Резинометаллическая опора: Виброопоры резинометаллические стандартные размера М4-М20 купить, цена в Москве. Продажа резинометаллических опор в Антриб
alexxlab | 23.10.1994 | 0 | Разное
Резино-металлическая опора
ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ RU 92 142 U1
Реферат:
Полезная модель относится к области машиностроения, и может быть использована при конструировании и производстве верхних опор стоек подвески автомобилей. Техническим результатом, достигаемым заявляемым решением является исключение радиальной деформации эластичного элемента в опоре и проскальзывания по внутренней поверхности наружного корпуса. Указанный технический результат достигается тем, что: 1. Резино-металлическая опора, состоящая из эластичного элемента расположенного между наружной поверхностью корпуса подшипника, ограничителем хода и наружным корпусом, отличающаяся тем, что часть наружного корпуса выполнена в виде перевернутого усеченного конуса, прилегающего к оребренной поверхности эластичного элемента. 2. Опора по п.1, отличающаяся тем, что обратный усеченный конус на стороне усеченной части может иметь обратный изгиб.
Полезная модель относится к области машиностроения, и может быть использована при конструировании и производстве верхних опор стоек подвески автомобилей.
Известна резино-металлическая опора, состоящая из наружного металлического корпуса 1, имеющего коническую часть с отбортовкой 7, фланцевую часть, на которой выполнены отверстия под крепежные элементы, ограничителя хода 2, который состоит в свою очередь из цилиндрической части с отбортовкой и фланцевой части, на которой выполнены отверстия под крепежные элементы. Во внутреннем объеме наружного корпуса и ограничителя хода располагаются виброизолирующий эластичный элемент 3, представляющий собой тело вращения с оребрением опорных поверхностей меридианными ребрами и металлический корпус 4 с подшипником качения 5; подшипник удерживается в корпусе металлической шайбой 6, неразъемно соединенной с корпусом подшипника (с.114: Каталог запасных частей. Автомобилей ВАЗ 2110, ВАЗ 2111, ВАЗ 2112 и их модификаций. М.: Издательство «Колесо», 2000.
В процессе работы опоры в подвеске при свободном осевом сжатии эластичный элемент 3 деформируется, принимая бочкообразную форму. При сжатии в опоре наружный корпус препятствует внешней деформации резины за счет реактивных сил, направленных к оси опоры, вследствие чего резина перемещается в свободное пространство к оси опоры.
Такой процесс деформации эластичного элемента происходит с проскальзыванием по внутренней конической поверхности наружного корпуса и по его плоской части 7, результатом которого является разогрев резины с осмолением и значительная остаточная деформация, приводящая к стуку подвески.
Техническим результатом, достигаемым заявляемым решением является ограничение радиальной деформации эластичного элемента в опоре и исключение проскальзывания по внутренней поверхности наружного корпуса.
Указанный технический результат достигается тем, что наружный корпус имеет часть, выполненную в виде перевернутого усеченного конуса, прилегающего к оребренной поверхности эластичного элемента, которая ограничивает перемещение эластичного элемента в радиальном направлении.
В частном случае обратный усеченный конус на стороне усеченной части может иметь обратный изгиб.
Заявляемое техническое решение иллюстрируется чертежами – фигура 2, 3. Предложенная резинометаллическая опора, как и известная опора состоит из наружного металлического корпуса 1, имеющего коническую часть с отбортовкой 7 и фланцевую часть, на которой выполнены отверстия под крепежные элементы, а также ограничителя хода 2, который состоит в свою очередь из цилиндрической части с отбортовкой и фланцевой части, на которой выполнены отверстия под крепежные элементы. Во внутреннем объеме наружного корпуса и ограничителя хода располагаются виброизолирующий эластичный элемент 3, представляющий собой тело вращения с оребрением опорных поверхностей меридианными ребрами и металлический корпус 4 с подшипником качения 5; подшипник удерживается в корпусе металлической шайбой 6, неразъемно соединенной с корпусом подшипника.
Основное отличие предложенной опоры от известной в конструкции наружного корпуса 1, имеющего часть, выполненную в виде перевернутого усеченного конуса 8 (фиг.
На фиг.3 приведена опора, в которой в отличие от вышеприведенной, обратный усеченный конус имеет обратный изгиб 9, увеличивающий жесткость перевернутого усеченного конуса 8.
Формула полезной модели
- Резино-металлическая опора, состоящая из эластичного элемента, расположенного между наружной поверхностью корпуса подшипника, ограничителем хода и наружным корпусом, отличающаяся тем, что верхняя часть наружного корпуса выполнена в виде перевернутого усеченного конуса, прилегающего к оребренной поверхности эластичного элемента.
- Опора по п.1, отличающаяся тем, что обратный усеченный конус на стороне усеченной части может иметь обратный изгиб.
Водосточная система SITADRAIN резинометаллическая опора для решеток, для высоты до 145-180мм, арт.
 E220121
E220121Код 1С:00-00067026
- Описание
- Характеристики
- Акции
- Модификации
- Эксперты
- Вопросы и ответы
- Отзывы
- Новости
- Часто ищут
Для увеличения картинки нажмите на изображение
Артикул:
Цена за:
шт
1 177.
В наличии
Вид элемента: резинометаллическая опора для решетокдренажная решеткадренажный желоб с сетчатой решеткойдренажный желоб с щелевой решеткойголовная пластина дренажного желобазащитная планкакомплект для регулировки по высоте дренажного желобакрепление для желобарезинометаллическая опора для решеток
Длина, мм: не установлено3004005007508001000не установлено
Итоговая сумма:
–> 1 177.80 ₽
Порядок оплаты
СравнитьВ сравнении В закладкиВ закладках Подписаться Купить в 1 клик В корзину В корзине
-
Ключевые особенности товара
-
Оцените свойства товара до покупки
-
Покупайте выгодно
-
Другие варианты товара
-
Задайте вопросы профессионалам
-
Отвечаем на популярные вопросы
-
Что говорят наши клиенты о товаре
-
События, мероприятия, новинки ассортимента
-
Популярно у наших покупателей
Внутренняя водосточная система Sita SitaDrain представляет собой резинометаллическая опора для решеток круглого сечения материал производится в Германии из стали черного цвета. Это прочный и надежный материал, устойчивый к выцветанию, образованию коррозии и механическому воздействию. Такая водосточная система надежно прослужит на протяжении длительного срока эксплуатации, сохранив свой первоначальный вид.
Это прочный и надежный материал, устойчивый к выцветанию, образованию коррозии и механическому воздействию. Такая водосточная система надежно прослужит на протяжении длительного срока эксплуатации, сохранив свой первоначальный вид.
Общие характеристики ?
Тип ? :Водосточная системаАртикул ? :E220121Бренд ? :SitaКоллекция ? :SitaDrainСтрана-производитель ? :ГерманияСтатус производства ? :производитсяМатериал производства ? :сталь
Внешний вид ?
Вид элемента ? :резинометаллическая опора для решетокФорма ? :круглого сеченияЦвет ? :черныйЦвет производителя ? :черный
Размеры и вес ?
Длина, мм ? :не установлено
+
+
+
+
+
Склеивание резины с металлом | Custom Rubber Corp.

Склеивание резины с металлом
Разработка нестандартной резиновой детали, требующей соединения с металлическим компонентом, может быть очень сложной задачей. Важно, чтобы следующие элементы были хорошо поняты и разработаны:
1. Определение резинового материала
2. Определение субстрата
3. Определение типа облигации
А. Инкапсуляция
B. Химическое соединение клеем
C. Склеивание после вулканизации
4. Испытание на адгезию
1. Определение типа резины
Custom Rubber Corp. работает практически со всеми каучуками или термореактивными материалами, присутствующими в настоящее время на рынке. В таблице ниже приведены некоторые общие характеристики наиболее часто используемых материалов. Таблица является приблизительным руководством — свяжитесь с Custom Rubber Corp. для получения квалифицированной помощи в выборе соответствующего материала для рассматриваемого применения.
| МАТЕРИАЛ | СОКРАЩЕНИЕ | ВИБРАЦИЯ ИЗОЛЯЦИЯ | ОТНОСИТЕЛЬНАЯ ЦЕНА | ДИАПАЗОН ТЕМПЕРАТУР | ОЗОН, УФ-СТОЙКОСТЬ | МАСЛОСТОЙКОСТЬ |
|---|---|---|---|---|---|---|
| Натуральный | NR | Отлично | Хорошо | -60F до 220F | Плохо | Бедный |
| Бутил | ИИР | Отлично | Ярмарка | -75F до 250F | Хорошо | Бедный |
| Этилен-пропилен | ЭПДМ | Хорошо | Отлично | -70F до 250F | Отлично | Бедный |
| Нитрил | НБР | Хорошо | Хорошо | от -30F до 250F | Бедный | Отлично |
| Неопрен/хлоропрен | CR | Отлично | Отлично | -60F до 220F | Хорошо | Ярмарка |
| Силикон | ВМК | Хорошо | Ярмарка | -175F до 450F | Отлично | Ярмарка |
2. Определение материала подложки / определение материала для сопрягаемой детали
Определение материала подложки / определение материала для сопрягаемой детали
Иногда материал подложки определяется заранее, например, когда система полностью спроектирована и возникает непредвиденная утечка или дребезжание, для которых требуется резина для привязки к существующему компоненту. Иногда на этапе проектирования существует некоторая свобода действий, позволяющая рассмотреть ряд различных подложек или материалов для сопрягаемых деталей.
Custom Rubber Corp. не является экспертом в таких материалах, как сталь и пластик, но мы можем помочь в понимании любых проблем или ограничений, которые могут возникнуть при использовании конкретных материалов для склеивания с резиной.
Например, резину необходимо вулканизировать при температуре выше 300 градусов по Фаренгейту. Это требует, чтобы любая подложка, выбранная для химической адгезии, была способна выдерживать эту температуру в течение длительного периода времени, что исключает многие пластиковые материалы, такие как полипропилен и стирол. Эти легкоплавкие пластмассы могут быть соединены с резиной после вулканизации специальными цианоакрилатными клеями или могут также быть разработаны для механического «скрепления» или сопряжения с каучуковым компонентом. (Общую геометрию, используемую для механического «скрепления» резины с легкоплавким пластиком, см. на странице конструкции втулки).
Эти легкоплавкие пластмассы могут быть соединены с резиной после вулканизации специальными цианоакрилатными клеями или могут также быть разработаны для механического «скрепления» или сопряжения с каучуковым компонентом. (Общую геометрию, используемую для механического «скрепления» резины с легкоплавким пластиком, см. на странице конструкции втулки).
Как правило, если в качестве подложки используется пластик, это должен быть стеклонаполненный нейлон с более высокой температурой плавления.
Еще один вопрос, который необходимо учитывать при выборе подложки, это то, что потребуется для подготовки подложки к формованию. Многие необработанные металлы подвержены ржавчине, которая может препятствовать склеиванию и загрязнять резину в процессе формования. (См. Шаг 3 ниже для получения дополнительной информации о подготовке поверхности, необходимой для склеивания резины с металлом во время вулканизации). С другой стороны, некоторые виды обработки металла слишком гладкие, чтобы обеспечить хорошее химическое соединение, и, возможно, потребуется пескоструйная обработка или придание шероховатости перед формованием и склеиванием.
Наконец, если подложка не будет полностью покрыта резиной, необходимо подумать о том, как защитить отделку поверхности непокрытого металла во время производственного процесса, который включает нагревание и контакт металла с металлом, когда вставка помещается в форму.
3. Определение типа соединения
После определения типа или основы резины и металла необходимо рассмотреть тип соединения или соединения. Вопросы, которые следует учитывать при принятии этого решения, включают стоимость, требуемую прочность соединения, направление силы или удара относительно места соединения и материал подложки. Ниже обсуждаются плюсы и минусы трех типов соединения резины с металлом или соединения резины с подложкой.
3.А. Инкапсуляция или механический замок
Часто наиболее элегантным и экономически выгодным решением является инкапсуляция или специальный механический замок. Для герметизации металла резиной требуется, чтобы металл/подложка имели либо сквозное отверстие, либо какую-либо положительную характеристику, которую резина может формировать вокруг, например ручку или горлышко. Этот метод также используется для многих прорезиненных головок болтов. Ниже приведены несколько изображений, на которых показаны различные механические замки, разработанные Custom Rubber Corp. совместно с клиентами.
Этот метод также используется для многих прорезиненных головок болтов. Ниже приведены несколько изображений, на которых показаны различные механические замки, разработанные Custom Rubber Corp. совместно с клиентами.
Чтобы это было успешным, подложка должна выдерживать температуры формования, что может ограничить выбор пластика и, возможно, ограничить некоторые металлические покрытия, как обсуждалось выше в разделе 2.
Отдел инженеров и продаж Custom Rubber Corp. имеют многолетний опыт и работали с бесчисленным количеством клиентов, разрабатывая инновационные способы обеспечения надежного соединения резиновых и металлических деталей без дополнительных затрат на клей. В зависимости от размера детали устранение необходимости в химическом клее может сэкономить 20% и более от общей стоимости. Кроме того, когда клей не используется, металлические вставки можно легко восстановить и переформовать, что снижает затраты, связанные с ломом и бракованными деталями.
3. Б. Химическое соединение с помощью клея
Б. Химическое соединение с помощью клея
Когда соединение между резиной и металлом является абсолютно критическим и включает в себя сложную геометрию или очень большую или очень маленькую область, химическое соединение, вероятно, является единственным выбором. Одним из преимуществ этого типа связи является то, что она распространяется на всю поверхность контакта между резиной и металлом. Если все сделано правильно, этот тип связи также превышает прочность на разрыв резины, а это означает, что резина порвется до того, как связь разрушится; куски резины останутся прилипшими к металлу, если их разделить.
Этот процесс включает четыре основных шага, описанных ниже.
и. Подготовьте металлическую поверхность/поверхность подложки – Поверхность металла должна быть несколько шероховатой и обезжиренной, чтобы обеспечить хорошее сцепление. Для металлических вставок это, как правило, компромисс между защитой от ржавчины и оптимальной поверхностью для сцепления с резиной.
– Самый экономичный способ добиться этого – фосфатирование, которое удаляет все машинные масла с металла и оставляет превосходную склеиваемую поверхность. Фосфат также обеспечивает некоторое ингибирование ржавчины, но это не самое лучшее.
– Некоторые другие гальванические покрытия или покрытия, такие как шестивалентный хромат, обеспечивают лучшую защиту от ржавчины, чем фосфатное покрытие, и хорошее сцепление поверхностей, но температура процесса формования имеет тенденцию разрушать гальваническое покрытие.
– Если ржавчина не вызывает беспокойства, то достаточной подготовкой поверхности будет обычная пескоструйная или барабанная струйная обработка или простая протирка MEK.
ii. Нанесите грунтовку . Для большинства химических клеев требуется грунтовочный слой, предназначенный для приклеивания к металлической основе и дальнейшего улучшения поверхности для приклеивания резины.
iii. Нанесите клей . Как и грунтовку, клей можно наносить различными способами; погружение и сушка, центрифугирование, автоматическое распыление или ручное распыление. Если большая часть металла или подложки будет покрыта резиной, то погружение или центрифугирование могут быть очень экономичным решением. Однако нанесение окунанием и/или центрифугированием не является хорошим выбором, если будут открытые части металла, которые будут находиться в непосредственном контакте с формой, потому что клей со временем прилипает к форме, вызывая очень быстрое загрязнение формы, что требует частого производства. прерывание. Еще одно замечание: автоматизированный процесс распыления, как правило, требует дорогостоящего инструмента и не имеет экономического смысла для чего-либо, кроме изделий очень большого объема.
Если большая часть металла или подложки будет покрыта резиной, то погружение или центрифугирование могут быть очень экономичным решением. Однако нанесение окунанием и/или центрифугированием не является хорошим выбором, если будут открытые части металла, которые будут находиться в непосредственном контакте с формой, потому что клей со временем прилипает к форме, вызывая очень быстрое загрязнение формы, что требует частого производства. прерывание. Еще одно замечание: автоматизированный процесс распыления, как правило, требует дорогостоящего инструмента и не имеет экономического смысла для чего-либо, кроме изделий очень большого объема.
iv. Загрузка вставок в инструмент и форму – В зависимости от размера вставок и количества требуемых деталей загрузка вставок в форму может выполняться вручную, с помощью полуавтоматического загрузочного щита или может быть полностью автоматизирована. . Custom Rubber Corp. обычно работает с клиентами, у которых есть годовые объемы, для которых имеет смысл ручная или полуавтоматическая загрузка.
Химический клей одинаково хорошо подходит для всех трех типов молдингов; прессование, перенос и литье под давлением. Выбор между тем, какой процесс формования использовать, зависит от размера детали, поперечного сечения резины и от того, будет ли деталь формоваться в цвете.
Одним из недостатков химической адгезии является стоимость. Дополнительные затраты на подготовку металла и нанесение клея. Если есть какой-либо лом, дополнительные затраты либо на лом металлической вставки, либо на восстановление вставки, что представляет собой многоэтапный процесс.
3.С. Склеивание после вулканизации или с использованием PSA (клея, чувствительного к давлению)
В некоторых случаях лучшим вариантом является приклеивание резины к металлу или пластику в качестве вторичной операции.
Это особенно верно, когда металл представляет собой отливку, которая не подвергается прецизионной механической обработке. В случае чернового литья допуски на размеры недостаточно строгие, чтобы вставку можно было поместить в форму и зажать под давлением, что требуется при использовании первых двух способов склеивания. Custom Rubber Corp. использовала эту технику на большой опоре для ног моторизованной инвалидной коляски. Поскольку резина представляла собой верхнее покрытие, предназначенное для обеспечения сопротивления скольжению, концевой узел не подвергался воздействию суровых погодных условий (т. е. не погружался в воду или химические вещества), а основной силой было сжатие (которое прижимало резину к отливке), вторичная операция. приклеивание резины к металлу было сочтено наиболее экономичным.
Custom Rubber Corp. использовала эту технику на большой опоре для ног моторизованной инвалидной коляски. Поскольку резина представляла собой верхнее покрытие, предназначенное для обеспечения сопротивления скольжению, концевой узел не подвергался воздействию суровых погодных условий (т. е. не погружался в воду или химические вещества), а основной силой было сжатие (которое прижимало резину к отливке), вторичная операция. приклеивание резины к металлу было сочтено наиболее экономичным.
Этот метод также полезен, когда металлическая вставка включает в себя сварные компоненты. Часто, когда стоимость точной сварки нецелесообразна, а изменение количества сварного шва может привести к проблемам, описанным выше, металлическая вставка может не всегда помещаться в резиновую форму. Это может привести либо к повреждению формы, либо к смятию, непригодности металлических вставок.
Еще одним преимуществом приклеивания резины к металлу является значительное сокращение требуемой доработки. В процессе склеивания любые дефектные резиновые компоненты и любые дефектные металлические или пластиковые вставки могут быть отсортированы перед сборкой, в результате чего брак будет нулевым.
В процессе склеивания любые дефектные резиновые компоненты и любые дефектные металлические или пластиковые вставки могут быть отсортированы перед сборкой, в результате чего брак будет нулевым.
Custom Rubber Corp. также использовала клей, чувствительный к давлению (PSA), или двухстороннюю ленту для приклеивания резины к металлу и, в одном конкретном случае, резины к стеклу. Часто на нашем предприятии применяется PSA, а защитный слой остается на открытой стороне ленты. Когда клиент получает деталь, защитный слой удаляется, а деталь вдавливается на место. Так было в случае с одним конкретным продуктом, в разработке которого принимала участие Custom Rubber Corp.. После первоначальной упаковки деталей по отдельности Custom Rubber Corp. предложила упаковать их в наборы по шесть штук, именно столько клиент прикрепил к каждому окну. Это привело к экономии времени в процессе сборки клиента.
Независимо от того, используете ли вы клей или клей, чувствительный к давлению, важно найти правильный клей, который будет прилипать к резиновому материалу и подложке. Custom Rubber Corp. имеет отношения с одними из лучших поставщиков клея и одними из лучших поставщиков клейкой ленты в стране.
Custom Rubber Corp. имеет отношения с одними из лучших поставщиков клея и одними из лучших поставщиков клейкой ленты в стране.
4. Испытание на адгезию
В наиболее агрессивных средах связь между резиной и металлом или резиной и пластиком должна быть выше прочности резины на разрыв. Хотя существуют определенные стандартные тесты ASTM для проверки адгезии, они основаны на склеивании тонкой полоски резины с тонкой полоской металла или пластика, а затем использовании испытательного оборудования для отделения или разрыва двух материалов. Преимущество этих тестов заключается в том, что существует конкретный числовой результат, который представляет собой силу, при которой связь разрушается. Хотя эти тесты могут быть в некоторой степени полезными для разработки клея и материала, они обычно не помогают подтвердить хорошее сцепление с готовым продуктом.
Custom Rubber Corp. разработала ряд различных способов проверки деталей, соединенных между собой резиной и металлом.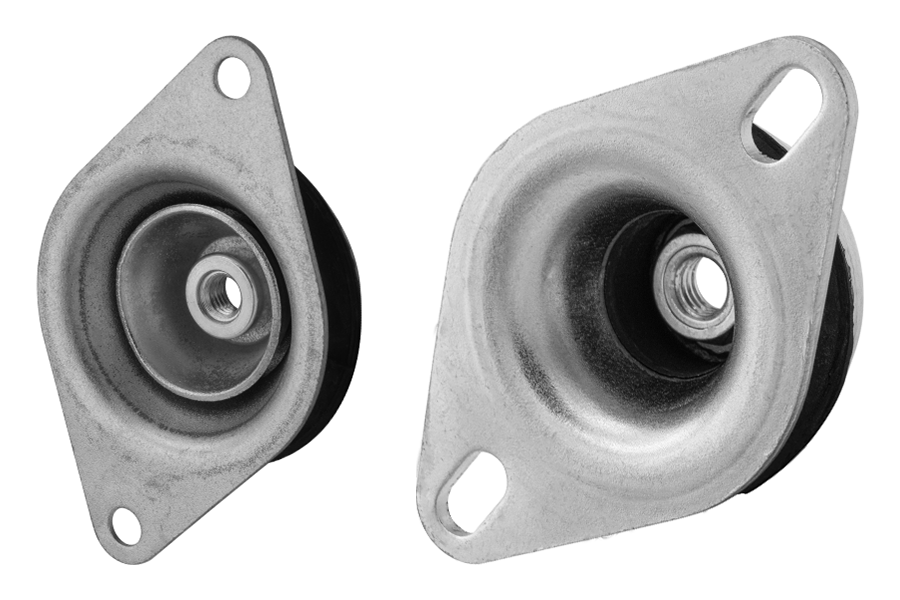 Иногда эти тесты разрушительны и могут быть выполнены с помощью гидравлического пресса, который прикладывает или записывает приложенное давление. В зависимости от применения и направления силы по сравнению с направлением связи, мы можем работать с вами над разработкой периодических испытаний, которые могут уменьшить или исключить возможность отказа деталей при применении.
Иногда эти тесты разрушительны и могут быть выполнены с помощью гидравлического пресса, который прикладывает или записывает приложенное давление. В зависимости от применения и направления силы по сравнению с направлением связи, мы можем работать с вами над разработкой периодических испытаний, которые могут уменьшить или исключить возможность отказа деталей при применении.
Заключение
Custom Rubber Corp. имеет многолетний опыт склеивания резины с металлом. Мы участвовали в проектах, в которых используются все типы резины, все типы подложек (пластик и металл) и все типы склеивания, как описано выше. Независимо от того, что требуется для вашего приложения, Custom Rubber Corp. может помочь демистифицировать иногда сложную «черную магию», связанную с соединением резины с металлом. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
Детали, изображенные на фото, отсутствуют на складе или для продажи. Все это примеры продукции, изготовленной по индивидуальному заказу, которые иллюстрируют возможности Custom Rubber Corp.
Резинометаллические элементы. Продукция и услуги
- Startseite
- Изделия
- Резинометаллические элементы
Резинометаллические элементы STENFLEX ® благодаря природным свойствам резины идеально подходят для использования в качестве демпфирующих элементов. Они используются в машинах, измерительных приборах, двигателях, насосах и промышленном оборудовании, где они обеспечивают эффективное средство изоляции корпусного шума. В сочетании со STENFLEX 9Резиновые компенсаторы 0260 ® обеспечивают оптимальное гашение шума и вибрации.
- В качестве подшипников для поглощения колебаний и вибраций
- В качестве ударопоглощающих элементов
- Для мягкого поглощения ударных и ускоренных нагрузок
- Машины
- Измерительное оборудование
- Двигатели
- Насосы
- Бытовая техника
- Ролики
Вне зависимости от того, будут ли они использоваться в качестве ударопоглощающих элементов или буферных элементов, наши резино-металлические элементы поставляются готовыми к установке – независимо от того, имеют ли они стандартную конструкцию или были индивидуально разработаны и изготовлены как специальная модель для конкретных задач. условия эксплуатации.
условия эксплуатации.
Структура:
Цилиндрические или параболические резиновые буферы с сильно прогрессивным изгибом. Металлическая пластина, вулканизированная с одной стороны, с резьбовым болтом (наружная резьба) или с внутренней резьбой.
Напряжение:
Напряжение сжатия в осевом направлении. Для поглощения удара и силы удара (ограничивает ход пружины)
См. наш каталог
Структура:
Цилиндрические резиновые буферы или буферы с убранной резиновой кромкой. Металлическая пластина, вулканизированная с одной или обеих сторон болтом с резьбой (наружная резьба) или внутренней резьбой.
Напряжение:
Напряжение сжатия и растяжения в осевом направлении. Напряжение сдвига в боковом направлении. Для поглощения удара и силы ускорения.
См. наш каталог
Структура:
Эластичный полый резиновый корпус с защитной планкой. Резьбовой болт вулканизирован с одной стороны (наружная резьба). Просверленный металлический U-образный профиль для крепления к потолку.
Резьбовой болт вулканизирован с одной стороны (наружная резьба). Просверленный металлический U-образный профиль для крепления к потолку.
Напряжение:
Напряжение сжатия и растяжения в осевом направлении. Для поглощения удара и силы ускорения.
См. наш каталог
Структура:
Плоский резиновый корпус для высоких нагрузок. Металлические рельсы вулканизированы с обеих сторон. Просверленные монтажные отверстия могут быть нанесены на металлические направляющие на месте.
Напряжение:
Высокое напряжение сжатия и сдвига в ограниченном пространстве.
См. наш каталог
Структура:
Эластичный резиновый корпус в металлическом корпусе. Стальная предохранительная пластина, привулканизированная с одной стороны (просверленные монтажные отверстия). Другая сторона с резьбовым болтом (наружная резьба) или с внутренней резьбой.