Ремонт молотов паровоздушных: Ремонт штоков молотов
alexxlab | 11.04.2023 | 0 | Разное
Ремонт штоков молотов
Если обратимся к рис. 9, то заметим, что внутри цилиндра паровоздушного молота движется поршень, связанный со штоком 3; второй конец штока соединён с бабой 4. Срок службы штока в значительной степени зависит от условий, в которых протекает процесс ковки или штамповки деталей на молоте. Довольно часто наблюдается поломка штоков вследствие чрезмерно жестких ударов бабы, а также из-за неправильного положения штока, бабы, штампа. Возможны и некоторые другие причины, например перекос станины и цилиндра относительно фундаментной плиты.
Рис. 9. Паровоздушный молот М132
Шток установлен в конусном отверстии бабы с прокладкой-втулкой из мягкого материала — меди или латуни. Втулка, толщина стенок которой 1,5— 2,5 мм в зависимости от веса падающих частей молота, после износа заменяется новой.
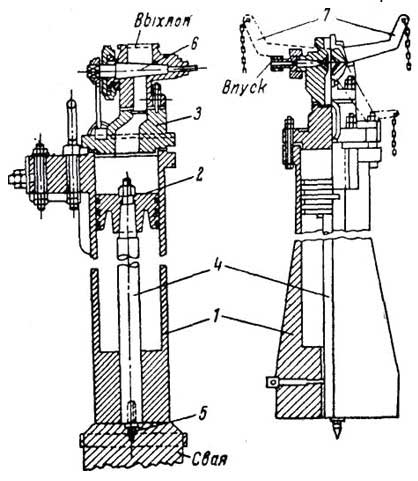
Для
удаления сломанного штока из бабы молота
поступают так (рис.
Сделав все приготовления, выбивают шток вместе с поршнем ударом молота. Вся операция должна быть произведена так, чтобы стержень не согнулся и не застрял в гнезде бабы.
Поршень затем снимают с поломанного штока и изготовляют для него новый шток соответствующих размеров.
Рис. 114. Способ удаления штока из бабы молота
РЕМОНТ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ И ТРУБОПРОВОДОВ
РЕМОНТ НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
Общие сведения о неподвижных соединениях При
сборке создают соединения подвижные и
неподвижные.
Подвижные соединения характеризуются тем, что в них детали могут свободно перемещаться друг относительно друга. Так, например, шейка вала перемещается (вращается) относительно втулки, поршень перемешается в полости цилиндра относительно внутренних поверхностей цилиндра, стол строгального станка перемещается относительно направляющих станины и т. д.
Неподвижные соединения характеризуются тем, что в них собранные детали не могут перемещаться друг относительно друга. Соединения этого вида — сварные узлы; узлы, полученные запрессовкой одной детали в другую; узлы, собранные из деталей на заклепках, винтах или болтах, и т. д.
Неподвижные соединения разделяются на разъемные и неразъемные.
Разъемные
соединения можно
разбирать на отдельные детали без
их повреждения или разрушения. К разъемным
относятся соединения резьбовые, а
также шпоночные и шлицевые, о которых
мы уже знаем.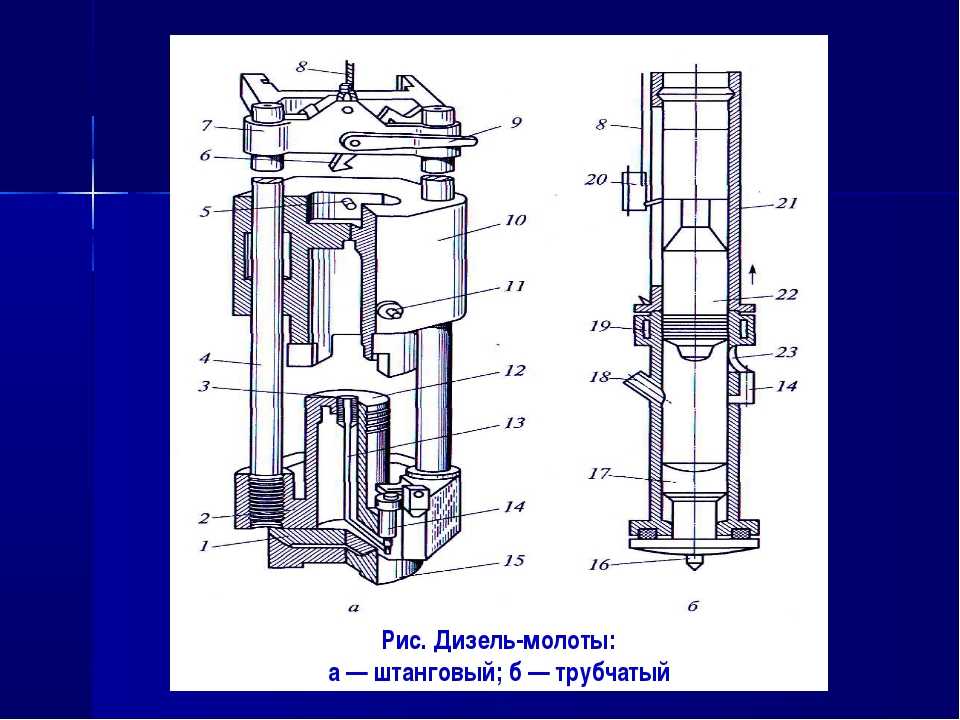
Неразъемные соединения приходится разбирать с повреждением или разрушением отдельных деталей: разрезанием сварных швов в соединениях, полученных сваркой; расплавлением припоя в соединениях, созданных пайкой; срубанием заклепок в соединениях, образованных клепкой, и т. д.
Среди неподвижных разъемных соединений большое место занимают резьбовые. Это объясняется тем, что данные соединения надежны в работе и что их изношенные детали легко заменить при ремонте.
|
Устройство паровоздушных молотов Категория: Кузнечные работы Устройство паровоздушных молотов В зависимости от назначения паровоздушные молоты могут быть весьма разнообразны по конструкции. Однако они состоят из одних и тех же основных частей (конечно, отличающихся по конструктивному исполнению): станины с фундаментной плитой, рабочего цилиндра, падающих частей, шабота, парораспределительного-устройства с механизмами управления. Станина является основным элементом молота, на котором монтируются все остальные узлы машины. Станины делятся на одностоечные и двухстоечные. Станины одностоечных молотов имеют С-образную форму и обеспечивают возможность подхода к рабочему пространству с трех сторон, что создает значительные удобства при работе. Иногда для улучшения условий работы кузнеца шабот ставят не параллельно фронту молота, а под некоторым углом (около 35° к осевой линии станины). Для обеспечения правильного движения падающих частей на станине обычно имеются специальные направляющие — стальные плиты с пазами, по которым скользит баба. Благодаря направляющим и при ударе с эксцентриситетом шток молота достаточно устойчив, поэтому молоты с направляющими удобны при работе с подкладными штампами (когда эксцентриситеты неизбежны) и для операций протяжки. Для изготовления мелких и средних поковок иногда используют молоты без направляющих на станине. Правильное движение падающих частей в таких конструкциях обеспечивается направляющими планками, которые монтируются в нижней части цилиндра. Как в одностоечных, так и в двухстоечных станинах стойки обычно имеют в сечении коробчатую или двутавровую форму. При таких сечениях конструкция получается достаточно прочной и жесткой. В одностоечных ковочных молотах станина может быть как монолитной, так и сборной. В обоих случаях к ее верхней части болтами крепится рабочий цилиндр. В сборной станине ее вертикальные стойки крепятся к фундаментной плите также болтами; в монолитных станинах фундаментная плита отливается заодно со стойками. Стойки станины двухстоечных ковочных молотов притягиваются к фундаментной плите болтами, а в верхней части имеют площадки для крепления рабочих цилиндров. Литые станины изготавливают из стали или чугуна; клепаные собирают из стальных листов и профилей. Стойки штамповочных молотов при работе испытывают высокие ударные нагрузки. Для обеспечения хорошего направления бабы большое значение имеет жесткость стоек. Им обычно придают коробчатое сечение с внутренними ребрами жесткости. В верхней и нижней частях стоек имеются приливы: вверху для крепления цилиндра с парораспределительным механизмом, внизу для соединения стоек с шаботом. На внутренних поверхностях стоек делаются гнезда для установки направляющих и регулировочных клиньев. Стойки штамповочных молотов делают обычно из стального литья с содержанием углерода 0,3—0,4 %. Фундаментная плита служит основанием для станины молота. Через нее станина связывается с фундаментом. Рабочий цилиндр является основным силовым органом молота. Он монтируется в верхней части станины. По конструкции цилиндры весьма разнообразны. Давление пара (воздуха), поступающего в цилиндр, обычно равно 500—800 кПа (5—8 кгс/см2). Рис. 1. Направляющие бабы: Рис. 2. Устройство, предохраняющее от разрушения верхнюю крышку цилиндра молота: В современных паровоздушных молотах применяют цельные цилиндры, отлитые заодно с днищем, и цилиндры с отъемным днищем. В последнем случае обработка цилиндра значительно проще. Цилиндр соединяется со стойками болтами с амортизационными пружинами. Иногда между цилиндром и стойками устанавливается подцилиндровая плита. При монтаже особое внимание обращают на центрирование цилиндра относительно оси молота, так как неправильный монтаж цилиндра может привести не только к резкому увеличению износа, но и к аварии. Для предотвращения ударов в верхнюю крышку в случае обрыва штока в верхней части цилиндра устанавливается предохранитель. Наиболее просты по конструкции и надежны паровоздушные предохранители. В нижней части цилиндра устанавливается сальник, который препятствует утечке пара или воздуха из цилиндра и одновременно обеспечивает смазку штока. Набивка сальника делается из графитизированного асбеста, в который для прочности вплетается латунная проволока. Для смазки штока набивка пропитывается салом. Рис. 2. Падающие части паровоздушного молота: При работе молотов на воздухе применяются также прорезиненная и пеньковая набивка; служат они около 10 смен. К падающим частям относятся поршень, шток, баба и верхняя половина штампа (или бойка), удерживаемая клином и сухарем. Падающие части выполняют основную работу молота. Поршень воспринимает давление энергоносителя и заставляет связанные с ним шток и бабу подниматься при ходе вверх и (в молотах двустороннего действия) наносить удар при рабочем ходе. Баба с укрепленным на ней верхним бойком непосредственно наносит удар по поковке. Шток связывает между собой поршень и бабу. В молотах без направляющих шток обеспечивает и правильное перемещение подвижных частей, скользя по направляющим планкам рабочего цилиндра; в таких молотах шток делается более массивным. Для беспрепятственного движения поршня его диаметр делается на 1—2,5 мм меньше диаметра цилиндра. Чтобы через этот зазор не происходила утечка энергоносителя, поршень снабжается упругими стальными разрезными кольцами, изготовляемыми из стали 35 или 40. Применяются два — четыре кольца, однако наибольшее распространение получили поршни с тремя кольцами. Поршни обычно делают из стали 45 или 50 высотой, равной диаметру. Иногда поршни изготовляют заодно со штоком. Такая конструкция, особенно в крупных молотах, нецелесообразна, так как в случае поломки штока выходит из строя и поршень. Кроме того, изготовление такого штока-поршня сложнее и обходится дороже, поэтому наиболее распространены поршни, изготовляемые отдельно от штоков. Поршневые кольца вставляются в специальные канавки, которые протачиваются в теле поршня. Зазор по высоте кольца (около 0,15 мм) необходим для того, чтобы дать кольцу возможность смещаться относительно поршня. Зазор по диаметру требуется для того, чтобы можно было сжать кольцо при установке поршня в цилиндр. Кроме того, если поршень прижмется вплотную к стенке цилиндра, кольцо должно иметь возможность полностью войти в канавку. Рис. 3. Шток и поршень паровоздушного молота: Применяются кольца и других размеров. Срок службы колец у ковочных молотов составляет от 5 до 12 месяцев. Шток представляет собой стальной цилиндрический стержень, диаметр которого зависит от массы падающих частей молота. Диаметры штоков ковочных молотов с массой падающих частей 1—5 т изменяются от 110 до 170 мм. Соединение штока с бабой может быть шарнирным и глухим. Шарнирное соединение встречается в ковочных молотах старой конструкции. Глухое соединение на конус без шпонок, гаек и клиньев зарекомендовало себя достаточно надежным. Таким способом соединяют и шток с поршнем. При этом в соединении шток — баба используется конусность 1 : 25— 1 : 12, а в соединении шток— поршень — 1 : 15. Поршень соединяется со штоком с применением горячей посадки. В соединении шток — баба часто используется промежуточная втулка (рис. 16, а). Она может быть разъемной, с цилиндрической внешней поверхностью, или цельной — с обеими коническими поверхностями. Между бабой и штоком, а также втулкой и штоком устанавливаются латунные прокладки. Все эти меры повышают надежность соединения. Штоки являются наиболее нагруженной деталью молота, поэтому их делают из качественных сталей 45, ЗОХ, 40Х, ЗОХНЗА и др. Некоторые заводы повышают стойкость штоков комбинированной термической обработкой, при которой нижняя часть штока (примерно ‘/з длины) закаливается, верхняя — остается «сырой». Хорошие результаты дает также поверхностная закалка штока токами высокой частоты и накатка роликом. Баба молота наносит по поковке удар закрепленным на ней бойком. Развиваемое молотом усилие в основном определяется массой бабы. Поскольку условия работы (резкие удары) весьма тяжелы, для обеспечения прочности бабам придают возможно более простую форму (рис. 17) и устанавливают так, чтобы их центр тяжести лежал на оси штока. Если на молоте предполагается-обрабатывать детали, резко отличающиеся по форме, например круглые диски и вытянутые балки, то целесообразно иметь несколько баб. Каждая из них должна использоваться для поковки одного типа. На нижней части бабы имеются пазы для крепления верхнего бойка или верхней половины штампа. Последние крепятся к бабе с помощью хвостовика, имеющего углубление клиновидной формы, и клина. На боковых поверхностях бабы имеются направляющие гребни, как правило, трапециевидной формы. Трапециевидные гребни по сравнению с прямоугольными имеют большую контактную поверхность, а поэтому напряжения смятия, а следовательно, и износ у них меньше. Кроме того, при такой форме направляющих может быть полностью исключено защемление бабы при ее нагреве и расширении. Бабы молотов малых и средних усилий изготавливаются коваными из углеродистой стали, а также из стали 35Х, 40ХН, 40ХНЗ. Бабы молотов с массой падающих частей Юти выше в большинстве случаев выполняют литыми из легированной стали. Для очень крупных молотов бабы иногда делают сварными со сборкой их из кованых частей. Шабот молота служит опорой для нижнего бойка (наковальни), на который при работе укладывается поковка. Масса шабота должна превышать массу падающих частей не менее чем в 8 раз. Шаботы ковочных молотов устанавливаются отдельно от стоек. Верхняя часть их имеет меньшие поперечные размеры, чем нижняя. Это вызвано тем, что ее необходимо пропускать через отверстие в фундаментной плите. Рис. 4. Схема крепления штока с бабой: Рис. 5. Баба паровоздушного штамповочного молота Рис. 6. Шаботы ковочного (а) и штамповочного (б) молота Шаботы ковочных молотов отливаются из чугуна и стали. Про дельная масса цельного (монолитного) шабота ограничивается возможностями отливки, механической обработки, а также условиями перевозки и монтажа. Поэтому цельными выполняются шаботы для молотов с массой падающих частей не выше 5 т. Для молотов с массой падающих частей 6—7 т шаботы изготовляют составными из двух частей. Нижние части составного шабота обычно отливают из чугуна, верхние части делают из стального литья. Для получения наиболее стойкого шабота отливку его частей проводят боковой стороной вверх, чтобы прибыльная зона оказалась при работе сбоку, а под штампом находился наиболее качественный металл. Шаботы устанавливают не прямо на фундамент, а на кладку из дубовых брусьев или на другие специальные прокладки. В штамповочных молотах для установки стоек непосредственно на шабот в верхней части шабота делают специальные выступы. Стойки соединяются с шаботом стяжными болтами. В малых и средних молотах используются четыре болта, в крупных — восемь. Поскольку при ударах (особенно эксцентричных) на болты передаются большие усилия, их головки снабжаются мощными пружинами. соединения стоек с шаботом, поэтому для обеспечения надежности соединения между приливами стоек и шаботом устанавливают клинья, которые по мере износа подтягивают. Для защиты окружающей среды от вредного влияния значительных механических колебаний применяют виброизоляторы, устанавливаемые под железобетонным блоком фундамента молота. В качестве виброизоляторов используют винтовые и тарельчатые пружины, а также резиновые блоки. Появились фундаменты плавающего типа, более эффективные, нежели подвесные виброизолированные фундаменты. Станина молота расположена на деревянной прокладке, опирающейся на бетонный блок. Под и емкость, выполненная из стального листа. В полости создана воздушная подушка, а полость заполнена водой (воздух подается по трубопроводу) через трубопровод. После заполнения водой полости в свободное пространство вокруг блока подается сжатый воздух, вытесняющий воду и приподнимающий фундамент с молотом. Парораспределительное устройство обеспечивает своевременную подачу энергоносителя в рабочий цилиндр молота. В зависимости от конструкции устройства молот может работать в автоматическом режиме, при ручном управлении, а также в смешанном режиме — как по автоматическому, так и по неавтоматическому циклу. Подача пара регулируется 3-мя типами парораспределительных устройств: золотниковыми, клапанными и крановыми. Наибольшее распространение в настоящее время получило золотниковое парораспределение — простое и надежное в работе. Клапанное распределение начало широко применяться только в последние годы. Крановое распределение применяется лишь во вспомогательных устройствах — пусковых и дроссельных. Основным элементом золотникового парораспределения является золотник. Он представляет собой полый цилиндр, диаметр которого в средней части меньше, чем по краям. Золотник соединяется с тягой, с помощью которой он может передвигаться вдоль втулки, имеющей три ряда окон. Рис. 7. Фундамент плавающего типа: К среднему ряду по каналу В подается свежий пар или воздух. Верхний ряд окон открывается в канал С, который сообщается с верхней полостью рабочего цилиндра. Нижний ряд каналом А соединен с нижней полостью цилиндра, канал D направляет энергоноситель на выхлоп. Для надежной работы золотник притирается к втулке. Зазор между ними не должен превышать 0,1—0,14 мм на диаметр, иначе будет происходить заметная утечка энергоносителя. Иногда для уменьшения утечек используют золотники с уплотнительными кольцами. При этом, однако, увеличивается усилие на рукоятке (педали). Кроме того, при работе молотов на паре и наличии конденсата кольца иногда заклиниваются. В зависимости от того, как расположен золотник относительно втулки, он может соединять между собой различные каналы. В положении, указанном на рис. 8, а, впадина золотника соединяет каналы В и Л, а внутренняя полость — каналы С и D. Рис. 8. Нижнее (а) и верхнее (б) положения цилиндрического золотника Таким образом, перемещая золотник, мы можем подавать энергоноситель в различные полости рабочего цилиндра и осуществлять подъем падающих частей и удары. Золотник перемещается с помощью педали или автоматически от того или иного механизма. Как уже указывалось, в большинстве случаев применяется полуавтоматическое управление, в котором перемещение от руки (педали) осуществляется только в крайних положениях бабы. На рис. 9 показана схема ручного управления с помощью цилиндрического золотника. Свежий пар по трубе поступает в коробку парозапорного вентиля. Чтобы произвести удар, нужно нажать на рукоятку вниз. Золотниковая тяга сдвинет при этом золотник вверх, нижняя внутренняя кромка золотника перекроет канал, а затем он соединится с выхлопом. В то же время по каналу в верхнюю полость цилиндра поступит свежий пар, поршень под его давлением пойдет вниз и баба нанесет удар по поковке. Для работы с ручным управлением требуется большой опыт, так как надо своевременно прекращать подачу свежего пара в нижнюю полость. В противном случае можно вывести из строя верхнюю полость. Этот недостаток устраняется при использовании автоматического и полуавтоматического управления. Молоты с автоматическим управлением строятся с массой падающих частей не свыше 1,5 т. Рис. 9. Схема ручного управления с помощью цилиндрического золотника: Одна из схем автоматического управления изображена на рис. 22. К бабе молота на оси шарнирно крепится качающийся рычаг, пропущенный через втулку. При смещении бабы вверх рычаг поворачивает вокруг оси втулку, связанную тягой и рычагом с золотником, в результате золотник начинает смещаться вверх. Положение, которое занимает золотник при крайнем нижнем положении бабы, называется начальным. Начальное положение золотника выбирается таким образом, чтобы в золотниковой коробке были открыты окна для впуска пара в нижнюю полость цилиндра и выпуска его из верхней. В результате из начального положения начинается движение бабы вверх. Вместе с бабой под действием системы рычагов движется вверх и золотник. Поршень продолжает двигаться вверх за счет разности давлений под ним и над ним, а также за счет инерции подвижных частей. При этом вначале открываются нижние окна — на выпуск пара из-под поршня, а затем верхние — на впуск свежего пара в верхнюю полость цилиндра. Теперь уже давление сверху поршня выше, и в некоторый момент подвижные части доходят до своего верхнего положения и начинают движение вниз. При падении бабы связанный с ней золотник тоже пойдет вниз, при этом последовательно произойдут: отсечка впуска верхнего пара, отсечка выпуска нижнего пара, выпуск верхнего пара и впуск нижнего. Начальное положение золотника можно изменить, перемещая рукоятку эксцентрика, на котором крепится шарнир. Одновременно изменится и ход золотника. Поскольку от величины хода зависит количество пара, подаваемого в цилиндр, то в результате изменится ход бабы и энергия удара. Таким образом, рукояткой можно менять силу удара. Рис. 10. Схема автоматического управления молотом: Система смешанного или комбинированного управления обеспечивает возможность управления молотом вручную и автоматически. Наибольшее распространение получило смешанное управление с саблеобразным рычагом. Ручное управление в таких системах осуществляется с помощью рукоятки, которая через тягу передвигает золотник в нужное положение. Когда управление ведется вручную, саблеобразный рычаг отводится в сторону рукояткой. Если нужен автоматический цикл, рычаг прижимают к скосу бабы. Полуавтоматическое управление обеспечивает автоматическую отсечку нижнего пара во время подъема бабы; перевод работы молота на удар и обратно осуществляется вручную. В молотах с золотниками описанной выше конструкции (с поступательным перемещением) весьма велики потери пара, особенно при удержании бабы на весу. Более экономичны устройства с поворотным (вращающимся) золотником. Золотник представляет собой полый цилиндр, имеющий на своей поверхности ряд сквозных окон и ниш различной величины. Втулка поворотного золотника состоит из двух частей — верхней и нижней. В каждой из них также имеются отверстия. Расположение окон и ниш золотника и втулки показано (в развертке) на рис. 13, в, г, д. Отверстия ряда Г верхней втулки ведут в верхнюю полость рабочего цилиндра. Рис. 11. Схема передвижения золотника при автоматическом управлении молотом: Рис. 12. Схема смешанного управления с саблеобразным рычагом: Рис. 13. Поворотный золотник: Нижние окна верхней втулки и верхние окна нижней втулки располагаются в шахматном порядке. В средний кольцевой канал золотниковой коробки между верхней и нижней частями втулки подводится свежий пар. Перемещая золотник в вертикальном направлении и поворачивая его, можно управлять впуском пара в ту или иную полость рабочего цилиндра и отсекать пар. На рис. 14, а золотник опущен в крайнее нижнее положение. После того как баба молота поднимается на половину своего хода, золотник начинает поворачиваться. Когда баба пройдет 0,7 своего хода, золотник повернется на 30°. Продольные пазы золотника при этом окажутся между окнами нижней втулки и доступ свежего пара в нижнюю полость цилиндра почти прекратится. С этого момента пар будет поступать в нижнюю полость только через очень малое сечение соединительных каналов золотника. В то же время окна в верхней части золотника расположатся между нижними окнами верхней втулки. Выпуск пара через них из верхней полости цилиндра (канал 1) также прекратится. С этого момента пар в нижней полости начинает расширяться, а в верхней сжиматься, образуя паровую подушку. Рис. 14. Схема положений поворотного золотника: Рис. 15. Схема устройства полуавтоматического управления с поворотным золотником: Чтобы произвести удар, нужно золотник поднять вверх. Продольные пазы, оказавшиеся после поворота золотника между окнами нижней втулки, теперь (при подъеме) соединят нижние окна верхней втулки с кольцевым каналом, по которому поступает свежий пар. Если теперь золотник повернуть в обратную сторону, то произойдет отсечка пара в верхней полости цилиндра. Выпуск из нижней полости по каналу будет продолжаться. Чтобы поднять бабу после удара, золотник опускают вниз перемещением рукоятки. Поворот золотника на 30° осуществляется автоматически. Механизм поворота устроен следующим образом. На тяге золотника жестко насажен поводок, конец которого свободно проходит через штырь. Этот штырь закреплен на рычажке, так же свободно насаженном на тягу, как на ось. Этот рычажок с помощью серьги связан с двуплечим угловым рычагом, ось которого закреплена на стойке молота. Пружина прижимает угловой рычаг к упору на стойке. На бабе имеется выфрезерованная дорожка со ступеньками, на которую при подъеме бабы набегает ролик. Реклама:Читать далее:Бесшаботные паровоздушные молоты
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Молоты без направляющих по конструкции проще, чем молоты с направляющими, и стоимость их ниже. Кроме того, их удобнее обслуживать, так как подход к рабочему пространству не закрывается массивными направляющими. Однако направление падающих частей в этом случае оказывается недостаточно надежным, особенно при работе с эксцентриситетом.
Молоты без направляющих по конструкции проще, чем молоты с направляющими, и стоимость их ниже. Кроме того, их удобнее обслуживать, так как подход к рабочему пространству не закрывается массивными направляющими. Однако направление падающих частей в этом случае оказывается недостаточно надежным, особенно при работе с эксцентриситетом.
 Баба соединяется со штоком через промежуточную втулку.
Баба соединяется со штоком через промежуточную втулку.

 Несмотря на это, они часто выходят из строя. Штоки изготовляют ковкой с последующей термической обработкой на структуру сорбита. После термообработки штоки шлифуют.
Несмотря на это, они часто выходят из строя. Штоки изготовляют ковкой с последующей термической обработкой на структуру сорбита. После термообработки штоки шлифуют.
 У молотов же, предназначенных для ковки сталей повышенной твердости (инструментальных, легированных), масса его обычно превышает массу падающих частей в 15—20 раз и более.
У молотов же, предназначенных для ковки сталей повышенной твердости (инструментальных, легированных), масса его обычно превышает массу падающих частей в 15—20 раз и более. Для более тяжелых молотов шабот собирается из 3—5 частей. Шабот штамповочного молота с массой падающих частей 20 т, например, состоит из 5 частей. Для предупреждения сдвига одной части шабота относительно другой применяются цилиндрические шпонки.
Для более тяжелых молотов шабот собирается из 3—5 частей. Шабот штамповочного молота с массой падающих частей 20 т, например, состоит из 5 частей. Для предупреждения сдвига одной части шабота относительно другой применяются цилиндрические шпонки. Для большей устойчивости стоек стяжные болты ставят под углом 10—12° к вертикальной оси. Удары ослабляют
Для большей устойчивости стоек стяжные болты ставят под углом 10—12° к вертикальной оси. Удары ослабляют В процессе работы молота воздушная подушка, как бы уплотненная водой, поглощает энергию колебаний.
В процессе работы молота воздушная подушка, как бы уплотненная водой, поглощает энергию колебаний.
 В результате свежий пар из канала В попадает в канал А и оттуда в нижнюю полость рабочего цилиндра. В положении золотника, показанном на рис. 8, б, его впадина сообщает между собой каналы В и С, а канал А соединяется с каналом D. Свежий пар поступает в верхнюю полость цилиндра, а из нижней отработавший пар направляется в обратный трубопровод (на выхлоп).
В результате свежий пар из канала В попадает в канал А и оттуда в нижнюю полость рабочего цилиндра. В положении золотника, показанном на рис. 8, б, его впадина сообщает между собой каналы В и С, а канал А соединяется с каналом D. Свежий пар поступает в верхнюю полость цилиндра, а из нижней отработавший пар направляется в обратный трубопровод (на выхлоп). Поворачивая рукоятку, с помощью тяги открывает шибер, после чего пар поступает в кольцевую полость золотниковой коробки. Отсюда пар по каналу идет в нижнюю полость цилиндра под поршень. Шток увлекает бабу вверх. В это время отработавший пар из верхней полости цилиндра по каналу выходит через золотниковую коробку и трубу наружу.
Поворачивая рукоятку, с помощью тяги открывает шибер, после чего пар поступает в кольцевую полость золотниковой коробки. Отсюда пар по каналу идет в нижнюю полость цилиндра под поршень. Шток увлекает бабу вверх. В это время отработавший пар из верхней полости цилиндра по каналу выходит через золотниковую коробку и трубу наружу. У них движением золотника управляет система рычагов, связанных с бабой.
У них движением золотника управляет система рычагов, связанных с бабой. Если он поднимается настолько, что нижним концом перекрывает отверстия канала нижней полости цилиндра, «нижний пар» отсекается. С этого момента в нижней полости цилиндра начинается период расширения пара, а из верхней полости еще продолжается выхлоп, так как канал ее перекрыт не полностью. При дальнейшем движении бабы и золотника каналы верхней полости перекрываются полностью, после чего оставшийся в верхней полости пар начинает сжиматься движущимся вверх поршнем.
Если он поднимается настолько, что нижним концом перекрывает отверстия канала нижней полости цилиндра, «нижний пар» отсекается. С этого момента в нижней полости цилиндра начинается период расширения пара, а из верхней полости еще продолжается выхлоп, так как канал ее перекрыт не полностью. При дальнейшем движении бабы и золотника каналы верхней полости перекрываются полностью, после чего оставшийся в верхней полости пар начинает сжиматься движущимся вверх поршнем. После удара описанный цикл будет автоматически повторяться.
После удара описанный цикл будет автоматически повторяться. При движении бабы сабля поворачивается вокруг оси и своим плечом двигает тягу золотника. Энергию удара при автоматическом цикле можно регулировать, изменяя положение рукоятки. Удары максимальной энергии получаются при поднятой рукоятке.
При движении бабы сабля поворачивается вокруг оси и своим плечом двигает тягу золотника. Энергию удара при автоматическом цикле можно регулировать, изменяя положение рукоятки. Удары максимальной энергии получаются при поднятой рукоятке. Отверстия ряда В служат выпускными окнами. Отверстия в нижней втулке соединяют золотниковую коробку с нижней полостью рабочего цилиндра.
Отверстия ряда В служат выпускными окнами. Отверстия в нижней втулке соединяют золотниковую коробку с нижней полостью рабочего цилиндра. При этом средний канал сообщается продольными пазами золотника с верхними окнами нижней втулки. Свежий пар по каналу поступает в нижнюю полость рабочего цилиндра, и баба идет вверх. Одновременно отработанный пар из верхней полости цилиндра по каналу через окна втулки и золотника направляется на выпуск.
При этом средний канал сообщается продольными пазами золотника с верхними окнами нижней втулки. Свежий пар по каналу поступает в нижнюю полость рабочего цилиндра, и баба идет вверх. Одновременно отработанный пар из верхней полости цилиндра по каналу через окна втулки и золотника направляется на выпуск. Но через небольшое отверстие во втулке верхняя полость будет продолжать сообщаться с выхлопом. Поэтому пар, сыгравший роль буфера, постепенно из нее выйдет. Баба вплотную подойдет к ограничителям и остановится в крайнем верхнем положении.
Но через небольшое отверстие во втулке верхняя полость будет продолжать сообщаться с выхлопом. Поэтому пар, сыгравший роль буфера, постепенно из нее выйдет. Баба вплотную подойдет к ограничителям и остановится в крайнем верхнем положении. Этот пар по каналу пойдет в верхнюю полость рабочего цилиндра. Из нижней полости цилиндра отработавший пар будет по каналу свободно выходить в выхлопной паропровод через нижний ряд окон нижней втулки, так как золотник находится выше этих окон. Баба пойдет вниз.
Этот пар по каналу пойдет в верхнюю полость рабочего цилиндра. Из нижней полости цилиндра отработавший пар будет по каналу свободно выходить в выхлопной паропровод через нижний ряд окон нижней втулки, так как золотник находится выше этих окон. Баба пойдет вниз.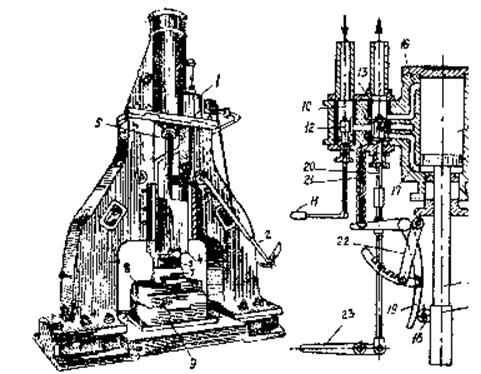 В результате угловой рычаг поворачивается вокруг своей оси и через штырь и поводок поворачивает тягу с укрепленным на ней золотником.
В результате угловой рычаг поворачивается вокруг своей оси и через штырь и поводок поворачивает тягу с укрепленным на ней золотником.Советы и устранение неполадок — Vulcan Hammer
Одной из самых успешных информационных программ, когда-либо проводившихся Vulcan, была программа Vulcan Tips. Первые наконечники были выпущены в 1973 году. Хотя большинство из них были выпущены в 1970-х годах, компания Vulcan выпускала береговые наконечники до конца 1990-х годов. Они вышли за рамки Руководства по данным Vulcan, предоставив практические рекомендации по правильной эксплуатации молотков Vulcan.
Первые наконечники были выпущены в 1973 году. Хотя большинство из них были выпущены в 1970-х годах, компания Vulcan выпускала береговые наконечники до конца 1990-х годов. Они вышли за рамки Руководства по данным Vulcan, предоставив практические рекомендации по правильной эксплуатации молотков Vulcan.
Было два набора наконечников, наземные и морские, соответствующие двум рынкам, на которых Вулкан продавал и обслуживал свою продукцию. Наконечники Vulcan Offshore Tips находятся на этом сайте и его предшественниках с 19 года.98; вполне уместно, что они появились к десятой годовщине публикации. В случае, когда конкретная наземная точка имеет морской аналог, мы связываемся с морской точкой. В тех случаях, когда мы освещали ту же информацию другими способами, мы также ссылались на нее.
Многие советы относятся к заводским деталям и обслуживанию. Очевидно, что они больше не доступны, но есть источники большей части того, что содержится в этих советах.
Как и в случае с оффшорными советами, мы добавили комментарии, где это уместно.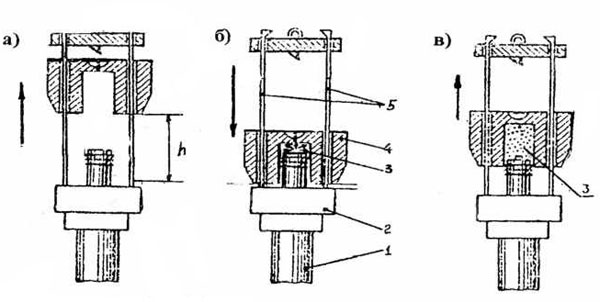 Мы также настоятельно рекомендуем вам приобрести руководство Vulcan Hammer по сваебойному оборудованию для получения дополнительной информации и несколько руководств по обслуживанию молотов Vulcan в полевых условиях. Некоторые советы включены в этот том и связаны соответствующими ссылками.
Мы также настоятельно рекомендуем вам приобрести руководство Vulcan Hammer по сваебойному оборудованию для получения дополнительной информации и несколько руководств по обслуживанию молотов Vulcan в полевых условиях. Некоторые советы включены в этот том и связаны соответствующими ссылками.
СОВЕТ № 001: ПРОКЛАДКА ГОЛОВКИ/МОЛОТ ОДНОДЕЙСТВИЯ
За прошедшие годы мы заметили, что некоторые пользователи молотов не заменяют протекающую прокладку головки цилиндров на молотах одностороннего действия. Они делают это, исходя из предположения, что в этом нет необходимости, потому что молоток одностороннего действия не имеет давления между…
Подробнее
положение ползунка показано на рисунке и рисунке выше. Поместите линейку поперек обработанной области бобышки ползуна, как показано на рисунке. Нижний край линейки должен быть на одном уровне с…
Подробнее
СОВЕТ № 003: ФЛАТТЕР КЛАПАНА
При определенных атмосферных условиях на внутренней стенке паровой камеры образуется ледяная пленка. Эта пленка предотвращает правильную посадку клапана, а также снижает трение между клапаном и стенкой паровой камеры. В некоторых условиях движения это…
Эта пленка предотвращает правильную посадку клапана, а также снижает трение между клапаном и стенкой паровой камеры. В некоторых условиях движения это…
Подробнее
СОВЕТ № 004: СНИЖЕНИЕ ЭНЕРГИИ МОЛОТА
Молот Vulcan Руководство по сваебойному оборудованию…
Подробнее
СОВЕТ № 005: СМАЗКА
Ниже приведены спецификации смазки для морских сваебойных молотов Vulcan. Ниже приведена схема молотка, показывающая места нанесения смазки. ПУНКТ ПРИМЕНЕНИЯ Тип смазки Вязкость масла Температура вспышки (мин.) Другие требования…
Подробнее
СОВЕТ # 006: ДЕРЖИТЕ ЗАТЯЖНУЮ ЗАЖИМНУЮ ШПОНКУ
условий, у подрядчика могут возникнуть проблемы с затяжкой шпонок. Обычно при таких обстоятельствах подрядчик приваривает шпонки к поршню и…
Подробнее
СОВЕТ № 007 : 11 ПРАВИЛ ЗАБИВКИ СВАЕВ
Название игры — Тяжелый таран — Короткий ход Бетонные сваи трескаются при забивке в мягком иле или очень твердом грунте? Решение одинаково для обеих проблем: используйте более толстый амортизирующий блок и молоток с более тяжелым и коротким поршнем. ..
..
Подробнее
СОВЕТ № 008: СТОПОРНЫЕ КЛЮЧИ СЛИШКОМ ЗАТЯГИВАЮТСЯ
Иногда трудно не слишком сильно затяните Ram Keys. Ведомый тяжелым грузом, Ram Key можно легко загнать так далеко, что он погнется. На рисунке № 1 показан правильно установленный Ram Key. На рис. 2 показан задвинутый слишком далеко и согнутый таранный ключ. Ключ…
Подробнее
СОВЕТ № 009: СЧЕТЧИК УДАРОВ/ЭНЕРГИЯ
Один из наиболее частых телефонных звонков, которые мы получаем, – это звонки от подрядчиков и инженеров, которые спрашивают: “Подает ли молот полную энергию, если количество ударов в минуту меньше указанного в спецификациях?” Количество ударов не указывает на полное или меньшее…
Подробнее
СОВЕТ № 010: ЗАТЯЖКА САЛЬНИКА
Многие механики сваебойных молотов склонны затягивать сальник слишком туго. Небольшая утечка пара или воздуха через набивку не вызывает возражений. Масло, смешанное с выходящим воздухом или паром, будет смазывать сальник и шток поршня. ..
..
Подробнее
СОВЕТ № 011: ХРАНЕНИЕ
Иногда подрядчики забывают, что сваебойный молот – это машина, и с ней следует обращаться соответствующим образом. Особенно, когда Хаммер должен храниться какое-то время. Ржавчина может создать хаос в Hammer. Иногда подрядчик снимает молот с…
Подробнее
СОВЕТ № 012: УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
A. Молот работает слишком медленно: Возможные причины: Слишком низкое давление пара или воздуха. Линия подачи пара слишком длинная или имеет неподходящий размер. Линия подачи пара каким-либо образом заблокирована. Отсутствие смазки. Износ или поломка поршневых колец или царапины на цилиндре…
Подробнее
СОВЕТ № 013: АДАПТАЦИЯ БАЗЫ MCDERMID
Мы не рекомендуем использовать базу McDermid для любого типа ворса, кроме дерева. Но иногда подрядчики оказывались в ситуации, когда им приходилось адаптировать базу McDermid к стандартным приводным головкам или заглушкам для труб.
Подробнее
СОВЕТ № 014: ЭКСТРАКТОРЫ VULCAN
Экстрактор ворса Vulcan был последней крупной разработкой Джеймса Н. Уоррингтона (патент США 1 736 104), запущенной в производство в 1919 году.28. Экстрактор имеет простую бесклапанную конструкцию, в которой поршень выбрасывается вверх под действием входящего пара или воздуха…
Подробнее
СОВЕТ № 015: КЛЮЧИ ОСНОВНЫХ КОЛОНН
Свободные ключи колонны могут сократить срок службы Молоток значительно. Когда основные ключи ослаблены, молоток может сместиться и сломаться. Свободные ключи соскользнут в центр базы и ударятся о точку тарана, сломав базу. …
Подробнее
СОВЕТ № 016: НУЖНО И НЕ ДЕЛАЙТЕ ТРУБОПРОВОД
Длина ниппеля от впускного отверстия должна быть минимальной. Длинный ниппель, как показано на рисунке, даже если он поддерживается цепью или проволочным тросом, вызовет повреждение рычага и вибрацию. Боковые удлинения, как и расположение в . ..
..
Подробнее
СОВЕТ № 017: ГЛУШИТЕЛИ ВЫХЛОПНЫХ ГЛУШИТЕЛЕЙ
Одна вещь, которую большинство людей в первую очередь замечают при работе по забивке свай, это то, что они создают повышенный уровень шума. До 1960-х годов большинство людей просто мирились с этим и многими другими аспектами индустриализации и развития. В начале 1970-х, Vulca…
Подробнее
СОВЕТ № 018: РЕГУЛИРОВКА КЛЮЧА ПЛУШКИ
После того, как молот имеет большой “пробег”, детали, удерживающие шток поршня на поршне, немного изнашиваются. Это потребует некоторой регулировки, чтобы обеспечить надлежащее натяжение поршневых ключей. Если это состояние существует в вашем молоте, а ключи от барана имеют тенденцию…
Подробнее
СОВЕТ № 019: ВТУЛКА КЛАПАНА
Все гидромолоты, поставляемые с завода, теперь оснащены вкладышем клапана. Когда область седла клапана изношена, гильза клапана может быть легко и быстро заменена. Это устраняет трудоемкую и дорогостоящую повторную обработку седла клапана.
Читать далее
СОВЕТ # 020 : ПРЕОБРАЗОВАНИЕ БАМПЕРА ЭКСТРАКТОРА
До недавнего времени экстракторы Vulcan использовали стальную пружину и направляющую пружины в головке цилиндра, как показано ниже: Для преобразования старых экстракторов в новую конфигурацию который заменяет пружину и направляющую пружины резиновым бампером пр…
Подробнее
СОВЕТ # 021 : ПРОКЛАДКА ПОЛЗАК
При проверке положения ползунка, если вы обнаружите, что он находится ниже правильного положения, добавьте прокладку НИЖЕ КОНЦЕВОГО БЛОКА ПОЛУЗКА, как показано выше. Прокладки, установленные под направляющей, по очевидным причинам, создадут проблемы…
Подробнее
СОВЕТ № 022 : ЗАМЕНА НАКЛАДКИ BABBITT
Снимите трубную заглушку. Удалите старый Баббит, расплавив его горелкой. Расположите ползунок «А» и концевой блок ползуна «В» относительно области бобышки ползуна. Заливайте расплавленный баббит в полость “С” до тех пор, пока баббит не окажется на 3/4″ от наружной поверхности. ..
..
Подробнее
Совет № 023: Вставка новой точки оперативной памяти в ОЗУ
Руководство по вулканскому молоту Происходят точечные сбои. обычно верно то, что они прорываются через шейку острия на нижней поверхности тарана или рядом с ней. Чаще всего практически невозможно выдавить сломанную часть шейки острия из барана. Правильный…
Подробнее
СОВЕТ № 025: МОДИФИКАЦИЯ БОКОВЫХ КАНАЛОВ
Многие из наших заказчиков-подрядчиков в прошлом модифицировали установку боковых каналов сваебойного молота, чтобы обеспечить следующее: Пружинное крепление каналов для предотвращения истирания во время чрезвычайно интенсивной работы. . Пружинная установка молота Ada…
Подробнее
СОВЕТ № 026: СНЯТИЕ КОЛОННЫ
При капитальном ремонте молота часто возникает ситуация, когда колонны застревают в цилиндре, а иногда и в основании молота. Это происходит по многим причинам, начиная от чрезмерной коррозии или сильно заусенцев на деталях. Самый простой способ…
Самый простой способ…
Подробнее
СОВЕТ № 027: ЗАМЕНА ВТУЛКИ
Использование бронзовых втулок в изделиях Vulcan ограничено головными шкивами и головками паровых камер. Время от времени необходимо заменять эти втулки. Все эти втулки запрессованы. Иногда детали, в которые вставляются эти втулки…
Подробнее
СОВЕТ № 028: УСТАНОВКА ГЛУХИХ ПОРШНЕВЫХ КОЛЬЦ
Нижние поршневые кольца в случае молотов серии Super Vulcan и DGH, а также верхние поршневые кольца кольца в случае съемников свай Vulcan требуют специальной техники установки. Эта специальная техника обусловлена тем фактом, что в этих…
Подробнее
СОВЕТ № 029: ОБРАЩЕНИЕ С ОБОРУДОВАНИЕМ
Несмотря на то, что сваебойные молоты не слишком сложны в обращении, следует соблюдать некоторые основные меры предосторожности, а также основные правила, которые следует и не следует делать. Примечание. Перемещение молотка как «не слишком сложное» относится только к специалистам по перемещению материалов. ..
..
Подробнее
СОВЕТ № 030: РЕМОНТ СО СОЛОМАННОЙ РЕЗЬБЫ
В старых молотах часто бывает, что резьба под шпильку иногда стирается. лишиться достаточной удерживающей резьбы, что потребует какого-либо ремонта. Вообще говоря, есть два альтернативных метода выполнения этого ремонта, первый из них…
Подробнее
СОВЕТ № 031: СНЯТИЕ СЛОМАННЫХ ШПИЛЬОК
Вероятно, одной из самых неприятных проблем при ремонте молота является удаление сломанных шпилек или винтов. Ниже показан простой и проверенный способ удаления сломанной части шпильки или винта без повреждения резьбового отверстия.
Подробнее
СОВЕТ № 032: СПАСАНИЕ КОЛОННЫ
Молот Vulcan Руководство по сваебойному оборудованию…
Подробнее
Совет № 033: Ремонт отверстия для столбца и цилиндров
. Вкладыши клапанов являются стандартным оборудованием для всех сваебойных молотов Vulcan одинарного и дифференциального действия. Эти вкладыши клапанов были адаптированы для облегчения замены изношенных поверхностей в паровых колодцах вместо повторного растачивания. Учитывая бело…
Эти вкладыши клапанов были адаптированы для облегчения замены изношенных поверхностей в паровых колодцах вместо повторного растачивания. Учитывая бело…
Подробнее
СОВЕТ № 035: СЕРИЙНЫЕ НОМЕРА
Часто желательно установить возраст оборудования для оценки, оценки и множества других причин. Как это принято для большинства строительных машин, ниже указан год выпуска и диапазон серийных номеров для этой детали…
Читать далее
СОВЕТ № 036: РЕМОНТ «ЛАсточкин Хвост»
По мере того, как ваши морские гидромолоты Vulcan становятся старше, износ направляющей в форме ласточкина хвоста в цилиндре, который направляет и удерживает ползун, неизбежен. Чрезмерный износ этой направляющей типа «ласточкин хвост» может привести к повреждению не только ползунка, но и ползунка…
Подробнее
СОВЕТ № 037: ВАРИЦИКЛИЧЕСКИЕ МОЛОТКИ
Vulcan Vari-Cycle (управление ходом) доступен для всех гидромолотов Vulcan одностороннего действия, имеющих цилиндр, который имеет в качестве цельной литой части опоры необходимые монтажные опоры. для установки оборудования Vari-Cycle. Как показано в таблице ниже…
для установки оборудования Vari-Cycle. Как показано в таблице ниже…
Подробнее
СОВЕТ № 038: ПРЕДОХРАНИТЕЛЬ ДЛЯ СКОРОСТИ СЖАТОГО ВОЗДУХА
75, что «все шланги, внутренний диаметр которых превышает 1/2 дюйма, должны иметь устройство с молотковым наконечником у источника подачи или ответвления для уменьшения…
Подробнее
СОВЕТ № 039: ЭКСПЛУАТАЦИЯ В ЗИМНИЕ УСЛОВИЯ
Эксплуатация сваебойных молотов и экстракторов свай в холодную погоду на сжатом воздухе часто вызывает проблемы скопления льда в узлах клапанов и отверстиях для прохода воздуха. Обледенение зависит от температуры и влажности и вызывает неравномерную работу оборудования…
Подробнее
СОВЕТ № 040: ПРОКЛАДКИ НАРУЖНЫХ КРОНШТЕЙНОВ
-Cycle, есть расширение открытой паровой головки (см. иллюстрацию), называемое «наружный кронштейн». Это служит не только охраной для защиты…
Читать далее
СОВЕТ № 041: ФЛАТТЕР КЛАПАНА
В выпущенном некоторое время назад “Совете № 3 Vulcan” тема “Флаттера клапана” была частично освещена с помощью различных методов управления. Эта проблема часто возникает в старых молотах, а в некоторых случаях и в новых молотах, работающих на сжатом воздухе. Кроме того…
Эта проблема часто возникает в старых молотах, а в некоторых случаях и в новых молотах, работающих на сжатом воздухе. Кроме того…
Подробнее
СОВЕТ № 042: ПРОЦЕДУРЫ СБОРКИ
Во всем оборудовании Vulcan механические болтовые соединения сведены к минимуму, чтобы избежать ненужного обслуживания. Где они используются… Головки цилиндров… Головки паровых камер… Трубные фланцы… Сальниковые коробки… надлежащая практика сборки и повторной сборки…
Подробнее
СОВЕТ № 043: УСТАНОВКА ШПИЛЬКИ
При замене и установке новых шпилек В вашем оборудовании Vulcan необходимо соблюдать определенные меры предосторожности. Все шпильки Vulcan имеют участок без резьбы между двумя концами с резьбой. НЕ устанавливайте шпильки с помощью трубного ключа на резьбе…
Подробнее
СОВЕТ № 044: БЮЛЛЕТЕНЬ ПРОДУКЦИИ
Ежегодно мы публикуем список всех продуктов, которые в настоящее время производятся. Ниже перечислены все устройства, находящиеся в текущем производстве, с номерами текущих моделей и спецификаций. Примечание: Эта система была разработана для того, чтобы внести некоторый порядок в дизайн…
Ниже перечислены все устройства, находящиеся в текущем производстве, с номерами текущих моделей и спецификаций. Примечание: Эта система была разработана для того, чтобы внести некоторый порядок в дизайн…
Подробнее
СОВЕТ № 045: СМАЗКА ЭКСТРАКТОРА
Болты боковых стержней предназначены только для удержания боковых стержней на месте. Достаточно плотно, чтобы форма не дребезжала достаточно туго…
Подробнее
СОВЕТ № 046: СМАЗКА ДЛЯ МОЛОТА ОДНОДЕЙСТВИЯ
Руководство по работе с молотом Vulcan по сваебойному оборудованию…
Подробнее 90 90 6 047 : SUPER VULCAN HAMMER LUBRICATION
Направляющая Vulcan Hammer для сваебойного оборудования…
Читать Подробнее
Совет № 048: DGH 100 Смазочная смазка молотка
Руководство по вулканским молотка Сваебойное оборудование…
Подробнее
СОВЕТ № 050: УСТАНОВКА ПОРШНЯ И ШТОКА
должным образом собраны друг с другом и что после сборки имеются надлежащие рабочие зазоры. Чт…
Чт…
Подробнее
СОВЕТ № 051 : ОБОЗНАЧЕНИЯ ШПРУТА
Для упрощения обозначения шпунта для отечественных производителей разработана система «Новый стандарт, обозначение». В таблице ниже приведены новые и старые обозначения для справочных целей. ОБОЗНАЧЕНИЕ НОВОГО СТАНДАРТА США…
Подробнее
СОВЕТ # 052: КЛЮЧИ К КАБЕЛЯМ
Заводская реклама о переходе от молотков с ключами к тросам; недоступно онлайн…
Подробнее
СОВЕТ № 053: СЕРИЙНЫЕ НОМЕРА
Часто желательно установить возраст оборудования для оценки, оценки и множества других причин. Как это принято для большинства строительных машин, мы указываем ниже год выпуска и диапазон серийных номеров для этой детали…
Подробнее
СОВЕТ № 054: БЮЛЛЕТЕНЬ ПРОДУКЦИИ
Ежегодно мы публикуем список всех продуктов в настоящее время находится в производстве. Ниже перечислены все устройства, находящиеся в текущем производстве, с номерами текущих моделей и спецификаций. Примечание: Эта система была разработана для того, чтобы внести некоторый порядок в дизайн…
Примечание: Эта система была разработана для того, чтобы внести некоторый порядок в дизайн…
Подробнее
СОВЕТ # 055 : ВКЛАДЫШИ ПАРОВОГО ГРУДНОГО КЛАПАНА
Сменные вкладыши парового грудного клапана входят в стандартную комплектацию всех сваебойных молотов Vulcan одностороннего и дифференциального действия. Эти вкладыши клапанов были адаптированы для облегчения замены изношенных поверхностей в Паровой колодец вместо растачивания…
Подробнее
СОВЕТ № 056: ВАРИЦИКЛИЧЕСКИЕ МОЛОТКИ
Vulcan Vari-Cycle (управление ходом) доступен для всех гидромолотов Vulcan одностороннего действия, имеющих цилиндр с цельнолитая его часть – необходимые монтажные площадки для установки оборудования Vari-Cycle. Показано в таблице ниже…
Подробнее
СОВЕТ № 057: СЕРИЙНЫЕ НОМЕРА
Система Vulcan Vari-Cycle (управление ходом) доступна для всех гидромолотов Vulcan одностороннего действия, имеющих цилиндр, который имеет в качестве составной части литой подушки необходимые монтажные подкладки для установки. оборудования Vari-Cycle.
оборудования Vari-Cycle.
Подробнее
СОВЕТ № 058: НЕЙЛОНОВЫЕ НАКЛАДКИ
Все паровые молоты Vulcan Air, продаваемые в настоящее время, в стандартной комплектации имеют направляющие планки, изготовленные из прочного нейлона, чтобы противостоять ударам, которые оказывает направляющая планка. проходит в молотковом цикле. Для того, чтобы застраховать…
Читать далее
СОВЕТ № 059: РАЗМЕРЫ ПОДУШЕЧНОГО КОРПУСА
Часто в ходе проектирования фундамента размеры опорного блока необходимы для расчета его жесткости для анализа волнового уравнения. Ниже приведены размеры амортизирующего стакана для наших пневматических/паровых молотов…
Подробнее
СОВЕТ № 060: ГАРАНТИЯ И БЕЗОПАСНОСТЬ МОЛОТА
Часто в ходе проектирования фундамента необходимы размеры амортизирующего блока. в целях расчета его жесткости для анализа волнового уравнения. Ниже приведены размеры амортизирующего стакана для наших пневматических/паровых молотов. ..
..
Подробнее
СОВЕТ № 061: МОДИФИКАЦИЯ ОТВОДНОГО КАНАЛА
Многие из наших клиентов, благодаря конструкции отводных каналов на молотах нового тросового типа, пришли к выводу, что отводные каналы намного менее требовательны к обслуживанию. Эта модификация может быть сделана для более старых молотов Vulcan, которые изначально были оборудованы полным…
Читать далее
СОВЕТ № 062: ОБРАЩЕНИЕ С ОБОРУДОВАНИЕМ
Несмотря на то, что сваебойные молоты не слишком сложны в обращении, необходимо соблюдать некоторые основные меры предосторожности. наблюдались, а также некоторые основные правила, которые можно и нельзя делать. Примечание: Передача молота как «не слишком сложная» относится только к специалистам по перемещению материалов…
Подробнее
СОВЕТ № 063: УСЛОВИЯ ОБЛЕДЕНЕНИЯ
Эксплуатация сваебойных молотов и экстракторов свай со сжатым воздухом часто вызывает проблемы скопления льда в узлах клапанов и отверстиях для прохода воздуха. Обледенение является функцией температуры и влажности, вызывающей неустойчивую работу оборудования…
Обледенение является функцией температуры и влажности, вызывающей неустойчивую работу оборудования…
Подробнее
СОВЕТ № 064: ПРАВИЛЬНОЕ ПОДСОЕДИНЕНИЕ ШЛАНГА
Перед подсоединением воздушных или паровых шлангов проверьте наружную сторону шланга, чтобы убедиться в хорошем, рабочем состоянии. Продуйте шланг воздухом или паром, чтобы убедиться, что внутри нет грязи или мусора. Никогда не используйте воздушный шланг для подачи пара…
Подробнее
СОВЕТ № 065: УХОД ЗА ШКИВОМ
Надлежащий уход за шкивом в сборе очень важен, поскольку вес молота удерживается этим узлом, и летящий шкив или падающий молот могут ударить человека, причинив тяжелая травма. Шкивы, оси, штифты, шпонки, гайки и все точки подъема…
Подробнее
СОВЕТ № 066: СНИЖЕНИЕ ЭНЕРГИИ МОЛОТА
Молот Vulcan Руководство по сваебойному оборудованию…
Подробнее
СОВЕТ № 067: СМАЗКА
Ниже приведены спецификации смазки для морских сваебойных молотов Vulcan. УСЛОВИЯ ПРИМЕНЕНИЯ Тип масла Вязкость масла Температура вспышки (мин.) Другие требования SUS, 212° F сСт, 100°C град. F град. C Цилиндр и основание…
УСЛОВИЯ ПРИМЕНЕНИЯ Тип масла Вязкость масла Температура вспышки (мин.) Другие требования SUS, 212° F сСт, 100°C град. F град. C Цилиндр и основание…
Подробнее
СОВЕТ № 068: ЧАСТОТА УДАРОВ МОЛОТКА
Очень часто пользователи и инженеры делают предположение, что выходная энергия молота каким-то образом связана с количеством ударов в минуту. выдает молоток. Такое представление ошибочно для молотов как одностороннего, так и дифференциального действия…
Подробнее
СОВЕТ № 069: МИКАРТА И АЛЮМИНИЕВЫЙ МАТЕРИАЛ ПРОКЛАДКИ
Микарта (или Conbest) и алюминиевый прокладочный материал — превосходный амортизирующий материал для использования в ударных молотах Vulcan AirISteam; однако конфигурация амортизирующего горшка, которую можно использовать, зависит от молотка. Ниже приведена разбивка различных…
Подробнее
СОВЕТ № 070: ТИП ГИДРАВЛИЧЕСКОГО ЦИЛИНДРА МОДЕРНИЗАЦИЯ УПЛОТНЕНИЯ (1 и 0)
В течение многих лет гидромолоты Vulcan использовали тканые уплотнения для уплотнения штока поршня. Хотя этот тип набивки зарекомендовал себя хорошо, очевидно, что набивка с более длительным сроком службы будет лучше для пользователей молотков. Vulcan теперь предлагает упаковку, в которой используется…
Хотя этот тип набивки зарекомендовал себя хорошо, очевидно, что набивка с более длительным сроком службы будет лучше для пользователей молотков. Vulcan теперь предлагает упаковку, в которой используется…
Подробнее
СОВЕТ № 071: СЕРИЙНЫЕ НОМЕРА (БУКВЕННЫЕ КОДЫ)
Часто желательно установить возраст оборудования для оценки, оценки и ряда других причин. Как это принято для большинства строительных машин, ниже указан год выпуска и диапазон серийных номеров этой детали…
Подробнее
СОВЕТ № 072: VARI-CYCLE II (506 и 512)
Vulcan Vari-Cycle II предлагает все преимущества и простоту использования оригинального Vari-Cycle с меньшим количеством деталей и меньшим объемом обслуживания. Когда требуется техническое обслуживание, это будет проще и дешевле. Vari-Cycle II использует тот же принцип, что и …
Подробнее
Пневматические молоты – American Piledriving Equipment Inc. – Каталоги в формате PDF | Документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Первый паровой молот, изготовленный в США в 1845 г. Чертеж оригинального парового копа Нэсмита, около 1845 г.
Чертеж оригинального парового копа Нэсмита, около 1845 г.
Типы пневматических/паровых молотов и экстракторов ) Пневматические/паровые молоты дифференциального действия 3) Пневматические/паровые молоты двойного действия
Пневматические/паровые молоты одностороннего действия: Vulcan Подъемный шкив Цилиндр Паровой шкаф Ползун Спусковой крючок (датчик времени) Ползунок (кусковой) Колонны Острие ползуна Клинья (цилиндр, ползун, основание)
Крышки привода Vulcan Бетон с арматурой Тип коробки Бетон Трубчатые сваи двутавровой балки Детали для ремонта забивных головок Для ремонта сломанных конусов на верхней части забивных головок Прижимной ролик для забивания сваи в грунт
Паро-воздушные молоты одностороннего действия в котором подъемная линия заменена жидкостью под давлением – паром или воздухом. Цилиндр Паровой поршень Пар поступает сюда Рама Наконечник рамы Подушка Крышка привода Свая
В молотах одностороннего действия рабочая жидкость (воздух или пар) работает только при ходе вверх. Баран падает под действием силы тяжести при ходе вниз. При ходе вверх рабочая жидкость проходит под поршнем через открытый клапан. Поршень выталкивается вверх, поднимая плунжер, к которому он жестко прикреплен. В верхней части хода клапан вращается, блокируя впускной канал рабочей жидкости и открывая путь жидкости к выпускному отверстию молота. Движущая жидкость устремляется через выпускное отверстие, и поршень падает под действием силы тяжести. Эта операция повторяется для каждого удара молотка.
Баран падает под действием силы тяжести при ходе вниз. При ходе вверх рабочая жидкость проходит под поршнем через открытый клапан. Поршень выталкивается вверх, поднимая плунжер, к которому он жестко прикреплен. В верхней части хода клапан вращается, блокируя впускной канал рабочей жидкости и открывая путь жидкости к выпускному отверстию молота. Движущая жидкость устремляется через выпускное отверстие, и поршень падает под действием силы тяжести. Эта операция повторяется для каждого удара молотка.
Покомпонентный вид пневматического молота одностороннего действия: Vulcan Покомпонентный вид
Одностороннего действия воздух/пар: Vulcan Добавление массы к поршню для увеличения энергии в футо-фунтах получить на них достаточно пробега, чтобы гарантировать выход на пенсию, и при определенных условиях вождения у подрядчика могут возникнуть проблемы с удержанием ключей поршня. Обычно при таких обстоятельствах подрядчик приваривает ключи к барану и беспокоится о последствиях позже. На приведенном выше рисунке показан лучший способ затягивания ключей, который позволяет быстро и легко подтягивать их во время работы.
На приведенном выше рисунке показан лучший способ затягивания ключей, который позволяет быстро и легко подтягивать их во время работы.
Иногда бывает трудно не затянуть Ram Keys слишком сильно. Работая с большой кувалдой, Ram Key можно легко забить настолько, что он согнется. На рис. 1 показан правильно установленный Ram Key. На Рисунке № 2 показан таранный ключ, задвинутый слишком далеко и согнутый. Когда поршневой ключ впервые установлен, может быть небольшой зазор, как обведено кружком на рисунке № 1. Если при плотном забивании поршневого ключа зазор начинает увеличиваться, как показано кружком на рисунке № 2, значит, ключ был забит слишком сильно. далеко и гнется.
Воздух/пар одностороннего действия: техническое обслуживание Vulcan После того, как молот имеет большой «пробег», детали, удерживающие шток поршня на плунжере, немного изнашиваются. Это потребует некоторой регулировки, чтобы обеспечить надлежащее натяжение шпонок плунжера.
База McDermid Vulcan только для деревянных свай Мы не рекомендуем использовать базы McDermid для любого типа свай, отличных от дерева. Но иногда подрядчики оказывались в ситуации, когда им приходилось адаптировать базу McDermid к стандартным забивным головкам или заглушкам для труб. Выше показано, как это сделать.0003
Но иногда подрядчики оказывались в ситуации, когда им приходилось адаптировать базу McDermid к стандартным забивным головкам или заглушкам для труб. Выше показано, как это сделать.0003
Vulcan Single Acting: Руководство по обслуживанию на местах четыре штифта, совместите разрезное кольцо фиксатора плунжера (7) вокруг штока поршня и вставьте в сегментное прижимное кольцо, как показано на рисунке. Надежно затяните все прижимные гайки. ДЛЯ НЕТ. 014, 016, OEO: В сваебойных молотах одинарного действия самый простой способ установки поршня и штока — это установка молота в вертикальном положении. Чтобы установить новый поршень и шток, снимите с гидромолота следующие детали в указанном порядке: 1. Головка цилиндра. 5. Бараньи ключи. 2. Сальник и втулка. 6. Разъемная втулка. 3. Сальник штока поршня. 7. Старый поршень и шатун. 4. Мусор…
Vulcan Single Acting: Руководство по техническому обслуживанию на местах ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ На каждый дополнительный дюйм шпонка должна быть врезана плоской или фрезерованной на 3/64 дюйма (0,0461 от плоской кромки шпонки). , 1, OB, O, OR, OB, OIQ: Если невозможно загнать оригинальные ключи Ram так, чтобы узкий конец ключа выступал достаточно на противоположной стороне домкрата, открывая отверстие для штифта, уменьшите толщину домкрата. Подушка 0,021 на каждый дополнительный дюйм, на который необходимо вбить шпонку.0003
, 1, OB, O, OR, OB, OIQ: Если невозможно загнать оригинальные ключи Ram так, чтобы узкий конец ключа выступал достаточно на противоположной стороне домкрата, открывая отверстие для штифта, уменьшите толщину домкрата. Подушка 0,021 на каждый дополнительный дюйм, на который необходимо вбить шпонку.0003
\/ULCAN\ Vulcan Single Acting: Руководство по техническому обслуживанию Настройка клапана Для обеспечения максимальной эффективности необходимо соблюдать особую осторожность при настройке клапана на всех моделях молотов. Подробные инструкции по настройке клапана содержатся на страницах с 19 по 27. Следует отметить, что процедура одинакова для всех моделей, и единственное обнаруженное различие заключается в аспектах размеров. Удаление сломанной точки ползуна Чтобы удалить сломанную точку, необходимо высверлить боковые штифты (если они есть) до того, как к точке ползуна будет приложено какое-либо усилие. Усилие от 50 до 200 тонн и даже больше может быть…
РЕМОНТ ОТВЕРСТИЯ В КОЛОННЕ ОСНОВАНИЯ/ЦИЛИНДРА В более старых молотах одностороннего действия Vulcan обычным явлением является чрезмерный износ основания и цилиндра молота в области, где плечо стойки опирается на эти детали (см. рис. 1 и 3). . Ремонт колонки описан в Совете №32. Вместо сварки (не рекомендуется) следующая процедура восстановления оказалась очень эффективной, а также обеспечивает простой метод повторного ремонта. Vulcan Single Acting: Руководство по техническому обслуживанию Ремонт отверстия в основании/стойке цилиндра Когда верхняя поверхность основания (рис. 1) изнашивается и…
рис. 1 и 3). . Ремонт колонки описан в Совете №32. Вместо сварки (не рекомендуется) следующая процедура восстановления оказалась очень эффективной, а также обеспечивает простой метод повторного ремонта. Vulcan Single Acting: Руководство по техническому обслуживанию Ремонт отверстия в основании/стойке цилиндра Когда верхняя поверхность основания (рис. 1) изнашивается и…
Vulcan Single Acting: Руководство по обслуживанию на месте Ремонт колонки
СПИСОК ЗАПАСНЫХ ЧАСТЕЙ НОМЕР КЛЮЧА. ОПИСАНИЕ АРТИКУЛ № НОМЕР ДЕТАЛИ НОМЕР ДЕТАЛИ НОМЕР ДЕТАЛИ 054 Ключ нижней стойки 055 Ключевой штифт нижней стойки 057 Шпилька нижнего бампера 058 Шайба/шпилька бампера 059 Штифт/шпилька бампера 067 Нижний резиновый бампер 090 Основание McDermid 091 Пластина McDermid 092 Дверь McDermid 093 Дверной болт McDermid 093 Гайка дверного болта McDermid 094 Шплинт База McDermid в комплекте, вкл. 54,57,58,59,67 90,91,92,93,94,55
Все каталоги и технические брошюры American Piledriving Equipment Inc.
