Резак кислородно пропановый – Газовый резак по металлу: какой выбрать, как пользоваться
alexxlab | 29.11.2019 | 0 | Разное
РЗП, Р1П, Р3П, РС 3П, мундштук, трехтрубный, рычажный – Расходники и комплектующие на Svarka.guru
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.Принцип действия и виды
Принцип разделения металла газовым резаком основан на нагреве его до температуры, несколько меньшей температуры плавления. Для повышения энергетического потенциала горелки в сопло подается смесь из горючего газа и окислителя — кислорода. Атомы поверхностного слоя вступают в реакцию с кислородом захватываются и выносятся струей пламени за пределы рабочей зоны, формируя разрез.
При разрезе очень важно не достигнуть температуры плавления. В этом случае материал заготовки начнет плавиться и стекать, и разрез получится неровный, с неаккуратной поверхностью.
Газовой резке хорошо поддается черный металл. Чугуны, легированные стали, нержавейка газом не режутся. Они плохо окисляются.
Технологический процесс резания состоит из двух этапов:
- Нагревание области разреза до температуры начала активного окисления металла. Разогревающий факел получают с помощью формирования смеси кислорода и пропана.
- Интенсивное окисление (горение) материала заготовки в кислородной струе, выносящей продукты сгорания из рабочей зоны.
Ручные газовые устройства для резки металла классифицируют по следующим признакам:
- тип топлива;
- тепловая мощность горелки;
- по методу образования горючей смеси.
По виду горючего различают:
- ацетиленовые;
- пропановые;
- универсальные.
Приняты следующие градации мощности:
- малая: предназначены для заготовок толщиной до 10 см;
- средняя: до 20 см;
- большая: до 30 см;
- увеличенная: до 50 см.
По методу создания горючей смеси резаки могут быть инжекторные и обычные.
Отличия
Основное отличие пропановой горелки от ацетиленовой основано на разной теплотворной способности газов и разных пропорциях при создании рабочей смеси. Доли кислорода и ацетилена относятся как 1:1, кислорода с пропаном – 3,5:1. В горелке на ацетилене существенно выше и скорость сгорания смеси.
Соответственно и различается сечение и форма инжекционных каналов, рабочей камеры и форсунки.
При подаче пропана в горелку для ацетилена наблюдается неустойчивое горение, снижение мощности факела, возможны обратные удары. Такое использование недопустимо, оно может привести к серьезной аварии.
Конструкция
Устройство инжекторного и безинжекторного резаков несколько отличается.
С инжектором
Конструкция с инжектором более популярна среди резчиков.
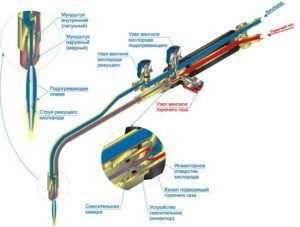
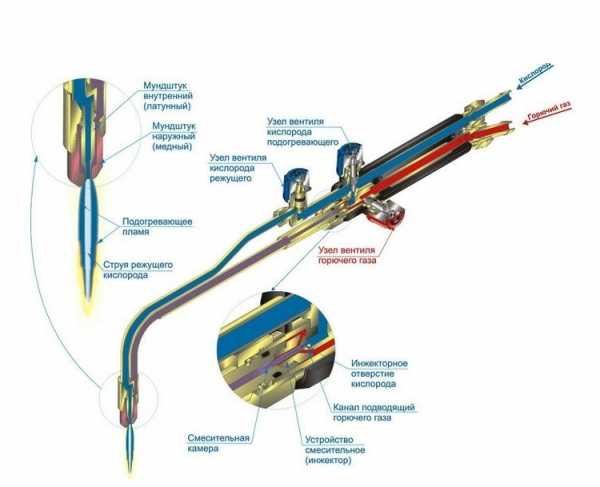 Схема работы инжектора.
Схема работы инжектора.Часть кислорода поступает по верхнему патрубку в сопло внутреннего мундштука, выходя из него с высокой скоростью. Это так называемый «режущий кислород». Подача регулируется вентилем, а включается или выключается рычажным клапаном.
Меньшая часть кислорода попадает в инжектор – камеру для создания рабочей смеси. Проходящий через камеру с большой скоростью O2 создает в ней относительное разрежение. Разрежение затягивает в камеру из подводящего канала поступающий из баллона по отдельному шлангу горючий газ, в данном случае — пропан.
Завихрения, образующиеся в потоке в ходе выравнивания скоростей истечения газов, способствуют их качественному и полному перемешиванию. При этом создается рабочая горючая смесь с заданными параметрами. По нижнему патрубку рабочая смесь поступает в зазор между внутренним и наружным мундштуками, и при поджигании образует направленный пучок разогревающего пламени.
На корпусе резака модели РЗП 02М размещены три вентиля, регулирующие:
- подачу кислорода на подогрев;
- подачу кислорода на резку;
- подачу пропана.
Еще один орган управления — рычажный клапан включения и выключения режущего пламени.
Без
Такие резаки называют трехтрубными, по числу патрубков, идущих от корпуса горелки к соплу.
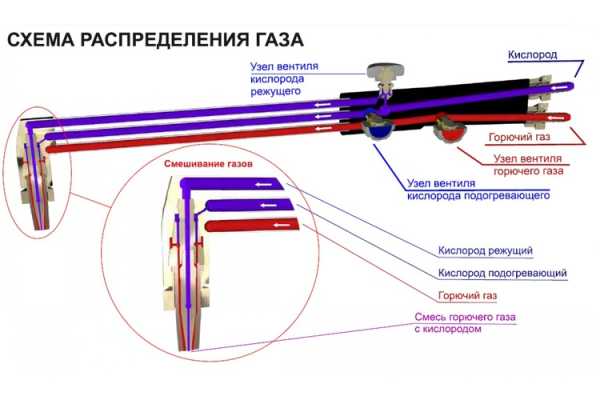 Схема работы безинжекторных моделей.
Схема работы безинжекторных моделей.В таких моделях смешение компонентов рабочей смеси для подогрева проводится непосредственно в головке. Это существенно повышает требования к точности изготовления деталей и классу обработки поверхностей.
Безинжекторная схема обеспечивает большую безопасность. При случайном срыве факела не происходит обратного удара, пламя не затягивается в горелку и далее в баллон.
Такая схема требует более высокого давления газов для поддержания устойчивого горения.
Размеры и вес
ГОСТ 5191-79 регламентирует массогабаритные показатели газовых резаков в зависимости от из мощности.
Резак пропановый Р1П имеет длину до 500 мм. Вес Р1П составляет 1000 г.
Резак РС 3П (и Р2П) удлинен до 580мм. Их вес достигает 1300г.
Вставные резаки маркируются как РВ. Они представляют собой наконечники для сварочной горелки и устанавливаются взамен сварочного наконечника. Функционально они соответствуют резакам модели р1п. Их вес составляет для РВ-1 – 600г, для РВ 2/3- 700г.
Фактически снижения веса не происходит, потому что их вес добавляется к весу самой горелки. Не произойдет и снижения габаритов, установка наконечника удлинит горелку. Такие устройства имеет смысл приобретать, если операция резки выполняется сравнительно редко, а в основном идет сварка. Хранить сменный наконечник можно в том же ящике, что и основную горелку, и присоединять его по мере необходимости. В любом случае, не нужно будет покупать две горелки.Портативные
Для небольших объемов раскроя заготовок или разборки небольших металлоконструкций были разработаны портативные газовые резаки. Они имеют цанговое крепление и устанавливаются на стандартный баллон с пропаном малой емкости. Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.
Такие устройства лишь условно можно считать резаками. Они не могут конкурировать с такими профессиональными устройствами, как, например, резаки серии Р3П. В них нет основного компонента настоящего устройства — струи режущего кислорода. Именно благодаря ей и происходит интенсивное окисление материала заготовки. Фактически происходит не резание, а плавление.Тем не менее портативными устройствами можно раскроить материалы с низкой температурой плавления, такие, как алюминий, латунь, медь.
Расходные элементы
Основным расходным материалом для пропановых резаков являются мундштуки и форсунки. Именно они подвержены максимальному износу и нуждаются в замене. Остальные детали устройства, работающие в более спокойных температурных режимах, изнашиваются намного медленнее.
Для того, чтобы эти детали прослужили дольше, за ними следует периодически ухаживать. После работы сопло прочищают мягкой проволокой от нагара. Помогает продлить срок службы также правильный выбор давления компонентов горючей смеси в зависимости от толщины металлической заготовки.
На что обратить внимание при выборе?
Какой резак лучше выбрать? Чтобы он служил долго и исправно, при покупке необходимо уделить внимание следующим моментам:
- лучше выбрать латунные ниппели;
- накладки на рукоятке из алюминия намного долговечнее пластмассовых;
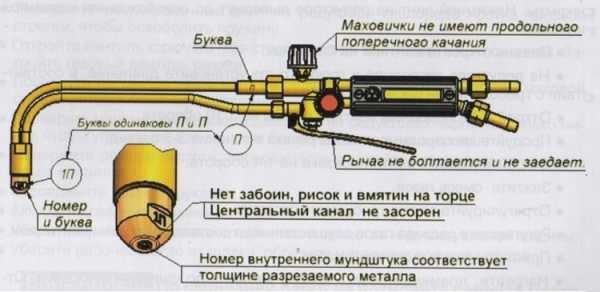
- вентили должны прокручиваться с некоторым усилием, сохраняя свое положение при тряске;
- рукоятка диаметром от 4 см удобно и надежно лежит в руке;
- рычаг подачи кислорода не должен ни болтаться, ни заедать;
- маховики вентилей из нержавеющей стали прослужат в 10-30 раз дольше, чем латунные;
- содержание меди в материале подводящих патрубков не должно превышать 65%;
- инжектор должен быть разборным, это позволит своевременно ухаживать за его деталями;
- в комплект поставки должен входить прочный металлический чемоданчик для хранения и переноски;
- наружный мундштук должен быть медным, внутренний- латунным.
Завод-изготовитель должен иметь хорошую репутацию на рынке. Развитая дилерская сеть производителя позволит не испытывать проблем с комплектующими и расходными материалами.
Как пользоваться правильно?
До начала работы требуется подготовить все оборудование, расходные материалы и рабочее место. Кроме самого резака понадобится:
- система пожаротушения;
- рабочая одежда и обувь с огнезащитной пропиткой;
- спилковые краги;
- маска сварщика с адаптивным светофильтром или защитные очки сварщика;
- респиратор;
- измерительный и разметочный инструмент: линейка, угольник, лекала, термостойкий маркер;
- специальная зажигалка газосварщика, использование спичек, сигарет, бытовых зажигалок недопустимо, поскольку может привести к пожару или травме.
Рабочее место не должно быть захламлено, шланги должны свободно перемещаться по полу. Кроме того, существует ряд правил оборудования рабочего места резчика:
- обеспечить приточно-вытяжную вентиляцию либо работать на открытом пространстве;
- обеспечить яркое бестеневое освещение;
- убрать все легковоспламеняемые материалы в радиусе 5 метров;
- газовые баллоны должны располагаться не ближе 5 метров от рабочего места;
- при возможности заготовки размещать на стальном рабочем столе;
- не направлять пламя на газовые шланги;
- при работе на бетонном полу следует избегать длительного контакта факела с полом, это может разрушить его.
Перед началом работы следует аккуратно и точно разметить места будущих разрезов.
Как работать кислородно-пропановым?
При работе пропановым резаком необходимо соблюдать общие рекомендации по газовой резке, изложенные выше. Кроме того, есть и ряд специфических для пропана правил.
Перед запуском инжекторной модели следует проверить чистоту подводящих каналов и степень разрежения, создаваемую кислородным потоком. Она должна быть достаточной образования качественной рабочей смеси в заданных пропорциях.
Делают это таким образом:
- убедиться в том, что вентили на горелке и на баллонах находятся в закрытом положении;
- снять пропановый подводящий шланг с ниппеля;
- открыть вентиль на кислородном баллоне, выставив рабочее давление;
- отрыть кислородный вентиль на резаке;
- приложить палец к входному ниппелю для пропана;
- палец должно ощутимо прижимать к ниппелю потоком входящего воздуха;
- закрыть вентиль на баллоне с кислородом и на резаке;
- присоединить подающий пропановый шланг, затянуть хомут.
При работе с пропановым резаком нужно действовать в таком порядке:
- убедиться в том, что вентили на резаке закрыты;
- осмотреть оборудование, включая шланги, манометры, вентили и баллоны на предмет отсутствия механических повреждений, а также нарушения герметичности;
- открыть вентиль на кислородном баллоне, выставив по манометру заданное давление;
- открыть вентиль на пропановом баллоне, выставив по манометру заданное давление, обычно соотношение по давлению между кислородом и пропаном 10:1;
- немного открыть кислородный вентиль разогревающей горелки и вентиль пропана;
- специальной зажигалкой поджечь рабочую смесь;
- отрегулировать факел по цвету, интенсивности и форме;
- прогреть начало разреза, контролируя температуру визуально или пирометром;
- открыть вентиль режущего кислорода;
- рычагом подать кислород и приступить к раскрою или разборке.
Во время работы резчик должен постоянно контролировать степень подогрева заготовки, форму и цвет пламени. После завершения разреза чрезвычайно важно следовать правилам выключения горелки:
- отпустить рычаг;
- закрутить вентиль режущего кислорода;
- перекрыть подачу пропана;
- закрутить разогревающий кислородный вентиль;
- закрутить баллонные вентили;
- открутив вентили на горелке, стравить газ, оставшийся в подающих шлангах.
Эта последовательность действий должна быть выучена наизусть и выполняться автоматически.
Как переделать из ацетиленового?
На форумах, посвященных сварке и резке металла, можно найти заявления о том, что горе-мастера использовали ацетиленовые резаки на пропане без всякой переделки, и ничего страшного не произошло. Не стоит испытывать судьбу и повторять их опыт. Для того, чтобы ацетиленовый резак переделать на пропан и безопасно использовать, необходимо соблюсти ряд требований:
- заменить мундштук инжектора на мундштук, предназначенный для пропанового резака;
- допустимо установить на единицу больший номер мундштука;
- установить обратный клапан на подающий шланг.
В противном случае при срыве пламени оно может уйти в шланги и в баллон, произойдет так называемый «обратный удар».
Однако самым безопасным способом переделки будет приобретение отдельного резака под пропан.
Заключение
Пропановый резак – это надежный и недорогой инструмент для резки металла. Он прост в устройстве и обслуживании. Устройство пользуется заслуженной популярностью как на производствах, так и в домашних мастерских.
svarka.guru
принцип действия, разновидности, особенности использования устройства
Резка газом представляется более простым процессом, нежели газосварочные работы, и потому справиться с ней может даже человек, не обладающий специальными навыками.
По этой причине практически любой из нас может освоить работу с газовым резаком. Главное здесь — усвоить суть технологии резки газом. В современных условиях все чаще используются пропановые резаки. Работа с ними требует использования одновременно пропана и кислорода, поскольку сочетание подобных веществ обеспечивает максимальную температуру горения.
Конструкции различных типов резаков могут отличаться между друг другом размерами либо некоторыми компонентами, но принцип функционирования у всех одинаковый.
Принцип функционирования и разновидности резаков
Независимо от размеров автогена и разновидностей разогревающей смеси газа резка может происходить при помощи процесса сгорания металла в струе кислорода чистой смеси, нагнетаемого через специальное сопло в головке рабочей зоны.
Главная и принципиальная особенность газовой резки —это показатель температуры горения, который должен быть не меньше показателя температуры плавления. В противном случае металл, не успев разгораться, будет всё время плавиться и стекать. Таким условиям должны соответствовать низкоуглеродистые сали, а цветные металлы и чугун — нет.
Большое количество легированных сталей так же не будут поддаваться процессу газовой резки — существуют значительные ограничения по максимальному показателю и допустимым дозировкам легирующих компонентов, углерода, примесей, процесс превышения горения которых внутри кислорода станет наиболее нестабильным либо вообще перестанет протекать.
Саму резку следует разделить на две стадии:
- Разогрев одной части детали до температуры, во время которой металл начнёт гореть. Для того чтобы получить факел пламени разогрева, часть технического кислорода в определённом соотношении смешивают совместно с газом.
- Процесс сгорания (окисление) разогретого металла в струе кислорода и общее выведение продукта горения из зоны реза.
Если начать рассматривать классификацию только ручных резаков, то такое значение будет обладать следующими особенностями:
Разновидность горючего, мощность и способ получения смеси газов для пламени разогревающего типа.
 Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.- Особенность мощности: небольшая (резка металла толщиной от 3 до 100 мм) — маркировка P1, средняя (до 2−0 миллиметров) — маркировка P2, более высокая (около 300 миллиметров), маркировка — P3. Существуют особые образцы с толщиной резки около 500 миллиметров.
- И если первая особенность будет влиять лишь на общую температуру разогревающего пламени, а также мощности — на предельную толщина металла, то ещё одним признаком будет определяться особенность конструкции резака.
 Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.
Классификация по разновидности горючего газа: пропан-бутан, метан, универсальный МАФ, а также ацетилен.Особенности конструкции
 Двухтрубный, а также инжекторный, газовый резак — это самый распространённый вид этой конструкции. Технический кислород в резаке будет распределён сразу на два формата.
Двухтрубный, а также инжекторный, газовый резак — это самый распространённый вид этой конструкции. Технический кислород в резаке будет распределён сразу на два формата.
Одна часть потока по верхней трубке будет проходить через головку наконечника и с высоким показателем скорости будет выходить через центральное сопло внутреннего мундштука. Такая часть конструкции начнёт отвечать за режущую фазу процесса. Регулировочный вентиль либо рычажной клапан, вынесенный за пределы определённого корпуса.
Следующая часть начнёт поступать в сам инжектор. Принцип функционирования этого устройства будет заключён в том, что инжектируемый газ (кислород), выходя в камеру смешения под сильным давлением и с высоким показателем скорости, создаёт в этом месте область разрежения и через периферийные отверстия втягивается самостоятельно в горючий (эжектируемый газ). При помощи процесса такого смешивания, происходит выравнивание общих скоростей, а на выходе камеры начинает происходить особый поток смеси газов со скоростью намного ниже, чем у инжектируемового кислорода, но намного выше, чем у электризуемого горючего газа.
После смеси газов начинает циркулировать по нижней трубке в саму головку наконечника, выходит сквозь сопла между внутренним и внешним мундштуком, а также создаёт факел разогревающего пламени. Любой канал обладает своим вентилем, который будет производить регуляцию подачу как кислорода, ток и горючего газа в инжектор.
Безинжекторный или же трехтрубный резак, который заключает в себе более сложную конструкцию — два кислородных потока газа начнут поступать к головке через отдельные трубки.
Смещение всей прогревающей смеси будет происходить внутри самой головки. Но именно отсутствие камеры, в которой происходит смешивание, обеспечивает более сильный показатель безопасности, а также не создаёт условий для создания обратного удара (процесс распространения горящих газов в канал самих резаков и трубах в обратном движении).
Кроме более развитых конструкций строения и завышенной стоимости, недостатком трёхтрубного газового резака считают и то, что для его стабильного функционирования необходимо использовать более высокое давление горючего газа (здесь не существует эффекта эжекции, а также увеличения скорости общих потоков).
Общий размер и вес
Параметры ручного инжекторного газового резака будут заключены стандартами ГОСТа 5191−79 и напрямую будут зависеть от его показателя мощности:
- У Р1 — около 500 миллиметров.
- У Р2 и Р3 они находятся в определённом пределе в 580 миллиметров. Но происходит выпуск и более удлинённых моделей для осуществления работы в соответствующих условиях.
- Существуют особые ограничения по массе любой такой категории мощности: 1.0 и 1.3 килограмм в соотношении для Р1 и Р2-Р3.
Такие же стандарты от ГОСТа будут определять, что разновидность Р3 — это резак кислородно-пропановый, а также Р1 и Р2 могут совершать работу на совершенно любой разновидности горючего газа. Существует и отдельная группу ручного инжекторного инструмента, для осуществления кислородной резки — вставные резаки, которые обладают особой маркировкой РВ.
По показателям ГОСТа их будут определять как наконечники для осуществления резки на сварочной горелке. Главные отличия в таких конструкция заключены в том, что процесс разделения кислорода, а также смешанного типа горючей смеси будет происходить на самих наконечниках, которые обладают меньшим показателем веса и размера, чем резак. Так показатель веса РВ1 обладает особой верхней границей в 0,6 килограмм, а РВ2 и РВ3 около 0,7 килограмм.
Но такой тип газового резака нельзя назвать по своему металлу укомплектованным — в рабочем положении в процессе сборки с основным корпусом от горелки его общий размер и вес будут не меньше, чем специального оборудования. Его главное достоинство лишь в том, что можно приобрести горелку совместно с наконечниками различными типами (резки и сварки), а полный комплекс можно будет легко поместить в маленький кейс. Либо купить специально созданный для горелки переносной рюкзак.
Но в этом случае существует одна особенность. Пропан по своей стоимости будет намного дешевле, чем ацетилен. Именно по этой причине стоимость использования ацетиленового резака будет намного больше, чем кислородно-пропанового. Для осуществления сварки металла лучше применять ацетиленовую горелку, у которой общая температура пламени будет на целых 300−400 градусов выше, чем у кислородно —пропановой (у полностью пропановой горелки общая температура будет меньше 2 тыс. градусов Цельсия).
Компактность всего поста для ручной резки может обеспечиваться при помощи ёмкости всех баллонов с газами.
Преимущества портативных горелок с газом
 В последнее время на рынке можно заметить предложения по приобретению портативных газовых горелок, которые включают в себя насадку к небольшому цанговому баллону, наполненному газом.
В последнее время на рынке можно заметить предложения по приобретению портативных газовых горелок, которые включают в себя насадку к небольшому цанговому баллону, наполненному газом.
Температура факела в таком устройстве обычно не превышает отметки в 1300 градусов Цельсия. И хотя существуют профессиональные цанговые портативные резаки с общей температурой факела от 2000 до 2500 градусов Цельсия (к примеру, Kovea K. T. -2610 во время работы с газовой смесью MAPP US), что уже больше всего приближено к температуре разгорающегося пламени кислородно-пропанового резака — 2700 -2800 градусов Цельсия.
В любом случае для того, чтобы установить определённые условия для горения нет главного режущего компонента — струи кислорода, при помощи которого и происходит общее окисление металла.
Такими портативными резаками можно осуществлять резку в легкоплавких металлах, а также сплавах: алюминий, бронза, медь, латунь, а также олово. Но и в этом случае речь будет идти не о резке, а о процессе плавки. Именно по этой причине их чаще всего применяют во время ремонта холодильников либо кондиционеров, а совершать резку возможно при помощи ручного или электрического оборудования.
Выбор кислородного резака
Если рассматривать устройство от шланга к головке, то важно выделить следующие особенности:
- Вентили обязаны совершать вращение с наименьшим усилием.
- Ниппели, произведённые из латуни, служат гораздо дольше, чем алюминиевые устройства.
- Материал на рукоятке обязан быть алюминиевого типа, пластиковые накладки в этом случае будут служить меньше и могут в скором времени поплыть.
- Наилучшим диаметром рукоятки в вентиле режущего кислорода — не меньше 40 миллиметров.
- Рычажные разновидности считаются наиболее привлекательными в использовании и позволяют значительно экономить газ пользователю.
- Шпиндели на вентилях: из нержавейки — это самые надёжные разновидности (до 15 тыс. циклов), из латуни — способны в короткое время выходить из строя (около 500 циклов), комбинированные типы — обладают средними показателями.
- Материал для корпуса в трубках — это латунь, медь, а также нержавейка.
- Ацетиленовые резаки, у которых детали соприкасающиеся с горючим газом до камеры смешения, ни в коем случае не должны создаваться из меди либо сплавов, а общее её содержание не должно быть выше отметки в 65 процентов.
- Разборная модель помогает совершать ремонт резака, а также производить чистку всего инжекторного узла, трубок и самого наконечника.
- Наружный мундштук должен быть создан лишь с использованием меди.
- Внутренний мундштук ацетиленового резака — медь, кислородо —пропанового может быть произведена из латуни.
- К выбранному прибору у производителя должны находиться в комплекте запасные части, а также дополнительные детали для расхода.
 Вентили обязаны совершать вращение с наименьшим усилием.
Вентили обязаны совершать вращение с наименьшим усилием.Использование резака
Правила для общего использования:
- Совершать работу с резаком следует в специальной маске (либо в специализированных очках).
- Следует предварительно надевать перчатки и рабочую одежду с огнеупорными (то есть негорючими свойствами).
- Пламя автогена обязано смотреть в сторону по отношению к подводящим шлангам, а шланги не должны отрицательно влиять на работу всего резчика.
- Баллоны совместно с газом стоит помещать на расстоянии не ближе пяти метров к рабочему месту. Резку металлов стоит производить либо в условиях открытого воздуха, либо в хорошо проветриваемом месте.
После долгого перерыва либо во время совершения первого запуска нового инжекторного резака стоит хорошо убедиться в том, что такие каналы будут полностью чистыми и кислород внутри инжектора сможет создать нужный уровень для разрежения подсоса горючего газа.
С самого начала во время закрытия вентилей на самом резаке и на баллонах с резаками следует снять шланг совместно с пропаном. После на баллоне с кислородом стоит установить особое рабочее деление, а также открыть на резаке вентиль, этот вентиль начнёт активно подогревать кислород и газ. Проверку работоспособности инжектора стоит проверить, приложив палец к ниппелю горючего газа — в это время человек должен почувствовать всасывание воздуха в отверстие ниппеля.
tokar.guru
Как правильно резать металл кислородно-пропановым резаком? – Stroim24.info
По сравнению с газосварочными работами резка газом требует от человека гораздо меньших навыков. Поэтому овладеть газовым резаком не так уж сложно. Достаточно понять, как это правильно делать. Наибольшее распространение в наше время получили пропановые резаки. В них применяются совместно пропан и кислород, так как их смесь дает наибольшую температуру горения.

Резак пропановый предназначен для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.
Преимущества и недостатки
Преимущества резки металла пропаном перед другими способами очевидны:
Схема сборки ручного резака для резки стали.
- Применяется газовая резка, когда нужно разрезать довольно толстый металл или что-то вырезать по шаблонам, когда требуется криволинейный рез, который попросту невозможно сделать той же болгаркой. Газовый резак незаменим, если возникла необходимость вырезать диск из толстого металла или пробить глухое отверстие на 20-50 мм.
- Малый вес и удобство в использовании газового резака — еще одно неоспоримое достоинство. Кто работал с бензиновыми аналогами, знает, насколько они тяжелы, неповоротливы и шумны, сильно вибрируют, заставляя оператора прилагать значительные усилия при работе. Газовые модели лишены всех этих недостатков.
- Кроме того, резка металла газом позволяет работать в 2 раза быстрее, нежели при использовании устройства с двигателем на бензине.
- Пропан стоит гораздо дешевле не только бензина, но и других газов. Поэтому его выгодно использовать при больших объемах работ, например, при резке стали на металлолом.
- Кромка среза при пропановой резке немного хуже, чем при использовании ацетиленовых резаков. Тем не менее срез получается гораздо чище, чем у бензиновых горелок или болгарки.
Единственным минусом газовых резаков (пропановых в том числе) можно считать ограниченность спектра металлов, которые с их помощью можно резать. Им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун.
Кислородно-пропановая установка для пайки и сварки.
Резать газом высокоуглеродистые стали невозможно, потому что температура их плавления довольно близка к температуре пламени. В результате окалина не выбрасывается в виде столпа искр с обратной стороны листа, а смешивается с расплавленным металлом по краям разреза. Это не дает кислороду добраться вглубь металла, чтобы его прожечь. При резке чугуна процессу мешают форма зерен и графит между ними. (Исключение составляет ковкий чугун). Алюминий, медь и их сплавы газовой резке тоже не поддаются.
Следует напомнить, что к низкоуглеродистым сталям относятся марки от 08 до 20Г, к среднеуглеродистым — марки от 30 до 50Г2. В обозначениях же марок углеродистых сталей впереди всегда ставится буква У.
Необходимое оборудование
Для резки металла газом необходимо иметь по одному баллону пропана и кислорода, шланги высокого давления (кислородные), сам резак и мундштук нужного размера. На каждом баллоне должен располагаться редуктор, позволяющий регулировать подачу газа. Учтите, на баллоне с пропаном резьба обратная, поэтому навернуть на него другой редуктор невозможно.
Конструкция газового оборудования для резки металла разных производителей отличается незначительно. Обычно на всех них есть 3 вентиля: первый из них для подачи пропана, за ним идет вентиль регулирующего кислорода, после — вентиль режущего кислорода. Чаще всего кислородные вентили синие, те же, что открывают пропан, красные либо желтые.
Металл режут под воздействием струи горячего пламени, которая генерируется резаком. Во время работы аппарата в специальной смесительной камере пропан соединяется с кислородом, образуя горючую смесь.
Пропановый резак способен раскроить металл толщиной до 300 мм. Многие детали этого аппарата сменные, поэтому устройство в случае его поломки можно быстро отремонтировать прямо на рабочем месте.
Очень важно правильно выбрать мундштук. При его подборе стоит исходить из толщины металла. Если предмет, который необходимо разрезать, состоит из частей разной толщины, которая варьируется от 6 до 300 мм, понадобится несколько мундштуков с внутренними номерами от 1 до 2 и с внешними — от 1 до 5.
Подготовка к работе
Схема вставного резака.
Перед работой обязательно требуется осмотреть устройство, чтобы убедиться в том, что резак полностью исправен. Затем проделайте следующие шаги:
- Первым делом к аппарату для резки присоединяются шланги. До того, как присоединить рукав, нужно его продуть газом, чтобы удалить попавший туда мусор или грязь. Шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки, второй шланг (для пропана) — к штуцеру с левой резьбой. Не забудьте, прежде чем присоединить рукав с газом, проверить, есть ли подсос в каналах резака. Для этого соедините кислородный шланг со штуцером кислорода, а газовый штуцер должен остаться свободным. Установите уровень подачи кислорода на 5 атмосфер и откройте газовый и кислородный вентили. Потрогайте пальцем свободный штуцер, чтобы убедиться, идет ли подсос воздуха. Если нет, следует прочистить инжектор и продуть каналы резака.
- Далее проверьте разъемные соединения на герметичность. Обнаружив утечку, подтяните гайки или смените уплотнители.
- Не забудьте проконтролировать, насколько герметичны крепления газовых редукторов и исправны ли манометры.
Приступаем к работе
Выставляем на кислородном редукторе 5 атмосфер, на газовом — 0,5. (Обычно соотношение газа к кислороду 1:10.) Все вентили резака следует поставить в закрытое положение.
Для работы резаком на редукторе ставим 5 атмосфер, на газовом — 0,5.
Берется резак, сначала немного открываем пропан (на четверть или чуть больше), поджигаем. Упираем сопло резака в металл (под наклоном) и медленно открываем регулирующий кислород(не перепутайте с режущим). Поочередно регулируем эти вентили, чтобы добиться пламени нужной нам силы. При регулировке открываем попеременно газ, кислород, газ, кислород. Сила (или длина) пламени подбирается с расчетом толщины металла. Чем лист толще, тем сильнее пламя и расход кислорода с пропаном больше. Когда пламя отрегулировано (оно приобретает синий цвет и коронку), можно резать металл.
Подносится сопло к краю металла, держится он в 5 мм от разрезаемого предмета под углом 90°. Если лист или изделие необходимо прорезать в середине, разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку до 1000-1300° в зависимости от металла (до температуры его возгорания). Визуально это выглядит так, словно поверхность начала немного «мокнуть». По времени разогрев занимает буквально несколько секунд (до 10). Когда металл воспламеняется, открываем вентиль режущего кислорода, и на лист подается мощная узконаправленная струя.
Вентиль резака следует открывать очень медленно, тогда кислород зажжется от разогретого металла самостоятельно, что позволит избежать обратного удара пламени, сопровождающегося хлопком. Не спеша ведем кислородной струей вдоль заданной линии. В этом деле очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем иметь небольшое отклонение на 5-6° в сторону, обратную направлению резки. Однако если толщина металла превышает 95 мм, можно допустить отклонение в 7-10°. Когда металл уже прорезан на 15-20 мм, необходимо изменить угол наклона на 20-30°.
Нюансы резки по металлу
Схема процесса разделительной газокислородной резки.
Резать метал нужно с правильной скоростью. Определить оптимальную скорость можно визуально по тому, как разлетаются искры. Поток искр при верной скорости вылетает под углом примерно 88-90° к разрезаемой поверхности. Если поток искр полетел в сторону, противоположную движению резака, это означает, что скорость резки слишком мала. Если же угол потока искр меньше 85°, это сигнализирует о превышении скорости.
При работе всегда необходимо ориентироваться на то, какой толщины металл. Если свыше 60 мм, лучше расположите листы под наклоном, чтобы обеспечить сток шлаков, и выполните работу наиболее точно.
Резка толстого металла имеет свои особенности. Перемещать резак раньше, чем металл будет разрезан на всю толщину, нельзя. К концу процесса резки необходимо плавно уменьшить скорость продвижения и сделать угол наклона резака больше на 10-15°. Останавливаться в процессе резки не рекомендуется. Если же работа по какой-то причине была прервана, не продолжайте резать с той точки, на которой остановились. Необходимо заново начать резать и только в новом месте.
Завершив резку, сначала перекрываем режущий кислород, затем отключаем регулирующий кислород, в последнюю очередь отключаем пропан.
Поверхностная и фигурная резка
Схема поверхностной кислородной резки.
Иногда возникает необходимость прорезать металл не насквозь, а лишь создать на поверхности рельеф, прорезая на листе канавки. При этом методе резки металл будет нагреваться не только за счет пламени резака. Расплавленный шлак так же послужит источником тепла. Растекаясь, он будет подогревать нижние слои металла.
Поверхностная резка, как и обычная, начинается с того, что нужный участок прогревается до температуры воспламенения. Включив режущий кислород, вы создадите очаг горения металла, а равномерно перемещая резак, обеспечите процесс зачистки вдоль заданной линии разреза. Резак в этом случае нужно расположить под углом 70-80° к листу. При подаче режущего кислорода нужно наклонить резак, создавая угол в 17-45°.
Размеры канавки (ее глубину и ширину) регулируйте скоростью резки: увеличив скорость, уменьшаете размеры углубления и наоборот. Глубина выреза увеличится, если возрастет угол наклона мундштука, если уменьшится скорость резки и повысится давление кислорода (конечно же, режущего). Ширина канавки регулируется диаметром режущей кислородной струи. Помните, что глубина канавки должна быть меньше ее ширины примерно в 6 раз, иначе на поверхности появятся закаты.
Вырезать фигурное отверстие в металле можно следующим образом. Сначала намечаем на листе контур (при разметке окружности или фланцев следует отметить еще и центр окружности). До начала самой резки следует сделать пробивку отверстий. Начинать резку всегда необходимо с прямой линии, это поможет получить на закруглениях чистый рез. Начинать резать прямоугольник можно в любом месте, кроме углов. В самую последнюю очередь следует вырезать наружный контур. Это поможет вырезать деталь с наименьшими отклонениями от намеченных контуров.
Меры предосторожности
Резка металла газом сопряжена с некоторым риском, поэтому необходимо строго придерживаться правил безопасности. Начнем с защитной одежды, которая должна включать в себя: огнеупорный костюм и краги для рук с такой же пропиткой; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Зачем дышать дымами и пылью? Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.
В процессе работы не забывайте следить за показанием редукторов на баллонах. Помните, что нельзя приступать к резке, если на шлангах есть трещины, разрывы или стыки. Некоторые умельцы соединяют стыки трубкой из алюминия или латуни. Однако лучше не рисковать. Примите во внимание, что железные трубки использовать с этой целью нельзя категорически, так как железо может дать искру.
Самое главное, что необходимо знать при работе с газовыми резаками: пропан огнеопасен, кислород же маслоопасен. При контакте кислорода с любым маслом произойдет взрыв. Во избежание беды, не прикасайтесь к кислородному баллону в испачканных маслом рукавицах или одежде. Не оставляйте рядом промасленные тряпки.
Помните, что баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. Весь газ из баллона расходовать никак нельзя.
Иногда в процессе работы возникают внештатные ситуации. Не теряйтесь. Например, если у вас во время резки слетел со штуцера или оборвался кислородный шланг, не пугайтесь. Обычно испуг возникает из-за того, что случается это неожиданно и громко. Необходимо тут же перекрыть на резаке подачу пропана, затем закрыть оба баллона. Случается, что при розжиге пламени и настройки резака неожиданно исчезает пламя, издав хлопок. Просто закрываете вентили резака и разжигаете пламя заново.
Поделитесь с друзьями в соц.сетях
Google+
Telegram
Vkontakte
stroim24.info
Резак кислородно-пропановый
Новости
Взять займ онлайн на карту Внесите ваши ФИО, номер мобильного, электронную почту (по надобности), данные паспорта гражданина РФ (все поля). Например, Займер просит своих новых клиентов сделать личное фото с паспортом в руках (написатьПолная информация здесь Поделиться в Facebook Рассказать ВКонтакте О том, что заниматься по жизни нужно тем, что нравится, а не тем, чем придётся, знает даже моя кошка Зина (которая, кстати, ежедневно придерживаетсяПневмоподвеска на ваз 2114 цена Также вышеперечисленные свойства можно считать и основными достоинствами подвески, ради которых их и приобретает большинство автолюбителей. Не смотря на большое количество преимуществ, у нее есть несколькоСравни ру осаго онлайн купить Не представляю, как в наше время можно обходиться без банковских услуг. Зарплата, оплата квартиры, кредита – все проходит через финансовые организации. Банков много, выбор таких услуг – огромный, зачастуюОбъявления Одессы На современном рынке вопросы рекламы и другие проблемы связанные с организацией продаж сегодня имеют большое значение и играют огромную роль в устойчивости положения на рынке производителей и реализаторов.Угги женские купить Мода в наше время не перестает удивлять и радовать многообразием инновационных креативных решений, предлагая не только красивые, но и очень практичные варианты современной обуви и одежды. Например, многиеСТО в Днепровском районеoskar.odessa.ua
| Резак ацетиленовый Р2А-3х (вентильный до 200 мм)Предназначен для ручной газокислородной резки (раскроя) листового и сортового металла из низкоуглеродистых сталей толщиной до 300 мм… Подробнее… Продукция: КРАСС | |
| Резак ацетиленовый РС-2А (вентильный до 200мм, со щелевым зазором)Резак ацетиленовый инжекторный предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Резак ацетиленовый РСТ-2А (вентильный до 200мм, со щелевым зазором)Резак ацетиленовый трехтрубный повышенной мощности и безопасности предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Резак ацетиленовый РСТ-2А-Р (рычажный до 200мм, со щелевым зазором)Резак ацетиленовый трехтрубный повышенной мощности и безопасности предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа ацетилена… Подробнее… Продукция: КРАСС | |
| Резак комбинированный РС-2К (ацетилен/пропан, вентильный со щелевым зазором)Резак ацетиленовый инжекторный предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа ацетилена или пропана… Подробнее… Продукция: КРАСС | |
| Резак КОРД (пропан, ацетилен, универсальный)Резак предназначен для ручной газокислородной разделительной резки малоуглеродистых и низколегированных сталей с использованием пламени, образуемого сжиганием горючего газа (ацетилен, пропан-бутан, метан) с кислородом… Подробнее… Продукция: КРАСС | |
| Резак Проминь 344 П 9/9 (вентильный до 300 мм, с кольцевым зазором)Резак пропановый повышенной безопасности предназначен для ручной кислородной резки металлов, с применением в качестве горючего газа пропана… Подробнее… Продукция: КРАСС | |
| Резак пропановый Проминь 347 П 9/9 (вентильный до 300 мм, с кольцевым зазором)Резак пропановый повышенной безопасности предназначен для ручной кислородной резки металлов, с применением в качестве горючего газа пропана… Подробнее… Продукция: КРАСС | |
| Резак пропановый Проминь 348 П 9/9 (вентильный до 300 мм, с кольцевым зазором)Резак пропановый повышенной безопасности предназначен для ручной кислородной резки металлов, с применением в качестве горючего газа пропана… Подробнее… Продукция: КРАСС | |
| Резак пропановый РС-3П (вентильный до 200 мм, со щелевым зазором)Резак пропановый инжекторный предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа пропана… Подробнее… Продукция: КРАСС | |
| Резак пропановый РС-3П-УД (вентильный со щелевым зазором)Резак пропановый инжекторный предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа пропана… Подробнее… Продукция: КРАСС | |
| Резак пропановый РСТ-3П (вентильный до 200 мм, со щелевым зазором)Резак ацетиленовый трехтрубный повышенной мощности и безопасности предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа ацетилена или пропана… Подробнее… Продукция: КРАСС | |
| Резак пропановый РСТ-3П-Р (рычажный до 200 мм, со щелевым зазором)Резак ацетиленовый трехтрубный повышенной мощности и безопасности предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючего газа ацетилена или пропана… Подробнее… Продукция: КРАСС |
www.deltasvar.ru
расход кислорода и пропана, технология
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Резка металла может классифицироваться в зависимости от необходимого конечного результата:
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
В независимости от видов резки, технология выполнения данного процесса будет одинаковой. Горение газа обеспечивает температуру от 1000 до 1300 оС, ее достаточно, чтобы расплавить прочную сталь. Во время этого подается сильная струя кислорода, который вступает в реакцию с расплавленными молекулами металла, окисляя их.
 Таблица толщин реза и расхода газа для мундштуков типа NX
Таблица толщин реза и расхода газа для мундштуков типа NXВ результате этого получается разрез. Кислород подается под большим давлением, Часто оно достигает 12 атмосфер, такая струя даже без подачи огня может разрезать кожу.
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Газовая горелкаДля обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м3 ацетилена (1 м3 пропана) и 10 м3 кислорода. В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева. Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Шланги необходимы для подачи кислорода и горючего вещества из баллонов в смеситель, их еще называют рукавами. Материал, из которого сделаны шланги – двухслойная резина, между слоями каркас, выполненный из хлопчатобумажной нити. Диаметр – до 12 мм, возможность эксплуатации при температуре воздуха не ниже -35 оС.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Резка металла пропаном и кислородом
Необходимое оборудование
 Резак Р101
Резак Р101Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
- Смена;
- Quicky;
- Орбита;
- Secator.
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
 Машинка автогенной резки Messer
Машинка автогенной резки MesserЭтот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
 Резак Р2-01
Резак Р2-01С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
- фигурную;
- прямую;
- кольцевую;
- под скосом.
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
 Стационарная режущая установка
Стационарная режущая установкаустановками неудобно и не эффективно. Для промышленного производства применяются стационарные режущие установки — это, по сути, та же технология.
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Газовая резка металла будет эффективна только в том случае, когда температура воспламенения металла будет меньшей, чем температура плавления. Такие пропорции соблюдаются в низкоуглеродистых сплавах, они плавятся при 1500 оС, а процесс воспламенения наступает при 1300 оС.
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металла
Максимальная температура ручных газовых резаков достигает 1300 оС, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 оС (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 оС, никеля – 1985 оС.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
 Устройство газовой горелки
Устройство газовой горелки- хорошая вентиляция в помещении, где будут осуществляться работы;
- на расстоянии 5 метров не должно быть баллонов с газом и прочими горючими веществами;
- работы должны вестись в защитной маске или специальных очках, а также в огнеупорной одежде;
- направлять пламя необходимо в противоположную сторону от источника газа;
- шланги в процессе эксплуатации прибора нельзя перегибать, наступать на них, зажимать ногами;
- если делается перерыв, то следует полностью погасить пламя у горелки и закрутить газовые вентили баллонов.
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Реклама партнеров
Видео: Работа резака, обучение резки металла
Похожие статьи
promtu.ru
|
Резак “Джет” – пропановый Р1П Резак для ручной резки углеродистых и низколегированных сталей. Толщина реза от 3 до 150 мм. |
|
|
Резак пропановый Р3П(Р3ПМ) Резак предназначен для ручной разделительной кислородной резки низкоуглеродистых и низколегированных сталей с применением в качестве горючего пропан-бутана и кислорода чистотой не ниже 99,7% по ГОСТ 5583. |
|
|
Резак ацетиленовый Р2А (аналог Маяка) Габаритные размеры, не более, мм: 520х160х60 Масса, не более, кг: 1,0. |
|
|
Резак ацетиленовый Р2А-01 Предназначен для ручной разделительной кислородной резки низкоуглеродистых и низколегированных сталей с применением в качестве горючего ацетилена, пропан-бутана, природного газа и кислорода чистотой не ниже 99,7 % по ГОСТ 5583. |
|
|
Резак пропановый Р3П-01 (Р3ПМ-01) Предназначен для ручной разделительной кислородной резки низкоуглеродистых и низколегированных сталей с применением в качестве горючего ацетилена, пропан-бутана, природного газа и кислорода чистотой не ниже 99,7 % по ГОСТ 5583. |
|
|
Резак универсальный (ацетилен-пропан) Р3П/2А Резак инжекторный для ручной резки. Горючий газ – в зависимости от установленного наконечника — ацетилен или пропан. |
|
|
Резак инжекторный с комплектом наконечников для сварки (Р2А, Р3П) Комплект резак-горелка инжекторный, горючий газ — пропан(Р3П), ацетилен (Р2А). Предназначен для ручной газо-кислородной резки, сварки, пайки и нагрева углеродистых и низколегированнных сталей. |
|
|
Резак удлиненный пропановый Р1ПУ
Резак Р1ПУ (Р1АУ) инжекторный предназначен для ручной кислородной резки углеродистых и низколегированнных сталей. |
|
|
Резак удлиненный пропановый Р3ПС Предназначен для работ с повышенной тепловой нагрузкой. Для ручной резки слябов, слитков, заготовок стального литья, поковок, металлолома. |
|
|
Резак пропановый трехтрубный Р3ПТ (Р3ПТМ) Резак выполнен по трёхтрубной схеме с внутрисопловым смешением газов. Горючий газ — пропан. Толщина реза в зависимости от комплектации — от 3 до 200 мм. |
|
|
Резак пропановый трехтрубный Р3ПТ-01 (Р3ПТМ-01) Резак выполнен по трёхтрубной схеме с внутрисопловым смешением газов. Горючий газ — пропан. Толщина реза в зависимости от комплектации — от 3 до 200 мм. |
techgazy.ru