Резьба 3 4 размеры: Таблица перевода дюймовых размеров в метрические
alexxlab | 26.07.2021 | 0 | Разное
Резьба 3 4 внутренняя. Резьба дюймовая
Качество нарезки, которая выполняется на трубопроводе, ее соответствие диаметру трубного изделия – это все имеет большое значение при установке водопроводной либо отопительной системы. Нарезать дюймовую резьбу плашкой не очень удобно. Гораздо проще использовать специальное станочное устройство.
Особенности
Нарезка представляет собой винтовое углубление с неизменным шагом резьбы и сечением. Она выполняется на изделиях, имеющих форму конуса, цилиндра (болтовые, винтовые элементы), на деталях, которые соединяются с подобными изделиями (гайки).
В повседневной жизни люди обычно встречаются с цилиндрическим резьбовым соединением на трубах. Кроме резьбы, шаг которой измеряется в миллиметрах, в РФ распространена дюймовая резьба.
Ключевые параметры метрической нарезки – это шаг (дистанция между углублениями либо гребенками, которая измеряется продольно оси изделия) и диаметр.
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм.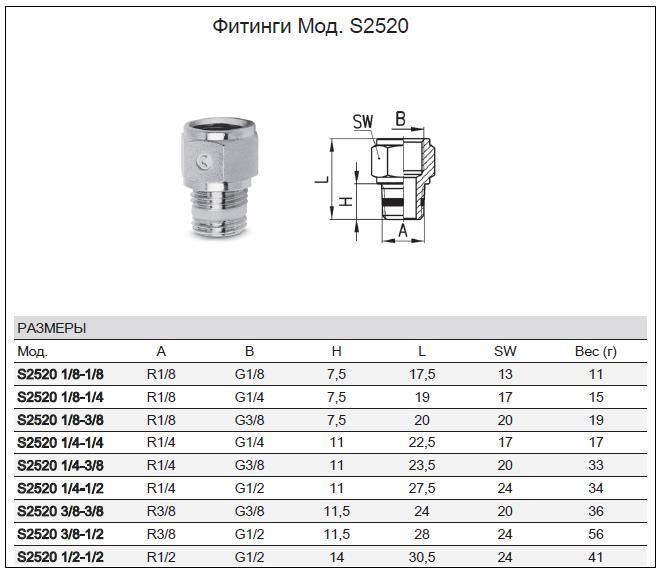
Чем еще дюймовое резьбовое соединение различается с метрическим? Отличия заключаются в том, что резьба дюймовая располагает:
- заостренными гребенками;
- округлыми вершинами резьбовых ниток.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы.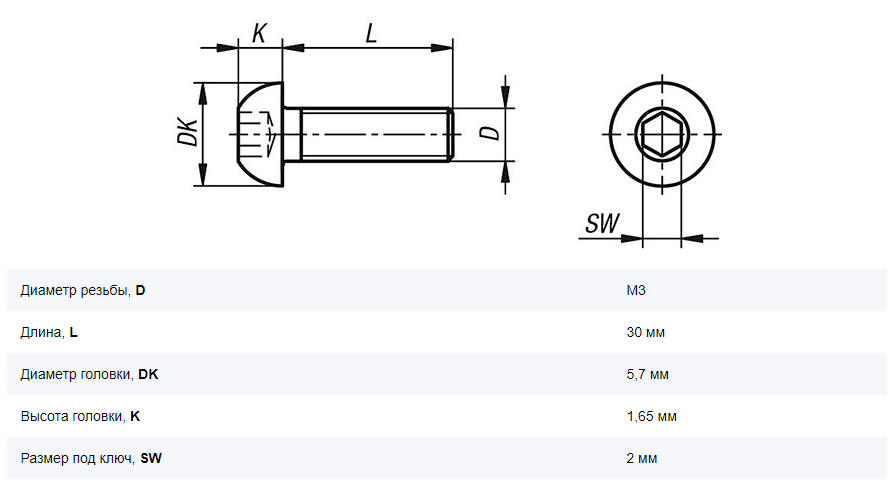
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Нарезание
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем. Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.
Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него.
 Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие; - если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы. Перед этим настраивают быстроту передвижения суппортного элемента.
Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Заключение
Для закрепления материала ознакомьтесь с таблицей размеров дюймовой резьбы. Она заключает в себе данные ГОСТ (ГОСТ – принятый в России стандарт). Помните, что не все нарезки распространены в России. Например, UNC и UNF обычно используются в Соединенных Штатах Америки, Канаде.
Не забывайте, что иногда нужно выполнять перевод размеров из одних единиц в другие. Для перевода миллиметров в дюймы необходимо размер нарезки, например, UNF (UNF – унифицированная мелкая резьба) поделить на 25,4.
Ничего страшного, если вы допустите ошибку, делая резьбовое соединение в домашних условиях. Это рабочим на производстве нужно соблюдать ГОСТ. Вы же вольны практиковаться выполнять нарезку на ненужных деталях.
Такой справочный материал как таблица трубной резьбы должен быть под рукой практически у каждого мастера, ведь для ряда сантехнических работ знание диаметра и других характеристик резьбы просто необходимо.
Именно поэтому данную статью мы решили посвятить этому, казалось бы, довольно узкому – но все же очень важному вопросу.
Типы резьбы
Характеристики резьбы
Резьба как таковая представляет собой последовательность винтовых канавок с постоянной величиной сечения и шага, которые наносятся на поверхности цилиндрической либо же конической формы. Резьба применяется для обустройства различного назначения.
Резьба характеризуется такими показателями как:
- Единиц измерения диаметра
- Расположение
- Профиль резьбообразующей поверхности
- Направление
- Число заходов резьбы
Представляет собой достаточно обособленную группу стандартов, которые регламентируют параметры соединения с использованием труб из различного материала. Ниже мы рассмотрим несколько типов трубных резьб.
Цилиндрическая трубная резьба
Резьба трубная цилиндрическая Также известна как резьба Витворда. (BritishStandardWhitworth). Данный вид резьбы применяется для цилиндрического резьбового соединения, а также – при соединении внутренней цилиндрической и наружной .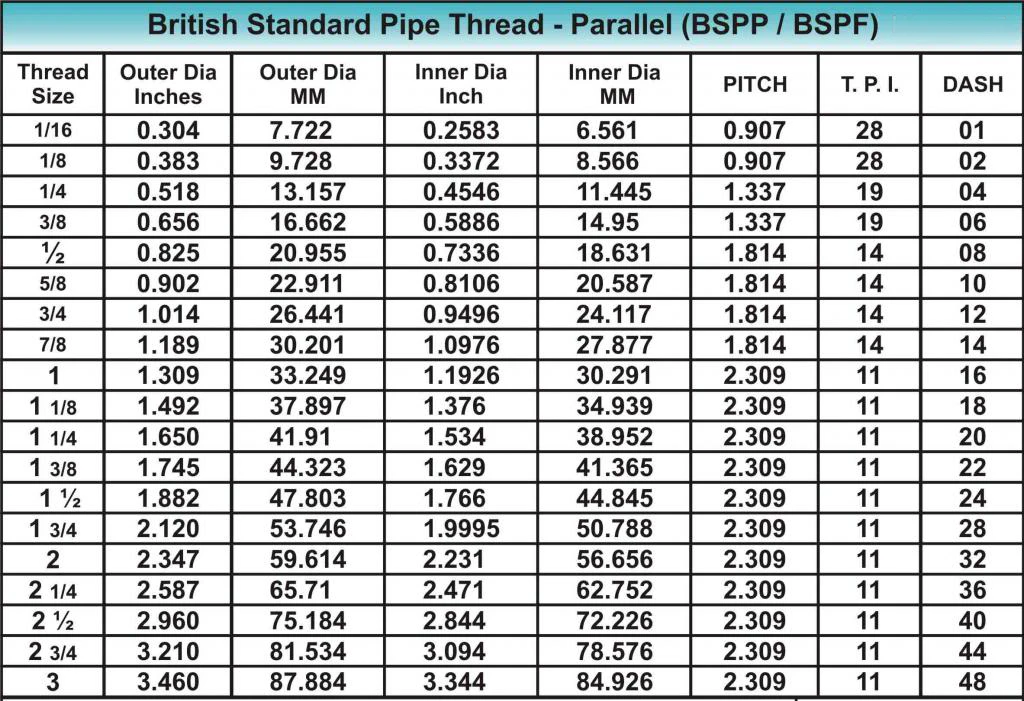
Параметры данного типа резьбы следующие:
- Обозначение формы профиля – резьба дюймовая (профиль резьбы в форме равнобедренного треугольника с верхним углом 55 градусов)
- Наибольший диаметр трубы для резьбового соединения – 6 дюймов
Обратите внимание!
Для соединения труб диаметром более 6 дюймов следует использовать сварное соединение.
Коническая трубная резьба
Резьба этого типа используется для трубного конического соединения, а также для стыковки внутренней цилиндрической резьбы с наружной конической.
Функцию уплотнения в данном случае использует сама резьба, при этом обязательным является использование герметика.
Характеристики резьбы:
- Резьба дюймового типа с конусностью
- Буквенный индекс резьбы указывает не ее тип (R – наружная резьба и Rc – внутренняя резьба, LH – левая резьба)
Резьба круглая (для санитарно-технической арматуры)
Круглая резьба для сантехнической арматуры применяется там, где необходимо обустройство часто разъемных соединений. Благодаря конструктивным особенностям данный тип резьбы отличается длительным сроком службы и высокой сопротивляемостью к нагрузкам (даже весьма значительным).
Благодаря конструктивным особенностям данный тип резьбы отличается длительным сроком службы и высокой сопротивляемостью к нагрузкам (даже весьма значительным).
Круглая резьба используется в таких элементах как:
- Смесители
- Краны
- Вентили
- Шпиндели
Допускается применение данного типа резьбы в элементах, которые работают в загрязненной среде.
Данный тип резьбы расшифровывается как National pipe thread и соответствует американскому стандарту трубных резьб NSI/ASME B1.20.1. Резьба NPSM относится к цилиндрическим дюймовым резьбам (профиль резьбы в форме треугольника с углом в 60 градусов) и производится в диапазоне от 1/16 дюйма до 24 дюймов.
Обратите внимание!
Данный тип резьбы не следует путать с резьбой NPT, которая является американским стандартом конической трубной резьбы и используется для обеспечения повышенной надежности соединения труб под высоким давлением.
Естественно, здесь мы рассмотрели лишь наиболее часто встречающиеся типы трубных резьб. Однако и этой информации будет вполне достаточно для тех, кто будет самостоятельно обустраивать трубные соединения. Ну, а чтобы необходимая информация всегда была под рукой, ниже мы приведем нужный каждому мастеру справочный материал.
Однако и этой информации будет вполне достаточно для тех, кто будет самостоятельно обустраивать трубные соединения. Ну, а чтобы необходимая информация всегда была под рукой, ниже мы приведем нужный каждому мастеру справочный материал.
Трубные резьбы: таблица
В этом разделе приводится таблица трубных резьб, содержащая информацию об основных параметрах трубных резьбовых соединений. Рекомендуем вам обращаться к этой таблице, занимаясь, к примеру, ремонтом санузла:
Резьба, дюймов | Размеры, мм | Число ниток | ||||||
шаг резьбы | высота профиля | |||||||
| наружный | внутренний | средний | ||||||
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.
- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).
Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN).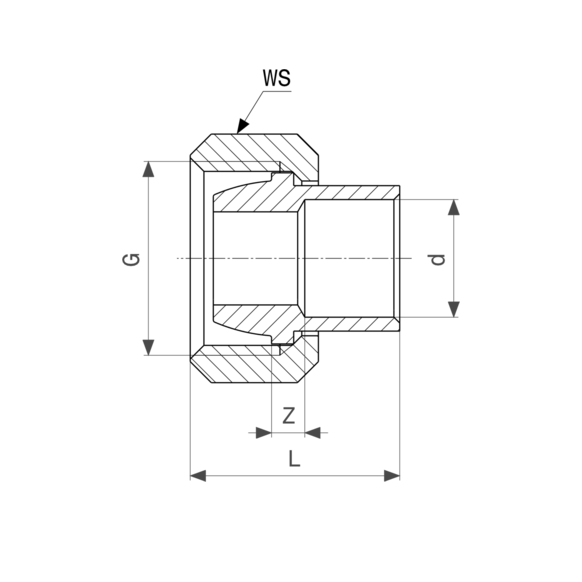 Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.
Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки. Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.
Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.

Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.
- В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.
Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Надеемся на положительный результат!
Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы – это её диаметр. Он может быть внутренним (Dу ) и наружным (Dn ). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы – дюйм. И вот на стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов. Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy .
Давайте подробнее разберемся как нам с этим дальше жить. Трубной резьбе посвящена отдельная статья . Читайте также про профильные трубы , которые используются для возведения конструкций.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″ ) и/или долями дюймов (1/2″, 3/4″ ), являются общепринятым стандартом в водо – и водогазоснабжении.
А трудность в чем?
Снимите размеры с диаметра трубы 1″ (о том как измерять трубы написано ниже) и вы получите 33,5 мм , что естественно не совпадает с классической линейной таблицей перевода дюймов в мм ( 25.4 мм ).
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема – несоответствие размера обозначенного дюйма (33,5 мм ) к его реальному размеру (25,4 мм ).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто – читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он. Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм , а усиленной – 25,5 мм . Последнее значение стоит довольно близко к равенству 1″”=25,4 но все же им не является.
Последнее значение стоит довольно близко к равенству 1″”=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy ). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60% в зависимости от роста величины индекса.
Пример:
Наружный диаметр трубной системы равен 159 мм, толщина стенки трубы 7 мм. Точный внутренний диаметр будет равен D = 159 – 7*2= 145 мм. При толщине стенки 5 мм размер составит 149 мм. Однако, как в первом так и во втором случае условный проход будет иметь один номинальный размер 150 мм.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам – из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
| Ду | Дюймы | Ду | Дюймы | Ду | Дюймы |
| 6 | 1/8″ | 150 | 6″ | 900 | 36″ |
| 8 | 1/4″ | 175 | 7″ | 1000 | 40″ |
| 10 | 3/8″ | 200 | 8″ | 1050 | 42″ |
| 15 | 1/2″ | 225 | 9″ | 1100 | 44″ |
| 20 | 3/4″ | 250 | 10″ | 1200 | 48″ |
| 25 | 1″ | 275 | 11″ | 1300 | 52″ |
| 32 | 1(1/4)” | 300 | 12″ | 1400 | 56″ |
| 40 | 1(1/2)” | 350 | 14″ | 1500 | 60″ |
| 50 | 2″ | 400 | 16″ | 1600 | 64″ |
| 65 | 2(1/2)” | 450 | 18″ | 1700 | 68″ |
| 80 | 3″ | 500 | 20″ | 1800 | 72″ |
| 90 | 3(1/2)” | 600 | 24″ | 1900 | 76″ |
| 100 | 4″ | 700 | 28″ | 2000 | 80″ |
| 125 | 5″ | 800 | 32″ | 2200 | 88″ |
Таблица.
 Внутренний и наружный диаметры. Стапьные водо/водогазoпроводные, эпектросварные прямошовные, стальные бесшовные горячедеформированные и полимерные трубы
Внутренний и наружный диаметры. Стапьные водо/водогазoпроводные, эпектросварные прямошовные, стальные бесшовные горячедеформированные и полимерные трубыТаблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
Условный проход трубы Dy. мм | Диаметр резьбы G”. дюйм | Наружный диаметр трубы Dn. мм | ||
Трубы стапьные водо/водогазoпроводные ГОСТ 3263-75 | Трубы стальные эпектросварные прямошовные ГОСТ 10704-91. Трубы стальные бесшовные горячедеформированные ГОСТ 8732-78. ГОСТ 8731-74 (ОТ 20 ДО 530 мл) | Полимерная труба. ПЭ, ПП, ПВХ | ||
ГОСТ – государственый стандарт, используемый в тепло – газо – нефте – трубопроводах
ISO – стандарт обозанчения диаметров, используется в сантехнических инженерных системах
SMS – шведский стандарт диаметров труб и запорной арматуры
DIN / EN – основной евросортамент для стальных труб по DIN2448 / DIN2458
ДУ (Dy) – условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Таблица соответствия условного диаметра труб с международной маркировкой
| ГОСТ | ISO дюйм | ISO мм | SMS мм | DIN мм | ДУ |
| 8 | 1/8 | 10,30 | 5 | ||
| 10 | 1/4 | 13,70 | 6,35 | 8 | |
| 12 | 3/8 | 17,20 | 9,54 | 12,00 | 10 |
| 18 | 1/2 | 21,30 | 12,70 | 18,00 | 15 |
| 25 | 3/4 | 26,90 | 19,05 | 23(23) | 20 |
| 32 | 1 | 33,70 | 25,00 | 28,00 | 25 |
| 38 | 1 ¼ | 42,40 | 31,75 | 34(35) | 32 |
| 45 | 1 ½ | 48,30 | 38,00 | 40,43 | 40 |
| 57 | 2 | 60,30 | 50,80 | 52,53 | 50 |
| 76 | 2 ½ | 76,10 | 63,50 | 70,00 | 65 |
| 89 | 3 | 88,90 | 76,10 | 84,85 | 80 |
| 108 | 4 | 114,30 | 101,60 | 104,00 | 100 |
| 133 | 5 | 139,70 | 129,00 | 129,00 | 125 |
| 159 | 6 | 168,30 | 154,00 | 154,00 | 150 |
| 219 | 8 | 219,00 | 204,00 | 204,00 | 200 |
| 273 | 10 | 273,00 | 254,00 | 254,00 | 250 |
Диаметры и другие характеристики трубы из нержавеющей стали
| Проход, мм | Диаметр наружн. , мм , мм | Толщина стенок, мм | Масса 1 м трубы (кг) | |||
| стандартных | усиленных | стандартных | усиленных | |||
| 10 | 17 | 2.2 | 2.8 | 0.61 | 0.74 | |
| 15 | 21.3 | 2.8 | 3.2 | 1.28 | 1.43 | |
| 20 | 26.8 | 2.8 | 3.2 | 1.66 | 1.86 | |
| 25 | 33.5 | 3.2 | 4 | 2.39 | 2.91 | |
| 32 | 42.3 | 3.2 | 4 | 3.09 | 3.78 | |
| 40 | 48 | 3.5 | 4 | 3.84 | 4.34 | |
| 50 | 60 | 3.5 | 4.5 | 4.88 | 6.16 | |
| 65 | 75. 5 5 | 4 | 4.5 | 7.05 | 7.88 | |
| 80 | 88.5 | 4 | 4.5 | 8.34 | 9.32 | |
| 100 | 114 | 4.5 | 5 | 12.15 | 13.44 | |
| 125 | 140 | 4.5 | 5.5 | 15.04 | 18.24 | |
| 150 | 165 | 4.5 | 5.5 | 17.81 | 21.63 | |
Какую трубу считать малой – средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает. Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
- От 426 мм считается большим;
- 102-246 называют средним;
- 5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
Как узнать диаметр трубы? Измерить!
Этот странный вопрос почему то часто приходит на e-mail и я решил дополнить материал абзацем про замер.
В большинстве случаев при покупке достаточно посмотреть маркировку или задать вопрос продавцу. Но случается, что нужно делать ремонт одной из коммуникационных систем путем замены труб, и изначально неизвестно какой диаметр имеют уже установленные. Способов определения диаметра есть несколько, но мы перечислим только самые простые:
- Вооружитесь рулеткой или летной (женщины такими измеряют талию). Оберните ее вокруг трубы и запишите замер. Теперь для получения искомой характеристики достаточно полученную цифру разделить на 3.1415 – это число Пи.
Пример:
Представим, что в обхвате ваша труба 6 см . Ее диаметр будет составлять: 6 х 3.1415= 18.85 мм .
Ее диаметр будет составлять: 6 х 3.1415= 18.85 мм . - После получения наружного диметра можно узнать и внутренний. Только для этого необходимо знать толщину стенок (при наличии разреза просто измерьте рулеткой или другим приспособлением с миллиметровой шкалой). Допустим, что толщина стенок 1 мм. Эта цифра умножается на 2 (если толщина 3 мм, то тоже умножается на 2 в любом случае) и отнимается от внешнего диаметра (18.85- (2 х 1 мм) = 16.85 мм) .
Отлично, если дома есть штангенциркуль. Труба просто обхватывается измерительными зубами. Нужное значение смотрим на двойной шкале.
Виды стальных труб по способу их производства
- Электросварные (прямошовные) . Для их изготовления применяют штрипс или листовую сталь, которые на специальном оборудовании изгибаются в нужном диаметре, а затем концы соединяются с помощью сварки. Воздействие электросварки гарантирует минимальную ширину шва, что делает возможным их применение для сооружения газопроводов или водопроводов.
 Металл в большинстве случаев углеродистый или низколегированный.
Металл в большинстве случаев углеродистый или низколегированный.Показатели готовых изделий регламентируются следующими документами: ГОСТ 10704-91, ГОСТ 10705-80 ГОСТ 10706-76 .
При этом обратите внимание, что труба, изготовленная согласно стандарту 10706-26 отличается максимальной прочностью среди себе подобных – после создания первого соединительного шва он укрепляется еще четырьмя дополнительными (2 внутри и 2 снаружи). В нормативной документации указываются диаметры изделий, произведенных путем электросварки. Их величина от 10 до 1420 мм.
- Бесшовные . Производство конкретного вида подразумевает деформацию специально подготовленных заготовок из стали. Процесс деформации может выполняться как под воздействием высоких температур, так и холодным способом (ГОСТ 8732-78, 8731-74 и ГОСТ 8734-75 соответственно). Отсутствие шва положительно сказывается на прочностных характеристиках – внутреннее давление равномерно распределяется по стенкам (нет «ослабленных» мест).
Что касается диаметров, то нормативы контролируют их изготовление со значением до 250 мм. Покупая продукцию с размерами, превышающими указанные, приходится рассчитывать только на добросовестность производителя.
Важно знать!
При желании купить максимально прочный материал, покупайте бесшовные трубы холодной формовки. Отсутствие температурных воздействий положительно сказывается на сохранении изначальных характеристик металла. Также, если важным показателем является способность выдерживать внутренние давления, то выбирайте круглые изделия. Профильные трубы лучше справляются с механическими нагрузками (из них хорошо изготавливают металлические каркасы и т. п.).
Вашему вниманию ещё пара отличных слайдов креативной рекламы производителя труб:
видео-инструкция по монтажу своими руками, по ГОСТу 6357, размеры, фото и цена
Стальные водопроводные трубы можно соединять не только с помощью сварки, нередко для этого используют резьбу. Ее качество и соотношение с осью изделия важно при монтаже систем. Использование плашек и метчиков при этом не всегда бывает удобным, поэтому чаще всего ее нарезают резцом, установленным на токарном станке.
Ее качество и соотношение с осью изделия важно при монтаже систем. Использование плашек и метчиков при этом не всегда бывает удобным, поэтому чаще всего ее нарезают резцом, установленным на токарном станке.
Наружная трубная резьба
Общие сведения
Обычно она представляет собой винтовую канавку, имеющую постоянный шаг и сечение. Наносят ее на поверхность деталей цилиндрической или слегка конической формы, например, это могут быть винты, болты, а также на поверхности сопрягаемых с ними деталей – гаек (см.также статью “Труба для теплого пола: как выбрать оптимальную разновидность и правильно ее уложить”).
Трубная резьба 1 2 дюйма в мм равняется 21,25 мм
Дома мы чаще всего сталкиваемся с цилиндрической трубной резьбой. У нас вместе с метрической применяется также успешно и дюймовая.
| Метрическая | Ее основными характеристиками является шаг, означающий расстояние между впадинами или гребнями, выраженное в мм, и диаметр. |
| Дюймовая |
|
В результате имеем такой вид:
- 1″ труба имеет наружный Ø33,25 мм;
- 1/2″ – 21,25 мм.
Размеры дюймовой трубной резьбы в таблице
Дюймовая цилиндрическая трубная по ГОСТу 6357 отличается от метрической такими нюансами:
- гребни-впадины более острые;
- вершины ниток слегка закруглены.
Трубная резьба 3 8 дюйма в мм составит 17 мм
Чаще всего в быту используют трубы с такими типами резьб:
- Ø 1/2″ и 3/4″ имеют 14 ниток на дюйм с шагом трубной резьбы 1,8 мм;
- Ø 1″, 1 1/4″, 1 1/2″, 2″ – 11 ниток на 1″ с шагом 2,3 мм.

Изготовление
Ниже предлагается инструкция процесса:
- Определите шаг. Для этого воспользуйтесь резьбомером, подойдут также линейка или штангенциркуль.
Совет: необходимо замерить расстояние между вершинами ниток резьбы, затем разделить полученный результат на количество ниток. Для дюймовой резьбы нужно подсчитать нитки, помещающиеся в 1″.
Обычно вряд ли удается получить точный диаметр, однако результат будет удовлетворительным.
- Нарежьте резьбу, для чего используют два способа – своими руками, а также с помощью токарного станка. В первом случае операция сопровождается дополнительными трудностями, что особенно заметно на изделиях, диаметр которых более 1″.
На фото – стальной сгон, его трубная резьба 3 4 дюйма в мм по наружному Ø26,6 мм
Совет: специалисты рекомендуют для ручного способа использовать специальный прибор (КЛУПП), состоящего из корпуса и двух ручек, с размещенными на нем регулируемыми подвижными гребенками.
Благодаря ним можно постепенно углубиться до нужного профиля.
Можете также воспользоваться сменными гребенками с неполным или полным профилем. Цена таких инструментов высокая, поэтому приобрести их может не каждый. Поэтому следует упомянуть про плашку или лерку, которой также можно осуществить нарезку вручную.
Наружная трубная резьба 1 4 дюйма в мм готового в сборе сгона составляет размер ≈ 15 мм
Во время вращения леркодержателя по часовой стрелке он начинает навинчиваться на резьбу, имеющуюся на втулке. Последнюю предварительно закрепляют тремя болтами.
Данное приспособление имеет неоспоримое преимущество – нет «упора» в трубу на начальном этапе нарезки. Благодаря закрепленной на трубе втулке, удается легко производить нарезку метрической и трубной резьбы.
Совет: можно использовать резьбовые втулки разных диаметров, что дает возможность легко увеличить диапазон нарезки.
Если нарезка будет производиться леркодержателем без удлинителей или других приспособлений, обычно она получается очень невысокого качества. В данном случае можно добавить вкладыши длиной 100-150 мм, изготовленные на токарном станке.
В данном случае можно добавить вкладыши длиной 100-150 мм, изготовленные на токарном станке.
Методы изготовления дюймовой резьбы
Ручной
Если у вас нет рядом токарного станка или вы не обладаете достаточным умением, можно воспользоваться ручными приспособлениями – метчиком для внутренней резьбы и плашкой для наружной.
Ручной инструмент
- Зафиксируйте трубу в тисках, вставьте метчик в вороток, а плашку – в плашкодержатель.
- В зависимости от того, что вы хотите сделать – вставьте метчик в трубу, а плашку наденьте на нее.
- Вращайте рукояткой воротка или плашкодержателя, ввинчивайте или навинчивайте приспособление на изделие.
Совет: если необходимо, процесс можно повторять несколько раз, пока не получите требуемый результат по глубине и высоте профиля.
Не забывайте также, что нарезку внутри и снаружи следует проводить последовательно.
Механический
- Зажмите трубу в патроне токарно-винторезного станка.

- В суппорт установите необходимый резец.
- Включите станок и сделайте фаску в трубе или на ней.
- Подведите резец к внутренней или внешней поверхности изделия и включите «резьбовую» подачу, настроив предварительно скорость движения суппорта.
Вы также можете использовать метчик и плашку на токарном станке, зафиксировав их в передней или задней бабке. Специалисты рекомендуют все же применять резец, так как при достаточной квалификации токаря результат будет гораздо лучше.
Вывод
Использование резьбы дает возможность соединять стальные трубы без применения сварочного аппарата. Благодаря этому удается создавать быстроразъемные соединения, ускоряя работу и прилагая минимум усилий.
Видео в этой статье поможет найти вам дополнительную информацию по этой тематике.
Труба 3/4 дюйма размеры в мм, какой диаметр, таблица размеров
Важным параметром цилиндрической трубы является её диаметр. Эта величина для водопроводных и газопроводных труб измеряется не в миллиметрах или сантиметрах, а в дюймах. Водогазопроводные трубопроводы имеют размеры, указываемые в дюймах: ½, ¾,1,2 и т.п. Какой диаметр имеет труба ¾ дюйма, и как правильно он определяется?
Эта величина для водопроводных и газопроводных труб измеряется не в миллиметрах или сантиметрах, а в дюймах. Водогазопроводные трубопроводы имеют размеры, указываемые в дюймах: ½, ¾,1,2 и т.п. Какой диаметр имеет труба ¾ дюйма, и как правильно он определяется?
Почему водо- газопроводные изделия измеряются в дюймах
Система измерения труб в дюймах называется имперской, а в миллиметрах или сантиметрах – метрической. Имперская система измерения была разработана британцами. История основания данной системы уходит в 1495 год, когда английский король Генрих VII ввёл индивидуальный стандарт.
Метрическая система более удобна, но в водопроводных и газопроводных линиях исчисление размеров материалов выполняется именно в дюймах. Это общепринятый стандарт ГОСТ 3262-75, который применяется в водопроводных и газопроводных линиях. Углубляясь дальше, следует отметить, что 1 дюйм равняется 25,4 мм. Однако если взять дюймовую водопроводную трубку, и измерить её диаметр, то получится значение, равняющееся 33,5 мм. Что же это означает?
Что же это означает?
Такое несоответствие связано с разногласиями между американским дюймом и британским, который был утверждён королём Генрихом. В Британии значение одного дюйма равнялось размеру большого пальца. Именно поэтому сегодня известны такие разногласия с диаметрами обычных трубопроводов и водогазопроводных.
Один дюйм во времена Генриха VII измерялся подушечкой большого пальца, и считается приблизительным.
Как отличить метрическую резьбу от дюймовой
Отличить трубу дюймовую от метрической не составляет большого труда. Для отличия нужно обратить внимание на насечки резьбы. Определить градус насечки на глаз практически невозможно, тем более что разница между метрической и дюймовой резьбой составляет всего 5 градусов.
Метрическая резьба имеет насечку 60 градусов, а дюймовая — 55 градусов.
Отличить трубопроводы можно по закруглённым нитям резьбы, которые видны невооружённым глазом. Ошибиться невозможно, а для уточнения используется специальный прибор – резьбомер. В крайнем случае, для уточнения резьбы, можно воспользоваться и обыкновенной линейкой. Ниже на фото представлена специальная соединительная муфта, при помощи которой обеспечивается соединение водопроводного изделия с обычным.
Ошибиться невозможно, а для уточнения используется специальный прибор – резьбомер. В крайнем случае, для уточнения резьбы, можно воспользоваться и обыкновенной линейкой. Ниже на фото представлена специальная соединительная муфта, при помощи которой обеспечивается соединение водопроводного изделия с обычным.
Какой диаметр имеет труба ¾: особенности определения
В России, как и в большинстве стран бывшего СССР применяется дюймовая система для обозначения в водопроводном и газопроводном снабжении. Из этого следует, что наружный диаметр трубы ¾ согласно ГОСТу 3262-75 равняется 26,8 мм. Внутренний размер стальной трубы ¾ составляет 20 мм. Однако эта величина для водопроводных и газопроводных изделий представляет собой величину условного прохода Dу. Её ещё называют пропускной способностью трубопровода. Если значение наружного диаметра трубопровода соответствует 26,8 мм, то диаметр наружной резьбы приблизительно равняется 26,4 мм. Однако не всегда он может равняться такому значению. Все зависит от толщины стенок используемого изделия. В зависимости от толщины стенок трубопровода, значение наружного параметра может достигать 28 мм.
Все зависит от толщины стенок используемого изделия. В зависимости от толщины стенок трубопровода, значение наружного параметра может достигать 28 мм.
В Америке и некоторых странах Европы размеры ¾ не соответствуют тем значениям, которые были указаны выше (т.е. применяемые в бывших странах союза). Это значит, что при необходимости стыкования таковых материалов, понадобится воспользоваться специальными переходниками. Применяются трубы ¾ для прокладки водо- и газопроводов, а также систем отопления.
Немаловажным параметром для водогазопроводных трубопроводов является значение количества ниток или шаг резьбы. Для изделий ¾ количество нитей равняется 14 на дюйм. Это означает, что на каждую единицу измерения приходится 14 нитей. Немаловажно знать, что дюймовые трубы измеряются по внутреннему диаметру (величина условного прохода), в то время как метрические меряются по наружным граням нитей. Ниже представлена таблица, где указаны параметры трубопроводов в двух единицах измерения для разных типов изделий.
По длине трубопроводы ¾ могут быть разными, так как для этого имеются соответствующие стандарты. Однако специалисты уделяют внимание необрезанному материалу при наличии больших заказов. Это позволяет существенно сэкономить на переходниках и соединителях.
При выборе трубопроводов важно учитывать, для каких целей планируется их применение. Если необходимо нарезать резьбу, то для этого можно воспользоваться двумя видами инструментов: клупп или плашка. Клупп является более удобным в применении, так как бывает не только ручным, но и электрическим.
Материалы изготовления труб ¾
В зависимости от материала, использованного для изготовления трубопровода ¾, конечное изделие может иметь разные параметры. Изменению не подлежит только внутренний диаметр материалов, который равняется для ¾ дюймовых изделий 20 мм. При этом изменяется исключительно наружный размер изделия.
Если нужна резьба ¾ на трубе, то для этого применяется 3 плашки.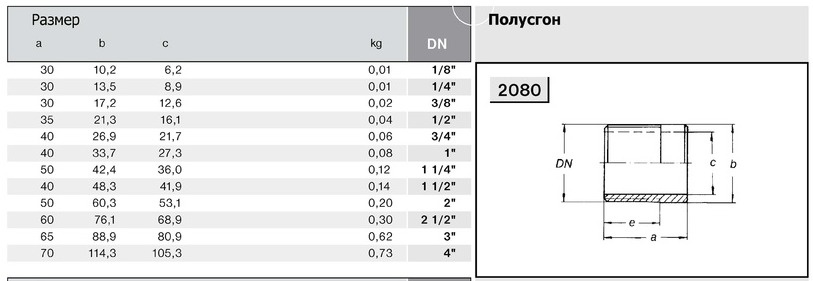 При помощи первой плашки выполняется черновой проход, посредством которого формируются нити. Вторая предназначается для зачистки, а третьей плашкой выполняется финишное прохождение. При соединении медных трубопроводов ¾ используется технология пайки. Это обусловлено тем, что внутренний диаметр таких изделий составляет 19,05 мм, то есть меньше, чем необходимо. Толщина стенок таковых изделий составляет 1,07 мм, поэтому резьбовое соединение не может быть выполнено.
При помощи первой плашки выполняется черновой проход, посредством которого формируются нити. Вторая предназначается для зачистки, а третьей плашкой выполняется финишное прохождение. При соединении медных трубопроводов ¾ используется технология пайки. Это обусловлено тем, что внутренний диаметр таких изделий составляет 19,05 мм, то есть меньше, чем необходимо. Толщина стенок таковых изделий составляет 1,07 мм, поэтому резьбовое соединение не может быть выполнено.
Все соединители, краны и вентили для систем водо- и газоснабжения имеют соответствующую маркировку, под которые диаметры трубопроводов они применяются. Эта маркировка указывается на наружной части заводских деталей.
Нарезку резьбы рекомендуется производить непосредственно на специальном оборудовании. Водопровод и газопровод – это системы, которые требуют точности, поэтому при выборе материала нужно учитывать не только размеры, но ещё и качество изделий. Ведь от этого параметра зависит, как долго прослужит конструкция.
Параметры, шаг и особенности дюймовой резьбы
Качество нарезки, которая выполняется на трубопроводе, ее соответствие диаметру трубного изделия – это все имеет большое значение при установке водопроводной либо отопительной системы. Нарезать дюймовую резьбу плашкой не очень удобно. Гораздо проще использовать специальное станочное устройство.
Особенности
Нарезка представляет собой винтовое углубление с неизменным шагом резьбы и сечением. Она выполняется на изделиях, имеющих форму конуса, цилиндра (болтовые, винтовые элементы), на деталях, которые соединяются с подобными изделиями (гайки).
В повседневной жизни люди обычно встречаются с цилиндрическим резьбовым соединением на трубах. Кроме резьбы, шаг которой измеряется в миллиметрах, в РФ распространена дюймовая резьба.
Ключевые параметры метрической нарезки – это шаг (дистанция между углублениями либо гребенками, которая измеряется продольно оси изделия) и диаметр.
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм. Как выполняется перевод размера резьбы в мм из дюймов? Для подобного перевода нужно осуществить умножение размера дюймовой резьбы на 25,4.
Как выполняется перевод размера резьбы в мм из дюймов? Для подобного перевода нужно осуществить умножение размера дюймовой резьбы на 25,4.
Чем еще дюймовое резьбовое соединение различается с метрическим? Отличия заключаются в том, что резьба дюймовая располагает:
- заостренными гребенками;
- округлыми вершинами резьбовых ниток.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).
- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки. Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Нарезание
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем. Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.
У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.
Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него. Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
- если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы.
 Перед этим настраивают быстроту передвижения суппортного элемента.
Перед этим настраивают быстроту передвижения суппортного элемента.
Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Заключение
Для закрепления материала ознакомьтесь с таблицей размеров дюймовой резьбы. Она заключает в себе данные ГОСТ (ГОСТ – принятый в России стандарт). Помните, что не все нарезки распространены в России. Например, UNC и UNF обычно используются в Соединенных Штатах Америки, Канаде.
Не забывайте, что иногда нужно выполнять перевод размеров из одних единиц в другие. Для перевода миллиметров в дюймы необходимо размер нарезки, например, UNF (UNF – унифицированная мелкая резьба) поделить на 25,4.
Ничего страшного, если вы допустите ошибку, делая резьбовое соединение в домашних условиях. Это рабочим на производстве нужно соблюдать ГОСТ. Вы же вольны практиковаться выполнять нарезку на ненужных деталях.
Дюймовая резьба.Американский и английский стандарты – Справочная информация
Как подобрать дюймовый болт взамен сорванного?
Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях
Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях
В Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.
British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны.
В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил:
- Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI).
- Угол профиля (между соседними сторонами витков) должен составлять 55°.
- Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты.
- Зависимость радиуса закругления от шага определяется формулой r = 0.137329 x p (шаг).
Форма резьбы Уитворта
Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров).
Количество витков у болта с обычной резьбой BSW и мелкой BSF
Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8″W, 3/8″BSW или 3/8″-16BSW, где 16 – количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16″- 60BSW до 6″- 2 1/2BSW.
Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) W 1/16″ 1/16 1,588 60 0,423 0,0412 1,05 0,0472 1,2 W 3/32″ 3/32 2,381 48 0,529 0,0671 1,70 0,0748 1,9 W 1/8″ 1/8 3,175 40 0,635 0,0930 2,36 0,1024 2,6 W 5/32″ 5/32 3,969 32 0,794 0,1162 2,95 0,1260 3,2 W 3/16″ 3/16 4,763 24 1,058 0,1341 3,41 0,1457 3,7 W 7/32″ 7/32 5,556 24 1,058 0,1654 4,20 0,1772 4,5 W 1/4″ 1/4 6,350 20 1,270 0,1860 4,72 0,2008 5,1 W 5/16″ 5/16 7,938 18 1,411 0,2414 6,13 0,2598 6,6 W 3/8″ 3/8 9,525 16 1,588 0,2950 7,49 5/16 8,0 W 7/16″ 7/16 11,113 14 1,814 0,3460 8,79 0,3701 9,4 W 1/2″ 1/2 12,700 12 2,117 0,3933 9,99 27/64 10,7 W 9/16″ 9/16 14,288 12 2,117 0,4558 11,6 31/64 12,3 W 5/8″ 5/8 15,875 11 2,309 0,5086 12,9 17/32 13,7 W 11/16″ 11/16 17,463 11 2,309 0,5711 14,5 19/32 15,2 W 3/4″ 3/4 19,050 10 2,540 0,6219 15,8 21/32 16,6 W 13/16″ 13/16 20,638 10 2,540 0,6844 17,4 23/32 18,2 W 7/8″ 7/8 22,225 9 2,822 0,7327 18,6 49/64 19,5 W 15/16″ 15/16 23,813 9 2,822 0,7952 20,2 53/64 21,1 W 1″ 1 25,400 8 3,175 0,8399 21,3 7/8 22,3 W 1 1/8″ 1 1/8 28,575 7 3,629 0,9420 23,9 63/64 25,1 W 1 1/4″ 1 1/4 31,750 7 3,629 1,0670 27,1 1 7/64 28,3 W 1 3/8″ 1 3/8 34,925 6 4,233 1,1616 29,5 1 7/32 30,9 W 1 1/2″ 1 1/2 38,100 6 4,233 1,2866 32,7 1 5/16 34,0 W 1 5/8″ 1 5/8 41,275 5 5,080 1,3689 34,8 1 7/16 36,4 W 1 3/4″ 1 3/4 44,450 5 5,080 1,4939 37,9 1 9/16 39,6 W 1 7/8″ 1 7/8 47,625 4 1/2 5,644 1,5904 40,4 1 5/8 42,2 W 2″ 2 50,800 4 1/2 5,644 1,7154 43,6 1 3/4 45,4 W 2 1/8″ 2 1/8 53,975 4 1/2 5,644 1,8404 46,7 1 7/8 48,6 W 2 1/4″ 2 1/4 57,150 4 6,350 1,9298 49,0 2 51,1 W 2 3/8″ 2 3/8 60,325 4 6,350 2,0548 52,2 2 1/8 54,2 W 2 1/2″ 2 1/2 63,500 4 6,350 2,1798 55,4 2 1/4 57,4 W 2 5/8″ 2 5/8 66,675 4 6,350 2,3048 58,5 2 3/8 60,6 W 2 3/4″ 2 3/4 69,850 3 1/2 7,257 2,3841 60,6 2 1/2 62,9 W 2 7/8″ 2 7/8 73,025 3 1/2 7,257 2,5091 63,7 2 5/8 66,1 W 3″ 3 76,200 3 1/2 7,257 2,6341 66,9 2 3/4 69,2 W 3 1/4″ 3 1/4 82,550 3 1/4 7,815 2,8560 72,5 3 75,0 W 3 1/2″ 3 1/2 88,900 3 1/4 7,815 3,1060 78,9 3 1/4 81,4 W 3 3/4″ 3 3/4 95,250 3 8,467 3,3231 84,4 3 3/8 87,1 W 4″ 4 101,600 3 8,467 3,5731 90,8 3 5/8 93,5 W 4 1/4″ 4 1/4 107,950 2 7/8 8,835 3,8046 96,6 3 7/8 99,5 W 4 1/2″ 4 1/2 114,300 2 7/8 8,835 4,0546 103,0 4 1/8 105,8 W 4 3/4″ 4 3/4 120,650 2 3/4 9,236 4,2843 108,9 4 3/8 111,8 W 5″ 5 127,000 2 3/4 9,236 4,5343 115,2 4 5/8 118,1 W 5 1/4″ 5 1/4 133,350 2 5/8 9,676 4,7621 121,0 4 7/8 124,1 W 5 1/2″ 5 1/2 139,700 2 5/8 9,676 5,0121 127,3 5 1/8 130,4 W 5 3/4″ 5 3/4 146,050 2 1/2 10,160 5,2377 133,0 5 3/8 136,3 W 6″ 6 152,400 2 1/2 10,160 5,4877 139,4 5 5/8 142,6 Мелкая резьба British Standard Fine (BSF)Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8″BSF или 3/8″-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16″-32BSF до 4 1/4″-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) F 3/16″ 3/16 4,763 32 0,794 0,1475 3,75 0,1457 3,7 F 7/32″ 7/32 5,556 28 0,907 0,1730 4,39 0,1811 4,6 F 1/4″ 1/4 6,350 20 1,270 0,2008 5,1 0,2087 5,3 F 9/32″ 9/32 7,142 26 0,97 0,2320 5,89 0,2323 5,9 F 5/16″ 5/16 7,938 22 1,154 0,2543 6,46 0,2677 6,8 F 3/8″ 3/8 9,525 20 1,270 0,3110 7,9 0,3268 8,3 F 7/16″ 7/16 11,113 18 1,411 0,3363 8,54 0,3819 9,7 F 1/2″ 1/2 12,700 16 1,587 0,4200 10,7 0,4370 11,1 F 9/16″ 9/16 14,288 16 1,587 0,4825 12,3 0,5000 12,7 F 5/8″ 5/8 15,875 14 1,814 0,5336 13,6 0,5512 14 F 11/16″ 11/16 17,463 14 1,814 0,5961 15,1 0,6102 15,5 F 3/4″ 3/4 19,050 12 2,117 0,6432 16,3 0,6594 16,75 F 7/8″ 7/8 22,225 11 2,309 0,7586 19,3 0,7776 19,75 F 1″ 1 25,400 10 2,540 0,8720 22,1 0,8957 22,75 F 1 1/8″ 1 1/8 28,575 9 2,822 0,9828 25 1,0039 25,5 F 1 1/4″ 1 1/4 31,750 9 2,822 1,1078 28,1 1,1220 28,5 F 1 3/8″ 1 3/8 34,925 8 3,175 1,2150 30,9 1,2402 31,5 F 1 1/2″ 1 1/2 38,100 8 3,175 1,3400 34 1,3583 34,5 F 1 5/8″ 1 5/8 41,275 8 3,175 1,4650 37,2 1,4724 37,4 F 1 3/4″ 1 3/4 44,450 7 3,628 1,5670 39,8 1,5748 40,0 F 2″ 2 50,800 7 3,628 1,8170 46,2 1,8425 46,8 F 2 1/4″ 2 1/4 57,150 6 4,233 2,0366 51,7 2,0551 52,2 F 2 1/2″ 2 1/2 63,500 6 4,233 2,2866 58,1 2,3031 58,5 F 2 3/4″ 2 3/4 69,850 6 4,233 2,5366 64,4 2,5551 64,9 F 3″ 3 76,200 5 5,080 2,7438 69,7 2,7756 70,5 F 3 1/4″ 3 1/4 82,550 5 5,080 2,9938 76 3,0079 76,4 F 3 1/2″ 3 1/2 88,900 4 1/2 5,644 3,2154 81,7 3,2283 82 F 3 3/4″ 3 3/4 95,250 4 1/2 5,644 3,4654 88 3,4764 88,3 F 4″ 4 101,600 4 1/2 5,644 3,7154 94,4 3,7441 95,1 F 4 1/4″ 4 1/4 107,950 4 6,350 3,9298 99,8 4,0197 102,1 Совместимы ли резьбы BSW – UNC и BSF – UNF?Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др.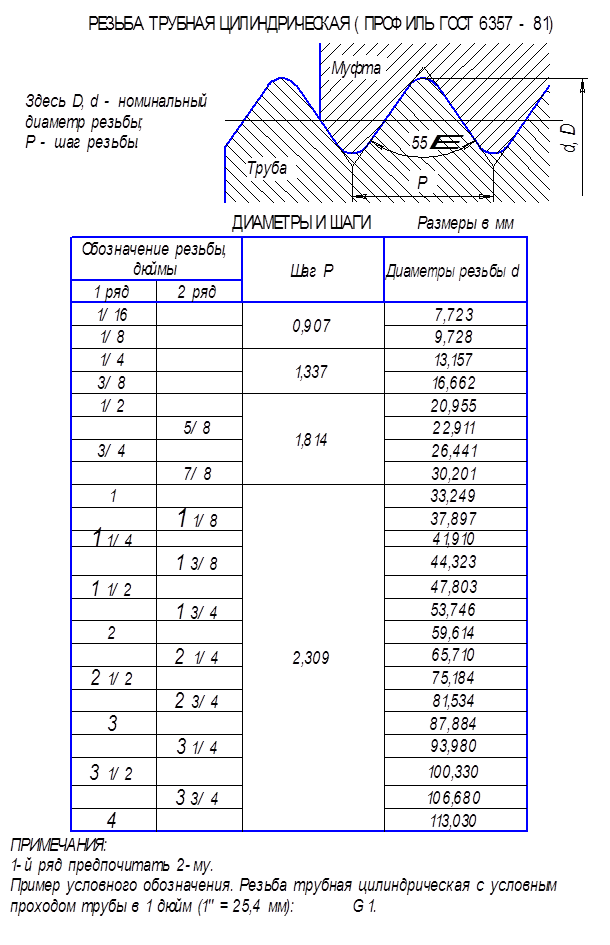 )
)
- BSF и BSW – британский стандарт, а UNF и UNC – американский стандарт.
- BSF и UNF – системы с мелкой резьбой, а BSW и UNC – системы с крупной резьбой.
Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2″, где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения.
UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы.
Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF
Трубная резьба (BSP)BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д.
Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11.
Отличия дюймовой резьбы BSPP (G) и BSPT ®
Трубные соединения BSPP (G)Фитинг BSPP (папа)
Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8″ до 4″.
Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8″ до 4″.
Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2″-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2″ LH – А.
Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259)
Размер G Ниток на дюйм Шаг резьбы Внешнийдиаметр Внутренний
диаметр Длина
резьбы Диаметр сверления G
(конусность 80%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 5/8 14 1,814 0,9020 22,911 0,8105 20,587 0,3214 8,2 21,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 7/8 14 1,814 1,1890 30,201 1,0975 27,877 3/8 9,5 28,3 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/8 11 2,309 1,4920 37,897 1,3756 34,939 0,4091 10,4 35,5 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 3/8 11 2,309 1,7450 44,323 1,6285 41,365 1/2 12,7 42,0 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 1 3/4 11 2,309 2,1160 53,746 1,9995 50,788 5/8 15,9 51,4 1 7/8 11 2,309 2,2440 56,998 2,1276 54,041 5/8 15,9 54,6 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/4 11 2,309 2,5870 65,710 2,4706 62,752 11/16 17,5 63,3 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 2 3/4 11 2,309 3,2100 81,534 3,0935 78,576 13/16 20,6 79,2 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 3 1/4 11 2,309 3,7000 93,980 3,5835 91,022 7/8 22,2 91,6 3 1/2 11 2,309 3,9500 100,330 3,8335 97,372 7/8 22,2 98,0 3 3/4 11 2,309 4,2000 106,680 4,0835 103,722 7/8 22,2 104,3 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 Трубные соединения BSPT ®
Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок.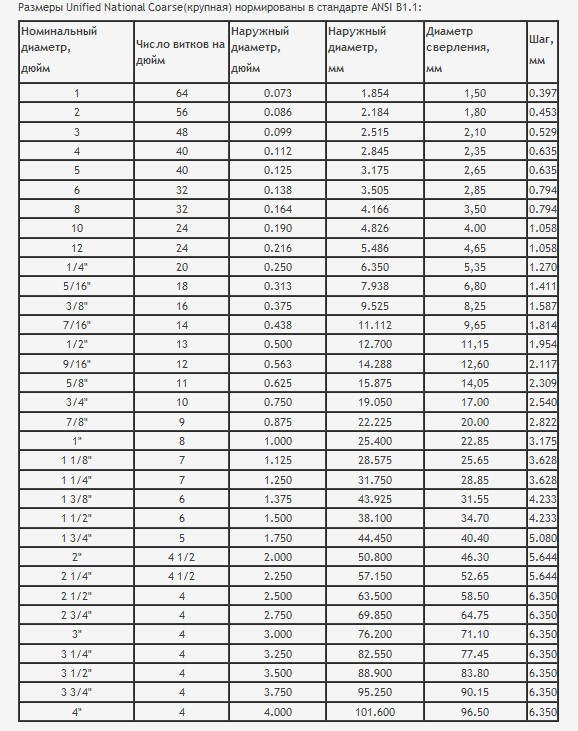 Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Фитинг с цилиндрической и конической резьбой BSP
BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
В стандарты включено 15 размеров от 1/16″ до 6″ (трубные соединения свыше 6 дюймов в диаметре свариваются).
BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений.
Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2″ и Rp 1/2″.
Таблица 4. Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1
Размер R Ниток на дюйм Шаг резьбы Внешнийдиаметр Внутренний
диаметр Длина
резьбы Диаметр сверления R
(конусность 95%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/16 28 0,907 0,3041 7,723 0,2583 6,561 5/32 4,0 6,6 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 5 11 2,309 5,4500 138,430 5,3335 135,472 1 1/8 28,6 136,1 6 11 2,309 6,4500 163,830 6,3335 160,872 1 1/8 28,6 161,5
Особенности резьбы BSPP и BSPT и совместимость фитингов, труб
Размеры труб и креТипоразмер штока Типоразмер втулки (фитинга) Параметры трубы Номинальный (внутренний)
диаметр Внешний
диаметр Толщина R 1/16″ Rp 1/16″ 3 7,1 2 R 1/8″ Rp 1/8″ 6 10,2 2 R 1/4″ Rp 1/4″ 8 13,5 2,3 R 3/8″ Rp 3/8″ 10 17,2 2,3 R 1/2″ Rp 1/2″ 15 21,3 2,6 R 3/4″ Rp 3/4″ 20 26,9 2,6 R 1″ Rp 1″ 25 33,7 3,2 R 1 1/4″ Rp 1 1/4″ 32 42,4 3,2 R 1 1/2″ Rp 1 1/2″ 40 48,3 3,2 R 2″ Rp 2″ 50 60,3 3,6 R 2 1/2″ Rp 2 1/2″ 65 76,1 3,6 R 3″ Rp 3″ 80 88,9 4 R 4″ Rp 4″ 100 114,3 4,5 R 5″ Rp 5″ 125 139,7 5 R 6″ Rp 6″ 150 168,3 5 Сравнение BSPT и NTP – отличие и совместимость
Наряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NTP, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1. 20.1 (аналог ГОСТ 6111-52).
20.1 (аналог ГОСТ 6111-52).
Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта).
Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе.
Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки.
Отличие дюймовой резьбы NTP и BSP
Статьи по теме:
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60 град
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
С УГЛОМ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
РЕЗЬБА
КОНИЧЕСКАЯ ДЮЙМОВАЯ |
ГОСТ Взамен
|
Утвержден
Управлением по стандартизации при Совете Министров Союза ССР 10 января 1952 г.
с 01.10.52
Проверен в 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, Изм. № 2).
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1.
Таблица 1
|
Обозначение, размера резьбы |
Число ниток на 1 ¢ ¢ |
Размер в мм |
||||||||
|
Шаг резьбы |
Длина резьбы |
диаметр резьбы в основной плоскости |
Внутренний диаметр резьбы у торца трубы |
Рабочая высота витка |
||||||
|
рабочая |
от торца трубы до основной плоскости |
|||||||||
|
средний |
наружный |
внутренний |
||||||||
|
дюймы |
n |
Р |
l 1 |
l 2 |
d 2 = D 2 |
d = D |
d 1 = D 1 |
dT |
H |
|
|
1 /16 |
27 |
0,941 |
6,5 |
4,064 |
7,142 |
7,895 |
6,389 |
6,135 |
0,753 |
|
|
1 /8 |
27 |
0,941 |
7,0 |
4,572 |
9,519 |
10,272 |
8,766 |
8,480 |
0,753 |
|
|
¼ |
18 |
1,411 |
9,5 |
5,080 |
12,443 |
13,572 |
11,314 |
10,997 |
1,129 |
|
|
3 /8 |
18 |
1,411 |
10,5 |
6,096 |
15,926 |
17,055 |
14,797 |
14,416 |
1,129 |
|
|
½ |
14 |
1,814 |
13,5 |
8,128 |
19,772 |
21,223 |
18,321 |
17,813 |
1,451 |
|
|
¾ |
14 |
1,814 |
14,0 |
8,611 |
25,117 |
26,568 |
23,666 |
23,128 |
1,451 |
|
|
1 |
11 ½ |
2,209 |
17,5 |
10,160 |
31,461 |
33,228 |
29,694 |
29,059 |
1,767 |
|
|
1¼ |
11 ½ |
2,209 |
18,0 |
10,668 |
40,218 |
41,985 |
38,451 |
37,784 |
1,767 |
|
|
1 ½ |
11 ½ |
2,209 |
18,5 |
10,668 |
46,287 |
48,054 |
44,520 |
43,853 |
1,767 |
|
|
2 |
11 ½ |
2,209 |
19,0 |
11,074 |
58,325 |
60,092 |
56,558 |
55,866 |
1,767 |
|
Примечания:
1. При свинчивании без натяга трубы и муфты с
номинальными размерами резьбы основная плоскость резьбы трубы совпадает с
торцом муфты.
При свинчивании без натяга трубы и муфты с
номинальными размерами резьбы основная плоскость резьбы трубы совпадает с
торцом муфты.
2. Размер dT справочный.
3. Вместо резьбы 1/16 ¢ ¢ допускается применять резьбу М6 ´ 1 коническую по ГОСТ 19853-74.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер l 2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров l 1 – l 2 .
Черт. 1
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Условное обозначение конической резьбы 3/4 ¢ ¢:
К 3/4 ¢ ¢ ГОСТ 6111-52
(Измененная редакция, Изм. №
2).
№
2).
2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы D l2 ( черт. 2) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
Черт. 2
(Измененная редакция, Изм. № 1, 2).
3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты D l2 ( черт. 3) относительно номинального расположения не должно превышать ±Р (шаг резьбы).
Черт. 3
(Измененная редакция, Изм. № 1, 2).
4. Разность размеров l1– l2 должна быть не менее разности указанных в табл. 1 номинальных размеров l1 и l2.
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( d h1 и d h2 по черт. 4) не должны превышать:
Таблица 2
|
Обозначение размера резьбы |
h 1 =h2=1/2H1 |
d h 1 = d h 2 |
|
мм |
||
|
1 /16 и 1 /8 ¢ ¢ |
0,3765 |
-0,045 |
|
1 / 4 и 3 /8 ¢ ¢ |
0,5645 |
-0,065 |
|
1 / 2 и ¾ ¢ ¢ |
0,7255 |
-0,085 |
|
1 – 2 ¢ ¢ |
0,8835 |
-0,085 |
Черт. 4
(Измененная редакция, Изм. № 2).
6. Отклонения половины угла профиля, угла уклона ( j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать:
Таблица 3
|
Обозначение размера резьбы дюймы |
Предельное отклонение |
||||
|
половины угла профиля |
угла уклона |
по шагу резьбы |
|||
|
для наружной резьбы |
для внутренней резьбы |
на длине до 10 мм |
на длине св. 10 мм |
||
|
мм |
|||||
|
1 /16 и 1 /8 ¢ ¢ |
±1° |
+12 ¢ |
-12 ¢ |
±0,02 |
±0,04 |
|
-6 ¢ |
+6 ¢ |
||||
|
1 /4 – 2 ¢ ¢ |
±45 ¢ |
+10 ¢ |
-10 ¢ |
||
|
-5 ¢ |
+5 ¢ |
||||
(Измененная редакция, Изм. № 1, 2).
Как определить тип резьбы на фитинге?
Для того, что бы определить какой тип резьбы на фитинге, мы рекомендуем пользоваться специальной таблицей и штангельциркулем.
Кроме того, в процессе определения всегда следует обращать внимание на внешний вид фитинга, наличие или отсутствие резиновых уплотнений, конус самого уплотнения и его угол.
Первое: измеряем диаметр резьбы. Если это наружная резьба, смотрите фото №1, если это внутренняя резьба (гайка) то смотрите фото №2.
Затем, найдите полученный результат в таблице. В нашем случае внешняя резьба имеет 21,8мм. Это попадает в диапазон 21,6-21,9мм, что соответствует метрической резьбе М22х1,5.
Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика
| Дюйм UNF | Дюйм NPT |
|---|---|---|---|---|---|---|---|
9,3-9,7 | 8,5-8,9 | 28 |
| 1/8″ |
|
|
|
9,3-9,7 | 8,5-8,9 | 27 |
|
|
|
| 1/8″ |
9,7-9,9 | 8,2-8,6 |
| 1,5 |
| M10x1,5 |
|
|
10,9-11,1 | 9,7-10,0 | 20 |
|
|
| 7/16″-20 |
|
11,6-11,9 | 10,2-10,6 |
| 1,5 |
| M12x1,5 |
|
|
12,4-12,7 | 11,3-11,6 |
|
|
|
| 1/2″-20 |
|
12,9-13,1 | 11,4-11,9 | 19 |
| 1/4″ |
|
|
|
12,9-13,1 | 11,4-11,9 | 18 |
|
|
|
| 1/4″ |
13,6-13,9 | 12,2-12,6 |
| 1,5 |
| M14x1,5 |
|
|
14,0-14,3 | 12,7-13,0 | 18 |
|
|
| 9/16″-18 |
|
15,6-15,9 | 14,2-14,6 |
| 1,5 |
| M16x1,5 |
|
|
16,3-16,6 | 14,9-15,4 | 19 |
| 3/8″ |
|
|
|
16,3-16,6 | 14,9-15,4 | 18 |
|
|
|
| 3/8″ |
17,6-17,9 | 16,2-16,6 |
| 1,5 |
| M18x1,5 |
|
|
18,7-19,0 | 17,3-17,6 | 16 |
|
|
| 3/4″-16 |
|
19,6-19,9 | 18,2-18,6 |
| 1,5 |
| M20x1,5 |
|
|
20,5-20,9 | 18,6-19,0 | 14 |
| 1/2″ |
|
|
|
20,7-21,1 | 18,3-18,7 | 14 |
|
|
|
| 1/2″ |
21,6-21,9 | 20,2-20,6 |
| 1,5 |
| M22x1,5 |
|
|
22,0-22,2 | 20,2-20,5 | 14 |
|
|
| 7/8″-14 |
|
22,6-22,9 | 20,6-21,0 | 14 |
| 5/8″ |
|
|
|
23,6-23,9 | 22,2-22,6 |
| 1,5 |
| M24x1,5 |
|
|
25,6-25,9 | 24,2-24,6 |
| 1,5 |
| M26x1,5 |
|
|
26,1-26,4 | 24,1-24,5 | 14 |
| 3/4″ |
|
|
|
26,3-26,7 | 23,7-24,1 | 14 |
|
|
|
| 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 |
|
|
| 1,1/16″-12 |
|
29,6-29,9 | 27,4-27,8 |
| 2 |
| M30x2 |
|
|
29,8-30,1 | 27,6-27,9 | 12 |
|
|
| 1,3/16″-12 |
|
29,6-29,9 | 28,2-28,6 |
| 1,5 |
| M30x1,5 |
|
|
32,6-32,9 | 30,5-30,9 |
| 2 |
| M33x2 |
|
|
33,0-33,2 | 30,3-30,8 | 11 |
| 1″ |
|
|
|
33,0-33,3 | 30,8-31,2 | 12 |
|
|
| 1,5/16″-12 |
|
32,9-33,4 | 30,3-30,8 | 11,5 |
|
|
|
| 1″ |
35,6-35,9 | 33,4-33,8 |
| 2 |
| M36x2 |
|
|
37,6-37,9 | 36,2-36,6 |
| 1,5 |
| M38x1,5 |
|
|
40,9-41,2 | 38,7-39,1 | 12 |
|
|
| 1,5/8″-12 |
|
41,6-41,9 | 39,4-39,8 |
| 2 |
| M42x2 |
|
|
41,5-41,9 | 39,0-39,5 | 11 |
| 1,1/4″ |
|
|
|
41,4-42,0 | 39,2-39,6 | 11,5 |
|
|
|
| 1,1/4″ |
44,6-44,9 | 42,4-42,8 |
| 2 |
| M45x2 |
|
|
44,6-44,9 | 43,2-43,6 |
| 1,5 |
| M45x1,5 |
|
|
47,3-47,6 | 45,1-45,5 | 12 |
|
|
| 1,7/8″-12 |
|
47,4-47,8 | 44,8-45,3 | 11 |
| 1,1/2″ |
|
|
|
47,3-47,9 | 45,1-45,5 | 11,5 |
|
|
|
| 1,1/2″ |
51,6-51,9 | 49,4-49,6 |
| 2 |
| M52x2 |
|
|
51,6-51,9 | 50,2-50,6 |
| 1,5 |
| M52x1,5 |
|
|
59,4-59,8 | 56,5-56,8 | 11 |
| 2″ |
|
|
|
59,9-60,2 | 56,4-56,7 | 11,5 |
|
|
|
| 2″ |
63,3-63,6 | 61,3-61,8 | 12 |
|
|
| 2,1/2″-12 |
|
Внешний вид фитинга так же подтверждает наше предположение.
С внутренней резьбой могут быть некоторые сложности. Результат замера 20,62мм подходит под целых три диапазона в таблице, которые практически одинаковые. Но внешний вид фитинга (наличие конуса с углом 24°, резинового уплотнения и площадки в конце конуса) говорит о том, что это явно не дюймовая резьба, а следовательно это метрика М22х1,5.
Пусть вас не смущает тот факт, что у нас вышло 20,62мм, а диапазон 20,2-20,6мм. Причиной этого может быть погрешность измерительного прибора или не совсем верное измерение (для более точного измерения следовало бы снять гайку с фитинга).
В метрической резьбе существует так же понятие тяжелой и легкой серии, то есть так называемые DKOL и DKOS. Это так же очень важный нюанс, о котором более подробно можно прочесть тут.
»Таблица шагов резьбы
Обозначения крышек серии резьбы комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
Серия с крупной резьбой (UNC / UNRC) – наиболее распространенное обозначение для болтов и гаек общего назначения. Крупная резьба полезна, потому что она менее склонна к перекрещиванию резьбы, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серия с мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях.Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупной резьбы, чтобы предотвратить ее снятие.
8-резьбовая серия (8UN) – это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8 / B8M и A320. Эта серия используется для диаметров от одного дюйма и выше.
| Серия крупной резьбы – UNC | Серия с мелкой резьбой – UNF | 8-резьбовая серия – 8UN | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм. | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | |||
| 3 ⁄ 8 – 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0,0809 | 0,0878 | – – | – | – | – |
| 7 ⁄ 16 – 14 | 0.3911 | 0,0933 | 0,1063 | 7 ⁄ 16 – 20 | 0,4050 | 0,1090 | 0,1187 | – – | – | – | – |
| 1 ⁄ 2 – 13 | 0,4500 | 0,1257 | 0,1419 | 1 ⁄ 2 – 20 | 0.4675 | 0,1486 | 0,1599 | – – | – | – | – |
| 9 ⁄ 16 – 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 – 18 | 0,5264 | 0,189 | 0,203 | – – | – | – | – |
| 5 ⁄ 8 – 11 | 0.5660 | 0,202 | 0,226 | 5 ⁄ 8 – 18 | 0,5889 | 0,240 | 0,256 | – – | – | – | – |
| 3 ⁄ 4 – 10 | 0,6850 | 0,302 | 0,334 | 3 ⁄ 4 – 16 | 0.7094 | 0,351 | 0,373 | – – | – | – | – |
| 7 ⁄ 8 – 9 | 0.8028 | 0,419 | 0,462 | 7 ⁄ 8 – 14 | 0,8286 | 0,480 | 0,509 | – – | – | – | – |
| 1–8 | 0.9188 | 0,551 | 0.606 | 1–12 | 0,9459 | 0,625 | 0,663 | 1–8 | 0,9188 | 0,551 | 0.606 |
| 1 1 ⁄ 8 – 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 – 12 | 1.0709 | 0.812 | 0,856 | 1 1 ⁄ 8 – 8 | 1.0438 | 0,728 | 0,790 |
| 1 1 ⁄ 4 – 7 | 1,1572 | 0,890 | 0,969 | 1 1 ⁄ 4 – 12 | 1,1959 | 1.024 | 1,073 | 1 1 ⁄ 4 – 8 | 1.1688 | 0,929 | 1.000 |
| 1 3 ⁄ 8 – 6 | 1,2667 | 1.054 | 1,155 | 1 3 ⁄ 8 – 12 | 1,3209 | 1,260 | 1,315 | 1 3 ⁄ 8 – 8 | 1,2938 | 1,155 | 1,233 |
| 1 1 ⁄ 2 – 6 | 1.3917 | 1,294 | 1.405 | 1 1 ⁄ 2 – 12 | 1,4459 | 1,521 | 1,581 | 1 1 ⁄ 2 – 8 | 1,4188 | 1.405 | 1.492 |
| – – | – | – | – | – – | – | – | – | 1 5 ⁄ 8 – 8 | 1.5438 | 1,68 | 1,78 |
| 1 3 ⁄ 4 – 5 | 1,6201 | 1,74 | 1,90 | – – | – | – | – | 1 3 ⁄ 4 – 8 | 1,6688 | 1,98 | 2,08 |
| – – | – | – | – | – – | – | – | – | 1 7 ⁄ 8 – 8 | 1.7938 | 2.30 | 2,41 |
| 2 – 4 1 ⁄ 2 | 1,8557 | 2.30 | 2,50 | – – | – | – | – | 2–8 | 1,9188 | 2,65 | 2,77 |
| 2 1 ⁄ 4 – 4 1 ⁄ 2 | 2.1057 | 3,02 | 3,25 | – – | – | – | – | 2 1 ⁄ 4 – 8 | 2,1688 | 3,42 | 3,56 |
| 2 1 ⁄ 2 – 4 | 2,3376 | 3,72 | 4,00 | – – | – | – | – | 2 1 ⁄ 2 – 8 | 2.4188 | 4,29 | 4,44 |
| 2 3 ⁄ 4 – 4 | 2,5876 | 4,62 | 4,93 | – – | – | – | – | 2 3 ⁄ 4 – 8 | 2,6688 | 5,26 | 5,43 |
| 3–4 | 2,8376 | 5.62 | 5,97 | – – | – | – | – | 3–8 | 2,9188 | 6,32 | 6,51 |
| 3 1 ⁄ 4 – 4 | 3,0876 | 6,72 | 7,10 | – – | – | – | – | 3 1 ⁄ 4 – 8 | 3.1688 | 7,49 | 7,69 |
| 3 1 ⁄ 2 – 4 | 3,3376 | 7,92 | 8,33 | – – | – | – | – | 3 1 ⁄ 2 – 8 | 3,4188 | 8,75 | 8,96 |
| 3 3 ⁄ 4 – 4 | 3.5876 | 9,21 | 9,66 | – – | – | – | – | 3 3 ⁄ 4 – 8 | 3,6688 | 10,11 | 10,34 |
| 4–4 | 3.8376 | 10,61 | 11,08 | – – | – | – | – | 4–8 | 3.9188 | 11,57 | 11,81 |
– Таблица значений резьбы на дюйм для болтов США
| Размер болта | Число ниток на дюйм (TPI) | |
|---|---|---|
| Крупная резьба UNC | Тонкая резьба UNF | |
| № 0000 | – | 160 |
| № 000 | – | 120 |
| # 00 | – | 90 |
| # 0 | – | 80 |
| № 1 | 64 | 72 |
| № 2 | 56 | 64 |
| № 3 | 48 | 56 |
| № 4 | 40 | 48 |
| # 5 | 40 | 44 |
| № 6 | 32 | 40 |
| № 8 | 32 | 36 |
| № 10 | 24 | 32 |
| № 12 | 24 | 28 |
| 1/4 “ | 20 | 28 |
| 5/16 “ | 18 | 24 |
| 3/8 дюйма | 16 | 24 |
| 7/16 “ | 14 | 20 |
| 1/2 “ | 13 | 20 |
| 9/16 “ | 12 | 18 |
| 5/8 “ | 11 | 18 |
| 3/4 “ | 10 | 16 |
| 7/8 “ | 9 | 14 |
| 1 “ | 8 | 12 * |
| 1-1 / 8 “ | 7 | 12 |
| 1-1 / 4 “ | 7 | 12 |
| 1-1 / 2 “ | 6 | 12 |
| * 12tpi – стандарт UNF, но 14tpi гораздо чаще встречается на практике. | ||
Таблицы резьбы винтов Таблица крупной резьбы
Стол для тонкой резьбы
| ||||||||
Таблица стандартного шага резьбы | Атланта Удочка
Таблица шагов стандартной резьбы Atlanta Rod
| Крупная резьба – UNC | Серия с мелкой резьбой – UNF | 8-резьбовая серия – 8UN | ||||||||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Область растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел @ Малый диам. | Область растягивающего напряжения | Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел @ Малый диам. |
| дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | кв. Дюйм | дюйм. | кв. Дюйм | |||
| 3 ⁄ 8 – 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0.0809 | – – | – | – | |
| 7 ⁄ 16 – 14 | 0,3911 | 0,0933 | 0,1063 | 7 ⁄ 16 – 20 | 0,405 | 0,109 | – – | – | – | |
| 1 ⁄ 2 – 13 | 0,45 | 0,1257 | 0,1419 | 1 ⁄ 2 – 20 | 0.4675 | 0,1486 | – – | – | – | |
| 9 ⁄ 16 – 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 – 18 | 0,5264 | 0,189 | – – | – | – | |
| 5 ⁄ 8 – 11 | 0,566 | 0,202 | 0,226 | 5 ⁄ 8 – 18 | 0.5889 | 0,24 | – – | – | – | |
| 3 ⁄ 4 – 10 | 0,685 | 0,302 | 0,334 | 3 ⁄ 4 – 16 | 0,7094 | 0,351 | – – | – | – | |
| 7 ⁄ 8 – 9 | 0.8028 | 0,419 | 0,462 | 7 ⁄ 8 – 14 | 0.8286 | 0,48 | – – | – | – | |
| 1-8 | 0,9188 | 0,551 | 0.606 | 1-12 | 0,9459 | 0,625 | 1-8 | 0,9188 | 0,551 | |
| 1 1 ⁄ 8 – 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 – 12 | 1.0709 | 0.812 | 1 1 ⁄ 8 – 8 | 1.0438 | 0,728 | |
| 1 1 ⁄ 4 – 7 | 1,1572 | 0,89 | 0,969 | 1 1 ⁄ 4 – 12 | 1,1959 | 1.024 | 1 1 ⁄ 4 – 8 | 1,1688 | 0,929 | |
| 1 3 ⁄ 8 – 6 | 1.2667 | 1.054 | 1,155 | 1 3 ⁄ 8 – 12 | 1,3209 | 1,26 | 1 3 ⁄ 8 – 8 | 1,2938 | 1,155 | |
| 1 1 ⁄ 2 – 6 | 1,3917 | 1,294 | 1.405 | 1 1 ⁄ 2 – 12 | 1,4459 | 1,521 | 1 1 ⁄ 2 – 8 | 1.4188 | 1.405 | |
| – – | – | – | – – | – | – | – | 1 5 ⁄ 8 – 8 | 1,5438 | 1,68 | |
| 1 3 ⁄ 4 – 5 | 1,6201 | 1,74 | 1,90 | – – | – | – | – | 1 3 ⁄ 4 – 8 | 1.6688 | 1,98 |
| – – | – | – | – – | – | – | – | 1 7 ⁄ 8 – 8 | 1.7938 | 2,3 | |
| 2 – 4 1 ⁄ 2 | 1,8557 | 2,3 | 2,50 | – – | – | – | – | 2-8 | 1,9188 | 2.65 |
| 2 1 ⁄ 4 -4- 1 ⁄ 2 | 2,1057 | 3,02 | 3,25 | – – | – | – | – | 2 1 ⁄ 4 – 8 | 2,1688 | 3,42 |
| 2 1 ⁄ 2 – 4 | 2,3376 | 3,72 | 4,00 | – – | – | – | – | 2 1 ⁄ 2 – 8 | 2.4188 | 4,29 |
| 2 3 ⁄ 4 – 4 | 2,5876 | 4,62 | 4,93 | – – | – | – | – | 2 3 ⁄ 4 – 8 | 2,6688 | 5,26 |
| 3-4 | 2,8376 | 5,62 | 5,97 | – – | – | – | – | 3–8 | 2.9188 | 6,32 |
| 3 1 ⁄ 4 – 4 | 3,0876 | 6,72 | 7,10 | – – | – | – | – | 3 1 ⁄ 4 – 8 | 3,1688 | 7,49 |
| 3 1 ⁄ 2 – 4 | 3,3376 | 7,92 | 8,33 | – – | – | – | – | 3 1 ⁄ 2 – 8 | 3.4188 | 8,75 |
| 3 3 ⁄ 4 – 4 | 3,5876 | 9,21 | 9,66 | – – | – | – | – | 3 3 ⁄ 4 – 8 | 3,6688 | 10,11 |
| 4–4 | 3.8376 | 10,61 | 11,08 | – – | – | – | – | 4–8 | 3.9188 | 11,57 |
Определение резьбы и соединителей | Центр знаний
13,5 минут | 07 мая 2019
Неправильные детали могут повредить резьбу во время установки, что, в свою очередь, ухудшит способность выдерживать давление и надежность уплотнения муфты гидравлического шланга, фитинга или адаптера.
Будьте точны. Размеры резьбы разных типов часто очень похожи. Следуйте инструкциям, чтобы точно получить нужную нить.
Вам понадобится:✔ Штангенциркуль
✔ Измеритель шага винта, также известный как измеритель резьбы и шаг
✔ Таблицы идентификации резьбы
Дополнительно:✔ Датчик положения сиденья
Типы резьбыВаш тип резьбы, скорее всего, будет одним из следующих:
Шаг 1: Проверьте резьбуРезьба коническая или параллельная? Визуального осмотра должно хватить, чтобы ответить на этот вопрос.
- Если вы не можете сказать точно, используйте губки штангенциркуля для измерения первой, четвертой и последней полной резьбы.
- Если размеры одинаковы, вы имеете дело с параллельной резьбой, также известной как прямая резьба.
- Если размеры уменьшаются, то нужна коническая резьба.
Подсказка: Осмотрите печать. Например, резьба NPT и резьба BSPT имеют коническую форму. Эти резьбы создают уплотнение из-за заклинивания металла по металлу или некоторой деформации резьбы.Однако для параллельной резьбы обычно требуется уплотнительное кольцо или резьбовая лента для обеспечения уплотнения.
Шаг 2: Измерьте диаметрИзмерьте диаметр резьбы штангенциркулем.
- Для наружной резьбы измерьте внешний диаметр (O.D). Для внутренней резьбы измерьте внутренний диаметр (I.D).
- Конический: измерьте 4-ю и 5-ю резьбу
- Параллельно: измерьте любой коридор полной резьбы
Шаг резьбы – это количество витков резьбы на дюйм.(Для метрических типов угроз это расстояние между потоками.)
- Используйте измеритель шага винта, чтобы проверить резьбу по каждому калибру или форме, пока не найдете совпадение.
- Имейте в виду, что некоторые формы дробной и метрической резьбы сопоставимы, поэтому ищите точное совпадение.
- Вы узнаете, что у вас есть совпадение, когда калибр будет аккуратно вставлен в резьбовую часть.
- Всегда полезно использовать несколько разных калибров, чтобы убедиться, что вы подберете правильный размер.
Это необязательный шаг, но он подтвердит, какая резьба вам нужна.
- С помощью манометра измерьте любой угол уплотняемой поверхности.
- Когда будет найден подходящий угол, ваш датчик будет параллелен оси соединителя. Вы также можете использовать манометр для измерения внутренних углов.
Совет : Некоторые фитинги имеют двойное седло, например JIC 37˚ и SAE 45˚.
Шаг 5: Обозначьте резьбуСнимите размеры и сравните их с таблицами идентификации резьбы.
Трубная резьба NPT и NPSЗнайте свою резьбу
- NPT – национальный трубный конус (американский) – форма резьбы согласно ANSI / ASME B1.20.1
- NPS – прямая труба национального стандарта (ПАРАЛЛЕЛЬНАЯ) – форма резьбы согласно ANSI / ASME B1.20.1
- NPTF – это национальный трубный конус для топлива – форма резьбы согласно SAE J476
- NPSM является национальной трубной прямой механической резьбой – форма резьбы согласно ANSI / ASME B1.20.1
NPT и NPTF
Имеют разный большой и малый диаметр.Также есть различия в основании и вершине резьбы. В то время как гребни резьбы NPTF соответствуют тем же параметрам, что и стандарты NPT, гребни NPTF имеют меньший диапазон. Кроме того, NPT требует, чтобы уплотнение было герметичным, а NPTF – нет.
NPT и NPS
NPT и NPS имеют одинаковый угол резьбы, форму и шаг (резьбы на дюйм). Обе резьбы также имеют угол наклона 60 ° и имеют плоские вершины и впадины. Резьбы NPT и NPS будут входить в зацепление, но учтите, что они не плотно прилегают друг к другу.
Измерение
Измерьте наружный диаметр наружной резьбы NPT. и внутренняя резьба NPT I.D. сначала полная резьба около конца фитинга. В приведенных ниже таблицах размер резьбы относится к номинальному диаметру трубы. Шаг = число ниток на дюйм (TPI).
Вычтем прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы (TD) для номинального размера трубы (NPS): TD – 0,25 дюйма = NPS
NPT Размеры
Размер резьбы NPT и шаг | Размер панели | Малая наружная резьба O.Д. | Внутренняя резьба I.D. | ||
дюймов – СОВЕТ | мм | дюймов | мм | дюймов | |
1/8 – 27 | -02 | 9,9 | 0.39 | 8,4 | 0,33 |
1/4 – 18 | -04 | 13,2 | 0,52 | 11,2 | 0,44 |
3/8 – 18 | -06 | 16,6 | 0,65 | 14.7 | 0,58 |
1/2 – 14 | -08 | 20,6 | 0,81 | 17,8 | 0,70 |
3/4 – 14 | -12 | 26,0 | 1,02 | 23.4 | 0,92 |
1 – 11. ½ | -16 | 32,5 | 1,28 | 29,5 | 1,16 |
1. ¼ – 11. ½ | -20 | 41,2 | 1,62 | 38.1 | 1,50 |
1. ½ – 11. ½ | -24 | 47,3 | 1,86 | 43,9 | 1,73 |
2–11 ½ | -32 | 59,3 | 2,33 | 56.4 | 2,22 |
2.½ – 8 | -40 | 71,5 | 2,82 | 69,1 | 2,72 |
3–8 | -48 | 87,3 | 3,44 | 84.8 | 3,34 |
Размеры резьбы NPSM
Сопутствующая резьба к NPT, NPSM – это внутреннее поворотное соединение с параллельной резьбой, которое позволяет наружной резьбе NPT входить в контакт с уплотнительной поверхностью 30 °.
Размер резьбы NPSM | Размер панели | Внутренняя резьба Minor I.D. | |
дюймов – НАКОНЕЧНИК | мм | дюйма | |
1/8 – 27 | -02 | 8.6 | 0,34 |
1/4 – 18 | -04 | 11,9 | 0,47 |
3/8 – 18 | -06 | 15,0 | 0,59 |
| 1/2 – 14 | -08 | 19,1 | 0,75 |
3/4 – 14 | -12 | 24.6 | 0,92 |
1 – 11. ½ | -16 | 30,5 | 1,20 |
1. ¼ – 11. ½ | -20 | 39,4 | 1,55 |
1. ½ – 11. ½ | -24 | 45,5 | 1.79 |
2 – 11 ½ | -32 | 57,4 | 2,26 |
2.½ – 8 | -40 | 68,8 | 2,26 |
3–8 | -48 | 84,68 | 3,33 |
Что такое резьба SAE?
SAE – это Общество инженеров автомобильной промышленности.Фитинги SAE в основном используются в холодильных установках, автомобильных трубопроводных системах и других приложениях с низким давлением. Медные трубы обычно используются с резьбой SAE.
Отбортовка SAE (SAE J512)
У обеих половин SAE с развальцовкой под углом 45 ° имеется гнездо с отбортовкой под углом 45 °. Резьбы двух половин встречаются, образуя прочное механическое соединение. Уплотнение формируется на конусе под углом 45 °. За исключением углов седла, коннекторы под развальцовку SAE 45 ° отражают коннекторы под развальцовку JIC 37 °. Некоторые фитинги этих размеров имеют седла как JIC 37 °, так и SAE 45 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/16 – 24 | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 – 24 | -06 | 9,5 | 0,38 | 8,4 | 0,33 | 3/16 |
7/16 – 20 | -07 | 11,1 | 0.44 год | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,44 | 5/16 |
5/8 – 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | 3/8 |
3/4 – 16 | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 – 14 | -14 | 22,2 | 0.88 | 20,6 | 0,81 | 5/8 |
1,1 / 16 – 14 | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
Шаг = количество ниток на дюйм (TPI).
SAE, перевернутая под углом 45 ° (SAE J512)
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
16.07 – 24 | -07 | 11,1 | 0.44 год | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
5/8 – 18 | -10 | 15,9 | 0,63 | 14.2 | 0,56 | 3/8 |
16.11 – 18 | -08 | 17,5 | 0,69 | 16,0 | 0,63 | 7/16 |
Шаг = число ниток на дюйм (TPI).
Уплотнительные кольца пилотного клапана SAEВертлюг с наружной резьбой
Размер резьбы и шаг | Размер панели | Наружная резьба O.Д. | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/8 – 18 | -10 | 15,9 | 0.63 | 14,2 | 0,56 | -6 |
3/4 – 18 | -12 | 19,0 | 0,75 | 17,8 | 0,70 | -8 |
7/8 – 18 | -14 | 22,2 | 0,88 | 20.6 | 0,81 | -10 |
Шаг = количество ниток на дюйм (TPI)
Вертлюг с внутренней резьбой
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/8 – 18 | -10 | 15.9 | 0,63 | 14,2 | 0,56 | -6 |
3/4 – 16 | -12 | 19,0 | 0,75 | 17,5 | 0,69 | -8 |
Шаг = количество ниток на дюйм (TPI).
Уплотнительное кольцо с прямой резьбой SAE
Уплотнение прямой или параллельной резьбы SAE благодаря уплотнительному кольцу Buna-N с твердостью 90, что делает его чрезвычайно надежным и пригодным для многократного использования.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | дюйма | мм | дюйма | ||
-02 | 24 | 3.9 | 0,31 | 6,9 | 0,27 |
-03 | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
-04 | 20 | 11,2 | 0,44 | 9,9 | 0.39 |
-05 | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
-06 | 18 | 14,2 | 0,56 | 12,9 | 0,51 |
-08 | 16 | 19 | 0.75 | 17 | 0,67 |
-10 | 14 | 22,3 | 0,88 | 20,3 | 0,8 |
-12 | 12 | 26,9 | 1,06 | 24,9 | 0.98 |
-14 | 12 | 30 | 1,18 | 27,7 | 1,09 |
-16 | 12 | 33,3 | 1,31 | 31 | 1,22 |
-20 | 12 | 41.4 | 1,63 | 39,1 | 1,54 |
-24 | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
-32 | 12 | 63,5 | 2,5 | 61.2 | 2,41 |
Британская стандартная трубная резьба
- BSP – труба британского стандарта, также известная как форма резьбы Whitworth 55 °
- BSPT – это британский стандарт трубного конуса – форма резьбы согласно AS 1722.1, BS 21, ISO 7
- BSPP – это британский стандарт параллельной трубы – форма резьбы согласно AS 1722.2, ISO 228
Вы должны знать:
- Уплотнение с наружной резьбой BSPT относительно резьбы фиксированной внутренней резьбы BSPT.
- Для достижения наилучших результатов используйте опасный герметик для соединений BSPT «папа – мама».
- Измерьте наружный диаметр наружной резьбы BSPT. и внутренняя резьба I.D. на первой полной резьбе около конца фитинга.
- Наружная резьба BSPT и наружная резьба BSPP с коническим седлом 30 ° (включенный угол 60 °) против соответствующего конического седла 30 ° вертлюга с внутренней резьбой BSPP.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружная резьба O.Д. | BSPP Наружный диаметр резьбы | BSPT Внутренняя резьба I.D. | BSPP Внутренняя резьба I.D. | ||||
дюймов – СОВЕТ | мм | дюймов | мм | дюймов | мм | дюймов | мм | дюймов | |
1/8 – 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 – 19 | -04 | 12,8 | 0,50 | 13.0 | 0,51 | 11,2 | 0,44 | 11,9 | 0,47 |
3/8 – 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0.59 | 15,2 | 0,60 |
1/2 – 14 | -08 | 20,4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0.75 |
8 мая – 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0,81 | 20,8 | 0,82 |
3/4 – 14 | -12 | 25.9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32,6 | 1,28 | 33.1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ – 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ – 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45.5 | 1,79 |
2–11 | -32 | 58,6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ – 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71,9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86.6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Размер резьбы относится к номинальному внутреннему диаметру трубы. Шаг = число ниток на дюйм (TPI). Вычтите прибл. 1/4 ″ (6 мм) от измерения диаметра резьбы (TD) для номинального диаметра трубы (NPS): TD – 0.25 дюймов = NPS
JIC ThreadJIC означает Объединенный отраслевой совет – SAE J514, ISO 8434-2.
Вы должны знать:
- Фитинги JIC представляют собой фитинги с развальцовкой, обработанные с посадочной поверхностью под развальцовку 37 °, используемые в гидравлических системах с высоким давлением (до 10 000 фунтов на кв. Дюйм).
- Это фитинги с уплотнением металл-металл, имеющие унифицированный стандарт резьбы (тонкая) (UNF).
- В Европе это самый распространенный тип фитингов американского типа.
Размеры резьбы JIC
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
5/16 – 24 UNF | -05 | 7.9 | 0,31 | 6,8 | 0,27 | 1/8 |
3/8 – 24 UNF | -06 | 9,5 | 0,38 | 8,5 | 0,33 | 3/16 |
7/16 – 20 UNF | -07 | 11.1 | 0,44 | 9,9 | 0,39 | 1/4 |
1/2 – 20 | -08 | 12,7 | 0,50 | 11,4 | 0,45 | 5/16 |
9/16 – 18 UNF | -09 | 14.3 | 0,56 | 13,0 | 0,51 | 3/8 |
3/4 – 16 UNF | -12 | 19,1 | 0,75 | 17,5 | 0,69 | 1/2 |
7/8 – 14 UNF | -14 | 22.2 | 0,88 | 20,3 | 0,80 | 5/8 |
1,1 / 16 – 12 ООН | -17 | 27,0 | 1,06 | 24,9 | 0,98 | 3/4 |
1,3 / 16 – 12 ООН | -19 | 30.2 | 1,19 | 28,2 | 1,11 | 7/8 |
1,5 / 16 – 12 ООН | -21 | 33,3 | 1,31 | 31,2 | 1,23 | 1 |
1,5 / 8 – 12 UN | -26 | 41.3 | 1,63 | 39,1 | 1,54 | 1,1 / 4 |
1,7 / 8 – 12 UN | -30 | 47,6 | 1,88 | 45,5 | 1,79 | 1.½ |
2.½ – 12 UN | -40 | 63.5 | 2,50 | 61,5 | 2,42 | 2 |
Шаг = количество ниток на дюйм (TPI).
Резьба ORFSORFS означает торцевое уплотнение с уплотнительным кольцом.
ORFS имеют высокий уровень герметичности благодаря механизму сжатия уплотнительного кольца. Благодаря своей хорошей вибростойкости, ORFS приобрела международную популярность как фитинги для OEM-машин.
Вы должны знать:
- Система ORFS включает фитинги с наружной резьбой с уплотнительным кольцом в канавке на плоской поверхности.
- Фитинги с внутренней резьбой состоят из плоских поверхностей и накидных гаек UNF с прямой или параллельной резьбой.
- С помощью фитинга ORFS вы можете установить шланг в сборе на фиксированное расстояние или пространство. Плоские поверхности охватываемого и охватывающего фитингов означают, что вам не нужно перемещать назад другие компоненты системы. Вы можете просто вставить шланг в сборе.
- Унифицированная стандартная резьба, тонкая (UNF) включает в себя унифицированную специальную резьбу (UNS) и унифицированную (UN).
Таблица размеров торцевого уплотнительного кольца
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
9/16 – 18 UNF | -09 | 14.3 | 0,56 | 12,9 | 0,51 | 1/4 |
11/16 – 16 UNF | -11 | 17,3 | 0,68 | 16,0 | 0,63 | 3/8 |
13/16 – 16 UNF | -13 | 20.6 | 0,81 | 19,1 | 0,75 | 1/2 |
1-14 UNS | -16 | 25,4 | 1,00 | 23,6 | 0,73 | 5/8 |
1,3 / 16 – 12 ООН | -19 | 30.0 | 1,18 | 28,2 | 1,11 | 3/4 |
1,7 / 16 – 12 ООН | -23 | 36,3 | 14,3 | 34,3 | 1,35 | 1 |
1,11 / 16 – 12 ООН | -27 | 42.7 | 1,68 | 40,6 | 1,60 | 1/1/4 |
2-12 UN | -32 | 51,8 | 2,00 | 48,8 | 1,92 | 1,1 / 2 |
Шаг = количество ниток на дюйм (TPI).
Резьба JISJIS означает японские промышленные стандарты.В Японии существует четыре популярных стиля соединения. Первые два:
1. Коническая трубная резьба JIS
Этот соединитель идентичен соединителю BSPT, который также имеет коническую форму, и взаимозаменяем с ним. Примечание: японская наружная резьба не имеет отбортовки 30 °. Он не подходит для шарнирного соединения с внутренней резьбой BSPP с перевернутым седлом.
Уплотнение на японском соединителе с конической трубной резьбой выполнено на резьбе. Для достижения наилучших результатов всегда используйте герметик для резьбовых соединений.
2.JIS 30˚ Flare (внутреннее коническое седло)
JIS 30˚ Flare использует перевернутое на 60 ° седло и резьбу BSPP. И у японцев, и у британцев есть 30˚ место, но британское сиденье перевернуто, поэтому они несовместимы.
Размеры резьбы BSPT и BSPP
Размер и шаг | Размер панели | BSPT Наружный диаметр резьбы | BSPP Наружная резьба O.Д. | BSPT Внутренняя резьба I.D. | BSPP Внутренняя резьба I.D. | ||||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | мм | дюйма | мм | дюйма | |
1/8 – 28 | -02 | 9.5 | 0,37 | 9,6 | 0,38 | 8,4 | 0,33 | 8,6 | 0,34 |
1/4 – 19 | -04 | 12,8 | 0,50 | 13,0 | 0,51 | 11.2 | 0,44 | 11,9 | 0,47 |
3/8 – 19 | -06 | 16,3 | 0,64 | 16,5 | 0,65 | 14,7 | 0,59 | 15,2 | 0,60 |
1/2 – 14 | -08 | 20.4 | 0,80 | 20,8 | 0,82 | 18,3 | 0,72 | 19,1 | 0,75 |
5/8 – 14 | -10 | 22,5 | 0,89 | 22,8 | 0,90 | 20,6 | 0.81 год | 20,8 | 0,82 |
3/4 – 14 | -12 | 25,9 | 1,02 | 26,3 | 1,04 | 23,9 | 0,94 | 24,6 | 0,97 |
1–11 | -16 | 32.6 | 1,28 | 33,1 | 1,30 | 29,7 | 1,17 | 30,7 | 1,21 |
1.¼ – 11 | -20 | 41,1 | 1,62 | 41,8 | 1,64 | 38.6 | 1,52 | 39,4 | 1,55 |
1.½ – 11 | -24 | 47,0 | 1,85 | 47,7 | 1,88 | 44,5 | 1,75 | 45,5 | 1,79 |
2–11 | -32 | 58.6 | 2,31 | 59,5 | 2,34 | 56,4 | 2,22 | 57,4 | 2,26 |
2.½ – 11 | -40 | 74,1 | 2,92 | 75,1 | 2,95 | 71.9 | 2,83 | 72,6 | 2,86 |
3-11 | -48 | 86,6 | 3,41 | 87,9 | 3,46 | 84,6 | 3,33 | 85,4 | 3,36 |
Шаг = количество ниток на дюйм (TPI).
3. Фланцевый фитинг Komatsu®
Фланцевый фитинг Komatsu® практически идентичен фланцевому фитингу SAE Code 61 и полностью взаимозаменяем с ним (5/8 не соответствует стандартам SAE). Размеры уплотнительного кольца различаются для каждого размера. Вы должны использовать уплотнительное кольцо типа SAE при замене фланца типа Komatsu® на фланец типа SAE.
SAE Code 61 Фланцевое соединение
Размер панели | дюйм / размер порта | Размер болта | Фланец О.D. «F» +/- .010 | Внешний диаметр фланца «А» +/- .010 | Внешний диаметр фланца «В» +/- .010 | Код 61 Максимальное рабочее давление PSI | |||
мм | дюймов | мм | дюймов | мм | дюймов | ||||
-8 | 1/2 | 5/16 – 18 х 1.1/4 | 30,2 | 1,19 | 38,1 | 1,50 | 17,5 | 0,69 | 5 000 |
-10 | * 5 \ 8 | M8 – 1,25 x 30 | 34,0 | 1.34 | 42,9 | 1,69 | 19,8 | ,78 | 5 000 |
-12 | 3/4 | 3/8 – 16 х 1,1 / 4 | 38,1 | 1,50 | 47,6 | 1,88 | 22.4 | 0,88 | 5 000 |
-16 | 1 | 3/8 – 16 х 1,1 / 4 | 44,4 | 1,75 | 52,4 | 2,06 | 26,2 | 1,03 | 5 000 |
-20 | 1.1/4 | 7/16 – 14 х 1,1 / 2 | 50,8 | 2,00 | 58,7 | 2,31 | 30,2 | 1,19 | 4.000 |
-24 | 1,1 / 2 | 1/2 – 13 х 1,1 / 2 | 60.3 | 2,38 | 69,8 | 2,75 | 35,8 | 1,41 | 3.000 |
-32 | 2 | 1/2 – 13 х 1,1 / 2 | 71,4 | 2,81 | 77.8 | 3,06 | 42,9 | 1,69 | 3.000 |
-40 | 2,1 / 2 | 1/2 – 13 х 1,1 / 2 | 84,1 | 3,31 | 88,9 | 3,50 | 50.8 | 2,00 | 2,500 |
-48 | 3 | 5/8 – 11 х 3/4 | 101,6 | 4,00 | 106,4 | 4,19 | 62,0 | 2,44 | 2 000 |
* Размер, отличный от SAE.Распространено на оборудовании Komatsu®.
4. Конус Komatsu® 30˚ (метрическая резьба)
Соединение JIS с отбортовкой 30 ° Метрическое соединение, также известное как соединение Komatsu®, используется почти исключительно на оборудовании KOMATSU®.
Размер панели | Шаг резьбы | Наружный диаметр резьбы | Внутренняя резьба I.D. | ||
мм | мм | дюйма | мм | дюйма | |
-12 | 1.5 | 12 | . 472 | 10,5 | 4,13 |
-14 | 1,5 | 14 | .551 | 12,5 | .492 |
-16 | 1,5 | 16 | .630 | 14.5 | . 571 |
-18 | 1,5 | 18 | .709 | 16,5 | .650 |
-20 | 1,5 | 20 | .787 | 18,5 | .728 |
-22 | 1.5 | 22 | .866 | 20,5 | .807 |
-24 | 1,5 | 24 | .945 | 22,5 | .886 |
-30 | 1,5 | 30 | 1.181 | 28,5 | 1,122 |
-33 | 1,5 | 33 | 1,299 | 31,5 | 1,240 |
-36 | 1,5 | 36 | 1,417 | 34,5 | 1.358 |
-42 | 1,5 | 42 | 1,654 | 40,5 | 1,594 |
Эти муфты также известны как метрические французские GAZ 24 ° из-за того, что они имеют посадочное место 24˚ и метрическую резьбу.
- Эти муфты очень похожи на муфты DIN, но имеют разные размеры резьбы.
- Обе резьбы имеют метрическую резьбу, но муфты Din основаны на крупной резьбе большего размера, а французская резьба – на тонкой.
- Метрическая система Французский ГАЗ отражает дробный номер в метрической системе. трубки, как показано в таблице.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
M20 x 1.5 | -20 | 20 | 0,78 | 18,5 | 0,72 | 13,25 |
M24 x 1,5 | -24 | 24 | 0,94 | 22,5 | 0,88 | 16,75 |
M30 x 1.5 | -30 | 30 | 1,18 | 28,5 | 1,12 | 21,25 |
M36 x 1,5 | -36 | 36 | 1,41 | 34,5 | 1,35 | 26,75 |
M45 x 1,5 | -45 | 45 | 1.77 | 43,5 | 1,71 | 33,50 |
MX52 x 1,5 | -52 | 52 | 2,04 | 50,5 | 1,98 | 42,25 |
Шаг = количество ниток на дюйм (TPI).
Метрическая Французская миллиметроваяВ то время как метрическая Французская GAZ использует метрическую систему O с дробным числом.D. Трубка, метрическая система Французский миллиметр использует целочисленный метрический наружный диаметр. трубка. Обратите внимание, что две серии не могут подключаться друг к другу.
- Эти уплотнения на конусном седле 24 °, которое расположено внутри на охватываемом соединителе, с использованием прямой мелкой метрической резьбы.
- Наружная часть может соединяться с внутренним вертлюгом с прямой резьбой со сферическим носовым седлом, а также с трубкой без раструба, трубной гайкой и компрессионной оливой или врезным кольцом.
- Затягивание внутренней гайки сжимает оливу. Это заставляет его врезаться в трубку, что создает уплотнение между трубкой, оливкой и наружным конусом 24 °.
Размер резьбы и шаг | Размер панели | Наружный диаметр резьбы | Внутренняя резьба I.D. | Размер трубки | ||
дюймов – НАКОНЕЧНИК | мм | дюйма | мм | дюйма | дюйма | |
M27 x 1.5 | -27 | 27,0 | 1,06 | 25,5 | 1,00 | 20 |
M30 x 1,5 | -30 | 30,0 | 1,18 | 28,5 | 1,12 | 22 |
M33 x 1.5 | -33 | 33,0 | 1,30 | 31,5 | 1,24 | 25 |
M36 x 1,5 | -36 | 36,0 | 1,41 | 34,5 | 1,35 | 28 |
M39 x 1,5 | -39 | 39.0 | 1,54 | 37,5 | 1,48 | 30 |
MX45 x 1,5 | -45 | 45 | 1,77 | 43,5 | 1,71 | 35 |
DIN означает Deutsche Industrie Normen, что означает Немецкий институт стандартизации.DIN разрабатывает стандарты практически для каждого производимого и разрабатываемого продукта, поэтому разные фитинги имеют разные стандарты DIN.
Стандарты DIN пересматриваются не реже одного раза в пять лет. Если стандарт больше не отражает текущее состояние технологий, он либо пересматривается, либо отменяется.
- Трубные обжимные фитинги типа DIN соответствуют требованиям стандартов ISO 8434-1, DIN 2353 и DIN EN 3850, что обеспечивает взаимозаменяемость.
- Эти метрические фитинги без раструба являются самыми популярными врезными фитингами в мире.Они включают корпус, обойму или врезное кольцо и гайку. Соединения DIN используются в:
- Трубные фитинги
- Переключающие клапаны
- Банджо и поворотные муфты
- Клапаны обратные и обратные
Фитинги DIN 2353 с различными конфигурациями и резьбовыми соединениями подходят для решения различных задач и предлагаются в различных сериях по давлению:
- LL для Extra Light – для приложений низкого давления
- L для Light – для среднего давления
- S для тяжелых условий эксплуатации – высокого давления
Наиболее широко используются легкие и тяжелые.Популярные фитинги DIN включают:
- Форма резьбы по DIN 3853, ISO 261
- Седло с конусом 24 ° по DIN 3861, ISO 8434-1 / DIN 2353
- Кольцевое уплотнение по DIN 3865
- Склеенное уплотнение и порт по DIN 3852-1
Размеры по DIN
Шаг включен в размер тире. Для шланговых муфт и большинства переходников шаг не входит в размер черточки.
ПРИМЕЧАНИЕ : При измерении шага используйте метрический калибр шага.
Наружный диаметр резьбы & Шаг | Внутренняя резьба I.D. | Легкая серия | Heavy Series | |||||||||||||||
Размер тире | Внешний диаметр трубки | D1 DIA | D2 DIA | Размер тире | Трубка О.Д. | D1 DIA | D2 DIA | |||||||||||
мм | мм | мм | мм | мм | мм | мм | мм | |||||||||||
M12 x 1,5 | 10,5 | -1215 | 6 | 7.5 | 6,3 | |||||||||||||
M14 x 1,5 | 12,5 | -1415 | 8 | 9,5 | 8,2 | -1415 | 6 | 7,5 82 9002 | 14,5 | -1615 | 10 | 11.5 | 10,2 | -1615 | 8 | 9,5 | 7,9 | |
M18 x 1,5 | 16,5 | -1815 | 12 | 14,0 | 12,2 | -1815 | 10 | 9002 9002 | 0M20 x 1.5 | 18,5 | 2015 | 12 | 14,0 | 12,0 | ||||
M22 x 1,5 | 20,5 | -2215 | 15 | 17,0 | 15,2 | -2215 | 14 002 9002 14 002 | |||||||||||
M24 x 1,5 | 22,5 | -2415 | 16 | 18,0 | 15,8 | |||||||||||||
M26 x 1,5 | 24,5 | -2615 | 18 | 20,0 | 18,2 | |||||||||||||
M30 x 2.0 | 28,0 | -3020 | 22 | 24,5 | 22,5 | -3020 | 20 82 9002 900,8 | |||||||||||
M36 x 2,0 | 34,0 | -3620 | 28 | 30,5 | 28.2 | -3620 | 25 | 27,5 | 24,5 | |||||||||
M42 x 2,0 | 40,0 | -4220 | 30 | 33,0 | 30,0 | |||||||||||||
M45 x 2,0 | 43,0 | -4520 | 35 | 38.0 | 35,4 | |||||||||||||
M52 x 2,0 | 50,0 | -5220 | 42 | 000 9002 9002 9002 5220 | 38 | 41,0 | 36,8 | |||||||||||
статей, которые могут вам понравиться:
Таблица шагов резьбы
Обозначения крышек серии резьбы комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
Серияс крупной резьбой (UNC / UNRC) – это наиболее распространенное обозначение для болтов и гаек общего назначения. Крупная резьба полезна, потому что она менее склонна к перекрещиванию резьбы, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серияс мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях. Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупной резьбы, чтобы предотвратить ее снятие.
8-резьбовая серия (8UN) – это метод формирования резьбы, указанный в нескольких стандартах ASTM, включая A193 B7, A193 B8 / B8M и A320. Эта серия используется для диаметров от одного дюйма и выше.
| Серия крупной резьбы – UNC | |||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 3/8 – 16 | 0.3344 | 0,0678 | 0,0775 |
| 7/16 – 14 | 0,3911 | 0,0933 | 0,1063 |
| 1/2 – 13 | 0,4500 | 0,1257 | 0,1419 |
| 16 сентября – 12 | 0,5084 | 0,162 | 0,182 |
| 5/8 – 11 | 0,5660 | 0,202 | 0,226 |
| 3/4 – 10 | 0,6850 | 0.302 | 0,334 |
| 7/8 – 9 | 0.8028 | 0,419 | 0,462 |
| 1–8 | 0,9188 | 0,551 | 0.606 |
| 1,1 / 8 – 7 | 1.0322 | 0,693 | 0,763 |
| 1–7 | 1,1572 | 0,890 | 0,969 |
| 1,3 / 8 – 6 | 1,2667 | 1.054 | 1.155 |
| 1½ – 6 | 1,3917 | 1,294 | 1.405 |
| 1–5 | 1,6201 | 1,74 | 1,90 |
| 2 – 4½ | 1,8557 | 2.30 | 2,50 |
| 2¼ – 4½ | 2,1057 | 3,02 | 3,25 |
| 2½ – 4 | 2,3376 | 3,72 | 4,00 |
| 2–4 | 2.5876 | 4,62 | 4,93 |
| 3–4 | 2,8376 | 5,62 | 5,97 |
| 3–4 | 3,0876 | 6,72 | 7,10 |
| 3½ – 4 | 3,3376 | 7,92 | 8,33 |
| 3–4 | 3,5876 | 9,21 | 9,66 |
| 4–4 | 3.8376 | 10,61 | 11.08 |
| Серия с мелкой резьбой – UNF | |||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 3/8 – 24 | 0,3479 | 0,0809 | 0,0878 |
| 7/16 – 20 | 0,4050 | 0,1090 | 0.1187 |
| 1/2 – 20 | 0,4675 | 0,1486 | 0,1599 |
| 16.09 – 18 | 0,5264 | 0,189 | 0,203 |
| 5/8 – 18 | 0,5889 | 0,240 | 0,256 |
| 3/4 – 16 | 0,7094 | 0,351 | 0,373 |
| 7/8 – 14 | 0,8286 | 0,480 | 0,509 |
| 1–12 | 0.9459 | 0,625 | 0,663 |
| 1,1 / 8 – 12 | 1.0709 | 0,812 | 0,856 |
| 1–12 | 1,1959 | 1.024 | 1,073 |
| 1,3 / 8 – 12 | 1,3209 | 1,260 | 1,315 |
| 1½ – 12 | 1,4459 | 1,521 | 1,581 |
| 8-резьбовая серия – 8UN | |||
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения |
| дюйм. | кв. Дюйм | кв. Дюйм | |
| 1–8 | 0,9188 | 0,551 | 0.606 |
| 1,1 / 8 – 8 | 1.0438 | 0,728 | 0,790 |
| 1–8 | 1,1688 | 0,929 | 1.000 |
| 1,3 / 8 – 8 | 1.2938 | 1,155 | 1,233 |
| 1½ – 8 | 1,4188 | 1.405 | 1.492 |
| 1,5 / 8 – 8 | 1,5438 | 1,68 | 1,78 |
| 1–8 | 1,6688 | 1,98 | 2,08 |
| 1,7 / 8 – 8 | 1.7938 | 2.30 | 2,41 |
| 2–8 | 1,9188 | 2,65 | 2.77 |
| 2–8 | 2,1688 | 3,42 | 3,56 |
| 2½ – 8 | 2,4188 | 4,29 | 4,44 |
| 2–8 | 2,6688 | 5,26 | 5,43 |
| 3–8 | 2,9188 | 6,32 | 6,51 |
| 3¼ – 8 | 3,1688 | 7,49 | 7,69 |
| 3½ – 8 | 3.4188 | 8,75 | 8,96 |
| 3¾ – 8 | 3,6688 | 10,11 | 10,34 |
| 4–8 | 3.9188 | 11,57 | 11,81 |
| Источник: Portland Bolt & Mfg. Co. | |||
Общие сведения о дюймовых крепежных изделиях – Fastener Mart
Технические данные крепежа | Общие сведения о серии Введение
Крепежные детали (болты, винты и т. Д.), Относящиеся к «дюймовой» серии, являются наиболее распространенными в U.S.A. и Канада. Их размер описывается как диаметр, количество витков резьбы на дюйм (если используется с гайкой или в резьбовом отверстии) и длина в дюймах.
Диаметр задается однозначным или двузначным числом для меньших размеров и дробью для больших размеров. Во всех случаях, чем больше число, тем больше размер. Следовательно, винт №8 больше, чем винт №4, точно так же, как 3-дюймовый болт больше, чем 2-дюймовый болт.
Диаметр шурупов для дерева, шурупов для листового металла и других крепежных деталей, которые не используются с гайкой, определяется однозначным или двузначным числом, например: 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 14, 16, 18, 20, 24 (не все винты доступны для всех размеров).Иногда, хотя и не часто, вы можете увидеть винт для листового металла, указанный в виде дроби, например 5/16 или 3/8, но, как правило, диаметр этих винтов указывается как одно- или двухзначное число.
Крепежные винты часто бывают следующих размеров: 0, 1, 2, 3, 4, 5, 6, 8, 10, 12, 14 – чем больше число, тем крупнее винт. Крепежные винты, особенно винты с головками и болты, могут варьироваться от 1/4 дюйма до 3 дюймов и более.
Число резьбы на дюйм иногда путают с шагом резьбы – шаг – это расстояние от одной резьбы до следующей резьбы, как указываются метрические винты.В дюймовой серии это количество полных витков резьбы на дюйм (если вам нужно знать шаг дюймового крепежа, используйте приведенную ниже таблицу или разделите 1 на количество витков резьбы на дюйм). В отличие от метрических креплений, большее число указывает на более тонкую резьбу (это потому, что резьба на дюйм является обратной величиной шага). Общие размеры резьбы на дюйм: 4, 4-1 / 2, 5, 5-1 / 2, 6, 7, 8, 9, 10, 11, 12, 13, 14, 16, 18, 20, 24, 28. , 32, 36, 40, 48, 56, 72, 80. Большинство креплений делятся на грубые и мелкие, но есть также очень мелкие и другие обозначения.
| Резьба на дюйм | Шаг (дюймы) | Шаг (мм) |
|---|---|---|
| 80 | 0,0125 | 0,318 |
| 72 | 0,0139 | 0,353 |
| 56 | 0,0179 | 0,454 |
| 48 | 0.0208 | 0,529 |
| 40 | 0,0250 | 0,635 |
| 36 | 0,0278 | 0,706 |
| 32 | 0,0313 | 0,794 |
| 28 | 0,0357 | 0,907 |
| 24 | 0,0417 | 1.058 |
| 20 | 0.0500 | 1,270 |
| 18 | 0,0556 | 1,411 |
| 16 | 0,0625 | 1,588 |
| 14 | 0,0714 | 1,814 |
| 13 | 0,0769 | 1,954 |
| 12 | 0,0833 | 2,117 |
| 11 | 0.0909 | 2.309 |
| 10 | 0,1000 | 2,540 |
| 9 | 0,1111 | 2,822 |
| 8 | 0,1250 | 3,175 |
| 7 | 0,1429 | 3,629 |
| 6 | 0,1667 | 4,233 |
| 5,5 | 0.1818 | 4,618 |
| 5 | 0,2000 | 5.080 |
| 4,5 | 0,2222 | 5,644 |
| 4 | 0,2500 | 6.350 |
Грубая и мелкая резьба имеет в своем активе впечатляющие преимущества. Некоторые из причин использования крепежа с крупной резьбой:
- Меньше шансов обрезать или нарезать резьбу
- Грубую резьбу не так легко повредить при обращении или транспортировке
- Некоторые материалы нарезаются лучше при использовании крупной резьбы
Тонкая резьба, однако, обладает этими и другими прекрасными качествами…
- Тонкая резьба лучше подходит для нарезания резьбы по тонким и твердым материалам
- Возможна более тонкая регулировка
- Большие области растягивающего напряжения делают крепежные детали с мелкой резьбой более прочными при растяжении
Следовательно, может оказаться невозможным стандартизовать грубую или мелкую резьбу.Иногда вам нужно рассмотреть, какие преимущества предлагает каждый тип, и сопоставить его с его применением.
Обычно резьба правая – вы поворачиваете винт по часовой стрелке, чтобы ввинтить его в гайку. Если не указан, то с правой резьбой. Но для специальных применений также есть левая резьба – сокращенно «LH» – что означает, что вы поворачиваете винт в противоположном направлении (против часовой стрелки), чтобы ввинтить его в гайку. Вы должны использовать винты с левой резьбой с гайками с левой резьбой.
Длина – это просто длина винта или болта в дюймах. Для обвязки, пуговицы, филлистера, фланца, шестигранника, плоского, круглого, гнезда и низкого гнезда, квадратной и ферменной головок измерьте длину из-под головки. Длина включает высоту головы для горна, плоских и овальных головок. Длина обычно варьируется от 1/16 дюйма (0-80 x 1/16) до 24 дюймов (например, 1-8 x 24). Более 24 дюймов используйте стержень с резьбой.
Давайте посмотрим на некоторые настоящие винты и болты…
| Описание | Пояснение |
|---|---|
| Шуруп по дереву с овальной головкой, 4 x 1/2, шлиц | Это шуруп для дерева диаметром 4 дюйма и длиной 1/2 дюйма с овальной головкой с прорезью. |
| # 7 x 5/8 Винт для листового металла с цилиндрической головкой и крестообразным шлицем | Винт для листового металла с полукруглой головкой Phillips №7 и длиной 5/8 дюйма. |
| Винт с полукруглой головкой и шлицем 0-80 x 1/8 | Этот крепежный винт №0 (очень маленький диаметр), имеет резьбу 80 на дюйм и длину 1/8 дюйма; его можно использовать с гайкой 0-80.Имеет круглую головку с прорезями. |
| 2-4 1/2 x 8 Болт с шестигранной головкой | Этот болт имеет шестигранную головку, диаметр 2 дюйма, резьба 4 1/2 до дюйма и длина 8 дюймов. Используйте с этим болтом гайку 2-4 1/2. |
Ниже приведены лишь некоторые из наиболее популярных размеров (диаметр резьбы на дюйм) машинных винтов и болтов с головками и других крепежных деталей. Fastener Mart продает…
| Грубый | штраф | Другое | Другое | Другое |
|---|---|---|---|---|
| 0-80 | ||||
| 1-64 | 1-72 | |||
| 2-56 | 2-64 | |||
| 3-48 | 3-56 | |||
| 4-40 | 4-48 | 4-32 | 4-36 | |
| 5-40 | 5-44 | |||
| 6-32 | 6-40 | |||
| 8-32 | 8-36 | |||
| 10-24 | 10-32 | |||
| 12-24 | 12–28 | |||
| 1 / 4-20 | 1 / 4-28 | |||
| 5 / 16-18 | 5 / 16-24 | |||
| 3 / 8-16 | 3 / 8-24 | |||
| 7 / 16-14 | 7 / 16-20 | |||
| 1 / 2-13 | 1 / 2-20 | |||
| 9 / 16-12 | 16–18 сентября | |||
| 5 / 8-11 | 5 / 8-18 | |||
| 3 / 4-10 | 3 / 4-16 | |||
| 7 / 8-9 | 7 / 8-14 | |||
| 1-8 | 1-12 | 1-14 | ||
| 1 1 / 8-7 | 1 1 / 8-12 | 1 1 / 8-8 | ||
| 1 1 / 4-7 | 1 1 / 4-12 | 1 1 / 4-8 | ||
| 1 3 / 8-6 | 1 3 / 8-12 | 1 3 / 8-4 | ||
| 1 1 / 2-6 | 1 1 / 2-12 | |||
| 1 5 / 8-8 | 1 5 / 8-12 | |||
| 1 3 / 4-5 | 1 3 / 4-8 | 1 3 / 4-12 | ||
| 1 7 / 8-5 | 1 7 / 8-8 | 1 7 / 8-12 | ||
| 2-4 1/2 | 2-8 | 2-12 | ||
| 2 1 / 4-4 1/2 | 2 1 / 4-8 | 2 1 / 4-12 | ||
| 2 1 / 2-4 | 2 1 / 2-8 | 2 1 / 2-12 | ||
| 2 3 / 4-4 | 2 3 / 4-8 | 2 3 / 4-12 | ||
| 3-4 | 3-8 | 3-12 |
Запомните эти советы по крепежам на дюймовой основе…
- Диаметр: чем больше число, тем больше винт или болт
- Число ниток на дюйм: чем больше число, тем тоньше резьба.