Резьба дюймовая гост: ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая / 6357 81
alexxlab | 14.03.1989 | 0 | Разное
Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »»» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла с центральной вставкой по DIN-1897 »»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Сверхдлинные сверла для металла и нержавеющей стали» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Раздел недели: Плоские фигуры. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Поиск на сайте DPVA Поставщики оборудования Полезные ссылки О проекте Обратная связь Ответы на вопросы. Оглавление Таблицы DPVA.ru – Инженерный Справочник | Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба – размеры, таблицы. Дюймовые резьбы – размеры, таблицы. Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI Поделиться:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Коды баннеров проекта DPVA.ru Консультации и техническая | Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator Free xml sitemap generator | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д. Метрические резьбы – это, как правило, крепежные резьбы. Хотя бывает всякое… Манометры могут быть нарезаны метрической резьбой…
Метрические резьбы – это, как правило, крепежные резьбы. Хотя бывает всякое… Манометры могут быть нарезаны метрической резьбой…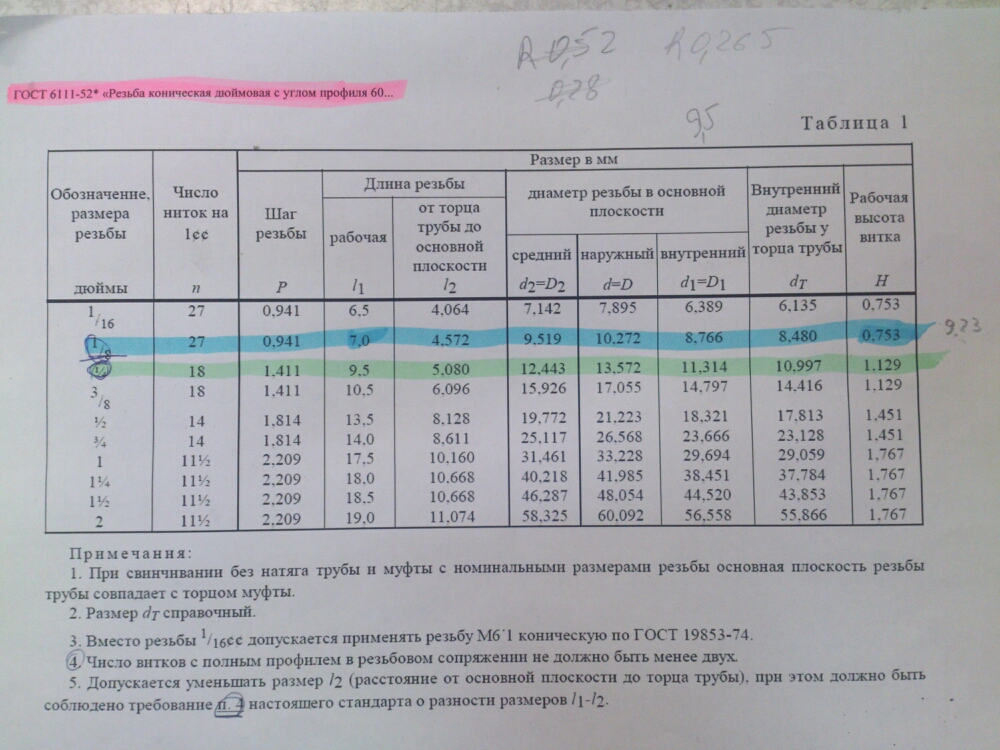
 20.1 (США)
20.1 (США) Введите свой запрос:
Введите свой запрос:ГОСТ 6111-52 – Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6111-52
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
Дата введения 1952-10-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
3. ВЗАМЕН ОСТ 20010-38
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 3262-75 | Вводная часть |
ГОСТ 6211-81 | “ |
ГОСТ 6485-69 | 2, 3 |
ГОСТ 19853-74 | 1 |
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечания:
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
Черт.1 – Коническая дюймовая резьба
; ; ; конусность
Черт.1
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы :
KГОСТ 6111-52
(Измененная редакция, Изм. N 2).
N 2).
Таблица 1
Размеры в миллиметрах
Обозначение, размера резьбы, дюймы | Число ниток на | Шаг резьбы | Длина резьбы | Диаметр резьбы в основной плоскости | Внутренний диаметр резьбы у торца трубы | Рабочая высота витка | |||
рабочая | от торца трубы до основной плоскости | наружный | внутренний | ||||||
27 | 0,941 | 6,5 | 4,064 | 7,142 | 7,895 | 6,389 | 6,135 | 0,753 | |
7,0 | 4,572 | 9,519 | 10,272 | 8,766 | 8,480 | ||||
18 | 1,411 | 9,5 | 5,080 | 12,443 | 13,572 | 11,314 | 10,997 | 1,129 | |
10,5 | 6,096 | 15,926 | 17,055 | 14,797 | 14,416 | ||||
14 | 1,814 | 13,5 | 8,128 | 19,772 | 21,223 | 18,321 | 17,813 | 1,451 | |
14,0 | 8,611 | 25,117 | 26,568 | 23,666 | 23,128 | ||||
1 | 2,209 | 17,5 | 10,160 | 31,461 | 33,228 | 29,694 | 29,059 | 1,767 | |
18,0 | 10,668 | 40,218 | 41,985 | 38,451 | 37,784 | ||||
18,5 | 46,287 | 48,054 | 44,520 | 43,853 | |||||
2 | 19,0 | 11,074 | 58,325 | 60,092 | 56,558 | 55,866 | |||
Примечания:
1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость резьбы трубы совпадает с торцом муфты.
2. Размер справочный.
3. Вместо резьбы допускается применять коническую резьбу М6х1 по ГОСТ 19853.
4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух.
5. Допускается уменьшать размер (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п.4 в отношении размеров .
II. ДОПУСКИ
2. Резьбу трубы (наружную) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы (черт.2) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.2 – Резьба трубы (наружная)
Черт.2
(Измененная редакция, Изм. N 1, 2).
3. Резьбу муфты (внутреннюю) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485. Осевое смещение основной плоскости муфты (черт. 3) относительно номинального расположения не должно превышать (шаг резьбы).
3) относительно номинального расположения не должно превышать (шаг резьбы).
Черт.3 – Резьба муфты (внутренняя)
Черт.3
(Измененная редакция, Изм. N 1, 2).
4. Разность размеров должна быть не менее разности указанных в табл.1 номинальных размеров и .
5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы ( и по черт.4) не должны превышать приведенных в табл.2.
Таблица 2
Обозначение размера резьбы | ||
мм | ||
и | 0,3765 | -0,045 |
и | 0,5645 | -0,065 |
и | 0,7255 | -0,085 |
0,8835 | ||
Черт.
 4 – Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
4 – Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы
Черт.4
(Измененная редакция, Изм. N 2).
6. Отклонения половины угла профиля, угла уклона () и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл.3.
Таблица 3
Обозначение размера резьбы | Пред. откл. | ||||
половины угла профиля | угла уклона | по шагу резьбы | |||
для наружной резьбы | для внутренней резьбы | на длине до 10 мм | на длине св. 10 мм | ||
мм | |||||
и | ±1° | ±0,02 | ±0,04 | ||
(Измененная редакция, Изм. N 1, 2).
N 1, 2).
Резьба трубная дюймовая ГОСТ 6111 52. Резьба коническая дюймовая контрольная
ОСНОВНЫЕ РАЗМЕРЫ КОНИЧЕСКОЙ РЕЗЬБЫ
(ГОСТ 6111-52 в редакции 1997 г.)
Стандарт распространяется на резьбовые соединения топлива, масла, воды воздух трубопроводы машины и станки . В трубопроводах из стальных водогазопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
Профиль и размеры конической дюймовой резьбы с углом профиля 60 o должны соответствовать указанным в таблице.
| Обозначение размер резьба | Количество шагов на 1 дюйм | шаг резьбы P | Длина резьбы | Диаметр резьбы в базовой плоскости | |||
| рабочий л 1 | от конца трубы до главной плоскости | средний d 2 , D 2 | наружный д, д | внутренний d 1 , D 1 | |||
| 1/16″ | 27 | 0,941 | 6,5 | 4 064 | 7 142 | 7 895 | 6 389 |
| 1/8″ | 27 | 0,941 | 7,0 | 4 572 | 9 519 | 10 272 | 8 766 |
| 1/4″ | 18 | 1 411 | 9,5 | 5 080 | 12 443 | 13 572 | 11 314 |
| 3/8″ | 18 | 1 411 | 10,5 | 6 096 | 15 926 | 17 055 | 14 797 |
| 1/2″ | 14 | 1 814 | 13,5 | 8 128 | 19 722 | 21 223 | 18 321 |
| 3/4″ | 14 | 1 814 | 14,0 | 8 611 | 25 117 | 26 568 | 23 666 |
| 1″ | 11 1/2 | 2 209 | 17,5 | 10 160 | 31 461 | 33 228 | 29 694 |
| 1 1/4″ | 11 1/2 | 2 209 | 18,0 | 10 688 | 40 218 | 41 985 | 38 451 |
| 1 1/2 дюйма | 11 1/2 | 2 209 | 18,0 | 10 688 | 46 287 | 48 054 | 44 520 |
продолжение
| Обозначение размер резьба | внутренний диаметр резьба встык трубы д т | рабочая высота катушка т 2 | Труба | Муфта | |||||
| л 5 | л 4 , не менее | С | Д | л 5 | л 0 , включая выход | д | |||
| № по каталогу | |||||||||
| 1/16″ | 6 135 | 0,753 | 8 | 10,5 | 1,0 | 8,05 | 13 | 10 | 6,3 |
| 1/8″ | 8 480 | 0,753 | 8,5 | 11,0 | 1,0 | 10,42 | 14 | 11 | 8,7 |
| 1/4″ | 10 977 | 1 129 | 12 | 15,5 | 1,5 | 13,85 | 20 | 15 | 11,2 |
| 3/8″ | 14 416 | 1 129 | 13 | 16,5 | 1,5 | 17,33 | 21 | 16 | 14,7 |
| 1/2″ | 17 813 | 1 451 | 16,5 | 21,0 | 1,5 | 21,56 | 26,5 | 21 | 18,25 |
| 3/4″ | 23 128 | 1 451 | 17 | 21,5 | 1,5 | 26,91 | 26,5 | 21 | 23,5 |
| 1″ | 29 059 | 1 767 | 21,5 | 26,5 | 2,0 | 33,69 | 33,5 | 26 | 29,6 |
| 1 1/4″ | 37 784 | 1 767 | 22 | 27,0 | 2,0 | 42,44 | 34,5 | 27 | 28,5 |
| 1 1/2 дюйма | 43 853 | 1 767 | 22,5 | 27,5 | 2,0 | 48,54 | 34,5 | 27 | 44,5 |
Примечания:
1. При свинчивании труб и муфт с номинальным размером резьбы без натяга основная плоскость трубной резьбы совпадает с торцом муфты.
При свинчивании труб и муфт с номинальным размером резьбы без натяга основная плоскость трубной резьбы совпадает с торцом муфты.
2. Артикул размера d t.
3. Вместо резьбы 1/16″” допускается применять коническую резьбу М6 х 1 ГОСТ 19853-74.
4. Количество шагов при полном профиле в резьбовом интерфейсе должно быть не менее двух.
5. Допускается уменьшение размера л 2 (расстояние от основной плоскости до конца трубы), при этом должна соблюдаться разница размеров л 1 – л 2 .
Пример обозначения конической дюймовой резьбы 3/8″ :
К 3/8″ ГОСТ 6111-52 .
Родственные документы:
– Отверстия резьбовые
ГОСТ 3469-91 – Микроскопы. Резьба для линз. Размеры
ГОСТ 4608-81 – Резьба метрическая. Посадки интерференционные
ГОСТ 5359-77 – Нити окулярные для оптических приборов. Профиль и размеры
ГОСТ 6042-83 – Резьба Эдисона круглая. Профили, размеры и предельные размеры
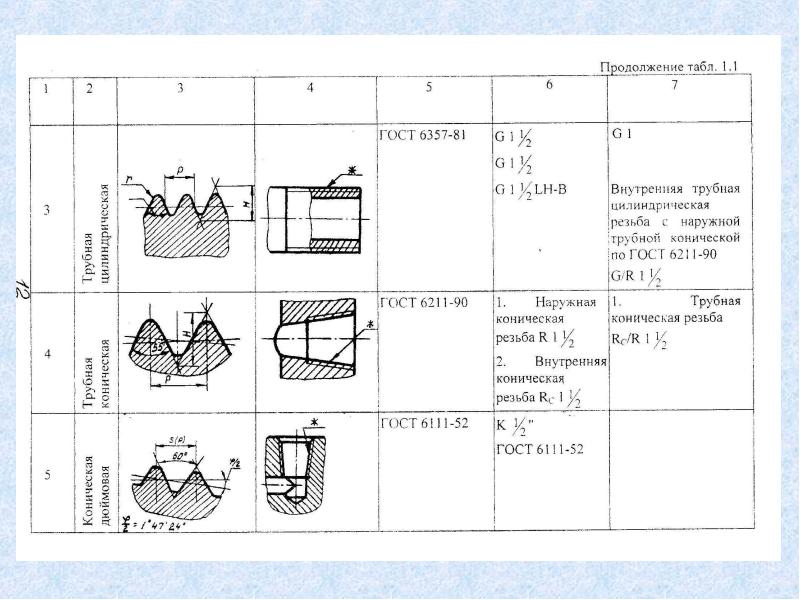
ГОСТ 6111-52: Резьба коническая дюймовая с углом профиля 60 градусов
ГОСТ 6211-81: Резьба трубная коническая
ГОСТ 6357-81: Резьба трубная цилиндрическая диаметр 40 мм для противогазов и калибры для него. Основные размеры
Основные размеры
ГОСТ 9000-81 – Резьба метрическая для диаметров менее 1 мм. Допуски
ГОСТ 9484-81 – Резьба трапециевидная. Профили
ГОСТ 9562-81 – Трапециевидная одинарная резьба. Допуски
ГОСТ 9909-81 – Резьба коническая арматуры и баллонов для газов
ГОСТ 10177-82 – Резьба упорная. Профиль и основные размеры
ГОСТ 11708-82 – Резьба. Термины и определения
ГОСТ 11709-81 – Резьба метрическая для пластмассовых деталей
ГОСТ 13535-87 – Резьба усиленная упорная 45 градусов
ГОСТ 13536-68 – Резьба круглая для санитарно-технических изделий. Профиль, основные размеры, допуски
ГОСТ 16093-2004 – Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16967-81 – Резьба метрическая для КИП. Диаметры и шаги
ГОСТ 24737-81 – Резьба трапециевидная одинарная. Основные размеры
ГОСТ 24739-81: Резьба трапециевидная многозаходная
ГОСТ 25096-82: Резьба упорная. Допуски
ГОСТ 25229-82 – Резьба метрическая коническая
ГОСТ 28487-90 – Резьба замков коническая для элементов бурильных колонн. Профиль. Габаритные размеры. Допуски
Профиль. Габаритные размеры. Допуски
Резьба коническая дюймовая предназначена для резьбовых соединений топливных, масловодяных и воздушных трубопроводов машин и станков. Коническая резьба, применяемая в основном в трубных соединениях, ранее была стандартизирована на основе дюймовой системы мер. Наибольшее распространение получили коническая трубная резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все большее распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения между наружной конической резьбой и внутренней цилиндрической резьбой. метрическая резьба. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с введением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет соответствующей ей цилиндрической резьбы и, следовательно, не позволяет получить конически-цилиндрические соединения.
Угол профиля дюймовой конической резьбы составляет 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы определяется количеством витков резьбы на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 составляет 1°47″ 24″”.
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление сверху и снизу, притупление витков этой резьбы значительно меньше, чем притупление метрической крепежной резьбы, что способствует достижению герметичности.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. один
Основные размеры резьбы показаны на рис. 2 и в таблице 1.
Допуски на размеры для конической дюймовой резьбы с углом профиля 60°.
По ГОСТ 6111-52 наружную резьбу проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы в этом случае относительно условного расположения не должно превышать ± Р (шаг резьбы) рис. 3.
Осевое смещение основной плоскости трубы в этом случае относительно условного расположения не должно превышать ± Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального положения не должно превышать ±Р (шаг резьбы) рис.4.
Разность размеров l 1 и l 2 должна быть не менее указанных в таблице 1 номинальных размеров l 1 и l 2 .
Отклонение расстояний вершин и низов резьбы трубы и муфты от линии среднего диаметра резьбы (dh 1 и dh 2) рис. 5 не должно превышать значений, указанных в таблица 2.
Отклонение половинного угла профиля, угла конусности (φ/2) и отклонения шага резьбы (отклонение расстояния между любыми витками) не должно превышать значений, указанных в таблице 3.
Пример условного обозначения коническая резьба 1/8″” : К 3/4″” ГОСТ 6111-52.
Коническая дюймовая резьба.
Средний диаметр наружной конической резьбы измеряют на универсальном микроскопе теневым методом или с помощью ножей.
При измерении среднего диаметра калибр-пробка устанавливается по центру микроскопа так, чтобы меньший конец был справа. Меньший конец визируют по мерному ножу и измеряют расстояние L 1 от конца до вершины одного из витков, который визируют по бокам профиля. Средний диаметр измеряется по правой и левой сторонам профиля этой катушки. Величина среднего диаметра резьбы на расстоянии L 1 от меньшего конца (d cpL1) рассчитывается по формуле (1).
где F – поправка, определяемая по формуле (2),
где К – конусность; .phi – угол наклона; α-угол профиля резьбы; S-образная резьба. Средний диаметр в главной плоскости находится по формуле (3).
где L – расстояние от большего конца до меньшего (фактическая высота калибра) в мм; а — расстояние от большого конца до основной плоскости в мм. Конусность определяется по формуле (4)
где d cpL2 и d cpL1 — два диаметра на расстоянии L 2 и L 1 от меньшего конца. Овальность резьбы по среднему диаметру определяют по разности ее значений в главной плоскости, измеренных в двух положениях при повороте резьбы на 90°.
Калибры втулок конической резьбы также измеряют проволочным методом рисунок 5 . Для штифтовой трубки 5 горизонтальная оптимитра или измерительная машина, установлен наконечник типа НГЛ-3, а на трубке оптимитра 1 – наконечник типа НГП-8. На приборном столе на блок-футеровке 3 высотой 15-20 мм укладывается блок концевых мер 2 , который обнуляет прибор. Размер блока рассчитывается по формуле (5).
где d cpL1 — средний диаметр на расстоянии L 1 от меньшего конца;
где d p – диаметр проволоки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 устанавливается калибр с меньшим концом. Приборный столик 4, установленный на блок концевых мер, опускается так, чтобы против измерительных наконечников оказалось первое из углублений, отмеченных заранее риской (размер от этого углубления до конца должен быть предварительно измерен на универсальном микроскопе ). В полость резьбы вводят проволоку и с противоположной стороны в полость, расположенную над отмеченной, вводят вторую проволоку. Измеренный размер P 2 . Затем вторую проволоку переносят в соседнюю нижнюю полость и измеряют размер Р 1 . Средний диаметр резьбы на расстоянии L 1 от меньшего конца вычисляют по формуле 8.
Средний диаметр в главной плоскости вычисляют по формуле 3.
Шаг конусности калибров-пробок измеряют на универсальном микроскопе теневым методом или ножами. Измерения производятся параллельно оси резьбы. Датчик устанавливается в центре микроскопа. При теневом измерении перекрестие сетки накладывается на верхнюю часть изображения нити. Это достигается последовательным наложением центральной пунктирной линии (при повороте окулярной пластины) на обе стороны профиля катушки.
Если пунктирная линия при повороте визирной сетки накладывается без зазора с обеих сторон профиля, это означает, что перекрестие визирной сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух оборотах и сняв показания по продольной шкале микроскопа, вычисляют величину шага как разницу между этими показаниями.
Проделав эту операцию на двух оборотах и сняв показания по продольной шкале микроскопа, вычисляют величину шага как разницу между этими показаниями.
Для исключения влияния перекоса резьбы относительно оси замеры производятся с правой и левой стороны профиля и берется среднее арифметическое.
Нижний конический дюйм
Угол профиля 60 °
GOST 6111-52
Государственный комитет USSR по стандартам
Государственный стандарт Союза SSR
Утвержден офисом для стандартизации под советом SSR
. Министров СССР 10 января 1952 г.
с 01.10.52
Проверено в 1984 году
Несоблюдение стандарта карается законом
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков. Примечание. 1. В трубопроводах из стальных водогазопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81. 2. (Исключен, ред. № 2).
2. (Исключен, ред. № 2).
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать чертежу. 1 и табл. один.
Таблица 1
Обозначение, размер резьбы | Количество витков на 1 ¢ ¢ | Размер в мм | шаг резьбы | Длина резьбы | диаметр резьбы в базовой плоскости | Диаметр внутренней резьбы на конце трубы | рабочая высота поворота | от конца трубы до главной плоскости | внешний | интерьер | д 2 = Д 2 | д = д | д 1 = д 1 |
Примечания: 1. При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость трубной резьбы совпадает с торцом муфты. размер 2 д Т ссылка. 3. Вместо резьбы 1/16¢¢ допускается применять коническую резьбу М6´1 по ГОСТ 19853-74. 4. Количество витков при полном профиле в резьбовом соединении должно быть не менее двух. 5. Допускается уменьшение размера л 2 (расстояние от основной плоскости до конца трубы), при этом должно быть соблюдено требование пункта 4 настоящего стандарта о разнице размеров л 1 – л 2 .
При свинчивании без натяга трубы и муфты с номинальными размерами резьбы основная плоскость трубной резьбы совпадает с торцом муфты. размер 2 д Т ссылка. 3. Вместо резьбы 1/16¢¢ допускается применять коническую резьбу М6´1 по ГОСТ 19853-74. 4. Количество витков при полном профиле в резьбовом соединении должно быть не менее двух. 5. Допускается уменьшение размера л 2 (расстояние от основной плоскости до конца трубы), при этом должно быть соблюдено требование пункта 4 настоящего стандарта о разнице размеров л 1 – л 2 .
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна оси резьбы.
Символ конической резьбы 3 / 4¢¢ :
До 3 / 4¢¢ ГОСТ 6111-52
(Пересмотренная редакция, ред. № 2).
2. Трубную резьбу (наружную резьбу) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Д л 2 (рис. 2) относительно номинального положения не должно превышать ±Р (шаг резьбы).
Осевое смещение основной плоскости трубы Д л 2 (рис. 2) относительно номинального положения не должно превышать ±Р (шаг резьбы).
Дерьмо. 2
(Измененная редакция, ред. № 1, 2). 3. Резьбу муфты (внутреннюю резьбу) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Д l 2 (рис. 3) относительно номинального места не должно превышать 9°.0509 ±P (шаг резьбы).
(Измененная редакция, ред. № 1, 2). 4. Разница размеров л 1 – л 2 не должна быть менее разницы, указанной в табл. 1 номинальные размеры л 1 и л 2.5. Отклонение расстояний вершин и низов резьбы трубы и муфты от линии среднего диаметра резьбы (d h 1 и d h 2 для черт. 4) не должно превышать:
таблица 2
Обозначение размера резьбы | ч 1 = ч 2 = 1 / 2 ч 1 | д ч 1=д ч 2 |
1/16 и 1/8 ¢ ¢ | ||
1/4 и 3/8 ¢ ¢ | ||
1/2 и ¾ ¢ ¢ | ||
Стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.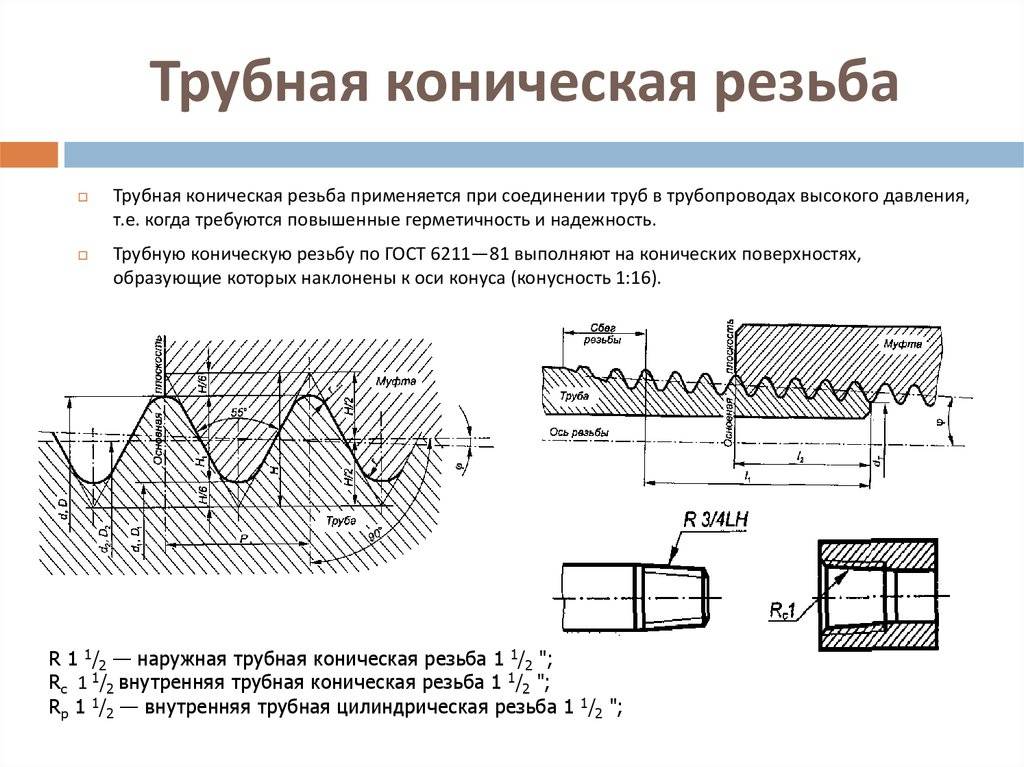
| ГОСТ 6111-52* |
| Коническая дюймовая резьба с углом профиля 60 градусов |
| текущий |
| ОСТ 20010-38 “Резьба коническая Бриггса” |
| 08.10.2010 |
| 08.10.2010 |
| 01.10.1952 |
| Управление по стандартизации при Совете Министров СССР (10.01.1952) |
| Издательство стандартов ИПК № 2003 Издательство стандартов № 1986 |
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ
УГОЛ ПРОФИЛЯ 60°
ГОСТ 6111-52
ГОССТАНДАРТ СССР
Москва
ГОССТАНДАРТ СОЮЗА ССР
Утвержден Управлением по стандартизации при Совете Министров СССР 10 января 1952 г. Дата введения установлена
от 01.10.52
Проверено в 1984 году
Несоблюдение стандарта карается законом
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Примечание.
1. В трубопроводах из стальных водогазопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81.
2. (Исключен, ред. № 2).
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать и.
Таблица 1
Дерьмо. один Шаг резьбы измеряется параллельно оси резьбы. Биссектриса угла профиля перпендикулярна оси резьбы. Символ конической резьбы 3 / 4 ¢ ¢ : До 3 / 4 ¢ ¢ ГОСТ 6111-52 (Измененная редакция, ред. № 2). 2. Трубную резьбу (наружную резьбу) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы D l ±P (шаг резьбы). Дерьмо. 2 (Измененная редакция, ред. 3. Резьбу муфты (внутреннюю резьбу) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты D l 2 () относительно номинального положения не должно превышать ±P (шаг резьбы). |
 № 1, 2).
№ 1, 2). МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения в действие 01.10.52
Настоящий стандарт распространяется на резьбовые соединения топливо-, масло-, водо- и воздухопроводов машин и станков.
Примечания.
1. В трубопроводах из стальных водогазопроводных труб по ГОСТ 3262 конические резьбовые соединения должны выполняться по ГОСТ 6211-81.
2. (Исключен, ред. № 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать чертежу. 1 и табл. один.
Таблица 1
Обозначение, размер резьбы | Количество витков на 1¢¢ | Размер в мм | ||||||||
шаг резьбы | Длина резьбы | диаметр резьбы в базовой плоскости | Диаметр внутренней резьбы на конце трубы | Высота рабочей катушки | ||||||
от конца трубы до главной плоскости | ||||||||||
внешний | интерьер | |||||||||
д 2 = Д 2 | д = д | д 1 = д 1 | ||||||||
Примечания:
1. При свинчивании труб и муфт с номинальным размером резьбы без натяга основная плоскость трубной резьбы совпадает с торцом муфты.
При свинчивании труб и муфт с номинальным размером резьбы без натяга основная плоскость трубной резьбы совпадает с торцом муфты.
размер 2 d T артикул.
3. Вместо резьбы 1/16¢¢ допускается применять коническую резьбу М6´1 по ГОСТ 19853.
4. Число витков при полном профиле в резьбовом соединении должно быть не менее чем два.
5. Допускается уменьшение размера л 2 (расстояние от основной плоскости до конца трубы), при этом должно быть соблюдено требование пункта 4 настоящего стандарта о разнице размеров л 1 -1 2 .
Шаг резьбы измеряется параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна оси резьбы.
Символ конической резьбы 3 / 4¢¢ :
II. ДОПУСКИ
2. Трубную резьбу (наружную резьбу) проверяют по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485. Осевое смещение основной плоскости трубы Д l 2 (рис. 2) относительно номинальное расположение не должно превышать ±P (шаг резьбы).
3. Резьбу муфты (внутреннюю резьбу) проверяют по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение главной плоскости муфты D l 2 (рис. 3) относительно номинального расположения не должен превышать ±P (шаг резьбы).
(Измененная редакция, ред. № 1, 2).
4. Разница размеров л 1 – л 2 не должна быть менее разницы, указанной в табл. 1 номинальные размеры л 1 и л 2 .
5. Отклонение расстояний вершин и низов резьбы трубы и муфты от линии среднего диаметра резьбы (d ч 1 и д ч 2 для ад. 4) не должен превышать:
таблица 2
(Пересмотренная редакция, ред. № 2).
6. Отклонения половины угла профиля, угла наклона (j/2) и отклонения по шагу резьбы (отклонения по расстоянию между любыми витками) не должны превышать:
Таблица 3
(Измененная редакция, ред. № 1, 2).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
Китайский производитель пожарных шлангов, Соединительные муфты для пожарных шлангов, Поставщик пожарных гидрантов
Дом Производители/Поставщики
Подробнее
Список продуктов
Выбранные поставщики, которые могут вам понравиться
Пожарный шланг хорошего качества для пожаротушения
Свяжитесь сейчас
Пенный пожарный гидрант для пенной системы пожаротушения
Свяжитесь сейчас
Наружная высокоскоростная спринклерная насадка для пожарной пены
Свяжитесь сейчас
ПВХ/ резиновая подкладка одинарная/ двойная брезентовая оболочка пожарного шланга цена
Рекомендуемый продукт
Свяжитесь сейчас
Дн100 Пн16 Открытый пожарный гидрант
Свяжитесь сейчас
Сопло пены спринклера пены для системы пожаротушения пены
Свяжитесь сейчас
40-мм пожарный шланг Sj или DJ Canvas с латунным соединением
Рекомендованный продукт
Свяжитесь сейчас
Открытый пожарный гидрант Двусторонний пожарный гидрант
Рекомендуемый продукт
Свяжитесь сейчас
Китай Высокое качество 16мм пожаротушения латунные/ алюминиевые пистолеты-распылители сопла
Свяжитесь сейчас
гибкий шланг пожарного спринклера без оплетки 1800 мм для соединения
Свяжитесь сейчас
Клапан наклонного типа Посадочный клапан Гидрант клапана пожарного рукава
Свяжитесь сейчас
Распылительная форсунка горизонтального типа с водяной завесой для системы пожаротушения открытого типа
Свяжитесь сейчас
13бар 65мм 2,5″ красный резиновый шланг для пожаротушения из ПВХ
Рекомендуемый продукт
Свяжитесь сейчас
Пожарный гидрант из алюминиевой пены
Свяжитесь сейчас
Пластмассовая насадка для пожарного шланга из поликарбоната выше 80 галлонов в минуту
Рекомендуемый продукт
Связаться с предприятием
| 1 | [ГБ] ГБ/T 9125.  1 – 2020 1 – 2020 | Двойные торцевые шпильки для фланцевого соединения труб – PN обозначен как Поставщики(1) | |
| 2 | [ГБ] ГБ/T 9125 – 2010 | Двусторонние шпильки – класс продукта B для трубного фланцевого соединения Поставщики(1) | |
| 3 | [ГБ] ГБ/T 9125 – 2010 | двойных торцевых стержня для фланцевого соединения трубы Поставщики(1) | |
| 4 | [ГБ] ГБ/T 13807.2 (S) – 2008 | Соединения с зауженной шпилькой — тип S | |
| 5 | [ГБ] ГБ/T 9125 – 2003 | двойных торцевых стержня для фланцевого соединения трубы Поставщики(1) | |
| 6 | [ГБ] ГБ/T 13807.  2 – 1992 2 – 1992 | Соединения с зауженными шпильками — тип S г. | |
| 7 | [ГБ] ГБ 897 – 1988 | Двусторонние шпильки-bm=1d Поставщики(2) | |
| 8 | [ГБ] ГБ 898 – 1988 | Двусторонние шпильки-bm=1,25d Поставщики(3) | |
| 9 | [ГБ] ГБ 899 – 1988 | Двусторонние шпильки b1=1,5d Поставщики(4) | |
| 10 | [ГБ] ГБ 900 – 1988 | Двусторонние шпильки-bm=2d Поставщики(2) | |
| 11 | [ГБ] ГБ 901 – 1988 | Двусторонние шпильки (зажимного типа) — класс продукта B Поставщики(3) | |
| 12 | [ГБ] ГБ 953 – 1988 | Двусторонние шпильки (зажимного типа) — класс продукта C г. Поставщики(2) | |
| 13 | [ГБ] ГБ/T 13807.2 (L) – 2008 | Соединения с зауженной шпилькой — тип L | |
| 14 | [ГБ] ГБ/T 13807.2 (SD) – 2008 | Соединения с зауженной шпилькой — тип SD г. | |
| 15 | [ГБ] ГБ/т 13807,2 (А) – 2008 | Соединения с зауженной шпилькой — тип A | |
| 16 | [ГБ] ГБ/T 13807.2 (AD) – 2008 | Соединения с зауженной шпилькой — тип AD | |
| 17 | [МФУ] МФУ 136 – 2006 | Двусторонние шпильки Поставщики(1) | |
| 18 | [МФУ] МФУ 528 – 1999 | Метрические двусторонние шпильки | |
| 19 | [ДИН] ДИН 2509 – 2016 | Двусторонние шпильки | |
| 20 | [ДИН] ДИН 938 – 2012 | Шпильки – Металлический конец ≈ 1 день Поставщики(3) | |
| 21 | [ДИН] ДИН 835 – 2010 | Шпильки – металлический конец ≈ 2 дня Поставщики(2) | |
| 22 | [ДИН] ДИН 940 – 2010 | Шпильки с длиной зацепления около 2,5d Поставщики(4) | |
| 23 | [ДИН] ДИН 797 – 2009 | Специальные фундаментные болты | |
| 24 | [ДИН] ДИН 6379 – 2003 | Шпильки для использования с Т-образными гайками | |
| 25 | [ДИН] ДИН 835 – 1995 | Резьбовой конец Stude ≈2d Поставщики(2) | |
| 26 | [ДИН] ДИН 938 – 1995 | Шпильки с длиной зацепления, равной примерно 1 дн Поставщики(3) | |
| 27 | [DIN] DIN 939 – 1995 | Шпильки с металлическим наконечником ≈ 1,25 d Поставщики(3) | |
| 28 | [ДИН] ДИН 940 – 1995 | Шпильки с металлическим наконечником ≈ 2,5d Поставщики(4) | |
| 29 | [DIN] DIN 949 (-2) – 1995 | Шпильки с метрической резьбой с натягом MFS. Часть 2. Длина зацепления ≈ 2,5 d (тип B) Часть 2. Длина зацепления ≈ 2,5 d (тип B) Поставщики(1) | |
| 30 | [DIN] DIN 949-1 – 1995 | Шпильки с метрической резьбой с натягом MFS. Часть 1. Длина зацепления ≈ 2 d (тип A) г. Поставщики(1) | |
| 31 | [ДИН] ДИН 2509 – 1986 | Двойные торцевые шпильки | |
| 32 | [ДИН] ДИН 940 – 1983 | шпильки с длиной зацепления около 2,5d г. Поставщики(4) | |
| 33 | [ДИН] ДИН 835 – 1972 | Резьбовой конец Stude ≈2d Поставщики(2) | |
| 34 | [ДИН] ДИН 797 – 1970 | Специальные фундаментные болты г. | |
| 35 | [ДИН] ДИН 6379 – 2003 | Шпильки для использования с Т-образными гайками (длинные b1) | |
| 36 | [DIN] DIN 2510-3 (L) – 1971 | Соединения с зауженной шпилькой — тип L | |
| 37 | [DIN] DIN 2510-3 (K) – 1971 | Соединения с зауженной шпилькой — тип K | |
| 38 | [DIN] DIN 2510-3 (КУ) – 1971 | Соединения с зауженной шпилькой — тип KU | |
| 39 | [DIN] DIN 2510-3 (Z) – 1971 | Соединения с зауженной шпилькой — тип Z | |
| 40 | [DIN] DIN 2510-3 (ZU) – 1971 | Соединения с зауженной шпилькой — тип ZU | |
| 41 | [DIN] DIN 2510-4 (GP) – 1971 | Соединения с двухсторонними шпильками — тип GP | |
| 42 | [DIN] DIN 2510-4 (GQ) – 1971 | Соединения с двухсторонними шпильками — тип GQ | |
| 43 | [DIN] DIN 2510-4 (ГР) – 1971 | Соединения с двухсторонними шпильками — тип GR | |
| 44 | [DIN] DIN 2510-4 (GS) – 1971 | Соединения с двухсторонними шпильками — тип GS | |
| 45 | [DIN] DIN 2510-4 (HP) – 1971 | Соединения с двухсторонними шпильками — тип HP | |
| 46 | [DIN] DIN 2510-4 (HQ) – 1971 | Соединения с двухсторонними шпильками — тип HQ | |
| 47 | [ДИН] DIN 2510-4 (HR) – 1971 | Соединения с двухсторонними шпильками — тип HR | |
| 48 | [DIN] DIN 2510-4 (HS) – 1971 | Соединения с двухсторонними шпильками — тип HS | |
| 49 | [JIS] JIS B 1173 – 2010 | Шпильки Поставщики(2) | |
| 50 | [JIS] JIS B 1173 – 1995 | Двойные шпильки Поставщики(2) | |
| 51 | [JIS] JIS B 1220 – 2010 | Набор анкерных болтов с накатанной резьбой для конструкций | |
| 52 | [JIS] JIS A 5542 (A3) – 2003 | Болты талрепа для строительства из прокатной стали – двухсторонняя шпилька | |
| 53 | [УНИ] УНИ 5909 – 1993 | Двусторонние шпильки, bm=1d | |
| 54 | [UNI] UNI 5911 – 1993 | Шпильки со средним концом (b1=1,5d) — метрическая крупная резьба ISO — класс продукта A | |
| 55 | [УНИ] УНИ 5909- 1966 | Двусторонние шпильки, bm=1d | |
| 56 | [UNI] UNI 5911 – 1966 | Шпильки со средним концом — метрическая крупная резьба ISO — класс продукта A | |
| 57 | [УНИ] УНИ 5914 | Длинные металлические торцевые шпильки — метрическая крупная резьба ISO | |
| 58 | [NF] NF E 25-135 – 1986 | Шпильки – изделия A и B b1=1,5d | |
| 59 | [NF] NF E 25-135 – 1986 | Шпильки – продукт A и B (b1=1d, 1,25d ≤ 2d) г. | |
| 60 | [БС] БС 2693-1 – 1956 | Резьбовые шпильки — резьба UNC [Таблица 4] | |
| 61 | [БС] БС 2693-1 – 1956 | Резьбовые шпильки – B.S.F. Резьба [Таблица 5] | |
| 62 | [БС] БС 2693-1 – 1956 | Резьбовые шпильки с резьбой B.S.W. [Таблица 6] | |
| 63 | [БС] БС 2693-1 – 1956 | Резьбовые шпильки – B.A. Резьба [Таблица 7] | |
| 64 | [БС] БС 2693-1 – 1956 | Резьбовые шпильки — резьба UNF [Таблица 3] | |
| 65 | [ЦНС] ЦНС 4606 – 1983 | Двусторонние шпильки | |
| 66 | [ЦНС] ЦНС 4607 – 1983 | Двусторонние шпильки для Т-образных гаек | |
| 67 | [ЦНС] ЦНС 4609 – 1983 | Двусторонние шпильки | |
| 68 | [ЦНС] ЦНС 4603 – 1978 | двухсторонние шпильки | |
| 69 | [ЦНС] ЦНС 4604 – 1978 | Двусторонние шпильки | |
| 70 | [ЦНС] ЦНС 4605 – 1978 | Двусторонние шпильки | |
| 71 | [ГОСТ] ГОСТ 28919 – 1991 | Фланцевые соединения устьевого оборудования — шпилька — модификация 1 | |
| 72 | [ASME] ASME B 18.  |