Резка металла ленточной пилой: Резка металла ленточной пилой – rocta
alexxlab | 04.01.1994 | 0 | Разное
Резка металла ленточной пилой – rocta
04Ноя
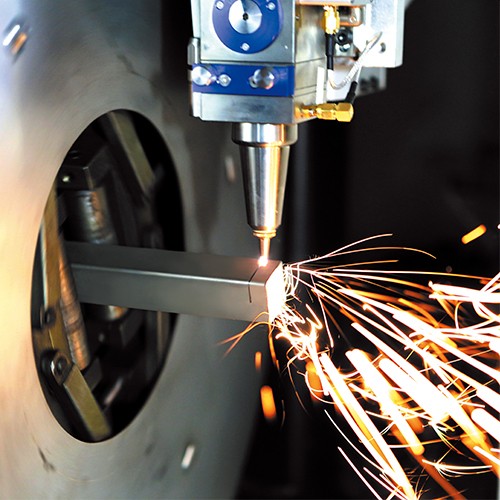
Резка металла ленточной пилой – это эффективный и простой метод обработки металлических заготовок. Он отличается высокой производительностью, качеством пропила. Все работы проводятся на ленточнопильном станке. Его главной конструктивной особенностью стало наличие специальной пилы, которая и дала ему название. Режущий инструмент сварен в кольцо с зубьями и натянут между шкивами.
Принцип работы станка
Механизм привода агрегата вращает ленту, натянутую между двух маховиков. После того, как оператор включает станок, и пила достигает нужной частоты вращения, остается только загрузить обрабатываемый материал./p>
Резка металла ленточной пилой эффективнее традиционных способов обработки металлов (механической ножовкой, дисковой резкой, газорезными установками). Производительность ленточнопильных станков выша, а расход материала – меньше, благодаря небольшой толщине реза. Относительно высокая стоимость режущего инструмента компенсируется производительностью обработки и повышенной прочностью полотна пилы (при соответствии материала инструмента типу и размеру обрабатываемой заготовки).
Относительно высокая стоимость режущего инструмента компенсируется производительностью обработки и повышенной прочностью полотна пилы (при соответствии материала инструмента типу и размеру обрабатываемой заготовки).
Главной особенностью резки металлов ленточной пилой становится необходимость подбора шага зубьев полотна в зависимости от профилья распиливаемой заготовки. Для этого ООО «Роста» предоставляет специальные таблицы, которые помогают определить, какой шаг полотна необходим для распиловки. В контакте с заготовкой одновременно должно находиться 3-4 зуба. Если требуется обработать заготовки разного диаметра и сечения, необходимо менять полотна в соответствие с таблицей.
В процессе работы лента смазывается смазочно-охлаждающей жидкостью: водой или специальным вязким раствором. Жидкость защищает ленточную пилу от перегрева при распиле металла, снижает износ и удаляет с лезвия металлическую пыль. Последняя также удаляется с помощью специальных щеточек, которые устанавливаются отдельно. Их применение необязательно, но помогает еще больше снизить нагрузку на режущую ленту.
Их применение необязательно, но помогает еще больше снизить нагрузку на режущую ленту.
Преимущества резки металла ленточной пилой
- Высокая скорость обработки заготовок
- Повышенная гладкость среза
- Экономия материала – ширина пропила составляет 1,5 мм
- Угол обработки металла ±60°
- Распил заготовок любого типа
- Точность 0,1-1,5 мм, отклонение от вертикали до 0,05 мм
- Пакетная обработка заготовок
- Отсутствие стружки
Типы устройства станков с ленточной пилой
Маятниковые или консольные
Такие станки изготавливаются с пильной рамой (консолью). Она вращается на шарнире, и перемещается в вертикальной плоскости. Консольными агрегатами режут трубы, сплошной и сортовой прокат. Наравне с поворотными модификациями применяются и неповоротные, которые режут только под углом 90°.
Односточные или колонные
В этом случае пильная рама станка закреплена на специальной стойке, и перемещается по ней в вертикальной плоскости. Главное достоинство агрегатов такого типа – возможность резать металл под углом с минимумом дополнительных операций.
Главное достоинство агрегатов такого типа – возможность резать металл под углом с минимумом дополнительных операций.
Двухстоечные
В этом случае по бокам рабочего стола располагаются две колонны. По ним консоль перемещается вверх и вниз. Пильная рама соединяется со станиной с помощью подвижного соединения, представляющего собой жесткий замкнутый контур. Такая конструкция обеспечивает повышенное давление на заготовку, при этом пила не уходит из плоскости резания. Если необходимо обработать деталь под углом, применяют вращающийся стол. Главное достоинство двустоечных ленточнопильных станков – повышенная жесткость конструкции. Благодаря ей, обрабатывать можно металлы практически любой твердости.
Портальные
Такие станки имеют зафиксированный рабочий стол и подвижный портал. Они применяются для работы с труднообрабатываемыми заготовками больших размеров (металлических плит, отливок, поковок). В процессе работы портал перемещается по направляющим вдоль рабочего стола. Такая конструкция позволяет сократить пространство, которое занимает станок.
Такая конструкция позволяет сократить пространство, которое занимает станок.
Угловые или горизонтальные поворотные
Такими станками детали режут под углом к ее собственной оси. Ключевое отличие – изменяемый по двум осям наклон пильной рамы. Дополнительное пространство для маневра дают поворачиваемый стол и губки тисков
Материалы полотна ленточных пил
Для изготовления лент применяются материалы разной твердости, выбор конкретного зависит от назначения режущего элемента. Для работы с деревом используют легированную сталь твердостью 45 HRC. Для повышения твердости материала до 64 HRC и выше, стальные ленточные пилы закаляют высокочастотным током.
Инструменты, прошедшие такую процедуру, иногда используются для работы с углеродистой сталью или цветными металлами. Но чаще всего для распила металла применяют ленточные пилы с биметаллическим полотном: зубья изготавливаются из сплава стали с кобальтом и вольфрамом, а основная часть полотна – из инструментальной стали. С помощью закалки твердость такого инструмента повышают до 65-69 HRC. Биметаллическими пилами также режут заготовки из инструментальных, нержавеющих, жаростойких сталей, сплавов титана и других металлов.
С помощью закалки твердость такого инструмента повышают до 65-69 HRC. Биметаллическими пилами также режут заготовки из инструментальных, нержавеющих, жаростойких сталей, сплавов титана и других металлов.
Но для работы с прочными материалами (такими как стекловолокно, армированная пластмасса, графит и так далее) биметаллическое полотно подходит плохо Чтобы еще сильнее повысить износостойкость и эффективность полотна, зубья наплавляют стеллитом – сплавом хрома, кобальта, вольфрама и молибдена.
Заточка ленточных пил
Плохая заточка ленты приводит к концентрации напряжений в зубьях пилы, которые становятся причиной быстрого износа инструмента, а последний ведет к разрывам полотна. Понять, когда нужно заточить зубья можно по внешнему виду режущих элементов или пропилов – они становятся шероховатыми.
Выбор конкретного инструмента для заточки ленточных пил зависит от твердости зубьев. Чаще всего используются электрокорундовые, амлазные или эльборовые круги. Первые применяются для работы с лентами из инструментальной стали, а остальные используются для заточки зубьев биметаллических и других пил повышенной твердости.
Первые применяются для работы с лентами из инструментальной стали, а остальные используются для заточки зубьев биметаллических и других пил повышенной твердости.
Форма круга зависит от профиля зубьев и затачиваемой грани. Она может быть профильной (совпадать с профилем режущего элемента), чашечной, плоской или тарельчатой. Окружная скорость при затачивании составляет 20-25 м/с.
Выделяют два способа заточки ленточных пил:
- Полнопрофильная
В этом случае применяется эльборовый круг, повторяющей формой профиль зубьев. Он одновременно обрабатывает переднюю и заднюю поверхность соседних элементов. Такой способ сохраняет все размеры и углы изгиба зубьев, и исключает появление у их основания угловатостей, которые приводят к износу режущих элементов и полотна. В процессе используются автоматизированные станки с синхронизацией движения толкателя и заточного круга. Главный недостаток метода – необходимость наличия специального станка.
- Заточка каждого зуба ленточной пилы в отдельности
Этот способ подразумевает обработку каждого зуба с двух сторон, поэтому отличается повышенными временными затратами. Преимущества: простота и удобство. Этод метод применяется для единичной заточки, и не требует специального оборудования – достаточно будет обычного заточного станка или гравера.
Техническое обслуживание ленточных пил
Для того, чтобы поддерживать станок и ленту в оптимальном техническим состоянии, нужно проводить следующие виды обслуживания:
- Очистка и заточка режущих элементов
- Разводка зубьев ленточного полотна
- Замена охладительно-смазочных материалов
- Восстановление параметров станка: силы натяжения ленты, скорости ее движения
Рекомендуемое время распила металла ленточной пилой составляет 1-1,5 часа, после этого полотну нужно дать отдохнуть для снятия внутренних напряжений. Силу натяжения ленты выставляют на уровне составляет 160-190 кгс/см3.
Шкивы, подшипники и направляющие ролики ленточной пилы нужно поддерживать в чистоте и регулировать по горизонтали и вертикали. Результатом пренебрежения этими операциями становится возникновение вибраций и даже выход всего станка из строя. По мере износа ролики и подшипники необходимо заменять, а шкивы – протачивать.
Свяжитесь с нами
Закажите станки с ленточными пилами для резки по металлу. Оборудование ООО «Роста» в 1.5-2.0 раза дешевле моделей зарубежный производителей, аналогичных по техническим характериситкам. Мы предлагаем маятниковые, вертикальные двухстоечные и другие станки, с которыми вы сможете решать любые производственные задачи.
Свяжитесь с нами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38 и уточните интересующую вас информацию у менеджеров ООО «Роста».
Пакетная резка металла ленточной пилой
Пути увеличения эффективности распила профильных заготовок
В современном быстроразвивающемся мире множество зданий, сооружений, конструкций (супермаркеты, заводы, ангары, рекламные щиты и т. д.) используют в своей основе колонны, всевозможные фермы, связи и т.д. Перечисленные металлоконструкции изготовлены из металлопроката – листа, швеллера, балки, трубы различных длин и сечений.
д.) используют в своей основе колонны, всевозможные фермы, связи и т.д. Перечисленные металлоконструкции изготовлены из металлопроката – листа, швеллера, балки, трубы различных длин и сечений.
Для получения требуемых размеров металлопрокатную заготовку необходимо распилить.
Использование ленточнопильного оборудования для этих целей подходит наилучшим образом. В тоже время распил, уложенных сразу по несколько штук, обеспечивает увеличение производительности. Остается только правильно подобрать шаг зуба и тип ленточнопильного станка.
Особенности ленточнопильного станка при пакетной резки труб и профильных заготовок
Производительные станки сконструированы так, что ленточное полотно располагается под небольшим углом относительно заготовки. Именно в таком положении нагрузки на режущую часть пилы снижаются. Данный эффект особенно хорошо работает при порезке труб, профилей. Буквально 2-3 градуса наклона относительно заготовки и сразу же снижается максимальная длина реза а вместе с ней и нагрузки на пилу.
Но важно не только правильно располагать ленту пилы в отношении заготовки. Также важно правильно зажать материал в зоне реза. Это обеспечивают зажимные тиски. Их задача обжать материал со всех сторон реза, включая сверху и снизу. Т.к. внизу расположена мощная станина станка, то прижимать необходимо только сверху. В таких случаях лучше использовать станок, имеющий в своей конструкции верхний прижим для распиливаемых заготовок.
| Верхний прижим ленточнопильного станка |
Верхний прижим ленточнопильного станка |
Верхний прижимной ролик на рольганге |
Некоторые производители, экономя на покупке станка, прибегают к различным методам, например, прихватки точечной сварки на концах заготовок, которые могут фиксироваться стропами или цепями. Эти способы является довольно сложными и не эффективными, и на сварку уходит и время и электроды.
Эти способы является довольно сложными и не эффективными, и на сварку уходит и время и электроды.
Кроме этого важным пунктом при обжатии пакета является зажим отпиленных заготовок, чтобы снизить вероятность возникновения вибраций, заусенцев и увеличить стойкость пилы.
Рекомендации по расположению заготовки и ее фиксации при пакетной резке и распиле по несколько штук сразу
Размеры заготовки влияют и на тип применяемого станка и на геометрию зубьев пилы.
Геометрия зубьев ленточного полотна для распила труб и профильных заготовок
Для решения задач по распилу профильных заготовок, заводы-производители пил создали варианты пил, имеющие увеличенную производительность.
Сконструирован зуб с увеличенной разводкой зубьев, имеющий уникальную форму межзубной впадины для эффективного выноса стружки. При распиле больших пакетов заготовок существует риск заклинивания ленточного полотна. Для устранения проблем заклинивания пилам по профилю создается увеличенная разводка зубьев. Благодаря этим особенностям, пилы с этими конструктивными особенностями используются для резки профильных заготовок.
Для устранения проблем заклинивания пилам по профилю создается увеличенная разводка зубьев. Благодаря этим особенностям, пилы с этими конструктивными особенностями используются для резки профильных заготовок.
От параметров труб и толщины стенки трубы зависит вариант шага зуба, который следует использовать. Если для распила тонкой стенки (3-5мм) взять пилу с достаточно крупным шагом (2/3) то при резе одновременно будет находиться только 1 зуб. Это повлечет чрезмерную нагрузку и скалывание.
Советуем, чтобы подобранный шаг зуба обеспечивал нахождение в материале заготовке минимум 3м зубьям. Рекомендуется, чтобы выбранный шаг зуба позволял находиться в отрезаемой заготовке, по крайней мере, 3 зубьям одновременно, но не более 24. Переменный шаг зуба 10/14 и 8/12 рекомендован на заготовки с толщиной стенок 1-2 мм. Переменные шаги зуба 6/10 и 5/8 на стенки средней толщины – 3-6 мм; еще более крупные шаги 4/6 или 3/4 должны использоваться на трубах с еще более толстыми стенками. Необходимо помнить, что при пакетной резке толщину стенки надо удваивать. Чтобы правильно выбрать шаг зуба используйте нашу таблицу с рекомендациями.
Необходимо помнить, что при пакетной резке толщину стенки надо удваивать. Чтобы правильно выбрать шаг зуба используйте нашу таблицу с рекомендациями.
Кроме шага зуба необходимо подобрать и соответствующий тип (форму) зуба. Для резки профильных заготовок применяют пилы со специальным профильным зубом.
Наша компания предлагает обе формы зубьев: РТ и ТТ
Тип зуба PT имеют усиленную форму зуба, которая позволяет избежать скалывания зубьев и, как следствие, эффекта «домино» при резке труб, металлоконструкций и пакетов из заготовок малых размеров
Тип зуба TT. имеет также усиленную форму зуба в виде трапеции. Отличный вариант для небольших станков по резке различного стального профиля (фасонного проката) как по одной заготовке, так и пакета
С целью увеличения производительности распила профильных заготовок применяется пакетная резка. Однако это более сложный процесс, так как требуется не только правильно уложить все заготовки в зону резания, верно закрепить, но и обеспечить корректные режимы резания.
С нашей помощью вы сможете правильно выбрать не только станок для распила профильных заготовок, но и ленточную пилу со специализированной формой зуба.
Могут ли ленточные пилы резать металл?
Ленточная пила представляет собой электропилу с длинным острым металлическим лезвием в виде сплошной ленты с очень острыми зубьями, огибающей два колеса, одно из которых приводится в движение. Постоянное вращение ленты создает мощное режущее действие ленты, поскольку разрезаемый материал проходит через лезвие.
Верхнее колесо или шкив направляет отвал, а нижний шкив, приводной, регулирует скорость отвала.
Это прекрасное дополнение к любой деревообрабатывающей мастерской, достаточно универсальное, чтобы резать не только дерево, но также металл и другие материалы. Ленточные пилы также используются в лесозаготовках.
Ленточные пилы также используются в лесозаготовках.
Они удобны для вырезания кривых в дереве, но могут делать гораздо больше. Их можно использовать для нарезки шипов и небольших шпунтов, а также для разрезания заготовки и вырезания небольших полос из более крупных кусков дерева.
В этой статье
- Какие материалы можно резать ленточной пилой?
- Материалы, подходящие для резки ленточной пилой:
- Ленточные пилы и материалы для резки
- Скорость полотна ленточной пилы
Какие материалы можно резать ленточной пилой?
Ленточные пилы бывают разных размеров и с разным количеством зубьев (зубьев на дюйм, или TPI). Это позволяет ленточнопильным станкам резать дерево, металл и пластик.
Любой из этих материалов можно резать, перемещая их вдоль станины пилы, с ограждением или без него, направляя материал через полотно по отмеченным линиям и формам. Поскольку вы перемещаете разрезаемый материал, а не лезвие, как в других электропилах, вы можете резать кривые и неправильные формы. Вы также можете вырезать детали неправильной формы.
Вы также можете вырезать детали неправильной формы.
Ленточные пилы идеально подходят для резки толстых материалов. Маленькие ленточные пилы могут легко резать древесину толщиной 4 дюйма, а более крупные — даже толщиной 6 дюймов.
Однако они не идеальны для резки гибких материалов. Эта гибкость повлияет на качество резки и безопасность использования машины. Это соответствует их сильной стороне — резке более толстых материалов, которые устойчивы при прохождении через лезвие.
Тонкие металлы не подходят для резки ленточной пилой. Общее эмпирическое правило для резки металлов заключается в том, что толщина металла должна быть не меньше трех зубцов на лезвии, если не больше.
Материалы, подходящие для резки ленточной пилой:
- Фанера
- Мягкие породы дерева, такие как сосна
- Твердые породы, такие как клен и орех
- Мягкие и твердые пластики
- Мягкие металлы, такие как латунь и алюминий 0 при резке рекомендуется не надевать перчатки, свободную одежду с широкими рукавами или шнурки на толстовке с капюшоном, так как они могут быть натянуты на движущееся лезвие.
 Маловероятно, что вы носите украшения в своем магазине, но на всякий случай упомянем, что любые такие аксессуары следует оставлять за пределами вашего магазина, особенно при использовании ленточной пилы.
Маловероятно, что вы носите украшения в своем магазине, но на всякий случай упомянем, что любые такие аксессуары следует оставлять за пределами вашего магазина, особенно при использовании ленточной пилы.Ленточные пилы и материалы для резки
Выбор полотен для ленточной пилы зависит от материалов, которые вы собираетесь ею резать. В данном случае это правильное лезвие для правильной работы.
Факторы полотен ленточной пилы включают толщину, ширину, размер зубьев и, как упоминалось выше, количество зубьев на дюйм. Выбор коэффициентов лезвия будет определяться не только разрезаемым материалом, но и типом разреза, будь то прямой или изогнутый:
- Толстые лезвия — обеспечивают большую жесткость и более прямые пропилы
- Тонкие лезвия — для более детальных и сложных пропилов
- High TPI — медленные пропилы, предотвращающие выкрашивание древесины
- Low TPI — более быстрые пропилы
лезвия, предназначенные для резки дерева, будут иметь более крупные зубья и низкий TPI.
 Зубья будут наклонены вниз, прорезая древесину, а не под углом вверх, что может поднять древесину во время ее резки.
Зубья будут наклонены вниз, прорезая древесину, а не под углом вверх, что может поднять древесину во время ее резки.Лезвия, предназначенные для других материалов, таких как пластмассы и металлы, будут иметь меньшие зубья и более высокое значение TPI. Эти лезвия также подходят для пены и других материалов.
С правильным диском и правильной скоростью даже сталь можно резать ленточной пилой. Мы поговорим о скорости лезвия через мгновение, но для видео демонстрации станка с большим количеством зубьев на пониженной скорости, разрезающего сталь, мы нашли это для вас.
Скорость полотна ленточной пилы
Обычная скорость полотна ленточной пилы составляет около 1000 футов в минуту. Тем не менее, древесина может эффективно резаться при гораздо более высокой скорости лезвия – свыше 5000 футов в минуту.
 Однако в целях безопасности рекомендуется использовать более низкую скорость. И, опять же, то, что вы режете, зависит от скорости лезвия, например, сложная кривая.
Однако в целях безопасности рекомендуется использовать более низкую скорость. И, опять же, то, что вы режете, зависит от скорости лезвия, например, сложная кривая.Однако высокие скорости не подходят для резки металлов. Скорость лезвия для нарезки еды должна быть значительно ниже, в диапазоне от 100 до 300 футов в минуту. Еще быстрее, и вы, скорее всего, испортите свой клинок.
Двухскоростные ленточнопильные станки также расширяют возможности вашего станка и предназначены для резки как дерева, так и металла. Уменьшение скорости отвала на этих моделях включает перемещение приводного ремня во второстепенное положение на ведущем шкиве и приводном шкиве.
Редуктор скорости ленточной пилы по металлу — удобная идея и часть оборудования, которую можно приобрести даже в комплекте. По сути, он обеспечивает вторичное положение на приводных и приводных шкивах для регулировки скорости полотна для дерева и металла, если ваша ленточная пила не является двухскоростной моделью.

Мы нашли комплект редуктора скорости ленточной пилы на eBay примерно за 85 долларов. Сделанные на заказ модели могут стоить от 100 до 400 долларов и выше, в зависимости от модели вашей ленточной пилы и ваших потребностей в регулировке скорости.
Правильно подобранный диск и скорость вращения диска помогут справиться со многими задачами по резке дерева и металла. Защитные очки, конечно же, обязательны. Выдранная древесина может послать занозу, а металлический осколок или опилка могут попасть вам в глаз. Опять же, никаких свободных рукавов или завязок на фуфайке, и никаких украшений при работе с любым электроинструментом, а тем более с ленточной пилой.
Будьте осторожны и точны в разрезах. Ваша ленточная пила сослужит вам хорошую службу во многих проектах.
Переделка ленточной пилы по дереву – Car Craft Magazine
| How-To
Превращение бывшей в употреблении ленточной пилы по дереву в героя хэви-метала
Прелесть этой рубрики в том, что мы не ограничиваемся историями, происходящими с автомобильных свалок.
 Если есть дешевый способ превратить что-то вроде недорогой ленточной пилы по дереву в дорогую ленточнопильный станок по металлу, мы напечатаем его здесь. И это именно то, что наш приятель-механик Лаки Кэндофф сделал много лет назад, когда он получил много на ленточной пиле по дереву. Проблема с пилами по дереву заключается в том, что они вращаются слишком быстро, обычно со скоростью лезвия от 600 до 2600 футов в минуту (футов в минуту). Резка металла требует гораздо более низких скоростей, поэтому ленточная пила по металлу вращается со скоростью от 100 до 300 футов в минуту. Поскольку Кэндофф работает слесарем, ему не составило большого труда разработать решение для снижения скорости, добавив второй комплект шкивов и переоборудовав свою ленточнопильный станок по дереву в ленточнопильный станок по металлу.
Если есть дешевый способ превратить что-то вроде недорогой ленточной пилы по дереву в дорогую ленточнопильный станок по металлу, мы напечатаем его здесь. И это именно то, что наш приятель-механик Лаки Кэндофф сделал много лет назад, когда он получил много на ленточной пиле по дереву. Проблема с пилами по дереву заключается в том, что они вращаются слишком быстро, обычно со скоростью лезвия от 600 до 2600 футов в минуту (футов в минуту). Резка металла требует гораздо более низких скоростей, поэтому ленточная пила по металлу вращается со скоростью от 100 до 300 футов в минуту. Поскольку Кэндофф работает слесарем, ему не составило большого труда разработать решение для снижения скорости, добавив второй комплект шкивов и переоборудовав свою ленточнопильный станок по дереву в ленточнопильный станок по металлу.Возможно, самая трудная часть этого преобразования — правильное снижение скорости лезвия. Для уменьшения скорости шкива требуется второй комплект шкивов. Для этого необходимо поместить независимый промежуточный вал между первым набором, на который будет установлен второй маленький шкив для привода большего шкива, чтобы снова снизить скорость.
 Звучит сложно, но на самом деле все довольно просто. В пиле Candoff по дереву Rockwell одна пара шкивов соединяет электродвигатель со вторым набором шкивов 1:1, используемых для полотна. Поскольку у второго набора шкивов не было регулировки натяжения ремня, Кэндофф добавил третий небольшой шкив на регулируемую направляющую для использования в качестве натяжителя. Что касается сборки системы, Кэндофф говорит, что самой сложной частью было отрезать основание пилы, чтобы освободить достаточно места для размещения второго большого шкива. Подгонка всего, чтобы выстроиться должным образом, также требовала некоторой предусмотрительности. Вот как он это сделал.
Звучит сложно, но на самом деле все довольно просто. В пиле Candoff по дереву Rockwell одна пара шкивов соединяет электродвигатель со вторым набором шкивов 1:1, используемых для полотна. Поскольку у второго набора шкивов не было регулировки натяжения ремня, Кэндофф добавил третий небольшой шкив на регулируемую направляющую для использования в качестве натяжителя. Что касается сборки системы, Кэндофф говорит, что самой сложной частью было отрезать основание пилы, чтобы освободить достаточно места для размещения второго большого шкива. Подгонка всего, чтобы выстроиться должным образом, также требовала некоторой предусмотрительности. Вот как он это сделал.Скорость полотна ленточной пилы по металлу
Вот как вычисляются передаточные числа понижающей передачи. Эта система настроена так же, как вспомогательный привод на вашем двигателе. Думайте о каждом ведущем шкиве как о маленьком шкиве кривошипа, а о ведомом шкиве — как о шкиве большего размера генератора переменного тока, предназначенном для замедления скорости генератора переменного тока.
 Ведущий шкив меньшего размера снижает общую скорость.
Ведущий шкив меньшего размера снижает общую скорость.Система первичного шкива Система вторичного шкива Диаметр ведущего шкива: 2 дюйма Диаметр ведущего шкива: 3,5 Диаметр ведомого шкива: 12 дюймов Диаметр ведомого шкива: 13,5 Первичное передаточное отношение понижающей передачи: 6:1 Передаточное число вторичной понижающей передачи: 3,85:1 Скорость двигателя: 1800 об/мин Скорость двигателя: 300 об/мин Частота вращения вала первичного ведомого шкива:
1800 / 6 = 300 об/минСкорость вращения вала вторичного ведомого шкива:
300 / 3,85:1 = 78 об/минМы также измерили диаметр шкива, который приводит в движение лезвие. Это позволяет нам рассчитать фактическую скорость лезвия.
 Математика проста: просто умножьте скорость вала на диаметр шкива на число Пи. При обоих диаметрах колес 13,75 дюйма и скорости входного вала 78 об/мин мы использовали следующую формулу:
Математика проста: просто умножьте скорость вала на диаметр шкива на число Пи. При обоих диаметрах колес 13,75 дюйма и скорости входного вала 78 об/мин мы использовали следующую формулу:78 x 13,75 x 3,1417 (pi) = 3369 дюймов в минуту скорости ленты
Чтобы преобразовать в футы в минуту: 3369/ 12 = 280 футов в минуту
Работа лезвия
При резке металла у вас есть несколько параметров, которые влияют как на скорость, так и на качество реза. И материал лезвия, и количество зубьев на дюйм (TPI) являются важными переменными. Мы нашли эту диаграмму на SupercutBandsaw.com. Raker относится к определенному стилю лезвия, и компания рекомендует от 2 до 10 зубьев в постоянном контакте с материалом. Меньшее количество шагов на дюйм предназначено для более толстых материалов, в то время как более тонкие металлы лучше режут с большим количеством шагов на дюйм. В то время как лезвия из углеродистой инструментальной стали являются наименее дорогими, более дорогие биметаллические лезвия служат намного дольше, особенно если при резке толстого материала используются смазочные материалы.
