сварщиком вручную. Несмотря на популярность и, казалось бы, изученность этого способа, нам с вами невредно будет повторить основные факты и проверить, как на сегодняшний день поживает милая сердцу РДС.
Содержание
- Главное – дуга
- Что варим с помощью РДС
- Поговорим об электродах
- Снег, дождь и ветер
- Теперь ток
- Абзац про дефекты
- Пара слов о швах и их кромках
- Оборудование для РДС
- Варим трубы
- Плюсы РДС
- Минусы РДС
Главное – дуга
Суть или технология ручной дуговой сварки – это формирование правильной и устойчивой дуги между концом электрода и сварочной ванной. Поджечь дугу быстрым касанием, чтобы она сразу загорелась и стабильно горела в дальнейшем – одно дело.
Правильно держать и вести электрод, соблюдая стандарты высоты расходника над поверхностью, скорости ведения электрода вдоль шва и много чего еще – дело другое. Знать нужно немало, уметь – тоже. Ну так современная – тоже не погулять выйти, это поле с профессиональными игроками и высокой конкуренцией.
Здесь на художественной самодеятельности никто больше не проедет. Так что давайте повторять и разбираться в деталях и нюансах современной РДС.
Основные действия с помощью электродержателей:
- подача электрода в рабочую зону;
- поджиг электрической дуги;
- перемещение расходника вдоль кромок деталей;
- поддержка стабильного горения дуги.

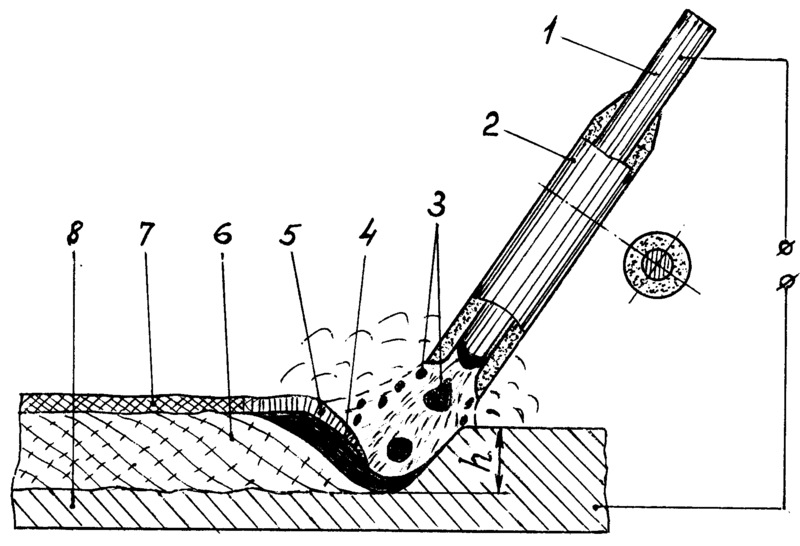
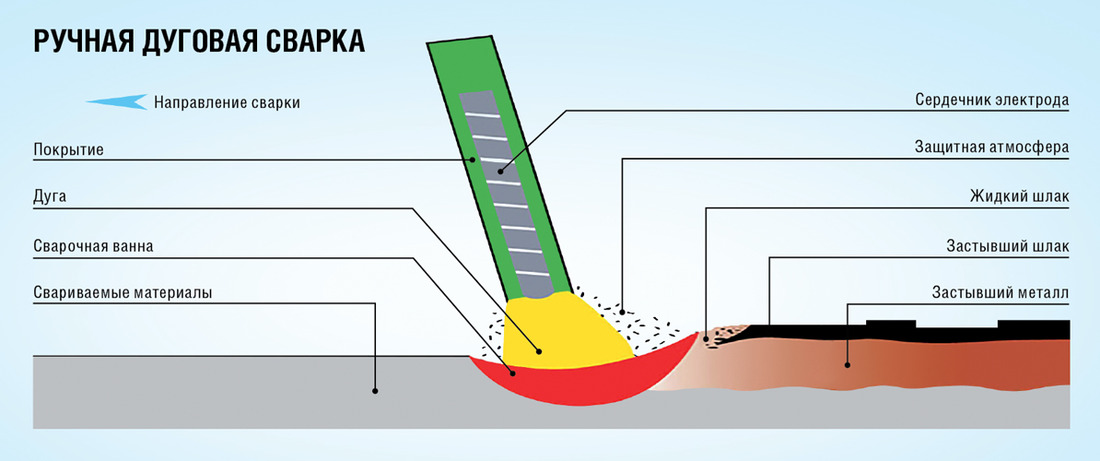
Вместе с металлическим стержнем электрода плавится его специальное покрытие, хитрый состав которого образует защиту шва шлаком и газом от окисления. Сразу же после того, как погаснет дуга, шлак удаляется с поверхности рабочего участка.
Сварочный шов какой угодны для не получается из-за ограниченной длины электрода: как только стержень оплавится до конца, процесс нужно останавливать, чтобы его поменять. А такого рода перерывы неважно сказываются на качестве шва: из-за них в шве попросту образуются .
С этой бедой можно бороться, и прежде всего с помощью выполнения правил технологий. В технических характеристиках электродов, к примеру, всегда указываются параметры подходящего электрического тока к типу покрытия, диаметру стрежня и положению во время сварки.
Все это необходимо для оптимизации горения дуги и протяженности непрерывного шва – «не больше и не меньше, а в самый раз» — вот главное правило, которое, пожалуй, требует технология дуговой сварки.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Конечно, в зависимости от состава металла меняется прочность шва. Она, например, снижается с повышением доли углерода в стальных сплавах. Иными словами, высокоуглеродистые стали варить методов РДС можно, но качество шва с точки зрения будет ниже.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Поговорим об электродах
О современных электродах можно написать «Войну и мир», не меньше.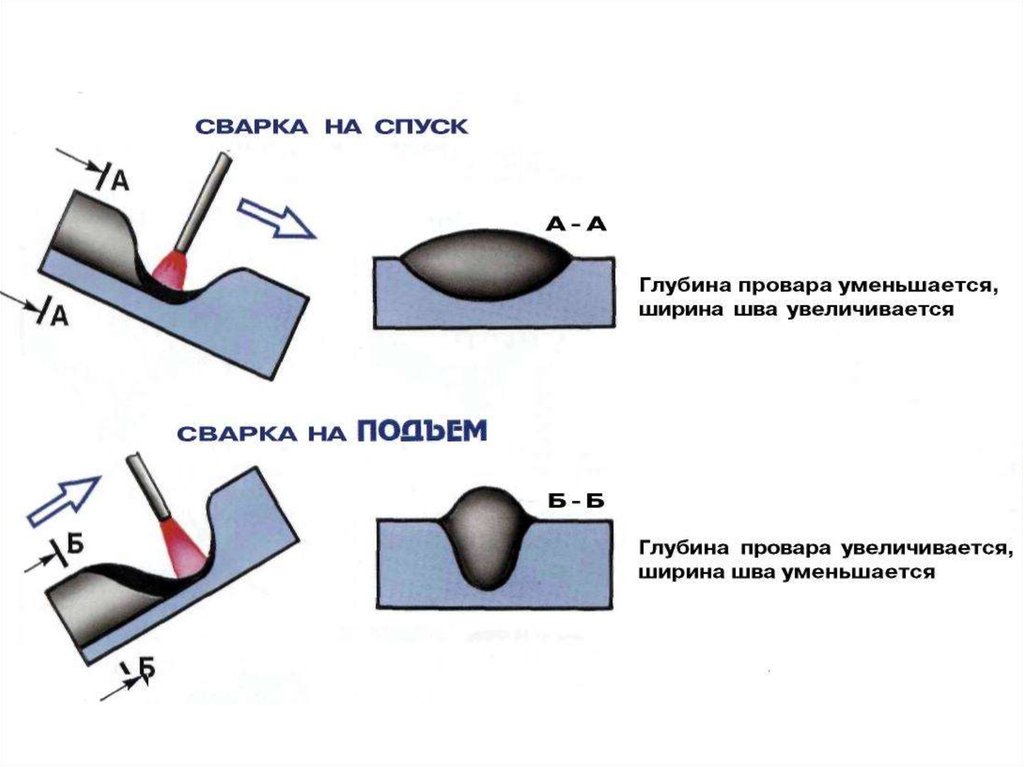 Уж каких только сплавов и составов покрытий сейчас не делают — на любой вкус.
Уж каких только сплавов и составов покрытий сейчас не делают — на любой вкус.
А если серьезно, то классификация сегодняшних электродов обширнейшая, новые технологии требуют соответствия химического состава всех без исключения частей расходников металлам свариваемых деталей. Эти материалы содержат вещества для стабилизации горения дуги, образования защитного шлака и т.д.
Схема ручной дуговой сварки покрытыми электродами.Функции у современных покрытий электродов вполне конкретные и ясные:
- Образование шлаков для защиты металла от кислородного окисления в воздухе и действия влаги.
- Образование газа для той же защиты. Он образуется в результате горения органических веществ, входящих в состав покрытия электрода.
- Так называемое раскисление шва – удаление из него окислов кислорода.
- Легирование основного металла за счет добавок в покрытии.
Для РДС выпускаются специальные . Все они соответствуют свойствам наплавленного металла и снабжены в названии буквой «Э».
Число после буквы обозначает уровень временного сопротивления в килограммах на квадратный миллиметр. Если рядом стоит буква «А», состав электрода очень пластичен и имеет высокую ударную вязкость.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
Ручная дуговая сварка позволяет работать в самых разных условиях внешней среды: хоть внутри помещений, хоть в открытом пространстве. Для этого метода не нужна подача газа или воды, что значительно упрощает рабочий процесс.
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя .
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Абзац про дефекты
Дефекты, возможные по ходу работы РДС, делятся на два вида:
- Отклонения от нормы и стандартов вследствие кристаллизации или остывания металла.
Они могут возникнуть в виде пор, трещин, снижения качества шва и т.д. - Дефекты в результате нарушений правил или технологии.
В этом случае появляются прожоги, непровары, подрезы и т.д.
Пара слов о швах и их кромках
Пара слов о кромках. Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Подробное описание разделки краев в зависимости от типа шва отлично прописаны в ГОСТе 5264-80, полностью посвященному РДС. Кромки бывают трех видов, которые различаются лишь по форме: V, R, X.
После сварки кромку нужно удалить. Это можно сделать просто – зубилом. Но в этом случае о качестве и эстетике шва придется забыть. Ровное и аккуратное удаление получится с помощью фрезерного или токарного станка.
Если применение станка невозможно из-за трудного доступа, кромки убираются кислородной резкой. Чистка кромок металлической щеткой от грязи, коррозии и окалины также относится к обязательным действиям.
Разновидности сварочных швов.также различаются по форме:
- стыковой тип;
- швы внахлест;
- угловые;
- тавровые швы.
Также сварные соединения подразделяются исходя из положения в пространстве:
- нижний тип – самый распространенный, при котором свариваемые заготовки находятся под электродом;
- горизонтальный тип: заготовку фиксируют под углом, а электрод и процесс сварки – в горизонтальном положении;
- вертикальный тип шва, которые формируется снизу наверх.
 Это непростой вид из-за стекания расплавленного металла вниз;
Это непростой вид из-за стекания расплавленного металла вниз; - потолочный тип, когда шов находится сверху по отношению к электроду;
 Это непростой вид из-за стекания расплавленного металла вниз;
Это непростой вид из-за стекания расплавленного металла вниз;При сложных положениях в пространстве используется пониженный ток, а сама сварка производится короткими движениями.
Оборудование для РДС
Конечно же это аппараты ручной дуговой сварки. Метод дает широкие возможности для их выбора. Это может быть и традиционный трансформатор – ветеран сварочного движения, трансформатор в комбинации с выпрямителем и, наконец, герой нашего времени – аппарат для дуговой сварки под названием инвертор.
Последний вариант- самый популярный в силу дополнительных функций для облегчения работы сварщика: форсированной дуги и антизалипания.
 На инверторе могут работать даже юные дебютанты, швы в любом случае получаются ровными и крепкими.
На инверторе могут работать даже юные дебютанты, швы в любом случае получаются ровными и крепкими.Есть, конечно, нюанс – относительно высокая стоимость . Но овчинка выделки стоит благодаря высокой надежности в святом деле качества шва. Сварочное оборудование ручной дуговой сварки предлагается в самых широких продуктовых линейках – на любой цвет и вкус.
Варим трубы
Одно из технологических преимуществ РДС перед другими методами – это сварка труб ручной дуговой сваркой.
К данному виду работ всегда имеются особые требования. И прежде всего это идеальная герметичность швов и устойчивость к значительному и длительному давлению. Именно поэтому швы на трубе варят в нижнем положении, где это только возможно.
Трубы варят стыковыми швами, других вариантов практически нет. Предварительная подготовка – формирование прихваток, без них сделать что-либо будет трудно. Если труба большая, и ее диаметр превышает 30 см, участки сварки будут в длину будут составлять не больше 20-ти см.
Плюсы РДС
Схема сварки металла электродом.Преимущества ручной дуговой сварки внятные, серьезные и весьма весомые:
- универсальность технологии в отношении применяемых материалов благодаря широчайшему выбору электродов на рынке;
- благодаря ручной подаче и ведению электродов сварку можно производить в любом положении, включая самые труднодоступные места;
- возможность быстро смены расходных и свариваемых материалов;
- удобная транспортировка оборудования;
- отличный способ варить трубы;
- метод по силам даже новичкам, если работать на инверторе.
Минусы РДС
Недостатки есть у всех методов, куда ж без них
У ручной дуговой минусы скромные:
- относительно низкая производительность, как и у всех ручных способов сварки;
- качество сварного шва в значительной степени зависит от квалификации сварщика, если работа идет не на инверторе. Инвертор нивелирует опыт работы;
- действие на организм вредных факторов сварки.
 Инвертор нивелирует опыт работы;
Инвертор нивелирует опыт работы;Следует заметить, что недостатки метода вполне можно считать его особенностями, которые обусловлены сутью физико-химического процесса.
что это такое, определение и виды РДС, особенности технологии – основы процесса и способы работы для сварщиков на rocta ru
Знаменитая РДС – ручная дуговая сварка, народная любимица и самая популярная сварочная технология в течение долгого времени. Такое достижение дорогого стоит. Метод основан на использовании специальных электродов.
Все действия в РДС выполняются сварщиком вручную. Несмотря на популярность и, казалось бы, изученность этого способа, нам с вами невредно будет повторить основные факты и проверить, как на сегодняшний день поживает милая сердцу РДС.
Общая информация
У этого метода есть дополнительные международные названия, аббревиатуры широко используются при изготовлении комплектующих. Можно встретить – MMA (Manual Metal Arc – дословный перевод нашего термина), российское сокращение РДС, или короче – РД. Метод придуман отечественным инженером Николаем Бернардосом, который впоследствии совершенствует свой прибор и создает разновидности. Патент на изобретение был куплен и внедрен в производство металлоконструкций во всем мире. Классический материал – угольный электрод, но есть новые изобретения, способы, задействующие плавящиеся стержни.
Этапы процедуры
Все профессиональные сварщики и любители действуют по алгоритму:
- Подготовка предполагает тщательное очищение всех поверхностей и закрепление заготовки на рабочем месте.
- Появление дуги. Чтобы она образовалась, необходимо подать напряжение и 2-3 раза быстрыми движениями прикоснуться наконечником к металлу.
- Проведение шва – скорость и угол варьируется в зависимости от физических характеристик материала.
- Финальная обработка – следует снять неровности, убрать лишнюю окалину, зачистить соединение.

Иногда требуются дополнительные операции, например, предварительный нагрев заготовки или подача защитного газа. Однако основные элементы алгоритма отражены верно.
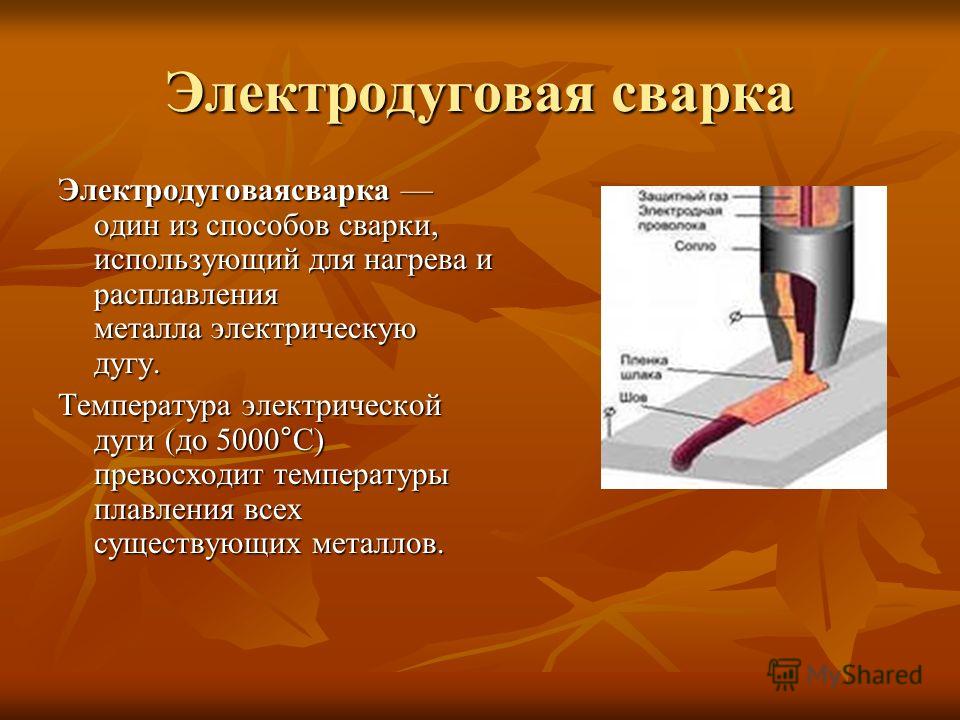
Принцип действия
В рамках данного метода на заготовки через стержень подается ток, который формирует сварочную дугу. Последняя представляет собой концентрированную лучистую энергию, которая нагревает металл до температуры плавления. Благодаря тому что ток подается строго в определенную точку, остальные части заготовки при данной схеме дуговой сварки не повреждаются.
Шов между металлическими изделиями образуется во время кристаллизации материала, который запускается сразу после того, прекращается нагрев. То есть данный процесс запускается во время остывания обрабатываемой зоны, в том числе и за счет принудительного охлаждения. В связи с этим соединению необходимо определенное время для набора прочности, определяемое скоростью остывания.
Принцип работы оборудования и технология ручной дуговой сварки
От источника питания на электродержатель подается переменный или постоянный ток (встречаются оба варианта). Напряжение позволяет создать электродугу, которая нагревает две поверхности металла. При движении ручки позади от проводника образуется сварочная ванна. В этой области происходит диффузионное соединение расплавленных сплавов. После их остывания, вещество кристаллизуется и снова превращается в твердый элемент – уже монолитный. Чтобы шов не окислялся под воздействием кислорода проволока в электроде покрыта специальным составом, который при плавлении выделяет инертный газ, вытесняющий О2.
Как делается РДС
Электрическая дуга поддерживается подаваемым током. При этом возможны различные полярности. Классический вариант – подается минус, а на заготовке поддерживается плюс, но встречается ситуация с противоположной подачей напряжения. Длина электродуги – расстояние между сварочной ванной и электродом.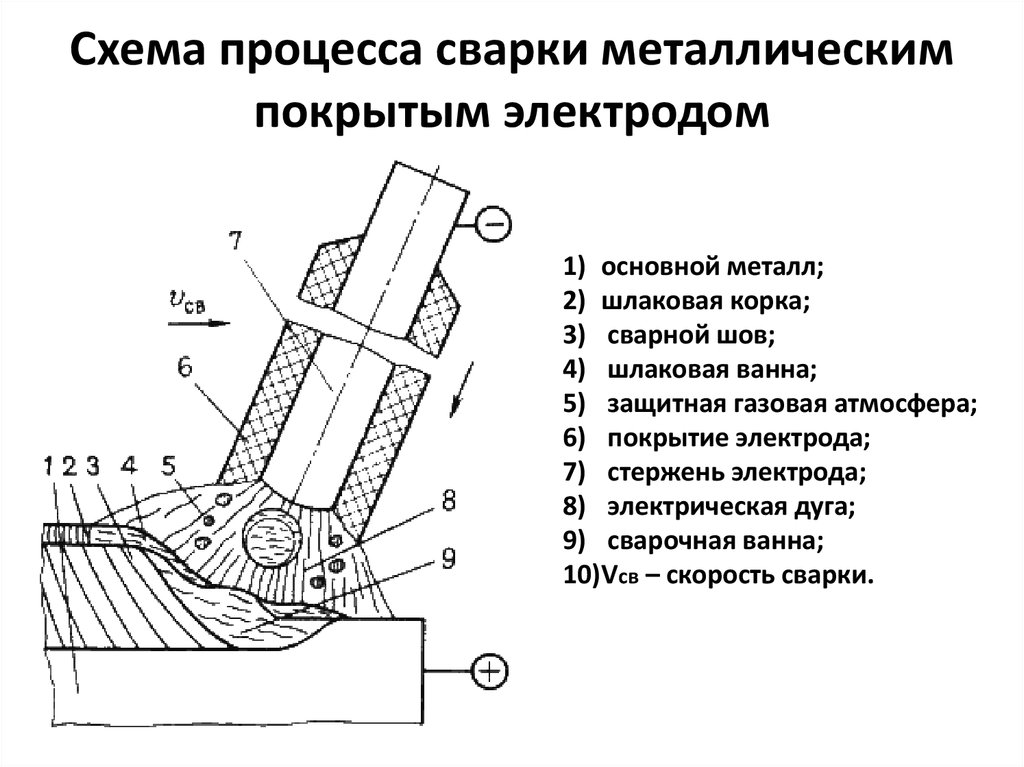 Она зависит от скорости проведения электродержателя. Помимо газа от покрытия проводника в области плавки железа образуются шлаки, они способствуют:
Она зависит от скорости проведения электродержателя. Помимо газа от покрытия проводника в области плавки железа образуются шлаки, они способствуют:
- увеличению скорости металлообработки;
- более долгому поддержанию высокой температуры;
- хорошему, ровному сварному соединению;
- защите от кислорода и окисления.
Как зажечь дугу
Необходимо 2-3 раза легким движением прикоснуться концом вертикально направленного электрода к заготовке. Если быстро не отвести руку, произойдет залипание, поверхность будет испорчена. Второй метод для ручной эл дуговой сварки – провести концом материала вдоль будущего шва. Посмотрим обучающее видео:
Как правильно перемещать сварку
Можно варить углом «назад» и «вперед», то есть к себе и от себя. В первом случае сильнее прогрев сплава, а во втором меньше. То есть следует сделать выбор в зависимости от материала. Угол наклона выбирается в соответствии с образованной сварочной ванной. Длина электродуги должна быть постоянно одинаковой – около 2-3 мм.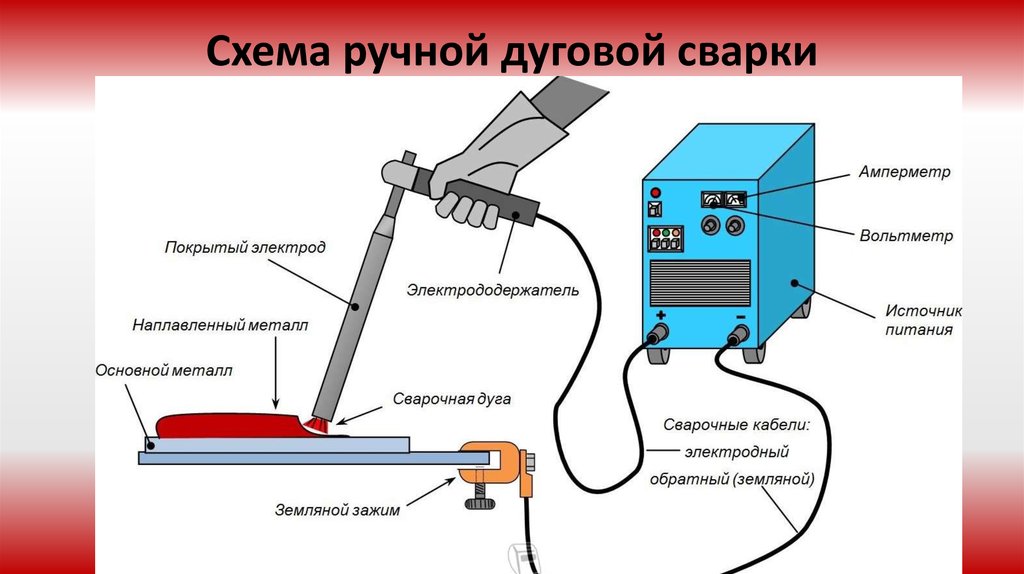 В зависимости от необходимой прочности конструкции, используемого сплава, можно выбрать один из видов движения электродуговой сварки, схемы которых представлены в статье.
В зависимости от необходимой прочности конструкции, используемого сплава, можно выбрать один из видов движения электродуговой сварки, схемы которых представлены в статье.
Где можно овладеть специальностью сварщика
Сегодня у тех, кто хочет заниматься сваркой, есть много возможностей. Главное понимать, что этому нельзя научиться, освоив только теорию. Обязательно нужна практика.
Чтобы её получить, начинающим следует записаться на соответствующие курсы, которые длятся несколько месяцев, или прикрепиться к опытному знакомому сварщику, который будет готов поделиться азами и показать, как правильно варить тот или иной металл.
А школьникам, которые думают о будущей профессии, ещё проще — после девятого класса можно пойти в колледж или училище, где дуговой ручной и автоматической сварке обучают целых три года, а потом выдают соответствующий диплом.
После одиннадцатого класса обучение на сварщика длится один год, и для кого-то из начинающих именно такой вариант может оказаться самым оптимальным.
В конечном счёте никто не мешает стать кустарём-самоучкой. В интернете без труда можно найти текстовые инструкции, самоучители и учебники, а также уроки дуговой и прочих видов сварки в формате видео. А если у вас есть, допустим, гараж и сварочное оборудование, практиковаться вы можете самостоятельно.
Безопасность при MMA способе
Всегда надевайте защитный костюм, обувь с прочными носами и массивной подошвой. Никогда не приступайте к работе в шлепках, с открытыми частями тела. Также следует надевать специальные сварочные перчатки – достаточно чувствительные к движениям, но хорошо защищающие. Будьте внимательны к глазам, всегда надевайте очки для сварки или используйте щиток. Тщательно подготовьте рабочее место, уберите легко воспламеняющиеся предметы. Вблизи всегда имейте огнетушитель и аптечку, так как деятельность связана с рисками.
Используемые плавящиеся электроды при процессе ручной дуговой сварки
Все проводники в продаже можно поделить на:
- Плавкие. Их сердцевина плавится и добавляется к расплавленному металлу двух заготовок, остается в шве. Она обмазана эффективным для создания газовой атмосферы флюсовым порошком.
- Неплавкие. Изготовлены из вольфрама и служат исключительно для подачи тока. Газ для ванны подается специальным шлангом.
 Их сердцевина плавится и добавляется к расплавленному металлу двух заготовок, остается в шве. Она обмазана эффективным для создания газовой атмосферы флюсовым порошком.
Их сердцевина плавится и добавляется к расплавленному металлу двух заготовок, остается в шве. Она обмазана эффективным для создания газовой атмосферы флюсовым порошком.Еще одно различие – диаметр сечения. Чем он больше, тем выше сила тока и шире максимальный шов. Подробнее в видео:
Присадочная проволока – что это
Еще одна разновидность. По сути, это крупный моток материала (алюминия, меди), который выполняет такие же функции, как и плавкий электрод, то есть проводит ток и одновременно является материалом для образования соединения между элементами конструкций. Отличие – отсутствие обсыпки, поэтому газ необходимо подавать извне. Второй вариант – посыпать флюсовый порошок вдоль образования шва.
Особенности процесса
Ручная дуговая сварка имеет несколько явных плюсов:
- её можно выполнять даже в закрытых помещениях;
- благодаря большому ассортименту выпускаемых электродов, дуговая сварка подойдёт для множества различных металлов и сплавов. И если сначала вам нужно варить один металл, а потом другой, никаких проблем не возникнет. Перенастроить оборудование и поменять электроды можно достаточно быстро;
- дуговое электрооборудование имеет простую конструкцию, мало весит и легко транспортируется;
 И если сначала вам нужно варить один металл, а потом другой, никаких проблем не возникнет. Перенастроить оборудование и поменять электроды можно достаточно быстро;
И если сначала вам нужно варить один металл, а потом другой, никаких проблем не возникнет. Перенастроить оборудование и поменять электроды можно достаточно быстро;К минусам дуговой электросварки металлов следует отнести наличие вредных условий и низкий коэффициент полезного действия.
Проще всего провести дуговую сварку вручную, если металлоизделия располагаются в горизонтальном положении. В таком случае контролировать электрод и расплавленный металл очень удобно – сила тяжести не позволяет расплаву растекаться по сторонам.
Гораздо более сложна вертикальная и потолочная дуговая сварка — подобные работы выполняют только профессионалы.
Преимущества и недостатки
Плюсы:
- удобство в использовании, не обязательно закреплять деталь на полу, можно даже работать на весу;
- установка не занимает много места;
- есть возможность соединять различные сплавы;
- можно перенести на другое место, взять с собой в машину;
- простота применения – можно легко обучить основам технологии электродуговой сварки.

Минусы:
- Контакт с газом и яркие вспышки света негативно влияют на здоровье сварщика.
- Хороший ровный шов получится только после длительного опыта и умения работать с различными материалами.
- Достаточно трудоемкий и долгий процесс.
Сделаем вывод о том, что РДС для сварщиков – это аппарат, который больше подходит для работы в домашних условиях и на малых производствах.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Способы ручной дуговой сварки металла: сварочные работы в разных положениях
Это одно из самых крупных преимуществ установки РДС, потому что работник может находиться в любом отношении со свариваемыми поверхностями. Получится хорошее соединение, если придерживаться определенных технических норм.
Нижнее расположение
Наиболее привычное. Заготовка лежит на полу или невысоком столе, человек находится сверху. Хорошо закрепите детали и следите за плавным и равномерным образованием ванны.
Вертикальное
Из-за притяжения расплавленный металл будет стремиться стечь, могут образовываться подтеки. Легче работать сверху вниз, но лучше наоборот, так как капли раскаленного материала будут покрывать уже готовый, затвердевший шов.
Потолочное
Работу необходимо вести очень медленно, делая периодические интервалы. Так сплав будет успевать остывать и кристаллизоваться, чтобы не капать вниз. Также это способствует дополнительному прогреву.
Также это способствует дополнительному прогреву.
Дуга электросварки
Этим термином называют длительный разряд тока, создающий высокую температуры. Фактически это горение газов, которые при обычных условиях не так интенсивно передают электроны и ионы. Его запускает электронная эмиссия – высвобождение отрицательно заряженной частицы в момент соприкосновения электрода и металла.
Влияние сварочно-дуговой сварки на качество шва
Чем меньше расстояние, тем ровнее соединение – без капель, подтеков. Но держать несколько миллиметров очень трудно. Также короткая электродуга при правильном процессе ручной дуговой сварки приводит к:
- равномерному расплавлению обсыпки;
- ровному пучку искр;
- достаточной глубине проплавления;
- отсутствию окисления.
Параметр можно определять по звучанию – если оно равномерное, без щелчков и сбоев, то нужно стремиться поддерживать это расстояние.
Минусы РДС
Недостатки есть у всех методов, куда ж без них
У ручной дуговой минусы скромные:
- относительно низкая производительность, как и у всех ручных способов сварки;
- качество сварного шва в значительной степени зависит от квалификации сварщика, если работа идет не на инверторе. Инвертор нивелирует опыт работы;
- действие на организм вредных факторов сварки.
 Инвертор нивелирует опыт работы;
Инвертор нивелирует опыт работы;Следует заметить, что недостатки метода вполне можно считать его особенностями, которые обусловлены сутью физико-химического процесса.
Влияние режима на шов
При работе с различными поверхностям следует по-разному располагать элементы и сваривать торцы, ровные отрезы, сечения и прочее. Но это не должно заставлять вас менять параметры аппаратуры. Выбор режима зависит исключительно от того, какой ширины и глубины проплав вам необходим. Для выбора вам поможет таблица:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 3 | 175 — 185 | 3 |
| 5 | 200 — 225 | 4 |
| 7 | 250 — 270 | 5 |
| 10 | 300 — 330 | 6 |
Воздействие тока
Чем показатель больше, тем глубже плавится металл, прочнее соединение. Но одновременно с этим уменьшается его широта.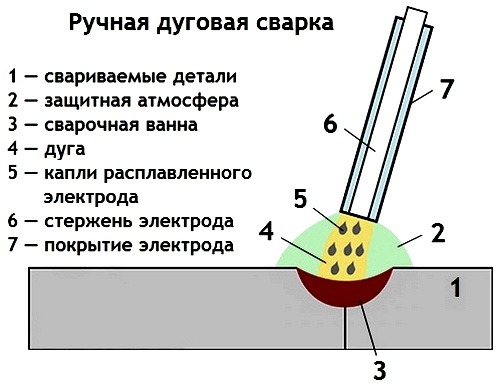 Также имеет значение разновидность используемого оборудования, работает оно на переменном или постоянном электричестве. В первом случае соединительный участок будет более узким.
Также имеет значение разновидность используемого оборудования, работает оно на переменном или постоянном электричестве. В первом случае соединительный участок будет более узким.
Возможные сложности
Не нужно забывать и про зазор между электродом и металлоизделием — пока идёт дуговая сварка, он должен быть равен примерно трём миллиметрам. Это не так-то легко — электрод в процессе сварки всё время расходуется и выгорает.
Поэтому аппарат постоянно нужно немного опускать вниз. Если зазор окажется маленьким, не будет хватать металла для создания шва. А слишком большой зазор приводит к тому, что дуговая искра становится нестабильной.
Начинающему в первое время лучше выбирать прямолинейный тип движения. При желании можно попытаться сделать небольшие круговые завихрения вокруг ванночек наплавленного металла. Различные сложные фигуры типа зигзагов и восьмёрок лучше осваивать позже.
Ещё один важный параметр — скорость. Именно от того, что электрод идёт рывками или с неправильной скоростью, возникают дефекты сварки — прожиги или непроваренные места.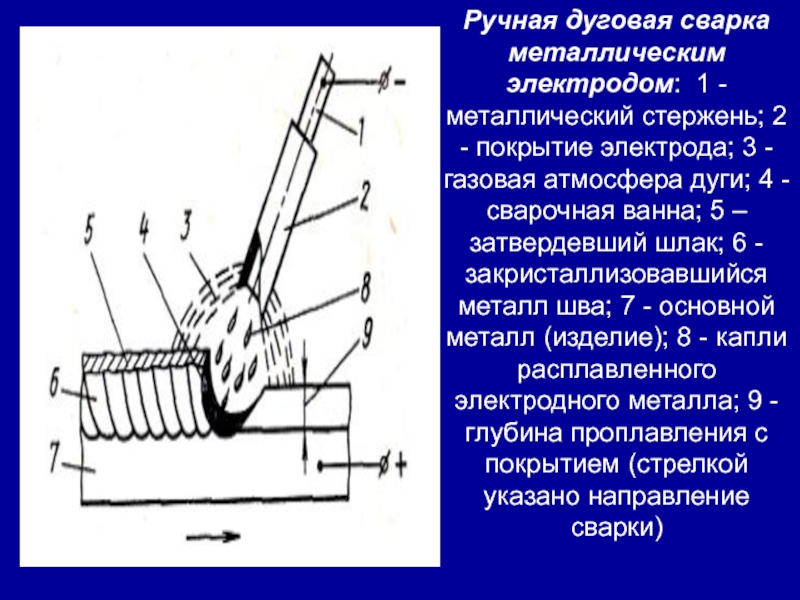
Чтобы избежать таких дефектов, начинающим мастерам по дуговой сварке нужно внимательно следить за оттенком поверхности под электродом и плавно двигать аппарат по выбранному направлению.
Чем тоньше электрод, тем слабее он разогревает металл и тем медленнее его ведут. В частности, поэтому начинающим желательно работать именно с тонкими электродами.
Во время дуговой электросварки обязательно нужно следить, насколько ровным и незаметным получается шов, сколько на нём дефектов. Оптимальная ширина шва — от 0,8 до 1,5 диаметра электрода.
При желании некоторые дефекты дуговой электросварки впоследствии можно устранить. Но проводить какие-либо дополнительные операции следует лишь тогда, когда шов полностью остынет и будет очищен от шлаков.
В конечной точке шва не торопитесь убирать электрод. Здесь специалисты советуют сделать круглое металлическое уплотнение. Иначе в точке отрыва электродуги может образоваться маленький кратер.
Последнее, что нужно сделать – удалить остывший и почерневший шлак со шва молотком и жёсткой щёткой. Если дуговая сварка прошла правильно, шлак будет отскакивать от металлоизделия большими кусками. А в шве включений шлака и вовсе быть не должно.
Если дуговая сварка прошла правильно, шлак будет отскакивать от металлоизделия большими кусками. А в шве включений шлака и вовсе быть не должно.
Страница Apache2 Debian по умолчанию: работает
Страница Apache2 Debian по умолчанию
Это страница приветствия по умолчанию, используемая для проверки правильности работа сервера Apache2 после установки в системах Debian. Если вы можете прочитать эту страницу, это означает, что HTTP-сервер Apache, установленный по адресу этот сайт работает нормально. Вы должны заменить этот файл (находится по адресу /var/www/html/index.html), прежде чем продолжить работу с вашим HTTP-сервером.
Если вы обычный пользователь этого веб-сайта и не знаете, что это за страница
о, это, вероятно, означает, что сайт в настоящее время недоступен из-за
поддержание. Если проблема не устранена, обратитесь к администратору сайта.
Если проблема не устранена, обратитесь к администратору сайта.
Конфигурация Apache2 по умолчанию в Debian отличается от исходную конфигурацию по умолчанию и разделить на несколько файлов, оптимизированных для взаимодействие с инструментами Debian. Система конфигурации полностью задокументирован в /usr/share/doc/apache2/README.Debian.gz . Обратитесь к этому для полного документация. Документация для самого веб-сервера может быть можно найти, обратившись к руководству, если apache2-doc пакет был установлен на этом сервере.
Схема конфигурации для установки веб-сервера Apache2 в системах Debian выглядит следующим образом:
/etc/apache2/ |-- apache2.conf | `-- порты.conf |-- с поддержкой модов | |-- *.загрузить | `-- *.conf |-- conf включен | `-- *.conf |-- с поддержкой сайтов | `-- *.
 conf
conf
- apache2.conf — основная конфигурация файл. Он объединяет части, включая всю оставшуюся конфигурацию файлов при запуске веб-сервера.
- ports.conf всегда включается из основной файл конфигурации. Он используется для определения портов прослушивания для входящие соединения, и этот файл можно настроить в любое время.
- Файлы конфигурации в папке mods-enabled/, каталоги conf-enabled/ и sites-enabled/ содержат конкретные фрагменты конфигурации, которые управляют модулями, глобальная конфигурация фрагменты или конфигурации виртуального хоста соответственно.
- Они активируются доступными символическими ссылками
файлы конфигурации из соответствующих
*-в наличии/аналоги. Этим следует управлять
с помощью наших помощников
а2енмод,
а2дисмод,
a2ensite,
а2диссайт,
и
а2енконф,
a2disconf
. См. соответствующие справочные страницы для получения подробной информации.
- Бинарный файл называется apache2. Из-за использования
переменные среды, в конфигурации по умолчанию apache2 должен быть
запущен/остановлен с помощью /etc/init.d/apache2 или apache2ctl. Прямой вызов /usr/bin/apache2 не будет работать с
конфигурация по умолчанию.
 Этим следует управлять
с помощью наших помощников
а2енмод,
а2дисмод,
a2ensite,
а2диссайт,
и
а2енконф,
a2disconf
. См. соответствующие справочные страницы для получения подробной информации.
Этим следует управлять
с помощью наших помощников
а2енмод,
а2дисмод,
a2ensite,
а2диссайт,
и
а2енконф,
a2disconf
. См. соответствующие справочные страницы для получения подробной информации.
По умолчанию Debian не разрешает доступ через веб-браузер к любой файл кроме тех, которые находятся в /var/www, public_html каталоги (если включено) и /usr/share (для веб-сайтов). Приложения). Если ваш сайт использует корень веб-документа расположенных в другом месте (например, в /srv), вам может потребоваться внести в белый список корневой каталог документа в /etc/apache2/apache2.conf.
Корень документа Debian по умолчанию — /var/www/html. Ты можете создавать свои собственные виртуальные хосты в каталоге /var/www. Это другое к предыдущим выпускам, что обеспечивает лучшую безопасность из коробки.
Пожалуйста, используйте инструмент reportbug, чтобы сообщать об ошибках в
Пакет Apache2 с Debian. Тем не менее, проверьте существующие отчеты об ошибках, прежде чем сообщать о новой ошибке.
Тем не менее, проверьте существующие отчеты об ошибках, прежде чем сообщать о новой ошибке.
Пожалуйста, сообщайте об ошибках, характерных для модулей (например, PHP и других) к соответствующим пакетам, а не к самому веб-серверу.
Rds Ремонт сварочных аппаратов — Эдинборо, Пенсильвания 16412
Добавить в фаворитыРемонт сварного оборудования
Будьте первым обзором (814) 734-1777 . это твое дело? Настройте эту страницу.Заявить об этом бизнесеДругие виды промышленного производства в Эдинборо
Обработка листового металлаКузнечные работыАлюминийПроизводители листового металла Ремонт гидравлического оборудованияМеталлургические мастерскиеСталемонтажные работыМеталлоломКожевильные заводыПорошковое покрытиеАнодированиеПроизводители сталиПодробнее
- Категория
Ремонт сварочного оборудования
Отзывы
Привет!
Будьте первым, кто оставит отзыв!
5FIRST-CLASS4BETER, чем больше всего, что я ожидал 2, а не худший .