Ремонт своими руками торус 200: ТОР ТОРУС 200 КЛАССИК схема инструкции
alexxlab | 23.06.2023 | 0 | Разное
УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:
Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются:
1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
2. Схемы регулировки тока и защиты по КЗ. Выполнены на двух компараторах микросхемы LM393. Датчик тока выполнен на ферритовом кольце с обмоткой, сквозь которое проходит плюсовой провод питания преобразователя.
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.
Рекомендации по самостоятельному ремонту сварочного аппарата
СА «Торус” выпускается несколькими производителями. Первый такой аппарат попался под названием «Дуга-200” и на момент написания этой статьи через мои руки прошло семь аппаратов данной конструкции. Предполагаю, что эта схема подойдёт и для младших моделей «Торуса”, поскольку для того, чтобы уменьшить максимальный сварочный ток достаточно уменьшить число ключей в группе и число диодных сборок или поставить более слабые компоненты.
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта.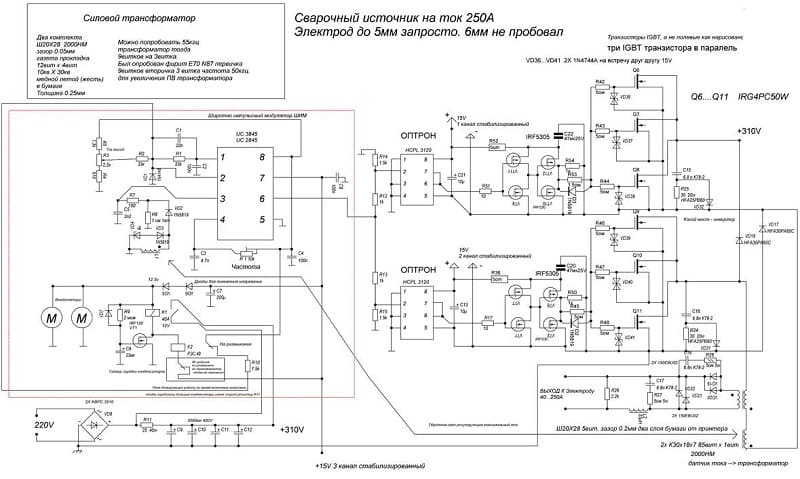 Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т. е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т. к. на результаты измерений они не влияют.
к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
Далее проверяем наличие сигналов управления ключами. Эти сигналы поступают по четырём витым парам проводов на шинки затворов модуля ключей.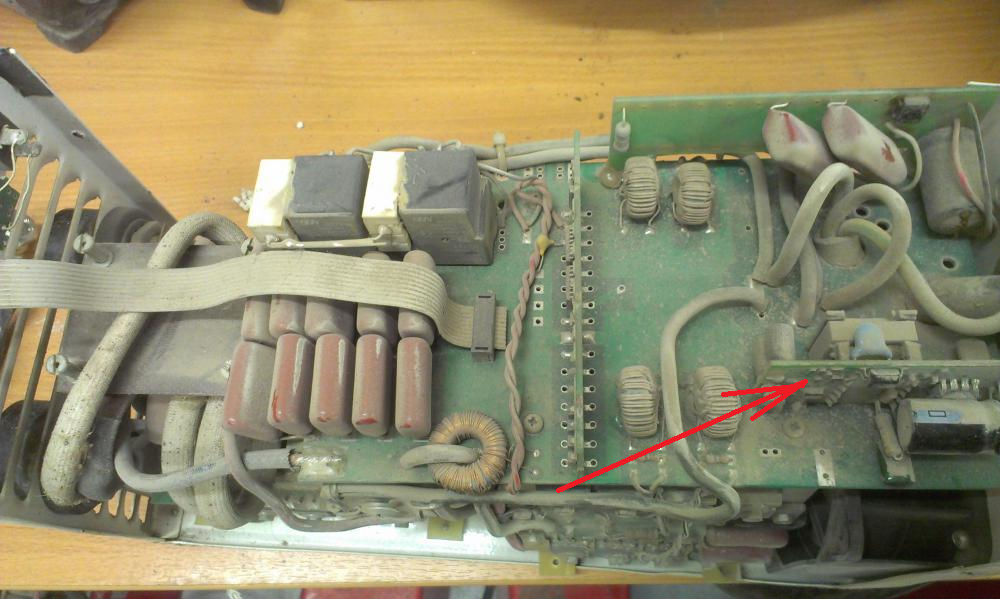 Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Устанавливаем развёртку осциллографа на 5 мкс\дел, а аттенюатор на 5 или 2в\дел. Общий провод осциллографа соединяем с общим проводом платы управления (занимает заметную часть площади лицевой стороны), а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. В норме там должны быть прямоугольные с закруглённым фронтом импульсы амплитудой около 15в с частотой около 100Кгц. Если импульсы есть, следует проверить их прохождение до каждого затвора.
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т. е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
Originally posted 2018-10-14 13:32:19. Republished by Blog Post Promoter
Аренда сварочного инвертора Торус-200с в Санкт-Петербурге и ЛО
| Вариант аренды | Тариф, р/сут | Залог, р. |
|---|---|---|
| 1 вариант | 500 | 9 000 для ЮЛ – без залога |
Доставка: СПб – 1000-1200 р. , пригороды – 1300 р. , пригороды – 1300 р.При заказе доставки – оплата на месте. | ||
Технология сварки является наиболее эффективным способом соединения деталей, изготовленных из металла. Однако не стоит забывать тот факт, что любое сварочное оборудование стоит достаточно дорого, а потраченные средства не всегда будут оправданны. Именно поэтому с практической точки зрения аренда сварочного инвертора будет являться наиболее разумным и практичным выбором для решения поставленных задач.
А если вы в серьез задумались найти в аренду компактный, надежный и при этом эффективный сварочный инвертор, то познакомьтесь поближе с инвертором от нашей компании – Торус-200С.
Немного об электродуговой сварке
Один из простейших и надежных способов создания неразъемных соединений из металла – это электродуговая сварка, которая в современном мире выполняется легкими и компактными устройствами – инверторами, которые осуществляют сварку специальными покрытыми электродами. Данные аппараты имеют широкую популярность и показывают самый высокий показатель КПД среди электронной аппаратуры, в пределах 85-95%.
Сварочный инвертор – это устоявшееся обиходное название сварочных аппаратов, снабженных в качестве источника тока инверторный преобразователь. Используя данный агрегат при сварочных работах можно создавать надежные и долговечные металлические конструкции не только в промышленных условиях, но и в домашних. В основе работы аппаратов данного типа лежит принцип сдвига напряжения. Такое решение позволяет поднять как силу, так и частоту тока.
Разновидности устройств
Инверторы имеют большое количество классификаций, однако мы остановимся на основной, которая делит сварочные инверторы на два класса: малый и профессиональный.
Малый класс.
Устройства данного типа чаще всего применяются в быту и при несложных сварочных работах, таких как: ремонт и сварки небольших труб, а также различных металлический изделий. Диапазон сварочного тока данного класса устройств как правило варьируется в диапазоне 100-200 А.
Профессиональный класс.
Инверторы профессионального класса пользуются особой популярностью у сотрудников ЖКХ и работников небольших коммерческих фирм.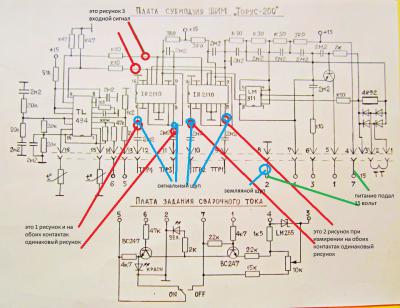 Устройства этого класса идеально подходят для изготовления каркасных сооружений, ремонта автомобилей, судов и пр. Сварочный ток, выдаваемый устройствами находится в диапазоне от 220 до 350 А.
Устройства этого класса идеально подходят для изготовления каркасных сооружений, ремонта автомобилей, судов и пр. Сварочный ток, выдаваемый устройствами находится в диапазоне от 220 до 350 А.
Основные плюсы инвертора
Итак, давайте рассмотрим основные пять основных преимуществ сварочного инвертора Торус-200С. Ведь чем дальше мы углубляемся в процесс знакомства с инвертором, тем понятнее становится причина их популярности.
- Во-первых, инвертор всегда выдает стабильный сварочный ток даже при скачках напряжения в сети. А это означает, что сварочный шов всегда будет получаться максимально ровным
- Во-вторых, устройство создает минимальное количество шлака, образовывающегося при сварочных работах. Соответственно, на финальную полировку заготовки требуется меньше времени и сил
- Третье преимущество заключается в возможности плавного регулирования силы тока, благодаря чему можно подобрать оптимальное значение для работы с конкретным материалом
- Четвертое – это универсальность аппарата.
 Он способен работать с любыми материалами: металл, алюминий, нержавеющая сталь и другие…
Он способен работать с любыми материалами: металл, алюминий, нержавеющая сталь и другие… - Пятый плюс включает в себя систему защиты от перегрузки и перегрева, что обеспечивает долгую и продолжительную работу в одном режиме
А еще помимо прочего, инверторы имеют компактные габариты, малый вес, отсутствие привязки к воздуху или газу, а также самое низкое потребление электроэнергии в классе сварочных устройств.
Элементы управления инвертора
Современный инверторный аппарат состоит из корпуса с передней индикационной панелью, переключателями сварки и ручной настройки сварочного тока. Также спереди расположены разъемы для подключения электродержателя и зажима массы, а сзади выходит сетевой кабель со штекером для включения в сеть. Более подробно ознакомиться с органами управления сварочного инвертора можно по схеме ниже:
- Ремень для переноса
- Кнопка включения/выключения устройства
- Индикатор перенагрузки устройства
- Ручка регулировки сварочного тока
- Индикатор подключения устройства к сети
- Силовая клемма «минус»
- Силовая клемма «плюс»
Условия аренды сварочного инвертора
Наша команда техников и консультантов будет рада видеть вас в числе наших клиентов, если вы запланируете взять в аренду сварочный инвертор именно в нашей компании. Мы дорожим своей репутацией, оказываем услуги качественно и предлагаем в аренду только полностью исправное оборудование.
Пару пунктов, которые необходимо знать:
- Для получения брони и получения инвертора необходимо оставить заявку.
- Не забудьте взять с собой паспорт! Он будет необходим для заключения договора
- Частные лица могут вносить залог и оплачивать услуги как наличными, так и банковскими картами
- Компании и ИП производят оплату строго по безналичному расчету, согласно выставленным счетам
- Сварочные инверторы сдаются и принимаются обратно нашими механиками только с полной проверкой его работоспособности, контролем визуального состояния и сверкой комплектации
- Расчет аренды и возврат залога осуществляется после сдачи и проверки устройства
Доставка инвертора
Нет ничего проще, чем заказать инвертор с доставкой на дом или строительную площадку, если у вас нет желания или возможности приехать и взять инструмент самовывозом. Наша компания осуществляет доставку всего ассортимента строительного инструмента легковыми фургонами в городе Санкт-Петербург и Ленинградской области. Порядок действий простой: оформляете заявку – ждете звонка от курьера – принимаете инструмент и оставляете оплату. Детально ознакомиться с тарифами и зоной доставки можно по этой ссылке.
Наша компания осуществляет доставку всего ассортимента строительного инструмента легковыми фургонами в городе Санкт-Петербург и Ленинградской области. Порядок действий простой: оформляете заявку – ждете звонка от курьера – принимаете инструмент и оставляете оплату. Детально ознакомиться с тарифами и зоной доставки можно по этой ссылке.
StoneAge Torus TR-200 3D Очистка резервуаров и сосудов
| Набор инструментов | Тор | |
|---|---|---|
| Модель инструмента | ТР-200 | |
| Диапазон давления | 8–15 тыс. фунтов на кв. дюйм | 550–1000 бар |
| Диапазон расхода | 50–220 гал/мин | 190–830 л/мин |
| Диапазон мощности | 30–1900 л.с. | |
| Время цикла | 10–88 минут | |
| Скорость вращения | Регулируемый | |
| Входное соединение | P16 (максимальное рабочее давление 10 000 фунтов на кв.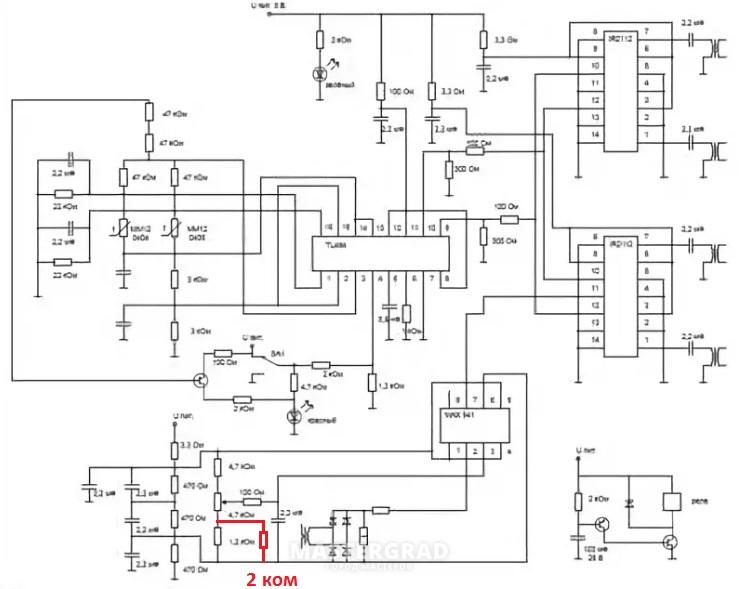 дюйм) дюйм) M16 (максимальное рабочее давление 15 000 фунтов на кв. дюйм) | |
| Размер порта коллектора | Г16 | |
| Размер порта | 3/4 NPT (P12) | |
| Тип сопла | ОС8 | |
| Диаметр | 8 дюймов | 200 мм |
| Длина | 22,8 дюйма | 579 мм |
| Вес* | 100 фунтов | 45 кг |
*Включает коллектор, 8-дюймовые ниппели и стягивающее кольцо
Нужна поддержка?
Наши специалисты доступны с понедельника по пятницу с 8:00 до 17:00 по тихоокеанскому стандартному времени, чтобы ответить на вопросы и дать совет по самым сложным задачам очистки.
Телефон: +1 970 259-2869
Бесплатный номер в США: (866) 795-1586
- Тор Ручной
- Инструкции по сборке крепежа Torus TR-200
Руководства
- TR-200 Брошюра
- TR-200 Tool Talk
Документация
Нужна поддержка?
Наши специалисты доступны с понедельника по пятницу с 8:00 до 17:00 по тихоокеанскому стандартному времени, чтобы ответить на вопросы и дать совет по самым сложным задачам очистки.
Телефон: +1 970 259-2869
Бесплатный номер в США: (866) 795-1586
Доступны следующие наборы:
Нажмите, чтобы просмотреть содержимое набора
TR200 600 Сервисный комплект для TR-200- 2 x BJ 072 Кольцо круглого сечения
- 1 x GP 043 Blue Goop, 2 унции.

- 2 x SM 011 Твердосплавное седло
- 2 x SM 012-O Л.С. Уплотнение и уплотнительное кольцо
- 1 x TR200 121 Кольцо круглого сечения
- 2 x TR200 245 л.с. Уплотнение, коллектор
- 1 x BJ 008 Кольцо круглого сечения
- 2 x BJ 072 Кольцо круглого сечения
- 2 x CY 015 Уплотнение
- 1 x GP 043 Blue Goop, 2 унции.
- 1 x MJ 007 Подшипник, шариковый
- 1 x PTL 078 Стопорное кольцо
- 2 x RJ 040-K Кольцо круглого сечения
- 2 x SG 007 Уплотнение, большое
- 1 х СМ 009 Подшипник
- 2 x SM 012-O Л.
 С. Уплотнение и уплотнительное кольцо
С. Уплотнение и уплотнительное кольцо - 2 x TR200 007 Подшипник
- 2 x TR200 038 Стопорное кольцо
- 3 x TR200 105 Кольцо круглого сечения
- 1 x TR200 116 Стопорное кольцо
- 2 x TR200 118 Стопорное кольцо
- 1 x TR200 121 Кольцо круглого сечения
- 2 x TR200 136 Подшипник, игольчатый ролик
- 1 x TR200 175 Кольцо круглого сечения
- 1 x TR200 213 Кольцо круглого сечения
- 1 x TR200 224 Стопорное кольцо
- 2 x TR200 245 Л.
