Резьбу на стержне нарезают чем: Чем нарезать резьбу – виды и назначение инструмента
alexxlab | 28.01.1992 | 0 | Разное
Способы, методы нарезания резьбы. Чем нарезают резьбу
Чем нарезают резьбу?
Основные методы создания резьбы следующие: 1 — нарезание резьбовыми резцами или резьбовыми гребенками; 2 — нарезание плашками, резьбонарезными головками и метчиками; 3 — накатывание при помощи плоских или круглых накатных плашек; 4 — фрезерование с помощью специальных резьбовых фрез; 5 — шлифование абразивными кругами.
Нарезание резьбы резцами. С помощью резьбовых резцов и гребенок на токарно-винторезных станках нарезают резьбу как наружную, так и внутреннюю (внутренняя резьба, начиная с диаметра 12 мм и выше).
Способ нарезания резьбы резцами характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т. д. Достоинством этого способа является простота режущего инструмента и сравнительно высокая точность получаемой резьбы.
Рис. 32
Нарезание резьбы плашками и метчиками. На рис. 33 показаны плашки, которые по своим конструктивным особенностям делятся на круглые — I и II (лерки) и раздвижные — III (клупповые).
Круглые плашки, имеющие применение на монтажных, заготовительных и других работах, предназначены для нарезания наружной резьбы диаметром до 52 мм в один проход. Для более крупной резьбы применяют плашки особой конструкции, которые фактически служат лишь для зачистки резьбы после предварительной нарезки ее другими инструментами.
Раздвижные плашки состоят из двух половин, вставляющихся в клупп и постепенно сближающихся в процессе резания.
Рис. 33
33
При нарезании резьбы на металлорежущих станках (II) плашка устанавливается и закрепляется в специальном патроне или приспособлении (рис. 34). Деталь подается в калибрующую часть вращающейся плашки. Внутреннюю крепежную резьбу в подавляющем большинстве случаев нарезают метчиками.
Метчик (рис. 35) представляет собой стальной стержень с резьбой, разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные.
Рис. 35
Последовательность получения резьбы в глухих отверстиях такова (рис. 36): вначале высверливают гнездо, куда в дальнейшем будет завернута шпилька или винт. Диаметр сверла должен быть выбран из табл. рекомендуемых стандартом ГОСТ 9150-81 величин. Резьбу нарезают комплектом из двух или трех метчиков (малого, среднего и нормального, чистового) в зависимости от размера резьбы.
Для метрической резьбы с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической резьбы с мелким шагом и трубной резьбы — из двух.
Накатывание резьбы. Основной промышленный метод изготовления резьбы в настоящее время — накатка на специальных резьбонакатных станках, имеющих корпус трехроликовой головки 1, ролико- держатель 2 и накатной ролик 3 (рис. 37). Деталь 4 зажимается в тисках суппорта. В этом случае при большой производительности обеспечивается получение высокого качества изделия (формы, размеров и шероховатости поверхности).
Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Схематически это выглядит так. Деталь прокатывают между двумя плоскими плашками (рис. 38. I) или цилиндрическими роликами (рис. 38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
38. II, III), имеющими резьбовой профиль, и на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм, наименьший 1 мм; длина накатываемой резьбы 60…80 мм.
Рис. 36
Рис. 37
Фрезерование резьбы. Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. В этом случае вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. Периодически происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали (рис. 39).
Шлифование точной резьбы. Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках — калибрах, резьбовых роликах и т. д.
Рис. 38
Рис. 39
39
Рис. 40
Сущность процесса заключается в том, что шлифовальный круг, расположенный к детали под углом подъемна резьбы, при быстром вращении и при одновременном медленном вращении детали с подачей вдоль оси на величину шага резьбы за один оборот вырезает (вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два-четыре и более прохода (рис. 40).
Как нарезать резьбу плашкой? — РИНКОМ
Как нарезать резьбу плашкой? — РИНКОМГлавная
Статьи
Как нарезать резьбу плашкой? Как нарезать резьбу плашкой?
18 ноября 2016
Гирин Кирилл
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
Рис. 1. Плашки
1. Плашки
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
| Метрическая резьба | Трубная резьба | ||||
| наружный диаметр резьбы, мм | диаметр стержня, мм | диаметр резьбы, дюймы | диаметр стержня, мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 5 | 4,92 | 4,84 | G 1/2 | 20,7—21,3 | 20,4 |
| 6 | 5,92 | 5,80 | G 5/8 | 22,7—23 | 22,4 |
| 8 | 7,90 | 7,80 | G 3/4 | 26,2—26,8 | 25,9 |
| 10 | 9,90 | 9,80 | G 7/8 | 30,0 | 29,9 |
| 12 | 11,88 | 11,76 | G 1 | 33,5 | 32,7 |
| 14 | 13,82 | 13,70 | G 1/4 | 42,3 | 41,4 |
| 15 | 15,82 | 15,70 | G 1 1/2 | 48 | 47,1 |
| 18 | 17,82 | 17,70 | G 2 | 60 | 58,3 |
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.

Рис. 2. Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение.
 Это требует навыка и далеко не у всех получается с первого раза.
Это требует навыка и далеко не у всех получается с первого раза.
Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
- УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.

- ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
1 августа 2022
Токарная резьба
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Нарезание резьбы. Внутренняя и наружная резьба
1. Нарезание резьбы
Внутренняя и наружная резьба2. Нарезание наружной резьбы
Резьба представляет собой винтовую канавку, образованную на деталяхвращения. Широко применяется для соединения деталей между собой
(крепежная) и для передачи движения (как, например, в ходовом винте
токарного станка).
Основные элементы резьбы: угол подъема винтовой линии а, шаг
резьбы р, угол профиля у, наружный и внутренний диаметры. В
зависимости от назначения резьбового соединения применяются разные
типы резьбы.
По направлению витков резьба бывает правой и левой. Чаще всего
нарезают правую резьбу.
Для нарезания наружной крепежной резьбы используют специальный
инструмент—плашки. Они бывают круглые, резьбонакатные и
раздвижные.
 Круглая плашка выполнена в виде гайки из закаленной
Круглая плашка выполнена в виде гайки из закаленнойстали. Резьбу плашки пересекают сквозные продольные отверстия.
Образовавшиеся режущие кромки в форме клина и канавки обеспечивают
резание заготовки и одновременный выход стружки. . Для того чтобы
торец стержня (заготовки) лучше входил в плашку с торцевых сторон, ее
резьба имеет меньшую высоту профиля. Это так называемая заборная
часть. Круглые плашки в соответствии со стандартом предусмотрены для
нарезания метрической резьбы диаметром от 1 до 76 мм. Их закладывают
в гнезда плашкодержателя и фиксируют там шпильками со шлицем для
отвертки.
Элементы
резьбы.
Виды резьбы:
а—правая; б—
левая.
В корпусе резьбонакатной плашки установлены накатные регулируемые
ролики с резьбой. Металл заготовки не режется, а выдавливается. За счет
этого поверхность резьбы получается более чистой, а сама резьба—более
качественной и точной.
Раздвижные призматические плашки состоят из
двух раздвигающихся и отодвигающихся полуплашек.

Для того чтобы нарезать резьбу плашкой на стержне, надо
сначала узнать наружный диаметр резьбы и и ее шаг р. Эти
данные обозначены на плашке. Затем по таблице определить диаметр
стержня для этой резьбы и выбрать заготовку.
Виды плашек:
а—круглая; б—резьбонакатная; в—раздвижная.
Таблица для определения диаметра стержня для резьбы.
При этом надо обязательно
учитывать, что, когда
нарезают резьбу, металл,
особенно медь, мягкая сталь,
«тянется». В результате этого
диаметр стержня немного
увеличивается и усиливается
давление на резьбовую
поверхность плашки. Она
нагревается, стружка налипает
на режущие кромки, и резьба
становится «рваной». Все это
снижает ее качество. Поэтому
диаметр стержня должен быть
меньше наружного диаметра
резьбы на 0,1…0,3 мм в
зависимости от размера
резьбы. Если диаметр
стержня будет меньше на
0,4…0,5 мм внешнего диаметра
резьбы, то профиль резьбы
получается неполным.

Нарезание резьбы
плашкой: а — снятие
фаски; б — установка
заготовки по угольнику;
в — установка
плашки; г — нарезание
резьбы; д — проверка
качества резьбы.
Выбранную
заготовку надо
выправить,
разметить, отрезать
по разметке и,
закрепив ее в
тисках, напильником
снять фаску
для того, чтобы заборная часть плашки легче захватывала металл. Следует
проверить качество плашки внешним осмотром и навинчиванием ее на болт
или шпильку с неповрежденной резьбой. Необходимо также тщательно
проверить качество закрепления плашки в плашкодержателя, чтобы
исключить возможный ее перекос и проскальзывание в гнезде.
Перед нарезанием резьбы размечают на стержне ее длину, стержень
закрепляют в тисках так, чтобы выступающий над верхней плоскостью губок
конец был больше нарезаемой части на 20…25 мм. Стержень ставят по
угольнику под углом 90° к верхним плоскостям губок. Плашку, закрепленную в
плашкодержателя, накладывают на верхний торец
стержня и с небольшим нажимом, не допуская перекоса плашки, вращают ее.

После нарезания 1—2 ниток резьбы, еще раз проверяют совпадение осей
вращения плашки и стержня.
После этого смазывают маслом резьбовую часть стержня,
нарезку плашки и вращают плашку, равномерно нажимая на
обе рукоятки плашкодержателя . Вращение должно
быть возвратно-поступательным: Один-два оборота вправо и
пол-оборота влево. При этом стружка ломается, выходит через
продольное отверстие. Это облегчает нарезание резьбы и улучшает ее
качество.
Качество нарезанной резьбы в условиях производства проверяют
резьбовыми микрометрами, резьбовыми калибрамикольцами и резьбовыми
пробками. В школьных условиях допускается проверка резьбы гайками.
После окончания работы плашку вынимают из плашкодержателя, тщательно
очищают щеткой от стружки, протирают ветошью и смазывают маслом.
Нарезание резьбы плашкой можно выполнять и на токарном
Станке.
При нарезании резьбы плашку следует надежно закреплять в
плашкодержателя. При работе соблюдайте осторожность, чтобы рука не
попала между рукояткой плашкодержателя и опорой.
 Для смазки пользуйтесь
Для смазки пользуйтеськисточкой или масленкой. Не сдувайте стружки с плашки, а пользуйтесь
щеткой сметкой. Не допускайте попадания масла на одежду, руки.
На предприятиях применяют закаленные винты, которые
ввинчивают через пробитые отверстия в двух или нескольких
соединяемых деталях из листового металла. Винты, нарезая в
отверстиях резьбу, соединяют эти детали. Такой способ резьбового
соединения экономичен и ускоряет процесс сборки. На многих предприятиях
сейчас применяются закаленные самовыдавливающие винты для стальных и чугунных деталей, твердость которых,
меньше, чем твердость винтов.
Резьбу на болтах и шпильках небольшого диаметра делают на токарных
станках-автоматах одновременно с изготовлением самих болтов. Винты и
болты также штампуют на прессах.
В массовом производстве широко распространена накатка наружной резьбы.
После прохода между валиками на стержне образуется резьба. В некоторых
резьбонарезных устройствах вместо валиков используются пластины из
твердого сплава.

8. НАРЕЗАНИЕ ВНУТРЕННЕЙ РЕЗЬБЫ
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком . Он состоитиз хвостовика и рабочей части. Хвостовиком метчик крепится в воротке или
патроне станка. Рабочая часть метчика представляет собой винт с
продольными или винтовыми канавками для нарезания резьбы. Как и в
плашках, в рабочей части метчика имеется заборная часть для облегчения
входа инструмента в отверстие. Винтовые канавки, аналогично продольным
отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте,
включающем два метчика для резьбы диаметром до 3 мм и три (№ 1—
черновой, № 2—средний и № 3—чистовой) для резьбы диаметром больше 3
мм. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной
части и различную форму профилей. На хвостовой части всех метчиков
комплекта выбиты круговые риски(1,2,3) или проставлены номера метчиков,
а также указаны размеры резьбы—диаметр и шаг.

Для вращения метчика при нарезании резьбы ручным способом
применяют приспособление—вороток.
Прежде чем приступить к нарезанию резьбы в отверстии,
выполняют разметку места отверстия с обязательным его накерниванием. С
учетом размеров будущей резьбы по таблице подбирают диаметр сверла.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая
диаметр отверстия.
Нарезание резьбы
метчиком; а — установка
метчика; б — проверка
угольником установки
метчика; в — нарезание
резьбы; г — проверка
качества резьбы.
Поэтому диаметр сверла должен быть несколько больше внутреннего и
меньше наружного диаметра резьбы. Если диаметр отверстия меньше
требуемого, метчик сломается, а если больше—резьба будет неполной,
ослабленной.
Просверленное отверстие обрабатывают зенкером. Применение этого
инструмента позволяет улучшить качество, уменьшить конусность, овальность
боковой поверхности отверстия. Зенкером работают так же, как и сверлом.

Для качественного нарезания резьбы важно правильно закрепить деталь в
тисках и установить в отверстии первый метчик. Деталь закрепляют так,
чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а
метчик—перпендикулярен плоскости детали и губкам. Перпендикулярность
(угол 90°) проверяют угольником.
Нарезают резьбу следующим образом .Сначала устанавливают метчик № 1.
Предварительно его резьбовую часть смазывают маслом. Прижимая левой
рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока
метчик не врежется на 1—2 нитки. Одновременно следят за сохранением
прямого угла, при необходимости направляя метчик. После того как метчик
занял правильное устойчивое положение и началось нарезание резьбы,
вороток берут обеими руками и вращают с легким нажимом, перехватывая
через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в
канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.

Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2,
заправляют в резьбу, устанавливают вороток и нарезают. Окончательно
доводят резьбу метчиком № 3 и проверяют резьбу.
Глухие отверстия под резьбу просверливают на глубину несколько
большую, чем длина резьбы.
При нарезании резьбы в вязких и мягких металлах необходимо
периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих
отверстиях. Обязательно надо периодически смазывать нарезаемую резьбу
маслом.
Какой из них лучше для вас
Перейти к содержимому На строительных площадках резьбовой стержень используется для крепления труб, кабелепроводов, воздуховодов и других строительных элементов. Для головки используется легированная сталь, а для режущих матриц используется термообработанная сталь.
Резка резьбовых стержней из мягкой стали с помощью фрез для резьбовых стержней выполняется быстро, чисто и устраняет необходимость в шлифовке или опиловке. В этой статье мы рассмотрели 4 фрезы для резьбовых стержней от разных производителей.
Содержание
Резьбовой стержень MilwaukeeБесщеточный резьбовой стержень M18TM — это специальное решение Milwaukee для резки низкоуглеродистой стали, нержавеющей стали и грубых резьбовых стержней 1/4″, 3/8″ и 1/2″ на место работы.
Аккумуляторный резак с резьбовым стержнем приводится в действие бесщеточным двигателем, обеспечивающим более 400 резов, и питанием от аккумулятора M18TM REDLITHIUMTM 2,0 Ач.
Вращая гребенки, одним инструментом можно нарезать резьбовые стержни разных размеров. Вы можете навинтить гайку вручную, не обтачивая концы, благодаря прямой видимости всех резьбонарезных станков и вырезам без заусенцев.
Для уменьшения образования стружки и искрения при резке в станке для резки стержней используется оптимизированная геометрия лезвия и скорость резки. Вы можете выполнять быстрые повторяющиеся разрезы благодаря автоматически открывающейся губке, а кнопка реверса помогает предотвратить случайные разрезы.
Подрезка над головой одной рукой упрощается благодаря центральному захвату, а резка на столе упрощается благодаря плоской горизонтальной конструкции.
Резьбовой стержень DewaltРезьбовой стержень (DCS350) режет резьбовые стержни различных размеров, например, стержни с крупной резьбой из мягкой стали 1/4″, 3/8″ и 1/2″ , а также стержни из нержавеющей стали с крупной резьбой 1/4″ и 3/8″.
Вращение режущей матрицы до размера, который вы хотите отрезать, позволит вам отрезать резьбовые стержни трех разных размеров, используя один и тот же инструмент.
Благодаря устранению стружки и искр во время резки, устройство обеспечивает простой способ навинчивания крепежных деталей без очистки резьбы. При резке или обрезке резьбовых стержней резак для резьбовых стержней повышает контроль, устраняя быстро движущиеся режущие лезвия или колеса, которые могут заедать.
Благодаря скорости инструмента вы сможете выполнить до 350 резов 3/8″ на одном заряде аккумулятора. Устройство оснащено ярким светодиодным рабочим освещением, переключателем прямого/обратного/блокировочного выключения и подвесным крюком. Полная линейка сменных штампов и аксессуаров также доступна, но не входит в комплект поставки.
Резьбовой стержень Makita Компания Makita разработала аккумуляторный стержень для резки стальных стержней с помощью бесщеточного аккумуляторного резака LXT на 18 В. Аккумулятор емкостью 5,0 Ач (продается отдельно) может нарезать до 1300 резьбовых стержней и 1200 резьбовых стержней из нержавеющей стали с крупной резьбой 3/8″.
Аккумулятор емкостью 5,0 Ач (продается отдельно) может нарезать до 1300 резьбовых стержней и 1200 резьбовых стержней из нержавеющей стали с крупной резьбой 3/8″.
Благодаря своей компактной конструкции идеально подходит для нарезания резьбовых стержней, установленных над головой. Он обеспечивает чистый и без заусенцев рез без искр, что позволяет легко навинчивать крепежные детали и гайки вручную.
С одной батареей 18 В LXT 5,0 Ач (не входит в комплект) можно отрезать до 1300 стержней с резьбой из мягкой стали и 1200 стержней с резьбой из нержавеющей стали.
Устройство можно использовать для нарезки резьбовых стержней с крупными диаметрами резьбы 1/4″ и 3/8″. Более эргономичная рукоятка обеспечивает более удобное положение рук, что снижает утомляемость.
С размером 7-7/8″ и весом всего 7 фунтов. с батареей (батарея не входит в комплект) это устройство удивительно компактно. Когда разрез завершен, механизм автоматической остановки лезвия возвращает лезвие в открытое положение, позволяя оператору продолжить работу.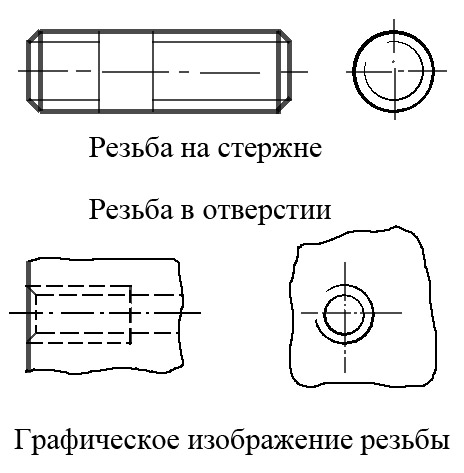
Благодаря отсутствию угольных щеток бесщеточный двигатель BLTM работает с меньшим нагревом и эффективнее, что увеличивает срок его службы. Двухпозиционная направляющая стержня с резьбой обеспечивает точную резку, стабилизируя материал.
Для лучшей видимости рабочая зона освещается светодиодами с послесвечением. Выдвижной крюк позволяет инструменту оставаться рядом, но не мешать
Резьбовой стержень HitachiАккумуляторный шипорез 305-Hitachi с минимальным повреждением заготовки режет быстро и бесшумно. без искр и сколов. он может выполнять высокоскоростную резку шпилек с использованием до 660 зарядов на один заряд (M10).
Многолезвийные лезвия продлевают срок службы лезвий, а отверстие для крепления шпильки облегчает быструю резку изделий одинаковой длины.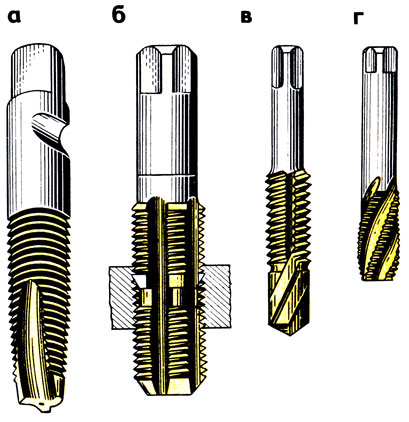 В комплект поставки входят два литий-ионных аккумулятора емкостью 5,0 Ач, зарядное устройство, гаечный ключ, фрезы M10, инструмент для удаления заусенцев M10 и сумка для переноски.
В комплект поставки входят два литий-ионных аккумулятора емкостью 5,0 Ач, зарядное устройство, гаечный ключ, фрезы M10, инструмент для удаления заусенцев M10 и сумка для переноски.
Режет быстро и бесшумно, без искр и стружки. Повреждения заготовки минимальны. Многолезвийные лезвия продлевают срок службы машины. Удобное отверстие для крепления на шпильке позволяет быстро выполнять резку одинаковой длины.
ВыводыЭти кусачки для резьбовых стержней в большинстве случаев питаются от аккумулятора и могут резать прутки размером от 1/4” до 1/2”.
Нож для резки стержней Makita может сделать максимальное количество резов на одном заряде аккумулятора. Все резаки для стержней оснащены светодиодом для улучшения видимости.
Резаки также способны исключить стружку и искрообразование во время резки благодаря использованию в них специализированных типов лезвий. Эти резаки в большинстве случаев беспроводные, и их батареи можно менять по желанию.
Щелкните для поиска
Искать:
Вдевание длинного стержня и держите его прямо.
Тим Уэскотт
Известный член
- #1
Я пытаюсь сделать игольчатые клапаны по рисунку ниже, и я продолжаю завинчивать распылитель.
По сути, я получаю хорошо обработанный прямой латунный стержень, но как только я надеваю на него резьбу, я получаю красивый, изящно изогнутый латунный стержень с резьбой.
Как люди делают это? В настоящее время я использую матрицу в держателе, которую держу в руке. Если бы я изготовил державку для матрицы, которая удерживалась бы в патроне задней бабки, сработало бы это? Я подумывал попробовать обработать его одноточечной обработкой, мой токарный станок плохо настроен для выполнения такого реза в таких тесных помещениях (но я разберусь с этим, если это единственный способ заставить его работать).
(Редактировать: я пытаюсь нажать на 5-44 – это слишком грубая нить?)
Спасибо.
Последнее редактирование:
дналот
Победитель проекта месяца!!!
- #2
Большинство резьбонарезных плашек предназначены для нарезания резьбы. Было бы лучше всего выполнить одноточечную обработку на глубине около 80 процентов, а затем довести до окончательного размера с помощью держателя штампа в задней бабке.
Марк Т
производитель
Известный член
- #3
дналот прав, вообще плашки круглые разрезные для нарезания резьбы. Шестигранные гребенки предназначены для нарезки резьбы. Но если у вас есть держатель матрицы для задней бабки, у вас будет гораздо больше шансов на хорошие результаты.
Тим Уэскотт
Известный член
- #4
Это круглая плашка, купленная как инструмент для нарезания резьбы.
Марк, я слышал, что вы говорите о нарезании резьбы в одной точке, а затем о чеканке — но я думаю, что все равно сделаю себе плашкодержатель для задней бабки и попробую, потому что заставить мой токарный станок нарезать резьбу по такой короткий промежуток будет убийством.
Тогда, если это не сработает, я вернусь назад и придумаю, как сделать одноточечное вращение резьбы на чем-то, поддерживая его центром.
производитель
Известный член
- #5
Мне повезло с использованием ручного держателя матрицы, если я поместил деталь для нарезания резьбы в патрон или цангу, а затем прижал заднюю бабку к матрице, чтобы она оставалась перпендикулярной.
Томкэт
Участник
- #6
Тим Уэскотт сказал:
Я пытаюсь сделать игольчатые клапаны по рисунку ниже, и я продолжаю завинчивать распылитель.
По сути, я получаю хорошо обработанный прямой латунный стержень, но как только я надеваю на него резьбу, я получаю красивый, изящно изогнутый латунный стержень с резьбой.
Как люди делают это? В настоящее время я использую матрицу в держателе, которую держу в руке. Если бы я изготовил державку для матрицы, которая удерживалась бы в патроне задней бабки, сработало бы это? Я подумывал попробовать обработать его одноточечной обработкой, мой токарный станок плохо настроен для выполнения такого реза в таких тесных помещениях (но я разберусь с этим, если это единственный способ заставить его работать).
(Редактировать: я пытаюсь нажать на 5-44 – это слишком грубая нить?)
Спасибо.
Посмотреть вложение 116075
Нажмите, чтобы развернуть…

Вы также можете обработать короткий участок и нарезать на него резьбу, затем уменьшить следующий участок и нарезать на него резьбу и т. д. Также следите за диаметром стержня – очень небольшое уменьшение диаметра приводит к огромной разнице в требуемом усилии навинчивания.
часовой шеваль
Известный член
- #7
По моему опыту, некоторые более тонкие и длинные нарезанные резьбы не будут следовать прямолинейно, даже если их нарезать плашкой, удерживаемой в держателе задней бабки. Слишком много элементов может быть немного неуместно, добавляя к браку. Так что я полностью согласен с одноточечной резкой, если это вообще возможно с поддержкой ходовой опоры на седле.
террид
Известный член
- #8
Привет,
Я сделал себе плашкодержатель и изготовил прямой стержень с резьбой 5/32 дюйма длиной 11,5 дюймов. Тем временем вы можете очень точно нарезать резьбу на токарном станке с помощью плашки и стандартного ручного держателя. Как? С заготовкой по центру патрона и скошенным концом прижмите матрицу к заготовке и зафиксируйте заднюю бабку. Поверните патрон левой рукой и правой рукой подайте заднюю бабку ровно настолько, чтобы поддерживать легкое давление на матрицу. Держатель штампа должен быть предотвращен от проворачивания, опираясь на седло или поперечный салазок токарного станка, я только что сделал серию резьб различного размера от M2,5 до M8 (5/16) с метрической точностью, используя этот метод так как все мои держатели матриц задней бабки были заполнены другими матрицами, и я не мог утруждаться сменой матриц в течение нескольких секунд. Я добавил изображение, чтобы показать установку, это не рабочая установка, а просто демонстрация – N.B. очень важно – токарный станок НЕ должен быть включен, изолируйте его Обратите внимание на ручку удерживаемый поперечным суппортом, с большим держателем штампа он мог опираться на станину.
Тем временем вы можете очень точно нарезать резьбу на токарном станке с помощью плашки и стандартного ручного держателя. Как? С заготовкой по центру патрона и скошенным концом прижмите матрицу к заготовке и зафиксируйте заднюю бабку. Поверните патрон левой рукой и правой рукой подайте заднюю бабку ровно настолько, чтобы поддерживать легкое давление на матрицу. Держатель штампа должен быть предотвращен от проворачивания, опираясь на седло или поперечный салазок токарного станка, я только что сделал серию резьб различного размера от M2,5 до M8 (5/16) с метрической точностью, используя этот метод так как все мои держатели матриц задней бабки были заполнены другими матрицами, и я не мог утруждаться сменой матриц в течение нескольких секунд. Я добавил изображение, чтобы показать установку, это не рабочая установка, а просто демонстрация – N.B. очень важно – токарный станок НЕ должен быть включен, изолируйте его Обратите внимание на ручку удерживаемый поперечным суппортом, с большим держателем штампа он мог опираться на станину.
Я также добавил изображение держателя штампа задней бабки. Он очень прост и скользит по валу с конусом Морзе для задней бабки. Я обычно использую его вручную без винта в ручке и под напряжением, и когда я отпускаю держатель, он просто вращается с (медленно) вращающейся заготовкой.
ТерриД
торнитор45
Известный член
- #9
Держатель штампа, который может скользить и оставаться на оси, обязателен.
Если плашка начинает криво, получается “пьяная” резьба, так как деталь полая, одна сторона тоньше, чем другая, и деталь изгибается.
Визуализируйте угол между осью детали и осью штампа.
По мере продвижения нити нить будет становиться все глубже и глубже с одной стороны и все мельче и мельче с противоположной стороны. Это преувеличенная визуализация, но штампу не нужно много времени, чтобы попытаться выпрямиться, потому что на более глубокой стороне больше сопротивления, при этом он изгибает деталь.
Чем меньше диаметр, тем труднее начать квадрат, и меньшая ошибка достаточна, чтобы вызвать проблемы.
Чтобы начать хорошо выровненную матрицу, я обычно уменьшаю 4 или 5 шагов резьбы до меньшего диаметра, а затем отрезаю эту заглушку. Матрица и деталь не имеют большого выбора для перемещения при начале резьбы и приложения силы смещения до тех пор, пока не будет сформирована первая резьба.
Майнер
Старший член
- #10
Вы ДОЛЖНЫ обтачивать стержень до 0,125″ перед тем, как нарезать на него резьбу 5-44. Не так ли? Меня немного смущает рисунок, так как похоже, что резьба рассчитана на 6-32. Я что-то упустил?
Террид
Известный член
- #11
Я только что наткнулся на это изображение длинной тонкой резьбы – диаметром 5/32, которую я нарезал с помощью держателя матрицы задней бабки – она была абсолютно прямой. Очевидно, это латунь, но я проделал ту же работу с мягкой сталью.
ТерриД
торнитор45
Известный член
- #12
Тот факт, что деталь полая, а стенка довольно тонкая, существенно усугубляет ситуацию.
террид
Известный член
- №13
Держатель матрицы, удерживаемый вручную для мелкой резьбы (5/32″ BSW) И просто для пояснения, скользящий вал с конусом Морзе для скольжения держателя матрицы, который я не показывал ранее
TerryD
Террид
Известный член
- №14
tornitore45 сказал:
Тот факт, что деталь полая, а стенка довольно тонкая, существенно усугубляет ситуацию.
Нажмите, чтобы развернуть…
Сначала нарежьте резьбу на токарном станке, а затем просверлите (осторожно), вероятно, лучшая последовательность.
ТерриД
Последнее редактирование:
производитель
Известный член
- №15
Террид сказал:
Держатель матрицы, удерживаемый вручную для мелкой резьбы (5/32″ BSW) И просто для пояснения, скользящий вал с конусом Морзе для скольжения держателя матрицы, который я не показывал ранее
TerryD
Посмотреть вложение 116090 Посмотреть вложение 116091
Нажмите, чтобы развернуть…
Держатель штампа, скользящий по валу, — отличный способ, мне придется нагло скопировать его.
террид
Известный член
- №16
производитель сказал:
Держатель штампа, скользящий по валу, отличный вариант, мне придется его нагло скопировать.
Нажмите, чтобы развернуть…
Все в порядке, я скопировал базовый дизайн, но подогнал все размеры. Если вы заметили, что в центре скользящего конуса Морзе есть отверстие, в которое помещаются более длинные детали. На самом деле я сделал еще один стержень, повернув встроенный конус Морзе, который я просверлил насквозь, чтобы можно было получить еще более длинную резьбу. Самое длинное, что я сделал, это 11 3/4 дюйма
Террид
Известный член
- # 17
tornitore45 сказал:
Тот факт, что деталь полая, а стенка довольно тонкая, существенно усугубляет ситуацию.
Нажмите, чтобы развернуть…
Конечно, другое решение — выточить стержень — подойдет даже твердая древесина, плотно вставив его в отверстие и закрепив его локтайтом (я использую дешевый «суперклей» — цианоакрилат) при нарезке резьбы. Аккуратно нагрейте, чтобы разрушить Loctite, вытащите опорную планку и очистите. Улыбки вокруг
TerryD
тиелеев
Известный член
- # 18
Томкэт сказал:
Вы также можете обработать короткий участок и нарезать на него резьбу, затем уменьшить следующий участок и нарезать на него резьбу и т. д. Также следите за диаметром стержня – очень небольшое уменьшение диаметра приводит к огромной разнице в требуемом усилии нарезания резьбы.
Нажмите, чтобы развернуть…
Тим, Томкэт прав, если стержень немного меньше размера, он будет легче резать, он также расширится до нужного размера, хотя латунь трудна, так как она будет резать туго, а стержень будет слегка скручиваться, что также способствует изгиб, хорошая новая матрица лучше старой. Я знаю, что ничего из этого тебе не поможет, просто продолжай пытаться.
проснулся
Известный член
- # 19
Тим Уэскотт сказал:
Тогда, если это не сработает, я вернусь назад и придумаю, как сделать одноточечное вращение резьбы на чем-то, поддерживая его центром.
Нажмите, чтобы развернуть…
Тим, я почти всегда нарезаю одноточечную резьбу – отчасти потому, что единственные матрицы, которые у меня есть, годятся только для нарезки резьбы, а не для ее нарезания с нуля. Но я хочу обратить внимание на последнюю вещь выше – если вы идете по этому маршруту с длинной тонкой частью, вам действительно нужно, чтобы конец поддерживался центром; в противном случае усилие навинчивания согнет стержень и/или даст лопастную резьбу при изгибе детали. ДАМХИКТ!
JohnBDownunder
Известный член
- #20
Все вышеперечисленное напомнило мне об этом предмете для точения тонкого стержня, и, возможно, если бы у вас было несколько дел, можно было бы адаптировать идею для поддержки диаметра резьбы за матрицей???
Джон Б
Вы должны войти или зарегистрироваться, чтобы ответить здесь.
Коммутатор Kozo’s Pennsylvania A3 в масштабе 1,5 дюйма
- B36Peacemaker
- Общее обсуждение двигателя
- Ответы
- 11
- просмотров
- 2К
Роб Либбе
Масштаб 1/3 Ford 289 Hi-Po
- mayhugh2
- Незавершенная работа
- Ответы
- 1
- просмотров
- 203
GreenTwin
Извините
- Ли Вебстер
- Ошибки, промахи и ляпы
- Ответы
- 4
- просмотров
- 2К
Ли Вебстер
Привет из Мичигана
- Бигмич
- Представление новых участников
- Ответы
- 19
- просмотров
- 2К
бодрствует
Первый двигатель, пусть это всего лишь воблер.
- Бушрейнджер
- Общее обсуждение двигателя
234
- Ответы
- 60
- просмотров
- 5К
бсулли81
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Эл. адрес Делиться Ссылка на сайт
Размер стержня для нарезания резьбы на плашке
| ||||||||||||||||||||||||||||||||||||||
 75
75  с.)
с.)