Резец проходной правый отогнутый: Резец проходной отогнутый 25*16*140 Т5К10 ГОСТ 18877-73 купить по выгодной цене
alexxlab | 02.01.2023 | 0 | Разное
Резец проходной прямой левый, правый ГОСТ 18878-73 в Новосибирске (Резцы токарные)
- Россия
- Новосибирск
- Оснастка для инструмента
- Резцы токарные Резец проходной прямой левый, правый ГОСТ 18878-73 в Новосибирске
Цена: Цену уточняйте
за 1 ед.
Компания ООО «ТД Квалитет» (Новосибирск) является зарегистрированным поставщиком на сайте BizOrg.
Описание товара
Резцы проходные прямые изготавливают с пластинами из твердого сплава марок Т5К10, Т15К6, ВК-8, ТТ15К4
Резцы проходные прямые используются для черновой обработки (обдирки) заготовок, снятия фасок
Резец проходной прямой 16х10х100
Резец проходной прямой 16х10х100 левый
Резец проходной прямой 16х12х100
Резец проходной прямой 20х12х120
Резец проходной прямой 20х12х120 левый
Резец проходной прямой 20х16х120
Резец проходной прямой 20х16х120 левый
Резец проходной прямой 20х16х140
Резец проходной прямой 25х16х140
Резец проходной прямой 25х16х140 левый
Резец проходной прямой 25х20х140 левый
Резец проходной прямой 32х20х170
Резец проходной прямой 32х20х170 левый
Резец проходной прямой 40х25х200
Резец проходной прямой 40х25х200 левый
Резец проходной прямой 40х32х240
Резец проходной прямой 50х32х280
Резец проходной прямой 50х32х280 левый
Облако тегов: проходной прямой резец токарный резцы токарные проходные прямые р6м5 гост купить углы проходного резца куплю цена
Товары, похожие на Резец проходной прямой левый, правый ГОСТ 18878-73
Вы можете приобрести товар Резец проходной прямой левый, правый ГОСТ 18878-73 в компании ООО «ТД Квалитет» через наш сайт. На данный момент товар находится в статусе “в наличии”.
На данный момент товар находится в статусе “в наличии”.
Компания ООО «ТД Квалитет» является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. ООО «ТД Квалитет» имеет ID 3297. Резец проходной прямой левый, правый ГОСТ 18878-73 имеет ID на сайте – 2962866. Если у вас возникли сложности при работе с компанией ООО «ТД Квалитет» – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Дата создания модели – 31/08/2013, дата последнего изменения – 16/11/2013. За все время товар был просмотрен 483 раза.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ООО «ТД Квалитет» цена товара «Резец проходной прямой левый, правый ГОСТ 18878-73» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ТД Квалитет» по указанным телефону или адресу электронной почты.
Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ООО «ТД Квалитет» по указанным телефону или адресу электронной почты.
Часы работы:
Телефоны:
+7 (913) 736-10-39
Купить резец проходной прямой левый, правый ГОСТ 18878-73 в Новосибирске:
Чернышевский спуск, 7а, Новосибирск, Россия
Условия доставки из другого региона:
Доставка в страны:
– Молдова
– Украина
– Таджикистан
– Казахстан
– Беларусь
– Туркменистан
– Узбекистан
Доставка в регионы:
– Липецкая область
– Ивановская область
– Воронежская область
– Самарская область
– Москва
– Чувашская Республика
– Кировская область
– Новосибирская область
– Московская область
– Астраханская область
– Ульяновская область
– Владимирская область
– Пермский край
– Тюменская область
– Нижегородская область
– Мурманская область
– Архангельская область
– Тульская область
– Саратовская область
– Курская область
– Приморский край
– Ярославская область
– Ленинградская область
– Калужская область
– Вологодская область
– Волгоградская область
– Удмуртская республика
– Белгородская область
– Красноярский край
– Пензенская область
– Хабаровский край
– Свердловская область
– Тверская область
– Алтайский край
– Иркутская область
– Томская область
– Кемеровская область
– Челябинская область
– Оренбургская область
– Смоленская область
– Республика Коми
– Тамбовская область
Доставка в города:
– Орёл
– Владикавказ
– Чита
– Псков
– Курган
– Армавир
– Туапсе
– Сочи
– Анапа
– Новороссийск
– Краснодар
– Улан-Удэ
– Великий Новгород
– Благовещенск
– Рязань
– Омск
– Брянск
– Петрозаводск
– Кострома
– Калининград
– Нальчик
– Якутск
Резец проходной прямой левый, правый ГОСТ 18878-73
Проходной резец: характеристика, заточка инструментов
Проходной резец — инструмент, используемый преимущественно на токарных станках для обработки различных видов материалов.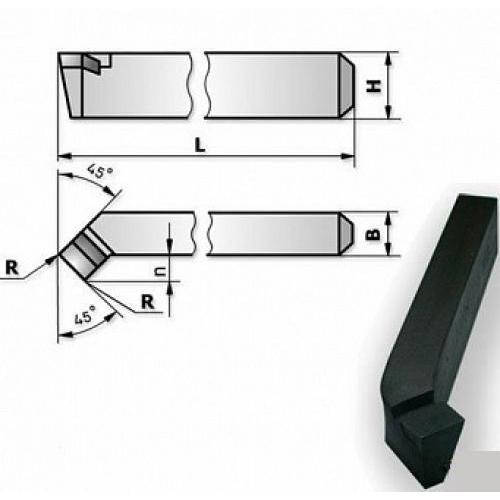 Применяется в работе с металлическими заготовками, сырьем. Производство стамесок осуществляется по единым стандартам — ГОСТ 18877-73.
Применяется в работе с металлическими заготовками, сырьем. Производство стамесок осуществляется по единым стандартам — ГОСТ 18877-73.
Содержание
- 1 Конструкция
- 2 Классификация резцов по металлу
- 3 Разновидности
- 4 Выбор резца
Конструкция
Инструменты имеют свои особенности, но одинаковую конструкцию. Основной частью долота, с помощью которого происходит непосредственно обработка сырья, является рабочая головка. Она изготавливается из высококачественных твердосплавных пластин, что повышает срок службы орудия.
Зубило находится на стержне, соединяющемся с резцедержателем для выполнения работ, что является основной функцией данной части стамески. Державки таких резцов выполнены из обычных или высококачественных сплавов.
При помощи опорной поверхности происходит непосредственное крепление зубила на токарном инструменте на специальном держателе. Благодаря передней поверхности происходит самоочищение поверхности резца и откат обрезков с детали на стадии ее обработки.
Процесс шлифовки, обрезки, точения на токарном станке осуществляется при помощи режущего края (лезвия). Вспомогательная и основная кромка на месте пересечения образуют угол, вершину рабочей головки. С помощью задней поверхности инструмента происходит крепление пластины, а вспомогательная задняя грань дает возможность свободно передвигаться стамеске по заготовке.
Классификация резцов по металлу
В зависимости от возможностей, предназначения проходные стамески бывают: отогнутыми, прямыми, изогнутыми, оттянутыми.
Первый вид имеет широкий функционал, что позволяет выполнять большой спектр работ, а также производить обработку сырья или заготовки в наиболее труднодоступных местах для обработки граней и снятия срезов. Используется для работы на механизмах с продольным, поперечным движением подачи материала. Сверху резьба имеет изогнутую грань, в боковом положении — прямую поверхность.
Проходной отогнутый резец имеет множество модификаций, зависящих от типа выполняемых работ:
- для токарных станков в учебных заведениях тело инструмента составляет 1,6 см на 1 см;
- для проведения нестандартных работ державка резца может быть 2 см на 1,2 см;
- для выполнения различных работ наиболее часто используются резцы размерами 2,5 на 1,6 см;
- проходные упорные изогнутые стамески с державкой 4 см на 2,5, как правило, сложно найти в свободной продаже, изготавливаются под заказ.


Резец проходной прямой не имеет изгибов, что ограничивает спектр выполняемых работ. С его помощью возможно только поперечное оттачивание деталей. Преимуществом данного вида зубила является универсальность, простота, прочность, жесткость. Рабочая часть инструмента в любой проекции имеет прямую линию. Используется для отшлифовки деталей цилиндрических видов.
Тело инструмента может быть выполнено в прямоугольной или квадратной форме, при этом первая разновидность со сторонами 2,5 × 1,6 см, а вторая 2,5 × 2,5 см.
Оттянутого вида инструменты отличаются по своей конструкции, так как диаметр рабочего лезвия значительно меньше, чем тело инструмента. Ось лезвия может совпадать или быть незначительно смещенной относительно оси стержня.
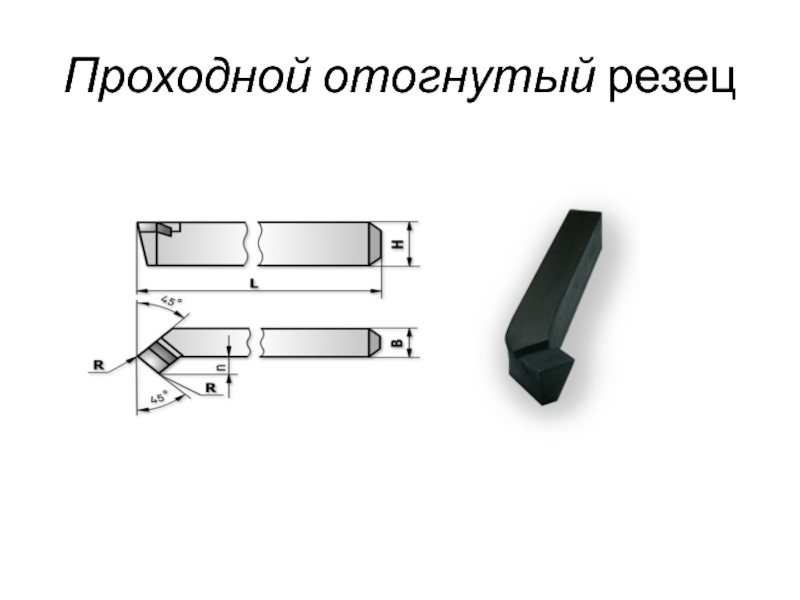
Проходной упорный резец в зависимости от целей может производиться с прямым, отогнутым лезвием. Используются для работы с сырьем, имеющим цилиндрическую форму. Является наиболее применяемым инструментом для обработки металлических деталей. По мере вращения рабочей головки токарный проходной отогнутый резец вдоль оси позволяет снимать максимальное количество лишнего материала обрабатываемой детали.
По мере вращения рабочей головки токарный проходной отогнутый резец вдоль оси позволяет снимать максимальное количество лишнего материала обрабатываемой детали.
Тело режущего приспособления в зависимости от целевого использования может быть следующих размеров:
- 1,6 × 1 см;
- 2 × 1,2 см;
- 2,5 × 1,6 см;
- 3,2 × 2 см;
- 4 × 2,5 см.
Подрезной отогнутый инструмент с треугольной формой рабочей головки. Данный вид поверхности резца позволяет производить обработку металлов перпендикулярно оси. Тело инструмента может быть следующих размеров (в см):
- 1,6 × 1 см;
- 2,5 × 1,6 см;
- 3,2 × 2 см.
Отрезной резец для токарного станка используется для отсечения деталей под прямым углом и проделывания рубчиков на поверхности металлической заготовки. В зависимости от расположения рабочей ножки резцы могут быть левые и правые. В зависимости от размера тела инструмента выделяют следующие виды:
- 1,6 × 1 см;
- 2 × 1,2 см;
- 2 × 1,6 см;
- 4 × 2,5 см.

Резьбонарезные стамески для наружной нарезки метрической резьбы или заточки резцов имеют форму пики и изготавливаются из высокопрочных сплавов. В зависимости от размеров выделяют три типа изделий:
- 1,6 × 1 см;
- 2,5 × 1,6 см;
- 3,2 × 2 см.
Стамески для внутренней резьбы используются для нарезки отверстий различного диаметра. В зависимости от размера сечения такие приспособления могут быть:
- 1,6 × 1,6 см;
- 2 × 2 см;
- 2,5 × 2,5 см.
Расточное долото для глухих отверстий с лезвием инструмента данного вида имеет изгиб, размер рабочей головки может быть: 1,6×1,6 см, 2×2 см и 2,5×2,5 см.
Расточные стамески для сквозных отверстий используются для обработки заготовок после первой чистовой обработки сверлом. В соответствии с ГОСТом типоразмеры инструмента: 1,6×1,6 см, 2×2 см и 2,5×2,5 см.
Разновидности
В зависимости от положения рабочей головки инструмента и способа ее подачи от передней бабки резцы могут быть как правыми, так и левыми. Первый тип предполагает расположение режущего элемента с левой стороны относительно обрабатываемой заготовки. Второй вид предполагает нахождение стамески с правой стороны относительно используемого сырья.
Первый тип предполагает расположение режущего элемента с левой стороны относительно обрабатываемой заготовки. Второй вид предполагает нахождение стамески с правой стороны относительно используемого сырья.
По конструктивным параметрам резцы проходные упорные могут быть цельными, с припаянными пластинами или механическим их креплением. Первый вид представляет собой цельный инструмент, у которого рабочая головка и стержень едины. Второй тип стамески имеет припаянную к стержню пластину. Последний тип предполагает механическое крепление пластины на рабочей головке.
Также различны характеристики инструментов, изготовленных из твердых и быстрорежущих марок стали. К первой группе относятся:
- вольфрамовый резец ВК8, применяемый для изготовления элементов и неметаллического сырья, а также цветных металлов и чугуна;
- титановольфрамовое долото Т5К10, Т15К6, с помощью которых возможна обработка различных видов сплавов.
Ко второй группе относятся стамески с нормальной производительностью видов Р6М5, Р18, Р9 и другие.
Резцы проходные упорные классифицируются на чистовые и черновые. Первый тип имеет большой радиус закругления, что позволяет выполнять работы по отшлифовке сырья на последних этапах производства деталей, при этом используются чаще для работы с элементами небольших размеров. Второй тип используется для грубой обработки из-за незначительного радиуса закругления. Как правило, применяются на начальных этапах обработки сырья и производства готовой продукции для снятия значительных объемов металла с детали. Черновые резцы обладают меньшей точностью в сравнении с чистовыми.
Выбор резца
При выборе резца следует придерживаться простых правил, которые помогут продлить срок службы инструмента и качественно выполнить работу:
- Прежде всего, необходимо определиться с типом будущих работ (снятие кромки, резьба, обработка фасонного проката, обработка углублений и т. д.).
- Следует узнать, какой вид сырья будет подвергаться обработке. От этого зависит качество будущих заготовок, так как рабочая головка инструмента должна быть изготовлена из более прочных сплавов, чем сырье.
- Определиться с приоритетом в обработке материала — качество или точность.
- При выборе также необходимо учитывать износостойкость инструмента при выполнении будущих работ. Некоторые виды резцов можно заточить после незначительного износа.
- Ознакомиться с инструкцией к инструменту и расшифровкой маркировки. Например, Т15К6 — данное обозначение на резце означает, что рабочая головка выполнена из сплавов твердых видов, которые относятся к титановольфрамовой группе. Маркировка Т15 означает, что содержание карбида титана в сплаве, из которого произведен инструмент, составляет 15%. Отметка К6 указывает на 6% содержание кобальта.

В зависимости от предназначения проходные резцы могут быть прямыми, оттянутыми, отогнутыми, проходными и др. Каждый вид инструментов используется для выполнения различных работ с металлическими заготовками. При выборе стамески также следует обратить внимание на материал, из которого произведен резец, и обрабатываемый сплав.
 youtube.com/embed/orfJ0En-PJU” allowfullscreen=”allowfullscreen”>
youtube.com/embed/orfJ0En-PJU” allowfullscreen=”allowfullscreen”> Общий | Сгибание изогнутого стамеска по дереву – горячим или холодным? | Практик-механик
авивз
Алюминий
- #1
На фото две стамески peugeot freres старше 50 лет. Они слегка согнуты вокруг шеи, блостера и хвостовика. С одной стороны, я предпочитаю не ставить под угрозу любую существующую термообработку, с другой стороны, ломать долота руками — нежелательный результат.
У меня нет никакого модного оборудования, только духовка и кислородно-пропановая горелка.
Куда идти?
Спасибо!
черновая
Чугун
- #2
Погрузить рабочую часть стамески в воду так, чтобы отогнутая часть была обнажена. Нагрейте открытую часть горелкой и выпрямите. Можно также сильно обернуть закаленную часть мокрой тканью, нагревая изогнутую часть, чтобы можно было держать инструмент в одной руке при нагреве и сразу идти в тиски для правки.
Боб
WB8NQW
дгфостер
Алмаз
- #3
Совет правильный. А для опытного кузнеца это будет очень легко, так как он проделывал подобные вещи больше раз, чем может вспомнить. Но для тех, кто этого не делал, сколько нагревать, как заворачивать и т. д. – все это новые впечатления. Я делал это много раз, и это действительно легко — для меня.
Но для тех, кто этого не делал, сколько нагревать, как заворачивать и т. д. – все это новые впечатления. Я делал это много раз, и это действительно легко — для меня.
Итак, как человек, который сделал много деревянных рукояток для напильников и стамесок, я бы посоветовал человеку, более опытному в деревообработке, чем в кузнечном деле, оставить хвостовики немного шаткими и просто подогнать рукоятки по оси долота. Когда я делаю ручку, я просто начинаю с очень грубого куска твердой древесины примерно правильной формы и несколько большего размера, чем желаемый окончательный размер ручки. Идея состоит в том, чтобы прикрепить ручку, а затем прижать ее к долоту или напильнику. Я предпочитаю ручки в форме руки коммерческим цилиндрическим. Вот простое видео, которое я сделал много лет назад. (Кстати, я не рекламирую здесь свое видео и не получаю денег от YT или кого-либо еще, если их просматривают). Я просто предлагаю это как простую альтернативу.
 com/embed/aLRLtfTvMBs?wmode=opaque” frameborder=”0″ allowfullscreen=”true”>
com/embed/aLRLtfTvMBs?wmode=opaque” frameborder=”0″ allowfullscreen=”true”> Денис
Редактировать: я не смотрел это видео уже довольно много лет, и мне было интересно услышать мой комментарий о “хорошем, хорошего качества” файле Николсона. Да, когда-то они были хорошего качества.
ГрегСИ
Алмаз
- #4
Я посмотрел много серий Forged in Fire. Уверяю вас, правильный способ — сначала закалить его, а затем попытаться просверлить в нем отверстие сверлом Walmart на сверлильном станке Harbour Freight. Затем сдаться и залить эпоксидной смолой, если это так. Отшлифуйте его на ленточно-шлифовальном станке за 15 000 долларов, затем поместите его в тиски и посмотрите, сможете ли вы согнуть его прямо. Когда он сломается, сходите с ума, а затем стоически примите удар.
Отшлифуйте его на ленточно-шлифовальном станке за 15 000 долларов, затем поместите его в тиски и посмотрите, сможете ли вы согнуть его прямо. Когда он сломается, сходите с ума, а затем стоически примите удар.
Ричард Ньюман
Титан
- #5
Да, blcksmth дал хороший совет по этому поводу. Всегда рискованно заполнять пробелы, но вы действительно кузнец, сэр?
Также возможно, что хвостовик и прилегающие к нему части совсем не твердые. Можно было взять напильник, чтобы проверить, и если он мягкий, просто поправьте изгиб, если хотите, или поступите так, как делает Денис.
Я думаю, плотникам было бы мудро приобрести некоторые базовые знания и навыки кузнечного дела и металлообработки, чтобы вы могли делать или модифицировать инструменты по мере необходимости и избегать повреждения вещей. Я помню, когда я впервые начал, перегрел долото на шлифовальном станке и подумал, что мне просто нужно отшлифовать синий цвет, чтобы вернуться к хорошей, твердой стали. Вздох….
фцирон
Нержавеющая сталь
- #6
Небольшие ошибки, которые я вижу на картинке, я бы исправил в холодном виде. Бустер и хвостовик уже должны быть относительно мягкими.
Будет сложно нагреть их пропановой горелкой, чтобы изменить изгиб. Однако пропановая горелка имеет достаточно тепла, чтобы испортить состояние режущей кромки. <редактировать: ОП сказал кислородно-пропановый, так что много тепла. Я бы все равно не стал его топить в таком случае.>
Действительно, если нет проблем, которые не видны на картинках, я бы, наверное, просто поставил на них ручки и принялся за работу.
Последнее редактирование:
Крец
Алмаз; Команда модов
- #7
fciron сказал:
Для небольших ошибок, которые я вижу на картинке, я бы выпрямил их в холодном виде. Бустер и хвостовик уже должны быть относительно мягкими.
Будет сложно нагреть их пропановой горелкой, чтобы изменить изгиб. Однако пропановая горелка имеет достаточно тепла, чтобы испортить состояние режущей кромки.
Действительно, если нет проблем, которые не видны на картинках, я бы, наверное, просто поставил на них ручки и принялся за работу.
Нажмите, чтобы развернуть…
Он сказал “окси-пропан”, так что я предполагаю, что он использует бутон розы или газовый резак с кислородом и пропаном. По моему опыту, если у него есть правильный наконечник, он будет работать так же хорошо, как кислородно-ацетиленовый.
Тем не менее, если бы я собирался их выпрямить, я бы сначала попробовал и холодную гибку. Проверка твердости с помощью быстрой прокрутки файла покажет, возможно ли это. Я думаю, что я бы просто запускал их как есть, конечно, они не выглядят плохо.
Мемфисед
Нержавеющая сталь
- #8
I второй/третий холодный подход. Верхний конец долота обычно мягкий. Давление лучше, чем удар.
52 Форд
Нержавеющая сталь
- #9
авивз сказал:
На фото две стамески peugeot freres старше 50 лет. Они слегка согнуты вокруг шеи, блостера и хвостовика. С одной стороны, я предпочитаю не ставить под угрозу любую существующую термообработку, с другой стороны, ломать долота руками — нежелательный результат.
У меня нет никакого модного оборудования, только духовка и кислородно-пропановая горелка.
Куда идти?
Спасибо!
Посмотреть вложение 348236
Нажмите, чтобы развернуть…
Вот что я бы сделал…
Если дело только в хвостовике, согните его горячим.
Если вы обнаружите, что это вызывает проблему (от умерщвления закалки на хвостовике долота), сделайте следующее: нагрейте все долото до критической температуры (она потеряет свой магнетизм, когда станет достаточно горячим), затем сразу обмакнуть в масло. Держите его за хвостовик плоскогубцами и довольно быстро вращайте, чтобы охладить его в масле.
Держите его за хвостовик плоскогубцами и довольно быстро вращайте, чтобы охладить его в масле.
ЗАТЕМ очистите от оксидного слоя, чтобы у вас был блестящий, чистый металл, и медленно нагревайте его пропановой горелкой, пока не получите «соломенный цвет» на корпусе. Предпочтительно «светлая соломка» на режущей кромке. Если у вас есть проблемы с откалыванием кромки, еще немного закалите ее.
Нагрейте хвостовик и направьте тепло на режущую кромку. Вам не нужно, чтобы корпус инструмента был очень твердым, как вы хотите, чтобы край был.
Не идеальная термообработка, но она работает.
Отправлено азбукой Морзе на – .- .–. .- – .- .-.. -.-
Ричард Ньюман
Титан
- #10
Я думаю, вы хотели бы избежать термообработки режущей кромки. Большинство старых инструментов изготовлены методом горячей ковки, что выравнивает и улучшает размер зерна углеродистой стали. Нагрев без ковки увеличивает зерна, из-за чего режущая кромка быстрее затупляется и, возможно, становится не такой острой.
Это может показаться тривиальным для случайных пользователей, но работая с ними весь день, вы действительно хотите быть максимально острыми и не должны часто останавливаться для повторной заточки.
Йохансен
Нержавеющая сталь
- #11
Разве режущий конец долота не будет единственной частью, которая настолько тверда, что ее невозможно согнуть?
почему бы просто не выпрямить его в холодном виде?
Если это старые традиционные долота, то они были закалены и отпущены путем нагревания конца рукоятки и пропускания тепла к режущему концу. если современнее, то весь файл можно было бы закалить в духовке.
если современнее, то весь файл можно было бы закалить в духовке.
Паттернмейкер
Нержавеющая сталь
- #12
Они не выглядят согнутыми по оси на фото. Если они согнуты по другой оси, возможно, они согнуты намеренно. Я видел стамески, изогнутые так, чтобы их можно было «плавать» по поверхности, как долото с кривошипной шейкой.
Крец
Алмаз; Команда модов
- №13
Лично я сделал бы все, что мог, чтобы избежать повторной термообработки всего долота. Я полагаю, что конец ручки, вероятно, намного мягче, чем рабочий конец, и легко выдерживает небольшой холодный изгиб. И опять же, если ОП не может просто жить с ними такими, какие они есть … это изгибание не очень очевидно для меня. Мне кажется, что большой изгиб очень немного влево в нижней части фотографии. Маленький смотрит очень немного вправо на том же конце. Но это может быть просто объективная перспектива.
Модельер
Титан
- №14
Чтобы попробовать гибку в холодном состоянии, НЕ ставьте хвостовик в тиски и не нажимайте на свободный конец.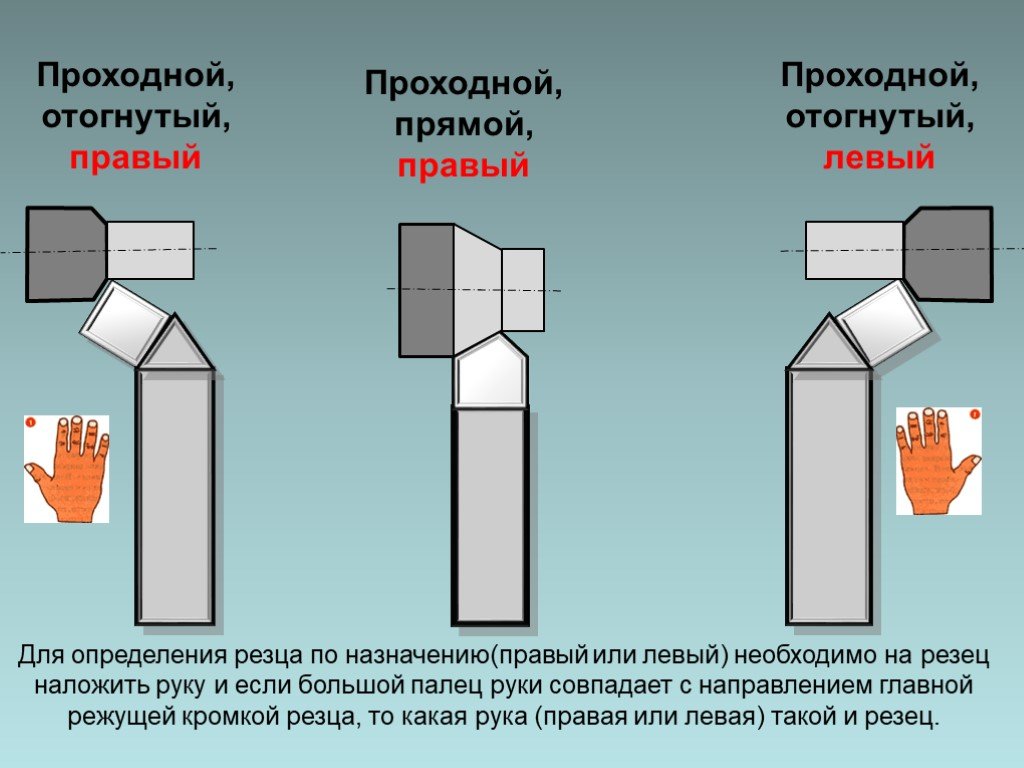 Это рецепт, как сломать его. Вместо этого поместите изогнутую часть в тиски с двумя установочными штифтами на концах губок с вогнутой стороны и одним установочным штифтом с другой стороны в середине изгиба и осторожно затяните тиски, слегка перегнув. . Ослабьте давление и посмотрите, что вы сделали. Если недостаточно, сделайте это еще раз, еще немного согнувшись. Контроль — это ключ. Я успешно выправил лезвия из инструментальной стали S-7, которые вернулись после термообработки деформированными в закаленном состоянии, используя эту технику. Удивительно, как сильно мне пришлось их перегибать.
Это рецепт, как сломать его. Вместо этого поместите изогнутую часть в тиски с двумя установочными штифтами на концах губок с вогнутой стороны и одним установочным штифтом с другой стороны в середине изгиба и осторожно затяните тиски, слегка перегнув. . Ослабьте давление и посмотрите, что вы сделали. Если недостаточно, сделайте это еще раз, еще немного согнувшись. Контроль — это ключ. Я успешно выправил лезвия из инструментальной стали S-7, которые вернулись после термообработки деформированными в закаленном состоянии, используя эту технику. Удивительно, как сильно мне пришлось их перегибать.
Деннис
Скраффи887
Титан
- №15
Я считаю себя мастером-краснодеревщиком. Вижу 2 штуки без деревянной ручки. Наденьте деревянную ручку и заточите ее для использования. На вашем фото нет “согнутого”.
Вижу 2 штуки без деревянной ручки. Наденьте деревянную ручку и заточите ее для использования. На вашем фото нет “согнутого”.
Но если ты действительно знаешь, что предпочтительным способом будет разогреться до вишнево-красного цвета, выпрямиться, погрузиться в брюхо козла, который всю последнюю неделю не ел ничего, кроме папоротника.
52 Форд
Нержавеющая сталь
- №16
Опять же, подытоживая мой последний пост – нагревание и сгибание хвостовика ничего не должно повредить, при условии, что вы не прикасаетесь к нему, пока он горячий.
Если он погнулся в холодном состоянии, он снова согнется в холодном состоянии (если только он не закален – но здесь это не будет проблемой)
Горячая обработка просто НАМНОГО проще.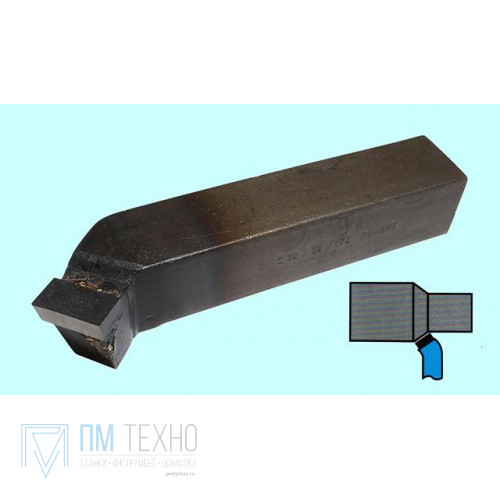 Его можно согнуть с помощью острогубцев
Его можно согнуть с помощью острогубцев
Отправлено азбукой Морзе на – .- .–. .- – .- .-.. -.-
52 Форд
Нержавеющая сталь
- # 17
Scruffy887 сказал:
Я считаю себя мастером-краснодеревщиком. Вижу 2 штуки без деревянной ручки. Наденьте деревянную ручку и заточите ее для использования. На вашем фото нет “согнутого”.
Но если вы действительно знаете, что предпочтительнее, так это нагреть вишневого цвета, выпрямиться, погрузиться в брюхо козла, который последнюю неделю не ел ничего, кроме папоротника.Нажмите, чтобы развернуть…

Согласен на 100%. Это должно быть сделано при свете полной луны, вы должны быть одеты в церемониальный фартук магазина (и ничего больше) и повторять священную клятву Гильдии плотников.
Отправлено азбукой Морзе на – .- .–. .- – .- .-.. -.-
Ричард Ньюман
Титан
- # 18
52 Форд сказал:
Согласен на 100%. Это должно быть сделано при свете полной луны, вы должны быть одеты в церемониальный фартук магазина (и ничего больше) и повторять священную клятву Гильдии плотников.
Нажмите, чтобы развернуть…
Термическая обработка обнаженного тела под фартуком напрашивается куда более серьезной проблемой…
52 Форд
Нержавеющая сталь
- # 19
Ричард Ньюман сказал:
Термическая обработка голышом под фартуком напрашивается куда более серьезная проблема…
Нажмите, чтобы развернуть…
Эй, я не устанавливаю правила!
Отправлено азбукой Морзе на – . – .–. .- – .- .-.. -.-
– .–. .- – .- .-.. -.-
Джорджинер
Горячекатаный
- #20
Традиционный способ защиты закаленных деталей от перегрева — вдавить их в картофелину. Не знаю, нужно ли какое-то особое заклинание.
Джордж
Get (un)bign! – Выпрямление погнутого долота
Хорошо, хорошее долото, но с проблемами. Как далеко я смею зайти? Долото согнуто вперед, совсем немного, но достаточно, чтобы быть надоедливым. Иначе это могло бы быть НАСТОЛЬКО мило…
Изгиб.
Я прогреваю долото тепловым пистолетом, думая, что это несколько уменьшит удар при изгибе. Я использую свои большие машинистские тиски с 3 подвижными точками опоры. Две сделаны из дуба, третья из латунного прута.
Я использую свои большие машинистские тиски с 3 подвижными точками опоры. Две сделаны из дуба, третья из латунного прута.
Дубовые детали имеют форму крючка и имеют небольшой магнит, приклеенный к задней части, где он соприкасается с губками тисков. Магнитное крепление позволяет вам перемещать предметы, прилагая усилие именно там, где вам это нужно.
Я периодически проверяю плоскостность, шлифуя заднюю часть долота с помощью верстака с алмазным зерном. Пришлось изрядно потрескаться от ржавчины, но твердая сталь достаточно толстая, чтобы мне не пришлось СЛИШКОМ беспокоиться о том, чтобы протереть мягкое железо.
Лучше
Не идеально, но по крайней мере то, с чем я могу жить.
Алмазный камень, который я использую, не совсем плоский. Для этого мне нужно использовать другую технику.
Притирка задней части с использованием пасты для притирки клапанов на гранитной плите/плитке.
Черная палка, похожая на… палку. Я использую его, чтобы усилить давление непосредственно на режущую кромку. Моя правая рука обхватывает ручку долота И палку, поддерживая вес, а моя левая рука оказывает давление вниз.
Моя правая рука обхватывает ручку долота И палку, поддерживая вес, а моя левая рука оказывает давление вниз.
Паста ОЧЕНЬ густая, поэтому я немного разбавляю ее минеральным маслом. Держите бумажные полотенца под рукой, это очень грязно! Ааааа…..воспоминания о наждачной бумаге и масле, жутко острые (фу!).
Вы можете увидеть шероховатое/шлифовальное пятно, о котором я упоминал, черная область справа. Если я попытаюсь вернуть все обратно на этот уровень, я полностью потеряю уру, и твердая сталь станет угрожающе тонкой. Это может стать проблемой лет через 10 или около того, но сейчас это нормально.
Линия ламинирования выглядит очень красиво.
К сожалению, боковая сторона лезвия подверглась значительной коррозии. Мне пришлось отшлифовать самое худшее, оставив линию ламинирования слегка ассиметричной. Помимо эстетики, это будет очень полезное долото.
Готовое долото. Ручка из самшита была обрезана по форме и отполирована по-французски.
На днях я сделал новый точильный камень, используя демонстрационные отходы с каменной стены наших соседей.