Реле времени для точечной сварки схема: Таймер реле времени для точечной контактной сварки своими руками
alexxlab | 22.06.2023 | 0 | Разное
Микроконтроллерный таймер для споттера своими руками
Микроконтроллерный таймер для споттера своими руками
Под термином “споттер” в данной статье понимается установка точечной контактной сварки, используемая в первую очередь автомобилистами и кузовщиками, для быстрой точечной приварки к кузову различных вспомогательных элементов, таких как шайбы, крючки, проволока и прочее, для последующей вытяжки и выравнивания поверхности.
Точечная сварка основана на принципе выделения тепла на переходном сопротивлении соприкасающихся свариваемых элементов. Поэтому задачей споттера является подача в место свариваемого контакта мощного импульса тока (I=800..1200А, U=5В) при нажатии соответствующей кнопки на “пистолете”. При точечной сварке необходимо контролировать длительность импульса (обычно она не превышает 0,5 с). Далее в статье будут рассмотрен принцип работы силовой схемы, схема и принцип работы таймера.
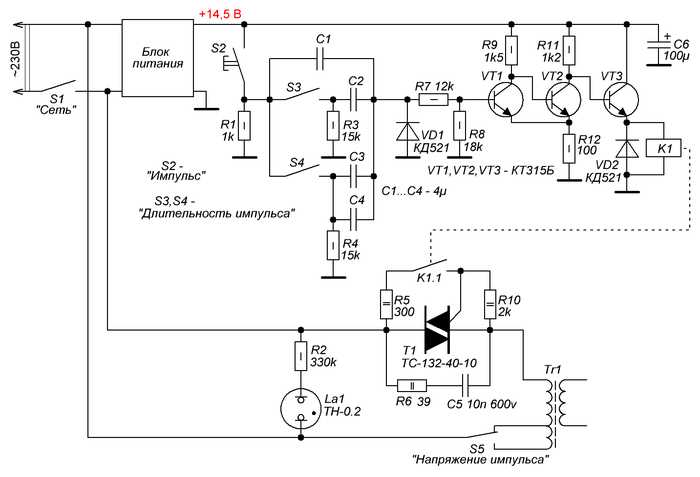
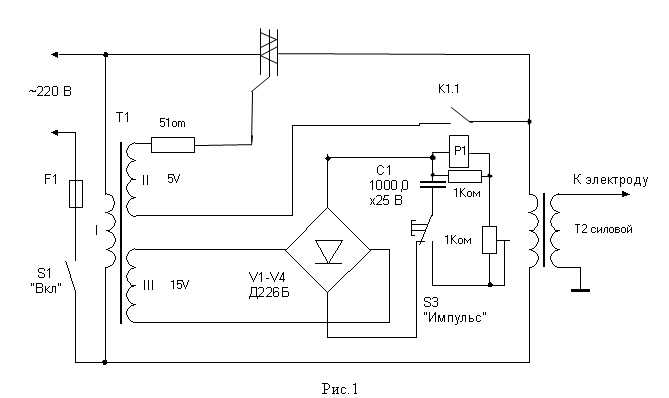
Довольно распространенной схемой силовой части самодельного трансформаторного споттера является схема, приведенная на рисунке 1.
Рисунок 1 – Схема силовой части.
Как видно по схеме, коммутация производится тиристором на стороне первичной обмотки силового трансформатора. Можно использовать и симистор, тогда отпадет необходимость в диодном мосте. Для задания длительности импульса тока на выходе необходимо поддерживать напряжение на управляющем электроде тиристора в течение соответствующего времени (длительности выходного импульса). Но следует иметь ввиду, что даже если управляющее напряжение уже снято, обычный незапираемый тиристор не закроется пока ток, проходящий через него, не упадет ниже тока удержания (в данной схеме ток достигает нуля 100 раз в секунду). Самый простой способ управления тиристором – RC-цепочка с регулировочным резистором (для изменения постоянной времени) и подзарядкой конденсатора от дополнительного источника низкого напряжения. Но этот способ далее не рассматривается.
Для более точного задания длительности разработан простой таймер на базе контроллера ATtiny2313. Длительность импульса регулируется двумя кнопками и может принималь значения от 0,01с до 0,5с с дискретостью 0,01с. На 7-сегментном индикаторе отображаются цифры, соответствующие заданной длительности в сотых долях секунды. Но, благодаря описанному выше свойству незапираемых тиристоров, реальная длительность выходного импульса может отличаться от заданой на время до 10мс (один полупериод). Схема споттера с микроконтроллерным управлением представлена на рисунке 2.
Длительность импульса регулируется двумя кнопками и может принималь значения от 0,01с до 0,5с с дискретостью 0,01с. На 7-сегментном индикаторе отображаются цифры, соответствующие заданной длительности в сотых долях секунды. Но, благодаря описанному выше свойству незапираемых тиристоров, реальная длительность выходного импульса может отличаться от заданой на время до 10мс (один полупериод). Схема споттера с микроконтроллерным управлением представлена на рисунке 2.
Рисунок 2 – Полная схема споттера.
Элементы, помеченные * на ноге Reset не обязательны, но их желательно ставить для снижения вероятности ложных сбросов из-за возможных наводок на этой ноге. Так как разводка плат выполнена для однослойного текстолита, некоторые аноды одноименных сегментов двух цифр LED-индикатора соединены перемычками со стороны дорожек.
 После запуска контроллер выполняет функции динамической индикации и опроса кнопок. Опрос кнопок происходит по таймеру примерно 4 раза в секунду. При нажатии на кнопку подачи импульса на “пистолете” (обозначена пунктиром), на ноге PD2 появляется логическая единица (5В), единица снимается через заданное время, которое отображается на светодиодном индикаторе в виде сотых долей секунды. Сигнал с вывода микроконтроллера усиливается по току повторителем на КТ972, так как для управления используемым оптотиристором ТО142-80 необходимо подавать ток не менее 120 мА на его внутренний светодиод. Оптронный тип тиристора выбран из простоты организации гальванической развязки цепей управления от силовых. В прошивке контроллера реализованы два режима работы: импульсный (по умолчанию) и непрерывный. Выбор режима, установка длительности (больше/меньше) осуществляется тремя кнопками. В непрерывном режиме длительность подачи сигнала управления тиристором зависит от длительности нажатия кнопки на пистолете.
После запуска контроллер выполняет функции динамической индикации и опроса кнопок. Опрос кнопок происходит по таймеру примерно 4 раза в секунду. При нажатии на кнопку подачи импульса на “пистолете” (обозначена пунктиром), на ноге PD2 появляется логическая единица (5В), единица снимается через заданное время, которое отображается на светодиодном индикаторе в виде сотых долей секунды. Сигнал с вывода микроконтроллера усиливается по току повторителем на КТ972, так как для управления используемым оптотиристором ТО142-80 необходимо подавать ток не менее 120 мА на его внутренний светодиод. Оптронный тип тиристора выбран из простоты организации гальванической развязки цепей управления от силовых. В прошивке контроллера реализованы два режима работы: импульсный (по умолчанию) и непрерывный. Выбор режима, установка длительности (больше/меньше) осуществляется тремя кнопками. В непрерывном режиме длительность подачи сигнала управления тиристором зависит от длительности нажатия кнопки на пистолете.
Для пояснения работы силовой части на рисунке 3 приведена упрощенная схема. На рисунке 4 изображена временная диаграмма работы силовой схемы с активной нагрузкой и идеальным тиристором (время включения =0, падение напряжения в открытом состоянии =0).
Рисунок 3 – Схема силовой части.
Рисунок 4 – Временная диаграмма работы прерывателя.
Рисунок 6 – Фьюзы tiny2313 в PonyProg.
spotter_002.zip (35,8 кб) – печатные платы в формате SprintLayout, прошивка для tiny2313, модель в Proteus’е.
Видео:
Источник: whitearc.ru
Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.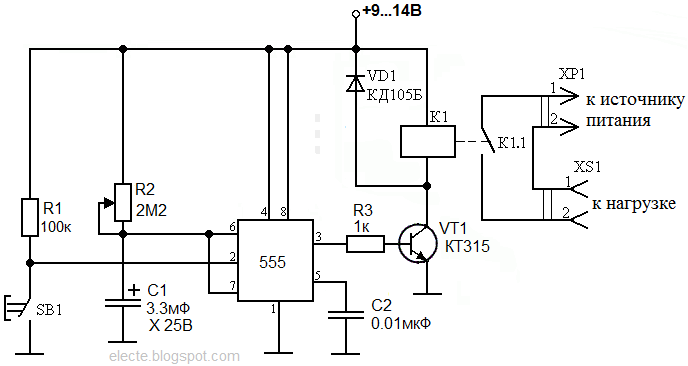
Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
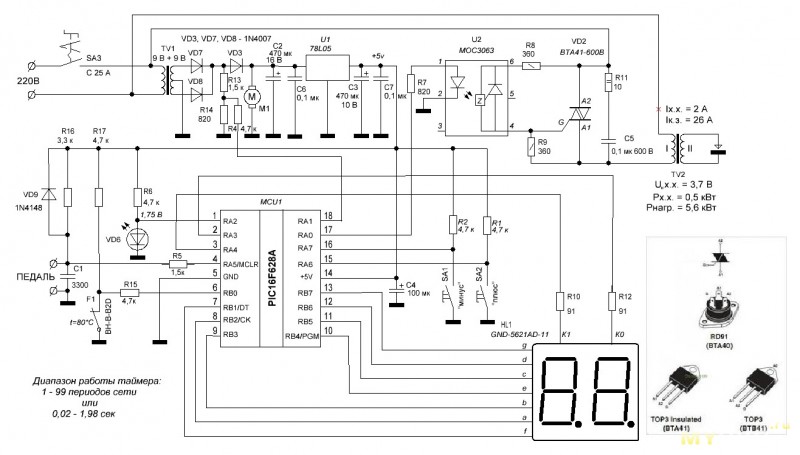
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Был закуплен в магазине Chinese Super Electronic market, делаю там не первый и думаю не последний. При заказе в 15-30$ отправляет почтой с нормальным треком, хорошо упаковывает, не косячит с комплектацией. При этом у него обычно цены минимальны или близки к ним.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.
— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
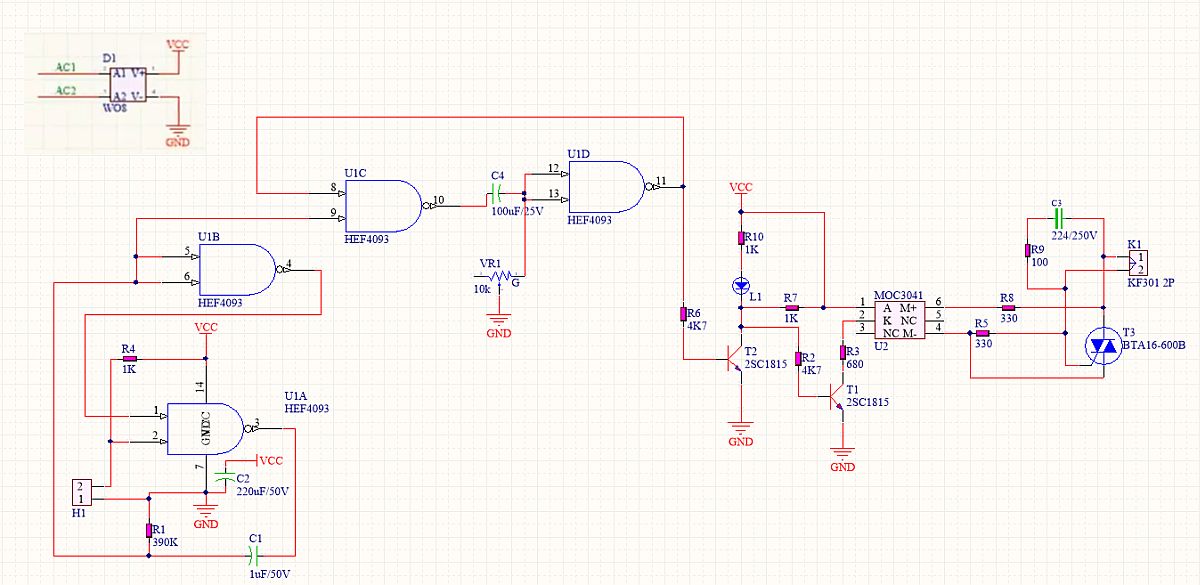
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.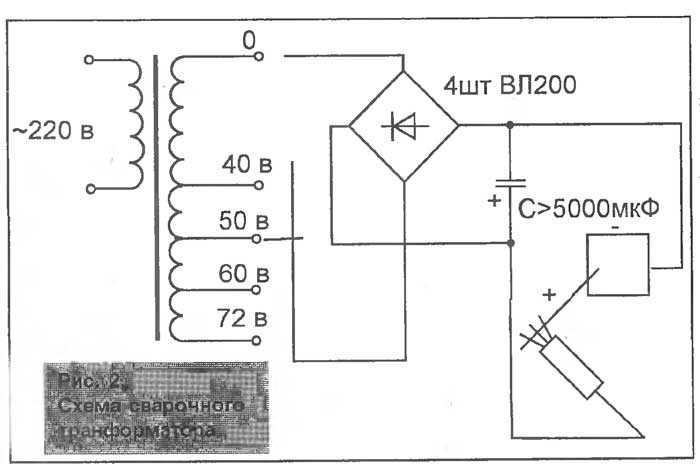
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — –
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1.5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)
(Вики)
То есть нужен большой ток и усилие сжатия. В промышленных аппаратах усилие сжатия и ток регулируются электроникой, есть сварочники с гидравлическим сжимом. Самые простые те, где сжимаются руками, как в моем варианте. Еще необходим ток. Трансформатор от микроволновки позволяет заменить вторичную обмотку, вместо повышающей ставим понижающую. Напряжение большого значения не имеет, ток получается достаточный. При использовании бОльших трансформаторов возможно повреждение проводки, токи первичной обмотки в трансформаторе микроволновки в районе 15-20 ампер, хороший домашний вариант.
Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек. Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
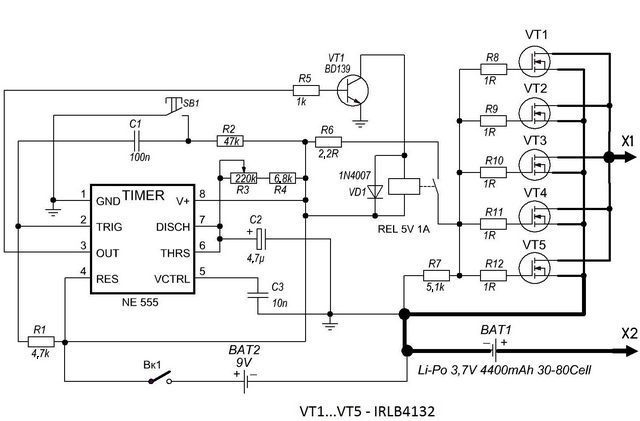
На следующей картинке схема с таймером.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.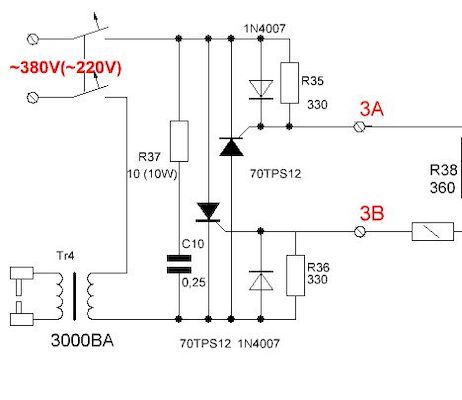
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Оконцевать провод. Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
Обычно используют наконечники медные луженые, наконечники медные. Можно обжать или напаять их или и то и другое.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону. Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.
Пластина 0,1*4мм
анализ цепи – Управление таймером точечной сварки с помощью 555
\$\начало группы\$
Я хочу использовать время 555 для управления синхронизацией импульса мощности точечной сварки с помощью ножного переключателя.
Я видел несколько моностабильных схем 555, но у меня возникли проблемы с определением значений резисторов и конденсаторов, чтобы получить время менее 1 секунды.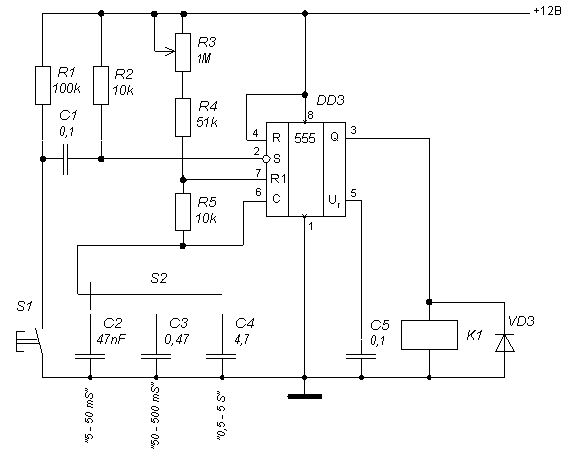
Кроме того, я хочу безопасно подключить эту цепь к аппарату для точечной сварки из-за разницы в мощности. Мой аппарат для точечной сварки сделан из MOT и имеет педальный переключатель для переключения.
Как мне соединить эти части вместе? Что за комбинация бак/кепка для тайминга менее 1 секунды с таймером 555?
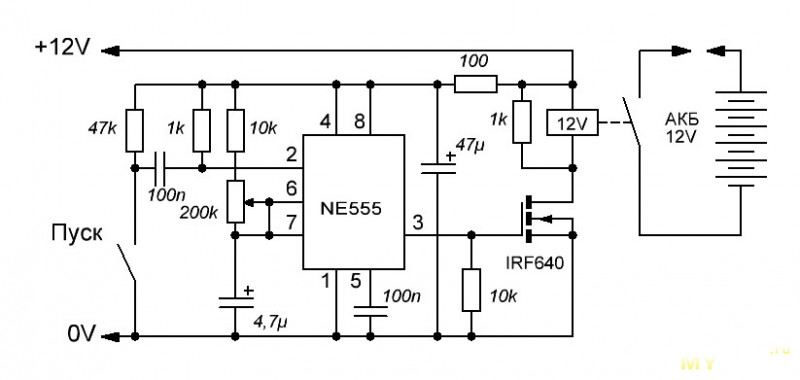
Хотел добавить изображение внизу страницы, но не знал как. Итак, я должен поставить здесь. Пожалуйста, дайте мне знать о любых модификациях, которые я должен сделать с соединениями. Кроме того, я хотел бы добавить POT в схему таймера 555, чтобы настроить время. Куда мне его положить? Спасибо за любую помощь…
- анализ цепи
- 555
- синхронизация
\$\конечная группа\$
5
\$\начало группы\$
MonoStable с переключателем
Извините, приятель, я должен прочитать это немного яснее. В последнем посте я имел в виду, что это была штука типа MIG с импульсными выходами … Надеюсь, вышеизложенное сделает это для вас немного яснее.
В последнем посте я имел в виду, что это была штука типа MIG с импульсными выходами … Надеюсь, вышеизложенное сделает это для вас немного яснее.
\$\конечная группа\$
3
\$\начало группы\$
что-то вроде 82Uf для C R1 = 10 K и R2, возможно, потенциометр от 0 до 25 k с последовательным 5k даст то, что вы просили. Но вы можете захотеть изменить соотношение пространства меток, а не только период включения, например, 1 секунду включения и 5 секунд выключения. У точечной сварки уже есть небольшой переключатель на ручке или что-то в этом роде? Если это так, то у него уже может быть возможность использовать низковольтный переключатель для запуска сварочного источника большого тока. Надеюсь это поможет.
\$\конечная группа\$
10
\$\начало группы\$
Вы не хотите отключать контакты 2 и 6 с помощью переключателя, который вы хотите сделать, как я показал на диаграмме выше. Кроме того, на выходе будет высокий уровень (т. е. + WRT 0 В), поэтому ваше твердотельное реле должно быть наоборот, но все еще привязано к контакту 3. быть подключен напрямую (вольты и ток) к выходу 555. Если у вас уже есть эти компоненты, то материал 555 настолько дешев, что вы можете настроить его на макетной плате, используя, возможно, 12 В, и убедиться, что все делает то, что вы хотите, прежде чем собирается где-нибудь рядом со смертельным веществом.
Помните, что это всего лишь гипотетические идеи, за которые вы несете полную ответственность.
Кроме того, на выходе будет высокий уровень (т. е. + WRT 0 В), поэтому ваше твердотельное реле должно быть наоборот, но все еще привязано к контакту 3. быть подключен напрямую (вольты и ток) к выходу 555. Если у вас уже есть эти компоненты, то материал 555 настолько дешев, что вы можете настроить его на макетной плате, используя, возможно, 12 В, и убедиться, что все делает то, что вы хотите, прежде чем собирается где-нибудь рядом со смертельным веществом.
Помните, что это всего лишь гипотетические идеи, за которые вы несете полную ответственность.
\$\конечная группа\$
20
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Pro Spot :: Support
Pro Spot – Quality Welding Systems
Содержание
- Нет экрана дисплея и индикаторы фаз НЕ горят
- Нет экрана дисплея и индикаторы фаз горят
- Слабые сварные швы
- Реле задержки плавного пуска не работает и нет сварки ни от одного из пистолетов
- Двухсторонний пистолет не сваривает, односторонний делает
- Выдано сообщение об ошибке сварки, сварка не выполняется ни с одной горелки
- Сообщается о хлопке в шкафу, нет сварки ни на пистолете, ни на реле плавного пуска
- Выдано сообщение об ошибке температуры или нет воздушного охлаждения
- Автоматический выключатель шкафа срабатывает
- Расцепители для оборудования (стены)
Примечание: Настоятельно рекомендуется, чтобы данные инструкции по ремонту использовались только квалифицированными специалистами, игнорирование этого может привести к аннулированию гарантии.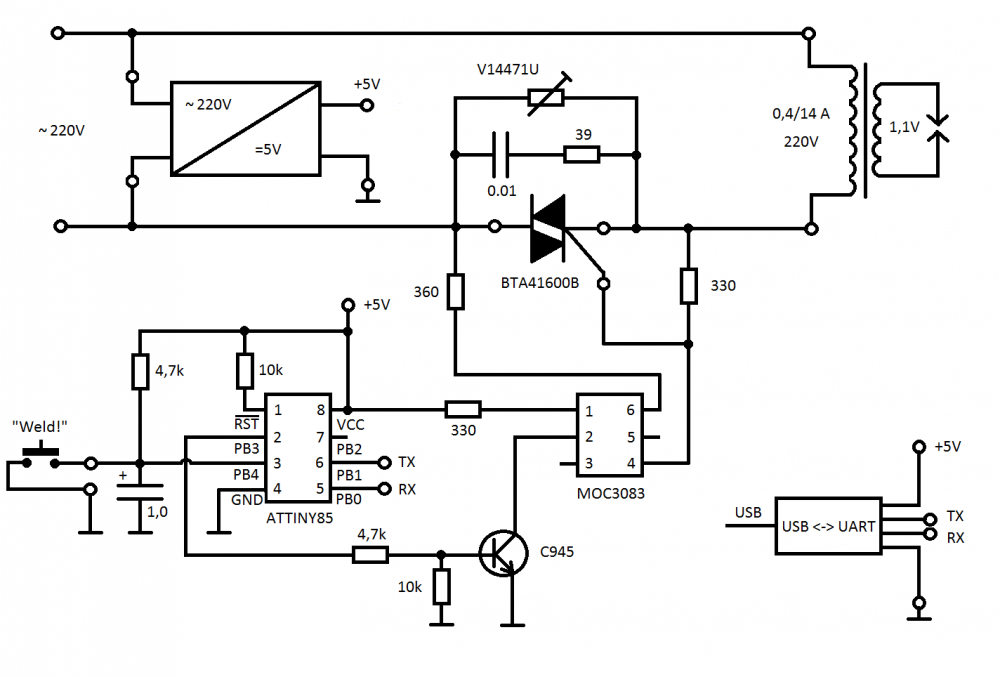 Эта информация предназначена только для ознакомления и не может гарантировать решение вашей конкретной проблемы с ремонтом.
Эта информация предназначена только для ознакомления и не может гарантировать решение вашей конкретной проблемы с ремонтом.
i4 не показывает экран дисплея и индикаторы фаз НЕ горят.
- Убедитесь, что настенные и шкафные выключатели включены.
- Проверьте уровень электроэнергии в доме (все фазы) на панели, выключателе и розетке.
- Проверьте провода в вилке и питающем кабеле.
- Проверьте автоматический выключатель и кассетную клеммную колодку.
- Проверьте жгут проводов к печатной плате и 18 В постоянного тока.
- Проверьте ленточный кабель.
В i4 нет экрана дисплея, а индикаторы фаз горят.
- Убедитесь, что на экран дисплея подается питание и горят индикаторы фаз.
- Проверить случайное нажатие курка пистолета.
- Проверьте вставленную флэш-карту с программным обеспечением, версию и целостность.
- Проверьте настройку яркости дисплея в меню настроек.
i4 делает слабый сварной шов.
- Проверьте настройку пистолета: давление сжатия, хвостовик и рычаг, состояние наконечника и выравнивание.
- Проверьте подготовку и состояние металла, а также его толщину.
- Проверьте настройки сварки и профиль мощности.
- Проверить уровень напряжения питания на падение напряжения.
Реле задержки плавного пуска не работает, и ни один из пистолетов не сваривается.
- Подтвердите щелчок на печатной плате в течение 5-секундной задержки плавного пуска.
- Подтвердите входное напряжение переменного тока и дисплей.
- Проверьте наличие напряжения шины IGBT на индикаторе платы и системной проводке.
- Осмотрите и проверьте плату резистора плавного пуска.
- Замкните жгут реле (временно), чтобы попытаться исправить систему. (Может потребоваться замена кассеты.)
Двухсторонний пистолет не сваривает, односторонний делает.
- Проверьте соединения кабеля пистолета и целостность триггерного (входного) контура (24 В пост.
 тока).
тока). - Проверьте давление и поток воздуха в / через воздушные линии. Отключите линии в кабинете и нажмите триггеры.
- Проверьте целостность выхода соленоида (24 В пост. тока).
- Проверка соленоида двустороннего пистолета.
Выдано сообщение об ошибке сварки, ни один из пистолетов не сварил.
- Подтвердить подачу напряжения на сварочный аппарат. Мост в сильноточной секции генерирует 300 В постоянного тока для IGBT.
- Подтвердить индикаторы напряжения шины IGBT. Мягкий пуск нормально работает.
- Подтвердите целостность платы 15 В пост. тока и драйвера IGBT (осмотрите нижнюю часть).
- Проверьте диодную матрицу шпилек на сварочном трансформаторе. Это простое измерение на пистолете.
- Проверьте БТИЗ.
Сообщается о хлопке в шкафу, нет сварки ни на пистолете, ни на реле плавного пуска в порядке.
- Осмотрите системы, чтобы найти источник хлопков после проверки входного напряжения.
- Проверьте, не ослаблены ли соединения проводки, особенно в сильноточных цепях.
- Проверьте наличие проблем с системами плавного пуска или IGBT.
Выдано сообщение об ошибке температуры или нет воздушного охлаждения.
- Проверьте показания датчика на дисплее (100 C = отказ / 30+/- в порядке) Также проверьте температуру окружающей среды / наружного воздуха.
- Проверить вход датчика (25000 +/- Ом). (Отказ датчика или временный перегрев приведет к отключению сварочного аппарата.)
- Проверьте 15 В постоянного тока и печатную плату.
- Проверьте выход соленоида и проводку.
- Проверьте 24 В пост. тока и печатную плату.
Сработал автоматический выключатель шкафа.
- Проверьте автоматический выключатель и силовую проводку.
- Проверьте, нет ли ослабленных или разорванных соединений.
- Проверьте плавный пуск, мост, IGBT и диодные цепи.
Срабатывание выключателя оборудования (стены).