Резьбонарезной патрон: Патроны резьбонарезные с предохранительными головками для метчиков
alexxlab | 23.06.2021 | 0 | Разное
Резьбонарезные патроны: реверсивные, предохранительные
Многие станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Резьбонарезной патрон предназначен для нарезания резьбы, когда в качестве режущего инструмента используется метчик. Есть возможность использовать резьбонарезные патроны также и в обрабатывающих центрах. Их популярность довольно велика. Однако для того чтобы получить резьбу нужного качества следует правильно подобрать оснастку.
Резьбонарезные патроныКонструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
- Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика.
 Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ. - Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность. Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.
Предохранительный механизм срабатывает при остановке метчика. Если его не будет, тогда режущий инструмент может сломаться от возникающей нагрузки.
Резьбонарезные предохранительные головки с метчиками
Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.
Головка предохранительная поставляется с определенными настройками для сталей по ГОСТ 1050-88.
Для настройки их работы при условии, что заготовка изготовлена из других металлов, проводится подкрутка регулировочной гайки.
Достоинства и недостатки использования резьбонарезных патронов
К достоинствам резьбонарезных патронов можно отнести:
- Высокое качество обработки при использовании метчиков.
- Возможность уменьшение себестоимости за счет использования оборудования, которое выполняет не только работы по резьбонарезанию.
- Предустановленный показатель передаваемого крутящего момента согласно ГОСТ.
- Возможность наладки работы при помощи специальной гайки.
- Быстрая смена режущего инструмента вместе с предохранительной головкой.
- Возможность использования с предохранительным устройством, которое защитит режущий инструмент от губительного воздействия высокого показателя крутящего момента.
- Обработку может проводить мастер, не обладающий высокой квалификации.
Среди недостатков можно отметить только увеличение себестоимости деталей, а также специализацию большого числа моделей рассматриваемой оснастки на нарезании правой резьбы.
Классификация
Практически все виды рассматриваемой оснастки имеют схожую конструкцию. Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
- Тип хвостовика, который определяет ГОСТ.
- Диапазон нарезания, в котором может использоваться конкретная модель. Речь идет о диаметре тела вращения.
- Тип конуса.
- Длина и другие размеры.
Все модели обозначены согласно правилам ГОСТ, что позволяет найти необходимый вариант достаточно быстро.
Набор резьбонарезных предохранительных головок с патроном
Кроме этого можно выделить следующие типы резьбонарезных патронов:
- Для «жесткого» нарезания.
- Для обработки с компенсацией.
Существуют варианты исполнения, которые создаются по заказу под определенные станки .
Реверсивный механизм резьбонарезных патронов
В некоторых случаях станок не имеет возможности реверсивного движения шпинделя. Именно поэтому были созданы специальные реверсивные резьбонарезные патроны. Их конструкция имеет следующие особенности:
- Зажимной тип оснастки.
- Эластичная втулка.
- Механизм защиты от перезагрузки и компенсации шага.
Реверсивный резьбонарезной патрон
Конструкция позволяет менять направление вращения без изменения режима резьбонарезания. Согласно ГОСТ также проводится выбор по нужному диаметру резьбы и ее параметры.
|
Резьбонарезной патрон Vertex Резьбонарезной патрон Vertex |
Технические характеристики |
|||||||||||||||||||
|
Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER с хвостовиками BT (MAS 403) Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER с хвостовиками BT (MAS 403) |
Технические характеристики |
|||||||||||||||||||
|
Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER с цилиндрическим хвостовиком (с лыской и без лыски) Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER с цилиндрическим хвостовиком (с лыской и без лыски) |
Технические характеристики |
|||||||||||||||||||
|
Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER |
Технические характеристики |
|||||||||||||||||||
|
Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER с набором цанг Резьбонарезной патрон Vertex с осевой компенсацией под цанги ER с набором цанг |
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex WF-BT30/BT40/SK30/SK40 Быстросменный резьбонарезной патрон Vertex WF-BT30/BT40/SK30/SK40 |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex WF-BT50/SK50 Быстросменный резьбонарезной патрон Vertex WF-BT30/BT40/SK30/SK40 |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex WFE-BT40 Быстросменный резьбонарезной патрон Vertex WFE-BT40 |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex WFE-BT50 Быстросменный резьбонарезной патрон Vertex WFE-BT50 |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex WF-ST (с цилиндрическим хвостовиком) Быстросменный резьбонарезной патрон Vertex WF-ST (с цилиндрическим хвостовиком) |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex SF-BT40 Быстросменный резьбонарезной патрон Vertex SF-BT40 |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex SF-BT50 Быстросменный резьбонарезной патрон Vertex SF-BT50 |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex SF-MT ( с конусом Морзе) Быстросменный резьбонарезной патрон Vertex SF-MT ( с конусом Морзе) |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex WF-MT Быстросменный резьбонарезной патрон Vertex WF-MT |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex SF-JTA Быстросменный резьбонарезной патрон Vertex SF-JTA |
Хвостовик
Технические характеристики |
|||||||||||||||||||
|
Быстросменный резьбонарезной патрон Vertex SF-ST (с цилиндрическим хвостовиком) Быстросменный резьбонарезной патрон Vertex SF-ST (с цилиндрическим хвостовиком) |
Технические характеристики |
|||||||||||||||||||
|
Быстросменные резьбонарезные патроны Vertex с комплектом вставок серии TC-312 / TC 820 ( с конусом Морзе) Быстросменные резьбонарезные патроны Vertex с комплектом вставок серии TC-312 / TC 820 ( с конусом Морзе) |
Технические характеристики |
|||||||||||||||||||
|
Быстросменные резьбонарезные патроны Vertex с комплектом вставок серии TC-312 / TC 820 Быстросменные резьбонарезные патроны Vertex с комплектом вставок серии TC-312 / TC 820 |
Технические характеристики
|
Патрон резьбонарезной для станков с ЧПУ
Описание
Технические характеристики резьбонарезного патрона.
| Обозначение | Конус хвостовика MAS-403 | I, мм | d, мм | L, мм | F | F 1 | Диапазон резьбы | Момент, Нм |
| BT40-GT12 | 7:24-40 | 110 | 19 | 170 | 15 | 5 | М3-М12 | 25 |
| BT40-GT24 | 7:24-40 | 130 | 30 | 190 | 20 | 8 | М12-М24 | 150 |
| BT50-GT12 | 7:24-50 | 110 | 19 | 212 | 15 | 5 | М3-М12 | 25 |
| BT50-GT24 | 7:24-50 | 130 | 30 | 239 | 20 | 8 | М12-М24 | 150 |
Хвостовик патрона конус 7:24 по стандарту MAS 403 ВТ.
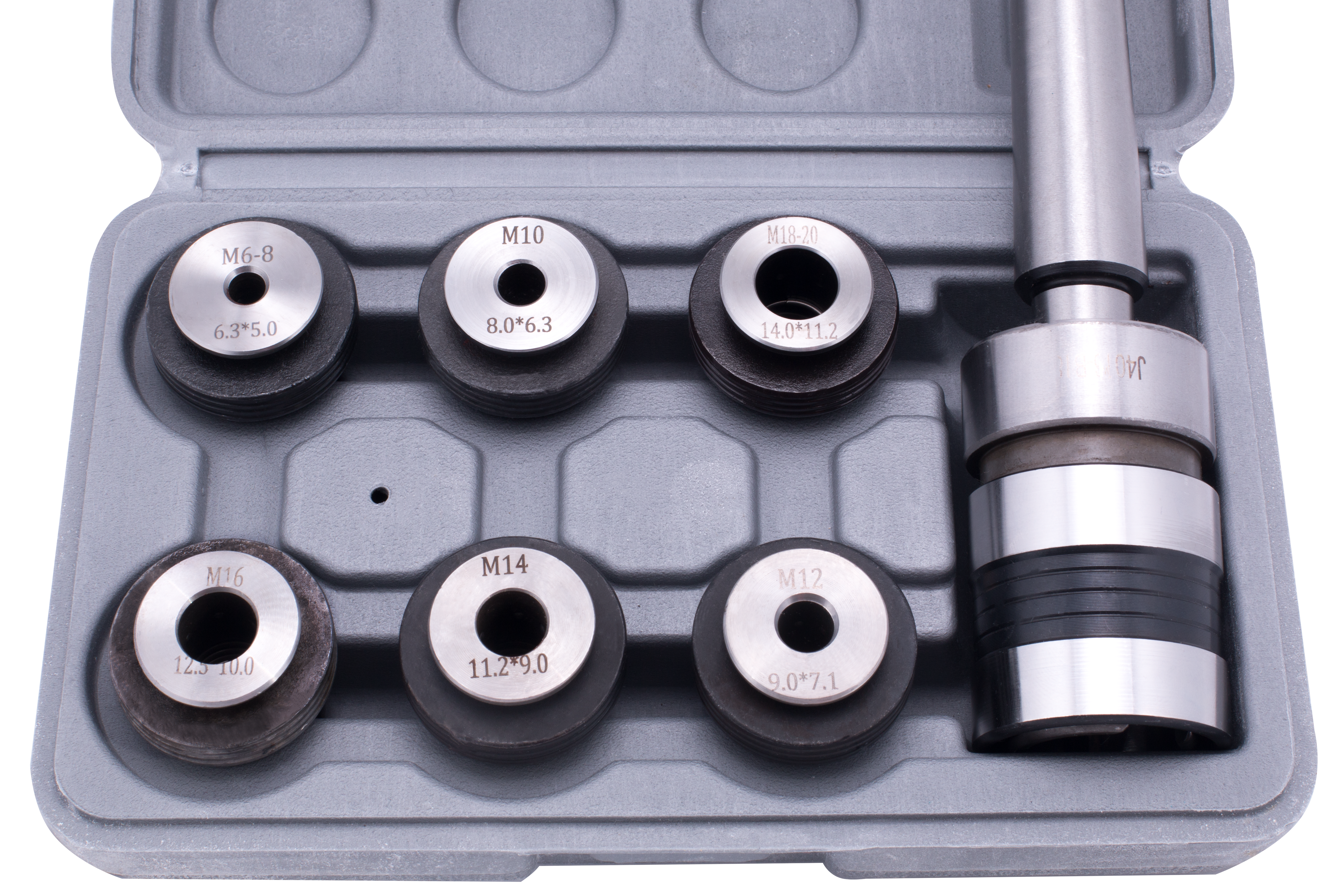
Технические характеристики предохранительной головки.
| Диапазон метрической резьбы | Диапазон дюймовой резьбы | Диапазон трубной цил. резьбы | D, мм | D1, мм | d, мм | Квадрат метчика S, мм | Крутящий момент по стали 45, Нм |
| М3 | 36 | 3.15 | 19 | 2.5х2.5 | 2 | ||
| М4 | 36 | 4 | 19 | 3.15х3.15 | 3 | ||
| М5 | 36 | 5 | 19 | 4х4 | 4 | ||
| М6 | 1/4″ | 36 | 6.3 | 19 | 5х5 | 10 | |
| М8 | 5/16″ | 1/8″ | 36 | 6.3 | 19 | 5х5 | 20 |
| М10 | 3/8″ | 1/4″ | 36 | 8 | 19 | 6. 3х6.3 3х6.3 | 30 |
| М12 | 1/2″ | 36 | 9 | 19 | 7.1х7.1 | 40 | |
| М12 | 1/2″ | 57 | 9 | 30 | 7.1х7.1 | 40 | |
| М14 | 9/16″ | 57 | 11.2 | 30 | 9х9 | 45.5 | |
| М16 | 5/8″ | 57 | 12.5 | 30 | 10х10 | 55 | |
| М18 | 3/4″ | 3/8″ | 57 | 14 | 30 | 11.2х11.2 | 64 |
| М20 | 3/4″ | 3/8″ | 57 | 14 | 30 | 11.2х11.2 | 70 |
| М22 | 7/8″ | 1/2″ | 57 | 16 | 30 | 12.5х12.5 | 78 |
| М24 | 1″ | 5/8″ | 57 | 18 | 30 | 14х14 | 124 |
Головка предохранительная поставляется с отрегулированным крутящим моментом, обеспечивающим нарезание указанной на головке резьбы в стали 45.
Радиальное биение метчика – 0,05 мм (на расстоянии 30 мм от торца)/
Патрон резьбонарезной BT40-PCRM1 17840.99 | 340PCRM1
Тип оснастки:
Патрон со сменными вставками для нарезания резьбы
Для вставок BCF1. Резьбы от M3 до M12. Хвостовик ISO40 MAS403BT. Патрон с осевой компенсацией позволяет нарезать резьбу без помех засчет разницы подачи и фактическим перемещением метчика. Для гарантированой работы без остановок предлагается использование вставок с ограничением момента.
Принцип работы резьбонарезного патрона со сменнными вставками.
- Метчик устанавливается в квадратное отверстие корпуса и втулку.
- Зажим метчика производится шариками при перемещении втулки пружиной.

- Крутящий момент к корпусу от резьбонарезного патрона передаётся поводком через шарики, поджатые кольцом и тарельчатыми пружинами в лунки корпуса.
- Регулировка крутящего момента обеспечивается изменением величины деформации тарельчатых пружин при вращении гайки.
- Головка предохранительная поставляется с отрегулированным крутящим моментом, обеспечивающим нарезание указанной на головке резьбы в стали 45.
- Величина крутящего момента для других сталей определяется эксперементально и регулируется вращением гайки, согласно паспорта изделия.
Порядок настройки и работы:
- При нарезании резьбы в сталях с механическими свойствами, отличающимися от стали 45, необходимо выполнить следующее:
- Расчётным или эксперементальным методом (с помощью динамометрического ключа) определить момент резания Нм в данной стали необходимым метчиком.
- Снять замковое кольцо и произвести настройку крутящего момента вращением гайки по часовой стрелке для увеличения крутящего момента.

- Контроль головки на крутящий момент производится динамометрическим ключом и специальной оправкой, зафиксированной вместо метчика.
- После настройки головки гайку зафиксировать кольцом замковым.
- После настройки головка готова к эксплуатации и правильно отрегулированная головка должна обеспечить плавное нарезание метчиком резьбы, при упоре метчика в дно глухого отверстия появление треска в головке сигнализирует о прекращении вращения метчика.
Патроны для нарезки резьбы
ВсеОБОРУДОВАНИЕ FEIN- ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЕ СТАНКИ- – Серия GRIT GX- – Серия GRIT GI- Сверлильные станки FEINРЕЗЬБОНАРЕЗНОЕ ОБОРУДОВАНИЕ- Электрические резьбонарезные манипуляторы- Пневматические резьбонарезные манипуляторы- Патроны резьбонарезные – Резьбонарезные пневматические машины- Резьбонарезные станки для труб, шпилек и арматуры- – Резьбонарезные головки для станков- – Резьбонарезные ножи для резьбонарезных станков- Верстаки-столы для манипуляторов- Инсталяции для крепления к верстакам- Резьбонарезные электро-клуппы- Сверлильно-резьбонарезные станкиУДАЛЕНИЕ ФАСКИ – Ручные фаскосниматели- Автоматические кромкорезы по металлу – Трубные фаскосниматели – Трубные фаскосниматели Серии WE PBM- Трубные фаскосниматели Серии P3-PG (ТТ, ISY, TGM)- Разъемные труборезы-фаскосниматели – Оснастка и аксессуары- Машины для снятия фаски с деталей сложной формыСВЕРЛЕНИЕ МЕТАЛЛА- Сверлильные станки на магните- – С диаметром сверления до 50мм- – С диаметром сверления более 50мм- – Станки магнитные с реверсом- – Пневматические станки на магните – Корончатые сверла(кольцевые фрезы)- – Корончатые сверла ( быстрорежущая сталь) – – – Корончатые сверла (фрезы) серии Gold-line- – – Сверла с универсальным хвостовиком Nitto + Weldon 19- – – Сверла с хвостовиком FEIN Quick-IN- – – Корончатые свёрла GOLD-LINE для пакетного сверления- – – Сверла с диаметрами в дюймах, хвостовик универсальный Nitto + Weldon 19- – – Корончатые свёрла GOLD-LINE для пакетного сверления для диаметров в дюймах- – Корончатые сверла(с напайками твердосплав) – – Направляющие(штифты) для кольцевых фрез- Оснастка для сверлильных станков- Зенкеры и ступенчатые сверла- Патроны резьбонарезные – Смазочно-охлаждающие вещества для сверления- Рельсосверлильные станки – Сверлильные станки Optimum- Радиально-сверлильные станки ТЕХНИЧЕСКИЕ ЩЕТКИ- Щетки нержавеющие- – Щетки нержавеющие дисковые М14 (гофрированная проволока)- – Щетки нержавеющие дисковые 22,2мм посадка( гофр проволока)- – Щетки нержавеющие дисковые М14 (жгутовая проволока)- – Щетки нержавеющие дисковые жгутовые 22,2мм посадка- – Щетки нержавеющие чашечные(гофрированная проволока)- – Щетки нержавеющие чашечные( жгутовая проволока)- – Щетки нерж конические-конусные ( гофрированная проволока)- – Щетки нерж конические-конусные ( жгутовая проволока) – – Щетки нержавеющие для дрели- – Ручные щетки – – Lessmann – Цилиндрические щётки- – Lessmann – Щётки для сварщиков- – Lessmann – Дисковые щётки- – Lessmann – Цилиндрические щётки для удаления заусенцев- – Lessmann – Концевые щетки для снятия заусенцев- – Щетки для станков- ЩЕТКИ СТАЛЬНЫЕ- – Чашечные жгутовые М14- – Чашечные гофрированные М14- – Конические М14- – Гофрированные чашечные М14- – Конические жгут М14- – Щетки дисковые жгутовые 22,2 – Ручные щеткиБРАШИРОВАНИЕ ДРЕВЕСИНЫ- Щетки для браширования дерева- – Щетки для УШМ(болгарок) М14- – Щетки-валики для щеточных машин с валом 19мм и УШМ- – Щетки для Makita(Макита)9741 – – Щетки для дрели- – Щетки для щеточных шлифмашин Festool- Инструменты для браширования – Натуральные масла и грунт для дереваЗАТОЧНЫЕ СТАНКИ – Станки для заточки дисковых пил – Станки для заточки спиральных сверл – Универсальный заточной центр- Станок для заточки плоских ножей- Станки для заточки дисковых ножей – Станок для заточки электродов и игл- Ручной заточной станок с визуальным эффектом- Станки для заточки корончатых сверл- Универсальные заточные центры- Станки для заточки концевых фрез – Станки для заточки метчиковРЕЗКА МЕТАЛЛА- Газорезательные машины- Пилы по металлу – Ленточнопильные станки- Пильные диски- Отрезные круги- Зачистные круги – Электрические труборезы- – Диски EXACT- Разъемные труборезы-фаскосниматели – Машины для выполнения отверстий в трубах и днищахПНЕВМАТИЧЕСКИЕ ИНСТРУМЕНТЫ- Молотки рубильные пневматические- Пневматический инструмент с подачей воды для камнеобработки- Пневматический вибратор для уплотнения футеровочной смеси- Пневматическая шлифовальная машинка- – Радиальные прямые шлифмашины – – Пневматические УШМ – – Торцевые шлифмашины – – Цанговые шлифмашины( бормашины) – – Орбитальные, плоскошлифовальные, вибрационные шлифмашины- – Пневматические полировальные машины – – Пневматические ленточные машины – Пневматические дрели- – Пневматические дрели пистолетного типа- – Пневматические угловые дрели – – Пневматические дрели прямого типа- Фрезеры-дрели для срезания и рассверливания заклепок- Пневматические гайковерты – – Гайковерты ударные серии ТТ – – Гайковерты ударные серии ИП – – Гайковерты трещоточные – – Гайковерты ударные с квадратом 1/2- – Гайковерты ударные с квадратом 3/4- – Гайковерты ударные с квадратом 1- – Гайковерты ударные с квадратом 1-1/2- – Гайковерты ударные с квадратом 2- – Гайковерты ударные с квадратом 2-1/2- – Угловой пневматический гайковерт- – Гайковерты с открытым зевом- – Гайковерты с контролем крутящего момента ударные- – Гайковерты накидные- – Гайковерты взрывобезопасные ATEX- Пневмошуруповерты пистолетного, прямого и углового типа- – Шуруповерты пневматические пистолетного типа – – Шуруповерты пневматические прямого типа – – Шуруповерты пневматические углового типа- Резьбонарезные машины – Клепальные пневматические молотки- Молотки рубильные, зубильные, игольчатые- – Молотки зубильные пневматические – – Молотки игольчатые пневматические – Пилы пневматические, лобзики пневматические- Пневматические ножницы- Пневматические напильники и надфили- Просекатели-кромкогибы- Пневматические клещи( кусачки) – Пневматические фаскосниматели- Пневматические скребки( шаберы) ЗАКЛЕПОЧНЫЙ ИНСТРУМЕНТ- Аккумуляторные заклепочники- Электрические заклепочники- Пневмо-гидравлические заклепочники – Поддержки с гасителем вибрации для клепальных молотков- Насадки-заклепочники на дрели-шуруповерты- Клепальные молотки ударного действия- Ударные оправки (обжимки) для клепальных молотков- Пресс- заклепочникиШЛИФОВАЛЬНЫЕ ЛЕНТОЧНЫЕ СТАНКИНАСАДКИ И АДАПТЕРЫ НА УШММАГНИТНОЕ ОБОРУДОВАНИЕ- Магнитные угольники – Магнитные грузозахватыМУЛЬТИПЛИКАТОРЫ КРУТЯЩЕГО МОМЕНТА- Мультипликаторы колесные механические прямого типа- Мультипликаторы индустриальные механические горизонтального типа- Мультипликаторы индустриальные механические прямого типаБОРФРЕЗЫ ТВЕРДОСПЛАВНЫЕБАЛАНСИРЫ ДЛЯ ИНСТРУМЕНТА- Балансиры пружинные- – Балансиры пружинные AIRPRO- – Балансиры пружинные CARL STAHL KROMER- – – Балансиры тросовые CARL STAHL KROMER- – – Балансиры тросовые уравновешивающие CARL STAHL KROMER- – – Балансиры шланговые CARL STAHL KROMER- – Балансиры пружинные ТТГИДРОИМПУЛЬСНЫЙ ИНСТРУМЕНТ- Гидроимпульсные гайковерты- – Гидроимпульсные гайковерты прямого типа- – Гидроимпульсные гайковерты пистолетного типа- Гидроимпульсные шуруповертыСКОБО-ГВОЗДЕ-ШПИЛЬКОЗАБИВНОЙ ИНСТРУМЕНТСАНТЕХНИЧЕСКИЙ ИНСТРУМЕНТ- Резьбонарезные электро-клуппы- – Резьбонарезные ножи для клуппов- Промывочные компрессоры и опрессовщики- Оборудование для прочистки и инспекции труб- Желобонакатное оборудование ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ КАМНЯ И БЕТОНА- Алмазные сверлильные установкиОКРАСОЧНОЕ ОБОРУДОВАНИЕ- Аэрографы- Краскораспылители воздушного распыления (пневматические)- Красконагнетательные баки- Краскопульты ручного действия- Мешалки и насосы- Камеры полимеризации порошковой краски и покрытийКОМПРЕССОРНЫЕ УСТАНОВКИ- Винтовые компрессорыАБРАЗИВНЫЕ МАТЕРИАЛЫ- Шлифовальные валики для сатинирования- Ленты шлифовальные – Круги на липучке VELCRO- – Круги на липучке VELCRO 125мм- – Круги на липучке VELCRO 150мм- Нетканные( прессованные) доводочные круги – Круги торцевые лепестковые- Фибровые круги- Шлифовальные гильзы( ремни) – Шлифовальные листы и рулоны- Щетки БРИСТЛ 3М (bristle) – Профессиональные наборы для шлифовки и полировки- Шлифовальные головки – Круги для снятия ржавчиныПОЛИРОВАЛЬНЫЕ МАТЕРИАЛЫ- Полировальные пасты- Полировальные круги – Полировальные ленты- Средства ухода и очистители- Полировальные головки СВАРОЧНОЕ ОБОРУДОВАНИЕ- Оборудование для сварки полимерных материалов- – Сварочные экструдеры – – Автоматы для сварки плоской кровлиТРУБОГИБЫ- Трубогибы гидравлические – Трубогибы электрогидравлические- Трубогибы электрическиеСТАНОЧНАЯ ОСНАСТКА- Токарные патроны- Станочные тиски/слесарные – Станочные центры- Оснастка шпиндельная – Головки делительные – Поворотные столы и принадлежностиТОКАРНЫЕ СТАНКИ
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 662 Резьбонарезные патроны разработаны для использования в металлорежущих станках оснащённых автоматической сменой инструмента Станочная оснастка | 663 Резьбонарезные патроны с компенсацией радиальных и осевых отклонений Данная оснастка снижает осевую силу резания по всей режущей части метчика | 122 Оснастка для станков с ЧПУ при нарезании метчиками внутренней резьбы в отверстиях заготовок из металлов и сплавов Назначение резьбонарезных патронов | 123 Особенности станочных резьбонарезных патронов Процесс машинного резьбонарезания Сложный баланс между вращением и осевым перемещением режущего инструмента | 124 Настройка резьбонарезных патронов для нарезания резьбы метчиками Вставки с предохранительной муфтой настроены на следующие значения крутящего момента | 125 Режимы при нарезании резьбы метчиком на ЧПУ Расчет крутящего момента Удельное усилие резания Значение полученное по данной формуле верно для новых метчиков |
| 268 Резьбонарезные патроны для синхронного нарезания резьбы Преимущества вспомогательного инструмента Улучшенное качество нарезаемой резьбы | 944 Быстросменные резьбонарезные патроны для станков с реверсом Короткое исполнение, с упругой компенсацией несоответствия подачи шагу резьбы | 422 Цанговый патрон для метчика CoroChuck 970 с конусом ISO 7388-1 (DIN 69871) Технологическая оснастка для нарезания внутренней резьбы с синхронизацией | 435 Резьбонарезные цанговые патроны для метчиков CoroChuck 970 (DIN 6499-B) с инструментальным конусом 7/24 MAS-BT 403 JIS B 6339 Синхронное нарезание | 2561 Технология нарезания резьбы на станках с ЧПУ Рекомендации от немецкой компании Walter Для сокращения машинного времени при нарезке резьбы | |
См. | |||||
Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | Оснастка для токарных станков по металлу / Lathe tool holders | ||||
Устройство метчика / Thread taps for metal | Нарезание резьбы метчиками / Tapping | ||||
Типы резьб / Thread types and applications | Диаметр под резьбу / Tap drill sizes | ||||
Гидравлический патрон / Hydraulic chucks | Термопатроны / Shrink fit chuck | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
122 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Оснастка для станков с ЧПУ при нарезании метчиками внутренней резьбы в отверстиях заготовок из металлов и сплавов Назначение резьбонарезных патронов Оснастка для станков с ЧПУ при нарезании метчиками внутренней резьбы в отверстиях заготовок из металлов и сплавов Назначение резьбонарезных патронов _ Обычно при помощи резьбонарезного патрона решаются следующие проблемы: 1. Простой способ закрепления метчика с возможностью быстрой смены 2. Ограничение крутящего момента в соответствии с размером нарезаемой резьбы 3. Компенсация в осевом направлении по шагу нарезаемой резьбы Таким образом, существуют различные устройства, выполняющие эти задачи. БЫСТРОСМЕННАЯ РЕЗЬБОНАРЕЗНАЯ ОСНАСТКА Вставка для метчика без предохранительной муфты Последовательность операций 1. Вставьте метчик во вставку 2. Установите вставку с метчиком в ответную часть резьбового патрона Вставка для метчика без предохранительной муфты и с боковым резьбовым отверстием Вставка для метчика с внутренним квадратом 122 Станочная | |||||
123 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Особенности станочных резьбонарезных патронов Процесс машинного резьбонарезания Сложный баланс между вращением и осевым перемещением режущего инструмента Особенности станочных резьбонарезных патронов Процесс машинного резьбонарезания Сложный баланс между вращением и осевым перемещением режущего инструмента _ Иногда необходимо ограничивать осевое перемещение инструмента. При плохом контроле за осевым перемещением заборные или направляющие витки метчика могут подрезать витки нарезаемой резьбы, приводя к получению прослабленной и выходящей за пределы допуска резьбы. Растяжение – возможность свободного перемещения по оси вперед, позволяющая метчику “самозатягиваться” в обрабатываемое отверстие независимо от осевого перемещения шпинделя станка. Сжатие – возможность свободного перемещения по оси назад, работающая как подушка и позволяющая метчику резать на своей собственной подаче, независимой от осевой подачи шпинделя станка. | |||||
662 SANDVIK COROMANT 2010 Руководство по металлообработке Точение Фрезерование Сверление Стр.G53 | |||||
Резьбонарезные патроны разработаны для использования в металлорежущих станках оснащённых автоматической сменой инструмента Станочная оснастка Резьбонарезные патроны разработаны для использования в металлорежущих станках оснащённых автоматической сменой инструмента Станочная оснастка _ Для компенсации рассогласования в подаче инструмента и шаге нарезаемой резьбы необходимо конструктивно вводить компенсацию для снятия возникающих в процессе резания напряжений. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 501 Резьбонарезные патроны CoroChuck 970 предназначены для станочных технологических операций нарезания резьбы с синхронизацией Преимущества оснастки | 91 Конфигурации инструментальных наладок Guhring на многооперационный станок для нарезания резьбы метчиком Подвод СОЖ стандартный Различные конусы оборудования | 92 Резьбонарезной патрон Guhring Synchro с внутренним подводом смазочно охлаждающих технологических средств Минимальная продольная компенсация шпинделя и метчика | 158 Компактная резьбонарезная цанга Iscar с осевой компенсацией и плавающим механизмом для патронов с цангой ER32 Обеспечивает простое, быстрое и надежное сн | 159 Короткий резьбонарезной патрон Iscar для цанг ER Применение Осе-компенсационный тип для фрезерных станков с ЧПУ и револьверных токарных станков с реверси | 630 Метчиковые резьбонарезные патроны Bilz DSPL-D от LMT Tools для метчиков к сверлильным и резьбонарезным станкам Описание основных характеристик стан |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
1213 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Машинный метчик крупным планом Резьбонарезной инструмент немецкой инструментальной компании с внутренними каналами для подвода СОЖ в зону резания Машинный метчик крупным планом Резьбонарезной инструмент немецкой инструментальной компании с внутренними каналами для подвода СОЖ в зону резания _ смазочно-охлаждающей жидкости Иллюстрация процесса обработки резьбовых отверстий в металле Резьбонарезание Walter Prototyp | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also : 122
122 123
123 Сжатие / растяжение – возможность свободного перемещения по оси, предохраняющая от воздействия любых внешних сил во время обработки. Возможность свободного перемещения в радиальном направлении – позволяет скомпенсировать разницу в положении осей обрабатываемого отверстия и шпинделя станка. Не рекомендуется работать с ошибкой в положении осей. t 4- 123 Станочная оснастка
Сжатие / растяжение – возможность свободного перемещения по оси, предохраняющая от воздействия любых внешних сил во время обработки. Возможность свободного перемещения в радиальном направлении – позволяет скомпенсировать разницу в положении осей обрабатываемого отверстия и шпинделя станка. Не рекомендуется работать с ошибкой в положении осей. t 4- 123 Станочная оснастка Метчиковый патрон Возможны два исполнения С положительной компенсацией исполнение SE С предохранительной муфтой исполнение SES. Оба исполнения передают момент резания через квадрат метчика. Исполнение SES отличает наличие предустановленной предохранительной муфты которая срабатывает в случае превышения настроенного момента резания. Патроны для левой резьбы запрашиваются отдельно. SANDVIK Coromant G 53 Инструментальная оснастка Резьбонарезание Системы крепления метчиков Без внутреннего подвода СОЖ Cx-391.60 С внутренним подводом СОЖ и без С внутренним подводом СОЖ Cx-391.62 .63 ЧР Стандартный метчик. Наружное охлаждение 393.03-SES 393.03-SE Cx-391.61 393.61-SE Метчик с отверстием для подвода СОЖ Выбор инструментальной системы крепления Патроны Метчиковые инструментальные
Метчиковый патрон Возможны два исполнения С положительной компенсацией исполнение SE С предохранительной муфтой исполнение SES. Оба исполнения передают момент резания через квадрат метчика. Исполнение SES отличает наличие предустановленной предохранительной муфты которая срабатывает в случае превышения настроенного момента резания. Патроны для левой резьбы запрашиваются отдельно. SANDVIK Coromant G 53 Инструментальная оснастка Резьбонарезание Системы крепления метчиков Без внутреннего подвода СОЖ Cx-391.60 С внутренним подводом СОЖ и без С внутренним подводом СОЖ Cx-391.62 .63 ЧР Стандартный метчик. Наружное охлаждение 393.03-SES 393.03-SE Cx-391.61 393.61-SE Метчик с отверстием для подвода СОЖ Выбор инструментальной системы крепления Патроны Метчиковые инструментальные D287
D287Патрон резьбонарезной – Энциклопедия по машиностроению XXL
В державках 7 (табл. 7.19) закрепляются переходные цилиндрические втулки 10 VI И (табл. 7,20) оправки для насадных зенкеров и разверток 12 (табл. 7.21) патроны резьбонарезные 13 (табл. 7.22) расточные оправки 14 и расточные патроны 15, К резьбонарезным патронам прилагаются резьбонарезные головки с предохранительной муфтой (табл. 7.23).
[c.300]
7.21) патроны резьбонарезные 13 (табл. 7.22) расточные оправки 14 и расточные патроны 15, К резьбонарезным патронам прилагаются резьбонарезные головки с предохранительной муфтой (табл. 7.23).
[c.300]Патроны резьбонарезные с предохранительными головками с конусами 7 24 (по ТУ 2-035-0223723.001-90) [c.127]
| Рис. 6.14. Патрон резьбонарезной регулируемый |
Радиально-сверлильные станки с резьбонарезным патроном (для крупных резьб) [c.194]
Нарезание резьбы Выполняется одновременно со сверлением отверстий в одной из позиций Вертикально-сверлильный станок, резьбонарезной патрон Слесарная обработка 1 [c.540]
Вертикально-сверлильный станок, резьбонарезной патрон
[c. 541]
541]
Резьбы диаметром до 50 мм нарезают метчиками на сверлильных и агрегатно-сверлильных станках с использованием резьбонарезного патрона. При больших диаметрах резьбы нарезают резцом посредством специального приспособления, приводимого во вращение от шпиндельной коробки станка. Продольную подачу шпинделя выключают, а подачу резца осуществляют резьбовой втулкой и резьбовой гребенкой, имеющих резьбу с шагом, равным шагу нарезаемой резьбы. [c.224]
Конструкция кулачково-шарикового резьбонарезного патрона, разработанная в ЦНИИТМАШе (рис. 155, а), достаточно компактна и удобна в работе. Оригинальной конструкцией резьбонарезного патрона фрикционного типа следует считать конструкцию Уралмашзавода (рис. 155, б). Особенность конструкции этого патрона заключается в том, что при вращении гайки 4 сжимаются фрикционные диски, часть которых жестко связана с оправкой 1, [c.277]
| Рис. 155. Резьбонарезные патроны для метчиков М24 — М48 |
 Эти машины 12 отличаются от сверлильных инструментом, в качестве которого применяют метчики, и реверсивным устройством в трансмиссии, передающей движение от двигателя рабочему органу. На рис. 12.11 представлена кинематическая схема электрической резьбонарезной машины, трансмиссия которой состоит из двух планетарных передач 11-10-9-8 (при неподвижном венцовом колесе 9)и4 – 5 – 2. Шпиндель 7, свободно перемещаемый вдоль оси центрального колеса 2, на внешнем конце имеет патрон для крепления метчика с хвостовиком квадратного сечения, а на внутреннем конце – жестко соединенную с ним двухстороннюю кулачковую полумуфту 6. При нажатии на корпус машины в направлении подачи полумуфта 13, жестко соединенная с венцовым зубчатым колесом 8, входит в зацепление с полумуфтой 6, вследствие чего шпинделю передается от электродвигателя 12 правое вращение (на завинчивание метчика). Для возвратного вращения метчика (на его вывинчивание из резьбового отверстия) в случае нарезания резьбы в сквозных отверстиях корпус машины подают на себя.
Эти машины 12 отличаются от сверлильных инструментом, в качестве которого применяют метчики, и реверсивным устройством в трансмиссии, передающей движение от двигателя рабочему органу. На рис. 12.11 представлена кинематическая схема электрической резьбонарезной машины, трансмиссия которой состоит из двух планетарных передач 11-10-9-8 (при неподвижном венцовом колесе 9)и4 – 5 – 2. Шпиндель 7, свободно перемещаемый вдоль оси центрального колеса 2, на внешнем конце имеет патрон для крепления метчика с хвостовиком квадратного сечения, а на внутреннем конце – жестко соединенную с ним двухстороннюю кулачковую полумуфту 6. При нажатии на корпус машины в направлении подачи полумуфта 13, жестко соединенная с венцовым зубчатым колесом 8, входит в зацепление с полумуфтой 6, вследствие чего шпинделю передается от электродвигателя 12 правое вращение (на завинчивание метчика). Для возвратного вращения метчика (на его вывинчивание из резьбового отверстия) в случае нарезания резьбы в сквозных отверстиях корпус машины подают на себя. При этом полумуфта 6, удерживаемая в осевом направлении упирающимся в торцовую поверхность отверстия метчиком, выходит из зацепления с полумуфтой 13 я, при дальнейшей подаче корпуса на себя входит в зацепление с полумуфтой 2, выполненной заодно с центральным зубчатым колесом передачи второй ступени. В результате этих действий шпинделю сообщается левое вращательное движение с более высокой скоростью, и метчик вывинчивается из нарезанной им резьбы. В случае нарезания резьбы в глухих отверстиях ее глубину регулируют упором 3, закрепляя его на корпусе машины винтом 7. При достижении установленной глубины упор приходит в соприкосновение с телом нарезаемой детали, препятствуя дальнейшему перемещению корпуса в осевом направлении, а вращающийся шпиндель с ввинчивающимся в отверстие метчиком перемещается на отверстие, выводя полумуфту 6 из зацепления с полумуфтой 13. Для вращения метчика в обратном направлении поступают так же, как и в случае сквозных отверстий.
[c.348]
При этом полумуфта 6, удерживаемая в осевом направлении упирающимся в торцовую поверхность отверстия метчиком, выходит из зацепления с полумуфтой 13 я, при дальнейшей подаче корпуса на себя входит в зацепление с полумуфтой 2, выполненной заодно с центральным зубчатым колесом передачи второй ступени. В результате этих действий шпинделю сообщается левое вращательное движение с более высокой скоростью, и метчик вывинчивается из нарезанной им резьбы. В случае нарезания резьбы в глухих отверстиях ее глубину регулируют упором 3, закрепляя его на корпусе машины винтом 7. При достижении установленной глубины упор приходит в соприкосновение с телом нарезаемой детали, препятствуя дальнейшему перемещению корпуса в осевом направлении, а вращающийся шпиндель с ввинчивающимся в отверстие метчиком перемещается на отверстие, выводя полумуфту 6 из зацепления с полумуфтой 13. Для вращения метчика в обратном направлении поступают так же, как и в случае сквозных отверстий.
[c.348]
При установке в магазин особое внимание необходимо обращать на инструмент, работающий с первоначально ориентированным шпинделем, так как он должен быть установлен в ячейку определенным образом.
 Кроме того, необходимо проверить заточку инструмента крепление сверлильных патронов на конусе оправки и сверл в патроне крепление концевых фрез в переходных втулках крепление инструмента в цанговых патронах настройку резьбонарезных патронов и закрепление метчика в переходной втулке крепление насадных зенкеров и разверток на плавающих оправках биение сверл и метчиков при установке в патроны с целью его уменьшения.
[c.323]
Кроме того, необходимо проверить заточку инструмента крепление сверлильных патронов на конусе оправки и сверл в патроне крепление концевых фрез в переходных втулках крепление инструмента в цанговых патронах настройку резьбонарезных патронов и закрепление метчика в переходной втулке крепление насадных зенкеров и разверток на плавающих оправках биение сверл и метчиков при установке в патроны с целью его уменьшения.
[c.323]Расстановку инструментов в гнезда магазина, револьверной головки выполняют в соответствии с программной картой. При этом необходимо тщательно сверить номер инструмента (оправки) с номером гнезда магазина, а на станках, где кодируется номер инструмента, установить соответствующую кодовую комбинацию на хвостовике оправки. Необходимо проверить заточку инструмента, крепление сверлильных патронов на конусе оправки и сверл в патроне настройку резьбонарезных патронов и закрепление метчика в переходной втулке крепление насадных зенкеров и
[c. 386]
386]
Плашками нарезают резьбу как вручную, так и на различных станках токарной, сверлильной, резьбонарезной групп. Круглые плашки (рис. 1.38, а) устанавливают на станках в специальных патронах и закрепляют тремя-четырьмя винтами. Нарезание плашками — малопроизводительный процесс. [c.51]
Использование универсальных сверлильных и резьбонарезных станков. Наиболее эффективно процесс нарезания резьбы осуществляется на приспособленных для этой цели сверлильных станках, снабженных специальными резьбонарезными патронами и отрегулированных на определенный крутящий момент (усилие). При внезапном увеличении нагрузки на метчик (что может произойти [c.269]
На фиг. 211 изображен другой регулируемый резьбонарезной патрон, предложенный слесарем-новатором ленинградского завода Экономайзер П. Л. Ивановым. [c.270]
Фиг. 210. Резьбонарезной патрон, регулируемый на необходимую величину крутящего момента.
|
И — силовые головки 3 — шестеренные редукторы 4 — гидропанели управления 5 — гидроприводы подач 6 — гидравлический блок управления 7 электрический блок управления 8 — шпин-дельные коробки 9 — корпусные детали 10 — механизмы доводки шпинделей И — фрезерные головки 12 — промежуточные валики 13 — зубчатые колеса 14 втулки 15 — концы шпинделей и удлинителей 16 — шпиндели 17 — оправки 18 — резьбонарезные устройства 19 патроны 20 — фиксирующие устройства 21 — приводы поворота барабанов 22 — делительно-поворотные столы 23 — зажимные устройства 24 — загрузочные устройства 25 — цилиндры 26 — сигнализация 27 — электрошкафы 28 — пульты управления 29 — силовые салазки 30 — направляющие плиты 31 — винты подачи 32 — основания 33 — боковые станины 34 — колонны 35 — станины подставки 36 — станины круглые. [c.367]
[c.367]
Самовыключающиеся от упора патроны применяют для нарезания резьбы метчиком (и круглыми плашками) на револьверных станках и автоматах, а также на многошпиндельных резьбонарезных станках. После прекращения продольной подачи шпинделя станка от действия упора дальнейшее ввинчивание метчика в нарезаемое отверстие заставляет выдвигаться подвижную часть патрона (рис. 112, а) до тех пор, пока шпилька 3, жестко связанная с оправкой 2, не выйдет из зацепления со шпилькой 1, выдвигаемой части патрона 4. [c.223]
Конические метчики (табл. 141) применяют для нарезания конической дюймовой резьбы с углом профиля 60° (по ГОСТ 6111—52) и трубной конической резьбы (по ГОСТ 6211 — 81) на сверлильных и резьбонарезных стайках с использованием специальных патронов, позволяющих регулировать величину передаваемого крутящего момента. [c.227]
Токарно-револьверные роторы, снабженные вместо механизмов включения вращательного привода отдельными для каждого шпинделя реверсивными муфтами включения, обеспечивающими также, в общем случае, и изменение числа оборотов шпинделя при обратном вращении, могут быть применены и для выполнения, наряду с операциями сверления, растачивания, обтачивания, развертывания и т. п. также и резьбонарезных операций посредством метчиков или плашек, смонтированных в соответствующих патронах на инструментодержателях револьверных х-оловок.
[c.91]
п. также и резьбонарезных операций посредством метчиков или плашек, смонтированных в соответствующих патронах на инструментодержателях револьверных х-оловок.
[c.91]
Точный останов Подвод с одной стороны Грубое позиционирование Нарезание резьбы резьбонарезным патроном Дополнительные коды управления пуском, свободно выбираемые и имеющие выход из системы [c.161]
Рис. 3.34 (продолжение) с диапазоном зажима 20-40 мм 5 – втулка переходная для концевых фрез 6 – патрон цанговый с диапазоном зажима 5-20 мм 7 – втулка переходная для инструмента с конусом Морзе с лапкой 8 – втулка переходная с конусом Морзе с резьбовым отверстием 9 – державка для регулируемых патронов, втулок и оправок 10 – оправка расточная для чернового растачивания отверстий II – оправка расточная для чистового растачивания 12 – оправка сборная для чистового растачивания 13 – оправка для подрезных пластин 14 – головка расточная двухзубая 15 – головка расточная универсальная 16 – патрон регулируемый цанговый с диапазоном зажима 5-25 мм 17 – втулка регулируемая с внутренним конусом Морзе 18 – втулка регулируемая длинная с внутренним конусом Морзе 19 – оправка регулируемая для насадных зенкеров и развёрток 20 – патрон регулируемый резьбонарезной 21 – оправка регулируемая для чернового растачивания 22 – оправка регулируемая расточная двухзубая 23 – оправка регулируемая для крепления пластин первых сверл 24 – оправка регулируемая для дисковых фрез 25 – патрон расточной регулируемый 26 – патрон сверлильный трехкулачковый с конусом Морзе 27 – патрон резьбонарезной с конусом Морзе 28 – патрон расточной с конусом Морзе 29 – оправка для насадных зенкеров и разверток с конусом Морзе
[c. 601]
601]
Патроны резьбонарезные тип Bilz (вставки для крепления метчиков см, табл. 66 и 67) [c.382]
| Фиг. 26. Неподвижный резьбонарезной агрегат с подачей метчиков индивидуальными маточными гайками (завод, Станкоконструкция ) I — электродвигатель 2 — червяк, приводимый от нормализованного шпинделя или валика и вращающий диски с упорами, управляющими с помощью конечных переключателей реверсом и остановкой двигателя I 3 — выдвижные оправки, вращающие ходовые винты 4, перемещающие метчнки через плавающие по оси патроны 5 — индивидуальные маточные гайки. |
Примененне специальных приспособлений с ручным приводом. Нарезание резьбы с помощью ручных дрелей примерно в 3 раза производительнее нарезания резьбы с использованием воротков. Ручными дрелями нарезают резьбы диаметром до 6 мм. Для работы зажимают метчик в патроне дрели и включают зубчатую передачу при нарезании резьбы диаметром до 4 мм работают на большей скорости, а при нарезании резьбы больших диаметров — на малой скорости. Дрель следует держать в руках так, чтобы не было перекоса метчика относительно оси отверстия. Более крупные резьбы нарезают либо на станках, либо на стационарных резьбонарезных приспособлениях с зубчатой передачей (фиг. 207, а). Приспособление с вертикальным расположением метчика обеспечивает более точное направление инструмента (фиг. 207, б), облегчает процесс нарезания резьбы и повышает его производительность.
[c.267]
Ручными дрелями нарезают резьбы диаметром до 6 мм. Для работы зажимают метчик в патроне дрели и включают зубчатую передачу при нарезании резьбы диаметром до 4 мм работают на большей скорости, а при нарезании резьбы больших диаметров — на малой скорости. Дрель следует держать в руках так, чтобы не было перекоса метчика относительно оси отверстия. Более крупные резьбы нарезают либо на станках, либо на стационарных резьбонарезных приспособлениях с зубчатой передачей (фиг. 207, а). Приспособление с вертикальным расположением метчика обеспечивает более точное направление инструмента (фиг. 207, б), облегчает процесс нарезания резьбы и повышает его производительность.
[c.267]
Для высокопроизводительного нарезания внутренних и наружных резьб на станках применяются также специальные винтонарезные головки. Они имеют ряд преимуществ перед резьбонарезными патронами. С помощью головок резьба, как правило, нарезается за один проход после нарезания головка раскрывается, т. е. режущие элементы ее выходят из резьбы, освобождая деталь резьба получается чистой и точной, так как головки любой конструкции можно регулировать на требуемый размер резьбы, а режущие элементы их выполняются шлифованными.
[c.271]
е. режущие элементы ее выходят из резьбы, освобождая деталь резьба получается чистой и точной, так как головки любой конструкции можно регулировать на требуемый размер резьбы, а режущие элементы их выполняются шлифованными.
[c.271]
Оборудование и поиспособления при машинном нарезании резьбы сверлильные (см. гл. I), резьбонарезные станки, механизированный инструмент (см. гл. II), предохранительные патроны (табл. 53), [c.258]
Самооткрывающиеся резьбонарезные головки со вставными плашками применяются на автоматах, так как дают возможность не тратить времени на перемену хода станка при свинчивании плашки с нарезаемого изделия и при этом предохраняют плашки от порчи. На фиг. 229 показана такая головка, в радиальных прорезях которой установлены четыре плашки. В самораздвижных патронах применяются также круглые дисковые плашки, дающие точную резьбу благодаря своему шлифованному профилю. [c.290]
В зависимости от расположения шпинделя резьбонарезные станки делятся на вертикальные и горизонтальные.
 Первые применяются на практике больше, чем вторые. Режущим инструментом резьбонарезных станков является метчих, укрепляемый в шпинделе станка при помощи цангового патрона.
[c.156]
Первые применяются на практике больше, чем вторые. Режущим инструментом резьбонарезных станков является метчих, укрепляемый в шпинделе станка при помощи цангового патрона.
[c.156]На рис. 94 показан способ нарезани л резьбы в отверстии матрицы с помощью механического метчика на резьбонарезном станке. Прежде чем приступить к нарезанию резьбы в отверстии матрицы 2, необходимо проверить состояние станка. Затем вставить и закрепить метчик 3 в трехкулачковом патроне 4, после чего хвостовик патрона вставить в конус шпинделя 6 станка. По шкале масштабной линейки и нониусу шпиндельной головки устанавливают требуемый размер глубины нарезания резьбы. После этого пальцами левой руки слегка прижимают матрицу 2 к плоскости стола 1 станка и аккуратно подводят к метчику, затем правой рукой захватывают рукоятку 5 шпин- [c.88]
На рис. 95 показан способ нарезания резьбы в отверстии матрицы штампа при помощи резьбонарезной автоматической головки, установленной на сверлильном станке. Процесс нарезания резьбы производится теми же способами, как и на резьбонарезном станке. Головка может быть установлена на любом сверлильном станке. Головка состоит из корпуса 7, во внутренней части которой вмонтировано автоматическое устройство, соединенное с храповичком хвостовика б и вращающимся патроном 8, в котором закреплен винтом 3 машинный метчик 2. На верхней части корпуса 7 установлено регулирующее кольцо 5 со шкалой, устанавливающей размер глубины резьбы в отверстии матрицы 1. При нарезании резьбы вначале захватывают левой рукой рукоятку 4 и удерживают (от вращения) корпус 7 с кольцом 5, в это время храповичок хвостовика 6 (нставленный в конус шпинделя),
[c.89]
Процесс нарезания резьбы производится теми же способами, как и на резьбонарезном станке. Головка может быть установлена на любом сверлильном станке. Головка состоит из корпуса 7, во внутренней части которой вмонтировано автоматическое устройство, соединенное с храповичком хвостовика б и вращающимся патроном 8, в котором закреплен винтом 3 машинный метчик 2. На верхней части корпуса 7 установлено регулирующее кольцо 5 со шкалой, устанавливающей размер глубины резьбы в отверстии матрицы 1. При нарезании резьбы вначале захватывают левой рукой рукоятку 4 и удерживают (от вращения) корпус 7 с кольцом 5, в это время храповичок хвостовика 6 (нставленный в конус шпинделя),
[c.89]
Восстановленный резьбонарезной станок RIDGID® 535 V3 с головкой 811A и плашками
Станок для нарезания труб Steel Dragon Tools® (восстановленный) RIDGID® 535 версии 3 был очищен, отремонтирован и подготовлен для профессионального использования. Каждая машина Steel Dragon Tools® (восстановленная) RIDGID® разбирается, очищается, проверяется, окрашивается, повторно собирается и тестируется. Все станки Steel Dragon Tools® (восстановленные) RIDGID® работают как новые и имеют гарантию на один (1) год от дефектов производителя.
Каждая машина Steel Dragon Tools® (восстановленная) RIDGID® разбирается, очищается, проверяется, окрашивается, повторно собирается и тестируется. Все станки Steel Dragon Tools® (восстановленные) RIDGID® работают как новые и имеют гарантию на один (1) год от дефектов производителя.
В комплект входит:
- Steel Dragon Tools® (Восстановленный) RIDGID® 535 V3 Трубный резьбонарезной станок.
- Steel Dragon Tools® (восстановленная) Развертка для труб RIDGID® 341.
- Steel Dragon Tools® (восстановленная) Универсальная быстросъемная штамповочная головка RIDGID® 811A.
- Один (1) набор универсальных штампов для быстрорежущей стали New RIDGID® 47765 от 1/2 до 3/4 дюйма.
- Один (1) комплект New RIDGID® 47770 Универсальные штампы для быстрорежущей стали от 1 до 2 дюймов.
- Подставка в комплект не входит.
Технические характеристики:
- Диаметр трубы: 1/8 дюймадо 2 дюймов (от 3 мм до 50 мм).

- Усилие болта: от 1/4 дюйма до 2 дюймов (от 6 мм до 50 мм).
- Двигатель: 1/2 л.с., однофазный, 115 В, 50/60 Гц, 36 об / мин.
- Управление двигателем: назад / выключено / вперед управляется ножным переключателем.
- Скорость шпинделя: 36 об / мин (без нагрузки).
- Патрон: Speed Chuck ™ со сменными кулачковыми кулачками.
- Задний центрирующий механизм: кулачковый, поворачивается с патроном.
- Масляный насос: самовсасывающий геротор.
- Развертка: от 3 до 50 мм (от 1/8 дюйма до 2 дюймов), правая, конус с пятью зубьями.
- Фреза: Самоцентрирующаяся, полностью плавающая круглая фреза 820.
- Адаптер стойки: прикрепите старые машины 535 к новой стойке.
- Для использования с полуавтоматическими головками 816/817, самооткрывающимися головками 815 или быстросъемными головками 811A.
ВНИМАНИЕ! Этот продукт может подвергать вас воздействию химических веществ, включая алюминий, медь, свинец и ди_2_этилгексил_фталат_дехп, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или другие нарушения репродуктивной функции, раздражение дыхательных путей, нейротоксичность и / или иммунотоксичность. Для получения дополнительной информации посетите www.P65Warnings.ca.gov. Вымойте руки после работы.
Для получения дополнительной информации посетите www.P65Warnings.ca.gov. Вымойте руки после работы.
 с.
с. В этом видео подробно рассматривается процесс восстановления силового привода RIDGID® 300, но каждая из наших машин и деталей выполнена с одинаковым вниманием к деталям, и конечным результатом является высококачественный восстановленный инструмент с гарантией.
Определение резьбы шпинделя токарного станка, чтобы найти правильный переходник пластины NOVA
Домой Определение резьбы шпинделя токарного станка, чтобы найти правильный переходник пластины NOVA
Определение резьбы шпинделя токарного станка, чтобы найти правильный переходник пластины NOVA
1. См. Таблицу вставок / переходников (ниже), чтобы узнать, присутствует ли ваш токарный станок в списке.
Если указан, запишите артикул: ______ (например, IDNS, IENS и т. Д.)
Д.)
2. Размер резьбы, если его нет в списке, можно найти в руководстве или торговой литературе.
Запишите следующие данные:
Марка машины:
Размер резьбы модели машины (если известен):
Внутренняя резьба (левая – левая или правая правая или оба:
(Посмотрите на нашу таблицу вставок / переходников ниже, чтобы найти ваш размер)
3. Если у вас нет руководства, обратитесь к поставщику, чтобы получить копию руководства и узнать размер шпинделя. Если у них нет информации, вы можете позвонить своему производителю. (Тогда посмотрите нашу таблицу вставок / адаптеров ниже, чтобы найти свой размер).
4. Если у вас есть достоверная информация о размере резьбы вашего шпинделя, но в таблице нет совпадения, у вас может быть необычный токарный станок
, для которого у NOVA нет адаптера. Вам нужно будет приобрести пустой патрон или пустую вставку / переходник и нарезать резьбу в соответствии с вашими требованиями.
5. Если вы не можете найти информацию о размере резьбы шпинделя, вам нужно будет сделать некоторые измерения на шпинделе токарного станка. Эти измерения нужно проводить только в том случае, если вы не можете найти информацию где-либо еще.
ВЫПОЛНИТЕ ЭТИ ИЗМЕРЕНИЯ:
1. Наружный диаметр резьбы:
2. Шаг резьбы:
3. Длина резьбы:
4. Диаметр регистра:
5. Длина регистра :
Осторожно:
Убедитесь, что резьба на адаптере и шпинделе токарного станка имеет точно такой же шаг и стандарт.Даже если размер резьбы один и тот же, существуют разные стандарты резьбы, например UNC / UNF и BSW. Использование несоответствующей стандартной резьбы может привести к повреждению как токарного станка, так и патрона, поэтому вам необходимо точно знать резьбу шпинделя.
Ссылка для быстрого различения унифицированных (UNC или UNF) и британских (BSF или BSW) стандартов:
ПЛОСКИЙ ВЕРХ = угол 60 ° (UNC, UNF, метрическая резьба) КРУГЛЫЙ ВЕРХ = угол 55 °: Whitworth, BSW, BSF
Термины:
BSF: британский стандарт тонкой очистки
BSW: британский стандарт Whitworth
RH: правая
LH: левая сторона
TPI: количество резьбы на дюйм
UN: унифицированный национальный стандарт
UNC: унифицированный грубый стандарт
UNF: унифицированный тонкий Standard
UNS: унифицированный специальный
Эти перечисленные размеры резьбы представляют собой размер, в который преобразуется адаптер (например,грамм. Размер резьбы, указанный в таблице, должен соответствовать размеру резьбы на шпинделе токарного станка.)
Размер резьбы, указанный в таблице, должен соответствовать размеру резьбы на шпинделе токарного станка.)
Пластины патрона из NOVA
| Артикул | Резьба Диам. | Шаг | Резьба Направление | Стандартный | Совместимые Токарные станки | Установочный винт |
|---|---|---|---|---|---|---|
| I2NS | M20 | 2 | Tyme Cub | |||
| I3NS | M20 | 1.5 | Электра Бекум, Multico Sumaro | |||
| I6NS | 3/4 ″ | Обычное отверстие | M6 | |||
| I7NS | 1 1/8 ″ | 8ТПИ | UN (НЕ UNC) | |||
| I8NS | 7/8 ″ | 12ТПИ | LH | NS | ||
| I9NS | 3/4 ″ | 16TPI | RH | (с регистром 6 мм) | ||
| IANS | 3/4 ″ | 4ТПИ | RH | BSP | TL1000 (до 1986 г. ) ) | |
| IBNS | 3/4 ″ | 4ТПИ | LH | BSP | TL1000 (до 1986 г.) | |
| ICNS | 1 ″ | 10TPI | RH | BSF | TL1000, Вудфаст / Дерден | |
| IDNS | 1 ″ | 8ТПИ | RH | UNC | Delta, Rockwell, Golding, General, NOVA Comet (Северная Америка) и токарные станки Mercury | |
| IENS | 1 ″ | 12ТПИ | RH | UNF | Myford ML8 Тернстайлер | |
| IHNS | 3/4 ″ | 10TPI | RH | BSW | Rockwell Хомкрафт | |
| ИИНС | М24 | 3 | RH | B-Line Arundel K600 / K450 | ||
| IJNS | 1 1/8 ″ | 12ТПИ | RH | BSW | Myford Mystro Masterlathe (Новая Зеландия) | |
| ИКНС | М18 | 2. 5 5 | RH | Elu DB 180 | ||
| ILNS | 1 1/4 ″ | 8ТПИ | RH | NOVA Galaxi, NOVA Saturn, NOVA DVR 3000, NOVA XP, NOVA 1624 и 1624 II (Северная Америка), Laguna Revo | M6 | |
| IMNS | 1 ″ | 10TPI | LH | BSF | TL1000 Вудфаст / Дерден | |
| ИННС | Заглушка (с резьбой до 28 мм) | |||||
| ИОНОВ | 1 1/8 ″ | 7ТПИ | RH | BSW | Мортон | |
| IQNS | M30 | 3.5 | RH | NOVA TL1500 / 3000 / Comet (Европейское и Южное полушарие) Woodfast | ||
| IRNS | 1 ″ | 8ТПИ | RH | Jet 1221 Токарный станок | ||
| ISNS | 5/8 ″ | Обычное отверстие | Разработан специально для машин Shopsmith Pro V и Power Pro | M6 | ||
| ITNS | 1 ″ | 8ТПИ | Двойная резьба, левая и правая | Мини-токарный станок NOVA Mercury | ||
| ИУНС | 1 1/8 ″ | 12ТПИ | RH | UNF | Тайваньские токарные станки | |
| ИВНС | 7/8 ″ | 14ТПИ | RH | NF | ||
| IYNS | 1 1/4 ″ | 8ТПИ | RH | Для токарных станков не имеет обратной токарной способности | ||
| IWNS | M25 | 2 | RH | Tyme Avon (’83 г. ) и Classic Tanner SD165, Selbix Springwood, Sorby, Cotech ) и Classic Tanner SD165, Selbix Springwood, Sorby, Cotech | ||
| IXNS | 1 ″ | 8ТПИ | RH | Разработанный специально для токарного станка NOVA Comet II Midi, модель оснащена фиксатором для функции реверса. | M6 | |
RIDGID® 34162419 Ниппельный патрон, для использования с: резьбонарезным станком модели 1224, 3 дюйма NPT
Твоя цена: / {{vm.product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}Список цен: {{vm.product.properties.basicListPriceDisplay}} / {{vm.product.unitOfMeasureDescription || vm.product.unitOfMeasureDisplay}}
Войдите в свою учетную запись для получения индивидуальных цен
{{section. sectionName}}:
sectionName}}:
{{вариант.описание}}
{{section.sectionName}} Выберите {{section.sectionName}}
.{{styleTrait.nameDisplay}} {{styleTrait.unselectedValue? “”: “Выбрать”}} {{styleTrait.unselectedValue? styleTrait.unselectedValue: styleTrait.nameDisplay}}
Этот товар нельзя добавить в корзину.
 attributesTabSortOrder === ‘DisplayFirst’ && (vm.product.attributeTypes.length > 0 || vm.product.brand.name)”> Атрибуты
attributesTabSortOrder === ‘DisplayFirst’ && (vm.product.attributeTypes.length > 0 || vm.product.brand.name)”> Атрибуты- Документы
- Характеристики
- Атрибуты
- Документы
| Марка |  product.brand.name”/> product.brand.name”/> |
| {{attributeValue.valueDisplay}} {{$ last? ”: ‘,’}} |
| Марка | |
| {{attributeValue.valueDisplay}} {{$ last? ”: ‘,’}} |
доля
Электронное письмо было успешно отправлено. Электронное письмо не было отправлено, проверьте данные формы.
Электронное письмо не было отправлено, проверьте данные формы.
– AAA Products International
Размеры резьбы
Машина Handy-Thread имеет прочную конструкцию и полностью регулируется во всех отношениях. В Стандартная машина будет нарезать или наматывать нити от 1/8 “до 5/8” N.C., N.F. или 16 мм с правильные головы.
Требования к электрооборудованию
Стандартная нереверсивная машина использует однофазный двигатель мощностью 1-1 / 2 л.с., 1725 об / мин, 115 В, 60 Гц. электродвигатель с 3-контактной заземленной вилкой. Он должен быть подключен к 3-контактному заземленному розетка на 20 ампер на 115 вольт.
Подача сжатого воздуха
Стандартная машина требует подачи сжатого воздуха с минимальным манометрическим давлением 85 фунтов на квадратный дюйм, с
пропускная способность около 1/2 SCFM (стандартных кубических футов в минуту). Если сжатый воздух не
доступен на заводе, или желательна отдельная установка, небольшой воздушный компрессор на 1/2 л.с.
который будет обеспечивать по крайней мере 85 фунтов на квадратный дюйм, должен быть достаточным для большинства рабочих мест. Компрессор должен
использоваться с ресивером (накопительным баком) емкостью от 10 до 30 галлонов.
Если сжатый воздух не
доступен на заводе, или желательна отдельная установка, небольшой воздушный компрессор на 1/2 л.с.
который будет обеспечивать по крайней мере 85 фунтов на квадратный дюйм, должен быть достаточным для большинства рабочих мест. Компрессор должен
использоваться с ресивером (накопительным баком) емкостью от 10 до 30 галлонов.
Смазочно-охлаждающая жидкость или охлаждающая жидкость
Современная химия разрабатывает множество новых и улучшенных смазочно-охлаждающих жидкостей.Свяжитесь с вашим местным
поставщик режущих инструментов, если у вас нет специального источника для покупки СОЖ. В
жидкость должна иметь вязкость не выше 200 SSU (расчетная при 100 ° F). Минимум 5
литров, а в резервуаре Handy-Thread требуется максимум 8 кварт. При заполнении
резервуара, налейте жидкость в поддон для стружки. Он будет стекать через экран чипа в
резервуар.
При заполнении
резервуара, налейте жидкость в поддон для стружки. Он будет стекать через экран чипа в
резервуар.
Осторожность! Не смешивайте смазочно-охлаждающие жидкости разных типов из-за возможности образование смол, которые забивают насос, трубку охлаждающей жидкости или головку.
Если трубка для выпуска жидкости засорилась, ее обычно можно прочистить с помощью обдувного пистолета. не снимая его с машины.Продуйте трубку назад. При необходимости удалить его для чистки, открутите трубу, выходящую из опорной плиты машины, и потяните за трубка.
Осторожность! Работа насоса без смазочно-охлаждающей жидкости может привести к его повреждению. Если жидкость нежелательна
для заправки определенных материалов выключите насос с помощью селекторного переключателя на
электрический блок управления.
Если жидкость нежелательна
для заправки определенных материалов выключите насос с помощью селекторного переключателя на
электрический блок управления.
Если смазочно-охлаждающая жидкость слишком густая (слишком высокая вязкость), насос может испытывать трудности с подбирая его при первом запуске машины и холодной жидкости. Это может случиться даже с более жидкими жидкостями в холодную погоду.
Осторожность! Не используйте легковоспламеняющиеся или ароматические растворители для разбавления СОЖ из-за: опасность пожара.
Снятие / установка головки
Чтобы установить или снять головку в сборе, снимите защитный кожух для смазочно-охлаждающей жидкости и ослабьте (примерно на 2
поворачивает) установочный винт (ы) с головкой под торцевой ключ в шпинделе за головкой. Переместите защелку вилки штампа
пруток вправо и вытащите бронзовую вилку штампа из паза в штамповочной головке.Смерть
Теперь головка готова к снятию, потянув ее к оператору. Не бейте по штампу
голова, если туго; вставьте тонкий клин или отвертку между головкой штампа и шпинделем.
Переместите защелку вилки штампа
пруток вправо и вытащите бронзовую вилку штампа из паза в штамповочной головке.Смерть
Теперь головка готова к снятию, потянув ее к оператору. Не бейте по штампу
голова, если туго; вставьте тонкий клин или отвертку между головкой штампа и шпинделем.
Некоторые штамповочные головки имеют штамповочные блоки, которые можно легко удалить, пока штамповочная головка остается в корпусе. машина. Это позволяет быстро изменить размер резьбы или шаг резьбы.Обратитесь к инструкции руководство для вашей конкретной марки штамповочной головки и действуйте соответствующим образом.
Чтобы переустановить штамповочную головку, вставьте хвостовик в отверстие шпинделя. Убедитесь, что квартира
на хвостовике головки находится точно по центру под установочным винтом (-ами) шпинделя. Слегка постучите по штамповочной головке мягким молотком до тех пор, пока ее основание не упрется в конец штампа.
шпинделя, затем затяните оставшиеся установочные винты в шпинделе, опустите вилку матрицы в ее
паз, потяните защелку бугеля влево и установите на место защиту для СОЖ.Следующий,
выберите направляющую втулку штока подходящего размера, которая устанавливается на пластину каретки, и поверните на 1/8
поверните по часовой стрелке. Направляющие втулки стержня примерно на 1/32 дюйма больше диаметра стержня.
быть нарезным.
Убедитесь, что квартира
на хвостовике головки находится точно по центру под установочным винтом (-ами) шпинделя. Слегка постучите по штамповочной головке мягким молотком до тех пор, пока ее основание не упрется в конец штампа.
шпинделя, затем затяните оставшиеся установочные винты в шпинделе, опустите вилку матрицы в ее
паз, потяните защелку бугеля влево и установите на место защиту для СОЖ.Следующий,
выберите направляющую втулку штока подходящего размера, которая устанавливается на пластину каретки, и поверните на 1/8
поверните по часовой стрелке. Направляющие втулки стержня примерно на 1/32 дюйма больше диаметра стержня.
быть нарезным.
Затем отвинтите стопорную гайку цанги на воздушном патроне и снимите цангу. Установить
цангу для размерного стержня, на который нужно нарезать резьбу, соберите стопорную гайку цанги и затяните.
Установить
цангу для размерного стержня, на который нужно нарезать резьбу, соберите стопорную гайку цанги и затяните.
Обрезание одиночной резьбы
Для нарезания резьбы только на одном конце стержня или для нарезания резьбы одинаковой длины на противоположных концах стержня.
того же стержня, сначала убедитесь, что на манометре отображается давление воздуха не менее 85 фунтов на квадратный дюйм. Если
давление низкое, поднимите его с помощью регулятора давления, расположенного под электрическим управлением
коробка.Установите переключатель «Alt-Cont- # 1» в положение № 1 (правое). Индикатор
должен загореться индикатор, расположенный внутри селекторного переключателя. Установите правый кулачок переключателя (тот, что на
более длинную полоску переключателя) на желаемую длину нити, считывая шкалу спереди
(оператор) конец панели переключателей. Затяните ручку кулачка с накаткой вручную. Если заправлять
материала, для которого требуется смазочно-охлаждающая жидкость или охлаждающая жидкость, включите селекторный переключатель насоса и подождите
пока не начнет течь жидкость.Отрегулируйте положение трубки для жидкости, чтобы направить полный поток
жидкости на стержень непосредственно перед тем, как он попадет в матрицу.
Затяните ручку кулачка с накаткой вручную. Если заправлять
материала, для которого требуется смазочно-охлаждающая жидкость или охлаждающая жидкость, включите селекторный переключатель насоса и подождите
пока не начнет течь жидкость.Отрегулируйте положение трубки для жидкости, чтобы направить полный поток
жидкости на стержень непосредственно перед тем, как он попадет в матрицу.
Проденьте стержень, который нужно продеть, через направляющую втулку стержня и цангу, упираясь рычаг остановки поворота. Осторожно подтолкните каретку к фильерной головке. Не ударяйте стержень в штамповочную головку, потому что он может сломать нарезку.
После зацепления стержня с головкой штампа примерно на 1/8 дюйма, стержень будет вытягиваться штампом. до тех пор, пока кулачок переключателя не коснется, при этом головка автоматически откроется.
воздушным цилиндром головки штампа.
до тех пор, пока кулачок переключателя не коснется, при этом головка автоматически откроется.
воздушным цилиндром головки штампа.
Осторожно! Не начинайте заправлять нить, если давление воздуха не ниже 85 фунтов на кв. давление. Датчик установлен на воздушном клапане цанги. Без достаточного количества воздуха давление на цангу не будет надежно зажимать стержень, и головка не откроется, когда кулачок переключателя срабатывает. Если после начала заправки вы обнаружите, что давление воздуха менее 85 фунтов на квадратный дюйм, выключите электродвигатель как можно быстрее, чтобы предотвратить цангу от заклинивания в головку штампа. Используйте кнопку «Стоп» на блоке управления.
Примечание. Для резьбовых стержней, длина которых меньше примерно 7 дюймов, стержни должны быть вставлены.
в цангу с противоположной стороны. В этом случае направляющие втулки стержня и качель
стопорные сборки не используются. Дополнительный узел поворотной стопорной тяги (поставляется с каждым
Handy-Thread machine) вставляется вместо направляющей втулки штока и регулируется для обеспечения
стопор нужной глубины, когда стержень вставляется в цангу.Стержни длиной до 1 дюйма
можно продеть таким образом. Узел ограничителя поворота можно оставить на месте во время заправки резьбы.
короткие стержни или, если нужно нарезать большое количество коротких стержней, полный стопор поворота
сборку можно снять, ослабив два винта с головкой под торцевой ключ в верхней части стопорного стержня.
скобка.
Для резьбовых стержней, длина которых меньше примерно 7 дюймов, стержни должны быть вставлены.
в цангу с противоположной стороны. В этом случае направляющие втулки стержня и качель
стопорные сборки не используются. Дополнительный узел поворотной стопорной тяги (поставляется с каждым
Handy-Thread machine) вставляется вместо направляющей втулки штока и регулируется для обеспечения
стопор нужной глубины, когда стержень вставляется в цангу.Стержни длиной до 1 дюйма
можно продеть таким образом. Узел ограничителя поворота можно оставить на месте во время заправки резьбы.
короткие стержни или, если нужно нарезать большое количество коротких стержней, полный стопор поворота
сборку можно снять, ослабив два винта с головкой под торцевой ключ в верхней части стопорного стержня.
скобка.
При использовании дополнительного узла упора поворотной штанги правила измерения на панели переключателей не будет использоваться.Придется сделать пробный отрез, и если длина резьбы слишком мала, кулачок переключателя необходимо переустановить, чтобы резьба была немного длиннее. Через некоторое время опыт правильной длины будет произведен на первом или втором испытании.
Альтернативная нарезка резьбы
Альтернативная нарезка резьбы – это нарезание резьбы на противоположных концах одного стержня на разные
длины.Машину можно настроить на попеременное выполнение более короткой, а затем более длинной нити. В
оператор может нарезать стержень на одном конце, затем вынуть его и снова вставить противоположный конец для
разная длина нити. Чтобы настроить машину Handy-Thread на альтернативную заправку нити, сначала поверните ее.
селекторный переключатель «Alt-Cont- # 1» в положение «Alt» (влево). Индикатор загорится
светится только при каждом втором ходе каретки.Когда он загорится, следующая длина нити будет
который установлен на правом кулачке переключающей планки, обычно с большей длиной резьбы. Далее устанавливаем левую
Кулачок переключающей планки для более короткой и правый кулачок переключающей планки для большей длины резьбы. В виде
машина поставляется с завода, более короткий кулачок переключающей планки может быть установлен до 3-1 / 2 ”
и кулачок правой переключающей планки с длиной резьбы до 6 дюймов.
Чтобы настроить машину Handy-Thread на альтернативную заправку нити, сначала поверните ее.
селекторный переключатель «Alt-Cont- # 1» в положение «Alt» (влево). Индикатор загорится
светится только при каждом втором ходе каретки.Когда он загорится, следующая длина нити будет
который установлен на правом кулачке переключающей планки, обычно с большей длиной резьбы. Далее устанавливаем левую
Кулачок переключающей планки для более короткой и правый кулачок переключающей планки для большей длины резьбы. В виде
машина поставляется с завода, более короткий кулачок переключающей планки может быть установлен до 3-1 / 2 ”
и кулачок правой переключающей планки с длиной резьбы до 6 дюймов.
Непрерывная нарезка резьбы
Непрерывная нарезка резьбы – это нарезание резьбы длиной более 6 дюймов. Чтобы установить Handy-Thread
машины для непрерывной заправки, сначала поверните переключатель «Alt-Cont- # 1» в положение
“Продолж.” (среднее) положение. В этом режиме активен только правый кулачок переключающей планки. Когда
достигнута длина, установленная на правой переключающей планке, патрон открывается, а головка остается
закрыто. Внимание: в это время удочка будет вращаться, поэтому необходимо предусмотреть страховку.
безопасность оператора.Когда каретка возвращается в нейтральное (заднее) положение, патрон
закроется на детали и позволит продеть дополнительную длину стержня. Продолжать
измените длину стержня, на который хотите нарезать резьбу. Непосредственно перед последним циклом желаемого
длину резьбы, переключите переключатель «Alt-Cont- # 1» в положение «# 1» (влево).
Чтобы установить Handy-Thread
машины для непрерывной заправки, сначала поверните переключатель «Alt-Cont- # 1» в положение
“Продолж.” (среднее) положение. В этом режиме активен только правый кулачок переключающей планки. Когда
достигнута длина, установленная на правой переключающей планке, патрон открывается, а головка остается
закрыто. Внимание: в это время удочка будет вращаться, поэтому необходимо предусмотреть страховку.
безопасность оператора.Когда каретка возвращается в нейтральное (заднее) положение, патрон
закроется на детали и позволит продеть дополнительную длину стержня. Продолжать
измените длину стержня, на который хотите нарезать резьбу. Непосредственно перед последним циклом желаемого
длину резьбы, переключите переключатель «Alt-Cont- # 1» в положение «# 1» (влево). Когда право
Полоса переключателя достигнута на этот раз, головка откроется.Выключите машину, чтобы остановить
вращение головки и высвобождение стержня из патрона. Важно выключить
машину перед возвратом каретки в нейтральное положение, чтобы предотвратить повреждение резьбы.
Чтобы определить настройку правой панели переключателей, разделите длину нужной нити.
для ровных циклов менее 6 дюймов (т. е. для нарезания резьбы 15,75 дюйма установите переключатель на 5.25 дюймов и
выполнить 3 цикла).
Когда право
Полоса переключателя достигнута на этот раз, головка откроется.Выключите машину, чтобы остановить
вращение головки и высвобождение стержня из патрона. Важно выключить
машину перед возвратом каретки в нейтральное положение, чтобы предотвратить повреждение резьбы.
Чтобы определить настройку правой панели переключателей, разделите длину нужной нити.
для ровных циклов менее 6 дюймов (т. е. для нарезания резьбы 15,75 дюйма установите переключатель на 5.25 дюймов и
выполнить 3 цикла).
Принадлежности Handy-Thread
Стандартные аксессуары, поставляемые с машиной Handy-Thread, включают пять размеров
быстросменные направляющие втулки стержня, каждая с отверстием немного больше, чем стержень, который будет
резьбовой. Эти втулки предназначены для поддержки стержня и ввода его в цангу.Также
В комплект входит вспомогательный упор для стержня для нарезания резьбы очень коротких стержней. Эта остановка используется
вместо ограничителя поворота для коротких стержней и поворачивается на пластину каретки.
Эти втулки предназначены для поддержки стержня и ввода его в цангу.Также
В комплект входит вспомогательный упор для стержня для нарезания резьбы очень коротких стержней. Эта остановка используется
вместо ограничителя поворота для коротких стержней и поворачивается на пластину каретки.
В стандартной машине используются стандартные цанги № 11. Они не предоставляются, если не указано иное.
по вашему заказу. Круглые цанги с шагом 1/64 дюйма диаметром от 1/8 дюйма до 13/16 дюйма являются
можно приобрести в компании AAA Products.Стержни большего размера, до 1 дюйма в диаметре, можно удерживать с помощью
дополнительная специальная втулка цанги, стопорная гайка цанги и использование стандартной цанги № 21.
За информацией обращайтесь в подразделение Jiffy Products компании AAA Products International. Специальный
цанги для удержания шестигранных и квадратных стержней также доступны на заводе.
Специальный
цанги для удержания шестигранных и квадратных стержней также доступны на заводе.
Скорость нарезания резьбы
Тип материала, его твердость и диаметр определяют максимальную скорость вращения шпинделя.
который можно использовать.Стандартная машина оснащена шкивами двигателя и шпинделя, чтобы иметь
скорость вращения шпинделя 400 об / мин. Это хорошая скорость для широкого спектра работ нарезания резьбы,
для холоднокатаной (низкоуглеродистой) стали диаметром до 1/2 дюйма с соответствующей смазочно-охлаждающей жидкостью.
Стержни большего размера из этого материала обычно можно нарезать резьбой на этой скорости, хотя срок службы штампа
может быть уменьшено. Однако при длительных производственных циклах скорость вращения шпинделя на стержнях должна быть уменьшена. более 1/2 дюйма в диаметре.Очень важно, чтобы правильное количество
смазочно-охлаждающей жидкости и направлять ее на стержень как можно ближе к месту
где материал попадает в матрицу.
более 1/2 дюйма в диаметре.Очень важно, чтобы правильное количество
смазочно-охлаждающей жидкости и направлять ее на стержень как можно ближе к месту
где материал попадает в матрицу.
Если необходимо нарезать резьбу в стержнях диаметром менее 3/8 дюйма, скорость шпинделя может быть уменьшена. увеличен за счет замены шкива мотора на шкив большего диаметра.Мы рекомендуем вам умереть проконсультироваться с производителем для получения наилучшей скорости резания конкретного материала вместе с рекомендации по смазке или охлаждающей жидкости.
Для нарезания резьбы более твердых материалов, таких как нержавеющая или высокоуглеродистая сталь, шпиндель
следует работать с меньшей скоростью. Стандартный шкив, поставляемый на стандартных агрегатах, может быть
заменен дополнительным шкивом.Это стандартные шкивы зубчатого ремня для ремня шириной 1 дюйм,
и его можно приобрести либо на заводе, либо у местного дилера по передаче электроэнергии. Это
Неважно менять шкивы на малый пробег малых шатунов.
Стандартный шкив, поставляемый на стандартных агрегатах, может быть
заменен дополнительным шкивом.Это стандартные шкивы зубчатого ремня для ремня шириной 1 дюйм,
и его можно приобрести либо на заводе, либо у местного дилера по передаче электроэнергии. Это
Неважно менять шкивы на малый пробег малых шатунов.
Для достижения максимальной производительности машина должна, по возможности, работать на самых высоких оборотах в минуту или на максимальных оборотах.
поверхностная скорость (SFM), рекомендованная производителем головки.При беге на более высоких скоростях
особенно на стержнях большого диаметра или при нарезании более твердых материалов, особенно
важно использовать правильное количество подходящей смазочно-охлаждающей жидкости и следить за тем, чтобы
должным образом.
Замена ремня и / или шкива
Снимите кожух приводного ремня и ослабьте ручки регулировки натяжения ремня.Снимите ремень и шкив мотора. Установите сменный шкив. Совместите шкивы двигателя и шпинделя, затем затяните винты шкива. Установите ремень, затем отрегулируйте ручки натяжения ремня, чтобы легкое натяжение ремня. Установите кожух ремня. Осторожно! Не используйте машина без кожуха ремня.
Как измерить резьбу патрона
Как измерить резьбу патрона
Какая резьба у моего токарного станка , как ее измерить, какие патроны хорошие и какие купить? вот ответ!
В Европе существует тенденция производить токарные станки с M33x3. Соединение 5 мм, потому что это стандарт DIN.
Соединение 5 мм, потому что это стандарт DIN.
Этот стандарт также стандартизирован многими импортными брендами.
Тем не менее, есть много машин с унифицированными штуцерами или в дюймах. Знайте размер резьбы вашего станка
Поэтому очень важно иметь возможность выбирать шпиндели, колодки и т. Д.
Ознакомьтесь с инструкциями по токарному станку, здесь вы должны найти размер атаки. Если нет, спросите, кто продал вам токарный станок: вы, конечно, должны знать, как передать эти сведения о
.
Но если вы не можете найти размер резьбы своего токарного станка, вот как вы можете его измерить (вам нужен вентезимальный или цифровой калибр): измерьте диаметр и шаг или расстояние между гребнями спирали галтеля.
(Важно учитывать, что Ø резьбы всегда на пару десятых меньше номинального диаметра резьбы, например, если мы измеряем резьбу M33 x 3,5 мм, мы найдем Ø около 32,8 мм).
В таблице 1 мы указываем метрическую резьбу (ISO или S. I. thread, международная система) наиболее часто используется на токарных станках.
I. thread, международная система) наиболее часто используется на токарных станках.
Стол для метрической резьбы
| Таблица 1. Метрическая резьба | ||
| Ø в мм | Расст. гребень резьбы | Метрический размер |
| 18 | 2,5 | M18 x 2,5 |
| 20 | 2 | M20 x 2 |
| 20 | 1.5 | M20 x 1,5 |
| 24 | 3 | M24 x 3 |
| 25 | 2 | M25 x 2 |
| 30 | 1,5 | M30 x 1,5 |
| 30 | 3,5 | M30 x 3,5 |
| 33 | 3,5 | M33 x 3,5 DIN 800 |
В таблице 2 вы найдете резьбу в дюймах (дюймах или британской системе мер): в этом случае шаг не измеряется между двумя выступами, но легче подсчитать количество выступов в промежутке в 1 дюйм, т. Е. 25 .4 мм.
Е. 25 .4 мм.
| Таблица 2 – Имперская резьба | ||||
| Диаметр резьбы | tpi или шаг в мм | |||
| Ø в мм | Ø в дюймах | Кол-во точек на дюйм (т / дюйм) | Расст. гребень резьбы | дюймовые размеры резьбы |
| 12,700 | 1/2 “ | 20 | 1,27 | 1/2 дюйма x 20 т / дюйм |
| 19 050 | 3/4 “ | 16 | 1,59 | 3/4 дюйма x 16 точек на дюйм |
| 19 050 | 3/4 “ | 14 | 1,81 | 3/4 дюйма x 14 т / дюйм |
| 19 050 | 3/4 “ | 10 | 2,54 | 3/4 дюйма x 10 т / дюйм |
| 22,225 | 7/8 “ | 14 | 1,81 | 7/8 дюйма x 14 точек на дюйм |
| 25 400 | 1 “ | 12 | 2,12 | 1 дюйм x 12 точек на дюйм |
| 25 400 | 1 “ | 10 | 2,54 | 1 дюйм x 10 точек на дюйм |
| 25 400 | 1 “ | 8 | 3,18 | 1 дюйм x 8 точек на дюйм |
| 28,575 | 1 1/8 “ | 12 | 2,12 | 1 1/8 дюйма x 12 точек на дюйм |
| 28,575 | 1 1/8 “ | 7 | 3,62 | 1 1/8 дюйма x 7 точек на дюйм |
| 31,750 | 1 1/4 “ | 8 | 3,18 | 1 1/4 дюйма x 8 точек на дюйм |
| 38,100 | 1 1/2 “ | 6 | 4,23 | 1 1/2 дюйма x 6 точек на дюйм |
| 38,100 | 1 1/2 “ | 8 | 3,18 | 1 1/2 дюйма x 8 точек на дюйм |
В вашем распоряжении ряд адаптеров, позволяющих установить шпиндели на токарный станок.
Важное примечание
При завинчивании шпинделя убедитесь, что он идеально подходит; в противном случае шпиндель не будет вращаться вокруг оси 90–160 и это очень опасно (проблема касается некачественной продукции).
Если эта страница была для вас полезна, поставьте «Нравится», дайте знать своим друзьям, она также может быть им полезна.
Восстановленный станок для нарезки труб с автоматическим патроном RIDGID® 535A V3 84097
Восстановленный станок для резьбонарезания труб с автоматическим патроном RIDGID® 535A V3 84097
- Артикул: RD-RF-535A-V3
- UPC: 8198647
- Размеры: 36 “x 24” x 24 “
- Вес: 260 фунтов
Наша восстановленная машина для нарезки труб RIDGID® 93287 нового поколения 535A V3 оснащена гребенкой с мелкими зубьями. Каждая Машина полностью разбирается, обезжиривается, очищается, окрашивается, собирается с новыми деталями и тестируется.
Каждая Машина полностью разбирается, обезжиривается, очищается, окрашивается, собирается с новыми деталями и тестируется.
Характеристики
- Большой масляный резервуар на 1,75 галлона и лоток для стружки на 100% больше. Обеспечивает более длительную непрерывную нарезку резьбы
- Просторная верхняя крышка для удобного хранения инструментов и принадлежностей
- Каретка с высоким просветом
- Автоматический патрон с четырьмя двусторонними коваными кулачками обеспечивает более плавную работу и возможность мгновенного центрирования и захвата заготовки
- Может использоваться с резьбовыми головками моделей 141 и 161
- Измеритель длины для быстрой и точной резки
Технические характеристики
- Диаметр трубы: 1/8 ″ -2 ″ (3–50 мм)
- Усилие болта: 1/4 ″ -2 ″ (6-50 мм)
- Двигатель: 1/2 л.с., однофазный, 115 В, 50/60 Гц, универсальный реверсивный двигатель на 15 А.
 (36 об / мин)
(36 об / мин) - Переключатели: FOR / OFF / REV и ножной переключатель с интегрированной защитой
- Патрон: Автоматический патрон со сменными кулачковыми пластинами (3)
- Задний центрирующий механизм: кулачковый, поворачивается с патроном
- Фрезы: самоцентрирующиеся, плавающие. Колесный резак № 820, диаметр трубы 1/8 ″ -2 ″ (3–50 мм), диаметр болта 1/4 ″ -1 ″ (6–25 мм).
- Скорость шпинделя: стандартная 36 об / мин (без нагрузки)
- Развертка: конус с 5 зубьями, правая, 1/8 ″ -2 ″ (3–50 мм).
- Масляный насос: самовсасывающий героторный масляный насос.
Восстановленная RIDGID® 97065 811A Универсальная быстросъемная матричная головка 1/8 ″ – 2 ″
- Универсальные штамповочные головки правосторонние и извлекают масло через головку
- Рычаг быстрого открытия для легкой настройки
- Диаметр трубы 1/8 – 2 дюйма
- Усилие болта 1/4 – 2 дюйма
Steel Dragon Tools® 47765 SDT-47770 SDT HSS RH NPT Универсальные трубные плашки
- Изготовлен из быстрорежущей стали
- NPT Правая резьба
- Заменяет номер детали RIDGID® 47765 (1/2 ″ -3/4 ″) и 47770 (1 ″ -2 ″)
В этом видео подробно рассматривается процесс восстановления силового привода RIDGID® 300, но каждая из наших машин и деталей выполнена с одинаковым вниманием к деталям, и конечным результатом является высококачественный восстановленный инструмент с гарантией.
Steel Dragon Tools® предлагает широкий выбор инструментов профессионального уровня и высококачественных запасных частей. Опираясь на годы производственного совершенства и в сочетании с новейшими технологиями, продукты Steel Dragon Tools обеспечивают невероятное мастерство по непревзойденной цене.
Мы не являемся официальным дистрибьютором продуктов RIDGID® и / или Ridge. Знаки RIDGID® являются товарными знаками RIDGID, Inc и используются только в целях идентификации продукта.
Инструменты, отремонтированные и восстановленные Steel Dragon Tools, аннулируют оригинальные гарантии и сертификаты Ridge Tool.
Трубонарезные станки | Рид Мануфактура
Технические характеристики
| Каталожный номер | Код изделия | Описание | Вместимость | Масса брутто | ||
|---|---|---|---|---|---|---|
| дюйм-ном. | фактический наружный диаметр мм | фунтов | кг | |||
| 5401TMSO [1] | 05365 | Станок для нарезания резьбы 1/2 л.с., 120 В, однофазный, 60 Гц, плашки NPT [2] | 1/8 – 2 трубы 1 / 4-2 Болт | 30-50 Труба 6-50 Болт | 175 | 79,4 |
| 5401TMSOENPT | 05368 | Станок для нарезания резьбы 1/2 л. с., 240 В, однофазный, 60 Гц, плашки NPT [2] с., 240 В, однофазный, 60 Гц, плашки NPT [2] | 1/8 – 2 Трубка 1/4 – 2 Болта | 30-50 Трубка 6-50 Болт | 175 | 79.5 |
| 5401TMSOEBSPT | 05369 | Станок для нарезания резьбы 1/2 л.с., 240 В, однофазный, 60 Гц, плашки BSPT [2] | 1/8 – 2 трубы 1/4 – 2 болта | 30-50 труб 6-50 Болт | 175 | 79,5 |
Недоступно для продажи в Китае.
КОМПЛЕКТА включают трубонарезной станок, педальный переключатель, ножки, универсальную штамповочную головку R811, 1 галлон масла для резки Threadguard и по одному комплекту универсальных штампов для быстрорежущей стали: 1/2 “- 3/4” и 1 “- 2 ”NPT или BSPT, в зависимости от модели.
ПРИМЕЧАНИЕ: 5401TMSO Threading Machines доставляется грузовым автотранспортом.
Дополнительная информация
Трубонарезной станок с приводом от электродвигателя REED мощностью ½ лошадиных сил центрирует, зажимает трубы и кабелепровод и вращает их во время выполнения операций нарезки, нарезания резьбы и развертывания.Его масляная система оснащена самовсасывающим насосом, который обильно наполняет трубу маслом при нарезании резьбы. Удобное открытое рабочее пространство включает в себя большой встроенный масляный резервуар и легко снимаемый поддон для сбора металлической стружки. Номинальная способность резьбы болта составляет ¼ ”- 2”, а для трубы – 1/8 ”- 2”. Имеется большой ход каретки (8 1/2 дюймов) и зазор каретки. Трехспицевый маховик с зубчатой передачей и реечной системой легко перемещает каретку и запускает штампы на трубу для нарезания резьбы. Система включает в себя трубонарезной станок, ножную педаль, ножки , Универсальная штамповочная головка R811, 1 галлон масла для резки Threadguard и два набора универсальных штампов из быстрорежущей стали (не из сплава!): ½ “- ¾” и 1 “- 2” NPT.
Номинальная способность резьбы болта составляет ¼ ”- 2”, а для трубы – 1/8 ”- 2”. Имеется большой ход каретки (8 1/2 дюймов) и зазор каретки. Трехспицевый маховик с зубчатой передачей и реечной системой легко перемещает каретку и запускает штампы на трубу для нарезания резьбы. Система включает в себя трубонарезной станок, ножную педаль, ножки , Универсальная штамповочная головка R811, 1 галлон масла для резки Threadguard и два набора универсальных штампов из быстрорежущей стали (не из сплава!): ½ “- ¾” и 1 “- 2” NPT.
