Ресанта сварочный аппарат схема: Ресанта САИ-220 – схема, неисправности, отзывы, характеристики сварочного инвертора
alexxlab | 03.06.2023 | 0 | Разное
принцип действия и методы поиска, ремонт и обслуживание инвертора
Сварочный инвертор типа ресанта САИ 190, как и все остальные, обладает значительными преимуществами по сравнению с обыкновенным сварочным аппаратом. Благодаря мобильности и маленькой массе ресанта вытеснили с рынка обыкновенные сварочные агрегаты. Бывают случаи выхода из строя инверторов, и для этого необходимо знать принцип действия, структурную схему и неисправности ресанта саи 190.
Инверторный тип сварочника
Старые трансформаторные модификации сварочного аппарата имеют очень низкую цену, высокую ремонтоспособность, но обладают существенными недостатками: габаритами, значительным весом и зависимостью от напряжения сети. Выходной ток электронного счетчика ограничен потреблением электроэнергии до 4,5 кВт. Для сварочных работ при использовании толстых металлов потребление тока возрастает, и этот процесс оказывает значительную нагрузку на старые линии электропередачи, на которых попадаются также и скрутки (ведь в бывших странах СНГ они редко подлежат замене на новые).
На смену пришли сварочные аппараты инверторного типа, особенности функционирования которых существенно отличается.
Особенности функционирования
Сфера применения разнообразна, начиная от домашнего хозяйства и заканчивая предприятиями. Основная задача — обеспечение стабильного горения и поддержания сварочной дуги при выполнении сварочных работ, благодаря применению тока высокой частоты. Работа сварочного инвертора основана на принципах:
- Преобразования переменного входного напряжения 220 В в постоянное (постоянный ток преобразовывается в высокочастотный переменный ток несинусоидального характера).
- Последующее выпрямление высокочастотного тока (частота сохраняется).
Благодаря этим принципам происходит существенное снижение массы и габаритов инвертора, что позволяет дополнительно встроить охлаждение.
Принцип работы и основные характеристики
Для поиска неисправностей инверторных сварочных аппаратов нужно ознакомиться с его структурной схемой.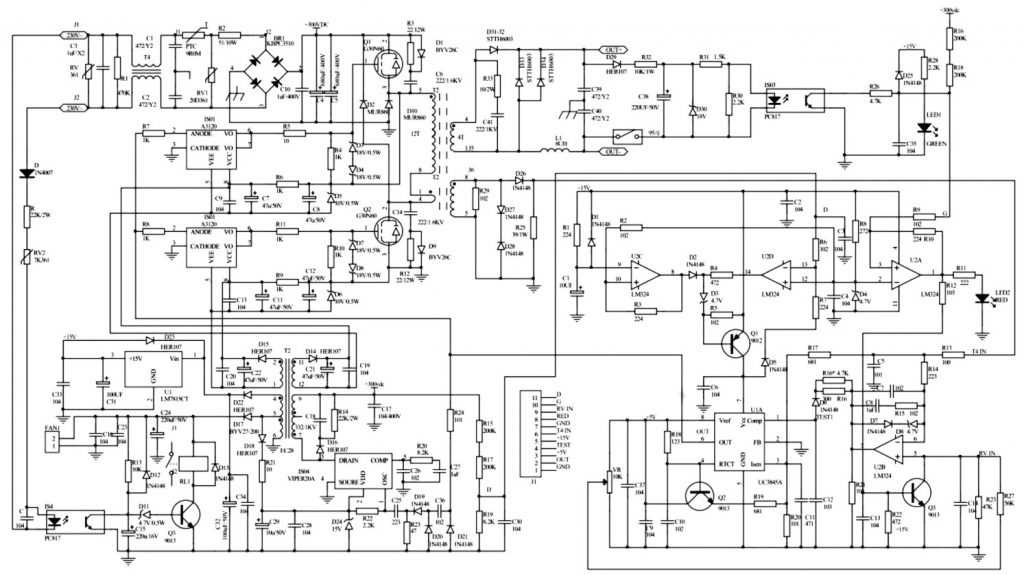 Она состоит из следующих элементов:
Она состоит из следующих элементов:
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления и стабилизации (драйвер и плата управления).
- Регулятор тока сварки.
Благодаря такому устройству происходит снижение массы и габаритов. Использование импульсного трансформатора позволяет получать мощные токи во вторичной обмотке. Следовательно, сварочный инвертор представляет собой обыкновенный импульсный блок питания, как в компьютере, но с достаточно большой мощностью. С увеличением частоты происходит снижение массы и габаритов трансформатора (обратно пропорциональная зависимость). Для получения высокой частоты применяются мощные ключевые транзисторы.
Происходит переключение с частотой от 30 до 100 кГц (зависит от модели САИПА). Транзисторы только работают от постоянного напряжения (U), преобразуя его в ток высокой частоты. Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
Получается постоянный ток из выпрямителя (выпрямление сетевого напряжения 50 Гц). Кроме того, в состав выпрямителя входит конденсаторный фильтр. При пропускании тока через диодный мост отсекаются отрицательные амплитуды переменного U (диод пропускает ток только в одном направлении). Положительные амплитуды не являются постоянными и получается постоянное U с заметными пульсациями, которые необходимо сглаживать при помощи конденсатора большой емкости.
В результате преобразований на выходе фильтра появляется U постоянного тока свыше 220 В. Диодный мост и фильтр образуют БП инвертора. Транзисторы подключаются к понижающему импульсному высокочастотному трансформатору, рабочие частоты которого составляют от 30 до 100 кГц (30000.100000 Гц), превышающие частоту питающей сети в 600 или 2000 раз. В результате этого происходит заметное уменьшение массы и габаритов.
Наиболее распространенными моделями являются ресанта САИ 220 (220а, 220к), а также и 190 (190а) модель. Сварочные инверторы обладают похожими характеристиками, отличающимися током сварки:
- Диапазоны сетевого напряжения: 145.
 270 В.
270 В. - Максимальная сила тока: до 35 А.
- Напряжение при холостом ходе: 75.85 В.
- Напряжение формирования дуги: 22.30 В.
- Диапазоны тока сварки: 5.270 А.
- Продолжительность нагрузки (ток максимальный): 4.8 мин.
- Максимальный диаметр (d) электрода: 5 мм.
- Масса: около 5 кг.
Схема и ремонт
Если нет желания отдавать сварочник в ремонт и хочется разобраться самостоятельно (ведь схема не такая сложная), то нужно найти и изучить схему и неисправности РЕСАНТА САИ 190. Если есть опыт, то схему можно не использовать вообще, которая нужна только для удобства и быстрого поиска неисправностей. Для иллюстрации примера приведена схема сварочника инверторного типа РЕСАНТА САИ 220 (190), а также отмечены основные радиоэлементы, которые часто выходят из строя.
Схема 1 — Электрическая схема сварочного инвертора ресанта САИ 220.
Для ремонта аппарата нужно разобрать типовые неисправности и способы их устранения.
Типовые неисправности
Иногда сварочный аппарат инверторного типа дает сбой. Причины и последствия могут быть разнообразными. Если есть возможность, то следует сдать его в ремонт. Однако многие захотят сделать его самостоятельно. Благодаря такому решению вопроса можно повысить свои знания в области электротехники, ведь электрических приборов очень много и на их ремонте можно существенно экономить. Неисправности следует классифицировать на простые и сложные. К простым относятся:
- Перегрев из-за пыли.
- Обрыв проводов.
- Потеря мощности (из-за влажного корпуса).
- Пробивание массы на корпус.
- Плохие контакты.
- Залипание электрода.
Любой электрический прибор не любит пыль, так как она затрудняет отдачу тепла, является проводником тока (возможно КЗ). Даже при качественной уборке помещения пыль все равно будет. Регулярное обслуживание не только способно продлить срок эксплуатации приборов, но и оградит от множества проблем финансового и ремонтного характера.
Обрыв проводов бывает в тех местах, которые подвержены постоянным перегибам. Перегиб проводов очень сложно отследить, и часто это приводит к КЗ. Кроме того, на колодках, держащих электрод, разбалтываются контакты, делая сварку менее качественной или невозможной. Периодически все контакты нужно подтягивать.
Работа во влажном также влияет на работу сварочника. Может произойти потеря мощности. В этом случае необходимо избегать таких условий работы.
При пробивании массы на корпус (выбивает предохранитель и счетчик) нужно проверить места соприкосновения токоведущих частей с корпусом и заизолировать провод.
Залипание электрода происходит в том случае, если использовать длинный удлинитель с маленьким сечением или при низком напряжении электрической сети.
Кроме того, при нестабильной дуге следует проверить качество электродов и выставленный ток.
Поломки сложного типа
К поломкам сложного типа относятся неисправности какого-либо радиоэлемента и требуют дополнительных знаний. Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
Если нет опыта в ремонте радиоаппаратуры, то существует 2 способа решения проблемы:
- Отдать квалифицированному специалисту.
- Приобрести опыт в этой сфере и сделать все самостоятельно.
Следует обратить внимание на правила техники безопасности при ремонте аппаратуры и быть очень аккуратным. На самом деле, в ремонте своими силами нет ничего сложного. Необходимо лишь открыть интернет и найти все детали сварочника инверторного типа. В интернете существует множество информации о проверке конкретной детали. Даже есть и проверка микросхем в домашних условиях.
В первую очередь, нужно визуально осмотреть детали. Это могут быть подгоревшие резисторы, диоды, вздувшиеся электролитические конденсаторы, подгоревший трансформатор и многое другое. Если ничего не обнаружено, то нужно проверить поступление входного U на диодный мост. Для этого его выход нужно отсоединить. При пробитых диодах нужно заменить неисправные и повторить попытку. Если не горят светодиоды, то необходимо их проверить и по возможности заменить на исправные.
Следующим шагом является проверка транзистора fqp4n90c. Ключевой транзистор 4n90c в блоках питания сварочных инверторов служит для повышения частоты постоянного тока и передачи его на импульсный трансформатор. Аналогом fqp4n90c (чем заменить) является STP3HNK90Z, но желательно найти такой же.
При неисправностях силового блока нужно проверить транзисторы (визуальная проверка может ничего не показать). Для этого необходимо их выпаять и проверить тестером (способы проверки можно найти в интернете). Драйвер, выполненный на транзисторах или микросхемах, выходит из строя так же. Проверяется при помощи выпаивания и проверки каждого элемента отдельно.
Замена неисправных деталей осуществляется их аналогами или элементами, характеристики которых превышают параметры исходных деталей.
Для ремонта необходимы мультиметр и осциллограф (измерение параметров сигнала на плате управления). При неисправной плате управления загорается желтый светодиод. Это свидетельствует о неготовности к выполнению сварки. В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
В этом случае нужно разобрать инвертор и замерять напряжения на разъемах платы управления (далее ПУ). Во время измерений следует сравнить данные с табличными значениями (таблица 1) исправной ПУ.
Таблица 1 — Сравнение показателей U.
Если измерения отличаются от табличных значений, то нужно выпаять ПУ, найти микросхему UC3845B (UC3842) и произвести измерения ее режимов работы.
Таблица 2 — Режимы работы микросхемы UC3845B (UC3842).
На 2-ю ногу питание не подается из-за неисправного резистора R013. Необходимо его аккуратно выпаять и проверить, сопротивление должно быть около 1,21 Ом. Если он неисправен, то необходимо заменить его на такой же или взять мощностью больше (исходная мощность 0,25 Вт).
На 3-ю ногу микросхемы не поступает питание из-за неисправного R011 (47 на 0,25 Вт), его нужно также проверить. Ноги 3 и 6 связаны и, следовательно, при замене сопротивления появится U и 6 ноге. Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Если этого не произойдет, то необходимо проверить транзистор fqp4n90c.
Далее нужно восстановить питание 8 ноги (схеме ресанта саи 190 или 220), она связана с цепочкой из элементов. Слабые места в ней, которые необходимо выпаять и проверить: диод D011 и R010.
После всего этого нужно замерить U. При совпадении с табличными следует соединить все и испытать. При полном восстановлении инвертор включится и желтый светодиод гореть не будет. После положительного тестового запуска можно его собрать полностью.
Одним из слабых мест является БП. Признаки неисправности: происходит загорание зеленого светодиода, а затем загорается желтый светодиод, происходит срабатывание реле и запуск вентилятора и примерно через 2−3 секунды аппарат отключается. Основная причина: драйвер, а если быть точнее, то необходимо прозвонить транзисторы, которые находятся во II обмотке трансформатора гальванической развязки. А также нужно внимательно осмотреть плату БП на предмет подгораний и неисправных электролитических конденсаторов. При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
При обнаружении неисправных деталей необходимо заменить элементами такого же типа или их аналогами.
Возможен выход из строя трансформатора, и это явление довольно редкое. Необходимо прозвонить обмотки на короткозамкнутость и утечки тока на корпус.
Таким образом, устранить неполадки в распространенных сварочных инверторах достаточно просто. Принцип работы каждой из моделей одинаков, и они отличаются только деталями и конструктивным исполнением. При ремонте очень важно соблюдать правила техники безопасности при ремонте радиоаппаратуры. Первоначальным этапом ремонта сварочного инвертора (это правило применимо к любой аппаратуре) является проведение визуального осмотра всех элементов на предмет обрыва контактов, подгорания и вздутия элементов, а также плохой контакт (перед началом ремонта все контакты нужно хорошо зачистить).
- Автор: admin
- Распечатать
Оцените статью:
(9 голосов, среднее: 4 из 5)
Поделитесь с друзьями!
Ресанта САИ-250: описание, схема, разновидности
Содержание
- В какой комплектации продается
- Описание профессионального инвертора Ресанта САИ 250
- Схема аппарата
- Устройство аппарата
- Какие платы используются
- Технические характеристики
- Где применяется
- Как работает сварочный инвертор Ресанта
- Соблюдение безопасности
- Подготовка к эксплуатации
- Возможности устройства
- Преимущества и недостатки
- Что может привести к поломке
- Возможные неисправности
- Проверка микросхемы
- Самостоятельный ремонт устройства
- Видеообзор Ресанта САИ 250
- Где хранить устройство
Для домашних сварочных работ любители и профессионалы используют небольшие инверторы. Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.
Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.
В какой комплектации продается
В линейке оборудования 4 модели. 250А в названии означает диапазон регулировки силы тока 10 — 250. Помимо базовой модели есть еще 3:
- 250К — отличается компактными размерами;
- 250ПН — безопасен при низком входном напряжении сети;
- 250ПРОФ — подходит для сложных работ, выполняемых мастером.
Вместе с самим устройством в комплекте есть:
- Кабель с держателем электрода.
- Провод заземления.
- Технический паспорт.
- Упаковка.
Некоторые модели оборудованы стильным кейсом для хранения.
Описание профессионального инвертора Ресанта САИ 250
Самый дорогостоящий в модельном ряде агрегат. Дает возможность работать с электродами различного диаметра — до 6 мм.
Высокоточный аппарат, помогающий создавать ровные швы. Яркий дисплей на передней стороне корпуса обеспечивает контроль за мощностью в процессе работы.
Особенности устройства:
- Антизалипание. Инвертор сбрасывает до 0 напряжение в случае прилипания электрода к изделию.
- Hot start. Кратковременное автоматическое увеличение мощности в момент касания детали электродом.
- Форсаж дуги. Обеспечивает постоянную дугу путем дополнительного наброса тока.
- Функция контроля силы выходящего тока. Принципиальное отличие профессионального инвертора Ресанта в возможности следить за коэффициентом мощности.
Схема аппарата
Компактность, долговременная работа и точность сварки обеспечиваются высокоскоростными транзисторами IGBT. Эта деталь способна выдерживать высоковольтное напряжение. На электросхеме видно, что принцип действия — изменение входящего переменного тока на постоянный с повышенными показателями частоты и напряжения.
Составляющие схемы:
- выпрямитель;
- инвертор;
- трансформатор;
- высокочастотный выпрямитель;
- схема управления и стабилизации;
- регулятор тока сварки.

Принципиальную схему сварочного инвертора Ресанта САИ 250 используют мастера, самостоятельно ремонтирующие прибор.
Устройство аппарата
Агрегат поставляется в крепком корпусе и оснащен 2 функциональными панелями.
На лицевой части располагаются:
- 2 силовых разъема;
- регулятор величины сварочного тока;
- регулятор форсажа дуги;
- индикаторы сети и перегрева;
- цифровое табло.
На обратной стороне корпуса есть выключатель прибора и гнездо для шнура питания. Инвертор оборудован принудительной системой вентиляции.
Какие платы используются
В большинстве сварочных аппаратов Ресанта САИ 250 ПРОФ установлены платы управления (ПУ) серии GP. В продаже встречаются приборы с платами серии SH. Знание строения ПУ позволит отремонтировать инвертор. При отсутствии понимания внутреннего содержимого оборудования лучше обратиться к помощи мастеров по ремонту.
Технические характеристики
Инвертор САИ 250 ПРОФ отличается низкой энергопотребляемостью при использовании в диапазоне 100 — 260 В. Стабильность дуги обеспечивается функцией форсажа. Ключевые особенности:
- диапазон рабочего напряжения — 100-260 В;
- максимальная мощность — 8,4 кВт;
- максимальный потребляемый ток — 38 А;
- напряжение холостого хода — 65 В;
- напряжение дуги — 28 В;
- диапазон регулирования сварочного тока — 10-250 А;
- продолжительность нагружения — 70% 250 А;
- максимальный диаметр электрода — 5 мм;
- класс защиты — IP21;
- вес — 8,46 кг;
- длина — 43,50 см;
- ширина — 17,40 см;
- высота — 30,60 см.
Где применяется
Удобный размер и наличие ручек позволяют проводить работы дома и на выезде. Применяется при:
- устранении поломок в хозяйственной технике;
- сварочных работах в автомастерской;
- монтаже заборов и ворот;
- ремонте садовых теплиц и дачного инвентаря;
- монтаже водостоков;
- сервисном ремонте в специализированных центрах и др.

Аппараты Ресанта 250 питаются от сети в 220 Вольт и генератора.
Их сфера применения ограничивается выдаваемой силой тока и размером электродов.
Как работает сварочный инвертор Ресанта
Любой инвертор — это преобразователь переменного тока в постоянный. Силовые части процесса:
- транзисторный выпрямитель,
- инверторный блок;
- понижающий трансформатор;
- выходной выпрямитель.
Поступающий ток 220 В проходит через эти этапы, где выпрямляется и приобретает мощность в 400 В. Затем преобразуется в модулированное высокочастотное напряжение. Понижающий трансформатор оптимизирует этот ток до рабочего. Регулируется процесс микросхемой ШИМ-контроллера, которая управляет работой транзисторов, задавая ритм.
Плавный пуск устройства обеспечивается мощным резистором.

Соблюдение безопасности
Инверторы Ресанта используются и мастерами, и начинающими сварщиками. Для безопасной и качественной работы важно соблюдать технику безопасности эксплуатации прибора:
- До начала сварки в помещении необходимо открыть окна и двери, чтобы зона работ проветривалась.
- Надевать спецодежду для защиты от термических ожогов.
- Запрещено осуществлять сварку без специальной маски.
- Прибор нельзя эксплуатировать в условиях повышенной влажности и низких температур.
- Не проводить близко от инвертора работы с высоким образованием пыли. Ее частицы способны нанести вред устройству.
- Не подключать аппарат к профессиональной высоковольтной сети.
- Не начинать сварку при обнаружении повреждений проводки или кабелей.
Для безопасности мастера и прибора важно выполнять «Правила технической эксплуатации электроустановок потребителей» и «Правила техники безопасности при эксплуатации электроустановок потребителей».
Подготовка к эксплуатации
Включать аппарат можно только после продолжительного нахождения в тепле. Это предотвратит образование конденсата на деталях. Порядок работы:
- Подключить кабель заземления и провод с электрододержателем к разъемам на лицевой части корпуса в соответствии с полярностью.
- Перевести рычаг выключателя сети в положение «ВЫКЛ».
- Включить шнур питания в розетку.
- Перевести регулятор мощности на минимальное значение.
- Переключить рычаг в положение «ВКЛ».
- Настроить необходимую рабочую величину тока с помощью регулятора.
После окончания работ произвести выключение прибора в обратном порядке:
- Выключатель перевести в положение «ВЫКЛ».
- Отключить прибор от питания.
- Отсоединить сварочные кабели.
Возможности устройства
Аппарат нашел широкое применение в бытовом и мелком профессиональном ремонте. Технические возможности:
- способен работать при низком входном напряжении — от 100 В;
- выдает высокую продолжительность работы на максимальной мощности — 7 из 10 минут;
- предотвращает залипание электродов;
- поддерживает стабильную дугу за счет функции форсажа;
- точный контроль за уровнем силы тока обеспечивается наличием электронного дисплея;
- обеспечивает эффективное охлаждение оборудования за счет вентиляционных отверстий в корпусе;
- оборудован встроенной системой охлаждения внутренних узлов.

Эти показатели позволяют сварщику не прерываться длительное время и создавать аккуратные ровные швы. САИ 250 ПРОФ отличается высоким качеством работы и повышенной электробезопасностью.
Аппарат способен работать при низком входном напряжении.К преимуществам относятся:
- удобство транспортировки за счет компактных размеров;
- низкое потребление электроэнергии;
- управляемый форсаж дуги;
- функция «горячего» старта;
- широкий диапазон потребляемого напряжения;
- питание от 220 В;
- гарантийный срок — 2 года;
- легкость применения.
Из недостатков покупатели указывают:
- короткие кабели;
- высокую стоимость инвертора и его комплектующих;
- отсутствие возможности подключения к сети 380 В.
Что может привести к поломке
При соблюдении инструкций и правил по эксплуатации прибора неисправности отсутствуют в течение нескольких лет.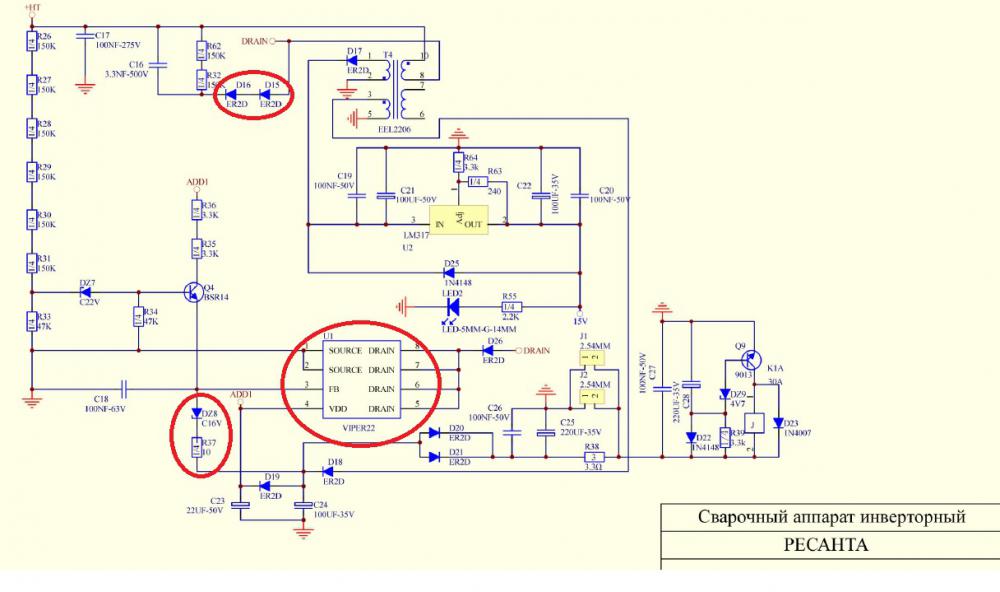 Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
- Неверно отрегулирована сила сварочного тока. Показатель должен соответствовать значениям, заявленным на упаковке с электродами.
- Использование не заводских сварочных кабелей или провода питания.
- Подключение инвертора через удлинитель более 40 м.
- Подключение к неисправным розеткам, сети с перебоями.
- Работа на высокой мощности дольше разрешенного периода.
- Использование аппарата в условиях низких температур.
- Попадание внутрь прибора пыли, сора, осадков, песка.
- Механическое повреждение, падение устройства.
Возможные неисправности
Компания «Ресанта» имеет разветвленную сеть сервисных центров. При возникновении поломки, особенно в период действия гарантии, в любом из них аппарат быстро вернут в рабочее состояние.
Перегрев блока питания является возможной поломкой, которую устраняют в сервисном центре.
Описание типичных неисправностей инвертора:
- Перегрев блока питания, его отключение. Эту ошибку могут устранить только в сервисном центре.
- Не загорается индикатор «Сеть». Самостоятельно можно только проверить контакт шнура с розеткой и положение переключателя.
- Не получается запустить устройство на максимальной мощности. Причина может быть в электродах или низком напряжении сети.
- Сработал индикатор «Перегрев». Следует снять корпус и аккуратно удалить загрязнение с элементов. Иногда вентилятор системы охлаждения может перестать работать без включения индикатора.
- Аппарат отключается после громкого щелчка. Необходимо по схеме проверить реле и регулируемые накладки.
- Кабель заземления пробивает во время включения. Устраняется проверкой кабеля на повреждение.
- Сбой в работе вентилятора, сопровождающийся миганием светодиодов на передней панели свидетельствует о нарушении в работе микросхемы охлаждения.
- Нарушение изоляции провода может возникнуть из-за работы при низких температурах.
 Требуется замена провода и соблюдение условий эксплуатации.
Требуется замена провода и соблюдение условий эксплуатации.
Несмотря на видимую простоту устройства инвертора Ресанта, многие неисправности обнаружить и устранить может только обученный специалист.
Проверка микросхемы
Если видимые повреждения устранены, а оборудование остается в нерабочем состоянии, требуется проверить радиоэлементы и микросхемы на повреждение. Лучше доверить эту работу профессионалам. Если по какой-то причине предстоит самостоятельный осмотр микросхемы, важно соблюдать осторожность и технику безопасности. Этапы проверки:
- Визуальный осмотр деталей с целью обнаружения видимых повреждений: вздутий, подпалин, отсоединения контактов.
- Проверка диодного моста на выявление короткого замыкания, «пробоя» или обрыва. Самостоятельно это можно сделать мультиметром, установленным в режим «прозвон диодов».
- Следующий этап — проверка исправности ключевого транзистора 4n90c. Этот элемент отвечает за повышение частоты постоянного тока и его отправку на импульсный трансформатор.

- Если наблюдается сбой в работе силового блока, потребуется изъять транзисторы на тест. Эти действия выполняются и для проверки драйвера.
- Нарушения в работе платы управления выявляются подключением осциллографа. Если на приборе загорается желтый сигнал, значит, требуются замеры напряжения на разъемах ПУ. При отклонении показателей потребуется извлечение платы.
- На выпаянной плате необходимо найти микросхему ШИМ-контроллера UC3845B (UC3842) с целью замеров его режимов работы. При выявлении неисправных резисторов следует произвести их замену. После восстановления питания всех элементов микросхемы проводится контрольный замер входного напряжения.
- После подтверждения работы ШИМ-контроллера плата управления возвращается на место и производится повторная проверка осциллографом. Если желтый диод не загорается, можно производить тестовый запуск инвертора.
Самостоятельный ремонт устройства
Устранение неисправностей самостоятельно целесообразно при наличии у мастера знаний и навыков.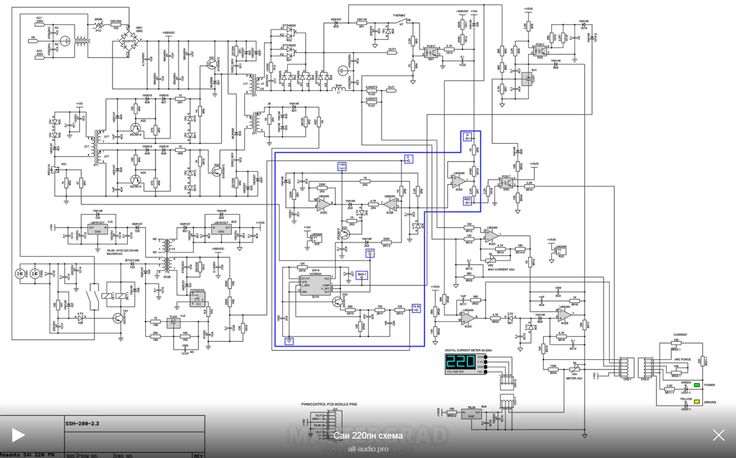 Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать:
Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать:
- замену комплектующих;
- устранение пыли и загрязнения;
- исправление ситуации с перегревом аппарата;
- покупку стабилизатора напряжения электросети;
- замену регулятора сварочного тока.
Эти действия помогут устранить своими руками наиболее распространенные видимые нарушения в правильном функционировании прибора. Все остальные корректировки требуют наличия узкоспециализированных знаний и опыта.
Видеообзор Ресанта САИ 250
Сварочные инверторы этой фирмы популярны среди опытных и начинающих сварщиков. В свободном доступе есть большое количество видеообзоров, в которых пользователи прибора рассказывают о собственном опыте, отличительных особенностях, преимуществах, возможных повреждениях и способах ремонта Ресанты.
Где хранить устройство
Любая электрическая техника требует соблюдения условий хранения, особенно та, у которой на корпусе есть вентиляционные отверстия. Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
Температурный режим хранения сварочного инвертора Ресанта соответствует эксплуатационному: -10…+50 °C при относительной влажности не более 80%.
Объяснение настроек сварочного аппарата MIG (с таблицей)
Растущее движение «сделай сам» означает, что сейчас сваркой занимается гораздо больше людей.
Я думаю, это здорово, но есть один недостаток…
Есть много людей со сварочными аппаратами, у которых нет специального образования.
Это означает, что некоторые люди не понимают некоторых мелких деталей, которые сварщики изучают в школе.
Одной из таких деталей является настройка правильных параметров вашего нового сварочного аппарата MIG для выполняемой работы.
Вероятно, вы здесь по этой причине, поэтому я объясню основные настройки MIG и то, как их следует настраивать.
Теперь давайте правильно настроим аппарат…
Перед настройкой элементов управления MIG
Это нечто большее, чем просто взять аппарат MIG и повернуть регуляторы.
Ваши настройки MIG, как и настройки любого сварочного процесса, сильно зависят от выполняемой вами работы.
Не существует универсального набора настроек, которые всегда применимы. Сварка — это индивидуальное ремесло, и оно зависит от множества переменных.
Какой у тебя материал?
Различные материалы имеют разные характеристики, связанные с теплом и электричеством. Очень важно, какой материал вы свариваете. Характеристики мягкой стали сильно отличаются от характеристик алюминия.
Алюминий не плавится при той же температуре, что и мягкая сталь, и не проводит электричество и не удерживает тепло в той же степени, что нержавеющая сталь или титан.
Прежде чем вы сможете начать, вы должны выбрать правильный процесс и позаботиться о механической и технической настройке. Выбор проволоки, защитный газ и настройки машины зависят от материала.
Выбор проволоки, защитный газ и настройки машины зависят от материала.
Мягкая сталь, алюминий, нержавеющие или никелевые сплавы чаще всего используются в процессе MIG. Это основной металл, который можно найти дома и в автомобилях.
Насколько толстый металл?
Знайте толщину металла, чтобы знать, достаточно ли у вашего сварщика мощности для выполнения работы, вы можете выбрать правильную электродную проволоку и подходящий защитный газ.
Вы можете спланировать свой подход к проекту, касающийся зажима, угла подхода, охлаждения, режима работы вашего сварочного аппарата и других практических решений.
Вы устанавливаете силу тока в зависимости от толщины металла. Поэтому вы должны знать, насколько толстый ваш металл.
Общее эмпирическое правило: вам нужен 1 ампер мощности на каждые 0,001 дюйма стали.
Нержавеющая сталь потребляет на 10-15 процентов меньше тока, а алюминий требует примерно на 25 процентов больше.
Итак, сколько ампер нужно для сварки стали 3/8?
Для низкоуглеродистой стали толщиной 1/8 дюйма и толщиной 0,125 дюйма хорошим стартом будет 125 ампер.
Толщина 3/8 дюйма составляет 0,375 (3 x 0,125), так что вам действительно нужно для этого 375 ампер? Некоторые сварочные аппараты заявляют, что сваривают сталь диаметром 3/8 дюйма только при силе тока 170-200 ампер. Как это возможно?
Во-первых, эти цифры приблизительны. Они только поместили тебя на стадион.
Во-вторых, производители прибегают к небольшому волшебству, чтобы заставить эти цифры рекламировать производительность. Они срезают края шва, чтобы уменьшить толщину. Таким образом, меньший ток может выполнить тот же сварной шов за один проход.
Защитный газ и электродная проволока
Для получения хороших результатов необходимо использовать правильный защитный газ и электрод. Выбор зависит от состава и толщины материала.
Некоторые комбинации проволоки и газа, обычно используемые при сварке MIG:
- Мягкая/углеродистая сталь – проволока ER70s и соотношение аргона и CO2 75/25%
- Нержавеющая сталь – проволока ER308L и 98 % аргона с 2 % CO2
- Алюминий – проволока ER4043 и экранирование из 100% аргона
Сечение провода выбираете по силе тока, которая, в свою очередь, зависит от толщины материала.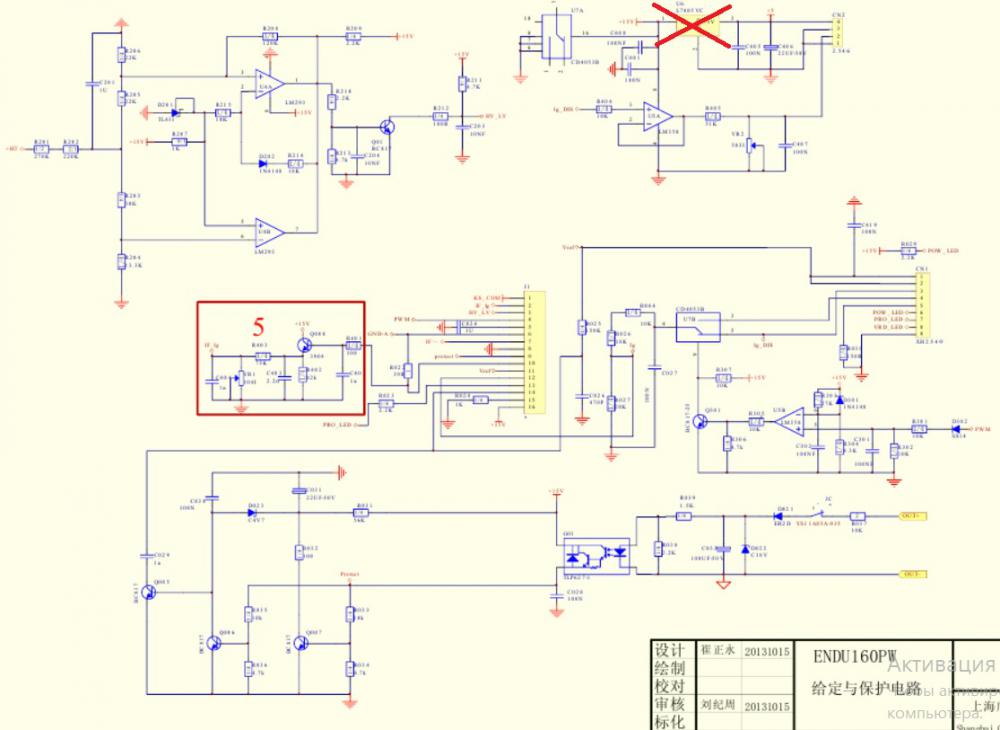 Вот наиболее часто используемые размеры проволоки при сварке MIG.
Вот наиболее часто используемые размеры проволоки при сварке MIG.
Обратите внимание, что эти размеры перекрываются в каждом текущем диапазоне. Это дает вам некоторый выбор в отношении того, что лучше всего подходит для вашего сварщика и вашей техники.
- 0,023 – 30-130 А
- 0,030 – 40-145 А
- 0,035 – 50-180 А
- 0,045 – 75-250 А
Рекомендации по оборудованию
Качественное сварочное оборудование упрощает работу. Например, для сварки алюминия сварочным аппаратом MIG лучше установить шпульный пистолет для бесперебойной подачи проволоки. Убедитесь, что ваш баллон с защитным газом полон, а соединения чистые и затянуты.
Некоторые сварочные аппараты MIG автоматизируют большую часть процесса настройки, что упрощает настройку.
Встроенные цифровые меню и входные параметры, такие как тип и толщина материала, автоматически настраивают сварочный аппарат MIG.
Вам все равно нужно будет правильно подключить провод и газ, но некоторые сложные настройки будут выполнены за вас.
Информацию о некоторых из этих аппаратов см. в нашем Руководстве для сварщиков MIG.
Подготовьте заготовку
Для получения отличных результатов сварки, которые воспроизводятся, ваш металл должен быть готов к работе.
Подготовительные работы по металлу включают:
- очистку
- удаление накипи
- шлифовка
- обезжиривание
- зажим
Настройки не обеспечивают хороших сварных швов; они просто делают возможным хороший сварной шов. Но только если вы сделаете все остальное.
Три вещи, которые следует помнить при подготовке шва:
- Чистый шов, чистый шов
- Настройки для грязного металла не применяются к чистому металлу
- Меньше масла или краски, которые могут загореться, означает меньше думать о
Настройки сварки MIG для малоуглеродистой стали
Теперь… давайте сделаем некоторые настройки…
Для простоты я буду придерживаться настроек для малоуглеродистой стали по большей части, потому что это самый свариваемый металл на планете .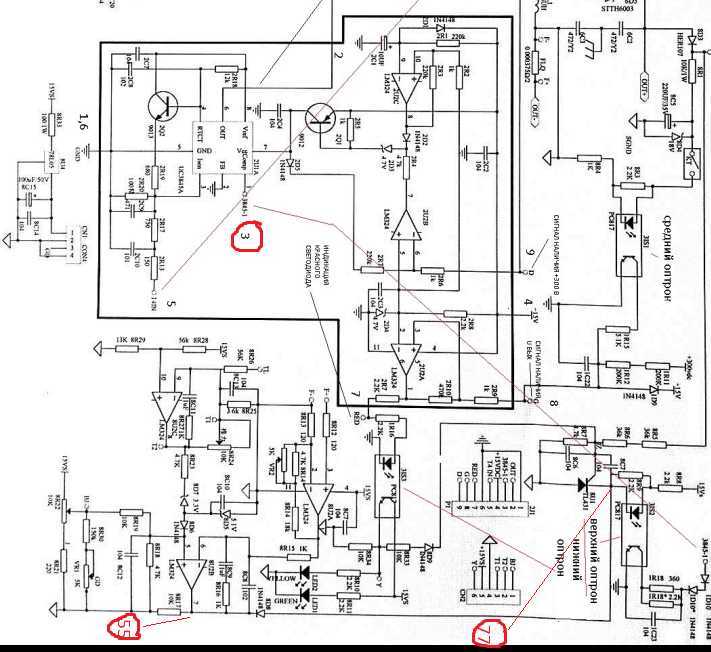
Я буду упоминать алюминий или другие материалы, когда это уместно.
Какие настройки MIG наиболее важны?
Хотя у вашего сварочного аппарата может быть хороший выбор регулировок, важно понимать, что большинство из них предназначены для тонкой настройки.
Три основных параметра определяют остальные. Эти основные настройки:
- Уровень напряжения
- Скорость подачи проволоки (WFS)
- Тип и скорость защитного газа
Вы хотите создать правильный температурный режим в месте сварки, чтобы получить плавную дугу, исключить разбрызгивание и максимально увеличить проплавление.
Эти настройки также определяют тип переноса для напыления металла. Подробнее о типах передачи MIG читайте здесь.
1. Уровень напряжения
Источник питания MIG представляет собой систему постоянного напряжения. Как только оно установлено на заданном уровне, напряжение не будет сильно отклоняться. Напряжение определяет длину дуги, а также высоту и ширину валика.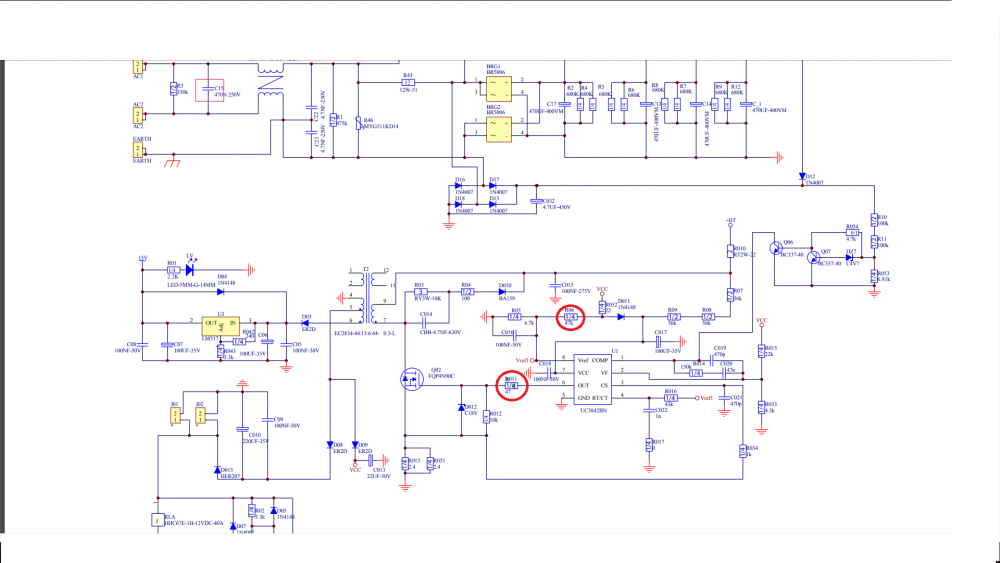
Точная настройка напряжения — это процесс проб и ошибок. Проверяется путем осмотра борта на наличие дефектов. Я включил таблицу ниже, чтобы помочь вам выбрать напряжение, осмотрев шарик.
2. Скорость подачи проволоки
Скорость подачи проволоки (WFS) влияет на уровень нагрева. Измеряется в дюймах в минуту (IPM). Если скорость подачи мала, область сварки может стать слишком холодной для хорошего проплавления.
Более высокая скорость подачи обеспечивает лучший контакт между проволокой и сварочной ванной. Увеличение текущего уровня и выделение слишком большого количества тепла приводит к разбрызгиванию.
Уровень напряжения и скорость подачи должны быть сбалансированы друг с другом.
Если повсюду летят искры и брызги размером со сварочную проволоку или больше, возможна одна из двух ситуаций:
- Слишком много WFS для настройки напряжения
- Слишком низкое напряжение для настройки WFS.
Если дуга снова загорается внутри наконечника, это может быть одной из двух ситуаций:
- Слишком высокое напряжение для настройки WFS
- Foo small WFS для настройки напряжения».

Есть еще один критический фактор для скорости подачи проволоки: расстояние, на которое электродная проволока выступает из контактного наконечника горелки MIG.
Это расстояние называется вылетом электрода (ESO) и является ограничивающим фактором. Вам необходимо поддерживать постоянное расстояние над изделием во время сварки, иначе вы не сможете получить стабильные результаты от своих настроек. Выработайте привычку часто проверять расстояние ESO.
3. Тип и расход газа
Расход, объем и тип защитного газа определяют тип переноса в сочетании с напряжением и скоростью подачи проволоки.
Более высокие концентрации гелия или аргона делают дугу более горячей. Весь смысл защитного газа заключается в том, чтобы защитить дугу и сварочную ванну от кислорода. Природа потока сжатого газа подразумевает экспериментирование и анализ. Другими словами, методом проб и ошибок.
Прочтите также : Настройка давления газа для сварки MIG
Газ измеряется в кубических футах в минуту (CFM), и на результаты влияют сквозняки, ветерок или температура баллона.
Возможно, когда все будет спокойно, 5 CFM будет достаточно, чтобы правильно защитить сварной шов. Но оставьте дверь открытой, и сквозняк может сдуть газ с такой скоростью, поэтому вам нужно, например, перейти на 35 CFM.
Однако, если давление газа на сварном шве слишком велико, вы можете втягивать кислород в плазму дуги и загрязнять валик, вызывая пористость.
Таблица настроек сварки MIG — скорость подачи проволоки и напряжение
Таблица настроек сварки MIG на основе выбора проволоки – Загрузите полноразмерный PDF-файл для печати здесь.Существует множество таблиц настроек сварки MIG, доступных от производителей, и все они различаются.
Вот таблица настроек, которую я составил. Это общее руководство для начала работы. Помните, что это всего лишь руководство.
Всегда проверяйте настройки на куске металла. Возможно, вам придется набрать их, в зависимости от вашей настройки.
Что сварной шов говорит вам о настройках MIG
Внешний вид сварного шва сообщит вам, нужно ли вам изменить настройки Еще один способ проверить настройки MIG — проверить сварной шов.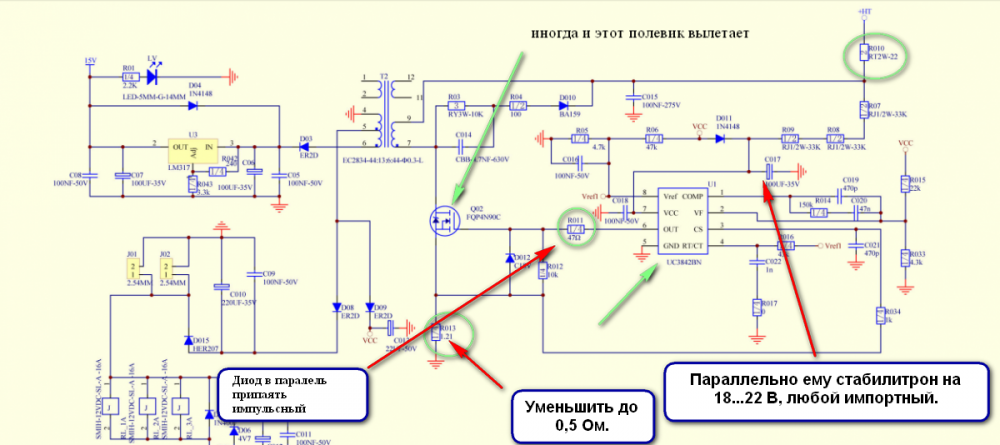 Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
Он скажет вам, что ему нужно. Вам просто нужно обратить внимание…
- Обычный валик : Хорошее проникновение в основание, плоский профиль, подходящая ширина, хорошо завязывается на концах.
- Установлен слишком низкий ток : Узкий, возможно, выпуклый валик с плохой врезкой на концах.
- Слишком высокий ток : Плохое начало дуги, слишком широкий валик, прожоги, большое количество брызг и плохое проплавление.
- Слишком быстрое движение : Слишком быстрое движение рукой по дуге приводит к узкому выпуклому валику, неадекватной врезке на концах, плохому проникновению и непостоянному валику.
- Слишком медленное движение : Слишком медленное движение добавляет слишком много тепла, что приводит к слишком широкому буртику и плохому проникновению.
- Слишком длинная дуга : Вызвано слишком высоким напряжением. Длинная, тонкая дуга, плохой провар и турбулентность сварочной ванны.

- Отсутствие защитного газа : Недостаток защитного газа приводит к пористости и появлению микроотверстий в буртике.
Теперь вы знаете
Некоторых может разочаровать то, что нет быстрого и простого ответа на вопросы, с которыми вы сталкиваетесь. Боюсь, когда дело доходит до сварки, это характер игры.
Воспринимайте эту информацию и эти диаграммы не как евангелие и не как науку. Это просто место для начала. Остальное ваше ремесло зависит от вас. Это только рекомендации. Наблюдайте за сварочной ванной и осматривайте валики.
Вы занялись ремеслом. По самой своей природе рукоделие не является научным. Это вызов, и в большинстве случаев единственная награда — это тихая победа над вашей последней вредной привычкой.
Что такое рабочий цикл при сварке? (с таблицей)
Рабочий цикл сварки представляет собой процентную долю 10-минутного интервала, в течение которого источник сварочного тока может непрерывно выдавать номинальную силу тока. Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Например, сварщик с номинальным рабочим циклом 200 А при нагрузке 60 % может выдавать 200 А в течение шести минут, прежде чем ему потребуется отдохнуть в течение оставшихся четырех минут 10-минутного интервала.
Вот хорошее видео, объясняющее суть:
Важность ПВ при сварке
Сварочные аппараты переходят в режим тепловой перегрузки при превышении предела ПВ во время сварки. Мощность дуги отключается, а охлаждающий вентилятор продолжает работать, помогая отводить тепло от чувствительных частей внутри сварочного аппарата.
Внутренние компоненты сварочных аппаратов, такие как IGBT-транзисторы, трансформаторы, выпрямители, конденсаторы и резисторы, во время сварки нагреваются. Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Рабочий цикл является важным показателем, поскольку он дает общее представление о том, с какими работами может справиться сварщик. Например, сварочные аппараты-любители обычно имеют более короткие рабочие циклы, а профессиональные — гораздо более длительные.
Всегда ли рабочий цикл проверяется одинаково?
Рабочий цикл не всегда проверяется одинаково. Это создает путаницу и несправедливое «преимущество» среди производителей сварочных аппаратов.
10-минутный период рабочего цикла является золотым стандартом в отрасли, и его используют большинство производителей в США, ЕС и Австралии. Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Однако, если производитель отклоняется от 10-минутного рейтинга, он не может утверждать, что соответствует европейскому стандарту EN60974-1 или австралийскому стандарту AS60974-1 (на основе стандарта ЕС).
Кроме того, в том же стандарте AS/EN60974-1 указано, что испытания должны проводиться при температуре окружающей среды 40°C после как минимум двух тепловых перегрузок. Таким образом, если бренд тестирует свои сварочные аппараты при температуре 20°C или не перегружает аппарат дважды во время предварительного тестирования, он может заявить завышенное значение.
Как вы понимаете, испытание аппарата для холодной сварки при низкой температуре окружающей среды приводит к более высокому рейтингу. Но такие тесты не являются подлинными. В реальном мире машина должна достичь своего номинального рабочего цикла даже после нескольких последовательных тепловых перегрузок.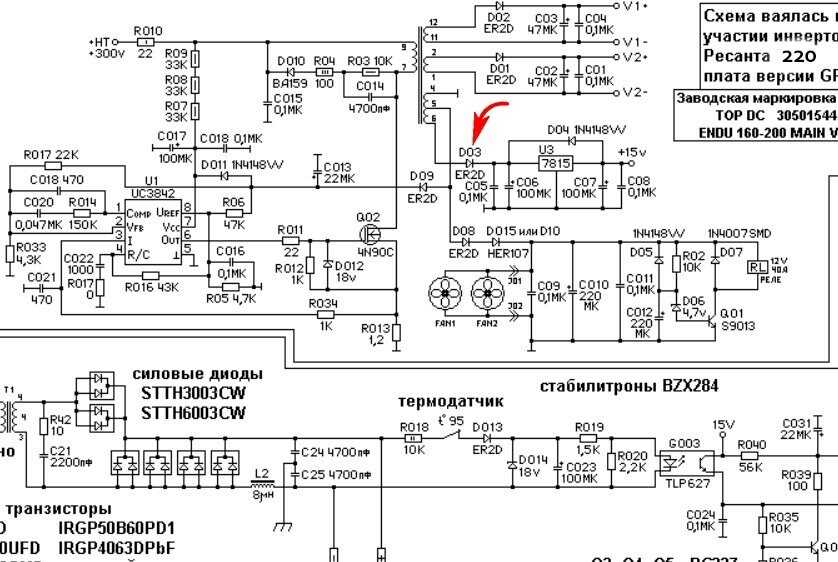
Убедитесь, что сварочный аппарат, который вы покупаете, соответствует стандарту AS/EN60974-1. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
И последнее замечание: невозможно сравнивать два сварочных аппарата, если рабочие циклы тестировались по-разному. Стандарт AS/EN60974-1 широко распространен, и бренды, заявляющие о высоких рабочих циклах без использования этого стандарта, скорее всего, преувеличивают свои цифры. Будьте осторожны с такими маркетинговыми уловками.
Изображение задней панели инверторного сварочного аппарата переменного/постоянного тока TIG-250P компании YesWelder, на котором показан печатный стандарт IEC 60974-1. IEC — сокращение от Международной электротехнической комиссии. AS/EN60974-1 и IEC 60974-1 это те же стандарты. Стандарт AS/EN60974-1 также требует, чтобы защита сварщика от тепловой перегрузки выдерживала 100 последовательных перегрузок для устройств с рабочим циклом 35 % или выше. Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Является ли рабочий цикл лучшим способом оценки сварщика?
Рабочий цикл — не единственный лучший способ оценки сварщика. Существует множество других факторов, которые следует учитывать при выборе машины. Тем не менее, рабочий цикл является одной из важнейших характеристик, которые следует учитывать.
Пример диаграммы рабочего цикла для сварочного аппарата с двойным напряжением (120 В и 240 В)Сварочный аппарат с коротким рабочим циклом будет постоянно перегреваться, если вы планируете выполнять сварку в больших объемах при высокой выходной силе тока. Точно так же покупка высококачественного сварочного аппарата — пустая трата денег, если вы любитель или вам нужен сварочный аппарат для легкой сварки в цеху.
Помимо рабочего цикла, вы должны учитывать диапазон выходной силы тока сварочного аппарата, включенные функции, портативность, качество сборки и, самое главное, гарантию. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Кроме того, учтите, что вы вряд ли сможете сваривать при температуре окружающей среды 40°C после двух последовательных тепловых перегрузок. Таким образом, какую бы машину вы ни купили, у вас, вероятно, будет более длительный рабочий цикл, чем тот, который указан на этикетке, если производитель соблюдает стандарт AS/EN60974-1.
Взгляните на сравнение рабочего цикла в видео ниже. Все четыре марки превзошли свои номинальные рабочие циклы при испытаниях в реальном сварочном цехе. Наиболее вероятные причины: температура окружающей среды была ниже 40°C, а сварщики были холодными в начале испытаний.
Рабочий цикл, техническое обслуживание и влажность
Помимо температуры окружающей среды, на рабочий цикл вашего сварочного аппарата могут влиять пыль и другой мусор. Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Кроме того, влажность может влиять на рассеивание тепла и сокращать рабочий цикл. Окружающий воздух с высокой относительной влажностью имеет более низкую теплопроводность, что замедляет передачу тепла от нагретых элементов внутри сварочного аппарата в атмосферу. Если вы работаете в условиях повышенной влажности, рабочий цикл может сократиться.
Рабочие циклы для различных сварочных процессов
Такие процессы дуговой сварки, как MIG, TIG и SMAW, предъявляют к сварщику различные требования. В результате они имеют присущие им различия, которые напрямую влияют на потребности рабочего цикла.
Рабочий цикл сварки МИГ
В процессе сварки МИГ используется автоматическая подача проволоки и обеспечивается непрерывная сварка. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Конечно, если вы выполняете сварку только легкого листового металла, вам подойдет сварочный аппарат MIG с коротким рабочим циклом. Но, если вы планируете сваривать толстые секции с помощью сварочного аппарата MIG, вам следует приобрести аппарат с высоким рабочим циклом.
Вы должны учитывать толщину, которую вы хотите сварить, и силу тока, необходимую для этого. Затем купите сварочный аппарат с рабочим циклом не менее 60% при требуемой силе тока.
Рабочий цикл сварки ВИГ
Процесс сварки ВИГ медленный и не требует частых остановок. Возможно, вам придется приостановить сварку, чтобы получить еще один стержень из присадочного металла, но это короткий перерыв, который не приведет к значительному охлаждению машины. Итак, если вы свариваете толстые секции, приобретите сварочный аппарат с высоким рабочим циклом.
Однако для большинства сварок TIG требуется менее 100–130 А. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Кроме того, сварочные аппараты не рассчитаны на импульсный выходной ток. Профессиональное оборудование TIG позволяет выполнять импульсную сварку с чередующейся высокой и низкой выходной силой тока. Это приводит к более длительному рабочему циклу, поскольку электрические компоненты машины подвергаются меньшей нагрузке. Кроме того, даже если сварочный аппарат TIG не имеет импульсной функции, использование ножной педали TIG для уменьшения выходной силы тока при сварке также увеличивает продолжительность рабочего цикла, поскольку средняя непрерывная нагрузка ниже.
Рабочий цикл сварки электродом
Процесс сварки электродом допускает частые прерывистые паузы при перемещении по стыку. Замена стержневого сварочного электрода, удаление шлака, очистка сажи и удаление мелких частиц шлака, а также наклеп в сварных швах позволяют сварочному аппарату остыть. В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
Длительные паузы при сварке электродами являются одной из причин того, что многопроцессорные сварочные аппараты обеспечивают кратчайший рабочий цикл для процесса сварки электродами.
Большинство работ можно выполнить с помощью сварочного аппарата на 150 А с рабочим циклом 40 %. Сварка стержнем обеспечивает более глубокое проплавление, чем другие процессы дуговой сварки. Таким образом, с некоторой подготовкой шва и мощностью не менее 150 А вы можете сваривать любую сталь толщиной менее 1/2 дюйма. При рабочем цикле 40% вы сможете сваривать около четырех минут. Скорее всего, вы израсходуете стержневой электрод быстрее, и машина остынет, пока вы очищаете шлак и готовите соединение для следующего электрода.
Что происходит, когда рабочий цикл превышен?
При превышении рабочего цикла сварочного аппарата сварщик активирует функцию защиты от тепловой перегрузки.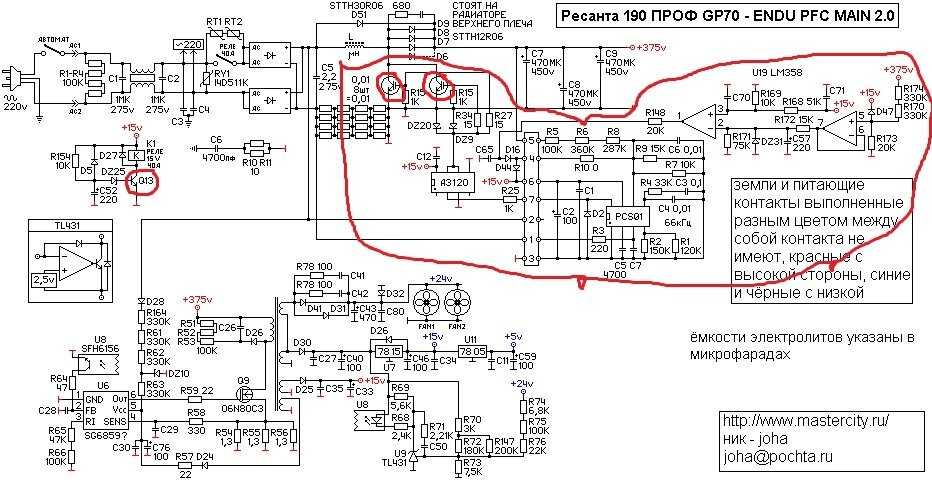 У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
Большинство сварочных аппаратов имеют внутри термопары для контроля температуры внутренних компонентов. Как только достигается критическая температура, термопара посылает сигнал на схему защиты от тепловой перегрузки, которая отключает питание.
Не тяните за вилку сварочного аппарата, если активирован режим тепловой перегрузки. Это выключит охлаждающие вентиляторы, которые должны продолжать работать, чтобы способствовать отводу избыточного тепла.
Если постоянно нарушать рабочий цикл, срок службы сварочного аппарата сократится, независимо от того, что заявляет производитель. Внутренние компоненты и их изоляция начинают разрушаться при высоких температурах, что в итоге приводит к выходу оборудования из строя.
Таким образом, вам следует избегать постоянного превышения пределов рабочего цикла.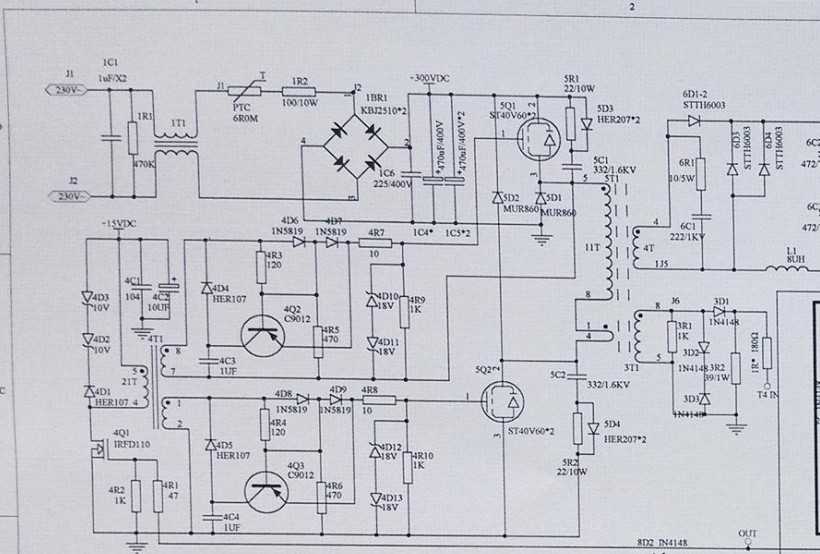 Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Обмотка
Не всегда возможно напрямую сравнить рабочие циклы двух сварочных аппаратов. Производители могут варьировать свои методы тестирования. Таким образом, сравнение не имеет большого значения, если вы не сравниваете бренды, которые следуют одному и тому же стандарту тестирования.
Приобретите сварочный аппарат с увеличенным рабочим циклом, если позволяет бюджет. Лучше перестраховаться, чем сожалеть. Однако, если вы не планируете часто сваривать или делать длинные швы, можно сэкономить деньги и приобрести менее дорогой станок. Вы должны отдавать предпочтение гарантии, а не рабочему циклу, особенно когда бренд заявляет о высоком рабочем цикле, но предоставляет короткую гарантию.