Резьба дюймовая и метрическая отличия: основные отличия от метрической, параметры и маркировка — РИНКОМ
alexxlab | 03.07.1986 | 0 | Разное
Разница между метрической и дюймовой резьбой?
Резьба – это поверхность цилиндрического тела, обработанная определённым образом. Внешне она представлена линиями выступов и впадин, чередующихся с постоянным шагом и опоясывающих цилиндр по линии, проходящей под постоянным углом к образующим цилиндра.
Изготовление резьбы на деталях
Конструктивные элементы, напоминающие резьбу, имеются на исторических артефактах разных времён. В старину элементы резьбы делали ковкой, штамповкой. С появлением винторезных станков резьбу начали «нарезать» на поверхности цилиндрической детали. Точность увеличивалась, шаг и глубина уменьшались. Причина появления двух типов резьбы – историческая. Промышленная революция в Англии в восемнадцатом веке способствовала распространению по Европе, а затем и по всему миру изделий, произведенных в Англии. А страна пользовалась дюймовой системой единиц измерения. Так как резьбовые соединения уже широко применялись в технике, то дюймовая резьба быстро распространилась по миру.
Резкое увеличение производства станков для текстильной промышленности в XVIII веке в Англии потребовало ещё большего количества крепёжных изделий и винтовых механизмов. Поскольку в Англии главенствовала дюймовая система единиц измерения размеров, параметры резьбовых изделий стали обозначать в дюймах. Само слово «дюйм» имеет древнее происхождение.
Наполеон распространил в Европе метрическую систему. Поэтому и резьбы имеют два варианта обозначений и, что более существенно, два типа. Промышленное изготовление современной метрической резьбы началось в XIX веке в США. Эта резьба оказалась более технологичной и более дешёвой в производстве. При этом, резьбы стандартизованы, что позволяет обеспечить взаимозаменяемость деталей, произведённых на разных заводах и в разных странах. Но метрическая и дюймовая резьба между собой не взаимозаменяемы.
Метрическая резьба
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
Различия между метрической и дюймовой резьбой
Наиболее популярными в производстве массовых изделий техники являются резьбы, выполненные по двум системам единиц измерения – по метрической системе и дюймовой системе.
Одно из различий у этих двух типов резьбы в способе измерений основных параметров. Для метрической резьбы диаметры изделий с резьбой указываются в миллиметрах, для дюймовой резьбы – в дюймах. Метрические значения, при необходимости, пользуются десятичными дробями, например, резьба 2,5 мм. Дюймовые размеры обозначают с применением обычных дробей, например, 1 1/4″.
По-разному измеряется шаг резьбы. В случае метрической резьбы величина шага определяется как расстояние между вершинами двух соседних гребней резьбы. Обозначается эта величина в миллиметрах. Шаг метрической резьбы может быть крупным и мелким, крупная резьба считается основной. Деталь с такой резьбой обозначается буквой «М». Рядом пишется значение номинального диаметра, например, М8. Мелкая резьба используется в регулировочных механизмах и тонкостенных деталях. Обозначение детали с резьбой дополнительно включает величину шага, например,
Обозначается эта величина в миллиметрах. Шаг метрической резьбы может быть крупным и мелким, крупная резьба считается основной. Деталь с такой резьбой обозначается буквой «М». Рядом пишется значение номинального диаметра, например, М8. Мелкая резьба используется в регулировочных механизмах и тонкостенных деталях. Обозначение детали с резьбой дополнительно включает величину шага, например,
В случае дюймовой резьбы шаг обозначается как количество витков на один дюйм длины нарезанной части детали.
Численные значения параметров резьбы конкретной детали измеряются либо резьбомером, либо штангелем, либо микрометром.
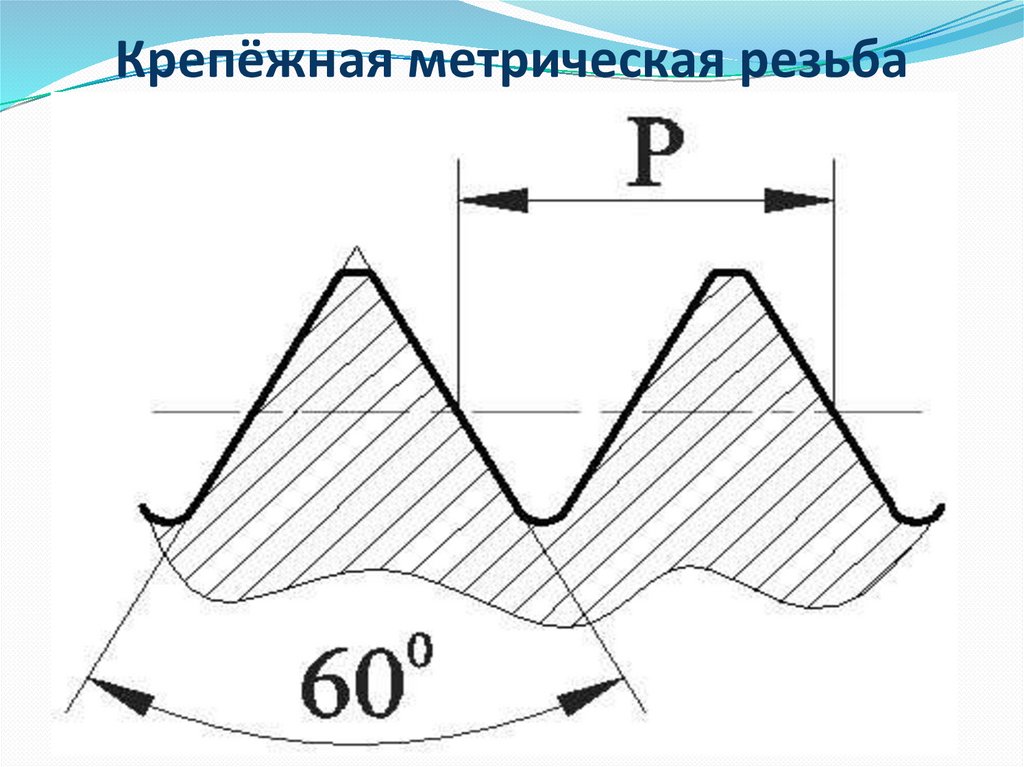
Имеется разница в геометрии профиля витка резьбы. У метрической резьбы угол между поверхностями соседних витков (угол профиля) составляет 60°, а у дюймовой резьбы 55°. Поэтому расстояние между впадиной и вершиной профильного гребня (глубина резьбы) у дюймовой резьбы больше. По этому различию опытный специалист сможет визуально различить изделия с разной резьбой.
По этому различию опытный специалист сможет визуально различить изделия с разной резьбой.
Эта разница не случайна. Дюймовая резьба, в основном, в настоящее время применяется на трубных изделиях. У дюймовой резьбы имеется второе название – «трубная». С целью обеспечения прочности трубопроводов при высоких давлениях транспортируемой среды, стандартами регламентируется величина шага для каждого диаметра трубы. Таким образом учитывается толщина стенок трубы.
В России действует адаптированный стандарт трубной резьбы – ГОСТ 6357-81. Точные значения всех параметров резьбы и трубы, на которую резьба нанесена, берутся из справочных таблиц.
Ремонт и строительствоКомментировать
Дюймовые резьбы — размеры, таблица, ГОСТ с диаметрами и шагом, обозначения в мм.
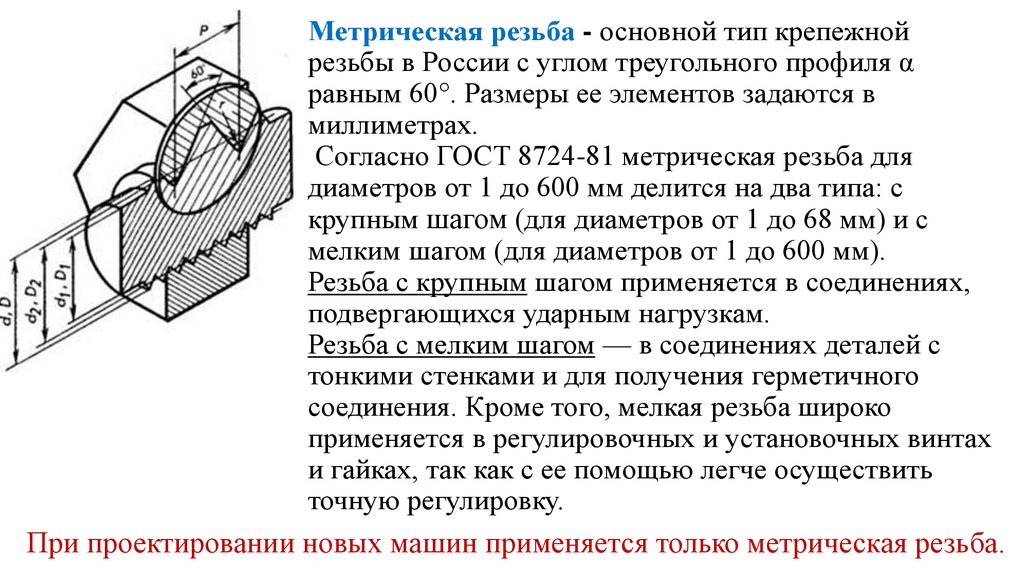 Таблица перевода дюймовых размеров в метрические
Таблица перевода дюймовых размеров в метрическиеСодержание
- Основные сведения
- Таблица перевода дюймовых размеров в метрические
- Параметры дюймовых резьб
- Медные жилы, проводов и кабелей
- Алюминиевые жилы, проводов и кабелей
- Размеры дюймовой резьбы
- Таблица перевода единиц
- Чем отличается от метрической резьбы
- Способы нарезки
- Технологии нарезки
- Как читать маркировку
- Расшифровка кода
- Примеры маркировки
- Дюймовая нарезка
- Круглая резьба
- NPSM
- NPT
- Параметры
- Разновидности дюймовой резьбы
- Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
- Моменты затяжки
- Маркировка дюймовых крепежных изделий
- Таблица перевода единиц
- Отличия дюймовой резьбы от метрической
- Классы точности и правила маркировки дюймовой резьбы
- Что из себя представляет резьбомер?
- Изготовление: видео
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения.
 Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Таблица перевода дюймовых размеров в метрические
дюймымм.дюймымм.дюймымм.дюймымм.дюймымм.12341/81 1/82 1/83 1/84 1/81/41 1/42 1/43 1/44 1/43/81 3/82 3/83 3/84 3/81/21 1/22 1/23 1/24 1/25/81 5/82 5/83 5/84 5/83/41 3/42 3/43 3/44 3/47/81 7/82 7/83 7/84 7/8
| — | — | 25,4 | 50,8 | 76,2 | 101,6 |
| 3,2 | 28,6 | 54,0 | 79,4 | 104,8 | |
| 6,4 | 31,8 | 57,2 | 82,6 | 108,8 | |
| 9,5 | 34,9 | 60,3 | 85,7 | 111,1 | |
| 12,7 | 38,1 | 63,5 | 88,9 | 114,3 | |
| 15,9 | 41,3 | 66,7 | 92,1 | 117,5 | |
| 19,0 | 44,4 | 69,8 | 95,2 | 120,6 | |
| 22,2 | 47,6 | 73,0 | 98,4 | 123,8 |
Параметры дюймовых резьб
| Наружный диаметр подсоединяемой трубы | Номинал резьбы SAE | Номинал резьбы UNF | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Шаг резьбы | ||
| мм | дюйм | мм | ниток/дюйм | ||||
| 6 | 1/4»» | 1/4»» | 7/16»»-20 | 11,079 | 9,738 | 1,27 | 20 |
| 8 | 5/16»» | 5/16»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 10 | 3/8»» | 3/8»» | 5/8»»-18 | 15,839 | 14,348 | 1,411 | 18 |
| 12 | 1/2»» | 1/2»» | 3/4»»-16 | 19,012 | 17,33 | 1,588 | 16 |
| 16 | 5/8»» | 5/8»» | 7/8»»-14 | 22,184 | 20,262 | 1,814 | 14 |
| 18 | 3/4»» | 3/4»» | 1»»-14 | 25,357 | 23,437 | 1,814 | 14 |
| 18 | 3/4»» | — | 1»»1/16-14 | 26,947 | 25,024 | 1,814 | 14 |
| 20 | 7/8»» | — | 1»»1/8-12 | 28,529 | 26,284 | 2,117 | 12 |
| 22 | 7/8»» | 7/8»» | 1»»1/4-12 | 31,704 | 29,459 | 2,117 | 12 |
| 22 | 7/8»» | — | 1»»3/8-12 | 34,877 | 32,634 | 2,117 | 12 |
| 25 | 1»» | 1»» | 1»»1/2-12 | 38,052 | 35,809 | 2,117 | 12 |
Медные жилы, проводов и кабелей
| Сечение токопроводящей жилы, мм | Медные жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Алюминиевые жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 2,5 | 20 | 4,4 | 19 | 12,5 |
| 4 | 28 | 6,1 | 29 | 15,1 |
| 6 | 36 | 7,9 | 30 | 19,8 |
| 10 | 50 | 11,0 | 39 | 25,7 |
| 16 | 60 | 13,2 | 55 | 36,3 |
| 25 | 85 | 18,7 | 70 | 46,2 |
| 35 | 100 | 22,0 | 85 | 56,1 |
| 50 | 135 | 29,7 | 110 | 72,6 |
| 70 | 165 | 36,3 | 140 | 92,4 |
| 95 | 200 | 44,0 | 170 | 112,2 |
| 120 | 230 | 50,6 | 200 | 132,0 |
Размеры дюймовой резьбы
ОСТ 1260
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число ниток на 1″ | |||
| наружный d | средний d | внутренний d | |||
| 3/16 | 4,762 | 4,085 | 3,408 | 1,058 | 24 |
| 1/4 | 6,350 | 5,537 | 4,724 | 1,270 | 20 |
| 5/16 | 7,938 | 7,034 | 6,131 | 1,411 | 18 |
| 3/8 | 9,525 | 8,509 | 7,492 | 1,588 | 16 |
| 1/2 | 12,700 | 11,345 | 9,989 | 2,117 | 12 |
| 5,8 | 15,875 | 14,397 | 12,918 | 2,309 | 11 |
| 3/4 | 19,05 | 17,424 | 15,798 | 2,540 | 10 |
| 7/8 | 22,225 | 20,418 | 18,611 | 2,822 | 9 |
| 1 | 25,400 | 23,367 | 21,334 | 3,175 | 8 |
| 1 1/8 | 28,575 | 26,252 | 23,929 | 3,629 | 7 |
| 1 1/4 | 31,750 | 29,427 | 27,104 | 3,629 | 7 |
| 1 1/2 | 38,100 | 35,39 | 32,679 | 4,233 | 6 |
| 1 3/4 | 44,450 | 41,198 | 37,945 | 5,080 | 5 |
| 2 | 50,800 | 47,186 | 43,572 | 5,644 | 4 1/2 |
ОСТ 266
| Номинальный диаметр резьбы в дюймах | |||||
| Диаметр резьбы в мм | Шаг резьбы в мм | Число ниток на 1″ | |||
| наружный d | средний d | внутренний d | |||
| 1/8 | 9,729 | 9,148 | 8,567 | 0,907 | 28 |
| 1/4 | 13,158 | 12,302 | 11,446 | 1,337 | 19 |
| 3/8 | 16,663 | 15,807 | 14,951 | 1,337 | 19 |
| 1/2 | 20,956 | 19,794 | 18,632 | 1,814 | 14 |
| 5/8 | 22,912 | 21,750 | 20,588 | 1,814 | 14 |
| 3/4 | 26,442 | 25,281 | 24,119 | 1,814 | 14 |
| 7/8 | 30,202 | 29,040 | 27,878 | 1,814 | 14 |
| 1 | 33,250 | 31,771 | 30. 293 293 | 2,309 | 11 |
| 1 1/8 | 37,898 | 36,420 | 34,941 | 2,309 | 11 |
| 1 1/4 | 41,912 | 40,433 | 38,954 | 2,309 | 11 |
| 1 3/8 | 44,325 | 32,846 | 41,367 | 2,309 | 11 |
| 1 1/2 | 47,805 | 46,326 | 44,847 | 2,309 | 11 |
| 1 3/4 | 53,748 | 52,270 | 50,791 | 2,309 | 11 |
| 2 | 59,616 | 58,137 | 56,659 | 2,309 | 11 |
Таблица перевода единиц
| Перевод энергетических единиц | Перевод единиц давления |
| 1 Дж = 0,24 кал | 1 Па = 1 Н/м*м |
| 1 кДж = 0,28 Вт*ч | 1 Па = 0,102 кгс/м*м |
| 1 Вт = 1 Дж/с | 1 атм =0,101 мПа =1,013 бар |
| 1 кал = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал/ч = 1,163 Вт | 1 PSI = 0,06895 бар = 0,06805 атм |
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями.
 Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов). - Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы.
 Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Технологии нарезки
Есть два распространенных способа:
- Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
- С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Как читать маркировку
По ГОСТ на все резьбовые детали должна быть нанесена специальная маркировка, которая отражает ее существенные технические особенности. Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка представляет собой буквенно-числовой код фиксированной структуры. Код выглядит так: T1 T2 X Y1 Y2 — Z.
Расшифровка кода
Расшифровывается код следующим образом:
- T1 — параметр отражает категорию резьбовой запчасти. Параметр может принимать несколько значений — M (метрическая резьба), MK (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая) и некоторые другие.
- T2 — параметр обозначает внешний диаметр запчасти. Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах.
 Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра. - X — символ-разделитель, который не несет дополнительной нагрузки. Согласно ГОСТ символ X должен быть нанесет на запчасть в обязательном порядке. Хотя некоторые производители игнорируют это правило, считают символ X избыточным, что является нарушением сертификационного законодательства (как российского, так и международного).
- Y1 — ширина резьбового шага. Де-факто этот параметр отражает ширину одного витка резьбового слоя. Параметр почти всегда указывается в миллиметрах (как на метрических, так и дюймовых деталях). В редких случаях параметр Y1 может указываться в дюймах (скажем, на старых запчастях), однако в таком случае число должно обязательно содержать вспомогательный символ в виде двух засечек » (он указывает на дюймы).
- Y2 — направление резьбового винта. Параметр может принимать только одно значение: если резьба является левой, то Y2 принимает значение LH.
 Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется.
Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется. - — — еще один символ-разделитель, который не имеет собственного смысла. Задача символа — отделение главной части кода от параметра Z. Так как употребление параметра Z является факультативным, то символ-разделитель может опускаться при отсутствии Z. Некоторые производители используют параметр Z, но опускают символ-разделитель — это является нарушением сертификационного законодательства.
- Z — параметр указывает на класс точности нанесенного резьбового винта. Параметр может принимать несколько множество значений — 4k, 6h, 6g, 6E, 8G, 8D и другие. Чем меньше цифра-индекс в начале кода, тем точнее качество резьбы. Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения.
 Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Примеры маркировки
Чтобы разобраться в маркировке, рассмотрим несколько примеров:
- Дана запчасть с маркировкой MK35 x 5 LH 8G. Расшифровка кода выглядит так. Код MK указывает на коническое резьбовое соединение, внешний диаметр которого составляет 35 миллиметров. Ширина резьбового шага составляет 5 миллиметров, а наличие кода LH указывает на левое направление винта. Категория точности составляет 8G; число 8 указывает на грубое винтовое соединение, а большая буква сигнализирует о том, что резьба является внутренней.
- У нас есть объект с маркировкой G 1» x 2 8g.
 Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое.
Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое. - Мы купили трубу с резьбовым соединением M40 x 4 LH 4g. Расшифруем код. M40 — метрическая резьба, диаметр которой составляет 40 миллиметров. Резьбовой шаг — 4 миллиметра; винтовое направление — левое (есть символ LH). Класс точности соединения — 4g; тип — внутреннее, точное.
Дюймовая нарезка
Определенные нормы дюймовой нарезки, которые оговаривают требования к ней, дает нам ГОСТ. Нормы рассматриваются по двух основным параметрам – шагу и диаметру (внешнему и внутреннему).
Изделия с дюймовой резьбой имеют специальный штуцер, который имеет вид суженого конуса. Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Данный элемент дает возможность соединить детали в одну максимально прочную конструкцию. Часто применяются для водопроводных труб и нефтегазовых систем.
Круглая резьба
Практична в применении для санитарно-технической арматуры, в условиях, где нужно обустройство часто разъемных соединений.
Ее особенности позволяют продлить срок службы соединений за счет своей прочности, детали имеют высокую сопротивляемость к значительным нагрузкам, используют в условиях повышенной загрязненности среды.
Круглую резьбу используют в основном для смесителей, кранов, вентилей, шпинделей и других подобных элементов.
NPSM
National pipe thread, соответствует стандарту резьбы США. Его относят к цилиндрическому дюймовому типу. Параметры профиля соответствуют 60 градусам, форма профиля — треугольник.
NPT
Отличается от NPSM тем, что является стандартом в Соединенных Штатах Америки. Данный тип отличается практичностью использования в условиях с высоким давлением.
С последними двумя типами потребители обязательно столкнуться, приобретая сантехнические изделия и арматурные трубы американского производства.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения — дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба.
 Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы. - Номинальный (средний) диаметр — окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков.
 Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм | Число витков на дюйм | Шаг, мм |
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | м | Н*м*Фунт силы-фут** |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Маркировка дюймовых крепежных изделий
Дюймовый крепеж имеет более сложную систему маркировки, не позволяющую визуально, без использования специальных таблиц определить механические свойства крепежной детали. Наиболее часто встречающаяся маркировка на головке дюймовых болтов и соответствие их классам прочности приведена в таблице ниже.
| Знаки на головке | Класс прочности по SAE | Класс прочности болта- заменителя, не ниже |
| 1 или 2 | 6.8 | |
| 5 | 8.8 | |
| 6 | 10.9 |
Таблица перевода единиц
| Перевод энергетических единиц | Перевод единиц давления |
| 1 Дж = 0,24 кал | 1 Па = 1 Н/м*м |
| 1 кДж = 0,28 Вт*ч | 1 Па = 0,102 кгс/м*м |
| 1 Вт = 1 Дж/с | 1 атм =0,101 мПа =1,013 бар |
| 1 кал = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал/ч = 1,163 Вт | 1 PSI = 0,06895 бар = 0,06805 атм |
Отличия дюймовой резьбы от метрической
Метрическая и дюймовая резьбы различаются количеством витков на резьбовом шаге и разным углом наклона при вершине. У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
У дюймовой резьбы он более острый и равняется 55 градусам. Остальные различия происходят из этого.
- Из-за более острого угла наклона меняется профиль резьбовых гребней. У дюймовых соединений гребни более длинные, но менее широкие. У метрического профиля гребни по форме более сбалансированные (шире и не такие длинные).
- Из-за разницы профилей соединить детали с метрической и дюймовой резьбой не представляется возможным. Крепеж будет очень хрупким и негерметичным, что может привести к протечке жидкостей при транспортировке.
Различия в профиле дюймовой, метрической и трубной резьбы
Классы точности и правила маркировки дюймовой резьбы
Дюймовая резьба по ГОСТу может соответствовать одному из классов точности: 1, 2 или 3. Соседнее место с цифрой, обозначающей класс точности, занимает буква А (соответствует наружной резьбе) или В (внутренней). Отметим, что 1-му классу точности соответствуют самые грубые резьбы, а 3-му самые точные, именно к ним предъявляются наиболее жесткие требования.
Понять, каким параметрам соответствует конкретный резьбовой элемент, необходимо разобраться с обозначениями, которые на него нанесены. В маркировке имеется следующая информация:
- номинальный размер дюймовой резьбы;
- число витков на дюйм длины;
- группа;
- класс точности.
Маркировка наносится на саму деталь или упаковку с деталями и представляет собой буквенно-числовой код следующего вида T1 T2 X Y1 Y2 — Z.
Этот код расшифровывается следующим образом.
- Т1 — параметр говорит о категории резьбовой запчасти и может иметь несколько значений: М (метрическая резьба), МК (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая).
- Т2 — обозначает внешний диаметр запчасти, для дюймовых резьб указывается в дюймах.
- Х — символ-разделитель, который не несет смысловой нагрузки, но обязателен к нанесению по ГОСТу.
- Y1 — ширина резьбового шага, которая даже на дюймовых резьбах указывается в миллиметрах.
 В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы.
В редких случаях параметр может указываться в дюймах, но тогда рядом с числом ставятся две насечки, которые говорят, что перед нами дюймы. - Y2 — направление резьбового винта. Есть резьба левая, параметр обозначают как LH. Если правое — его пропускают.
- — тоже относится к символам-разделителям, который отделяет главную часть кода от параметра Z.
- Z — параметр, который указывает на класс точности резьбы. Может принимать вид обозначений 4k, 6h, 6E, 8G, 8D и др.
Пример условного обозначения дюймовой резьбы
Расшифровка маркировки дюймовой резьбы
Обозначение дюймовой резьбы в технической документации разберем на примере маркировки G 2” LH-2-40.
- G — показывает, что резьба трубная цилиндрическая.
- Цифра 2 указывает на размер наружного диаметра в дюймах.
- LH — эти буквы говорят о том, что резьба левая.
- Цифра 2 информирует о классе точности.
- Цифра 40 указывает на длину завинчивания.
Что из себя представляет резьбомер?
Резьбомер состоит на набора зубчатых гребёнок, каждая из которых имеет определённое расстояние между смежными выступами, соответствующими шагу резьбы. Всё гребёнки вращаются на осях, закреплённых в корпусе. Отшлифованные поверхности и конфигурация гребёнок позволяет свободно использовать их при определении шага внутренней и наружной резьбы. На корпусе имеется выштамповка «М60» — у метрических резьбомеров и «Д55» — у дюймовых. На лицевой поверхности каждой гребёнки выштамповывается значение шага резьбы.
Всё гребёнки вращаются на осях, закреплённых в корпусе. Отшлифованные поверхности и конфигурация гребёнок позволяет свободно использовать их при определении шага внутренней и наружной резьбы. На корпусе имеется выштамповка «М60» — у метрических резьбомеров и «Д55» — у дюймовых. На лицевой поверхности каждой гребёнки выштамповывается значение шага резьбы.
Гребёнки производятся из инструментальных сталей типа У7, 8ХФ или ХВ4 по ГОСТ 5950-85, отличающихся пониженной прокаливаемостью, но малым коэффициентом температурного расширения, что делает возможным точное использование резьбомеров в большом диапазоне внешних температур.
Профили измеряющих гребёнок выполнены так, что при измерении одновременно устанавливается не только шаг резьбы, но и степень заполнения её профиля, а также число ниток (витков) резьбы. Последнее важно тогда, когда используются детали со шлифованной резьбой, которая иногда может быть повреждена шлифовальным кругом.
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того, как ознакомитесь со статьей, можете прочитать про наши товары. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Источники
- https://martensit.ru/metizy/dyujmovaya-rezba/
- https://domxoloda.ru/table-sizes/
- https://www.rocta.ru/info/dyujmovaya-rezba-tablica-razmerov-shag-oboznacheniya-gost-i-markirovki/
- https://ipmet.
 ru/dyujmovye-rezby-razmery-tablica-gost-s-diametrami-i-shagom-oboznacheniya-v-mm/
ru/dyujmovye-rezby-razmery-tablica-gost-s-diametrami-i-shagom-oboznacheniya-v-mm/ - https://prompriem.ru/stati/dyujmovaya-rezba.html
- https://www.rinscom.com/articles/dyuymovaya-rezba-osnovnye-otlichiya-ot-metricheskoy-parametry-i-markirovka/
- https://Avto-bolt.ru/dyuymovaya-rezba/
- https://NpfGeoProm.ru/tehnologii/dyujmovaya-rezba.html
Стандарты резьб и виды. Дюймовая и метрическая резьба
Используются 2 системы — метрическая
и
дюймовая
. Следовательно, имеются и 2 группы стандартов: метрический и дюймовый. Но, в отличие от многих других стандартов, можно увидеть применение дюймовой резьбы в государствах с метрической системой, и наоборот. Например, для трубной резьбы в России используются британские дюймовые стандарты. Если вернуться к кольцевым пилам, то там можно найти пример использования дюймовой резьбы стандарта UNF в системе крепления кольцевых пил, выпускаемых европейскими фирмами. В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т.п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т.п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
Стандарты определяют несколько значений шага резьбы при одинаковом значении его диаметра. Различают крупный и мелкий шаг. С крупным шагом необходимо применять тогда, когда внутренняя резьба нарезается в материале с невысокой прочностью (например, в легком сплаве). Резьба с мелким, шагом позволяет применять высокие нагрузки, но и предъявляет большие требования к прочности материала резьбовых деталей. В метрическом стандарте ISO крупный шаг определен в качестве «нормального». Мелкий шаг в странах с метрической системой измерений, хоть и задан во многих стандартах, применяется исключительно редко. В государствах с дюймовой системой обширно используется как резьба, как с мелким, так и с крупным шагом.
Ниже приведены наиболее используемые стандарты. Для них будут указаны размерные ряды для внешних диаметров до 25 мм.
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Отличия дюймовой и метрической резьбы
Представленное резьбовое соединение имеет свою стандартизацию с ориентировкой на ГОСТ 6357-81, в котором регламентируются такие параметры резьбы как шаг и диаметр.
Размеры, которыми будут обладать резьбовые соединения, зависят от расстояния между противоположно размещенными верхними точками, расположенными на торце трубы.
Трубная резьба и ее размеры будут напрямую зависеть от значения внутреннего или внешнего диаметра изделия. В настоящее время выделяют такие виды резьб как:
- Метрическая;
- Дюймовая;
- Трапецеидальная;
- Цилиндрическая;
- Упорная;
- Коническая.
Кроме того, различные виды резьб имеют свое обозначение. Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
Так, например обозначение резьбы левого типа маркируется буквами LH. Для более детальной информации резьбовое соединение обозначается на чертежах дополнительными буквами, где:
- М — обозначает номинальный диаметр витков;
- Ph – значение хода;
- Р – значение шага.
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Как отличить дюймовый и метрический крепеж
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких — единицы измерения, дюймы или миллиметры.
Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких — единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин — попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа — измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой — количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
НиП «Машиностроение»
Добавлено: 25.01.2017 15:56
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения.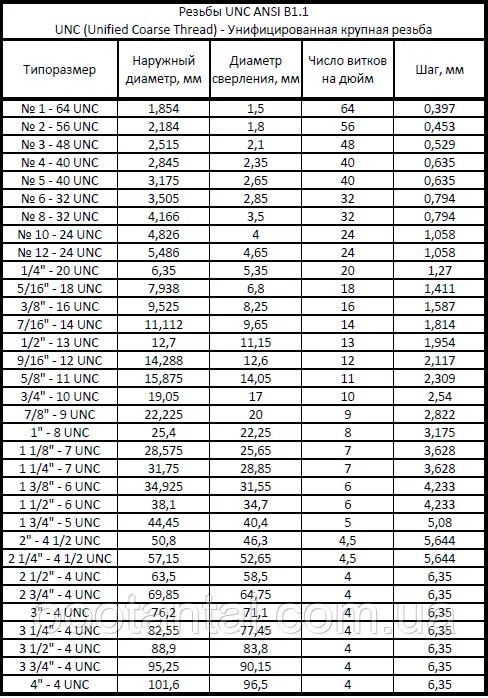 Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.

Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.

- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Метрическая резьба
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента. В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.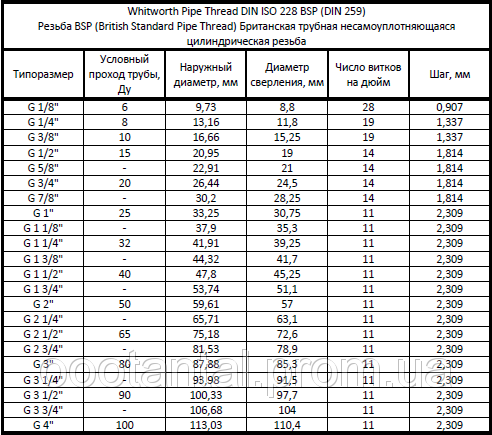
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка. - Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
- Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
- Угол профиля — угол гребня в градусах.
- Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.

Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.

Рис. 9 Изготовление резьбы на токарном станке
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
всё про ремонт и обустройство жилья
Качество нарезки, которая выполняется на трубопроводе, ее соответствие диаметру трубного изделия – это все имеет большое значение при установке водопроводной либо отопительной системы. Нарезать дюймовую резьбу плашкой не очень удобно. Гораздо проще использовать специальное станочное устройство.
Особенности
Нарезка представляет собой винтовое углубление с неизменным шагом резьбы и сечением. Она выполняется на изделиях, имеющих форму конуса, цилиндра (болтовые, винтовые элементы), на деталях, которые соединяются с подобными изделиями (гайки).
В повседневной жизни люди обычно встречаются с цилиндрическим резьбовым соединением на трубах. Кроме резьбы, шаг которой измеряется в миллиметрах, в РФ распространена дюймовая резьба.
Ключевые параметры метрической нарезки – это шаг (дистанция между углублениями либо гребенками, которая измеряется продольно оси изделия) и диаметр.
Дюймовая резьба характеризуется диаметром, который измеряется в дюймах, количеством завитков на 1 дюйм. Как выполняется перевод размера резьбы в мм из дюймов? Для подобного перевода нужно осуществить умножение размера дюймовой резьбы на 25,4.
Чем еще дюймовое резьбовое соединение различается с метрическим? Отличия заключаются в том, что резьба дюймовая располагает:
- заостренными гребенками;
- округлыми вершинами резьбовых ниток.
Нарезки, используемые в повседневной жизни
В бытовых условиях чаще всего используются трубные изделия с такими видами нарезок:
- Четырнадцать ниток на дюйм (шаг равен 1,815 мм).

- Одиннадцать ниток на дюйм (шаг равен 2,310 мм).
Чтобы установить вид и шаг дюймовой резьбы, применяют предмет, называемый резьбомером. Кроме того, возможно использовать обыкновенную линейку, штангенциркуль.
Калибровочным элементом может послужить муфтовая, штуцерная деталь. На ней должна быть выполнена нарезка, располагающая размером, который соответствует диаметру дюймовой резьбы. Деталь закручивают в резьбовое соединение. Если никаких сложностей не возникло, она крепко засела в трубном изделии, значит, измерение можно заканчивать. В противном случае выполняют повтор процедуры с другой калибровочной деталью.
С резьбомером все еще легче. Его измеряющие пластинки напоминают комплект пилочек. Данные пилочки необходимо придавить к нарезке, выполненной на изделии либо внутри его. Если профиль пластинки совпал с трубным, это обозначает, что размер дюймовой резьбы такой же, как и у пилочки.
Штангенциркулем возможно замерить только наружный размер нарезки.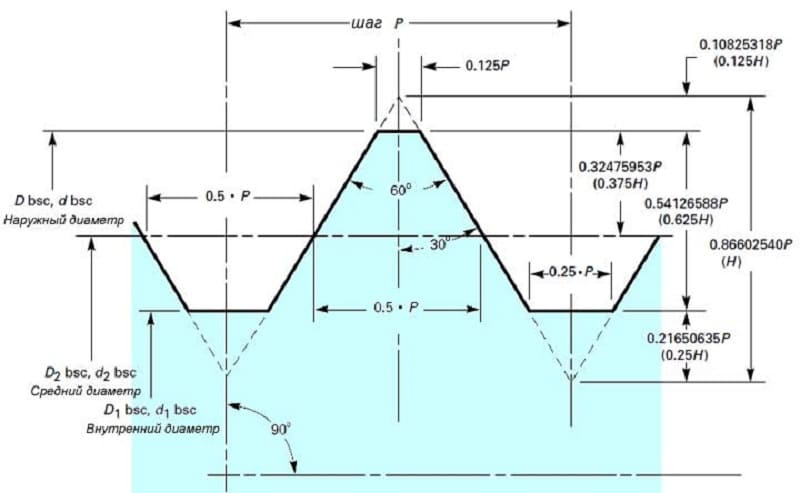 Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
Ввиду этого наилучшими приспособлениями для установления шага и размера нарезки считаются калибровочные детали, резьбомеры.
В действительности, разумеется, мало кто сможет достичь безукоризненно точного соблюдения размеров резьбы. Однако вы можете рассчитывать на создание качественной нарезки, если будете руководствоваться минимум одним символом, стоящим в дробной части числа.
Нарезание
Если нарезание осуществляется ручным методом, а не посредством станочного устройства, это может вызвать определенные сложности, в особенности тогда, когда наружный диаметр резьбы превышает 1 дюйм.
Лучше всего использовать особое устройство для создания резьбового соединения. Называется оно «клупп». Клупп заключает в себе корпус с парой рукоятей. В нем размещаются передвижные гребни, которые можно регулировать. Посредством гребенок выполняется постепенное углубление клуппа.
Кроме того, возможно применять сменяемые гребни с полным/неполным резьбовым профилем.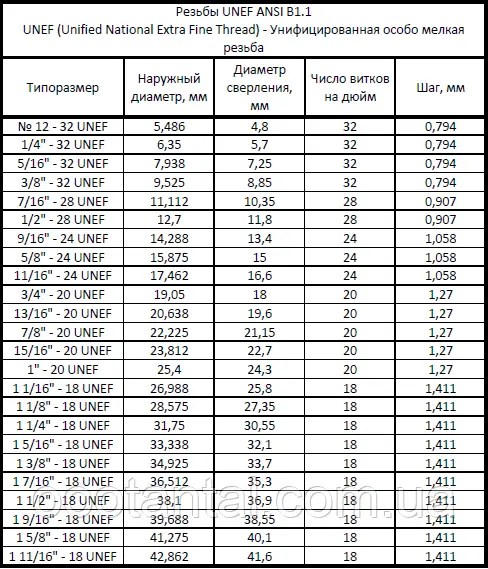 Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
Они стоят не слишком дешево, потому купить их может не каждый. Можно воспользоваться обычной плашкой, посредством которой создается нарезка.
При кручении держателя плашки по часовой стрелке выполняется его навинчивание на нарезку, которая имеется на втулочном элементе. Втулка фиксируется на трубном изделии при помощи 3 болтовых элементов. У данного приспособления есть бесспорный плюс: не нужно делать упор в трубное изделие в начале нарезания.
Ручное создание нарезки проходит так:
- трубное изделие закрепляется в тисках, метчик устанавливается в вороток, плашка – в держатель;
- плашку устанавливают на трубное изделие, а метчик – внутрь него. Затем, прокручивая рукоятки воротка либо держателя, выполняют ввинчивание/навинчивание метчика/плашки в/на трубное изделие;
- если необходимо, процедуру повторяют не один раз до тех пор, пока в трубном изделии не будет прорезано углубление, которое равно высоте резьбового профиля.
Конечно, создание нарезки снаружи и внутри проходит не параллельно, а поочередно.
Нарезание посредством станочного устройства осуществляется таким образом:
- трубное изделие закрепляют в патроне токарного устройства. В суппортном элементе должен быть установлен резец, соответствующий диаметру резьбы в дюймах;
- устройство запускают, в трубном изделии создают фаску;
- после нарезания фаски выполняют подвод инструмента к наружной/внутренней части трубы, запускают подачу резьбы. Перед этим настраивают быстроту передвижения суппортного элемента.
Безусловно, и плашку, и метчик возможно применять на станочном устройстве, закрепляя их в передней/задней бабке. Однако стоит учесть тот факт, что параметры дюймовой резьбы, созданной резцовым инструментом, будут более точными.
Заключение
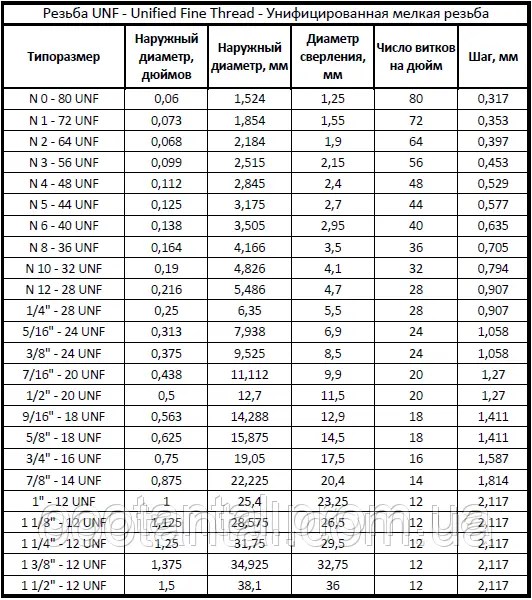
Для закрепления материала ознакомьтесь с таблицей размеров дюймовой резьбы. Она заключает в себе данные ГОСТ (ГОСТ – принятый в России стандарт). Помните, что не все нарезки распространены в России. Например, UNC и UNF обычно используются в Соединенных Штатах Америки, Канаде.
Не забывайте, что иногда нужно выполнять перевод размеров из одних единиц в другие. Для перевода миллиметров в дюймы необходимо размер нарезки, например, UNF (UNF – унифицированная мелкая резьба) поделить на 25,4.
Ничего страшного, если вы допустите ошибку, делая резьбовое соединение в домашних условиях. Это рабочим на производстве нужно соблюдать ГОСТ. Вы же вольны практиковаться выполнять нарезку на ненужных деталях.
В данной статье будут рассмотрены такие понятия, связанные с резьбовым соединением, как метрическая и дюймовая резьба. Чтобы понять тонкости, связанные с резьбовым соединением, необходимо рассмотреть следующие понятия:
- Коническая и цилиндрическая резьба;
- Шаг резьбы;
- Номинальный диаметр резьбы;
- Метрическая резьба и дюймовая — на примерах.
Сам стержень с нанесенной на него конической резьбой представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения.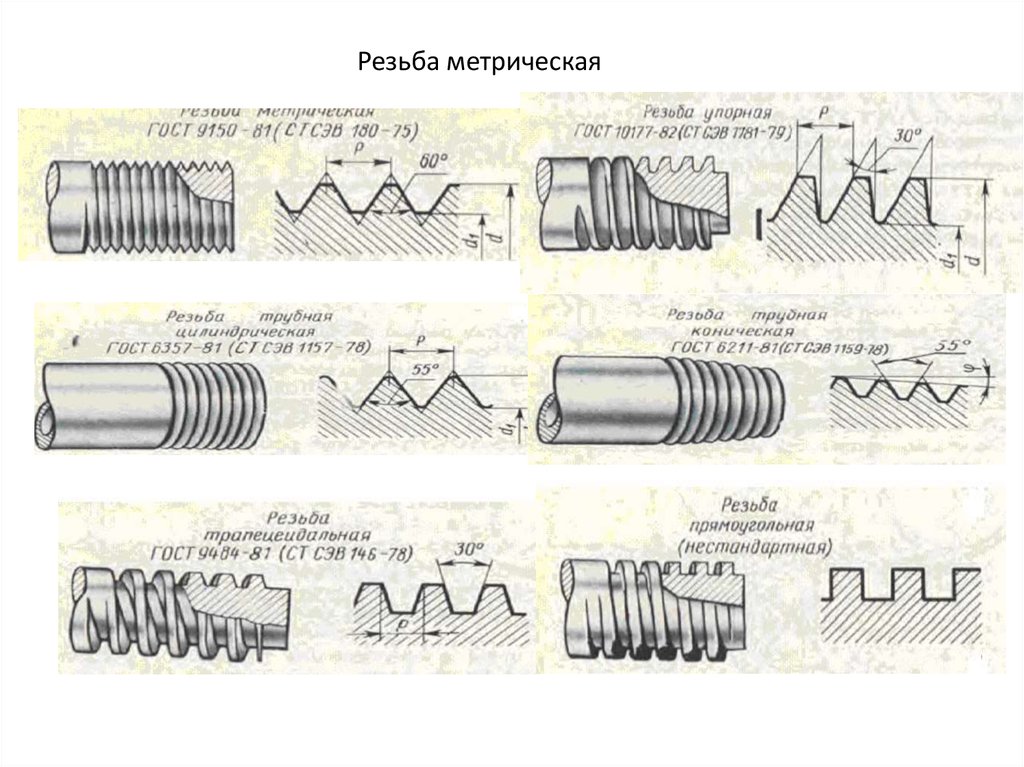 Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой представляет из себя цилиндр, соответственно, конусность отсутствует.
Шаг резьбы (метрическая и дюймовая)Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
Проверить точность измерения можно по таблице для соответствующего шага.
| Шаг для метрической резьбы, мм | |
|---|---|
| Обозначение | Шаг резьбы |
| М5 | 0,8 мм |
| М6 | 1,0 мм |
| Резьба трубная цилиндрическая по ГОСТУ 6357-52 | |||||
|---|---|---|---|---|---|
| Обозначение | Число ниток N на 1″ | Шаг резьбы S, мм | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Внутренний диаметр резьбы, мм |
| G1/8″ | 28 | 0,907 | 9,729 | 9,148 | 8,567 |
| G1/4″ | 19 | 1,337 | 13,158 | 12,302 | 11,446 |
| G3/8″ | 19 | 1,337 | 16,663 | 15,807 | 14,951 |
| G1/2″ | 14 | 1,814 | 20,956 | 19,754 | 18,632 |
| G3/4″ | 14 | 1,814 | 26,442 | 25,281 | 24,119 |
| G7/8″ | 14 | 1,814 | 30,202 | 29,040 | 27,878 |
| G1″ | 11 | 2,309 | 33,250 | 31,771 | 30,292 |
В маркировке обычно присутствует номинальный диаметр, за который в большинстве случаев принимается наружный диаметр резьбы. Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм — внешний диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая. «М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым уплотнительным кольцом, а потому не требуют фум-ленты. Шаг резьбы в данном случае равен – 0,8 миллиметров.
Основные параметры дюймовой резьбы, соответственно названию – указываются в дюймах. Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 — о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 — о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
| Таблица перевода маркировки резьбы фитинга в дюймы | |
|---|---|
| Маркировка резьбы фитинга | Резьба в дюймах |
| 01 | 1/8″ |
| 02 | 1/4″ |
| 03 | 3/8″ |
| 04 | 1/2″ |
Профили конической и цилиндрической резьб совпадают, что позволяет свинчивать между собой фитинги с конические резьбой и цилиндрической.
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) получили очень широкое распространение на территории таких стран как США и Канада, где действует дюймовая система измерений. В данных странах этот стандарт является основным для болтов, винтов, гаек и многих других видов крепежных деталей, используемых в машиностроении и оружейной индустрии. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине 60°, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков, данная резьба также бывает крупная (основная) UNC, мелкая UNF и особо мелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 2,54 мм).
Условные обозначения резьб стандарта UN (UNC, UNF и UNEF)
В обозначении резьбы указывается ее наружный диаметр – D, за которым следует шаг – TPI (количестве ниток на дюйм) и ее тип – UNC или UNF. Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12, которое стоит после символа # или №. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12, которое стоит после символа # или №. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Используются 2 системы — метрическая и дюймовая. Следовательно, имеются и 2 группы стандартов: метрический и дюймовый. Но, в отличие от многих других стандартов, можно увидеть применение дюймовой резьбы в государствах с метрической системой, и наоборот. Например, для трубной резьбы в России используются британские дюймовые стандарты. Если вернуться к кольцевым пилам, то там можно найти пример использования дюймовой резьбы стандарта UNF в системе крепления кольцевых пил, выпускаемых европейскими фирмами. В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т. п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
Стандарты определяют несколько значений шага резьбы при одинаковом значении его диаметра. Различают крупный и мелкий шаг. С крупным шагом необходимо применять тогда, когда внутренняя резьба нарезается в материале с невысокой прочностью (например, в легком сплаве). Резьба с мелким, шагом позволяет применять высокие нагрузки, но и предъявляет большие требования к прочности материала резьбовых деталей. В метрическом стандарте ISO крупный шаг определен в качестве «нормального». Мелкий шаг в странах с метрической системой измерений, хоть и задан во многих стандартах, применяется исключительно редко. В государствах с дюймовой системой обширно используется как резьба, как с мелким, так и с крупным шагом.
Ниже приведены наиболее используемые стандарты. Для них будут указаны размерные ряды для внешних диаметров до 25 мм.
Метрическая резьба
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента. В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Дюймовая резьба
Ее параметры и требования к ней определены стандартами» UNF (Unified Fine — резьба с мелким шагом) и UNC (Unified Coarse — резьба с крупным шагом), совместно принятыми США, Великобританией и Канадой в 1948 году. Соответствующая этим стандартам резьба, как и метрическая, имеет треугольный плоско срезанный профиль с углом 60. Обозначение резьбы начинается с диаметра резьбы в дробных долях дюйма (1 дюйм («) = 25,4 мм), затем через тире указывается шаг резьбы в числе витков на один дюйм и после него через пробел наименование стандарта. Пример обозначения дюймовой резьбы: 5/8″-18 UNF (внешний диаметр 5/8» = 15,875 мм, 18 витков на дюйм = шаг 1,41 мм, стандарт UNF).
Также применяются несколько разновидностей дюймовой резьбы со скругленными углами профиля. Резьба Витворта (или Уитворта, вопрос транскрипции), сравнительно старый, но все равно применяемый стандарт британского происхождения (обозначается как «Ww» или «B. S.W.» для нормальной резьбы и B.S.F. для мелкой резьбы). Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше. Такие стандарты чаще используются в США.
Буква «U» в наименованиях стандартов на дюймовую резьбу очень часто опускается, и тогда международные стандарты обозначаются сочетаниями: NF, NC, NJ, NRC, NRF. Также можно встретить трубную резьбу по стандарту NPT.
Если не брать в расчет шаг резьбы, то размерные ряды дюймовой резьбы более компактны, в диапазоне 1/4″ — 1″ (6 — 25 мм) 10 размеров резьб против 12 размеров в этом же диапазоне метрических резьб. Нo поскольку в странах с дюймовой системой измерений достаточно часто используются обе разновидности резьб, мелкая и крупная, номенклатура реально применяемой дюймовой резьбы шире, чем метрической.
Казалось бы что в трубах сложного? Соединяй и крути. Но, если вы не сантехник и не инженер с профильным образованием, то обязательно возникнут вопросы за ответами на которые придется идти куда глаза глядят. А глядят они скорее всего первым делом в интернет )
Ранее мы уже говорили о диаметрах металлических труб в этом материале . Сегодня же попробуем внести ясность в резьбовые соединения труб различного назначения. Мы постарались не загромождать статью определениями. Базовую терминологию содержит ГОСТ 11708-82 с которым каждый может ознакомиться самостоятельно.
Трубная цилиндрическая резьба. ГОСТ 6357 — 81
Единица измерения параметров: Дюйм
Класс точности: Класс А (повышенный), Класс В (нормальный)
Почему в дюймах?
Дюймовый размер пришел к нам от западных коллег, поскольку требования действующего на постсоветском пространстве ГОСТа сформулированы на базе резьбы BSW (British Standard Whitworth или резьба Витворта). Джозеф Витворт (1803 — 1887) инженер-конструктор и изобретатель в далеком 1841 году продемонстрировал одноименный винтовой профиль для разъемных соединений и позиционировал его как универсальный, надежный и удобный стандарт.
Данный тип резьбы используется как в самих трубах так и элементах трубных соединений: контргайках, муфтах, угольниках, тройниках (см. картинку выше). В сечении профиля мы видим равнобедренный треугольник с углом 55 градусов и закруглениями на вершинах и впадинах контура, которые выполняются для высокой герметичности соединения.
Нарезка резьбового соединения осуществляется на размерах до 6”. Все трубы большего размера для надежности соединения и предотвращения разрыва фиксируют сваркой.
Условное обозначение в международном стандарте
Указывается буква G и диаметр проходного отверстия (внутр. Ø) трубы в дюймах. Наружный диаметр непосредственно резьбы в обозначении не присутствует.
Пример:
G 1/2 — резьба трубная цилиндрическая наружная, внутренний Ø трубы 1/2”. Наружный диаметр трубы составит 20,995 мм, кол-во шагов на длине 25,4 мм будет равно 14.
Также может быть обозначен класс точности (А,В) и направление витков (LH).
Например:
G 1 ½ — В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В.
G1 ½ LH- В — резьба трубная цилиндрическая, внутренний Ø 1 ½ дюйма, класс точности В, левая.
Длина свинчивания обозначается последней в мм: G 1 ½ -В-40.
Для внутренней трубной цилиндрической резьбы будет обозначен только Ø трубы для которой предназначено отверстие.
Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
И в данной статье мы познакомим наших читателей не только с параметрами, которыми характеризуется дюймовая резьба трубная, но и со способами «нарезки» такой резьбы на внутренней и внешней поверхности труб и фитингов. Кроме того, в материале будут перечислены отличия между дюймовым и трубным вариантами.
Характеристики дюймовой резьбы
Нормативный документ, в котором описывается цилиндрическая трубная дюймовая резьба – гост 6357-81 – настаивает на том, что главными характеристиками такой резьбы является ее диаметр и ее шаг. Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
Следующая характеристика шаг трубной резьбы определятся, как расстоянием между двумя соседними впадинами или двумя соседними гребнями. Причем шаг у резьбы, всегда один и тот же, как его не меряй. Ведь расстояние между витками должно быть стабильным. Иначе мы не сможем подобрать пару (гайку или болт) под резьбовое соединение.
Метрическая и трубная резьба – в чем отличие?
Необходимо сказать, что формулируя ключевые характеристики метрической резьбы – шаг и диаметр – используют те же определения. Ведь отличий между метрической и дюймовой резьбой не так уж и много. Так, к наиболее заметным отличиям, выделяющим дюймовый вариант, относят еще и форму профиля резьбового гребня.
У дюймовой резьбы такой профиль выглядит более «острым» — верхний угол «исходного треугольника» резьбового профиля равняется 55 градусам.
Кроме того, помимо формы профиля, трубная резьба метрическая отличается от трубного варианта еще и исчислением размеров шага и диаметра. Ведь у метрического варианта все размеры исчисляются в миллиметрах. Ну, а шаг и диаметр трубного варианта вычисляется в дюймах. Причем совсем не в тех дюймах, которые соответствуют 2,54 сантиметра, а в особых, трубных дюймах, соответствующих 3,33 (а точнее 3,3249) сантиметра.
Размеры дюймовой резьбы
Причем на такой необычной системе исчисления размеров настаивает основной нормативный документ, которым описывается резьба дюймовая трубная – гост 6357-81. В этом сборнике стандартов указаны не только целые, но еще и дробные значения «трубных дюймов». Например, один из сортаментов трубной резьбы обозначается, как ¾ дюйма, что соответствует почти 25 миллиметрам.
Шаг резьбы в «трубном» исполнении считают не в миллиметрах, а в нитках – количестве канавок, нарезанных на одном дюймовом мерном отрезке трубы. Например, у обычных водопроводов есть всего два варианта «шага» резьбы: на 11 ниток (соответствует метрическому шагу в 2,31 мм.) и на 14 ниток (соответствует метрическому шагу около 1,8 мм). яндекс .
Разумеется, такие причудливые системы исчисления шага и диаметра немного затрудняют процесс определения данных величин.
Определение шага трубной резьбы и промер ее диаметра
При определении диаметра и промере шага трубной и метрической резьбы мы использует одни и те же инструменты: калибры, гребенки (резьбомеры) и механические измерители (штангенциркули, микрометры и так далее). Поэтому промер этих параметров будет реализован по тем же самым правилам и в «метрическом», и в «трубном» вариантах.
В качестве калибра можно использовать муфту или штуцер, на которых нарезана наружная или внутренняя резьба с известными параметрами. Промер шага осуществляется просто: болт вкручивают в резьбу и, если процесс не вызвал затруднений, а сам болт сидит в трубе плотно, то диаметр и шаг резьбы в трубе считается определенным. В ином случае процесс повторяют со следующим калибром. До тех пор, пока в определении шага метрической резьбы или ее трубного аналога не будет поставлена финальная точка.
Резьбомер «работает» еще проще. Его измерительные пластины похожи на набор пилочек. И эти пилочки нужно приложить к резьбе, нарезанной на трубе (или на ее внутренней поверхности). Если профиль пилочки совпал с профилем трубы – их оценивают «на просвет» — то резьба соответствует значению, указанному на пластине резьбомера. Штангенциркулем можно измерить лишь внешний диаметр резьбы. Микрометр годится для такой же операции. Поэтому лучшим инструментом для определения шага и диаметра резьбы являются калибры и резьбомеры.
Способы нарезки дюймовой резьбы
И метрическая резьба, и ее трубный аналог нарезаются на внутренней или внешней поверхности всего двумя способами: механическим и ручным. Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Технология нарезки резьбы вручную реализуется следующим образом:
- Труба фиксируется в тисках, метчик вставляется в вороток, а плашка – в плашкодержатель.
- Далее, плашку надевают на трубу, а метчик вставляют в трубу. После чего, вращая рукояти воротка или плашкодержателя, ввинчивают или навинчивают метчик или плашку на трубу.
- В случае необходимости операцию повторяют несколько раз, постепенно прорезая тело трубы на глубину, равную высоте профиля резьбы.
Разумеется, нарезание наружной и внутренней резьбы происходит не одновременно, а последовательно. Впрочем, чаще всего, пользователя интересуют детали с односторонней резьбовой поверхностью – либо внутренней, либо внешней.
Механический способ нарезки резьбы выгладит проще:
- Трубу зажимают в патроне токарно-винторезного станка, в суппорте которого находится резьбовой резец.
- Станок включают, в трубе (или на трубу) делают фаску.
- После нарезки фаски к внешней или внутренней поверхности подводят резец и включают «резьбовую» подачу, предварительно настроив скорость перемещения суппорта.
Разумеется, и плашку, и метчик можно использовать и на станке, фиксируя инструменты или в передней или в задней бабке, но формирование резьбы резцом дает более качественный результат (при условии достаточной квалификации токаря).
Великобритания развивала зарождение стандартизованного процесса с резьбой на основе её системных мер. Европейцы заинтересовались американским дюймовым стандартом и начали теснить англичан, производя крепёжные изделия с более заниженной себестоимостью. Утверждение и принятие международного унифицированного порядка в системе объединило в себе основы дюймовой резьбы в системе UNC и UNF. Это считается актуальным до сегодняшних дней.
Проведение расчётов
Стандартная резьба системы дюймовых размеров нарезается разными диаметрами. Это позволяет прочно соединить все узлы металлических конструкций. Расчёт и применение диктуется технологическим подходом, в зависимости от конструкции изготовленных узлов. Для этого следует с точностью измерить глубину резьбовой нарезки, учитывая толщину материала, количество нитей, чтобы обеспечить прочность соединения крепёжных метизов.
Из всех разнообразных видов системы главной и удобной считается дюймовая и метрическая резьба. Существует различие по измерению шага дюймового размера длины резьбы от метрического стандарта. Детали с разным шагом не подлежат взаимной замене.
Цифровое значение
Дюймовую резьбу на практике обозначают с помощью цифры, над которой выставлен двойной штрих. Эта информация позволяет выполнять точный расчёт размеров, когда составляют технический чертёж определённой детали. В поисках требуемых параметров резьбы в дюймах пользуются специальными справками из таблиц, применение которых облегчает работу.
Сначала записывают показатель замера по внешнему диаметру. Потом подсчитывают присутствие нитей, вместившихся по длине одного дюйма, обозначают символом, к какой группе принадлежит, добавляют разряд класса точности. Конечное написание заглавными литерами LH подтверждает направление левой резьбы.
Американская унифицированная дюймовая резьба успешно внедрена многими странами мира, где измерения проводились дюймами, согласно существующих правил UN (UNC, UNF и UNEF). Различные типы крепёжного метиза изготавливаются по установленному основному стандарту, он находит отклик в машиностроительной промышленности и повышает спрос у крупнейших в мире производителей оружия. Регламентирование и контроль за их выпуском производится комитетом ASME и ANSI.
Сравнивая метрическую систему стандарта ISO с американской дюймовой резьбой, где угол вершины 60°, следует заметить, что главные важные показатели английского стандарта записаны под названием — дюйм. Стандартная длина шага UNC, рассчитываемая по насыщенности нитей в дюйме, относится к крупному размеру (считается, как основная), UNF система отличается мелкой резьбой, а UNEF составляет по шагу особенно мелкую.
TPI — шаг резьбы (нити, содержащиеся в единице длины одного дюйма). Это промежуток, расположенный между двух одноимённых правых или левых пар ниток, замеры параллельные оси. В обозначении данных болтов размер шага не указывают.
Профильная резьба представляется в виде треугольника, с углом в 60°, как в ISO, где есть винтовая резьба с метрической мерой, но параметры каждой UTS (с внешним диаметром и шагом) выражаются не мм, а по длине дюйма. Размер шага в метрическом измерении резьбы — это промежуток длины между соседними точками вершин или впадинами профиля. Предусматривает равную длину по винтовым вершинам. Показатели линии Р (мм) связывают: Р = 1 дюйм / TPI. Шаг резьбы с наличием витков Р отражается в форме: P = 1/n, n — наличие нитей в дюйме по длине.
Стандартом UTS устанавливается резьбовая форма, допуски размерных рядов, посадки, размер резьбы винтового шага. Эти правила утверждены и работают только по существующему закону Канады и Америки. Поддержка правил UTS на момент 2022 года проводится комитетом ASME и ANSI, переводится, как Национальный институт стандартизации США.
Применение американской резьбы
Крепёжные детали, где есть дюймовая нарезка, не считаются редкостью. Их широко применяют на строительных площадках, в различных производственных цехах промышленности разных стран. Интерес к крепёжным метизам с нарезанной дюймовой резьбой, во многом объясняется расширением отечественного рынка из-за появления многочисленных приборов, компьютеров с машинами.
Чем условно измеряется стандарт UN (UNC, и UNEF)
Дюймовый размер резьбы измеряется:
По внешнему диаметру — D.
По размеру шага — TPI (наличие нитей в дюйме длины). Их частота оказывает влияние на резьбу.
Её типами — UNC, UNF.
При диаметре меньше 1/4″ дюйма, его обозначение исчисляется целым числом от 0 — 12, стоящим позади знака #, №. Эти цифры равнозначны требуемому внешнему D, с уточнением параметра по справочным таблицам. Все остальные показатели, размер которых больше 1/4″, выражаются базовым дюймом.
Монтаж крепёжных изделий производится согласно американскому стандарту ANSI и SAE. Иностранные легковые автомобили зарубежных выпусков (американской или японской компании) в обслуживании считаются проблемными для автолюбителей. Сложно приобрести крепёжные детали, имеющие дюймовую резьбу. Предприятия многих государств, не исключая Россию, производят изготовление большинства крепежей по размерам системы UNC, UNF.
Взаимная выручка появляется с поступлением заявок из зарубежья, заказы по резьбе UNC, UNF — являются международными. Они используются европейским союзом, на американских предприятиях, в Канаде, других странах мира. UNC, UNF называют в России — дюймовый стандарт.
Система дюймовой резьбы UNF/UNC нашла широкую поддержку в большинстве мировых стран, а вот Россия не проявляет особого интереса, не пользуется популярностью, кроме метрического стандарта резьбы. Иногда соприкасаются, ремонтируя импортные автомашины с оборудованием. Появляется востребованность в резьбонарезных изделиях, к которым можно отнести метчики UNF/UNC, применяемые под глухие и сквозные отверстия.
РЕЗЬБА КОНИЧЕСКАЯ ДЮЙМОВАЯ С УГЛОМ ПРОФИЛЯ 60°
Дата введения 1952-10-01
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
5. Ограничение срока действия снято по Постановлению Госстандарта от 18.12.84 N 4538 (ИУС 3-85)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85)
Настоящий стандарт распространяется на резьбовые соединения топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262 соединения с конической резьбой должны выполняться по ГОСТ 6211.
2. (Исключен, Изм. N 2).
I. РАЗМЕРЫ
1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт.1 и табл.1.
; ; ; конусность
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля перпендикулярна к оси резьбы.
Пример условного обозначения конической резьбы :
KГОСТ 6111-52
(Измененная редакция, Изм. N 2).
Размеры в миллиметрах
Обозначение, размера резьбы, дюймы
Диаметр резьбы в основной плоскости
Внутренний диаметр резьбы у торца трубы
Рабочая высота витка *
от торца трубы до основной плоскости
средний
наружный
внутренний
OOO «ЗАВОД ГОРЭЛТЕХ» (ранее ООО «КОРТЕМ-ГОРЭЛТЕХ») выпускает оборудование (коробки, щиты, посты, шкафы, светильники и т.д.) с конической резьбой N (NPT), с трубной конической R (ГОСТ для российского (в том числе европейского) рынка, что позволяет значительно упростить монтаж оборудования (оказаться от контргайки и дополнительной уплотнительной прокладки у корпуса подключаемого устройства).
* Если Ваш тип резьбы отсутствует в таблице, то нужно обратиться в наш офис в Санкт- Петербурге, и мы попробуем Вам помочь.
По умолчанию мы выпускаем оборудование с трубной конической резьбой R, что позволяет значительно упростить монтаж оборудования (отказаться от контргайки и дополнительной уплотнительной прокладки у корпуса подключаемого устройства). При этом Вы получаете соединение c IP65/IP66. IP66 достигается специальным герметиком ПГ-РЕЗЬБА-Ф, IP67/IP68 достигается специальным герметиком ПГ-РЕЗЬББА-Г.
Соединение с конической резьбой кабельного/трубного ввода и металлического корпуса устройств обеспечивает непрерывность цепи заземления, защиту от электромагнитных помех. Для кабельных/трубных вводов, установленных в неметаллические корпуса, непрерывность цепи заземления, защита от электромагнитных помех обеспечивается элементами A31.
Резьба метрическая
Имеет широкое применение в оборудовании Горэлтех с номинальным диаметром от 12 до 80 мм и шагом 1,5 мм. Профиль — равносторонний треугольник с углом при вершине 60°.
Номинальные значения наружного, среднего и внутреннего диаметров метрической резьбы, размеры указаны в мм
| Типоразмер и обозначение резьбы | Номинальный диаметр резьбы D, наружный диаметр резьбы d | Шаг P | Средний диаметр D2, d2 | Внутренний диаметр D1, d1 | Внутренний диаметр по дну впадины d3 |
| 02М | 12 | 1,5 | 11,026 | 10,376 | 10,160 |
| 01М | 16 | 1,5 | 15,026 | 14,376 | 14,160 |
| 1М | 20 | 1,5 | 19,026 | 18,376 | 18,160 |
| 2М | 25 | 1,5 | 25,0 | 24,026 | 23,376 |
| 3М | 32 | 1,5 | 31,026 | 30,376 | 30,160 |
| 4М | 40 | 1,5 | 39,026 | 38,376 | 38,160 |
| 5М | 50 | 1,5 | 49,026 | 48,376 | 48,160 |
| 6М | 63 | 1,5 | 63,026 | 62,376 | 62,160 |
| 7М | 75 | 1,5 | 74,026 | 73,376 | 73,160 |
| 8М | 90 | 1,5 | 89,026 | 88,376 | 88,160 |
Резьба трубная цилиндрическая
Угол профиля при вершине 55°
Номинальные значения наружного, среднего и внутреннего диаметров трубной цилиндрической, резьбы размеры указаны в мм
| Типоразмер и обозначение резьбы | Обозначение размера резьбы, в дюймах | Шаг P | Номинальный диаметр резьбы D, наружный диаметр резьбы d | Средний диаметр D2, d2 | Внутренний диаметр D1, d1 |
| 02G | 1/4 | 1,337 | 13,157 | 12,301 | 11,445 |
| 01G | 3/8 | 1,337 | 16,662 | 15,806 | 14,950 |
| 1G | 1/2 | 1,814 | 20,955 | 19,793 | 18,631 |
| 2G | 3/4 | 1,814 | 26,441 | 25,279 | 24,117 |
| 3G | 1 | 2,309 | 33,249 | 31,770 | 30,291 |
| 4G | 1 1/4 | 2,309 | 41,910 | 40,431 | 38,952 |
| 5G | 1 1/2 | 2,309 | 47,803 | 46,324 | 44,845 |
| 6G | 2 | 2,309 | 59,614 | 58,135 | 56,656 |
| 7G | 2 1/2 | 2,309 | 75,184 | 73,705 | 72,226 |
| 8G | 3 | 2,309 | 87,884 | 86,405 | 84,926 |
Резьба трубная коническая
Дюймовая резьба с конусностью 1:16 (угол конуса φ=3°34’48″). Угол профиля при вершине 55°
Номинальные значения наружного, среднего и внутреннего диаметров трубной конической резьбы, размеры указаны в мм
| Типоразмер и обозначение резьбы | Обозначение размера резьбы, в дюймах | Шаг P | Номинальный диаметр резьбы D, наружный диаметр резьбы d | Средний диаметр D2, d2 | Внутренний диаметр D1, d1 | Рабочая длина резьбы* | Длина наружной резьбы от торца до основной плоскости* |
| 02R | 1/4 | 1,337 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 01R | 3/8 | 1,337 | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 |
| 1R | 1/2 | 1,814 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 2R | 3/4 | 1,814 | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 |
| 3R | 1 | 2,309 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 4R | 1 1/4 | 2,309 | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 |
| 5R | 1 1/2 | 2,309 | 47,803 | 46,324 | 44,845 | 19,1 | 12,7 |
| 6R | 2 | 2,309 | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 |
| 7R | 2 1/2 | 2,309 | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 |
| 8R | 3 | 2,309 | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 |
* Допускается применять более короткие длины резьб
Резьба дюймовая коническая
Дюймовая коническая резьба с конусностью 1:16 (угол конуса φ=3°34’48″). Угол профиля при вершине 60°.
Номинальные значения наружного, среднего и внутреннего диаметров дюймовой конической резьбы, размеры указаны в мм
Цена за упаковку 2 шт.: 218 р.
Цена за ед. товара: 109 р. 126 р.
Спишите до 50 р. бонусами Начислим 1 бонус
- В вашем городе:11 шт.
На складе: 11 шт. - Самовывоз: сегодня, из 1 магазина
- Доставка: транспортной компанией
Технические характеристики шаблона SDW TOOLS pg00055
Число ниток на 1 дюйм
Число ниток на 1 дюйм
- *Производитель оставляет за собой право без уведомления дилера менять характеристики, внешний вид, комплектацию товара и место его производства. Указанная информация не является публичной офертой
- />Китай — родина бренда
- />Китай — страна производства
Информация об упаковке
- Единица товара: Штука
- Вес, кг: 0,20
- Длина, мм: 75
- Ширина, мм: 10
- Высота, мм: 11
Документация
- Сертификат дилера
- Скачать всю документацию
Сервисное обслуживание
Поможем решить любую проблему с товаром
Устраним любую неисправность по гарантии. Срок указан без учета логистики
Обращайтесь за обслуживанием в авторизованные сервисы производителя
Отзывы о SDW TOOLS pg00055
Вопросы и ответы о SDW TOOLS pg00055
Есть вопросы о товаре?
Здравствуйте! Маркировка на пластинах присутствует (типа 1\4″) ?
Здравствуйте, Алексей! Маркировка есть.
Расходные материалы для шаблона SDW TOOLS pg00055
Способы получения товара в Краснодаре
Самовывоз
сегодня, из 1 магазина
Транспортная компания
Рассчитать стоимость доставки
Вы принимаете условия политики конфиденциальности и пользовательского соглашения каждый раз, когда оставляете свои данные
в любой форме обратной связи на сайте ВсеИнструменты.ру
В чем отличие метрической резьбы от дюймовой
В данной статье будут рассмотрены такие понятия, связанные с резьбовым соединением, как метрическая и дюймовая резьба. Чтобы понять тонкости, связанные с резьбовым соединением, необходимо рассмотреть следующие понятия:
- Коническая и цилиндрическая резьба;
- Шаг резьбы;
- Номинальный диаметр резьбы;
- Метрическая резьба и дюймовая — на примерах.

Сам стержень с нанесенной на него конической резьбой представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения. Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой представляет из себя цилиндр, соответственно, конусность отсутствует.
Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
| Шаг для метрической резьбы, мм | |
|---|---|
| Обозначение | Шаг резьбы |
| М5 | 0,8 мм |
| М6 | 1,0 мм |
| Резьба трубная цилиндрическая по ГОСТУ 6357-52 | |||||
|---|---|---|---|---|---|
| Обозначение | Число ниток N на 1″ | Шаг резьбы S, мм | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Внутренний диаметр резьбы, мм |
| G1/8″ | 28 | 0,907 | 9,729 | 9,148 | 8,567 |
| G1/4″ | 19 | 1,337 | 13,158 | 12,302 | 11,446 |
| G3/8″ | 19 | 1,337 | 16,663 | 15,807 | 14,951 |
| G1/2″ | 14 | 1,814 | 20,956 | 19,754 | 18,632 |
| G3/4″ | 14 | 1,814 | 26,442 | 25,281 | 24,119 |
| G7/8″ | 14 | 1,814 | 30,202 | 29,040 | 27,878 |
| G1″ | 11 | 2,309 | 33,250 | 31,771 | 30,292 |
В маркировке обычно присутствует номинальный диаметр, за который в большинстве случаев принимается наружный диаметр резьбы. Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм — внешний диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая. «М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым уплотнительным кольцом, а потому не требуют фум-ленты. Шаг резьбы в данном случае равен – 0,8 миллиметров.
Основные параметры дюймовой резьбы, соответственно названию – указываются в дюймах. Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 — о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
| Таблица перевода маркировки резьбы фитинга в дюймы | |
|---|---|
| Маркировка резьбы фитинга | Резьба в дюймах |
| 01 | 1/8″ |
| 02 | 1/4″ |
| 03 | 3/8″ |
| 04 | 1/2″ |
Профили конической и цилиндрической резьб совпадают, что позволяет свинчивать между собой фитинги с конические резьбой и цилиндрической.
Отличия метрической и дюймовой резьбы. Элементы резьб.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
1. Метрическая резьба (рис. 1) имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5
Рис. 1 Метрическая резьба
2. Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи (“) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Рис. 2 Дюймовая резьба
Табл1. Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ – это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых – профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT – ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81. При ее изготовлении за основу была принята мелкая резьба Уитворта (европейская маркировка BSW), она совместима еще с одним евростандартом BSP, ее основные параметры следующие:
- Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
- Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
- Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду. В отличие от конической, для цилиндрической длина не регламентируется.
- Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH – B – 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.
Рис. 5 Таблица стандартов дюймовых конических резьб NPT и ГОСТ 6111-52
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм – из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой – детали не совпадут по ходу и диаметру.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов – это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг – это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода – в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску – это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим – калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
таблицы, размеры, шаг, обозначение, ГОСТ
Резьбовые соединения получили весьма широкое распространение. Дюймовая резьба чаще всего используется при изготовлении труб, которые могут соединяться с различными фитингами. Рассматриваемая резьба может наносится на трубы из металла или пластика. Размер в дюймах указывается согласно ГОСТ, в интернете можно встретить различные таблицы, на которые можно ориентироваться при работе.
Дюймовая резьба
Содержание
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Измеряя размеры резьб, можно провести вычисление высоты профиля. Для определения этого показателя достаточно от большего показателя вычесть меньший.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов.
Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Чем отличается метрический крепеж от стандартного? | Центр знаний
30 минут | 25 авг 2021 г.
В зависимости от контекста «стандарт» часто относится к крепежным изделиям США. Обычно это означает, что мы говорим о единицах измерения в дюймах, в то время как метрическая система именно такова: измерения основаны на метрических единицах, таких как миллиметры. Имейте в виду, однако, что в настоящее время в США производится крепеж с использованием метрической системы.
Другое определение стандарта — это набор спецификаций, определенных организациями, о которых мы поговорим ниже. Мы также рассмотрим:
- Метрическая и стандартная
- Метрические размеры винтов по сравнению со стандартными
- Метрическая и стандартная диаграмма
- Организации по стандартизации крепежных изделий
- Как сравниваются стандарты ISO?
- Сравнение DIN, ISO и британских стандартов
Метрические и стандартные
Основное различие между метрическими и стандартными параметрами заключается в способе указания резьбы. Стандартными крепежными элементами являются либо унифицированная национальная крупная резьба (UNC), либо унифицированная национальная мелкая резьба (UNT). Стандартные метрические резьбы, то есть в данном случае метрические резьбы ISO, не указываются таким образом, хотя они сопоставимы с резьбой UNC.
Стандартная метрическая резьба обозначается шагом в миллиметрах (мм). Это расстояние, измеренное между вершинами двух соседних нитей. Стандарты крепежа ASTM измеряют резьбу по TPI: количество ниток на дюйм. Вы буквально просто подсчитываете количество нитей, которые покрывают расстояние в один дюйм.
Метрические размеры винтов по сравнению со стандартными
Метрические и стандартные размеры сообщаются по-разному. Размеры стандартного метрического винта определяются шагом и большим диаметром, который, как показано на рисунке, является наибольшим диаметром винта.
Допустим, это 4 мм, и в этом случае он отображается как M4 ( M означает метрическую систему). Допустим, шаг 1 мм. Размер вашего винта M4 x 1 мм.
Рассмотрим стандартные размеры болтов. Для крепежа, измеряемого в дюймах, возьмите номинальный наружный диаметр и количество витков на дюйм. Например, 5/8-11 (крупная) резьба означает, что номинальный большой диаметр составляет 5/8 дюйма, а 11 означает 11 витков на дюйм.
Метрика и стандартная диаграмма
Метрическая или стандартная? Вот как они сравниваются:
Дюймы | Метрическая система Размер – шаг, ISO и IFI Rec. | |
(UNC) | (УНФ) | |
1- 64 | 1- 72 | М2 х 0,4 |
3- 48 | 3- 56 | М2,5 х 0,45 |
4- 40 | 4- 48 | М3 х 0,5 |
6- 32 | 6- 40 | М3,5 х 0,6 |
8- 32 | 8- 36 | М4 х 0,7 |
10-24 | 10- 32 | М5 х 0,8 |
1/4-20 | 1/4- 28 | М 6х1 |
16/18-18 | 5/16-24 | М8 х 1,25 |
3/8-16 | 3/8-24 | М10 х 1,5 |
16/7-14 | 16/7-20 | М12 х 1,75 |
1/2- 13 | 1/2-20 | М14 х 2 |
5/8-11 | 8/5-18 | М18 х 2 |
3/4- 10 | 3/4- 16 | М20 х 2,5 |
1- 8 | 1-12 | М24 х 3 |
1-1/4-7 | 1-1/8-12 | М30 х 3,5 |
1-1/2-6 | 1-1/4-12 | М36 х 4 |
Организации по стандартизации крепежа
Стандарты необходимы для того, чтобы мы могли определять, тестировать и оценивать свойства крепежных изделий. Вот организации, которые мы рассматриваем в этой статье:
- ASTM International: Ранее известное как Американское общество испытаний и материалов, неофициальное название ASTM. Они являются всемирно признанным лидером в разработке международных стандартов. Стандарты болтов ASTM и другие крепежные изделия почти всегда обозначаются как ASTM/ASNI.
- ASME: Американское общество испытаний и материалов. ASME иногда путают с ASTM. ASTM издает стандарты по свойствам материалов и испытаниям, а ASME издает стандарты для материалов, которые будут использоваться в строительстве и инфраструктуре.
- ANSI: Американский национальный институт стандартов. Хотя ANSI не разрабатывает стандарты, они контролируют организации, которые этим занимаются.
- ISO: Международная организация по стандартизации, крупнейший в мире разработчик международных стандартов. Списки стандартов ISO обширны, от стандарта ISO 4762 до спецификаций ISO 7046.
- BSI : Британский институт стандартов, наряду с ANSI, является членом ISO..
Стандарты США
Стандарты включают ASTM/ANSI и ASME. Вы заметите в столбце СТАНДАРТ, что иногда буква M соответствует стандарту. M означает метрическую систему. Это также указано в столбце THREAD.
СТАНДАРТ | ОПИСАНИЕ | РЕЗЬБА | МАТЕРИАЛ | |
А320Л7 | Шпилька L7 с гайкой A320 | UNC | Сталь | |
А320Л7 | Шпилька | UNC | Нержавеющая сталь | |
АСТМА193 | Шпилька B7 с гайкой A194 2H | UNC | Сталь | |
АСТМА193 | Шпилька B8M с гайкой A194 8М | UNC | Нержавеющая сталь | |
В1. | Заглушки для напорных труб с конусной головкой | NPTF Конус 3/4 | Легированная сталь Нержавеющая сталь Латунь | |
В1.20.3 | Заглушки для напорных труб с конусной головкой | NPTF Конус 7/8 | Легированная сталь | |
В1.5 | Allthread ACME | дюйма | Класс-5.8 Нержавеющая сталь-A2 | |
В1.5 | Гайка с круглым фланцем ACME Гайка с круглой направляющей ACME | дюйма | Сталь | |
В16.5 | Фланцевый болт | UNC | САЭ-5(8.8) САЭ-8(10.9) | |
В18. | Кованая гайка с проушиной, тип A | UNC | Сталь | |
Б18.151А | Болт с проушиной, кованый, без буртика, тип A | UNC | Сталь | |
Б18.151Б | Болт с проушиной кованый, без буртика, тип B | UNC | Сталь | |
Б18.152А | Подъемный рым-болт, кованый, с буртиком | UNC | Сталь | |
Б18.152Б | Подъемный рым-болт, кованый, с буртиком | UNC | Сталь | |
Б18.16.3М | Самоконтрящаяся гайка с нейлоновой вставкой | UNC | Сталь | |
В18. | Болт с шестигранной головкой Установочный винт с шестигранной головкой Внешний болт Torx с фланцем | UNC | САЭ-5(8.8) САЭ-8(10.9) | |
В18.2.1 | Внешний болт Torx с фланцем | UNC | Нержавеющая сталь 18/8-304-A2 Нержавеющая сталь 18/10-316-A4 | |
В18.2.1 | Болт с шестигранной головкой Установочный винт с шестигранной головкой | УНФ | САЭ-5(8.8) САЭ-8(10.9) | |
B18.2.1.1T10 | Внутренняя наружная зубчатая противовибрационная шайба | дюйма | Пружинная сталь | |
B18.2.1.1T6 | Шайба с внутренним зубчатым зацеплением | дюйма | Пружинная сталь | |
Б18. | Шайба с внутренними зубьями, тяжелая, виброустойчивая | дюйма | Пружинная сталь | |
В18.2.1.1Т9 | Ударопрочная шайба с потайной головкой и внешними зубьями | дюйма | Пружинная сталь | |
B18.2.1.1T10 | Болт с квадратной головкой | UNC | САЭ-5(8.8) САЭ-8(10.9) Мягкая сталь A-A563 Нержавеющая сталь 18/8-304-A2 Нержавеющая сталь 18/10-316-A4 | |
В18.2.2 | Полная шестигранная гайка Шестигранная тяжелая стопорная гайка Тяжелая шестигранная гайка Шестигранная стопорная гайка | UNC | САЭ-5(8.8) САЭ-8(10.9) Нержавеющая сталь 18/10-316-A4 | |
В18. | Полная шестигранная гайка Шестигранная тяжелая стопорная гайка Тяжелая шестигранная гайка Шестигранная стопорная гайка Гайка с шестигранной головкой Hexagon Allthread Соединитель 3D модель | UNC | Мягкая сталь A-A563 Нержавеющая сталь 18/8-304-A2 | |
В18.2.2 | Тяжелая шестигранная гайка Hexagon Allthread Соединитель 3D модель | UNC | Сталь-A194-2H Сталь C-A563 | |
В18.2.2 | Hexagon Allthread Соединитель 3D модель | UNC | Dh-сталь Латунь | |
В18.2.2 | Шестигранная конструкционная тяжелая цельная гайка Шестигранная гайка с прорезью и замком Тяжелая шестигранная гайка со шлицем Тяжелая шестигранная гайка со шлицем | UNC | Сталь | |
В18. | Полная шестигранная гайка Шестигранная тяжелая стопорная гайка Тяжелая шестигранная гайка Шестигранная стопорная гайка | УНФ | САЭ-5(8.8) САЭ-8(10.9) Мягкая сталь A-A563 | |
В18.2.2 | Тяжелая шестигранная гайка | УНФ | Сталь-A194-2H Сталь C-A563 | |
В18.2.2 | Полная шестигранная гайка Шестигранная тяжелая стопорная гайка Тяжелая шестигранная гайка Шестигранная стопорная гайка | УНФ | Нержавеющая сталь 18/8-304-A2 Нержавеющая сталь 18/10-316-A4 | |
В18.2.2 | Полная шестигранная гайка Шестигранная тяжелая стопорная гайка Тяжелая шестигранная гайка | Левая рука UNC | САЭ-8(10. | |
В18.2.2 | Полная шестигранная гайка Шестигранная тяжелая стопорная гайка Тяжелая шестигранная гайка Шестигранная стопорная гайка | Левая UNF | САЭ-5(8.8) САЕ-8 (10.9) Мягкая сталь A-A563SAE-5(8.8) Мягкая сталь A-A563 | |
В18.2.2 | Квадратная тяжелая гайка | UNC | Сталь | |
Б18.2.2Т1 | Квадратная гайка | UNC | Сталь | |
Б18.2.5М | 12-гранный болт с фланцевой головкой | Метрическая грубая | Класс-8.8 Класс-10.9 Класс-12.9 Нержавеющая сталь-A2 Нержавеющая сталь-A4 | |
B18. | Болт управления натяжением с шестигранной головкой Болт регулировки натяжения с круглой головкой | UNC | Сталь-А325 | |
В18.21.1 | Пружинная шайба квадратного сечения с одинарной спиралью Пружинная шайба прямоугольного сечения с двойной спиралью Шайба с внешними зубьями, тяжелая вибростойкая | дюйма | Пружинная сталь | |
Б18.21.1Т1 | Одновитковая пружинная шайба стандартной секции | дюйма | Пружинная сталь | |
Б18.21.1Т2 | Пружина шайбы, тяжелая | дюйма | Пружинная сталь | |
Б18.21.1Т3 | Пружина шайбы, сверхмощная | дюйма | Пружинная сталь | |
Б18. | Пружина шайбы, высокий воротник | дюйма | Пружинная сталь | |
Б18.21.1Т8 | Ударопрочная шайба с внешним зубчатым зацеплением | дюйма | Пружинная сталь | |
В18.22.1 | Таблица узких шайб 2B Стандартная шайба Таблица 2B Таблица узких шайб SAE 1A Широкая шайба USS Стол 1A Широкая шайба Стол 2B | дюйма | Сталь Нержавеющая сталь 18/8-304-A2 | |
В18.22.1 | Таблица тонких шайб 1B | дюйма | Сталь | |
Б18.22М | Американская плоская шайба, узкая Американская плоская шайба, обычная Американская плоская шайба, широкая | Метрическая система | Сталь Нержавеющая сталь 18/8-304-A2 | |
В18. | Винт с головкой под торцевой ключ 1960 | УНФ | Класс-12.9, Rc38/43 | |
В18.3 | Установочный винт с внутренним конусом Набор торцевых головок Винт с чашечкой Установочный винт с головкой под торцевую головку Установочный винт с плоской головкой Установочный винт с головкой под торцевой ключ Full Dog Point Установочный винт с головкой под торцевой ключ с овальным концом Наконечник с установочным винтом, латунь Набор торцевых головок Нейлоновый наконечник винта | UNC | Класс-14.9-45Н | |
В18.3 | Винт с головкой под торцевой ключ с низкой головкой | UNC | Сталь | |
В18.3 | Винт с полукруглой головкой Винт с потайной головкой Винт с внутренним шестигранником Винт с полукруглой головкой со шлицами Винт с потайной головкой Винт с полукруглой головкой Torx Винт с потайной головкой Torx | UNC УНФ | Класс-12. | |
В18.3 | Винт с головкой под торцевой ключ 1960 | UNC | Класс-12.9, Rc38/43 | |
В18.3 | Винт с внутренним шестигранником | UNC | Нержавеющая сталь | |
В18.3 | Винт с головкой под торцевой ключ с низкой головкой | UNC | Нержавеющая сталь 18/10-316-A4 | |
В18.3 | Винт с головкой под торцевой ключ 1960 Винт с полукруглой головкой Винт с потайной головкой | UNC | Нержавеющая сталь 18/8-304-A2 Латунь Алюминий Монель Нейлон-66 Фосфор-бронза | |
В18. | Комплект торцевых головок, серебристый Винт с головкой под торцевой ключ | UNC | Сталь | |
В18.3 | Шестигранные ключи с длинным стержнем Короткий ключ с шестигранной головкой | дюйма | Сталь Легированная сталь | |
В18.3 | Установочный винт с внутренним конусом Набор торцевых головок Винт с чашечкой Установочный винт с головкой под торцевую головку Установочный винт с плоской головкой Установочный винт с головкой под торцевой ключ Full Dog Point | УНФ | Класс-14.9-45Н | |
В18.3 | Винт с головкой под торцевой ключ 1960 Винт с полукруглой головкой Винт с потайной головкой | УНФ | Нержавеющая сталь 18/10-316-A4 Латунь Алюминий Монель Нейлон-66 Фосфор-бронза | |
Б18. | Винт с буртиком с внутренним шестигранником f9 | Метрическая грубая | Класс-12.9 Нержавеющая сталь | |
Б18.31М | Металлический конец инженерной шпильки = 1,1/2 D | Метрическая грубая | Сталь | |
В18.5 | Болт с квадратным подголовком Болт с квадратным подголовкомс квадратным подголовком | UNC | САЭ-5(8.8) | |
В18.5 | Болт с квадратным подголовком с квадратной шейкой и полной резьбой | UNC | САЭ-8(10.9) | |
В18.6.2 | Установочный винт с квадратной головкой Конус Pt Винт с квадратной головкой Установочный винт с квадратной головкой Half Dog Pt Установочный винт с квадратной головкой Flat Pt Установочный винт с квадратной головкой Овальный Pt | UNC | Цементируемая сталь | |
В18. | Винт с квадратной головкой | UNC | Легированная сталь Нержавеющая сталь | |
В18.6.2 | Винт со шлицем (комплект) Винт с плоской вершиной | UNC | Класс-14.9-45Н | |
В18.6.2 | Винт с квадратной головкой | УНФ | Цементируемая сталь | |
В18.6.2 | Винт со шлицем (комплект) Винт с плоской вершиной | УНФ | Класс-14.9-45Н | |
В18.6.3 | Винт с полукруглой головкой с крестообразным шлицем Крепежный винт с полупотайной головкой Phillips Крепежный винт с потайной головкой и крестообразным шлицем Phillips Винт со шлицевой головкой для сыра Крепежный винт с потайной головкой Phillips Крепежный винт с потайной головкой Phillips 100 градусов Крепежный винт с потайной головкой Phillips Trim Крепежный винт с потайной головкой 100 градусов со шлицем Крепежный винт с потайной головкой со шлицем Крепежный винт с полукруглой головкой со шлицем | UNC | Класс-4. | |
В18.6.3 | Квадратная гайка с крепежным винтом | UNC | Мягкая сталь A-A563 Нержавеющая сталь-A2 Латунь | |
В18.6.3 | Винт с потайной головкой 100 градусов со шлицем Винт со шлицевой головкой и потайной головкой Крепежный винт с прорезью и потайной головкой Крепежный винт с потайной головкой Pozi Pozi Крепежный винт с потайной головкой Крепежный винт с грибовидной головкой Крепежный винт с грибовидной головкой Phillips Крепежный винт с потайной головкой Pozi Винт с потайной головкой Pozi 100 градусов Крепежный винт с потайной головкой Pozi Trim Крепежный винт со шлицевой головкой Крепежный винт с полукруглой головкой Pozi Крепежный винт с крестообразным шлицем Винт с приподнятой головкой Pozi для сыра Крепежный винт с полукруглой головкой с фланцем Pozi Крепежный винт с шестигранной головкой Крепежный винт с шестигранной головкой, большая головка Винт с шестигранной головкой и шлицем Крепежный винт Pozi с шестигранной головкой Крепежный винт с шестигранной головкой Phillips Крепежный винт с большой шестигранной головкой и шлицем Крепежный винт Pozi с шестигранной головкой и большой головкой Крепежный винт с большой шестигранной головкой Phillips Крепежный винт с шестигранной головкой Винт с шестигранной головкой и шлицем Крепежный винт Pozi с шестигранной головкой Крепежный винт с шестигранной головкой и крестообразным шлицем Крепежный винт с грибовидной головкой Pozi Крепежный винт с полукруглой головкой Pozi Крепежный винт с головкой под шайбу Pozi Pan Крепежный винт с круглой головкой Pozi Pozi Крепежный винт с круглой шайбой | UNC | Класс-4. | |
В18.6.4 | Саморез с полукруглой головкой Pozi AB | дюйма | Цементируемая сталь | |
Б18.6.9А | Крыльчатая гайка, американский тип A | UNC | Сталь холодной штамповки Нержавеющая сталь 18/8-304-A2 Нержавеющая сталь 18/10-316-A4 Латунь Сталь холодной штамповки | |
В18.6.9В1 | Крыльчатая гайка, Микки Маус B1 | UNC | Сталь холодной штамповки Нержавеющая сталь 18/8-304-A2 Нержавеющая сталь 18/10-316-A4 Латунь | |
В18. | Крыльчатая гайка, высокий Микки Маус B2 | UNC | Сталь холодной штамповки Нержавеющая сталь 18/8-304-A2 Нержавеющая сталь 18/10-316-A4 Латунь | |
B18.6.9C1 | Крыльчатая гайка, литье под давлением американского типа C1 | UNC | Литой цинковый сплав | |
B18.6.9C2 | Крыльчатая гайка, литье под давлением американского типа C2 | UNC | Литой цинковый сплав | |
B18.6.9C3 | Крыльчатая гайка, литье под давлением американского типа C3 | UNC | Литой цинковый сплав | |
Б18.6.9Д1 | Крыльчатая гайка, американский тип D1, штамп | UNC | Сталь | |
Б18. | Крыльчатая гайка, штамп американского типа D2 | UNC | Сталь | |
Б18.6.9Д3 | Крыльчатая гайка, штамп американского типа D3 | UNC | Сталь | |
В18.8.1 | Разрезной шплинт | дюйма | Сталь | |
В18.8.2 | Параллельный штифт | дюйма | Закаленная и шлифованная сталь | |
В18.8.2 | Пружинный натяжной штифт с прорезью | дюйма | Пружинная сталь Нержавеющая сталь | |
В18.8.2 | Параллельный штифт | дюйма | Нержавеющая сталь | |
B18. | Натяжной штифт спиральной пружины для тяжелых условий эксплуатации Натяжной штифт со спиральной пружиной для легких условий эксплуатации Стандартный натяжной штифт спиральной пружины | дюйма | Пружинная сталь Нержавеющая сталь | |
В18.9 | Болт с потайной головкой | UNC | САЭ-8(10.9) | |
В18.9 | Болт плуга с квадратной потайной головкой №3 | UNC | САЕ-5(8.8) САЭ-8(10.9) | |
В18.9 | Квадратный болт с потайной головкой | UNC | САЭ-5(8.8) САЭ-8(10.9) Класс А(4.6) |
Как соотносятся стандарты ISO?
В США метрическая система по сравнению со стандартным сценарием теперь может быть сформулирована как метрическая система по сравнению с метриками. ANSI известен имперской системой, но также имеет метрические стандарты, которые немного отличаются от метрических стандартов ISO. США не одиноки в переходе на ISO без особого энтузиазма. Немцы, использующие собственные метрические стандарты (DIN), тоже не в восторге. Стоимость преобразования огромна, когда оборудование и инфраструктура измеряются в домашней системе, поэтому сопротивление понятно. Тем не менее, если каждый хочет добиться большего успеха при экспорте своей продукции на мировой рынок, необходим единый метрический стандарт для мирового производства.
Разница между этими метрическими стандартами заключается в различных размерных свойствах крепежа. Эти характеристики крепежа невелики. Тем не менее, эти крепления взаимозаменяемы.
Стандарты США по-прежнему требуют обозначения шага на крупной резьбе. Вот как они соотносятся с обозначениями ISO:
ОБОЗНАЧЕНИЕ РЕЗЬБЫ ISO | ЭКВИВАЛЕНТ США |
М1. | М1,6 х 0,35 |
м2 | М2 х 0,4 |
М2,5 | М2,5 х 0,45 |
м3 | М 3x 0,5 |
М3,5 | М3,5 х 0,6 |
М4 | М4 х 0,7 |
М5 | М5 х 0,8 |
М6 | М6 х 1 |
М8 М8х1 | М8 х 1,25 М8 х 1 |
М10 М10х1,25 | М10 х 1,5 М10 х 1,25 |
М12 М12х1,25 | М12 х 1,75 М12 х 1,25 |
М14 М14х1,5 | М14 х 2 М14 х 1,5 |
М16 М16х1,5 | М16 х 2 М16 х 1,5 |
М18 М18х1,5 | М18 х 2,5 М18 х 1,5 |
М20 М20х1,5 | М20 х 2,5 М20 х 1,5 |
М22 М22х1,5 | М22 х 2,5 М22 х 1,5 |
М24 М24х2 | М24 х 3 М24 х 2 |
М27 М27х2 | М27 х 3 М27 х 2 |
М30 М30х2 | М30 х 3,5 М30 х 2 |
М33 М33х2 | М33 х 3,5 М33 х 2 |
Что такое британские стандарты?
Крепежи, изготовленные по британским стандартам, все еще используются, но в основном они предназначены для вторичного рынка крепежных изделий. Так, например, крепеж BS 4168 все еще существует, но он не так доступен, как крепеж, изготовленный по стандартам ISO. Вы также можете найти размеры BS 4183, так что будьте уверены, вы все еще можете получить крепеж Британского стандарта.
Однако BSI находится в процессе принятия всех европейских стандартов в качестве британских стандартов (с префиксом BS EN или BS ISO) и отзыва конфликтующих крепежных изделий BS. Стандарт крепежа BS для дюймовых шайб по-прежнему популярен, но большинство британских крепежей используют стандарты ISO или DIN. DIN — это Deutsches Institut für Normung, немецкая национальная организация по стандартизации.
Мы покажем вам соответствие между BS, DIN и ISO, но сначала вот британские стандарты:
СТАНДАРТ | ОПИСАНИЕ | РЕЗЬБА | МАТЕРИАЛ | |
БС 21 | Заглушки для напорных труб с конусной головкой | BSPT Конус 3/4 | Легированная сталь Нержавеющая сталь-A4 | |
БС 57 | Крепежный винт с грибовидной головкой Винт со шлицевой головкой для сыра Крепежный винт с потайной головкой Pozi Крепежный винт с потайной головкой со шлицем Крепежный винт с потайной головкой и прорезью Крепежный винт с потайной головкой Pozi Крепежный винт с полукруглой головкой со шлицем | БА | Класс-4. | |
БС 57 | Установочный винт с шестигранной головкой | БА | Класс-R | |
БС 57 | Установочный винт с шестигранной головкой Полная шестигранная гайка Шестигранная стопорная гайка | БА | Сталь класса А | |
БС 57 | Установочный винт с шестигранной головкой | БА | Нержавеющая сталь-A2 | |
БС 57 | Полная шестигранная гайка Шестигранная стопорная гайка | БА | Нержавеющая сталь | |
БС 57 | Полная шестигранная гайка | БА | Латунь | |
БС 57 | Крепежный винт с грибовидной головкой Pozi Крепежный винт с полукруглой головкой Pozi Крепежный винт с круглой головкой со шлицем | БА | Класс-4. | |
БС 325 | Болт с полукруглой головкой | БСВ Уитворт | Класс-4.6 | |
БС 325 | Черный квадратный орех | БСВ Уитворт | Класс-4 | |
БС 325 | Полная шестигранная черная гайка | БСВ Уитворт | Сталь класса А | |
БС 325 | Болт с квадратным подголовком и гайкой с квадратным подголовком Квадратный болт с потайной головкой Длинный квадратный болт с потайной головкой для дерева Болты с овальной головкой | БСВ Уитворт | Класс-4.6 | |
БС 450 | Крепежный винт с грибовидной головкой Винт со шлицевой головкой для сыра Крепежный винт с потайной головкой со шлицем Крепежный винт с полукруглой головкой со шлицем Винт со шлицевой головкой и потайной головкой Крепежный винт с приподнятой головкой с прорезью | ЧФ БСВ Уитворт | Класс-4. | |
БС 450 | Крепежный винт с потайной головкой Pozi Винт с приподнятой головкой Pozi для сыра Крепежный винт с потайной головкой Pozi Крепежный винт с грибовидной головкой Pozi Крепежный винт с полукруглой головкой Pozi Крепежный винт с круглой головкой со шлицем | ЧФ БСВ Уитворт | Класс-4.8 | |
БС 450 | Крепежный винт с круглой головкой со шлицем | БСВ Уитворт | Латунь | |
БС 856 | Крыльчатая гайка Микки Маус, тип DC Крыльчатая гайка, тип CF | ЧФ БСВ Уитворт БА | Сталь Нержавеющая сталь Латунь | |
БС 1083 | Болт с шестигранной головкой Установочный винт с шестигранной головкой | БСВ Уитворт | Класс-R Нержавеющая сталь-A2 | |
БС 1083 | Полная шестигранная гайка Шестигранная стопорная гайка | БСВ Уитворт | Сталь класса А Нержавеющая сталь | |
БС 1083 | Шестигранная стопорная гайка, утолщенная, 3 размера | БСВ Уитворт ЧФ | Сталь класса А Нержавеющая сталь | |
БС 1083 | Шестигранная гайка с прорезью и замком | БСВ Уитворт ЧФ | Сталь | |
БС 1083 | Болт с шестигранной головкой Установочный винт с шестигранной головкой | ЧФ | Класс-R Нержавеющая сталь-A2 | |
БС 1083 | Полная шестигранная гайка Шестигранная стопорная гайка | ЧФ | Сталь класса А Нержавеющая сталь | |
БС 1210 | Шуруп для дерева с потайной головкой Pozi с двойной резьбой | Метрическая система | Сталь | |
БС 1210 | Шуруп для дерева с потайной головкой Pozi | дюйма | Сталь | |
БС 2470 | Винт с головкой под торцевой ключ 1936 | УНФ UNC | Класс-12. Нержавеющая сталь 18/8-304-A2 | |
БС 2470 | Короткий ключ с шестигранной головкой | дюйма | Легированная сталь | |
БС 2470 | Установочный винт с внутренним конусом Набор торцевых головок Винт с чашечкой Установочный винт с головкой под торцевую головку Установочный винт с плоской головкой | БСВ Уитворт ЧФ БА | Класс-14.9-45Н | |
БС 2470 | Винт с головкой под торцевой ключ Винт с потайной головкой Винт с внутренним шестигранником | БСВ Уитворт | Класс X (12,9) | |
БС 2470 | Винт с головкой под торцевой ключ Винт с потайной головкой | БСВ Уитворт ЧФ | Нержавеющая сталь 18/8-304-A2 | |
БС 2470 | Винт с головкой под торцевой ключ Винт с потайной головкой | ЧФ БА | Класс X (12,9) Нержавеющая сталь 18/8-304-A2 | |
БС 2693 | Металлический конец инженерной шпильки = 1,1/2 D | ЧФ БСВ Уитворт | Сталь | |
БС 3032 | D Штифты скобы A D Пальцы скоб C D Пальцы скобы E D Пальцы скобы F с шплинтовым штифтом | дюйма | Сталь | |
БС 3410 | Таблица дюймовых шайб 1 BA Таблица дюймовых шайб 2 BA Таблица дюймовых шайб 3, тяжелая Дюймовая шайба Стол 3 Light Таблица дюймовых шайб 4, тяжелая Стол для шайбы дюймов 4 Light Таблица дюймовых шайб 5 Таблица дюймовых шайб 6 Таблица дюймовых шайб 7 Таблица дюймовых шайб 8 Таблица 9 дюймовых шайб | дюйма | Сталь Нержавеющая сталь Латунь | |
БС 3410 | Таблица дюймовых шайб 1 BA | дюйма | Нейлон-66 | |
БС 4162 | Фланцевый болт | Метрическая грубая | Сталь | |
БС 4168 | Винт с буртиком с внутренним шестигранником f9 | Метрическая грубая | Класс-12. | |
БС 4174 | Саморез с потайной головкой со шлицем AB Саморез с потайной головкой со шлицем B Саморез с потайной головкой со шлицем AB Саморез B с полупотайной головкой со шлицем Саморез с шестигранной головкой AB Саморез с шестигранной головкой B Саморез с потайной головкой Pozi AB Саморез с потайной головкой Pozi B Саморез с полукруглой головкой Pozi AB Саморез с полукруглой головкой Pozi B Саморез с полукруглой головкой со шлицем AB Саморез с полукруглой головкой со шлицем B | дюйма | Цементируемая сталь | |
БС 4174 | Винт с круглым молотком, U-образная форма | дюйма | Сталь Нержавеющая сталь-A2 Латунь Медь | |
БС 4183 | Гайка с шестигранной головкой | Метрическая грубая | Сталь | |
БС 4278 | Подъемный рым-болт, кованый, с буртиком | UNC | Сталь | |
БС 4320 | Форма B Плоская шайба Форма C Плоская шайба Плоская шайба формы D Форма E Плоская шайба Форма F Плоская шайба Плоская шайба формы G Таблица 6 Шайба больше M68 | Метрическая система | Сталь | |
БС 4320 | Форма B Плоская шайба Форма C Плоская шайба Плоская шайба формы D Форма E Плоская шайба Форма F Плоская шайба Плоская шайба формы G | Метрическая система | Нержавеющая сталь | |
БС 4320 | Форма B Плоская шайба Форма C Плоская шайба | Метрическая система | Латунь Нейлон-66 | |
БС 4320 | Форма B Плоская шайба | Метрическая система | Алюминий Полипропилен Титан | |
БС 4439 | Металлический конец инженерной шпильки = 1,1/2 D 4H | Метрическая грубая | Класс-8. Класс-10.9 Класс-12.9 Класс-4.6 Нержавеющая сталь | |
БС 4463 | Шайба для гофрирования с двойной тарелкой (Wave) | Метрическая система | Бериллиевая медь | |
БС 4929 | Нейлоновая вставка Самостопорящаяся толстая гайка P-типа | UNC УНФ | Класс-8 | |
БС 4929 | Нейлоновая вставка Самостопорящаяся T-образная тонкая гайка | UNC УНФ | Класс-8 | |
БС 4933 | Болт с квадратным подголовком и гайкой с квадратным подголовком | Метрическая грубая | Сталь | |
БС 7419 | Квадратный квадратный удерживающий болт | Метрическая грубая | Класс-4. Класс-8.8 | |
БС 1802А | Пружинная шайба квадратного сечения с одинарной спиралью | дюйма | Пружинная сталь Нержавеющая сталь | |
БС 1802А | Пружинная шайба квадратного сечения с одинарной спиралью | БА | Пружинная сталь | |
БС 1802Б | Пружинная шайба прямоугольного сечения | дюйма | Пружинная сталь Нержавеющая сталь | |
БС 1802Б | Пружинная шайба прямоугольного сечения | БА | Пружинная сталь | |
БС 1802D | Пружинная шайба прямоугольного сечения с двойной спиралью | дюйма | Пружинная сталь | |
БС 3032Т1 | D Малые скобы со штифтом | дюйма | Сталь | |
БС 3032Т2 | D Большие скобы со штифтом | дюйма | Сталь | |
БС 3032T3 | D Большой лук Shackles с булавкой | дюйма | Сталь | |
БС 3032Т4 | D Малый лук Shackles с булавкой | дюйма | Сталь | |
БС 3974Г | U-образный болт с круглым изгибом для захвата | Метрическая грубая | Сталь Нержавеющая сталь | |
БС 3974НГ | Круглый изгиб U-образного болта, не захватывающий | Метрическая грубая | Сталь Нержавеющая сталь | |
БС 4278Т1 | Подъемный рым-болт, кованый, с буртиком | Метрическая грубая | Сталь | |
БС 4278Т2 | Кованый рым-болт с плечевым воротником | Метрическая грубая | Сталь | |
БС 4278Т3 | Болт с проушиной Dynamo, кованый, с плечевым воротником | Метрическая грубая | Сталь | |
БС 4278Т4 | Подъемный рым-болт, кованый, с буртиком | БСВ Уитворт | Сталь | |
БС 4278Т5 | Кованый рым-болт с плечевым воротником | БСВ Уитворт UNC | Сталь | |
БС 4278Т6 | Болт с проушиной Dynamo, кованый, с плечевым воротником | БСВ Уитворт UNC | Сталь | |
БС 7670T3 | Сварной винт с 3 наконечниками под головкой | Метрическая система | Сталь | |
БС 7670T4 | Шестигранная приварная гайка, стандартное кольцо | Метрическая грубая | Сталь | |
БСП | Шестигранная стопорная гайка | Метрическая грубая | Сталь |
Сравнение DIN, ISO и британских стандартов
ISO 4762 и DIN 912 — или они одинаковы? Есть ли британский эквивалент DIN 9?31? Что эквивалентно DIN 934 или ISO 2340? Что эквивалентно DIN 6914 ISO? Приведенная ниже таблица должна помочь вам ответить на эти и другие вопросы.
Стандарт DIN | Стандарт ИСО | Британский стандарт | Продукт |
DIN 1 | ИСО 2339 | Конусные штифты, незакаленные | |
DIN 125 | ИСО 7089 | Шайбы; средний тип, в основном для болтов с шестигранной головкой | |
DIN 125 | ИСО 7090 | Шайбы; средний тип, в основном для болтов с шестигранной головкой | |
DIN 126 | ИСО 7091 | Шайбы класса C — предназначены для использования с болтами и гайками с шестигранной головкой | |
DIN 127 | БС4464Б | Пружинные стопорные шайбы с квадратными концами или хвостовиками | |
DIN 128 | Изогнутые и волнистые пружинные стопорные шайбы | ||
DIN 137 | Шайбы пружинные, изогнутые или волнистые | ||
DIN 1440 | ИСО 8738 | Шайбы среднего размера для штифтов | |
DIN 1443 | ИСО 2340 | Штифты без головки | |
DIN 1444 | ИСО 2341 | Штифты с головкой | |
DIN 1470 | ИСО 8739 | Рифленые штифты, полноразмерные, с параллельными канавками, с направляющей | |
DIN 1471 | ИСО 8744 | Рифленые штифты, полноразмерные с коническими канавками | |
DIN 1472 | ИСО 8745 | Штифты с канавками половинной длины с коническими канавками | |
DIN 1473 | ИСО 8740 | Рифленые штифты, полноразмерные, с параллельными канавками и фаской | |
DIN 1474 | ИСО 8741 | Рифленые штифты половинной длины с обратными канавками | |
DIN 1475 | ИСО 8742 | Штифты с канавками, третья длина с центральными канавками | |
DIN 1476 | ИСО 8746 | Штифты с круглой головкой и пазами | |
DIN 1477 | ИСО 8747 | Штифты с канавками и потайной головкой | |
DIN 1481 | ИСО 8752 | Прямые штифты пружинного типа (роликовые штифты) — тяжелый тип | |
DIN 1587 | Шестигранные колпачковые гайки | ||
DIN 1816 | Круглая гайка с установленными отверстиями внутри; Метрическая мелкая резьба ISO | ||
DIN 315 | Крыльчатые гайки с закругленными крыльями | ||
DIN 316 | Барашковые винты с закругленными крыльями | ||
ДИН 404 | Винты со шлицем | ||
DIN 417 | ИСО 7435 | Установочные винты со шлицем и длинной собачкой | |
DIN 427 | ИСО 2342 | Винты без головки со шлицем со скошенным концом | |
DIN 428 | ИСО 4034 | Шестигранные гайки класса C | |
DIN 433 | ИСО 7092 | Шайбы для использования с винтами с цилиндрической головкой | |
DIN 433-1 | ИСО 7092 | Шайбы класса А – с твердостью до 250 HV, предназначенные для использования с винтами с цилиндрической головкой | |
ДИН 433-2 | ИСО 7092 | Шайбы марки А – твердостью до 300 HV, предназначенные для использования с винтами с полукруглой головкой | |
DIN 438 | ИСО 7436 | Установочные винты со шлицем и чашечкой | |
DIN 439 | ИСО 4035 | БС3692 | Тонкие шестигранные гайки |
DIN 439 | ИСО 4036 | БС3692 | Тонкие шестигранные гайки |
DIN 439 | ИСО 8675 | БС3692 | Тонкие шестигранные гайки |
ДИН 439-1 | ИСО 4036 | Тонкие шестигранные гайки без фаски – Класс продукта B | |
ДИН 439-2 | ИСО 4035 | Тонкие шестигранные гайки со скошенной кромкой – Классы продукции A и B | |
ДИН 439-2 | ИСО 8675 | Тонкие шестигранные гайки со скошенной кромкой – Классы продукции A и B | |
ДИН 440 | ИСО 7094 | Шайбы для использования в деревянных конструкциях | |
DIN 444 | Рым-болты | ||
DIN 462 | Станки; Внутренние стопорные шайбы для круглых гаек с прорезью для крючкового ключа в соответствии с DIN 1804 | ||
DIN 464 | Винты с накатанной головкой, высокий тип | ||
DIN 466 | Гайки с накаткой высокого типа | ||
DIN 467 | Гайки с накаткой, низкие | ||
DIN 471 | Стопорные кольца (стопорные кольца) для валов; Нормальный тип и тяжелый тип | ||
DIN 479 | Болты с квадратной головкой и короткой собачкой | ||
DIN 5406 | Стопорные шайбы и стопорные пластины для использования с подшипниками качения | ||
DIN 548 | Круглые гайки с боковыми отверстиями для установочных штифтов | ||
DIN 551 | ИСО 4766 | Установочные винты со шлицем и плоской вершиной | |
DIN 553 | ИСО 7434 | Установочные винты со шлицем и конусом | |
DIN 555 | ИСО 4034 | Шестигранные гайки от M5 до M100x6 — класс продукта C | |
DIN 558 | ИСО 4018 | Винты с шестигранной головкой | |
DIN 580 | Рым-болты с буртиком для подъемных целей | ||
DIN 601 | ИСО 4016 | Болты с шестигранной головкой от M5 до M52; продукт категории С | |
DIN 603 | Болты с квадратным подголовком с грибовидной головкой | ||
DIN 609 | Шестигранник подходит для болтов с длинной резьбой | ||
DIN 6319 | Сферические шайбы и конические седла | ||
DIN 6325 | ИСО 8734 | Параллельные штифты, закаленные; Зона допуска m6 | |
DIN 6340 | Шайбы для зажимных устройств | ||
DIN 653 | Винты с накатанной головкой, низкий тип | ||
DIN 6797 | Зубчатые стопорные шайбы | ||
DIN 6798 | Зубчатые стопорные шайбы | ||
DIN 6799 | Шайбы стопорные (шайбы стопорные) для валов | ||
DIN 6900 | ИСО 10644 | Винты и шайбы в сборе | |
DIN 6901 | ИСО 10510 | Самонарезающие винты и шайбы в сборе | |
DIN 6902 | ИСО 10673 | Плоские шайбы для винтов и шайб в сборе | |
DIN 6903 | ИСО 10669 | Плоские шайбы для самонарезающих винтов и шайб в сборе | |
DIN 6912 | Винты с тонкой головкой и шестигранной головкой с направляющим шлицем | ||
DIN 6914 | ИСО 14399-4 | Высокопрочные болты с шестигранной головкой и большой шириной лыска для болтового соединения конструкционной стали | |
DIN 6916 | Шайбы круглые для болтовых соединений из высокопрочной конструкционной стали | ||
DIN 6921 | ИСО 1665 | Болты с фланцем с шестигранной головкой | |
DIN 6922 | ИСО 1665 | Болты с фланцем с шестигранной головкой с уменьшенным хвостовиком | |
DIN 6923 | ИСО 1661 | Шестигранные гайки с фланцем | |
DIN 6924 | ИСО 7040 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 6924 | ИСО 10512 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 6925 | ИСО 7042 | Цельнометаллические шестигранные гайки с преобладающим крутящим моментом | |
DIN 6925 | ИСО 10513 | Цельнометаллические шестигранные гайки с преобладающим крутящим моментом | |
DIN 6926 | ИСО 7043 | Гайки шестигранные с преобладающим моментом затяжки с фланцем и с неметаллической вставкой | |
DIN 6926 | ИСО 12125 | Гайки шестигранные с преобладающим моментом затяжки с фланцем и с неметаллической вставкой | |
DIN 6927 | ИСО 7044 | Цельнометаллические гайки с буртиком с преобладающим моментом затяжки | |
DIN 6927 | ИСО 12126 | Цельнометаллические гайки с буртиком с преобладающим моментом затяжки | |
ДИН 7045 | Винты с полукруглой головкой и крестообразным шлицем типа H или Z – класс продукта A | ||
DIN 7337 | ИСО 14589 | Вытяжные заклепки с разрывным стержнем | |
DIN 7337 | ИСО 15977 – ИСО 15984 | Вытяжные заклепки с разрывным стержнем | |
DIN 7337 | ИСО 16582 до ИСО 16584 | Вытяжные заклепки с разрывным стержнем | |
DIN 7343 | ИСО 8750 | спиральные штифты; Нормальный тип | |
DIN 7344 | ИСО 8748 | спиральные штифты; Тип для тяжелого режима работы | |
DIN 7346 | ИСО 13337 | прямые штифты пружинного типа; (Цилиндрические штифты) Легкий тип | |
DIN 7349 | Плоские шайбы для болтов с тяжелыми зажимными втулками | ||
DIN 7500-1 | ИСО 7085 | Резьбонакатные винты для метрической резьбы ISO. | |
ДИН 7500-2 | Резьбонакатные винты для метрической резьбы ISO; ориентировочные значения диаметров отверстий | ||
DIN 7504 | Самонарезающие винты с нарезной резьбой. Размеры, требования и испытания | ||
DIN 7513 | Резьбонарезные винты с шестигранной и шлицевой головкой. Размеры, требования и испытания | ||
DIN 7516 | Винты с крестообразным шлицем для нарезки резьбы. Размеры, требования и испытания | ||
DIN 7603 | Кольцевые уплотнения и прокладки | ||
DIN 7970 | ИСО 1478 | Резьба и концы резьбы для самонарезающих винтов (модифицированная версия ISO 1478) | |
DIN 7971 | ИСО 1481 | БС4174 | Саморезы с полукруглой головкой со шлицем |
DIN 7972 | ИСО 1482 | Саморезы с потайной головкой со шлицем | |
DIN 7973 | ИСО 1483 | Саморезы с полупотайной головкой со шлицем | |
DIN 7977 | ИСО 8737 | Конические штифты с резьбовыми концами и постоянной длиной вершины | |
DIN 7978 | ИСО 8736 | Конические штифты с внутренней резьбой | |
DIN 7979 | ИСО 8733 | Параллельные штифты с внутренней резьбой | |
DIN 7979 | ИСО 8735 | Параллельные штифты с внутренней резьбой | |
DIN 7980 | БС4464А | Пружинные стопорные шайбы с квадратными концами для винтов с полукруглой головкой | |
DIN 7981 | ИСО 7049 | Саморезы с полукруглой головкой и крестообразным шлицем | |
DIN 7982 | ИСО 7050 | Саморезы с крестообразным шлицем и потайной головкой | |
DIN 7983 | ИСО 7051 | Саморезы с потайной (плоской) головкой и крестообразным шлицем | |
DIN 7984 | Винты с тонкой головкой с внутренним шестигранником | ||
DIN 7985 | ИСО 7045 | БС4183 | Винты с полукруглой головкой и полукруглой головкой с крестообразным шлицем |
DIN 7989-1 | Шайбы для стальных конструкций – Марка продукта C | ||
DIN 7989-2 | Шайбы для стальных конструкций – Марка продукта А | ||
DIN 7991 | ИСО 10642 | БС4168 | Винты с потайной головкой с внутренним шестигранником |
ДИН 84 | ИСО 1207 | БС4183 | Винты со шлицевой головкой класса A |
ДИН 85 | ИСО 1580 | БС4183 | Винты с полукруглой головкой со шлицем класса A |
DIN 9021 | ИСО 7093 | Плоские шайбы большого наружного диаметра | |
DIN 908 | Пробки с внутренним шестигранником и параллельной резьбой | ||
DIN 910 | Пробки с шестигранной головкой с шестигранной головкой | ||
DIN 911 | ИСО 2936 | Ключи с внутренним шестигранником | |
DIN 912 | ИСО 4762 | БС4168 | Винты с внутренним шестигранником (модифицированная версия ISO 4762) |
DIN 912 | ИСО 21268 | БС4168 | Винты с внутренним шестигранником (модифицированная версия ISO 4762) |
DIN 913 | ИСО 4026 | Установочные винты с внутренним шестигранником и плоским концом (модифицированный ISO 4026) | |
DIN 914 | ИСО 4027 | Установочные винты с внутренним шестигранником и конусом (модифицированный ISO 4029) | |
DIN 915 | ИСО 4028 | Установочные винты с внутренним шестигранником и полным упором | |
ДИН 916 | ИСО 4029 | Установочные винты с внутренним шестигранником и чашечным наконечником (модифицированный ISO 4029) | |
DIN 918-3 | Обзор европейских стандартов на крепежные изделия | ||
DIN 921 | Винты с полукруглой головкой со шлицем и большой головкой | ||
DIN 923 | Винты с полукруглой головкой со шлицем и буртиком | ||
DIN 929 | Шестигранные приварные гайки | ||
ДИН 93 | Стопорные шайбы с длинным язычком | ||
DIN 930 | Винты с мелким шагом резьбы и частичной резьбой | ||
DIN 931-1 | ИСО 4014 | БС3692 | Винты с шестигранной головкой M1,6–M39 с частичной резьбой — классы продукции A и B |
DIN 931-2 | ИСО 4014 | БС3692 | Винты с шестигранной головкой от M42 до M160x6 с частичной резьбой — класс продукта B |
DIN 933 | ИСО 4017 | БС3692 | Винты с шестигранной головкой M1,6–M52 с полной резьбой — классы продукции 8. |
DIN 934 | ИСО 4032 | Шестигранные гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | |
DIN 934 | ИСО 8673 | Шестигранные гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | |
DIN 935-1 | Шестигранные шлицевые гайки и корончатые гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | ||
DIN 935-2 | Болты с шестигранной головкой от M42 до M160x6; продукт класса Б | ||
ДИН 935-3 | Шестигранные шлицевые гайки с метрической резьбой с крупным шагом — класс продукта C | ||
DIN 936 | БС3692 | Тонкие шестигранные гайки от M8 до M52 и от M8x1 до M52x3; товарные сорта А и В | |
DIN 937 | Шестигранные тонкие корончатые гайки | ||
DIN 938 | Шпильки с длиной зацепления около 1 дня | ||
DIN 939 | Шпильки с длиной зацепления около 1,25 d | ||
ДИН 94 | ИСО 1234 | Шплинты | |
ДИН 95 | Шурупы по дереву с потайной (овальной) головкой со шлицем | ||
DIN 96 | Шурупы с круглой головкой со шлицем | ||
DIN 960 | ИСО 8765 | Болты с шестигранной головкой от M8x1 до M100x4 с мелким шагом резьбы — классы продукции A и B | |
DIN 960 | ИСО 8676 | Болты с шестигранной головкой от M8x1 до M100x4 с мелким шагом резьбы — классы продукции A и B | |
DIN 961 | ИСО 8676 | Болты с шестигранной головкой от M8x1 до M52x3 с мелким шагом резьбы — классы продукции A и B | |
DIN 962 | Система обозначения крепежных изделий | ||
DIN 963 | ИСО 2009 | БС3692 | Винты с потайной головкой со шлицем (с потайной головкой, как указано в ISO 2009-1972) |
DIN 964 | ИСО 2010 | БС3692 | Винты с полупотайной головкой со шлицем и полупотайной головкой |
ДИН 965 | ИСО 7046 | БС3692 | Винты с потайной головкой и крестообразным шлицем |
DIN 966 | ИСО 7047 | Винты с потайной головкой и крестообразным шлицем | |
DIN 970 | ИСО 4032 | Шестигранные гайки; Стиль 1; Метрическая крупная резьба, классы продукции А и В; ISO 4032 изменен | |
DIN 971-1 | ИСО 8673 | Шестигранные гайки типа 1 с метрической резьбой с мелким шагом; классы прочности 6 и 8 | |
DIN 971-2 | ИСО 8674 | Шестигранные гайки типа 2 с метрической резьбой с мелким шагом; классы прочности 10 и 12 | |
DIN 972 | ИСО 4034 | Шестигранные гайки от M5 до M39; стиль 1; класс продукта C (модифицированная версия ISO 4034) | |
DIN 975 | Резьбовые стержни | ||
DIN 976-1 | Шпильки с метрической резьбой | ||
DIN 976-2 | Шпильки с метрической резьбой с натягом | ||
ДИН 977 | ИСО 21670 | Шестигранные приварные гайки с фланцем | |
DIN 979 | Шестигранные тонкие шлицевые гайки и корончатые гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | ||
DIN 980 | ИСО 7042 | Цельнометаллические шестигранные гайки с преобладающим моментом затяжки | |
DIN 980 | ИСО 10513 | Цельнометаллические шестигранные гайки с преобладающим моментом затяжки | |
DIN 981 | Контргайки для использования с подшипниками качения | ||
DIN 982 | ИСО 7040 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 982 | ИСО 10512 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 983 | Стопорные кольца с выступами для использования на валах (внешние стопорные кольца) | ||
DIN 985 | ИСО 10511 | Тонкие шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 986 | Шестигранные колпачковые гайки с преобладающим моментом затяжки с неметаллической вставкой | ||
DIN 988 | Прокладочные кольца и опорные кольца |
Примечание: это приблизительное руководство, и вы всегда должны проводить свои собственные испытания, чтобы убедиться, что у вас есть правильный крепеж для вашего приложения.
Загрузите бесплатные САПР и попробуйте их перед покупкой
Бесплатные CAD доступны для большинства решений, которые вы можете скачать. Вы также можете запросить бесплатные образцы, чтобы убедиться, что выбранные вами решения — это именно то, что вам нужно. Если вы не совсем уверены, какой продукт лучше всего подойдет для вашего применения, наши специалисты всегда рады проконсультировать вас.
Какими бы ни были ваши требования, вы можете рассчитывать на быструю отправку. Запросите бесплатные образцы или загрузите бесплатные CAD прямо сейчас.
Вопросы?
Напишите нам по телефону [email protected] или свяжитесь с одним из наших экспертов для получения дополнительной информации об идеальном решении для вашей области применения 800-847-0486 .
- Делиться
- Твитнуть
- Делиться
- Отрасли:
- Промышленность и машины
- Оборудование
- Производство мебели
- Решения:
- Крепежные компоненты
- Компоненты двигателя
- Общая защита
- Материалы:
- Нержавеющая сталь
- Стали
В чем разница между метрической и имперской резьбой?
Метрическая резьба измеряется шагом . Это расстояние от гребня одной нити до гребня следующей, измеряемое в миллиметрах. … Шаг дюймовой резьбы косвенно измеряется как заданное количество зубьев на дюйм.
В чем разница между MFT и Lmft? lmft против психолога .
Как узнать, какие винты у меня дюймовые или метрические?
Легко отличить метрический болт от дюймового. Если у болта есть линии на головке, это стандартный или дюймовый размер. Если на головке болта есть цифры, то его метрика .
Как отличить стандартную и метрическую резьбу?
Метрические крепежные детали измеряются по длине и шагу или расстоянию между резьбами. Таким образом, системы в некотором роде противоположны: чем выше TPI в стандартном болте, тем тоньше резьба, потому что в заданное пространство втиснуто больше. Чем больше шаг на метрических крепежах, тем больше расстояние между витками.
Как узнать, является ли болт метрическим?
Метрическая резьба обозначается заглавной буквой М, за которой следует номинальный диаметр . Метрическая резьба измеряется расстоянием между двумя соседними резьбами в миллиметрах (шагом). Резьба на стандартной (дюймовой) застежке измеряется путем подсчета количества витков на дюйм.
Имеют ли метрические болты различную резьбу?
Что касается МЕТРИЧЕСКОЙ фурнитуры, может быть до четырех различных шагов резьбы для данного размера крепежа . Шаг резьбы в метрическом оборудовании относится к ФАКТИЧЕСКИМ РАЗМЕРАМ КАЖДОЙ РЕЗЬБЫ и измеряется в МИЛЛИМЕТРАХ. … Например, 10-миллиметровые болты обычно доступны с шагом резьбы 1,0, 1,25 и 1,5.
Как узнать, является ли моя гайка метрической или стандартной?
Если гайка метрическая, подсчитайте количество линий на рулетке, чтобы найти размер . Если вы считаете 9 строк, размер составляет 9-миллиметровую (миллиметровую) гайку. Если гайка соответствует стандарту США, посчитайте самые маленькие линии на рулетке с точностью до шестнадцатых. Сложите шестнадцатые вместе, чтобы найти размер.
Что такое стандартный шаг метрической резьбы?
| Bolt Diameter (mm) | Thread Pitch (mm) | |
|---|---|---|
| Standard | Extra or Super Fine | |
| 8 | 1. 25 | – |
| 10 | 1.5 | 1 |
| 12 | 1,75 | 1,25 |
Метрическая резьба крупная или мелкая?
Мелкие метрические застежки могут быть более или менее тонкими, в зависимости от размера. Крупная резьба — это наиболее распространенная метрическая резьба , и, как мы упоминали, грубая резьба считается грубой, если шаг не указан. См. таблицу ниже… Таблица 2.
Что такое дюймовая резьба?
Резьба в первую очередь определяется (большим) диаметром ствола и расстоянием между последовательными витками резьбы . В имперской номенклатуре винт с головкой под ключ 1/4″-20 имеет цилиндр диаметром 1/4″ и шаг резьбы 20 витков на дюйм (TPI).
Дюймовая метрическая или британская?
| Inch | |
|---|---|
| 1 in in … | … is equal to … |
| Imperial /US units | 136 yd or 112 ft |
| Metric (SI) units | 25. 4 mm |
В чем разница между метрической системой и стандартной?
Как следует из названия, метрическая и стандартная — это две разные системы измерения. В то время как метрический ключ подгоняет гайки и болты до метрических, напротив, стандартный поворот регулирует гайки и болты до стандартного метра . … Напротив, в метрических ключах используются такие единицы измерения, как миллиметры, сантиметры, дециметры и т. д.
Что означает 8,8 для болта?
Итак, по-английски болт ПК 8.8 — это болт с номинальным пределом прочности при растяжении 800 МПа и номинальным пределом текучести, составляющим 80% от номинального предела прочности болта , или 640 МПа.
Что означают цифры на метрическом болте?
Присмотревшись к этому описанию, давайте рассмотрим его значение: M = Обозначает застежку на метрический размер . 10 = Номинальный диаметр в миллиметрах . 1,0 = Шаг резьбы или расстояние между витками в миллиметрах. 20 = длина крепежа в миллиметрах.
Что такое метрическая крупная резьба?
Обозначения метрической резьбы существенно отличаются, поскольку указывается шаг резьбы (расстояние между каждой резьбой в мм), а не число резьб на дюйм или мм. … 5 (крупная) резьба имеет шаг 1,5 мм , а M10x1. 25 (тонкая) резьба имеет шаг 1,25 мм.
Почему метрические болты дороже?
Таким образом, в США существует большой спрос и доступность метрических крепежных изделий. Разница в том, что в хозяйственных магазинах есть много неклассифицированных или 2-го класса SAE, тогда как метрика чаще всего составляет 8,8 (эквивалентно 5-му классу). Если сравнивать похожие марки, то цены примерно одинаковые, но если у вас есть проект…
М8 и 5/16 это одно и то же?
Ну, быстрый ответ – нет. Это не одно и то же и они не взаимозаменяемы, хотя могут работать при определенных обстоятельствах. Самая важная часть — понять значение M8 и 5/16 для обозначения размера метрического винта или болта, чтобы мы могли понять, почему это не одно и то же!
Что означает M12?
6. Это метрические размеры винтов. M10 означает внешний диаметр болта или любой другой его детали 10 миллиметров; М12 означает 12 миллиметров . Часть после «x» — это шаг — сколько мм ширина резьбы. Чтобы выяснить, что у вас есть, вы можете измерить имеющуюся деталь штангенциркулем и ниткомером.
Метрическая система и SAE — это одно и то же?
Метрические ключи и ключи SAE имеют разные системы измерения. Головки метрические и гаечные ключи используют метрическую систему измерения. … В гаечных ключах SAE используется британская система измерения, в основном используемая в Соединенных Штатах, где она описывается с использованием дюймов или долей дюйма. Для этого вам понадобится гаечный ключ или головка на 1/3 дюйма.
Какие существуют типы метрической резьбы?
Тип резьбыШаг BSPP (British Pipe)11, 14, 19, 28BSPT (British Pipe)11, 14, 19, 28 Метрическая параллельная 1,0, 1,5, 2,0 Метрическая коническая 1,0, 1,5, 2,0
Метрические болты с мелкой резьбой?
В то время как для измерения стандартного шага резьбы меньшее число соответствует крупной резьбе, а большее число относится к мелкой резьбе, в метрической системе все наоборот. M10-1,50 — крупное обозначение резьбы, а M10-1,25 — мелкий шаг.
Сколько существует типов метрической резьбы?
Как правило, существует серия с двумя резьбами , а именно метрическая резьба ISO (в миллиметрах) и унифицированная резьба (в дюймах). Для обеих этих серий есть два типа резьбы – мелкая и грубая.
Для чего используются метрические резьбы?
Метрическая резьба со сверхмелким шагом иногда используется в автомобильных компонентах, таких как стойки подвески, и обычно используется в авиационной промышленности . Это связано с тем, что сверхтонкая резьба более устойчива к ослаблению от вибрации.
Резьба UNC такая же, как метрическая?
Резьба 1/4 UNF примерно на 14% прочнее, чем ее аналог UNC . … Метрическая крупная резьба фактически находится между крупной и мелкой резьбой UN, а метрическая мелкая резьба тоньше, чем резьба UNF.
Какие существуют 4 классификации резьбы крепежных изделий Imperial?
- УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА – КРУПНЫЙ (UNC) И ПОСТОЯННЫЙ ШАГ (8UN) …
- УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА – НАЦИОНАЛЬНАЯ МЕЛКАЯ (UNF) И ЭКСТРАМЕЛКАЯ (UNEF) …
- БРИТАНСКИЙ СТАНДАРТ РЕЗЬБЫ WHITWORTH (BSW ИЛИ WW). … РЕЗЬБА
- БРИТАНСКОГО СТАНДАРТА (BSF). …
- ТРУБНАЯ РЕЗЬБА (BSP)
Как определить разные потоки?
- Определите, является ли резьба прямой (параллельной) или конической. Резьба сужается, если диаметр увеличивается или уменьшается. …
- Измерьте диаметр резьбы. …
- Определите количество витков резьбы на дюйм (TPI) или шаг (метрическая резьба) с помощью калибра резьбы. …
- Определить стандарт резьбы.
В чем разница между метрическими и имперскими инструментами?
Ключевым отличием имперских инструментов от метрических является, конечно же, набор размеров инструментов . Метрические инструменты имеют метрические размеры (обычно миллиметры), а имперские инструменты имеют британские размеры (обычно доли дюйма). В частности, это различие относится к гаечным ключам и головкам. Также динамометрические ключи.
Почему имперские лучше метрических?
Метрическая система – это просто лучшая система единиц, чем имперская Метрическая система – это согласованная и последовательная система единиц. Другими словами, он очень хорошо сочетается друг с другом, и вычисления просты, потому что он десятичный. Это большое преимущество для использования в быту, образовании, промышленности и науке.
Дюйм равен 2,54 см?
Первоначальный ответ: 1 дюйм точно равен 2,54 см? Да , это точно по определению. Это связывает дюйм с Международной системой единиц (метрической системой), в которой определяются и сохраняются согласованные на международном уровне стандарты расстояния, массы, времени и т. д.
В чем разница между имперскими и стандартными?
Единственная разница между имперской системой и американской системой в измерениях объема . Мало того, что количество унций в пинтах, квартах и галлонах больше в имперской системе, размер одной жидкой унции также отличается, как показано в таблице в Таблице 7. 1 (жидкая) унция. … 160 (жидкость) унций.
Метрика больше или меньше стандартной?
M 10 x 1,5 представляет собой метрический с номинальным диаметром 10 мм и шагом 1,5 мм. Стандартный американский болт определяется обозначением дюймовой системы. … Для стандартных болтов размер головки измеряется в дюймах или долях дюйма. Для метрических болтов размер головки измеряется в миллиметрах.
M8 означает 8 мм?
Размеры отверстий для метрических болтов Заданный диаметр метрических болтов фактически немного больше фактического диаметра стержня болта. Таким образом, болт M8 будет иметь диаметр стержня , что немного меньше 8 мм 9.7997, что означает, что болт должен проходить через отверстие диаметром 8 мм.
Что такое 10,9 на болте?
Метрические болты класса 10.9 изготавливаются из среднеуглеродистой стали , сплава среднеуглеродистой стали и низкоуглеродистой бористой стали, подвергнутых закалке и отпуску . Используемые в автомобильной промышленности и для крепления крупных и кованых деталей, болты с метрической резьбой 10.9 обладают высокой прочностью на растяжение и хорошей износостойкостью.
[ИКС]
Идентификатор потока — это просто.
Узнайте все о различных типах потоков- Домашняя страница
- Наш лучший совет
- Идентификатор темы — это просто. Узнайте все о различных типах резьбы
Для шланговых и трубных фитингов доступно несколько различных типов резьбы. Количество вариантов конца фитинга может сделать выбор наиболее подходящего типа резьбы фитинга сложной задачей. Надежность фитингового соединения зависит от выбора того, что является оптимальным для применения. Во-первых, мы познакомим вас с шестью типами распространенных типов резьбы. Во-вторых, мы проведем вас через процесс идентификации потока.
Шесть наиболее распространенных типов резьбы
Когда дело доходит до различных типов резьбы, большинство людей, работающих в гидроэнергетике, узнают американских трубных резьб (NPT/NPTF) , а также SAE или унифицированных резьб (ООН/УНФ) . Однако резьба и соединения делятся на шесть основных типов:
- UN/UNF
- НПТ/НПТФ
- БСПП (БСП, параллельный)
- БСПТ (BSP, конический)
- метрическая параллельная
- метрическая коническая
Давайте узнаем разницу между каждым из них.
Как определить различные типы резьбы за четыре простых шага
Прежде чем начать, убедитесь, что у вас есть два инструмента для идентификации резьбы:
- Измеритель шага
Шагомер — это инструмент, используемый для измерения расстояния между вершинами резьбы. Для NPT, UN/UNF, BSPP и BSPP мы измеряем количество витков резьбы на дюйм. Если у вас метрическая резьба, калибр шага определяет расстояние между каждым отдельным гребнем в миллиметрах.
- Суппорт
Штангенциркуль используется для измерения диаметра резьбы. Для наружной резьбы он измеряет наружный диаметр, для внутренней – внутренний диаметр соответственно. Опытные пользователи могут приобрести цифровой штангенциркуль у нескольких розничных продавцов. Это экономит ваше время и упрощает процесс.
ЭТАП 1. Параллельная резьба и коническая резьба. Давайте узнаем разницу.
Параллельная резьба включает:
- UN/UNF
- BSPP
- метрическая параллельная
К коническим резьбам относятся:
- NPT/NPTF
- BSPT
- метрическая коническая
Чтобы определить, является ли резьба конической или параллельной, посмотрите на ее диаметр. Если диаметр резьбы становится тоньше к концу, вы смотрите на коническую резьбу. Наоборот, если диаметр резьбы одинаков вверху и внизу резьбы, у вас параллельная резьба. См. рисунок ниже, чтобы увидеть визуальную разницу между конической и параллельной резьбой. Использование известной параллели, например, штангенциркуля, может помочь определить, является ли фитинг коническим. Если резьба касается всей длины суппорта, она параллельна, но если она качается, у вас коническая резьба.
ШАГ 2. Определите шаг
Используйте инструмент для измерения шага резьбы, чтобы определить размер резьбы. Измеритель шага резьбы поможет вам точно измерить и рассчитать количество витков резьбы на заданном расстоянии.
Попробуйте несколько калибров с помощью инструмента для измерения шага на белом фоне, прежде чем решить, какой из них лучше всего подходит для вашей резьбы. Посмотрите на общие размеры шага для каждого из различных типов резьбы в таблице ниже.
ООН/УНФ (САЕ) | 12, 14, 16, 18, 20, 24 |
НПТ/НПТФ (американская трубка) | 11 ½, 14, 18, 27 |
БСПП (Британская трубка) | 11, 14, 19, 28 |
БСПТ (Британская трубка) | 11, 14, 19, 28 |
Метрическая параллель | 1,0, 1,5, 2,0 |
Метрическая коническая | 1,0, 1,5, 2,0 |
ШАГ 3.
Размер резьбы имеет значениеКогда дело доходит до определения размера резьбы, в вашем распоряжении два подхода. Прежде чем начать, определите, является ли ваша резьба трубной (NPT/NPTF, BSPT, BSPP) или нет (UN/UNF, метрическая параллельная, метрическая коническая). Помните, что коническая резьба может быть как трубной, так и нет.
Рисунок 1. Таблица размеров внутреннего диаметра трубной резьбыЕсли у вас есть трубная резьба, сравните размер резьбы с профилем номинального размера, как показано на рисунке 1. Для нетрубной резьбы (UN/UNF, метрическая параллельная, метрическая коническая ), используйте штангенциркуль для измерения наружного диаметра протектора.
ЭТАП 4. Обозначение резьбы
Этот шаг включает в себя обозначение резьбы в соответствии с отраслевыми стандартами для дальнейшего использования. Начните с определения размера протектора (номинального или фактического), затем запишите тип и шаг (если применимо). См. примеры в таблице ниже в ШАГЕ 4:
ООН/УНФ (SAE) | Параллельный | 12, 14, 16, 18, 20, 24 | Измерить штангенциркулем | Размер шага, тип 3/4-16 UN/UNF |
НПТ/НПТФ | Конический | 11 ½, 14, 18, 27 | Сравните с профилем | Размер шага, тип 1/4-18 NPT |
Параллельный | 11, 14, 19, 28 | Сравните с профилем | G, размер* G1/8 | |
Конический | 11, 14, 19, 28 | Сравните с профилем | R, размер* R1/2 | |
Метрическая параллель | Параллельный | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер X, шаг M14X1,5 |
Метрическая коническая | Конический | 1,0, 1,5, 2,0 | Измерить штангенциркулем | M, размер x шаг, бочонок или конус, M10 x 1 бочонок или конус |
Резюме
Подводя итог, можно сказать, что процесс идентификации потока состоит из четырех простых шагов. Мы узнали о различных типах резьбы, включая коническую и параллельную, размерах шага, размерах резьбы и отраслевых стандартах, когда речь идет об идентификации типов резьбы. Помните, что выбор неправильной детали может привести к физическому или материальному ущербу, если это приведет к утечке, поэтому всегда консультируйтесь со специалистом по жидкостным соединениям, если у вас есть какие-либо вопросы, чтобы предотвратить поломку или неисправность вашего оборудования.
Сокращения трубной резьбы:
Труба Британского стандарта | |
Трубная цилиндрическая резьба Британского стандарта | |
Трубная коническая резьба Британского стандарта | |
Национальная трубная резьба | |
Топливная трубная резьба National |
соединители жидкости
Понимание метрических застежек
Для многих американцев метрическая система сбивает с толку и с ней трудно работать. Но хорошая новость заключается в том, что метрические застежки следуют четкой формуле в своих соглашениях об именах.
Метрические крепежные детали называются по диаметру, шагу и длине. Давайте рассмотрим пример того, как разобрать название застежки, чтобы узнать больше о ее характеристиках.
Название крепежного элемента: M12-1,25 x 20
- Буква M указывает на то, что размер крепежного элемента указан в метрической системе.
- Цифра 12 означает диаметр в миллиметрах.
- 1.25 объясняет расстояние между резьбами, также известное как шаг.
- 20 указывает длину крепежа в миллиметрах.
Для определения крупности метрических крепежных изделий необходимо знать, что чем больше число, тем крупнее становится шаг резьбы. Эти разные уровни грубости могут использоваться для разных целей.
Например, крепежные детали с более крупным шагом часто используются в автомобильных деталях, тогда как крепежные детали с более мелким шагом чаще используются в сантехнике.
Люди, привыкшие работать с дюймовыми крепежными элементами, могут запутаться при переходе на метрические. Это потому, что дюймовые застежки объясняют, сколько витков на дюйм имеет застежка, а не расстояние между витками.
Но вы можете легко преобразовать шаг метрической застежки, чтобы понять количество витков на дюйм. Вот формула, которой вы будете следовать.
- Преобразование шага из миллиметров в дюймы путем умножения шага на 0,03937.
- Разделите 1 на число, полученное на шаге 1.
Чтобы упростить вам задачу, мы добавили ниже таблицу, в которой метрический шаг преобразуется в резьбу на дюйм.
Таблица 1. Преобразование шага резьбы крепежа из миллиметров в дюймы в витки на дюйм. | ||
Шаг (мм) | Шаг (дюймы) | Резьба на дюйм |
0,2 | 0,0079 | 127,00 |
0,25 | 0,0098 | 101,60 |
0,3 | 0,0118 | 84,67 |
0,35 | 0,0138 | 72,57 |
0,4 | 0,0157 | 63,50 |
0,45 | 0,0177 | 56,44 |
0,5 | 0,0197 | 50,80 |
0,6 | 0,0236 | 42,33 |
0,7 | 0,0276 | 36,29 |
0,75 | 0,0295 | 33,87 |
0,8 | 0,0315 | 31,75 |
1,0 | 0,0394 | 25. |
1,25 | 0,0492 | 20.32 |
1,5 | 0,0591 | 16,93 |
1,75 | 0,0689 | 14.51 |
2,0 | 0,0787 | 12,70 |
2,5 | 0,0984 | 10.16 |
3,0 | 0,1181 | 8,47 |
3,5 | 0,1378 | 7,26 |
4,0 | 0,1575 | 6,35 |
4,5 | 0,1772 | 5,64 |
5,0 | 0,1969 | 5. |
5,5 | 0,2165 | 4,62 |
6,0 | 0,2362 | 4,23 |
Что делать, если шаг крепежа не указан
Широко распространенный способ указать шаг крепежа, указав, что он крупный или мелкий. В некоторых редких случаях вы также можете увидеть очень тонкие нити.
На некоторых крепежах не указан размер шага. Так что же делать, если нет четкого указания? Крепежи, которые не содержат информации о шаге, обычно классифицируются как грубые.
На что следует обратить внимание, так это на то, что крепежные детали, классифицируемые как грубые и использующие резьбу на дюйм, как правило, даже более грубые, чем метрические крепежные детали, которые классифицируются как грубые.
Например, винт M14-2.0 считается крупным. Его нити расположены на расстоянии 2,0 миллиметра или 0,079 дюйма. По американской шкале винт 9/16-12 считается сопоставимым и также имеет грубую классификацию. Однако его резьбы расположены на расстоянии 0,083 дюйма друг от друга.
В этом примере американский винт будет иметь более крупный шаг, чем метрический. Есть несколько редких случаев, когда сопоставимый американский эквивалент лучше, чем его метрический аналог, поэтому вам следует обратить внимание и использовать информацию о преобразовании, указанную выше.
Сравнение длины метрики и длины. Дюймовые крепежиОдним из общих принципов крепежных изделий является способ измерения длины. Единственное отличие состоит в том, что в метрической системе для обозначения длины используются миллиметры, а в американских крепежах — дюймы. Вот как измерить различные типы крепежа.
- Гнездо, низкое гнездо, сыр, шестигранник, пуговица и поддон: измерьте длину застежки, как и все под головкой.
- Плоские головки: измерьте всю застежку от головки до конца.
- Овальные головки: измерьте расстояние от вершины купола и конической опоры до кончика крепежного элемента.
Как только вы поймете правила наименования метрических креплений, вам нужно будет принять еще одно решение перед покупкой. Крепеж может быть изготовлен из различных материалов, в том числе:
- Сталь
- Нержавеющая сталь
- Алюминий
- Латунь
- Горячее цинкование
- Полиамид
- Кремниевая бронза
- И еще…
Вот краткое изложение того, что вам нужно помнить о крепежных изделиях и их классификациях размеров.
- Диаметр: большее число указывает на больший размер крепежа
- Шаг: большие числа указывают на более грубую резьбу (меньшее количество витков на дюйм). Если шаг не указан, считайте, что он грубый
- Длина: большее число указывает на более длинное крепление
Служба снабжения крепежными деталями Eurolink предоставляет экспертные знания, которые помогут вам найти необходимые крепежные детали, даже если они редкие и труднодоступные. Если вам нужна консультация специалиста и обслуживание в США, свяжитесь с нами!
Руководство по размеру резьбы | SPC Company
Пожалуйста, обратитесь к приведенному ниже руководству по размеру резьбы, чтобы определить правильный размер резьбы вашего фитинга.
Ресурсы > Руководство по выбору размера резьбы
Загрузить таблицу резьб для печати
ШАГ 1
Определение пола резьбы
Наружная или внутренняя резьба
Пол резьбы можно определить, наблюдая, как расположены резьбы внутри или снаружи. Резьбы, расположенные снаружи, являются наружными, а резьбы, расположенные внутри, — женскими. В некоторых случаях пол резьбы включается в описания деталей, например. MPT (наружная трубная резьба) или FPT (внутренняя трубная резьба).
ШАГ 2
Определение типа резьбы
Параллельная или коническая
Определение разницы между параллельной и конической резьбой также является прямым процессом. Если внешний диаметр резьбы фитинга остается постоянным, тип резьбы — параллельный. Еще один простой способ определить параллельную резьбу — использовать уплотнительное кольцо или прокладку. Уплотнительное кольцо или прокладка необходимы из-за того, что параллельная резьба не может обеспечить прочное уплотнение.
Коническая резьба может быть идентифицирована по ее конической форме, т.е. диаметр резьбы изменяется за счет сужения к основанию тела резьбы. Этот конус помогает создать уплотнение благодаря эффекту клина. Всегда рекомендуется использовать резьбовой герметик на конической резьбе, чтобы обеспечить надлежащее уплотнение.
Стандартные типы резьбы
Ссылка ниже для стандартных типов резьбы, предлагаемых для фитингов SPC.
Коническая резьба
NPT — национальная трубная резьба — американский стандарт, наиболее часто используемый в США и Канаде.
BSPT — Коническая трубная резьба Британского стандарта очень похожа на резьбу NPT и иногда называется резьбой R. Чаще всего он встречается на оборудовании, произведенном за пределами США, например, в Европе или Азии.
Общая эвристика:
Если резьба КОНИЧЕСКАЯ
И
Если в вашем оборудовании используется трубка ДЮЙМА, скорее всего, будет использоваться резьба NPT.
Если в вашем оборудовании используется МЕТРИЧЕСКАЯ трубка, скорее всего, будет использоваться резьба BSPT.
Цилиндрическая резьба
BSPP — британский стандарт для труб Параллельная резьба, также называемая резьбой G, обычно используется на оборудовании, произведенном за пределами США. Одним из простых индикаторов, помимо параллельной резьбы, может быть использование уплотнительного кольца или прокладки.
Метрическая резьба — ISO Метрическая резьба чаще всего встречается на оборудовании, произведенном за пределами США, например, в Европе или Азии. Подобно резьбе BSPP, в ней используется уплотнительное кольцо или прокладка. Доступные размеры резьбы, как правило, довольно малы: от 3 мм до 8 мм.
UNF — Unified National Fine Thread — американский аналог метрической резьбы. Имея очень похожие характеристики, размеры резьбы UNF выбирают для диаметров, которые составляют некоторую часть дюймовой системы измерения. Опять же, используется уплотнительное кольцо или прокладка.
Общая эвристика:
Если резьба ПАРАЛЛЕЛЬНАЯ
И
Если в вашем оборудовании используются МЕТРИЧЕСКИЕ трубки, скорее всего, будет использоваться резьба BSPP.
Если в вашем оборудовании используются МЕТРИЧЕСКИЕ трубки и размер резьбы менее 8 мм, скорее всего, будет использоваться метрическая резьба.
Если в вашем оборудовании используется дюймовая трубка, а размер резьбы менее 8 мм, скорее всего, будет использоваться резьба UNF.
ЭТАП 3
Определение размера резьбы
Шаг и наружный диаметр
Этот шаг, пожалуй, самый сложный и является причиной многих ошибочных заказов из-за сложности получения правильных измерений без соответствующих инструментов.
С помощью хорошего калибра и штангенциркуля можно легко выполнить измерения и сравнить их с таблицей идентификации резьбы, чтобы определить правильный размер резьбы. При отсутствии надлежащих измерительных инструментов должны помочь следующие описания и диаграммы.
Шаг – это расстояние, измеренное между резьбами. Резьба США или Великобритании (дюймовая) будет использовать немного другой метод для расчета шага по сравнению с метрической резьбой. Дюймовые потоки подсчитывают общее количество потоков на дюйм, называемое TPI. Метрические резьбы просто измеряют расстояние между вершинами соседних резьб, называемое TP или шагом резьбы.
Большой наружный диаметр является еще одним важным измерением для определения размера резьбы. ПРЕДУПРЕЖДЕНИЕ. Для трубной резьбы США и Великобритании (NPT, BSPT, BSPP) наружный диаметр НЕ равен размеру резьбы. Распространенной ошибкой, когда пользователь измеряет большой диаметр, является заказ резьбы того же размера, например, Диаметр основного диаметра близок к 0,5 дюйма, поэтому покупка производится с резьбой 1/2 дюйма NPT. Как вы можете видеть из приведенной ниже таблицы идентификации резьбы, на самом деле нужна была резьба 1/4 дюйма NPT. Для метрической резьбы все более интуитивно понятно, и измеренный внешний диаметр равен размеру резьбы, например, главный диаметр измеряется 10 мм, затем резьба размер М10.
Основной наружный диаметр: Измерьте 3-4 витка ниже самого широкого места вы можете использовать эти значения, чтобы найти соответствующий размер резьбы, обратившись к таблице идентификации резьбы. Как вы можете видеть ниже, основной диаметр не совпадает с размером резьбы для трубной резьбы США и Великобритании. Может быть трудно отличить NPT от BSPT, потому что основные диаметры и шаг очень похожи. В этом случае обратитесь к общей эвристике на шаге 2.
Примечание. В этой таблице приведены доступные размеры резьбы для фитингов SPC. Более подробные диаграммы можно легко найти в Интернете.
Tech Stuff – Mechanical – Threads
Следующие примечания относятся к так называемым крепежным винтам или крепежным деталям для коммерческих применений. Деревянные и другие типы шурупов определяются с использованием несколько иной терминологии. Аэрокосмические/военные приложения имеют другой уровень детализации, который определяет характеристики внутренней и внешней резьбы, и очень быстро становится ужасно сложным.
Когда вы указываете крепежные детали (также известные как винты для остальных), вам нужно определить многое:
- Стиль и тип головки.
- Требуемая длина указывается в дюймах, долях дюймов или миллиметрах.
- Диаметр – при измерении в дюймах для диаметров менее 1/4″ указывается номер калибра (он же номер калибра), над которым указывается диаметр в долях дюйма. Для метрических диаметр указывается в миллиметрах.
- Шаг резьбы – расстояние между витками. Определяется как ниток на дюйм (TPI) или часто просто как шаг (хотя технически это расстояние между соседними витками). UNC, UNF и Metric определяют стандартные значения. Чтобы преобразовать дюймы (TPI) в миллиметры (шаг), разделите 25,4 на значение резьбы на дюйм (TPI), таким образом, крепеж с TPI 32 даст 0,793 мм (0,8), а крепеж с TPI 56 даст 0,45 мм.
- Материал – латунь, нержавеющая сталь, цветные металлы типа нейлона и других полиамидов.
UNC, UNF и метрические
Дюймовые размеры бывают Unified Coarse (UNC) или Unified Fine (UNF), которые определяют количество витков на дюйм (TPI), которые обычно стандартизируются на основе калибра (диаметра крепежной детали).
Таким образом, вы можете указать маленькую застежку как 4-40, что в таблице ниже указывает на Unified Coarse (UNC) (его UNF-эквивалент 4-48) или 8-36, что UNF (его UNC-эквивалент 8-32 ). Более крупная застежка будет 1/4-28 (UNF) или 1/4-20 (UNC).
Диаметр измеряется снаружи резьбы (некоторые производители ссылаются на средний диаметр, который измеряется внутри резьбы).
Метрические винты указать гораздо проще: Maa x bb , где aa — диаметр в миллиметрах (мм), а bb — шаг , — расстояние между витками резьбы в миллиметрах (мм). Так, M3,5 x 0,6 имеет диаметр 3,5 мм и шаг 0,6 мм. Стандартные метрические размеры с ближайшими эквивалентами UNC и UNF.
Примечание: Британские резьбы используют стандарт Whitworth (правильнее BSW – British Standard Whitworth ). Для резьб Whitworth используется угол 55° с закругленными концами, тогда как для резьбы UNC/UNF и метрической резьбы используется угол 60° с плоскими концами.
Калибры и размеры в дюймах
Номера калибров используются для диаметров менее 1/4 дюйма. Более того, они определяются диаметром в долях дюйма с шагом от 1/16 до 5/8, затем с шагом 1/8.
В приведенной ниже таблице показаны обычные стандарты, но существует множество исключений и нестандартных размеров, предлагаемых несколькими производителями. TPI — это число витков на дюйм, указанное для UNC (Unified Coarse) и UNF (Unified Fine). Размеры орехов кажутся менее систематизированными, но обычно указываются в долях по размеру плоских граней. Очевидно, что вам также необходимо указать количество витков на дюйм для гаек.
| Датчик № | Десятичный Дюймы (Диаметр) | UNC ТПИ | Краткая форма | УНФ ТПИ | Краткая форма | ГАЙКА Размер | Миллиметры (мм) Прибл. |
| № 0000 | 0,021 | 160 | – | – | – | – | 0,53 |
| № 000 | 0,034 | 120 | – | – | – | 3/32 дюйма | 0,86 |
| №00 | 0,047 | 90 | – | – | – | 3/32 | 1,19 |
| №0 | 0,060 | – | – | 80 | – | 5/32 дюйма | 1,524 |
| №1 | 0,073 | 64 | UNC 1-64 | 72 | УНФ 1-72 | 5/32 дюйма | 1,854 |
| №2 | 0,086 | 56 | УНК 2-56 | 64 | УНФ 2-64 | 3/16″ | 2,184 |
| №3 | 0,099 | 48 | УНК 3-48 | 56 | УНФ 3-56 | 3/16″ | 2,515 |
| №4 | 0,112 | 40 | УНК 4-40 | 48 | УНФ 4-48 | 1/4″ | 2,845 |
| №5 | 0,125 | 40 | УНК 5-40 | 44 | УНФ 5-44 | 1/4″ | 3,175 |
| №6 | 0,138 | 32 | УНК 6-32 | 40 | УНФ 6-40 | 5/16″ | 3,505 |
| №8 | 0,164 | 32 | УНК 8-32 | 36 | УНФ 8-36 | 11/32″ | 4,166 |
| №10 | 0,190 | 24 | УНК 10-24 | 32 | УНФ 10-32 | 3/8″ | 4,826 |
| №12 | 0,216 | 24 | УНК 12-24 | 28 | УНФ 12-28 | 7/16″ | 5,486 |
| 1/4″ | 0,250 | 20 | – | 28 | – | 7/16″ | 6,349 |
Метрические размеры
Метрический размер дает как диаметр, так и шаг как Maa x bb где aa диаметр в миллиметрах (мм) и bb это расстояние в миллиметрах шаг (мм) между нитями.