Ремонт сварочного инвертора своими руками – Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
alexxlab | 24.09.2019 | 0 | Разное
схемы и диагностика, как отремонтировать
[link_webnavoz]Инверторные сварочные аппараты[/link_webnavoz] за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
[link_webnavoz]Ремонт сварочных инверторов[/link_webnavoz] своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.

Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
[link_webnavoz]В большинстве инверторов[/link_webnavoz] используются:
- входной [link_webnavoz]выпрямитель[/link_webnavoz];
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт [link_webnavoz]инверторных сварочных аппаратов[/link_webnavoz] следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора
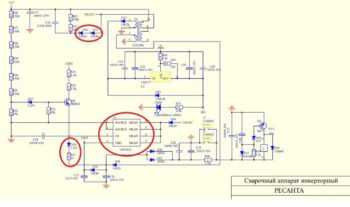
Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.
Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Заключение
Ремонт [link_webnavoz]сварочных инверторов[/link_webnavoz] своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
tutsvarka.ru
Ремонт сварочного инвертора своими руками
Ремонт сварочного инвертора своими руками
Сегодня большинство сварочных агрегатов бытового назначения имеют небольшие габариты и массу. Такая возможность появилась благодаря использованию в их электрической части инверторных схем управления и преобразования сварочного тока, которые позволили избавиться от переключения обмоток сварочного трансформатора.
В электронных схемах инверторных агрегатов, для регулировки величины сварочного тока и коммутации напряжения установлены мощные полевые транзисторы или управляемые диоды – семисторы и тиристоры.
Для того чтобы определить причину неисправности или низкого качества работы сварочного аппарата и наметить способы его ремонта необходимо иметь хотя бы общее представление о его схемотехнике и принципе работы.

Принцип работы и конструкция устройства
Бытовой сварочный инвертор должен сформировать и иметь на выходе постоянной ток определенной силы, значение которого достаточно для поджига и поддержания устойчивого горения дуги.
В отличие от обычных сварочных трансформаторов, которые просто понижают сетевое напряжение, а для его преобразования в постоянное используются блоки выпрямителей, инверторное оборудование преобразует переменное напряжение частотой в 50,0 герц в более высокочастотное, что позволяет значительно повысить стабильность выходных параметров и использовать понижающие трансформаторы меньших габаритов.
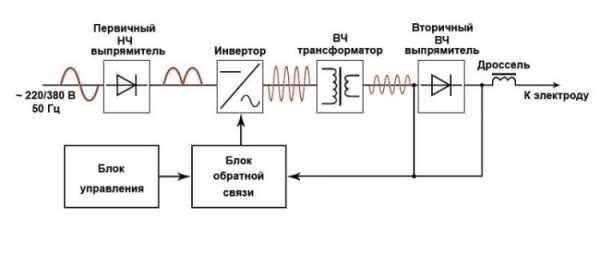
Процесс получения необходимых для обеспечения процесса сварки металла параметров включает следующие последовательные процедуры (операции):
- выпрямление сетевого напряжения;
- преобразование его в ток высокой частоты;
- понижение напряжения до необходимого уровня, при котором обеспечивается достаточная величина выходного тока;
- повторное выпрямление напряжение.
Для преобразования низкочастотного, сетевого напряжения в напряжение высокой частоты используются специальные преобразователи, построенные на базе мощных транзисторов. Выпрямление конечного напряжения осуществляется мостовыми устройствами на базе мощных диодных сборок или тиристоров (семисторов).
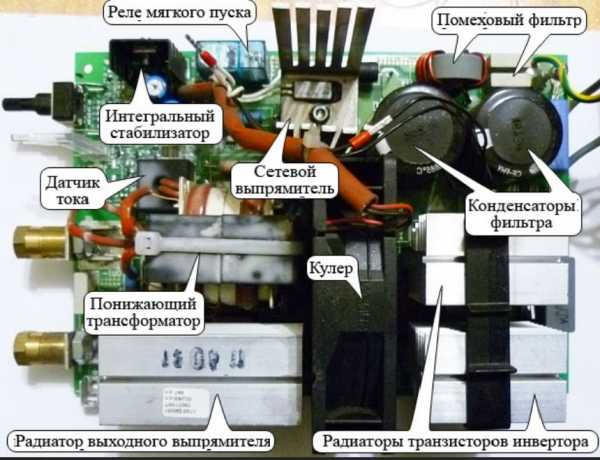
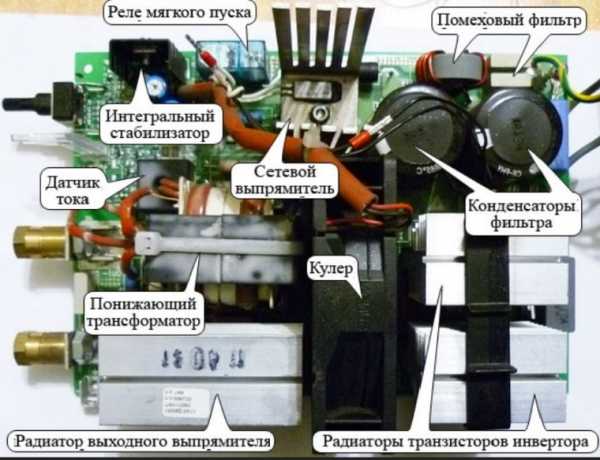
Бытовые инверторы в своей конструкции содержат несколько функционально связанных блоков, которые расположены на отдельных платах и соединены посредством проводников или шлейфов между собой.
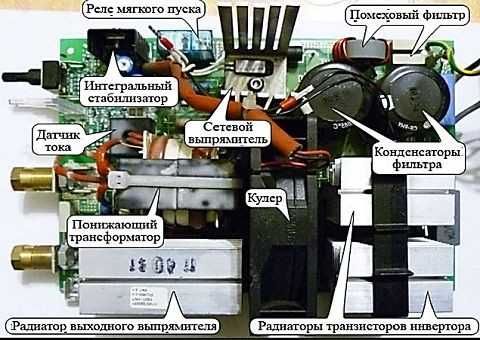
Основным элементом инвертора является силовой блок, на котором установлены следующие модули:
- Блок первичного выпрямителя, представляющий собой плату, на которой установлены по мостовой схеме мощные диоды.
- Инверторный преобразователь создан на основе мощного транзистора, который формирует высокочастотное напряжение частотой 50,0…100,0 килогерц.
- Модуль понижения напряжения включает трансформатор с ленточными обмотками понижающий напряжение до 40,0…50,0 вольт.
- Выходной выпрямитель собран на базе диодов, рассчитанных на ток до 250,0 ампер.
- Все силовые элементы (диоды и транзисторы) установлены на охлаждающих радиаторах (теплоотводах) а корпус устройства оборудован системой принудительной вентиляции.
Причины входа из строя инверторных сварок
Как правило нарушение работоспособности инверторного сварочного аппарата происходит из-за несоблюдения или нарушения правил эксплуатации. Довольно часто поломки вызываются попаданием влаги на электронные детали отдельных модулей.
Высокочастотное напряжение образует электростатическое поле, которое способствует накоплению пыли, с удалением которой не справляется вентиляционная система. Пыль приводит к изменению параметров сопротивления на отдельных участках плат электронных блоков, что также является причиной нарушения нормальной работы всего агрегата.
Неопытный сварщик может вывести инвертор из строя если будет выполнять сварочные работы, на которые аппарат не рассчитан. Например, резка швеллерного профиля маломощным бытовым устройством приведет к его перегрузке и гарантированной поломке. Если не будет обеспечен надежный контакт сетевых и сварочных кабелей, то будет наблюдаться перегрев контактной зоны и разрушение клемных изоляторов.
Помимо эксплуатационных нарушений, к неработоспособности инверторной сварки могут привести причины независящие от квалификации сварщика и характера выполняемых работ. Это прежде всего снижение сетевого напряжения до уровня 180,0…190,0 вольт, что является достаточно частым явлением в дачных поселках и сельских поселениях.
Нельзя забывать и о некачественной сборке и использовании недоброкачественных комплектующих, что является основной причиной выхода из строя неотработанных в производстве и непроверенных в эксплуатации сварочных инверторов.
Основные виды дефектов
Рассмотрим основные неисправности, с которыми наиболее часто сталкивается владелец инверторного аппарата для сварки. Если на выходе аппарата отсутствует напряжение это обычно вызвано перегоранием предохранителей или нарушением целостности одного из проводников в схеме прибора.
Вторая достаточно часто встречающаяся неполадка проявляется в невозможности выставить нужное значение сварочного тока даже в крайнем, максимальном положении регулятора мощности. Причиной это дефекта, как правило, является пониженный уровень питающего напряжения.
Если устройство самопроизвольно, довольно часто отключается во время работы следует проверить не перегреваются ли его модули. Второй причиной отключения может быть наличие короткого замыкания в каких-либо элементах схемы прибора.
Нестабильность горения сварочной дуги вызывается неисправностями или силового блока, или модуля управления. Если при работе агрегат создает повышенный уровень шума, это является свидетельством перегрузки, которые могут привести к более серьезным неисправностям.
При наличии дефектов в работе системы защиты, последствия могут быть самыми непредсказуемыми. К сожалению обычно неправильная работа этого модуля обнаруживается слишком поздно, когда неисправность достигла критического уровня и какой-либо узел аппарата вышел из строя.

Основные правила ремонта
Нарушение работоспособности сварочного инвертора не всегда является проблематичной и вполне может устранена своими руками лицом, имеющим определенные электротехнические навыки и способном разобраться в тонкостях схемотехники изделия. Перед тем как начинать разборку аппарата следует проверить надёжность контакта входных и сварочных кабелей.
Любой ремонт следует начинать с визуального осмотра “внутренностей агрегата”. Наличие механических повреждений на печатных платах, обугливание или почернение изоляции проводников, следы короткого замыкания свидетельствуют о возможном наличии неисправности. Если визуально определить причину не удается, следует с помощью мультиметра проверить целостность соединительных проводников между отдельными модулями агрегата.
Если дело не в этом, а причина неисправности носит более серьёзный характер следует приступить к более тщательной диагностике изделия. Для этого может потребоваться следующий инструмент:
- плоскогубцы с изолированными ручками;
- набор прямых и крестообразных отверток;
- электропаяльник мощностью 40,0 …100,0 ватт;
- набор гаечных рожковых и торцевых ключей
- кусачки;
- слесарный нож;
- мультиметр (тестер с пределами измерения 50,0 … 250,0 вольт;
- амперметр с диапазонами измерений 0…50,0 и 0,250 ампер.
Некоторые специалисты могут сказать, что без осциллографа и частотомера многие причины выхода из строя отдельных блоков сварочного аппарата определить не удастся. Однако эти причины достаточно специфичны, а устранение достаточно сложно. Для ремонта аппарата с подобными дефектами следует обращаться к специалистам ремонтных фирм.

Ремонт силового блока
Основной причиной неисправности силового блока является выход из строя (перегорание, пробой) мощного транзистора. В большинстве случаев его неисправность удается определить визуально. Корпус транзистора может иметь деформации (вздутие, разрывы), потемнение, прогары. Ремонт заключается в замене неисправной детали. Перед установкой нового транзистора на радиатор, место из контакта следует смазать специальной термопастой.
Обычно силовой триод не выходит из строя в одиночку, а сопровождается перегоранием микросхем и транзисторов управляющей схемы. Ремонт аппарата в этом случае также заключается в замене вышедших из строя деталей.
Пробой или перегорание диодов силового моста встречается более редко. Однако перед началом замены силового транзистора диоды следует прозвонить мультиметром, определяя их сопротивление. Нулевое или бесконечно большое сопротивление одного из диодов при поочередном подключении щупов мультиметра различной полярности свидетельствует о неисправности проверяемого электронного прибора.
При замене диодов и транзисторов следует подбирать их полные аналоги, вплоть до соответствия буквенного индекса, который характеризует быстродействие электронного элемента.
Ремонт блока управления
«Домашний» ремонт блока управления заключается в визуальном осмотре деталей модуля и проверке проводников на наличие обрыва.
Если причина неисправности не в этом, то имеет смысл обратиться в специализированную ремонтную организацию. Это не только обойдется дешевле, но и гарантирует от повторного выхода их строя замененных деталей электронной схемы.
Если при перегреве агрегата не происходит его атематического отключения и не срабатывает сигнальная лампочка (имеется не на всех моделях), следует проверить надежность соединения термовыключателей с датчиками температуры. Устраняют неисправность путем замены одного из этих элементов.

Безопасность при ремонте устройства своими руками
Современные сварочные бытовые сварочные инверторы достаточно надежны в работе, а при их периодическом техническом обслуживании и ремонте следует соблюдать определенные правила:
- Запрещается эксплуатация изделия со снятым кожухом.
- Все диагностические работы и замену деталей производят на полностью обесточенном устройстве.
- При удалении накопившейся внутри корпуса пыли используют струю сжатого воздуха при избыточном давлении, не превышающем 5,0 атмосфер.
- Очистку печатных плат и расположенных на ней электронных элементов производят кисточкой (наподобие кисточки для бритья).
- Длительное хранение прибора проводят только в сухом помещении, с полностью закрытым корпусом и отключенным от сети.
househill.ru
Ремонт сварочного инвертора своими руками
Любая техника, когда-то ломается, это относится и к сварочному оборудованию, которое эксплуатируется иногда и в экстремальных режимах. Но ремонт таких сварочных аппаратов в условиях мастерской бывает довольно дорог. Кроме того, во время работы требуется оперативное устранение поломки. Ликвидировать неисправность своими руками и быстрее, и дешевле, нужно только знать принцип работы устройства и элементную полупроводниковую базу. Мы подробно расскажем, как правильно определить неисправность сварочного агрегата и способ его ремонта с минимумом аппаратуры.
Принцип работы сварочного инвертора
Поломка сложной электронной аппаратуры требует оперативного реагирования, а профессиональный ремонт обходится дорого и происходит медленно. Своими руками осуществить ремонт инверторных сварочных аппаратов можно при наличии определённых знаний в области радиоэлектроники и принципов работы такой техники. Необходимо иметь мультиметр с режимом измерения сопротивлений, а также двухлучевой осциллограф, который позволить провести окончательную настройку или выявить неисправность. Часто причина поломки находится на поверхности и её можно определить путем визуального осмотра после вскрытия корпуса, но бывают и более сложные неисправности.
Вскрытие корпуса и визуальный осмотр возможен только после отключения аппарата от электрической сети, помните, что после демонтажа вы лишаетесь права на гарантийный ремонт.

Прежде чем начинать ремонт сварочного аппарата нужно разобраться из каких частей и функциональных элементов он состоит. Чтобы его эффективно отремонтировать, нужно знать соотношение входных, выходных напряжений и формы сигнала на каждой составной части изделия.
Инверторный сварочный аппарат состоит из следующих элементов:
- низкочастотный выпрямительный блок с фильтром, который преобразовывает переменное сетевое напряжение 220/380 V в постоянное напряжение;
- инверторная схема, преобразующая постоянное напряжение в высокочастотное переменное до 100 кГц;
- высокочастотный понижающий трансформатор, который обеспечивает сварочный ток до 300 А;
- выходной выпрямитель для сварки в режиме ММА;
- регулирующее устройство, которое обеспечивает через обратную связь стабильные характеристики при сварке на разных режимах;
- блок подачи сварочной проволоки при режимах MIG/MAG;
Неисправность может возникнуть в каждой из этих составных частей, поэтому ремонт сварочных аппаратов следует начинать с поступательного анализа работы его узлов. Сначала необходимо ознакомиться с инструкцией, где могут быть объяснены возможные поломки и способы их устранения. Также надо ознакомиться с работой автоматической защиты прибора и с пределами рабочего напряжения.
Важно помнить, что инвертор является источником повышенной опасности, и неосторожное обращение с ним может привести к поражению электрическим током, поэтому, если нет уверенности в своих силах, к ремонту лучше не приступать.
Диагностика неисправностей аппаратуры
Очень распространённой причиной неполадок является несоблюдение рекомендованных производителем условий эксплуатации. Некоторые изделия могут работать в большом диапазоне температур и напряжений, но это скорее исключение, чем правило. Различные неисправности сварочных инверторов случаются довольно редко, благодаря эффективной системе защиты от токов короткого замыкания при залипании электродов и от грубых ошибок неопытного сварщика.
Поэтому причиной некорректной работы могут быть следующие обстоятельства:
- несоответствие однофазного или трёхфазного напряжения, рекомендованного техническими характеристиками инвертора;
- предохранительный сетевой автомат менее 25 А;
- используется удлинитель длиной более 30 м;
- сечение питающего провода менее 2,5 мм2;
- плохой контакт минусового провода со свариваемой деталью;
- неправильно подобран сварочный ток;
- запылённость радиаторов системы охлаждения силовых элементов, что приводит к срабатыванию температурной защиты;
- проникновение влаги внутрь корпуса;
- несоблюдение режима продолжительности нагрузки.
Если все вышеперечисленные причины отсутствуют, а оборудование не работает, то придётся вскрывать корпус. Следующим этапом ремонта сварочного инвертора своими руками является внешний осмотр, который, возможно, позволит локализовать неисправность.
На платах могут быть обнаружены следы подгорания дорожек, указывающие на выход из строя сопротивлений, ёмкостей или полупроводниковых элементов. Здесь для замены необходимо воспользоваться паяльником, и не исключено, что причиной выхода из строя деталей является пробой последующих по схеме полупроводников. В этом случае вам понадобится мультиметр с режимом измерения сопротивлений.
Сопротивление деталей замеряется при выключенном питании и потребуется отпаять силовой диод или транзистор, для более точного и надёжного результата.
Нулевое или бесконечное значение сопротивления говорит о его неисправности и необходимости замены. Выпаивать транзисторы нужно очень осторожно предварительно, открутив их от радиатора и обеспечив целостность токопроводящих дорожек на плате. Некоторые виды неисправностей довольно сложно определить, поскольку выход из строя одного элемента схемотехнического решения, ведёт за собой нарушение работы других деталей.
Поэтому диагностика и ремонт сварочных инверторов своими руками требует хороших знаний и навыков. Для более точного определения причин неработоспособности понадобится использование двухлучевого осциллографа. Он нужен для локализации неисправного блока путём исследования амплитуды и формы входного и выходного напряжения.
Методы ремонта сварочных инверторов
Надёжность полупроводниковых элементов сварочного аппарата и эффективность работы защитных систем практически исключает их выход из строя. Но если это всё же произошло, то, скорее всего, причиной послужило попадание влаги в прибор или же посторонние металлические предметы вызвали замыкание. В этом случае ремонт сварочного инвертора заключается в диагностике поломки, просушки аппарата и удалении посторонних предметов, а также замены неисправных деталей.
Для ремонта вам понадобятся следующие инструменты и оборудование, а именно:
- отвёртка и гаечные ключи;
- паяльник, припой, флюс или канифоль;
- устройство отсоса лишнего припоя;
- мультиметр с режимом измерения сопротивления, тока и напряжения;
- осциллограф двухлучевой для диагностики и окончательной настройки;
- электрическая схема неисправного изделия или аналогичная;
- теплопроводящая паста;
- средство для промывки контактов, токопроводящих дорожек и радиаторов;
- доска из непроводящего материала для удобства диагностики плат при включенном сетевом напряжении.
Важно учесть, что выход из строя силовых элементов аппарата, влечёт за собой возможное выгорание и неисправность соседствующих ёмкостей, сопротивлений и стабилизаторов, а также управляющих микросхем.
После выявления неисправности силовых элементов или схем управления, следует отсоединить детали от радиаторов и отпаять их от плат. При этом нужно пользоваться устройством отсоса излишнего припоя, чтобы облегчить демонтаж элемента и сохранить дорожки платы от деформации. Иначе придётся монтировать дополнительные шины, что не улучшает работоспособность платы. Затем необходимо очистить место демонтажа от флюса и окалины, а радиаторы от остатков старой термопасты и возможного нагара. Убедится в исправности ближайших по схеме компонентов и при необходимости заменить их.
После установки и монтажа новых полупроводниковых или иных деталей, нужно быть уверенным в целостности токопроводящих дорожек, а в случае их повреждения принять меры к устранению недостатков. На очищенные радиаторы нанести новый слой термопасты и закрепить силовые радиодетали. Затем, с помощью тестера, убедиться в исправности подсоединения и включить электропитание инвертора.
Используя осциллограф, проверить корректность работы отдельных узлов, при подключении аппарата к нагрузочному элементу с индикацией и сравнением входных и выходных сигналов. При нормальных характеристиках завершаем ремонт.
Подводим итог
Таким образом, при наличии определённой квалификации, произвести ремонт сварочных инверторов своими руками вполне возможно. Это позволит вам сберечь время и немалые денежные средства. Но в случае возникновения затруднений, нужно всегда обращаться к справочной литературе и к консультации профессионалов. Совместные усилия всегда обеспечат положительный результат.
electrod.biz
Ремонт сварочного инвертора своими руками
Содержание:
- Принцип работы сварочного инвертора
- Конструкция инверторного устройства
- Управление и защита
- Почему инверторы выходят из строя
- Основные неисправности
- Порядок действий при проведении ремонтных работ
- Как отремонтировать силовой блок инвертора
- Инструменты для ремонта инвертора
- Видео
В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями.
Принцип работы сварочного инвертора
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.

Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
Конструкция сварочного инвертора
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой.
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате.
Управление и защита
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Почему инверторы выходят из строя
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Основные неисправности сварочных инверторов
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.
- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.
Порядок действий при проведении ремонтных работ
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.

В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.
Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.

Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.

При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Инструменты для ремонта инвертора
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Ремонт сварочных инверторов своими руками
electric-220.ru
Как отремонтировать сварочный инвертор своими руками?

Предпосылки для проведения ремонта инвертора:
- Горение сварочной дуги сопровождается большим числом брызг от материала электрода. Такой дефект возникает при неправильном выборе тока, диаметра и типа электродов.
- Чрезмерное прилипание к свариваемым деталям. Данная проблема возникает из-за низкого уровня сетевого напряжения.
- При включенном инверторе и при световых индикаторах отсутствует дуга. Отсутствие объясняется наличием перегрева аппарата. Повреждение разъемов проводов сварочного аппарата.
- Отключается напряжение в сети во время сварки. Неправильно подключен автоматический выключатель.
- Инвертор не включается. Отсутствует, либо низкий уровень напряжения в сети.
Этапы проведения диагностики инвертора:
- Визуальный анализ транзисторов.
- Проверка на наличие неисправностей драйверов.
- Проверка работоспособности выпрямителей.
- Анализ работы управляемой платы.
Как самостоятельно сделать ремонт
 устройство
устройство схема сварочного инвертора
схема сварочного инвертора- Прежде всего, для определения типа неисправности и объема предполагаемых работ, следует вскрыть корпус и провести визуальный осмотр. Часто причиной неправильной работы является плохая пайка кабелей, элементов схемы. Решение такой проблемы – банальная перепайка всех поврежденных контактов и элементов схемы. Детали, вышедшие из строя можно легко определить визуально – это треснутые элементы, имеющие потемневший корпус, либо вздутые (конденсаторы).
- При смене всех негодных частей схемы, производится их аккуратное выпаивание, предварительно зачистив все контактные разъемы. Затем делается замена и повторное запаивание на плате. Отбор необходимых запчастей производятся по их техническим характеристикам, указанных на корпусе каждой единицы. Либо можно воспользоваться справочными таблицами, для более корректного подбора элементов цепи.
- В случае отсутствия дефектов при визуальном осмотре, применяются специализированные приборы мультиметр, либо омметр. Одни из самых часто выходящих из строя элементов являются транзисторы. Это один из самых уязвимых элементов инверторного сварочного аппарата. Поломанный транзистор можно достаточно легко обнаружить по разломанному корпусу и выгоревшими выводами. Самый правильным решением в такой ситуации – будет замена сломанного транзистора.
- Для более надежного крепления на радиаторе, используется термопаста, обеспечивающая лучший отвод тепла.
- Затем проверяются выходные и входные выпрямители. Они представляют собой установленный мост.
- В случае проверки, выпаивается мост и снимается с радиатора.
- Каждый диод нужно проверить на наличие короткого замыкания, прозвонив каждый элемент отдельно.
- При монтаже нового диода, учитываются рабочие токи порядка 150 – 200 А. Следовательно припайка диода должна быть проведена с максимальной аккуратностью, поскольку плохо выполненная пайка приведет к появлению перегрева элемента схемы, и в дальнейшем появлению неисправности.
Самое сложное при ремонте инверторных сварочных аппаратов – это выявление поломки в схемах управления, которая напрямую влияет на правильную работоспособность устройства.
Применяется осциллограф для проверки подачи сигналов с платы управления на ключи.
При появлении всякого рода неисправностей, или отсутствии соответствующих навыков в ремонте инверторов, рекомендуется обращаться к специалистам, это позволит в дальнейшем сохранить свои финансовые расходы и драгоценное время.
Видео о ремонте сварочного инвертора в двух частях.
Часть 1:
Часть 2:
Проведение проверки драйвера, выпрямителей и полуавтомата
- Контроль элементов драйвера. Зачастую, транзисторы не повреждаются вследствие каких-то аномалий. До поломки транзистора из строя выходят сопутствующие ему элементы – драйвера. Проверить работоспособность можно при помощи омметра, все запчасти, вышедшие из строя, подвергаются замене.
- Контроль выпрямителей. Выпрямители входные и выходные, являясь диодными мостами, смонтированы на радиаторе. Эти элементы можно назвать самыми надежными фрагментами инвертора. Для проверки диодного моста, следует отпаять все клеммы и демонтировать с платы. Таким образом можно проводить ремонт, не сомневаясь, что причиной могло стать короткое замыкание цепи. Если прозвон в электрической цепи закорачивается, то следует произвести поиск поврежденного диода.
- Проверка работы полуавтоматов. Проблема полуавтоматов заключается в исключительно механических неисправностях. К таким неполадкам можно отнести: задержку подачи сварочной проволоки, вызванным невысоким прижимом, либо высоким трением проволоки с элементами рукава. Самым надежным решением такой поломки является замена сварочного канала. Рекомендация по замене заключается в удалении старого рукава и, установка нового должны проводиться за один поход, то есть, соединив конец старого с началом нового.
Основные неисправности
 Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:
Некорректное регулирование сварочного заряда. В каждой конструкции сварочного генератора может возникать такая поломка из-за повреждения механизма регулирования. Это могут быть:- попадание различных предметов извне;
- смещение катушек;
- замыкание в катушках. Необходимо разобрать корпус регулятора аппарата и провести контроль всех элементов на наличие неисправностей.
- Невысокое значение сварочного тока. Данный фактор имеет место – в случае понижения напряжения в сети, а также поломки регулятора свариваемого тока.
- Громкий шум при работе генератора. Сильный гул, зачастую свидетельствует о перегреве. Причина может быть скрыта в таких факторах, как:
- ослабление крепежных элементов, удерживающие детали устройства;
- поломка сердечника;
- смещение катушек;
- перегруженный генератор;
- замыкание сварных проводов. Решение этой проблемы – подкрутить все зажимные элементы, исправить механизмы крепежа сердечника, а также проконтролировать наличие изоляции рабочих кабелей.
- Непрогнозируемое выключение сварочного генератора. Включая аппарат в сеть, происходит срабатывание защиты, и устройство выключается. В таком случае, наиболее вероятной причиной может стать короткое замыкание в цепи между корпусом и проводом, или между самими проводами. К числу причин замыкания можно также отнести:
- повреждение конденсаторов;
- замыкание между обмотками либо элементами магнитопровода. Для проведения ремонта, обязательно требуется отключение от сети генератора, затем нужно найти поврежденное место и затем аккуратно устранить его.
- Сильное нагревание сварочного устройства. Возможные причины:
- неправильная эксплуатация, то есть значение питаемого тока выше нормы;
- использование аппарата длительное время без остановок;
- выбран очень большой диаметр электрода;
- Резкий обрыв дуги при сварке. Причинами могут быть:
- замыкание цепи между сварочными контактами;
- нарушение связи между контактами;
- Попадание различного рода влаги, как правило, при работе на открытом пространстве (дождь, снег, град).
- Оседание пыли, скопившейся во внутренней части корпуса, может нарушить нормальный уровень охлаждения электронной системы. Пыль может попасть при сварке на строительных площадках и в различных пыльных средах.
Понравилась статья? Поделиться с друзьями:
slarkenergy.ru
Ремонт инвертора Telwin 165 своими руками
В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.
Как ни банально это звучит, ремонт начинается с разборки аппарата. Для начала снимается ручка, которая зафиксирована на 4 винтах. Затем откручиваются 2 винта, расположенные на пластмассовой части (держат переднюю и заднюю панель) и 2 винта, которыми зафиксирован корпус по бокам). Также не забудьте снять ручку регулятора тока, потянув ее на себя, потому что она не позволит передней панели инвертора отделиться от общего корпуса.
Диагностика начинается с поверхностного осмотра платы. Нужно внимательно посмотреть, нет ли перегоревших дорожек, поврежденных элементов и тому подобного. При беглом осмотре сразу видно, что вышел из строя зарядный резистор, который отвечает за плавный заряд конденсаторов.

Без него будет большой удар в сеть. То, что сгорел зарядный конденсатор говорит о 3 вещах:
- Битый диодный мост

- Пробиты электролитические конденсаторы;
- Силовые ключи – IGBT транзисторы.
Приступаем к прозвонке
Начать прозвонку лучше с выходных клемм, таким образом проверяется годность выходного диодного моста.

Затем проверяются
- входной мост с обратной стороны платы;
- диодный мост на предмет КЗ;
- конденсаторы по высокой стороне;
- силовые транзисторы IGBT нужно замерять меду стоком и истоком, то есть между коллектором и эмиттером.

В данном конкретном случае ремонта Telwin Force 165 вышли из строя именно транзисторы.
Обычно, при выгорании транзисторов выгорают и драйверы. В таком случае транзисторы нужно демонтировать. После демонтажа транзисторов нужно проверить исправность драйверов. Для этого находят сопротивления 15 Ом и звонят их в режиме прозвонки тестера. Если они целы, большая вероятность, что драйвер годный. Если же эти резисторы в обрыве, тогда придется полностью проверить драйвер. Рядом расположены диоды и транзисторы, их проверяют на пробой.
Перед включением нужно убедиться, что у нас по высокому нет замыкания (что замыкание было действительно в транзисторах). Проверяем на конденсаторах.
Топология данного инвертора, Telwin 165, это косой полумост. Выходной трансформатор включен между транзисторами. Почему так называется, косой полумост? Транзисторы включены как бы наискось. В другом косом плече моста стоят разрядные диоды. Их нужно прозвонить заранее, потому что при пробое транзисторов очень часто эти диоды тоже пробивает.
Проверяют также супрессоры – снабберы транзисторов. Они вылетают редко.
Если КЗ нет, нужно подать питание и осциллографом посмотреть, какой сигнал приходит на транзисторы. Многие ремонтники смотрят на форму сигналов на затворах, но мы рекомендуем от эмиттера до затвора впаивать конденсатор 220 -1000 пФ. Тем самым имитируется емкость затвора и нагружается цепочка драйвера. Таким образом, весь драйвер выходного транзистора думает, что он работает на затвор транзистора. Осциллограмма будет примерно такой, как при работе с реальным транзистором. Без нагрузки все может хорошо показывать, под нагрузкой – мы увидим, какая будет форма.
Перед подключением питания в обязательном порядке понадобится стоваттная лампочка с двумя проводами. Если вы не опытный ремонтник, вам нужно обрезать дорожку на плате. Дело в том, что вы можете не заметить замкнутый трансформатор, битый снаббер, диоды и т.д. Разрез питающей дорожки вас спасет от дорогостоящего выхода всей силы из строя.

После любой манипуляции, когда вы включили питание, а потом выключили его, нужно на лампочку разрядить конденсаторы. Напряжение на них смертельное, 310В, может быть даже летальный исход.
В процессе наладки, между двумя разрезанными дорожками впаивается лампочка, которая ограничивает ток, идущий через выходную часть. И даже если где-нибудь что-то будет не так (занижена частота, пробиты трансформаторы, выход и т.д.), лампочка просто загорится в полный накал, а все остальное останется целым.
В Telwin Force 165 схема построена следующим образом: как таковая отсутствует дежурка, но … через резистор от сетевого напряжения (310В) заряжаются конденсаторы, которые дают подпитку ШИМу и он короткими импульсами пытается запустить силовую часть. В момент запуска силовой части отвод из силового трансформатора через диод и кренку начинает питать всю схему. Вся схема «заводится» — в этот момент щелкает реле и включается вентилятор. Таким образом производится запуск инвертора, т.е он работает на самоподпитке (не от дежурки). Если вы включили инвертор и щелкнуло реле, завращался вентилятор – это значит, что сила «завелась».
В конкретной рассматриваемой плате при подаче питания на указанных на фото выводах между эмиттером и затвором должны быть короткие «пачки» импульсов – попытки запуска — примерно раз в одну секунду.
Для проверки нужно подпаять минусовой щуп осциллографа на эмиттер.
Важный момент! Напряжение, которое вы подаете, должно быть развязано от сети гальванически, чтобы осциллограф и все остальные приборы, которые вы подключаете, не попали попали под фазу (включая человека, который ремонтирует инвертор).
Другой щуп осциллографа ставится на затвор и подается питание.
На экране осциллографа должны появится серия запускающих импульсов. Значит, драйвер, ТГР, и управляющий ТГРом транзистор – все в рабочем состоянии.
Затем, отключается питание, разряжаются конденсаторы на лампочку и производится переключение на другое плечо.
Проверяются импульсы на другом плече. С помощью осциллографа вы можете измерить размах посчитать их длительность.
Запаиваем весь конечный каскад и пробуем его запустить, потому что все работает в штатном режиме, о чем свидетельствует описанная проверка.
При установке новых силовых IGBT –транзисторов все поверхности алюминиевых радиаторов, к которым они будут прилегать, должны быть идеально чистыми: очищены от любых загрязнений и промыты спиртом.
Проведите пальцем по радиатору в месте установки транзисторов: не должно быть вкраплений, отверстия под резьбу без заусениц и не должны возвышаться (когда откручивают винт, бывает как-бы «вытаскивают» резьбу из алюминия – получается бугор).

Нужно убедиться, что на IGBT-транзисторах нет вкраплений, потому что любая песчинка сделает зазор между транзистором и радиатором, соответственно, функция теплоотвода не будет выполняться в полной мере.
Пасту КПТ-8 (Кремнийоргани́ческая Па́ста Теплопрово́дная) ГОСТ 19783-74, используемую для улучшения теплообмена между мощными электронными компонентами и радиатором, нужно наносить на транзистор исключительно из тюбика. Не нужно выковыривать пасту лопатками из банок.
Пасту нужно мазать как можно меньшим слоем и только на металлическую часть. При затяжке транзистора она должна едва выйти из-под корпуса. Толстый же слой приводит к деформации транзистора.
Радиаторы с транзисторами обратно устанавливаются на плату и запаиваются. В технологический разрез дорожки платы, о котором говорилось ранее, впаивается лампочка, после чего подается питание. Должно щелкнуть реле и включиться вентилятор, это значит, что силовая часть запустилась. Если лампочка не горит, это говорит о том, что все работает нормально и ток покоя в норме.
Нужно проверить выход. На выходных клеммах инвертора должно появиться напряжение. Проводите все работы очень аккуратно, потому что схема в момент проверки находится под высоким напряжением 310В по постоянному току!
К выходным клеммам подключается небольшая лампочка 40 Вт и если все в норме, она должна загореться – силовая часть в рабочем состоянии.
Далее плата промывается изопропиловым спиртом от паяльного флюса, восстанавливается «разорванная» дорожка и нагружается на реостат (проверяется выходной ток).
Регулятор тока выводится на минимум и подключается реостат. Ставятся щупы и снимается напряжение холостого хода. Подключается нагрузка и регулируется ток ручкой инвертора. В данном конкретном случае ремонта ток не регулировался, т.е. был постоянно на максимальном своем значении. Если бы в качестве нагрузки был бы подключен не реостат, а реальный сварочный электрод, при первом же касании о металл этим электродом, вся силовая часть сгорела бы снова, так как инвертор постоянно работает на максимальной своей мощности! Оказывается, изначальная проблема, приведшая к поломке, заключалась в отсутствии регулировки тока. Это говорит о том, что неисправность находится где-то в задающем генераторе. Следствие выбитой силы уже было отремонтировано, а причину – нужно искать.
За регулировку тока отвечает трансформатор, через который проходит первичная обмотка силового трансформатора. Нужно проверить целостность вторичной обмотки этого регулировочного трансформатора. Операционник LM324 проводит сравнение между установленным положением ручки регулятора тока в одном плече и полученными данными с указанного на фото транса в другом плече.

Результаты, полученные операционником, подаются на микросхему ШИМ (задающий генератор работы всей силовой части) и от длительности его импульсов зависит выходной ток. Длительность же импульсов задается операционной микросхемой на основании полученных данных между установленной ручкой и тем, что пришло с трансформатора. В данном случае ремонта данная схема не работает. Нужно устанавливать причину.
Заменой микросхемы компаратора LM324 проблема была решена, а ремонт инвертора завершен. Дальнейшее испытание на реостате показали, что аппарат полностью исправен, а ручка регулировки тока работает, как и положено.
Источник: Powerful Electronics
svarka-master.ru
Как произвести ремонт инверторного сварочного аппарата своими руками?
Современные сварочные аппараты являются сложным электротехническим оборудованием. С целью уменьшения их массы и габаритных размеров они конструируются исключительно по инверторной схеме с применением в качестве силовых переключающих элементов полевых транзисторов. Возникающие в процессе эксплуатации инверторной сварки поломки могут быть следствием различных причин, разобравшись в которых, можно осуществить ремонт сварочного аппарата инверторного типа своими руками.

Схема устройство инверторного сварочного аппарата.
Основные причины возникновения неисправностей
Основными критериями, которыми следует руководствоваться при выборе сварочного аппарата, являются его надежная работа и простота конструкции. Но рано или поздно даже в самых лучших устройствах возникают определенные поломки. Основными их причинами могут быть:
- неправильное подключение агрегата;
- неправильная эксплуатация;
- нестабильная внешняя электросеть;
- эксплуатация сварки в жестких погодных условиях (повышенная влажность, снег, дождь).
Функциональная схема аппарата.
Неудовлетворительная работа сварочного аппарата необязательно должна быть вызвана его поломкой. Существует множество причин, по которым сварка будет работать ненадлежащим образом:
- неправильно выбранный режим сварки может привести к разбрызгиванию металла электрода или к возникновению слабой дуги;
- отсутствие дуги может быть следствием плохого контакта между свариваемой деталью и кабелем;
- частое залипание электрода может говорить о слабом напряжении внешней электросети. Инверторные типы сварочных аппаратов очень чувствительны к изменению параметров электропитания. Их нестабильная работа может наступить при снижении напряжения на 10%;
- срабатывание терморегулятора инвертора может наступить в результате длительной сварки. Температурная защита срабатывает при температуре выше 750-800 °C;
- срабатывание внешней защиты по току может быть следствием несоответствия установленного предохранительного автомата требуемому технологией сварки.
Вернуться к оглавлению
Конструктивные особенности сварочного инвертора
Упрощенная схема силовой части сварочного инвертора.
Инверторные сварочные аппараты позволяют получить высококачественную сварку с минимальными физическими затратами сварщика и максимальным для него комфортом. Однако такие достоинства получены ценой достаточно сложной конструкции сварочного аппарата. Вследствие этого данные устройства являются менее надежными, по сравнению с выпрямителями и трансформаторами.
В отличие от трансформаторного оборудования, которое в конструктивном плане является более электротехническим, инверторный аппарат представляет собой электронное устройство. Поэтому его диагностика и ремонт предполагают проверку стабилитронов, диодов, транзисторов, резисторов и других элементов, из которых конструируются электронные схемы.
Особенностью ремонта инверторного сварочного аппарата своими руками является и то, что в большинстве случаев определить вышедший из строя элемент по внешним признакам практически невозможно, поэтому при возникновении неисправности приходится поочередно проверять все элементы схемы.
Поэтому для успешного ремонта инвертора в домашних условиях необходимо обладать некоторыми познаниями в электронике и небольшим опытом работы с электросхемами.
Вернуться к оглавлению
Ремонт сварочного инвертора своими руками
Электросхема сварочного инвертора.
Чтобы осуществить ремонт сварочного аппарата, необходимо приготовить такие измерительные приборы и инструменты:
- осциллограф;
- вольтметр;
- мультиметр;
- паяльник;
- набор отверток.
Принцип работы сварочного аппарата инверторного типа основан на поэтапном преобразовании электрического сигнала:
- С помощью входного выпрямителя осуществляется выпрямление сетевого тока.
- Инверторный модуль преобразовывает поступающий на вход выпрямленный ток в высокочастотный переменный.
- Высокочастотный силовой трансформатор понижает высокочастотное напряжение до сварочного значения.
- С помощью выходного выпрямителя происходит выпрямление переменного высокочастотного тока в постоянный сварочный.
Схема сварочного инвертора с системой мягкого поджига.
Для того чтобы выполнить данные операции, инверторный сварочный аппарат должен включать в себя следующие модули:
- модуль входного выпрямителя;
- модуль выходного выпрямителя;
- плату управления ключами;
- корпус с вентилятором.
Самыми ненадежными элементами любого инвертора выступают транзисторы, поэтому любой ремонт данных устройств начинается со вскрытия корпуса и проверки транзисторов. В большинстве случае вышедший из строя транзистор можно определить по треснутому корпусу и прогоревших выводах. В случае обнаружения такого элемента его необходимо заменить на новый. Транзистор монтируется на специальную термопасту, которая позволяет отводить тепло от данного элемента.
Поломка транзистора может наступить вследствие некорректной работы драйвера. Его состояние можно определить с помощью омметра. Если обнаружено, что драйвер вышел из строя, его выпаивают и заменяют на новый.
Входной и выходной выпрямители представляют собой смонтированный на радиатор диодный мост. Он является достаточно надежным и долговечным элементом инвертора, который выходит из строя крайне редко. Но в случае поломки сварочного аппарата его все равно рекомендуется проверять. Чтобы при проверке исключить возможность возникновения короткого замыкания, диодный мост нужно отпаять и снять с платы. Принцип его проверки достаточно простой: если диодный мост звонится накоротко, то следует по отдельности прозванивать каждый диод, чтобы найти пробитый.
Самым сложным элементом инвертора является плата управления ключами, от нормального функционирования которой зависит работа всего аппарата. Начальную проверку платы можно осуществить без ее изъятия. Для этого сначала следует отключить питание преобразователя, для чего от входного моста отпаивается один из проводов, идущих от платы управления, и изолируется его оголенный конец изолентой.
После этого к сварочному аппарату подключается питание, после чего через несколько секунд должен быть слышен щелчок. Если щелчка не слышно, то это может говорить о неисправности схемы мягкого включения. Также в этом случае рекомендуется проверить наличие питающего напряжения +15 В. Если питания нет, следует изъять источник питания, отремонтировать его или заменить на новый.
Вернуться к оглавлению
Основные виды неисправностей и методы их устранения
Вышеперечисленные поломки встречаются достаточно редко, а для их устранения требуются специальные навыки. В большинстве случаев все может быть намного проще. Методы борьбы с каждой неисправностью известны и легко устранимы:
- Часто пропадает сварочная дуга, а зажечь ее повторно не получается, при этом возникают мелкие искры. Это может быть следствием пробоя обмотки, в результате чего на сварочную цепь подается большое напряжение. Для устранения данной неисправности нужно восстановить изоляционный слой или перемотать обмотку.
- Если в сети отсутствует нагрузка, но инвертор все равно потребляет много энергии, то это может быть результатом замыкания витков катушки. Для устранения неисправности следует поступить, как и в первом случае.
- Если рабочий ток имеет заниженное значение, то причиной может быть падение напряжения в какой-либо части электрической цепи. Для устранения неисправности нужно найти поврежденный элемент и заменить его.
- Иногда встречаются ситуации, когда сварочный инвертор чрезмерно греется. Когда это случается, на катушках начинает повреждаться изоляционный слой, в результате чего может возникнуть короткое замыкание и полное сгорание устройства. Причина такой неисправности может крыться в слишком долгой бесперебойной работе аппарата или использовании очень толстых электродов.
При любой неисправности браться за ремонт лучше только тогда, когда вы полностью уверены в своих силах. В противном случае рекомендуется воспользоваться услугами специалиста, чтобы еще больше не ухудшить ситуацию.
moyakovka.ru