Ремонт станка 1к62 – Ремонт токарного станка 1к62 – типовые шаги
alexxlab | 05.06.2020 | 0 | Разное
Ремонт токарного станка 1к62 – типовые шаги
В процессе эксплуатации токарного станка рано или поздно вы столкнетесь с какой-либо неисправностью. Особенно высока вероятность поломки, если вы используете в работе агрегат с немалым «пробегом». В этом случае нужно быть готовым не только к мелким неисправностям, но и к возможной необходимости произвести капитальный ремонт токарного станка, а это весьма и весьма затратная затея.

К счастью, конструкция большинства агрегатов (особенно тех, что производились во времена СССР) достаточно проста для того, чтобы вы справились с ремонтом токарного станка без привлечения стороннего специалиста. Ниже на примере модели 1К62 мы рассмотрим самые распространенные поломки, причины их возникновения и методы устранения. Если на практике вы столкнетесь с описанными проблемами – скорее всего, вы сможете выполнить ремонт своими силами, следуя нижеприведенным рекомендациям.
Основные поломки, причины и методы их устранения
Первоначальная причина возникновения большинства неисправностей в работе токарного станка – неправильная эксплуатация и уход за оборудованием. Мастеру следует знать, как обслуживать агрегат. Это позволит в будущем сэкономить немалые суммы, так как капитальный ремонт токарных станков обходится недешево, даже если вы будете производить починку своими силами.
Специалисты рекомендуют перед тем, как впервые приступать к работе за станком, подробно изучить рекомендации по эксплуатации и другую документацию, которая поставляется в комплекте с оборудованием. Если вы приобретаете б/у станок без инструкции, то имеет смысл найти всю документацию, касающуюся агрегата 1К62 или любой другой модели, самостоятельно в сети.

Теперь, когда вы узнали о тонкостях эксплуатации вашего «помощника», настало время изучить самые распространенные поломки и способы их устранения. Для удобства восприятия приведем советы по ремонту токарного станка 1К62 в виде списка:
- Станок не включается. Самая распространенная и наиболее простая в решении проблема. Она, скорее всего, связана с отсутствием сетевого напряжения. Мастеру рекомендуется проконтролировать наличие и показатели напряжения.
- Не удается с помощью рукояти переключить блок шестерен, агрегат издает типичный звук проскальзывания. Такого рода проблема связана с тем, что блок не выводится из холостого положения. Рекомендуется запустить повторно электромотор и осуществить включение передачи «на выбеге».
- Электромотор самопроизвольно отключается в процессе работы. Скорее всего, это срабатывает реле, защищающее силовой агрегат от чрезмерной нагрузки. В этом случае мастеру стоит снизить интенсивность резания или подачи.
- Недостаточно высокий крутящий момент шпинделя, который не достигает предела, указанного в документации. Проблема может состоять в недостаточно сильном натяжении ремней. Увеличив его, вы повысите крутящий момент. Еще одной причиной проявления проблемы может быть плохо затянутая фрикционная муфта, увеличив натяжение которой, вам также удастся повысить крутящий момент.
- Медленное торможение шпинделя. В большинстве случаев причина этой неисправности – недостаточно сильное натяжение ленты торможения. Увеличив этот параметр, вы отметите, что торможение стало более динамичным.
- Усиление подачи суппорта не достигает показателей, указанных в документации. Чтобы справиться с проблемой, специалисты рекомендуют сильнее затянуть пружину перегрузочного устройства.
- Охлаждающий насос не функционирует. Обычно возникновение этой проблемы связывают с недостаточно высоким уровнем охлаждающей жидкости в системе. Долив ее, в большинстве случаев вам удастся устранить неисправность. Также причиной этой проблемы может оказаться выход из строя предохранителей. Обычная замена на новые решит внезапно возникшую перед вами задачу.
- Чрезмерная вибрация станка во время работы. Причин это этому может быть несколько. Первая – это некорректный монтаж агрегата по уровню. В этом случае нужно выверить станок. Вторая возможная причина – это износ стыка направляющих суппорта. Подтяните прижимные клинья и планки, и, скорее всего, ситуация исправиться. Также чрезмерные вибрации часто связывают с некорректным подбором режима резания или с неправильной заточкой режущего инструмента.
- Точность обработки заготовки неудовлетворительная. Есть четыре основные причины такой проблемы. Это – поперечное смещение задней бабки, чрезмерный вылет зафиксированной в патроне конструкции, недостаточно жесткая фиксация держателя резца или патрона. В первом случае вам необходимо настроить положение бабки, во втором – поджать конструкцию центром или поддержать люнетом. В третьем и четвертом случае вам следует подтянуть рукоять держателя резца или ремни крепления патрона.
Нередко ремонт токарного станка 1К62 нужно произвести по причине неисправности смазочной системы. Если в маслоуказателе отсутствует слабая струя смазки, то это говорит о том, что винт упора рычага насоса не настроен. Мастеру нужно отрегулировать положение плунжера.
Если же струя масла есть, но она очень слабая, то, скорее всего, причина – загрязнение фильтра. Проблема решается банальной промывкой фильтра.
Кроме того, неисправность пружины плунжерного насоса может привести к полному отсутствию струи смазки в маслоуказателе. Заменив пружину, вы устраните проблему. Если же смазочная жидкость не подается на направляющие станины, то причина, скорее всего, лежит в загрязнении одного из клапанов плунжерного насоса. Опять же, ремонт заключается в тщательной промывке.
Итоги
Как видно, ремонт токарных станков можно производить самому, если разбираться в способах устранения основных неисправностей. Надеемся, что представленная информация сэкономит вам деньги и массу времени.
Рекомендуем почитать
prostostanok.ru
Токарный станок 1к62 б устройство ремонт регулировка
Станок 1к62: описание, устройство, эксплуатация
1к62 токарно-винторезный станок при Советском Союза был одним из распространенных. Это устройство и сейчас можно увидеть в цехах. Главные преимущества 1к62 – это надежность в эксплуатации, хорошая продуктивность, выносливость, способность обработки крупных заготовок.
1к62 токарные станки стали использоваться еще с тридцатых годов прошлого века. Разрабатывались они на базе завода «Красный пролетарий». Применялись для работы с деталями из разнообразных материалов.

История оборудования
Токарный станок 1к62д – это современный усовершенствованный вариант старого аппарата. Советская аббревиатура ДИП, которой обозначались аппараты того времени. После этого в маркировке шли цифры, указывающие высоту над станиной. Токарное оборудование было оснащено коробками скоростей. В 1956 году появилась новая модель, которая стала именоваться 1К62. От прежней, 1Д62 ее отличает ряд усовершенствований:
- 1К62 имеет электрический насос, с помощью которого подается охлаждающая жидкость;
- новая модель оснащена более мощным двигателем;
- имеется механизм реверса, который используется для создания резьбы;
- установлена новая, клиноременная передача;
- новая модель имеет усиленную фрикционную муфту;
- 1К62 оборудован тремя рукоятками оборотов шпинделя.

Это еще не все перечисленные усовершенствования. Сейчас на производстве эксплуатируются не только 1К62. Появилась еще более усовершенствованная модель – 1К625.
Обзор аппарата и область его использования
Когда в 1956 г. появилась новая модель аппарата токарного 1к62, она выпускалось до 1971 г. У него имеется шпиндель, обладающий высокой жесткостью, который установлен на особых подшипниках. В результате стала возможной обработка изделий из каленой стали. Допускается ударная нагрузка. При этом она совсем не влияет на качество, а также точность обработки. Новое оборудование имеет ряд неоспоримых преимуществ:
- большой диапазон скоростей;
- мощный движок;
- низкий уровень вибрации во время эксплуатации;
- жесткость узлов.
В результате стала доступной точная обработка деталей из металла. Новый аппарат относится к лобовым. Он может работать с любыми заготовками, имеющими большой диаметр, но небольшую длину.
Станок имеет на задней балке поперечную регулировку. Это позволяет работать с пологими конусами. Когда балка соединяется с нижней частью суппорта, это позволяет увеличить функциональные возможности во время сверлильных операций.

Особенности конструкции
«Красный пролетарий» не существует достаточно давно, однако многие устройства, которые он успел выпустить работают и по сей день. По прошествии времени многие детали изнашиваются, их необходимо менять. А для придания токарно-винторезному станку 1к62 товарного вида иногда достаточно только подкрасить его корпус. Главное, чтобы техническое обслуживание выполнялось регулярно.
У некоторых аппаратов требует переработки схема электрическая и кинематика. Иногда нужно поменять электрооборудование, после чего устройство будет нормально функционировать еще довольно долго. Однако для ремонта понадобится подробная техническая документация, электросхема, кинематическая схема.
Устройство предполагает возможность установить два типа люнетов для токарного станка 1к62: неподвижных диаметром от 20 до 120 мм и подвижных – 20-90 мм. Для работы используется 23-скоростной движок мощностью 10 кВт с максимальными оборотами – 2000 в минуту. Это позволяет подобрать удобный режим для обработки твердых металлов.

Инструкция по эксплуатации содержит информацию о регулировке скорости вращения шпинделя и как настраивается коробка подачи суппорта станка 1к62. Коробкой управляют рычаги, а шестерни являются сменными. Масса – 2250 килограмм, габариты – 250х120х150 см.
Характеристики его свидетельствуют, что за подачу суппорта в коробке подач 1к62 отвечает дополнительный мотор мощностью в тысячу Вт. Электрическая схема содержит тепловое реле, обеспечивающее защиту движков от перегрева. Для защиты от замыкания схема предусматривает наличие предохранителей.
Имеются два вида модификаций агрегата. Это станок токарно-винторезный 1к62Д, отличающийся увеличенным на десять миллиметров отверстием шпинделя. Коробка подач 1к62 и 1к62Д, кинематика, а также прочие узлы этих моделей практически идентичны.

1к62 схема этого агрегата сильно отличается от современной версии 1к625. В этой модификации немного повышен вес, диаметр обработки над суппортом и станиной. Ход каретки также повышен. Схема станка 1к62 свидетельствует о том, что мощность двигателя, функциональность, частота оборотов в этой версии не подвергались существенным изменениям.
Модернизация
Токарное оборудование, изготовленное по шаблону 1К62, значительно усовершенствовано. Детали сделаны из прочных сплавов, которые сильно отличаются от предыдущих. В них изменена электросхема.
Модификации стали более надежными, имеющими разную мощность. Высоким показателем отличается безопасность электроприводов и сетей. Новые модели отличает эргономичность, что не предполагает больших усилий для запуска или остановки оборудования. Усовершенствованные модели после включения начинают работать плавно. Это же относится к выключению.
Теперь на станках можно изготавливать еще более качественные детали высокой точности исполнения. Это стало возможным благодаря чугунной станине, имеющей идеальную жесткость. Работа токарей стала значительно легче.

Преимущества
1к62, характеристики которого описаны выше и винторезный станок 1к62д относятся к классу лобового типа. Технические характеристики станков 1к62 позволяют обрабатывать и детали из закаленных металлов. 1к62, паспорт которого можно скачать в интернете имеет и другие достоинства:
- виброустойчивость;
- возможность использования твердосплавных резцов;
- универсальность в работе;
- большой скоростной диапазон;
- высокая прочность всех деталей.
Что производится на 1К62?
Возможности оборудования велики (о них дополнительно можно посмотреть видео в интернете). На оборудовании теперь свободно обрабатываются детали с небольшим диаметром, малым весом, либо наоборот – огромные. Вес заготовки может достигать до 300 килограмм, а при закреплении изделия в цент
i-perf.ru
1к62д ремонт – Токарные 1К62, 16К20 и модификации
не нашел куда приладить ,потому создал новую тему…
ремонтирую станок ,попутно решил делать фото…вращающиеся и перемещающиея механизмы налаживал ранее,поэтому основная задача, привести в порядок направляющие…
станок уже бывал в кап.ремонте чуть больше 20 лет назад и подизносился с тех пор…
после замеров и полного демонтажа узлов(станину отправляем на шлифовку) ,эл.шкаф остался на подставке..
…..
шпиндельную бабку снимаем за 4 таких вот зацепа
стрелкой указана полоса на горизонтальной направляющей ЗБ от просевшей каретки
станина уехала , пока можно заняться поперечными направляющими….начинаем с суппорта..
предварительно опиливаю напильником..
…….
и затем на плиту по краске
шабрим по отпечаткам
…..
…..
добиваемся максимального количества отпечатков при минимальной толщине краски
….
можно и мостик вместо плиты,но нужен контроль параллельности меж направляющими
Изменено пользователем Z ANDREYwww.chipmaker.ru
Характер неисправности | Причины возникновения | Методы устранения |
Станок не запускается | Падение или отсутствие напряжения питающей сети | Проверить наличие н величину напряжения в сети |
Невозможно переключение блока шестерен 9, 10 (рис. 6) рукояткой 5 (характерный звук проскальзывающих шестерен) | Блок шестерен не выходит из нейтрального положения | Включить электродвигатель и (на «выбеге») произвести переключение |
Произвольное отключение электродвигателя во время работы | Срабатывание теплового ре те от перегрузки двигателя | Уменьшите скорость резания и пи подачу |
Крутящий момент шпинделя меньше указанного в руководстве | Недостаточное натяжение ремней | Увеличить натяжение ремней |
Слабо затянута фрикционная муфта | Увеличить затяжку муфты | |
Торможение происходит слишком медленно | Слабое натяжение тормозной ленты | Увеличить натяжение тормозной ленты |
Усиление подачи суппорта меньше указанного в руководстве | Недостаточно затянута пружина перегрузочного устройства | Натянуть пружину |
Насос охлаждения не работает | Недостаток жидкости | Долить |
Перегорели Предохранители | Заменить | |
Станок вибрирует | Неправильная установка станка по уровню | Выверить станок |
Износ стыка направляющих суппорта | Подтянуть прижимные планки и клинья | |
Неправильно выбраны режимы резания, неправильно заточен резец | Изменить скорость резания, подачу, заточку резца | |
Станок не обеспечивает точность обработки | Поперечное смещение задней бабки при обработке в центрах | Отрегулировать положение задней бабки |
Деталь, закрепленная в патроне, имеет большой вылет | Деталь поддержать люнетом или поджать центром | |
Нежесткое крепление резцедержателя | Подтянуть рукоятку резцедержателя | |
Нежесткое крепление патрона на шпинделе | Подтянуть крепежные ремни патрона |
www.stanoktehpasport.ru
Токарно-винторезный 1К62 – ремонт и модернизация
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
|
Получение станка в ремонт
-проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
 |
Ремонт станины
-разборка, промывка, дефектация -шлифовка направляющих -окраска -установка |
 |
Ремонт шпинделя
-разборка, дефектация -шлифовка шпинделя -установка нового патрона -замена подшипников -сборка |
 |
Ремонт коробки скоростей
-разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
 |
Ремонт фартука
-разборка, промывка, дефектация -ремонт (замена) муфт и втулок -замена подшипников -внутренняя окраска -сборка |
|
|
Ремонт суппорта
-разборка, промывка, дефектация -ремонт продольных направляющих каретки -шлифовка прижимных планок -шабровка поперечных направляющих каретки -шабровка направляющих верхнего суппорта -шабровка направляющих верхних салазок -шлифовка клиньев -ремонт резцедержателя -ремонт винта и гайки поперечного суппорта -ремонт винта и гайки верхнего суппорта -сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия “ZX” |
 |
Ремонт коробки подач
-разборка, промывка, дефектация -ремонт и замена изношенных деталей -внутренняя окраска -сборка |
 |
Ремонт задней бабки
-разборка, промывка, дефектация -расточка и хонинговка направляющей пиноли задней бабки -шлифовка пиноли задней бабки -ремонт винта и гайки пиноли -сборка |
 |
Замена приводных ремней
Ремонт ходового винта и вала -ремонт гитары -ремонт(замена)винта и вала -изготовление новых гаек -сборка |
|
|
Ремонт системы охлаждения и смазки -разборка, промывка, дефектация -ремонт (замена) трубопроводов и насосов -сборка |

|
Ремонт электрооборудования
-установка нового электрошкафа -монтаж новой низковольтной аппаратуры в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств -ремонт(замена) эл. двигателей – новый электромонтаж по станку |
|
Ремонт ограждений Сборка, шпатлевка и окраска Обкатка станка на холостом ходу на всех скоростях и подачах |
|
 |
Сдача ОТК
-механика -электрика Сдача станка заказчику |

Результатом оказанных услуг является
-
Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным
данным завода изготовителя, принятая Заказчиком; - Полный комплект необходимой документации;
Общее описание
Предназначен для обтачивания и растачивания в центрах или патроне цилиндров, крутых и пологих конусов, обработки торцов, нарезания метрической , модульной, дюймовой,
и точной резьб (метрическая, дюймовая, модульная, питчевая и архимедова спираль с шагом 3/8″; 7/16″; 2; 5,5; 6; 6,5; 7; 8; 8,5; 10; 11; 12 и 14 мм.) Задняя бабка
токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может
обработка пологих конусов. Возможно соединение задней бабки с нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой
и использовании механического перемещения балки от суппорта.
Табл. 1 Технические характеристики
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Диаметр обрабатываемой детали над станиной, мм | 400 |
| Диаметр детали над суппортом, мм | 220 |
| Длина обрабатываемой детали, мм | 750, 1000, 1500 |
| Пределы частот вращения шпинделя, Min/Max, об/мин | 12,5/2000 |
| Мощность двигателя главного движения, кВт | 10 |
| Габарит станка: Длина_ширина_высота(РМЦ=1000), мм | 2812_1166_1324 |
| Масса станка(РМЦ=1000), кг | 3080 |
| Год постановки/снятия станка с серийного производства | 1968 |
| Аналоги (замена) |
www.isrz.ru
Ремонт токарных станков 1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058 в Москве
Универсальные токарные станки завода «Красный пролетарий» самые распространенные позиции на металлообрабатывающем рынке России и странах СНГ. Основная масса этих станков выпускалась с 1956 по 1991 год. Только с 1956 по 1972 год было выпущено более 202 тысяч токарно-винторезных станков 1К62, более совершенная модель 16К20 сходила с конвейера 1000 раз в месяц. Около 10% продукции предприятия уходила на экспорт. Стоит заметить, что оригинальные станки 1К62 и 16К20 не выпускаются с 90-х годов.
На сегодняшний день огромная масса этих станков работает на предприятиях нашей страны, что говорит о безупречном качестве оборудования. На вторичном рынке металлообрабатывающего оборудования станки «Красный пролетарий» по сей день пользуются спросом, порою встречаются работающие агрегаты возрастом более 50 лет.
Но, к сожалению возраст, большая загруженность станка, неправильная эксплуатация, не своевременный сервис берут свое и ожидать от станка идеальной обработки детали без капитального ремонта не стоит.
Специалисты завода «Красный пролетарий» смогут восстановить работоспособность и паспортную точность Вашего станка. Предоставляется гарантия. После капитального ремонта Вы существенно продлите срок эксплуатации станка.
Ввиду большой загруженности ремонтного цеха, сейчас на капитальный ремонт принимаются только самые распространенные модели токарных станков «Красный пролетарий», а именно 1К62, 16К20, 16А20Ф3, МК6056, МК6057, МК6058 и их модификации.
Наш капитальный ремонт токарных станков это:
-
Проверка станка в работе и составление дефектной ведомости.
-
Полная разборка станка на узлы, с последующим разбором узлов станка на детали. Демонтаж электрооборудования. Очистка станка и узлов от масла и ржавчины.
-
Шлифовка станины на продольно-шлифовальном станке Heckert.
-
Замена деталей в коробке скоростей, а именно подшипников, зубчатых шестеренок, шлицевых валов, многодисковой фрикционной муфты, маслонасоса.
-
Замена подшипников и зубчатых шестеренок в коробке подач.
-
Шлифовка направляющих рейки фартука, с последующей заменой подшипников и маточной гайки.
-
Шлифовка направляющих суппортной группы и замена клиньев, винтов и гаек.
-
Шабрение направляющих задней бабки. Расточка отверстий задней бабки и замена пиноли.
-
Полностью замена электрической части и проводки станка на более современные элементы.
-
Установка системы охлаждения.
-
Работы по геометрии станка и выставлению паспортной точности станка.
-
Обкатка и проверка в работе.
-
Окраска.
-
Окончательная обкатка и проверка в работе отделом ОТК.
-
Проверка станка клиентом. Сдача.
Цена на капитальный ремонт токарных станков и сроки выполнения предоставляются по официальному запросу Вашего предприятия. Станок 16К20 после капитального ремонта в наличии на складе.
aokp.ru
Станина токарного станка. Ремонт направляющих станины токарного станка
Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.
Ремонт направляющих станины токарного станка
Направляющие станины восстанавливают при ремонте различными способами, например строганием, фрезерованием, шлифованием, протягиванием, шабрением. На некоторых заводах осуществляют поверхностное упрочнение направляющих станины способом накатывания роликом, а также закалкой т. в. ч., что значительно повышает износоустойчивость поверхностей.
Выбор способа ремонта зависит от степени износа и твердости направляющих станины, оснащенности ремонтной базы специальными станками и приспособлениями и т. п.
Наиболее распространенными способами ремонта направляющих станин являются шабрение, шлифование и строгание.
Ремонт направляющих шабрением даже при износе 0,05 мм отличается большой трудоемкостью и стоит дорого, поэтому следует механизировать этот процесс, а это дает большой экономический эффект.
Ремонт направляющих шлифованием обеспечивает высокую точность и чистоту обработки, этот способ практически незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтение следует отдавать финишному строганию. При этом достигается высокая производительность, обеспечивается чистота поверхности V6 и точность в соответствии с техническими условиями.
Ремонт направляющих станины шабрением.

Рис. 48. Выверка станины токарно-винторезного станка на стенде
- Основание мостика
- Резьбовая колонка
- Уровень
- Опора
- Резьбовая колонка
- Площадка для уровня
- Резьбовая колонка
- Опора
- Подпятники
- Уровень
- Рамный уровень
- Балочка
- Поверхность станины для крепления коробки подач
Этот технологический процесс характеризуется тем, что станина (установленная на стенде или на жестком фундаменте) в поперечном направлении выверяется по поверхности для крепления коробки подач 13 (рис. 48) с помощью рамного уровня 11. Это позволяет в дальнейшем при ремонте суппорта легко определить и установить перпендикулярность поверхностей для крепления фартука на каретке суппорта к поверхности для крепления коробки подач на станине.
Горизонтальность направляющих в продольном направлении определяется обычным способом по уровню 10.
Другая особенность рассматриваемого типового технологического процесса заключается в том, что вместо изнашиваемых поверхностей направляющих под заднюю бабку (на станине), обычно принимаемых за базу, в данном случае за базу принимают поверхности для крепления зубчатой рейки, притом лишь участки (по 200—300 мм) этих поверхностей по обоим концам станины. Эти поверхности никогда не изнашиваются и находятся в одной плоскости с поверхностями для крепления коробки подач и кронштейна ходового вала. Восстановление параллельности направляющих станины к указанным поверхностям сокращает трудоемкость выверки параллельности осей ходового винта и ходового вала к направляющим станины.
Ремонт направляющих станин по этой технологии, внедренный в ремонтной службе ЛОМО, сводится к следующим операциям:
1. Устанавливают станину на стенд или жесткий фундамент по уровню с помощью клиньев и башмаков. В продольном направлении проверку необходимо вести по уровню 10 (рис. 48), в поперечном направлении — по рамному уровню, прикладываемому к плоскости 13.
Извернутость направляющих проверяется по уровню 4, установленному на универсальном приспособлении 3, перемещаемом по направляющим, или на мостике задней бабки.
Допускаются отклонения от горизонтальности направляющих в продольном направлении не более 0,02 мм на длине 1000 мм.
Извернутость направляющих допускается не более 0,02— 0,04 мм на длине 1000 мм.
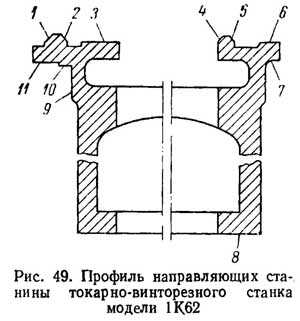
Рис. 49. Профиль направляющих станины токарно-винторезного станка 1к62
Плоскость 9 (рис. 49) для крепления коробки подач должна располагаться вертикально. Допускается отклонение не более 0,04—0,05 мм на длине 1000 мм.
2. Шабрят поверхности 3, 4 и 5 по поверочной линейке на краску. В процессе шабрения периодически проверяют извернутость этих направляющих и параллельность их поверхностям 9 и 10 с помощью приспособления, уровня и индикатора (способ проверки — см. рис. 10, б).
Допускается непрямолинейность (в сторону выпуклости) не более 0,02 мм на длине 1000 мм. Извернутость — не более 0,02 мм на 1000 мм. Непараллельность 1 базовым поверхностям — не более 0,06 мм на длине направляющих. Количество отпечатков краски — не менее 10 на площади 25×25 мм.
3. Шабрят направляющие 1, 2 и 6 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 3, 4 и 5, отклонение которой должно быть не более 0,02 мм на длине 1000 мм и не более 0,05 мм на длине 3000 мм.
Спиральная извернутость допускается не более 0,02 мм на длине 1000 мм. Количество отпечатков краски должно быть не менее 10 на площади 25 х 25 мм.
4. Шабрят поверхности 7 и 11 по поверочной линейке на краску. Периодически проверяют параллельность их поверхностям 1, 2 и 6 с помощью приспособления с индикатором. Допускается непараллельность не более 0,02 мм на длине направляющих.
Окончательная пригонка поверхностей 7 и 11 производится по каретке суппорта вместе с прижимными планками.
Ремонт направляющих станины шлифованием.
Этот технологический процесс состоит из следующих операций:
1. Запиливают и зачищают все выступающие забоины и задиры на поверхности 8 станины (рис. 49).
2. Устанавливают станину на столе продольно-строгального станка поверхностью 8, при этом под наружные четыре угла между опорными плоскостями станины и поверхности стола подкладывают фольгу толщиной 0,1 мм. Закрепление станины осуществляют у внутренних углов (на рис. 50 показано стрелками) и выверяют ее на параллельность ходу стола по поверхностям 10 и 9 (рис. 49) с точностью 0,05 мм на всей длине поверхности.
3. Проверяют извернутость направляющих 3, 4 и 5 с помощью уровня, уложенного на мостике задней бабки, или специального приспособления (см. рис. 9).

Рис. 50. Схема деформации станины токарно-винторезного станка
4. Закрепляют станину на столе станка винтами и накладками, одновременно осуществляя прогиб станины на 0,05 мм. Как показывает практика, на точность механической обработки направляющих отрицательно влияет непрямолинейность движения стола строгального станка, на котором производится шлифование. Деформация станины, возникающая как в процессе установки и закрепления на столе станка, так и при обработке также увеличивает непрямолинейность. Из-за указанных недостатков направляющие станины после их обработки оказываются не только непрямолинейными (в сторону вогнутости), но и извернутыми. Поэтому установка и крепление станины на столе строгального станка являются важными моментами и требуют внимательного и умелого подхода к ним. Станину следует закрепить на столе строгального станка так, чтобы тумбы своей опорной поверхностью плотнее соприкасались с поверхностью стола.-
5. Дополнительно проверяют извернутость направляющих. Показания должны быть такие же, как при проверке до закрепления. При несовпадении показаний винты ослабляют и станину вновь закрепляют так, чтобы данные извернутости были с одинаковыми данными, полученными до закрепления станины на столе станка.
6. Шлифуют последовательно поверхности 3, 6, 11, 7, 2, 5, 1 и 4 (рис. 49). Шлифование производят торцом круга чашечной формы, зернистостью КЧ46 или К346 и твердостью СМ1К. Предварительное шлифование проводят при наклоне оси шпинделя относительно направления движения стола на 1—3°.
Окончательное шлифование производят при перпендикулярном положении оси шпинделя к шлифуемой поверхности. Режим шлифования: подача 6—8 м/мин, скорость — 35—40 м/сек. Нагрев обрабатываемых поверхностей во время шлифования не допускается.
Типовой технологический процесс ремонта направляющих станин шлифованием представлен в табл. 3. Этим технологическим процессом можно руководствоваться и при шлифовании направляющих, закаленных т. в. ч. Однако предварительно нужно выполнить все операции, указанные на стр. 72.
Ремонт направляющих станины финишным строганием.
При ремонте направляющих строганием станину необходимо установить на стол продольно-строгального станка, выверить и деформировать, согласно операциям 1, 2, 3 и 4 табл. 3.
Типовой технологический процесс ремонта направляющих станины станка модели 1К62 шлифованием. Таблица 3
| Номер операции | Содержание операции | Технические условия | Инструмент и приспособления | Способ проверки |
| 01 | Зачистить поверхность 8 (см. рис. 49) от забоин | Границы забоин не должны выступать над поверхностью | Напильник, шабер, поверочная линейка | Линейкой на краску |
| 02 | Установить станину на строгальный станок и выверить на параллельность по ходу стола | Непараллельность поверхностей 9 к 10 к направлению стола — не более 0,03 мм на длине станины | Индикатор, щуп | Индикатор закрепить в резцедержателе станка и подвести измерительный штифт к поверхностям 9 и 10. Замеры осуществлять на концах поверхностей при движении стола станка |
| 03 | Проверить (предварительно) извернутость направляющих 3 и 4 до закрепления станины на столе и зафиксировать отклонения, также проверить горизонтальность поверхности 3 | – | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | На средние направляющие 3, 4 и 5 (см. рис. 49) установить мостик с уровнем, расположив его поперек направляющих. Перемещая мостик, по уровню определить величину извернутости направляющих. Затем уровень установить на поверхности 3 поочередно на обоих концах, и зафиксировать положение станины в продольном направлении |
| 04 | Закрепить, деформировав, станину на столе станка в местах, показанных на рис. 50 стрелками, и проверить окончательно | Извернутость должна соответствовать показаниям проверки операции 3. Вогнутость должна быть на 0,05 мм больше вогнутости при операции 3 | Мостик и уровень с ценой деления 0,02 мм на длине 1000 мм | То же |
| 05,06,07 | Шлифовать последовательно (предварительно и окончательно) поверхности 3 и 6; 7 и 11; 1, 4, 5 и 2 (рис. 49) | Чистота поверхностей V7 | Шлифовальный круг ЧК ЭБ36, СМ2К (ГОСТ 2424—67) | Чистоту обработки определять визуально методом сравнения с эталоном |
| 08 | Проверить предварительно прямолинейность, параллельность, плоскостность и извернутость направляющих | Отклонение от прямолинейности (вогнутость) не более 0,03 мм на длине 1000 мм. Отклонение от параллельности — не более 0,02 мм по всей длине направляющих. Извернутость — не более 0,02 мм на длине 1000 мм | Поверочная линейка (ГОСТ 8026—64), щуп, набор, поверочная линейка (ГОСТ 8026—64), щуп (набор № 3), индикатор с ценой деления 0,01 мм, универсальный мостик и уровень | Непрямолинейность и извернутость проверять универсальным мостиком с уровнем (см. рис. 9), непараллельность — мостиком и индикатором (см. рис. 10, б) |
| 09 | Открепить станину и предъявить в ОТК | Отклонение от прямолинейности (выпуклость) — не более 0,02 мм на длине 1000 мм | То же | То же |
В резцедержателе станка устанавливают широколезвийные резцы, режущие кромки которых предварительно должны быть доведены. Резец подводят к наименее изношенной части обрабатываемой поверхности и регулируют положение лезвия таким образом, чтобы оно плотно соприкасалось режущей кромкой с направляющей и перекрывало ее по ширине. Проверку расположения резца относительно поверхности можно производить щупом.
Строгание производится при скорости движения стола 8— 10 м/мин и глубине резания 0,03—0,05 мм. Для получения чистоты поверхности V 7 обрабатываемую поверхность необходимо смачивать керосином. Обработку поверхности следует вести за 3— 4 прохода. Проверка точности обработки производится так же, как после операций 8 и 9 (табл. 3).
Ремонт направляющих станины длиной более 3000 мм.
Направляющие длиной более 3000 мм наиболее экономично ремонтировать с помощью переносных фрезерных или шлифовальных приспособлений. Однако для таких приспособлений необходимо предварительно подготовить поверхности, по которым перемещается приспособление, например шабрением. Такими поверхностями у станины токарного станка могут являться направляющие для задней бабки, концы которых выверяют на параллельность по отношению к концам поверхностей для рейки с точностью 0,05 мм, затем определяют непрямолинейность и устраняют извернутость направляющих.
Для правильного решения вопроса о способе ремонта поверхностей, а также для того, чтобы вести шабрение наиболее рациональным способом, нужно определить величину износа и непрямолинейности и составить графики, характеризующие состояние направляющих.
Измерения производятся уровнем и их следует начинать с определения формы плоской направляющей 3 (см. рис. 49). Для уменьшения случайных ошибок, возникающих вследствие погрешности контакта между корпусом уровня и проверяемой поверхностью, рекомендуется укреплять уровень на специальной подставке (см. рис. 24, в) с двумя платиками 5, расстояние между серединами которых принимается за «базу уровня».
Порядок измерения следующий.
1. Зачищают все выступающие места (границы) забоин, задиров направляющей, обнаруженные поверочной плитой покраске и тщательно промывают керосином и протирают насухо.
2. Проверяют прилегание опорных платиков к плоскости направляющей.
3. Направляющую разбивают на равные участки, длина которых должна соответствовать базе измерения. Для этого подставку устанавливают на край направляющей и отмечают на станине штрихами положение середины платиков. Затем последовательно от участка к участку подставку перемещают и устанавливают задний (по направлению перемещения) платик в том месте, где находился передний при разметке предыдущего участка. Контрольные штрихи на станине нумеруются по порядку слева направо, начиная от нуля.
Отсчет осуществляют по порядку на каждом участке, наблюдая за положением пузырька основной ампулы уровня в делениях его шкалы. Показания уровня записывают, указывая порядковый номер проверяемого участка и отклонения пузырька в делениях шкалы со знаком плюс или минус. Затем строится график, характеризующий форму направляющей относительно исходной прямой по показаниям уровня (в мкм), которые приводятся к горизонтальной прямой графическим методом.
По результатам измерений и построенному графику выбирают наиболее изношенный участок на направляющей и вышабривают «маяк» так, чтобы его поверхность равномерно покрывалась краской, нанесенной на платик контрольной подставки. Одновременно контролируется горизонтальность участка при помощи закрепленного на подставке уровня. Далее подставка с уровнем перемещается на следующий участок и вышабривается следующий «маяк» и т. д.
Имея такие «маяки», шабрят направляющую по поверочной линейке до тех пор, пока «маяки» не начнут равномерно закрашиваться, а направляющая не станет прямолинейной и горизонтальной.
Поверхности 4 и 5 (см. рис. 49) призматической направляющей также ремонтируют шабрением по поверочной линейке. Шабрение ведется по «маякам», полученным так же, как при ремонте плоской направляющей.
Непрямолинейность призматической направляющей в вертикальной плоскости целесообразно проверять методом измерения извернутости относительно аттестованной плоской направляющей с помощью уровня, используя приспособление (см. рис. 9), располагая его опоры так, как показано на рис. 10, б. При этом за базу уровня принимается расстояние между серединами плоской и призматической направляющих, а на одном из концов направляющей извернутость принимается равной нулю.
Непрямолинейность направляющей в горизонтальной плоскости можно проверять этим же приспособлением и автоколлиматором (см. рис. 9).
Допускается непрямолинейность (выпуклость) не более 0,02 мм на 1000 мм длины и извернутость направляющих не более 0,02 мм на длине 1000 мм.
Ремонт направляющих поверхностей 1, 2, 6, 7 и 10 (см. рис. 49) целесообразно производить с помощью переносного приспособления (см. рис. 32), которое устанавливается на восстановленные поверхности 3, 4 и 5 (см. рис. 49). При отсутствии такого или подобного приспособления обработку поверхностей можно вести шабрением по поверочной линейке, периодически проверяя их параллельность по индикатору, установленному на мостике (см. рис. 10, б) или на основании задней бабки, которые базируются на поверхностях 3, 4 и 2 станины (см. рис. 49). Допускается непараллельность не более 0,02 мм на длине 1000 мм.
Окончательная проверка точности направляющих поверхностей 1, 2 и 6 производится приспособлением, показанным на рис. 9.
Установка ходового винта и ходового вала
Эта операция исключается, если ремонт каретки выполнен согласно табл. 5.
Совмещение осей ходового винта и ходового вала, коробки подач и фартука проводят в соответствии со следующим типовым технологическим процессом.
1. Устанавливают корпус коробки подачи и укрепляют его на станине винтами и штифтами.
2. Устанавливают каретку в средней части станины и прикрепляют винтами заднюю прижимную планку каретки.
3. Устанавливают фартук и соединяют с кареткой винтами(фартук может быть установлен не полностью собранным).
4. В отверстия коробки подач и фартука для ходового винта или ходового вала устанавливают контрольные оправки. Концы оправки должны выступать на 100—200 мм и иметь одинаковый диаметр выступающей части с отклонением не более 0,01 мм (люфт оправок в отверстиях недопустим).
5. Придвигают каретку с фартуком к коробке подач до соприкосновения торцов оправок и замеряют величину их несоосности (на просвет) с помощью линейки и щупа.
6. Восстанавливают соосность отверстий для ходового винта и ходового вала в коробке подач и фартуке посредством установки новых накладок, шабрения направляющих или накладок каретки, переустановки коробки подач.
Допустимое отклонение от соосности отверстий коробки подач и фартука: в вертикальной плоскости — не более 0,15 мм (ось отверстия фартука может быть только выше отверстия коробки подач), в горизонтальной плоскости — не более 0,07 мм.
Переустановку коробки по высоте следует производить при ремонте направляющих каретки без компенсирующих накладок. При этом отверстия в коробке подач для винтов крепления ее к станине фрезеруют. При смещении коробки в горизонтальном направлении необходимо фрезеровать отверстия в каретке для винтов крепления фартука: последний необходимо также сместить, а затем заново штифтовать.
Шабрение направляющих токарного станка
Восстановление геометрии направляющих токарного станка
Шлифовка направляющих станины токарно-винторезного станка
Шлифовка направляющих станины токарно-винторезного станка
Восстановление станины токарного станка
Полезные ссылки по теме
Каталог справочник металлорежущих станков
Паспорта и руководства металлорежущих станков
Паспорта и книги по ремонту металлорежущих станков
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Технология ремонта металлорежущих станков. Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г. Скачать книгу бесплатно.
stanki-katalog.ru