Резка металла газопламенная: Газоплазменная резка металла, станки газоплазменной резки с ЧПУ, газоплазменные машины и установки
alexxlab | 25.01.1990 | 0 | Разное
Термические машины для плазменной резки металла, лазерной резки металла, газовой резки труб, источники плазмы
Наиболее высокотехнологичным и малозатратным методом термической резки металла является – плазменная резка металла. Она характеризуется высоким КПД и отличным качеством реза. Позволяет резать металл толщиной от 1 до 80 мм. Подробнее>>
Газоплазменная и газопламенная резка металла предназначена для резки листового металла из конструкционной стали толщиной от 1 до 300 мм. Её характерные отличия: всесторонняя применяемость в области термической резки, высокое качество прецизионной обработки при невысокой стоимости. Подробнее>>
Машины для газоплазменной и газопламенной резки металла
серии “Двухсторонний привод” фирмы RedSteel
Машина для газоплазменной и газопламенной резки металла
серия «Двухсторонний серво-привод»
модель VELMARD 2560-SE-2 фирмы Velmard
Для минимизации Ваших затрат в области резки металла специалисты Ред Стил разработали установку термической резки серии “Односторонний привод”.
Портативные машины для резки металла – легко переносимые металлорежущие станки с ЧПУ. Они являются новаторскими идеями, включающие в себя много новых функций для того, чтобы лучше удовлетворить Ваши потребности. Подробнее>>
Лазерная резка металла позволяет достичь высокой точности резки металла, а также: превосходная стабильность; высокое качество резки; сокращение большого формата и подходящий для того, чтобы сократить больше материала; соотношение цена-качество; низкие расходы на эксплуатацию; высокая скорость и эффективность резки. Подробнее>>
программа для листового раскроя (плазменного, газового, лазерного)
Винтех RCAM – это мощный программный продукт, предназначенный для оптимизации раскроя листа, труб и программирования ЧПУ. Винтех RCAM специально разработан для работы с любыми машинами газовой, плазменной, лазерной и гидроабразивной резки.
Подробнее>>
(Газовая и плазменная резка труб)
| Машина для плазменной или газовой резки труб фирмы RedSteel | Машина для плазменной или газовой резки труб фирмы Velmard |
Термическая резка труб, применяется для обработки труб двумя методами: газовым и плазменным (в зависимости от Вашего выбора). Машина позволяет обрабатывать с высоким качеством трубы различного диаметра: от 80 до 600 мм. Благодаря наличию ЧПУ и надёжной системе проектирования RCAM-Pipe данная установка способна производить как элементарную нарезку труб на кольца, так и резку труб со сложными контурами под сварку заготовок различной конфигурации. Подробнее>>
Машина позволяет обрабатывать с высоким качеством трубы различного диаметра: от 80 до 600 мм. Благодаря наличию ЧПУ и надёжной системе проектирования RCAM-Pipe данная установка способна производить как элементарную нарезку труб на кольца, так и резку труб со сложными контурами под сварку заготовок различной конфигурации. Подробнее>>
Плазменные источники Hypertherm приятно удивят Вас простотой в использовании, непревзойдённой надёжностью, высокой производительностью и экономичностью и станут поистине незаменимой частью Вашего производства. Подробнее>>
Расходные элементы для источников плазменной резки
фирмы Hypertherm модели:
PowerMax 1250 PowerMax 1650 MAX 200
HSD 130 HPR 130 HPR 260 HPR 400XD
Kjellberg HiFocus установки дают высокую гибкость процессу обработки. Эти современнейшие установки тонкоструйной плазмотехники, которые позволяют проводить резку без образования бородок, с минимальной средней шероховатостью разреза и с большой точностью повтора, носят имя HiFocus-уcтановок. Подробнее>>
Подробнее>>
(Системы числового программного обеспечения)
Настоящим скачком в области производства, серьёзно упростившим работу на машине термической резки, стало изобретение Числового Программного Управления (ЧПУ). А применение на машинах ЧПУ совместно со специальными программами раскроя листового металла позволило ускорить и оптимизировать технологический процесс получения готового изделия.
Таким образом, работа на установке плазменной резки металла с ЧПУ стала наиболее высокотехнологичным и малозатратным методом термической обработки металла. В числе её преимуществ можно отдельно выделить:
– высокую скорость резки по сравнению ацетиленокислородной резкой и другими методами разделения металлов,
– образование ровной кромки без заусенцев,
– возможность резки металлических листов, толщина которых превышает 40 мм.
ООО “Рэд Стил” — представительство компании RED STEEL (Болгария) в России, работает на рынке промышленного оборудования с 2007 года.
Основные направления деятельности:
- поставка оборудования RED STEEL на российский рынок;
- сервисное обслуживание(гарантийное и послегарантийное) оборудования RED STEEL;
РЕД СТИИЛ ЕООД, Болгария
Общество основана в 2001 году в Софии, Болгария.
Коллектив состоит из сотрудников Института Металлорежущих Станков и Инструментов, София (ИММИ) и Завода Металлорежущих Станков, София (ЗММ).
Фирма специализируется на проектировании и производстве машин для термической резки с Числовым Программным Управлением (ЧПУ), используя две технологии резки – газо-кислородной и плазменной.
Презентация компании RedSteelБольше 50 лет прошло с момента изобретения установок плазменной резки металлов. За это время они получили широкое распространение на производствах ВПК, авиапрома, атомной энергетики.
В наше время одним из лидеров в производстве установок плазменной резки является болгарская компания Red Steel, объединившая в своей работе глубокое знание и многолетний опыт.
- машины плазменной резки монолитной конструкции серии “Компакт”;
- портальные установки плазменной резки и портальные машины газовой резки серии “Двусторонний и Односторонний привод”;
Характерным отличием установок плазменной резки металла с ЧПУ Red Steel является низкая ресурсоемкость, что позволяет удерживать конкурентную цену на рынке, высокое качество, удобство в эксплуатации и безопасность в работе. Благодаря перечисленным факторам спрос на установки плазменной резки Ред Стил растёт как на отечественном, так и на зарубежном рынке, упрощая производство на тысячах предприятий.
Благодаря перечисленным факторам спрос на установки плазменной резки Ред Стил растёт как на отечественном, так и на зарубежном рынке, упрощая производство на тысячах предприятий.
ТС N RU Д-CZ.АЛ92.В.09641 | Оборудование для газопламенной обработки металлов и металлизации изделий: станки газоплазменной резки металла, | “Pierce control Automation spol. s r.o.” | 8456908000 | ||
ТС N RU Д-CN.АВ29.В.04293 | Оборудование для газопламенной обработки металлов и металлизации изделий: портальная машина газоплазменной резки металла с числовым программным управлением | «Dezhou Sean CNC Co.,Ltd.» | 8456908000 | ||
ЕАЭС N RU Д-US.АД75. | Оборудование для сварки, резки и газотермического напыления, с круговым движением: аппараты автоматические для сварки и резки металлов на напряжение питания свыше 50В: Аппараты для газопламенной резки, сварки и снятия фасо | «WELD TOOLING CORPORATION» | 8515310000 | ||
ТС RU С-IT.АЗ01.В.04428 | Оборудование для газопламенной обработки металлов: машина газовой резки металла, | A.L.B.A. S.r.l | 8468200000 | ||
ТС N RU Д-CN.АЛ16.В.29445 | Оборудование для газопламенной обработки металлов: машины для резки металла | Gazcut Engineering works Ltd. | 8468200000 | ||
ТС N RU Д-US.АГ03.В.42611 | Оборудование для газопламенной обработки металлов: плазменный резак для аппарата плазменной резки металлов | ESAB Welding and Cutting Products | 8466937000 | ||
ТС N RU Д-CN. | Оборудование для газопламенной обработки металлов и металлизация изделий: Машина для газовой резки металла | NINGBO YINZHOU GAZCUT MACHINERY MFG. CO.,LTD | 8468200000 | ||
ТС N RU Д-JP.АУ04.В.10035 | Оборудование для газопламенной обработки металлов: установки для термической резки металлов, резаки для ручной газокислородной резки | Koike Sanso Kogyo Co. Ltd. | 8468200000 | ||
Д-CN.АВ15.А.00247 | Аппаратура для газопламенной обработки металлов и металлизации изделий: машина для резки металла, мод. GSZD-4000II 9M CNC | CHANGZHOU YATAI WELDING & CUTTING TECHNOLOGY CO., LTD. | 8456908000 | ||
Оборудование для газопламенной обработки металлов: машины для резки металла | Gazcut Engineering works Ltd. | 8468200000 | |||
ТС N RU Д-CN.АБ84.В.00460 | Оборудование для газопламенной обработки металлов: аппараты для плазменной резки металла | Shanghai HI-ZONE Welding Equipment Manufacture Co.,Ltd. | 8456 | ||
ЕАЭС N RU Д-DE.АБ84.В.07866 | Оборудование для газопламенной обработки металлов и металлизации изделий: промышленный аппарат для плазменной резки металла | Castolin Europe GMBH | 8456 | ||
ЕАЭС N RU Д-DE.ЛД05.В.06598 | Оборудование для газопламенной обработки металлов: машины для термической резки металлов c комплектующими | MESSER Cutting Systems GmbH | 8456900000 | ||
ТС N RU Д-DE.ГА02.В.04432 | Оборудование для газопламенной обработки металлов и металлизации изделий, торговой марки “Messer”: машины для термической резки металлов, моделей Portacut, Quicky, Quicky E, Secator, Secator-SN в соответствии с комплектнос | Messer Cutting Systems Gmbh | 8467299000 | ||
ЕАЭС N RU Д-DE. | Оборудование для газопламенной обработки металлов: станки для плазменной резки металла, | Kjellberg Finsterwalde Plasma und Maschinen GmbH | 8456400000 | ||
ЕАЭС N RU Д-IT.ЦС01.В.08897 | Оборудование для газопламенной обработки металлов: аппараты для плазменной резки металла в комплекте с принадлежностями | CEA CONSTRUZIONI ELETTROMECCANICHE ANNETTONI S.p.A. | 8456 | ||
ЕАЭС N RU Д-CN.ВЯ01.В.11441 | Оборудование для газопламенной обработки металлов: аппараты для плазменной резки металла, | Shanghai HI-ZONE Welding Equipment Manufacture Co.,Ltd. | 8456 | ||
ТС N RU Д-CN.АЛ16.В.44103 | Оборудование для газопламенной обработки металлов и металлизация изделий: машины для плазменной (с возможностью кислородной резки) металла с числовым программным управлением | Beijing Seigniory NC Equipment Co. | 8456908000 | ||
ЕАЭС N RU Д-TR.ПД84.В.25503 | Оборудование для газопламенной обработки металлов: станки для плазменной резки металла | ALFATEK MAKINA ELEKTRONIK SANAYI VE TICARET LIMITED SIRKETI | 8456400000 | ||
ЕАЭС N RU Д-CN.ПД84.А.25708 | Оборудование для газопламенной обработки металлов: станки для плазменной резки металла | FOSHAN SHUNDE BINGO WELDING EQUIPMENT CO., LTD | 8456400000 | ||
 В.02102
В.02102

 АБ69.А.03099
АБ69.А.03099 , Ltd.
, Ltd.Резка металла
Наши услуги резки
Мы предлагаем услуги по резке изделий из металла: листовые заготовки, арматура, профильный металлопрокат. В зависимости от срочности и технических требований к деталям вашего заказа, работы выполняются на оборудовании – станке с лазерной резкой, пиле для резки металла, или металл рубится на гильотине.
Выбор метода резки стального проката определяется назначением деталей, нормами допуска, предъявляемыми к заготовке, типоразмером заготовки.
Механическая резка
Профильный прокат – швеллер, балка, труба, применяемые для изготовления сборочных деталей различных конструкций, характеризуются основным линейным размером – длиной, поэтому в процессе изготовления режутся в размер при помощи ленточной пилы.
Листовая заготовка унифицированного стандартного размера преимущественно вырубается из целого листа при помощи гильотины. Инструментом для резки металла таким способом является специальный нож, гильотинная установка бывает гидравлического, пневматического действия с электроприводом, либо механическая ручная (используется только в малых цехах индивидуальных кузниц). Нарезанные таким образом листы из металла получаются в размер.
Также при применении гильотинных устройств успешно прорезаются (пробиваются) отверстия простой и сложной конфигурации в листах и стенках балок, швеллеров. Точность реза под прямым углом из плоскости детали зависит от толщины и размера заготовок, а также состояния режущего ножа и мощности оборудования может составлять ± 1-2 мм.
Точность реза под прямым углом из плоскости детали зависит от толщины и размера заготовок, а также состояния режущего ножа и мощности оборудования может составлять ± 1-2 мм.
Плазменная резка
При помощи газопламенного оборудования из листовых заготовок производится заготовка деталей сложных форм.
Наиболее распространенным и самым эффективным способом раскроя является газовая резка ручным способом. Работая горелкой и газовым оборудованием, осуществляется, как правило, нарезка малых, индивидуальных деталей, а также при выполнении операций по разделке кромок, снятие лишнего материала, в случаях, когда применение производственного оборудования не оправданно экономически. Резка металла газом происходит под действием горящей струи газа. Резка производится в основном пропаново-кислородной, реже ацетиленово-кислородной смесью газов. Использование ацетилена и пропана имеет свои особенности, зависящие от химического состава стали и назначения детали. Например, если нужен более точный рез и более экономичный расход, то лучше использовать ацетилен, если край реза не имеет значения, то – пропан.
Например, если нужен более точный рез и более экономичный расход, то лучше использовать ацетилен, если край реза не имеет значения, то – пропан.
Надо помнить, что при воздействии газопламенного оборудования получается широкий рез с неровными кромками с большим количеством окалин, который затем требует дополнительной обработки. Поэтому применение ручной газовой резки при больших объемах выполнения работ довольно ограниченно.
Для передела листовых заготовок в промышленных объемах применяются станки для плазменной резки металла с ЧПУ. Процесс происходит в среде плазмообразующего газа, чаще всего это кислородная или воздушная смесь. И та и другая имеет свои достоинства и недостатки. Аппараты плазменной резки разной мощности и производителей позволяют осуществлять резку металла различных марок сталей и толщине от 1 до 600 мм. Недостатком качества реза является характерная для плазменной резки, так называемая конусность кромки – наклон стенок вырезанного отверстия относительно плоскости листа, обычно в пределах 2-4°, возникает из-за технологической особенности закручивания газового потока в среде.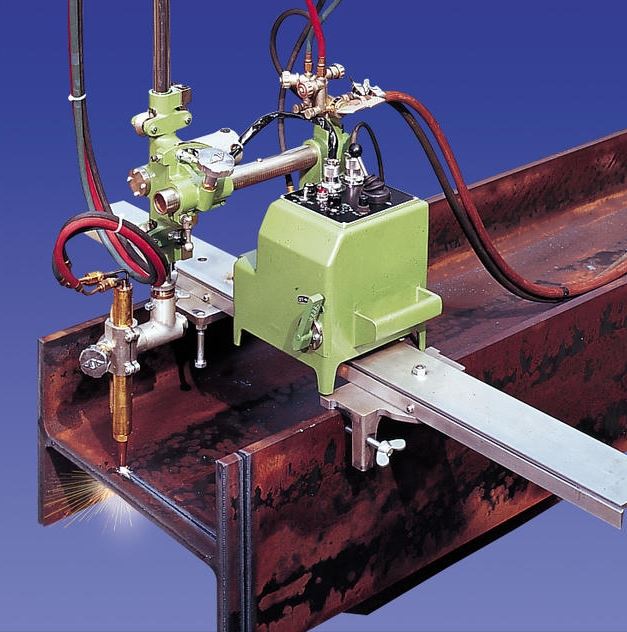
Лазерная резка
Для точной резки используют лазерный станок для резки металла. Применение такого метода позволяет добиться большей выработки, малого количества обрези листа, при правильном раскрое. Также резка листового металла лазером позволяет делать рез высокой точности. Метод основан на испарении металла под воздействием лазерного луча, возбуждаемого в резательном аппарате под действием электрического тока и направления пучка света через специальную линзу. Из-за большой расходимости лазерного луча раскрой деталей с использованием лазера целесообразно при толщинах до 220 мм. Но твердосплавные лазеры отлично не только режут, но и гравируют, осуществляя выборку стали под режущим инструментом на заданную глубину, поэтому широко такой способ обработки используется в изготовлении стальных предметов интерьера. Также лазерная резка металла очень нужна при раскрое тонколистовых конструкций из различных сплавов.
Преимущества
- высокая производительность оборудования завода, быстрые сроки осуществления заказов по резке металла в СПб;
- заказ продукции в любых объемах;
- индивидуальный подход к каждому заказчику;
- конкурентные цены на плазменную резку металлов и гибкая ценовая политика;
- специальные цены при заказе крупного объема работ по резке металла плазмой;
- плазменная резка металлов доступна по цене, стоимость заказа определяется вашим персональным менеджером индивидуально на основании параметров вашего технического задания.

Резка пламенем и плазменная резка нержавеющей стали и алюминия
Любой, кто работает с металлами, знает о важности понимания нескольких различных методов резки. К сожалению, те же самые производители, которые могут потратить месяцы на исследования, испытания и создание прототипов продуктов из самых разных металлических сплавов, некоторые из которых едва отличимы друг от друга, чтобы получить именно тот материал, который нужен, будут использовать любой режущий инструмент, который у них есть. под рукой. Умные производители знают, что то, что вы используете для резки материалов, так же важно, как и сам материал.
Вот почему производителям крайне важно понимать разницу между газопламенной и плазменной резкой и знать, какие операции лучше всего подходят для каждой из них. В конечном счете, решение будет зависеть от ряда факторов, в том числе от того, какой сплав вы используете, его толщину, местоположение, тип работы, ваши энергоресурсы, бюджет и многое другое.
Нас часто спрашивают о различиях между газовой и плазменной резкой. В следующих абзацах мы рассмотрим оба варианта и объясним, почему, когда речь идет об алюминии и нержавеющей стали, плазменная резка действительно является единственным жизнеспособным вариантом.
Что такое пламенная резка?
Пламенная резка имеет много названий, включая кислородно-топливную резку, кислородно-ацетиленовую резку и газокислородную резку. Это процесс, в котором для резки металлов используются горючие газы и кислород. Он был разработан французскими инженерами Эдмоном Фуше и Шарлем Пикаром в 1903 году как метод сварки пламенем. Он использует чистый кислород, а не воздух, для повышения температуры пламени. Это позволяет осуществлять локальное плавление материала заготовки.
При газокислородной резке пламя не предназначено для плавления металла, а должно доводить материал до температуры воспламенения. Затем поток кислорода направляется на металл и прорезает его, создавая металлооксидный шлак. Для быстрого сравнения, обычное пламя пропана/воздуха горит примерно при 3,590°F, пламя пропана/кислорода горит примерно при 4087°F, пламя оксиводорода горит при 5072°F, а пламя ацетилена/кислорода горит примерно при 6332°F.
Для быстрого сравнения, обычное пламя пропана/воздуха горит примерно при 3,590°F, пламя пропана/кислорода горит примерно при 4087°F, пламя оксиводорода горит при 5072°F, а пламя ацетилена/кислорода горит примерно при 6332°F.
Резак обычно имеет головку, расположенную под углом 60 или 90 градусов, с отверстиями, расположенными вокруг центральной форсунки. Внешние струи представляют собой пламя, состоящее из кислорода и ацетилена, предназначенное для предварительного нагрева. В центральной струе есть только кислород. Используя предварительное пламя предварительного нагрева, можно изменить направление реза без изменения положения сопла или угла.
Такая резка очень хорошо работает с железом и сталью. Резка инициируется нагревом кромки металла до температуры воспламенения. Когда режущий клапан выпускает кислород из центральной струи, он химически соединяется с железом и превращается в расплавленный оксид железа, производя разрез.
К сожалению, хотя газопламенная резка является дешевым и эффективным вариантом для работы с черными металлами, такими как железо и сталь, ее практически невозможно эффективно использовать с алюминием или нержавеющей сталью. С алюминием это не работает, потому что оксид алюминия плавится при более высокой температуре (это причина, по которой высококачественный алюминий является популярным выбором в аэрокосмических двигателях и вокруг них). С другой стороны, поскольку нержавеющая сталь не окисляется, это также не лучший выбор.
С алюминием это не работает, потому что оксид алюминия плавится при более высокой температуре (это причина, по которой высококачественный алюминий является популярным выбором в аэрокосмических двигателях и вокруг них). С другой стороны, поскольку нержавеющая сталь не окисляется, это также не лучший выбор.
По этим причинам при работе с нержавеющей сталью и алюминием производители обычно используют плазменную резку в качестве альтернативы газовой резке.
Что такое плазменная резка?
Плазменная резка, как и пламенная резка, представляет собой процесс, при котором струя ионизированного газа пропускается через отверстие с высокой скоростью. Газ после перегрева и электрической ионизации в электрическом канале образует законченную цепь обратно к резцу через заземляющий зажим. Мы называем этот ионизированный газ плазмой. Чем больше добавляется электроэнергии, тем горячее становится плазменная дуга. Эта дуга способна нагревать металл, и газ сдувает материал после его расплавления, создавая разрез в нужной точке.
Плазменный резак очень эффективен при работе с любым электропроводящим металлом, включая алюминий и нержавеющую сталь. Используемый сжатый газ может представлять собой воздух, кислород, инертный или какой-либо другой газ, в зависимости от разрезаемого материала. Когда газ нагнетается через сопло, между электродом в сопле и материалом образуется электрическая дуга. Затем газ ионизируется с интенсивностью тепла, достаточной для расплавления материала.
Каковы преимущества плазменной резки?
Известно, что плазменная резка очень хорошо работает с материалами толщиной менее полдюйма. Его также можно использовать со сложенным материалом или просечно-вытяжным листом. В этих случаях ручных фонарей вполне достаточно. Для более толстых материалов, до 6 дюймов, доступны станки с компьютерным управлением. Кроме того, плазма обычно образует чрезвычайно локализованный конус, который эффективен при резке листового металла угловатой или криволинейной формы.
Другие преимущества включают минимизацию времени подготовки с помощью плазменной резки без необходимости предварительного нагрева. Фреза производит чрезвычайно точный пропил. Универсальность огромна, и можно использовать плазменные резаки для пакетной резки, снятия фаски, фигурной резки, строжки и прокалывания. Кроме того, зона термического влияния мала, поэтому деформация или другие повреждения очень незначительны. Очистка также относительно проста.
Фреза производит чрезвычайно точный пропил. Универсальность огромна, и можно использовать плазменные резаки для пакетной резки, снятия фаски, фигурной резки, строжки и прокалывания. Кроме того, зона термического влияния мала, поэтому деформация или другие повреждения очень незначительны. Очистка также относительно проста.
Что касается мобильности, то это зависит от используемой машины, размера требуемого источника питания и объема резервуаров с воздухом. Существует множество видов переносных плазменных резаков, которые идеально подходят для полевых работ и работают от генераторов с приводом от двигателя или первичных источников энергии. Для более крупных разрезов потребуются специальные машины.
Ваш партнер по техническим ресурсам
Хотя и газопламенная, и плазменная резка имеют свое место, если вы работаете с алюминием или нержавеющей сталью, то плазменная резка будет вашим единственным вариантом. В Clinton Aluminium and Steel мы гордимся тем, что помогаем производителям сочетать правильный инструмент с правильным материалом. Мы стремимся быть партнером по техническим ресурсам для наших клиентов, помогая каждому извлечь максимальную пользу из своих решений о покупке.
Мы стремимся быть партнером по техническим ресурсам для наших клиентов, помогая каждому извлечь максимальную пользу из своих решений о покупке.
Со штатом сотрудников, который в среднем работает на нас почти 13 лет, компания Clinton признана ведущим поставщиком изделий из алюминия и нержавеющей стали на Среднем Западе. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы можем сделать для вас.
Плазменная резка, газопламенная резка, гидроабразивная резка
По писцу
Категория:
- Плазменная резка с ЧПУ
При работе с ЧПУ существует множество различных методов резки, наиболее эффективный из которых зависит от специфики вашего проекта и разрезаемого материала.
Три наиболее популярных процесса резки — это плазменная резка, газовая резка и гидроабразивная резка. Вот разбивка ключевых различий между тремя, чтобы помочь вам определить, что лучше всего подходит для вашего следующего проекта.
Газовая резка
Газовая резка, также называемая кислородно-топливной резкой, представляет собой процесс термической резки, в котором сочетаются кислород и источник топлива (кислородное топливо) для создания пламени, достаточно горячего для прожигания материала.
Процесс резки начинается с нейтрального пламени внешних форсунок горелки, которые предварительно нагревают материал до температуры воспламенения, не расплавляя его. Как только эта температура достигнута, машина выпускает дополнительный поток кислорода через центральную форсунку, чтобы усилить пламя. Центральная форсунка может управляться спусковым крючком для большей точности. Этот дополнительный всплеск гиперконцентрированного тепла прорезает материал.
Преимущества газовой резки
Пожалуй, самым большим преимуществом газовой резки является ее экономичность. Для работы не требуются источники питания и не так много компонентов, что также делает его очень портативным и отличным для работы в полевых условиях. Резка пламенем также довольно мощная и может прорезать металл толщиной до нескольких футов.
Резка пламенем также довольно мощная и может прорезать металл толщиной до нескольких футов.
Недостатки газовой резки
Газовой резке, однако, не хватает универсальности. Он может чисто резать только несколько типов материалов, в первую очередь чугун, углеродистую и низколегированную сталь. Кроме того, он менее эффективен, чем другие варианты.
Поскольку температура резки очень высока, кромки материала часто могут образовывать тонкий слой затвердевшей стали (известный как обезуглероженный слой). В зависимости от области применения этот слой может потребоваться удалить после резки. Окружающий материал в зоне термического влияния также может подвергаться воздействию экстремального тепла, что требует последующей обработки во избежание затвердевания и растрескивания в будущем.
Вердикт
Газовая резка лучше всего подходит для переносной резки толстого чугуна или стали по низкой цене.
Гидроабразивная резка
Гидроабразивная резка — это метод механической резки, при котором для разрезания материала используется поток воды под высоким давлением. Во время резки насос высокого давления подает воду через режущую головку со скоростью до 2500 футов в секунду. Для резки металлов и некоторых других твердых материалов в воду часто добавляют абразивное вещество для увеличения скорости потока и режущей способности.
Во время резки насос высокого давления подает воду через режущую головку со скоростью до 2500 футов в секунду. Для резки металлов и некоторых других твердых материалов в воду часто добавляют абразивное вещество для увеличения скорости потока и режущей способности.
Преимущества гидроабразивной резки
Гидроабразивная резка достаточно универсальна и позволяет резать самые разные материалы, включая металлы и неметаллы. Это также немного безопаснее, чем методы термической резки, так как во время процесса в цех не выделяются токсичные пары. Поскольку рез выполняется водой, а не теплом, нет риска термического повреждения зоны разреза или материала.
Недостатки гидроабразивной резки
Гидроабразивная резка действительно неэффективна при работе с толстыми резами твердых металлов, что может привести к замедлению скорости резки и, в конечном счете, к ухудшению качества резки. Используемое оборудование также немного дороже, чем у альтернативных решений для резки, и требует гораздо большего обслуживания.
Вердикт
Гидроабразивная резка лучше всего подходит для точной резки (особенно неметаллов), не опасаясь теплового повреждения или токсичности.
Плазменная резка
Как и пламенная резка, плазменная резка представляет собой термический процесс, но вместо использования кислорода и топлива для создания пламени плазменная резка использует электрическую дугу для ионизации и нагрева газа, который, в свою очередь, производит плазму для резки материала. . Во время резки заготовка включается в электрическую цепь с помощью заземляющего зажима. Затем перегретая плазма достигает деталей и выполняет резку.
Преимущества плазменной резки
Плазменная резка является более эффективной формой термической резки, чем пламенная, но при этом качество реза не ухудшается, а пропил получается более точным. Этот процесс также можно автоматизировать, и он хорошо работает при резке большинства проводящих металлов, таких как алюминий, медь или нержавеющая сталь.
Недостатки плазменной резки
Единственное реальное ограничение плазменной резки заключается в том, что разрезаемый материал должен обладать проводящими свойствами, чтобы стать частью электрической дуги стола плазменной резки. Плазменные резаки с ЧПУ также обычно не работают при резке материалов толщиной более нескольких дюймов.
Вердикт
Плазменная резка лучше всего подходит для выполнения высококачественной прецизионной резки металлов толщиной до трех или четырех дюймов по более доступной цене, чем решения для гидроабразивной резки.
Повысьте производительность ЧПУ с помощью ShopSabre
Наши ведущие в мире станки с ЧПУ обеспечивают точность, эффективность и полную универсальность, помогая начинающим любителям и владельцам коммерческих магазинов, работающим полный рабочий день, добиваться действительно выдающихся результатов с минимальными затратами труда.
Вот несколько основных причин, по которым ShopSabre может разрабатывать и производить такие революционные технологии:
- Опытный штат инженеров
- Возможность полного изготовления и тестирования конструкций на месте
- Возможность запуска конструкций в производство
Это лишь некоторые из преимуществ американского производителя станков. Купите нашу непревзойденную коллекцию фрезерных станков с ЧПУ и плазменных станков с ЧПУ в Миннеаполисе сегодня, чтобы испытать то, каким должно быть ЧПУ.
Купите нашу непревзойденную коллекцию фрезерных станков с ЧПУ и плазменных станков с ЧПУ в Миннеаполисе сегодня, чтобы испытать то, каким должно быть ЧПУ.
Пламенная резка
Механизированная резка обеспечивает превосходную обработку по сравнению с ручной операцией.
Доступны различные механизированные системы перемещения, горелка может перемещаться по прямой линии или вручную для получения сложной формы.
Рисунок 1. Методы работы
Для подготовки кромок листа перед сваркой можно использовать механизированные системы.
Рис. 2. Механизированная система
Одновременно можно выполнять более одного разреза.
Все операторы и пользователи газов в баллонах должны полностью понимать потенциальную опасность и свойства газов, которые они используют и хранят на месте.
Каждый газ имеет свои характеристики, влияющие на его поведение. Газы также изменяют характеристики под воздействием внешнего давления.
Важной характеристикой газа является его плотность по отношению к воздуху, поскольку от этого зависит, поднимется он или опустится при утечке. В таблице ниже приведены плотности некоторых распространенных газов.
Большинство газов в своем естественном состоянии бесцветны и не имеют запаха, поэтому вероятность утечки практически отсутствует. Большинство топливных газов имеют или имеют «запах», помогающий обнаружить утечку.
Все поставщики имеют полный набор паспортов безопасности материалов, в которых подробно описаны химические и физические свойства газов, а также их характеристики. Кроме того, поставщики могут дать рекомендации по безопасному обращению, хранению, транспортировке и использованию продукта.
ВАЖНО :
Знайте ВСЕ свойства газов, с которыми имеете дело!
В этой публикации описаны основные свойства и характеристики обычно используемых промышленных газов. Мы настоятельно рекомендуем вам дополнить эту информацию соответствующими паспортами безопасности материалов.
Плотность газа по сравнению с воздухом (приблизительно) |
Водород 0,06 |
Гелий 0,1 |
Азот 0,9 |
Ацетилен 0,9 |
Воздух 1 |
Кислород 1.1 |
Аргон 1,4 |
Углекислый газ 1,5 |
Пропан 1,5 |
Промышленные газы подразделяются на следующие категории:
Окислители | Сами по себе не горят, но поддерживают горение. |
Инертные материалы | Как правило, они не вступают в реакцию с другими материалами, не поддерживают горение и не поддерживают жизнь. Инертные газы следует рассматривать как удушающие вещества, потому что при утечке они вытесняют воздух и, следовательно, кислород в атмосфере. |
Легковоспламеняющиеся вещества | Эти газы при смешивании с окислителем и правильном источнике воспламенения будут гореть. Повышение температуры смеси топлива и окислителя также может вызвать воспламенение. |
Токсичные вещества | Они могут причинить травмы или угрожать жизни даже в небольших концентрациях. |
Коррозионные вещества | Они вступают в химическую реакцию с другими материалами, вызывая реакции и порчу. Могут выделяться токсичные газы. |
Пирофорные вещества | Самовозгорается при контакте с воздухом. |
 При увеличении количества и типа окислителя будут гореть многие вещи, которые обычно не воспламеняются.
При увеличении количества и типа окислителя будут гореть многие вещи, которые обычно не воспламеняются. 
Типичный газовый баллон имеет высоту около 1,6 м (5 футов), диаметр основания 200 мм (8 дюймов) и весит более 69 кг (150 фунтов). Если он упадет, любой на его пути пострадает.
Размеры баллонов различаются в зависимости от их содержимого. Свободно стоящие баллоны следует рассматривать как неустойчивые!
Правильный способ перемещения цилиндров — цилиндр:
- вертикально
- безопасный
- клапаны самые верхние
ПОМНИТЕ! Никогда не пытайтесь поймать падающий цилиндр – уйдите с дороги!
Любой, кто перемещает цилиндры, всегда должен носить защитную обувь, чистые перчатки и защитные очки.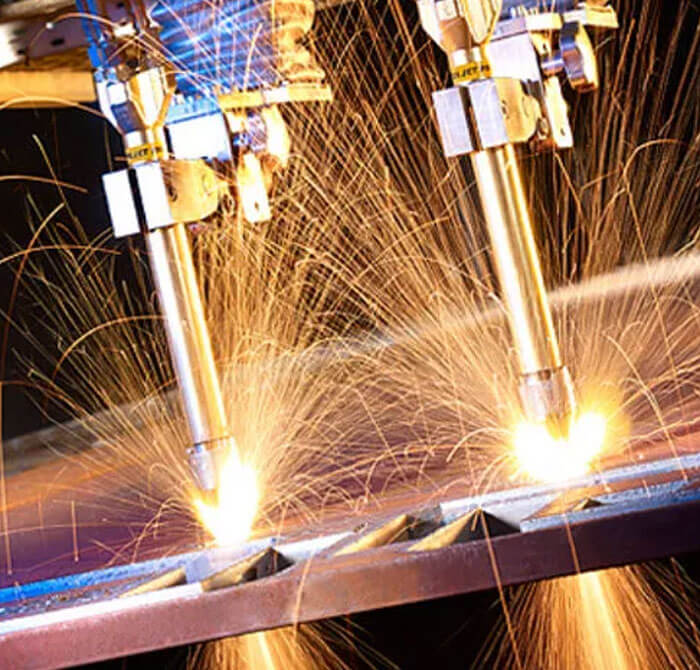
Очевидно, что лучше перемещать баллоны с помощью механических приспособлений, например, тележки или на поддоне для баллонов с помощью вилочного погрузчика. Положения о ручных погрузочно-разгрузочных работах 1992 г. требуют, чтобы по мере возможности операции были механизированы или чтобы были предусмотрены вспомогательные средства для погрузочно-разгрузочных работ.
Если это нецелесообразно, оцените задачу обработки, в том числе:
- можно ли выполнить эту задачу механически, требуется ли для этого более одного человека?
- вес, высота и характер груза, подлежащего перемещению
- окружающая среда; например освещение, напольное покрытие, температурный доступ
- способность человека передвигаться и сохранять контроль над грузом
ПОМНИТЕ :
Баллон никогда не бывает пустым.
Правильный способ перемещения баллонов на большие расстояния или по неровной поверхности — это использование специальной тележки с некоторыми средствами удержания баллонов.
Баллоны нельзя оставлять отдельно стоящими, они всегда должны быть закреплены или находиться под чьим-либо непосредственным контролем. Помните об опасностях ручного подъема цилиндров из горизонтального положения в вертикальное. Убедитесь, что весь персонал прошел специальный курс по ручному обращению.
Никогда не катите баллоны по земле, так как это может привести к повреждению маркировки баллона и клапана баллона. Катить стальные баллоны, наполненные газом, по бетону может быть чрезвычайно опасно.
Никогда не перевозите баллоны с присоединенным регулятором давления и оборудованием. Цилиндры нельзя перемещать с открытым клапаном.
Безопасная транспортировка баллонов
- По возможности перевозите баллоны в открытых транспортных средствах или открытых прицепах.
- Если баллоны необходимо перевозить в закрытых фургонах или автомобилях, обеспечьте хорошую вентиляцию.
- Все баллоны проверяются BOC Gases после наполнения на герметичность.
 Однако после загрузки баллона в автомобиль еще раз проверьте отсутствие утечки газа.
Однако после загрузки баллона в автомобиль еще раз проверьте отсутствие утечки газа. - Надлежащим образом закрепите цилиндры и убедитесь, что они не выступают за края или край автомобиля.
- Выгрузите баллоны как можно скорее и переместите их в безопасное и хорошо проветриваемое место для хранения.
- Не курите, перевозя баллоны с кислородом или горючими газами (например, ацетилен, водород, пропан) в фургонах или автомобилях.
- В случае утечки из баллона припаркуйте автомобиль в безопасном месте и обратитесь за консультацией в компанию BOC Gases.
- Если вы попали в дорожно-транспортное происшествие, сообщите экстренным службам, что перевозятся газовые баллоны.
- Если у вас есть сомнения по какому-либо вопросу, обратитесь за советом, прежде чем покинуть объект BOC Gases.
Безопасное хранение баллонов
- Баллоны со сжатым газом лучше всего хранить на открытом воздухе, на охраняемой огороженной территории, но с некоторой защитой от непогоды.

- В зоне хранения баллоны с кислородом должны храниться вдали от топливных газов, т. е. растворенного ацетилена, сжиженного нефтяного газа, водорода и т. д.
- Полные баллоны должны храниться отдельно от пустых, а пустые кислородные баллоны должны храниться отдельно от пустых баллонов с топливным газом.
- Другие продукты не должны храниться в зоне хранения газа, особенно масло или агрессивные жидкости.
- Лучше всего хранить все баллоны в вертикальном положении, приняв меры, чтобы убедиться, что они закреплены, чтобы предотвратить их падение.
- Ацетилен и пропан никогда не должны располагаться горизонтально друг над другом при хранении или использовании.
- Ваша система хранения должна обеспечивать достаточный оборот запасов.
Когда вы столкнулись с промышленным газовым баллоном, полным газа, и спросили: «Что делает баллон потенциально опасным?» средний человек, скорее всего, упомянет:
- размер и вес цилиндра
- они могут упасть за
- газ внутри баллона
Большинству людей не придет в голову добавить:
- давление газа в баллоне
А вот давление газа в баллоне потенциально наибольшую опасность из перечисленных выше (за исключением некоторых специальных газов).
Многие газы считаются безвредными при нормальном атмосферном давлении и температуре. Однако, если они подвергаются воздействию высоких давлений или температурных изменений, они потенциально опасны.
Хорошим примером является воздух; он совершенно безопасен до тех пор, пока не окажется под давлением, когда накопленная энергия может сделать его опасным.
Баллоны, используемые для хранения газов под давлением, проектируются и изготавливаются в соответствии с высокими техническими требованиями и регулярно проходят испытания под давлением.
Поставщик газа в баллоне несет юридическую обязанность в соответствии со статьей Системы давления и переносные газовые баллоны Правила 1989 регулярно проверять и проверять баллон.
Частота проверки баллона зависит от:
- газа, содержащегося в баллоне
- Баллоны с топливным газом проверяются чаще, чем, например, баллоны со сжатым воздухом.
- рабочее давление, которому подвергается цилиндр
- разные газы хранятся при разном давлении.

Всегда следите за тем, чтобы цилиндры были в вертикальном положении и надежно закреплены.
Поставщик может определить, когда баллон должен пройти испытания, по штамповке на горловине баллона и с помощью фигурных и цветных «контрольных колец», надетых на горловину баллона. Каждый цвет и форма испытательного кольца будут определять, в каком году будет проводиться испытание. Это контрольное кольцо предназначено для использования поставщиками и не должно касаться пользователя баллона.
Баллоны наполняются до разного давления в зависимости от характеристик газа и возможностей баллона. Изготавливаются из стали или алюминиевых сплавов. Все баллоны производятся в соответствии с европейскими и британскими стандартами и/или спецификациями Министерства внутренних дел.
Хотя некоторые цилиндры сварные, большинство из них сплошные, вытянутые из цельной стальной заготовки. Это придает им силу и устойчивость. Кроме того, некоторые баллоны имеют разрывную мембрану для быстрого сброса газа и снижения давления, например, в случае нагревания баллона.
Большинство баллонов не имеют разрывной мембраны. Если давление увеличивается ненормально, цилиндр обычно раскалывается или вскрывается, высвобождая свое содержимое, а не фрагментируясь. Однако это зависит от обстоятельств и причин неудачи.
Существуют различные своды правил Британской ассоциации по сжатым газам (BCGA) и руководства по охране труда и технике безопасности (HSE) по хранению различных газов. Информацию о промышленных газах см. в Руководстве BCGA GN2, в котором содержатся рекомендации по опасностям хранения газовых баллонов и рекомендуемая практика контроля рисков.
Каждая ситуация хранения должна рассматриваться по существу, поэтому необходимо проводить оценку рисков для каждого места хранения. Следующие примечания могут быть использованы в качестве основного руководства; однако особые обстоятельства могут потребовать внесения изменений в эти рекомендации.
В случае происшествия пожарная команда прибывает на место и ожидает получения информации от начальника пожарной охраны участка (сотрудника службы безопасности и т. д.) о типе и количестве баллонов, а также об их местоположении. Если эта информация недоступна, никто не может войти в помещение.
д.) о типе и количестве баллонов, а также об их местоположении. Если эта информация недоступна, никто не может войти в помещение.
Вы должны установить аварийные процедуры для каждого хранилища. Для больших складских площадей обратитесь в аварийно-спасательные службы.
При хранении баллонов следует учитывать ряд вопросов:
- характер хранимых газов
- последствия и опасности в случае утечки
- доступ для доставки и снятия баллонов
- хороший домашний уход
- общие условия на площадке, безопасность и вандализм
Персонал должен быть обучен безопасному обращению с газами и их хранению и заверить своего работодателя в том, что они поняли курс обучения и способны предпринять соответствующие действия в случае возникновения чрезвычайной ситуации.
Это должно включать:
- потенциальную опасность хранимых газов
- идентификация цилиндра
- информация о поставщике
например, использование паспортов безопасности материалов - меры безопасности на площадке и аварийные процедуры
- выбор и использование противопожарного оборудования
- безопасное обращение с баллонами
Обучение должно быть формализовано и зарегистрировано с проведением курсов повышения квалификации по мере необходимости.
Обеспечьте легкий доступ в хранилище и вокруг него. Обеспечение проходов шириной не менее 0,6 м важно, чтобы избежать эффекта «домино». Дополнительно:
- баллоны следует хранить в вертикальном и безопасном положении на хорошо осушенной и ровной поверхности
- храните баллоны в специально отведенном для курения месте вдали от риска пожара, тепла и источников воспламенения
- убедитесь, что в магазине есть соответствующие предупреждающие знаки
- при необходимости предоставить противопожарное оборудование
Лучшее складское помещение бесполезно, если продавец не контролирует, что и куда следует. Хорошая уборка важна:
- Не храните больше ничего в хранилище баллонов, так как другие материалы могут представлять собой дополнительные источники топлива в случае возникновения пожара.
Это особенно применимо к маслам, краскам, разбавителям и другим легковоспламеняющимся или агрессивным жидкостям.
- отделить полные баллоны от пустых.
- разделите баллоны в соответствии с потенциальной опасностью и типом газа, т. е. кислород, пропан и очень токсичный.
- баллоны с кислородом могут храниться вместе с баллонами, содержащими инертные газы. Баллоны со сжиженным газом
- должны храниться на расстоянии не менее 3 м от любого другого типа газовых баллонов.
Подробную информацию см. в Своде практических правил Ассоциации по сжиженному нефтяному газу 7:1998 . - пирофорные и очень токсичные газы должны храниться отдельно в закрытых, надлежащим образом вентилируемых складских помещениях с ограниченным доступом.
ПОМНИТЕ :
Знайте ВСЕ свойства газов, с которыми имеете дело!
Местоположение магазина имеет жизненно важное значение:
- место хранения желательно располагать на открытом воздухе, в хорошо проветриваемом месте вдали от граничных ограждений.

- следует уделить внимание разделению и расположению зон хранения с учетом потенциальной опасности хранимых газов. Например, газы тяжелее воздуха могут просачиваться в канализацию, воздуховоды, вентиляционные системы и т. д. Газы легче воздуха также могут попадать в здания, например, через воздухозаборники.
- следует уделить внимание доступу для доставки, ручного обращения и аварийных служб – аварийные службы захотят «облить» баллоны водой, а не направлять на них большое количество воды, поскольку баллон может быть потревожен или даже опрокинут.
- убедитесь, что место хранения находится вдали от потенциальных источников воспламенения и источников тепла.
- должны храниться в вертикальном положении и закреплены на чистой, хорошо осушенной ровной поверхности.
- должно осуществляться вдали от других процессов и действий, которые могут повлиять на баллоны.
- должно быть обеспечено достаточное освещение, следует учитывать возможность воспламенения от искусственного освещения.
 9Предупреждающие знаки 0049 должны включать типы хранимого газа, полные и пустые баллоны, запрет на курение, ограниченный доступ и т. д.
9Предупреждающие знаки 0049 должны включать типы хранимого газа, полные и пустые баллоны, запрет на курение, ограниченный доступ и т. д. - следует учитывать защиту от вандализма, взлома и кражи. При необходимости может потребоваться использование промышленного ограждения высотой 1,8 м.
- , если они запираются в целях безопасности, не должны быть оснащены самоблокирующимся механизмом и должны открываться наружу. Все аварийные выходы должны быть оборудованы паническими засовами, должным образом обозначены и всегда должны оставаться свободными.
- в дополнение к вышеуказанной ссылке следует сделать ссылку на BCGA Guidance Note GN2.
ПОМНИТЕ :
Баллон никогда не бывает пустым.
Сборка портативного оборудования для кислородно-ацетиленовой сварки и резки
Рис. 3. Портативное оборудование для кислородно-ацетиленовой сварки и резки в сборе
3. Портативное оборудование для кислородно-ацетиленовой сварки и резки в сборе
Ацетилен состоит из водорода и углерода, как и большинство горючих газов. В основном углерод обеспечивает интенсивное тепло и очень высокую температуру пламени (3100°C) при горении с кислородом. Если кислорода недостаточно, углерод выбрасывается в воздух в виде черной копоти.
Ацетилен имеет очень высокую долю углерода, и если кислород уменьшить, чтобы обеспечить пламя с избытком углерода, углерод поглощается сталью, чтобы обеспечить высокоуглеродистую поверхность, используемую для операций твердой наплавки.
Рис. 4 – Кислородно-ацетиленовое пламя с указанием различных зон
Нейтральное кислородно-ацетиленовое пламя сжигает равные пропорции кислорода и ацетилена и является восстановительным по своей природе, тем самым восстанавливая любой оксид железа до железа и поглощая кислород; следовательно, нет необходимости использовать флюс при сварке стали. Следует отметить, что оксид железа не является тугоплавким.
Следует отметить, что оксид железа не является тугоплавким.
Демонстрация сварки 2 – Структура кислородно-ацетиленового пламени
AIM Для демонстрации трех настроек кислородно-ацетиленового пламени.
ОБОРУДОВАНИЕ Оборудование для кислородно-ацетиленовой сварки, включая защитные очки и кремневую зажигалку.
ТЕОРИЯ Существует три различных режима пламени:
Рис. 5. Нейтральное пламя
Наконечник конуса Самая горячая часть Прибл. 3100°С
- Нейтральное пламя
Это пламя сжигает равное количество кислорода и ацетилена. (На практике рекомендуется для начала иметь как можно меньше ацетиленового тумана на кончике конуса.)
Рис. 6. Пламя науглероживания
- Пламя науглероживания
В этом пламени содержится избыток ацетилена, в результате чего вокруг конуса и за его пределами образуется богатая углеродом зона.
Примечание: И нейтральное пламя, и науглероживающее пламя являются восстановительными по своей природе.
Рис. 7. Окислительное пламя
- Окислительное пламя
В этом пламени содержится избыток кислорода, в результате чего сразу за конусом образуется богатая кислородом зона. Это пламя получается путем установки на нейтраль, а затем уменьшения подачи горючего газа.
Во время многих производственных процессов часто бывает необходимо отрезать металлы по размеру или придать кромкам фаску, готовую к сварке. В этой главе описываются различные процессы, которые можно использовать для этой цели.
Операции, связанные с резкой
В газокислородной резке участвуют две операции.
Пламя нагрева направляют на разрезаемый металл, пока он не нагреется до ярко-красного каления. Это называется температурой воспламенения, около 900°С.
Поток кислорода под высоким давлением направляется на горячий металл. Это немедленно окисляет металл, и, поскольку температура плавления этого оксида ниже температуры плавления стали, оксид плавится и сдувается.
Таким образом, металл режется химическим действием; железо или сталь не плавится. Тепло, необходимое для продолжения резки, обеспечивается частично за счет нагревательных струй и частично за счет химического воздействия.
- Вертикальные линии — нулевое сопротивление
- Сопротивление, измеренное по толщине листа
– например, сопротивление 10 % означает отставание в 10 % толщины пластины.
Хороший срез. | |
Слишком высокая скорость резки. | |
Слишком низкая скорость резки. | |
Сопло слишком высоко. | |
Неравномерная скорость резания. | |
Слишком сильное пламя предварительного нагрева. | |
Слишком слабое пламя предварительного нагрева. |


Таблица 1. Проверка кромок, обработанных пламенем
Рисунок 9. Несколько советов по получению качественного реза
Пистолетные трубки обычно относятся к инжекторному типу, поэтому их можно использовать как в системах высокого, так и в системах низкого давления. Современный тип режущего сопла имеет встроенную смесительную камеру, так что «обратный выброс» обычно доходит только до сопла; высокая скорость газа имеет тенденцию препятствовать его дальнейшему движению.
Размер режущей паяльной трубки зависит от толщины изделия; доступны специальные сверхмощные паяльная трубка. Размеры сопла также различаются в зависимости от толщины листа.
Режущие машины, в которых может использоваться одна или несколько режущих паяльных трубок, работают быстрее и точнее, чем ручная резка.
Поскольку резка по существу представляет собой окислительный процесс, сталь выплавляется в небольшом количестве или вообще не выплавляется. Таким образом, пропил (ширина разреза) должен быть достаточно чистым, а верхний и нижний края должны быть прямыми. При исследовании расплавленных оксидов после резки установлено, что в них содержится до 30% нерасплавленной стали, смытой со сторон реза струей кислорода высокого давления. Эту царапину можно увидеть, если осмотреть стороны пропила, потому что на поверхностях металла будут слабо вытравлены линии сопротивления. При неправильном разрезе эти линии сопротивления будут более выраженными (рис. 8 и табл. 1).
На рис. 9 показаны некоторые советы по получению качественного реза.
Газокислородная резка вручную
Чтобы поддерживать постоянную скорость перемещения во время работы, требуется немало навыков (рис. 10). Таким образом, общее качество резки, производимой ручным резаком, обычно хуже, чем качество резки, выполненного правильно настроенной режущей машиной.
Направляющие для резки помогают удерживать резак на правильной линии резки. Для поддержания правильного расстояния от насадки до рабочего места можно использовать роликовую насадку.
Резку стопкой можно использовать для одновременной резки более одной пластины, если требуется одинаковая форма (Рисунок 11).
Газокислородная резка на станке
Современные станки для резки способны выполнять высококачественную резку в узких пределах. Многие машины подготавливают скошенные кромки под сварку без каких-либо дополнительных операций по зачистке.
Рис. 10. Газокислородная резка от руки
Эту операцию можно значительно упростить, используя направляющие и насадки (см. Рис. 11).
Существует множество различных конструкций режущих машин. Некоторые машины имеют один резак, в то время как другие имеют много. Одна конструкция перемещает резак или горелки над листом, который нужно разрезать, а другая конструкция удерживает режущую головку в неподвижном состоянии и перемещает заготовку под нее.
Простейшая машина для резки прямолинейного типа, состоящая из каретки, установленной на направляющей, содержащей резак. Каретка перемещается по работе с помощью электродвигателя с регулируемой скоростью (рис. 12).
Рис. 11. Разрезание стопки
Можно разрезать стопку пластин, если они плотно прижаты друг к другу.
Вырежьте небольшой круг, используя маленькую направляющую. Сохраняйте точку поворота в центральной отметке.
Профилировочный станок
Другие станки, часто называемые профилировочными станками, могут направлять режущую головку или головки по шаблону. Некоторые направляющие системы имеют устройство магнитного колеса, которое повторяет контур стального шаблона, в то время как другие содержат фотоэлектрический элемент, который следует черному контуру рисунка.
Некоторые направляющие системы имеют устройство магнитного колеса, которое повторяет контур стального шаблона, в то время как другие содержат фотоэлектрический элемент, который следует черному контуру рисунка.
Рис. 12 – Типовой прямолинейный и круговой станок
Рис. 13. Процедура резки пламенем
A Предварительный нагрев до температуры воспламенения
B Переместите резак назад, чуть выше края
C Откройте режущий кислородный клапан
.
D Начать резку
E Продолжить резку
Таблица 2. Приблизительные значения давления для ручной резки стального листа
Примечание:
Приведенные выше цифры даны только в качестве руководства, поскольку фактические требования могут варьироваться в зависимости от характера работы.
Некоторые регуляторы давления оснащены манометрами, откалиброванными в кг/см². 1 кг/см² примерно равен 1 бар.
1 кг/см² примерно равен 1 бар.
Сопла резака сконструированы таким образом, что они имеют центральный порт, вокруг которого расположено кольцо или несколько меньших портов. Меньшие порты представляют собой круглые отверстия в случае форсунок для резки ацетилена и имеют форму кольцевых прорезей для пропана. Через меньшие отверстия подается горючий газ, смешанный с кислородом в нужной пропорции, с целью предварительного нагрева металла. Центральное отверстие отверстия, через которое выпускается основная струя кислорода, будет различаться по диаметру в зависимости от размера требуемого режущего сопла. Диаметр отверстия увеличивается по мере увеличения толщины разрезаемого листа — как правило, для резки небольшого диапазона толщин используется сопло определенного размера.
На рис. 14 показаны типичные режущие сопла.
Рис. 14. Особенность конструкции режущего сопла
A Цельное режущее сопло из АЦЕТИЛЕНА – параллельный канал, 3–9 отверстий для предварительного нагрева, без юбки.
B АЦЕТИЛЕНОВОЕ режущее сопло, состоящее из двух частей – отверстие Вентури, кольцевое пространство с предварительным нагревом, без юбки.
C Сопло Вентури для ПРИРОДНОГО ГАЗА, состоящее из двух частей, канавки предварительного нагрева, длинная юбка.
D Сопло для ПРОПАНА, состоящее из двух частей – параллельный канал, прорези для предварительного нагрева, длинная юбка.
E Сопло для ПРОПАНА, состоящее из двух частей – параллельный канал, канавки предварительного нагрева, длинная юбка, кислородная завеса.
В основном существует три типа устройств, которые можно использовать для радиальной и круговой резки.
- Малая насадка для резки кругов
Это просто шарнир, который крепится к хвостовику горелки на определенном расстоянии от сопла в соответствии с требуемым радиусом. Такое устройство показано на рисунке (б). - Большая насадка для резки кругов
Это чрезвычайно полезное устройство показано на рисунке (c).
- Специальное режущее устройство для небольших отверстий
Некоторые резаки поставляются в виде комплекта и включают в себя сменный хвостовик специальной конструкции, в котором режущая головка располагается «на одной линии», а не под обычным углом 90°. Эта специальная головка используется вместе с осью для вырезания небольших отверстий.
Направляющая лопатки
Она снабжена регулировкой по вертикали для получения правильного расстояния между соплом и пластиной. Опора перемещается по пластине, подлежащей резке, и может быть прижата к прямой кромке.
Рис. 15. Направляющая для лопаты
Направляющая для малого круга
Маленькие круги можно вырезать, закрепив шарнир на газовых трубках паяльной трубки.
Рис. 16. Малая круглая направляющая
Радиусный стержень
Используется для больших кругов. Он оснащен колесной опорой и регулируемой осью.
Он оснащен колесной опорой и регулируемой осью.
Рис. 17. Радиусная планка
Направляющая для снятия фаски
Скос можно получить, установив колеса двойной опоры на разных уровнях или используя зажимные приспособления с прорезями.
Рис. 18. Направляющая для скоса
Общие сведения
Соберите оборудование и расположите разрезаемый материал в удобном положении; более быстрая резка и более гладкая поверхность возможны, если удалить ржавчину и окалину с пути реза. Зажгите сопло и держите паяльную трубку с соплом под прямым углом к пластине и наносите название нагрева на дальний от оператора край материала. Лопата или роликовая направляющая, прикрепленная к соплу, помогают удерживать паяльную трубку в устойчивом положении, увеличивая тем самым скорость резки.
Когда край металла нагреется до ярко-красного цвета, задействуйте кислородный рычаг резки и подтяните паяльную трубку к телу оператора вдоль линии реза со скоростью, рекомендованной в таблицах данных.
Приведенные выше замечания относятся к резке листов из мягкой стали нормальной толщины. Следующие пункты должны быть отмечены для различных требований резки.
Рисунок 19. Методы резки
Толстый материал
Из-за большого расхода газа при резке толстого материала убедитесь, что имеется «достаточный запас топливного газа и используйте батарею кислородных баллонов, соединенных вместе, или трубопроводы. толстый материал, нагрейте металл до ярко-красного каления, нажмите на режущий рычаг, подождите, пока режущая реакция не будет видна прямо через толщу металла до нижнего края, а затем протяните паяльную трубку.0003
Окрашенный и оцинкованный материал
Очистите поверхность перед началом резки. Часто полезно немного наклонить кончик сопла, чтобы облегчить подрезание краски или окалины. Если вентиляция не очень хорошая, в месте резки следует установить вытяжку дыма. В некоторых случаях может потребоваться использование респиратора.
Из всех методов, используемых для удаления материала в производстве, процесс газовой резки играет важную роль в подготовке листового материала из мягкой стали для сварных конструкций. Он легко применим к очень большой толщине материала и позволяет вырезать множество форм или контуров – две точки, которые ограничивают использование гильотины.
Он легко применим к очень большой толщине материала и позволяет вырезать множество форм или контуров – две точки, которые ограничивают использование гильотины.
Это быстрее, чем операции механической обработки, что является важным преимуществом в связи с подготовкой кромок листов под сварные соединения.
Большинство металлов окисляются. Скорость окисления на воздухе зависит от типа материала и температуры. Свойства образующихся оксидов отличаются от свойств исходного металла.
Кислород медленно соединяется с металлом, как в случае ржавчины железа, называется «ОКИСЛЕНИЕМ», тогда как, если образование оксида происходит очень быстро, это называется «ГОРЕНИЕМ» или «ГОРЕНИЕМ». ‘.
Как правило, повышение температуры металла приводит к ускорению скорости окисления. В случае мягкой стали при нагреве до температуры 890°С (ярко-вишнево-красная) происходит полное сгорание, если она находится в любой атмосфере чистого кислорода, и образуется магнитный оксид железа.
Процесс
Пламенная резка возможна благодаря тому, что:
- ЖЕЛЕЗО ГОРИТ В ЧИСТОМ КИСЛОРОДЕ ПРИ НАГРЕВЕ ДО ТЕМПЕРАТУРЫ “ВОСПЛАМЕНЕНИЯ” (890°С).
- ТЕПЛО ВЫДАЕТСЯ ПРИ ЭКЗОТЕРМИЧЕСКОЙ РЕАКЦИИ МЕЖДУ ЖЕЛЕЗОМ И КИСЛОРОДОМ.
Железо + кислород – оксид железа + тепло
Процесс заключается в создании локального горячего пятна на поверхности стали с пламенем до температуры воспламенения и направлении струи чистого кислорода под высоким давлением на это ПРЕДВАРИТЕЛЬНО НАГРЕВОЕ место. Происходит бурная и быстрая химическая реакция, сталь сгорает и образуются оксиды. Экзотермическая реакция дает гораздо больше тепла. Этого тепла достаточно, чтобы расплавить оксиды, образовавшиеся на металле.
Рис. 20. Процесс кислородной резки
Оставьте 1–2 мм на «пропил».
ПЛАМЯ ПРЕДВАРИТЕЛЬНОГО НАГРЕВАНИЯ имеет особую функцию:
Для передачи достаточного количества тепла на поверхность стали, чтобы компенсировать потери тепла за счет теплопроводности.
В этом отношении АЦЕТИЛЕН из-за его высокой температуры пламени имеет следующие преимущества перед ПРОПАНОМ и природным газом.
- Более быстрый запуск предварительного прогрева.
- Лучше проникает в грунт, накипь и ржавчину.
- Обеспечивает более высокую скорость резки на тонком листе, где решающим фактором является РАСПРОСТРАНЕНИЕ ТЕПЛА по листу.
Недостатком высокотемпературного пламени предварительного подогрева ацетилена является склонность к чрезмерному оплавлению верхних кромок реза.
Обычно это связано с использованием слишком большого пламени предварительного нагрева после начала резки, и эту проблему можно устранить путем правильного контроля пламени и расстояния от заготовки.
Пламя предварительного нагрева должно быть достаточной интенсивности, чтобы разрушить поверхностную окалину и поддерживать температуру воспламенения стали независимо от неровностей поверхности.
Резке пламенем могут подвергаться только те материалы, температура горения или воспламенения которых ниже их точки плавления. В противном случае материал расплавится до того, как произойдет ОКИСЛЕНИЕ, что сделает невозможным получение чистой кромки.
В противном случае материал расплавится до того, как произойдет ОКИСЛЕНИЕ, что сделает невозможным получение чистой кромки.
ЦВЕТНЫЕ МЕТАЛЛЫ НОРМАЛЬНО НЕЛЬЗЯ РЕЗАТЬ ПЛАМОЙ. Чугун и нержавеющая сталь требуют специальных процедур, и даже в этом случае трудно получить «кромку газопламенной резки» того же качества, что и при обработке простой углеродистой стали.
Правильная резка
Острая верхняя кромка.
Почти вертикальные линии.
Квадратное лицо с легким шлаком.
Хороший нижний край.
Слишком низкая скорость резки
Оплавленный и закругленный верхний край.
Нижняя часть разреза лица неравномерно утолщена.
Нижний край шершавый.
Сильная чешуя на срезе.
Сильный осадок на нижней стороне трудно удалить.
Скорость резания слишком высокая
Верхний край не острый и может быть подрезан.
Линии перетаскивания с очень заметным и неровным уклоном назад.
Неровный край среза.
Слегка закругленный нижний край, который может быть не полностью оторван.
Источник: http://local.ecollege.ie/Content/APPRENTICE/liu/metalfab_notes/module_2/Introduction%20to%20the%20Oxy-Fuel%20Cutting,%20Freehand-Attachments_M2_U1.doc
3 вы являетесь автором текста выше, и вы не согласны делиться своими знаниями для обучения, исследований, стипендий (для добросовестного использования, как указано в законе об авторских правах США), пожалуйста, отправьте нам электронное письмо, и мы быстро удалим ваш текст. Добросовестное использование — это ограничение и исключение исключительного права, предоставленного авторским правом автору творческого произведения. В законе США об авторском праве добросовестное использование — это доктрина, которая разрешает ограниченное использование материалов, защищенных авторским правом, без получения разрешения от правообладателей. Примеры добросовестного использования включают комментарии, поисковые системы, критику, новостные репортажи, исследования, обучение, библиотечное архивирование и стипендию.
