Рихтовка металла: Рихтовка металла – Слесарное дело
alexxlab | 25.05.2023 | 0 | Разное
Как правильно править и рихтовать металл. Правила выполнения работ
Во время эксплуатации либо обработки, детали, выполненные из металла, нередко утрачивают свою первоначальную конфигурацию. Такое же явление может наблюдаться при их неаккуратном хранении. Но чтобы параметры готового изделия соответствовали требованиям технического задания, для корректного выполнения всех дальнейших этапов обработки очень важно совпадение размеров заготовки и ее формы с заданными проектом значениями. Для этого выполняют промежуточно-подготовительную технологическую операцию, получившую название «правка металла».
Разновидности правки
Заготовка цилиндрическая под воздействием внешней нагрузки может искривиться, а имеющая листовую конфигурацию может помяться. Изделия в виде осей, даже не передающих момент вращающей силы, а также валов могут согнуться. Под технологической операцией правки металла понимается ряд действий, по завершении которых выполненной из металла заготовке возвращается изначальная форма. Дефекты/изъяны бывают самыми разными. Чаще всего встречаются такие:
Дефекты/изъяны бывают самыми разными. Чаще всего встречаются такие:
-
выпуклость. Проявляется на плоском прокате в виде увеличения толщины – размера поперечного сечения листа – от краев по направлению к центру;
-
вмятина. Углубление на поверхности металлической пластины, обрамленное пологими краями;
-
волна. Это – отклонение формы поверхности листа от прямолинейности.
Правка бывает двух видов:
-
ручная. Осуществляется при изготовлении домашними мастерами уникальных по форме изделий. Хоть набор используемого инструмента довольно-таки несложен, к уровню квалификации работника предъявляются высокие требования;
-
механическая. Используется в условиях промышленного производства.
Оборудование весьма сложное, крупногабаритное и имеет большой вес. Но оно характеризуется высоким уровнем производительности, и его конструкция обеспечивает возможность автоматизации технологического процесса правки.
Выполнять такую операцию при отрицательной температуре не допускается. Уровень пластичности материала в данном случае снижается, и он становится хрупким. Более того! Иногда требуется нагревать обрабатываемую деталь до температуры от 140°С до 400°С. После этого ее пластичность повышается
Правка металлических листов
Сложность этой операции зависит от разновидности обнаруженного дефекта. Но особые трудности возникают, когда выявляется их комбинация. Например, выпуклость по центру пластины и одновременно волнистость кромки.
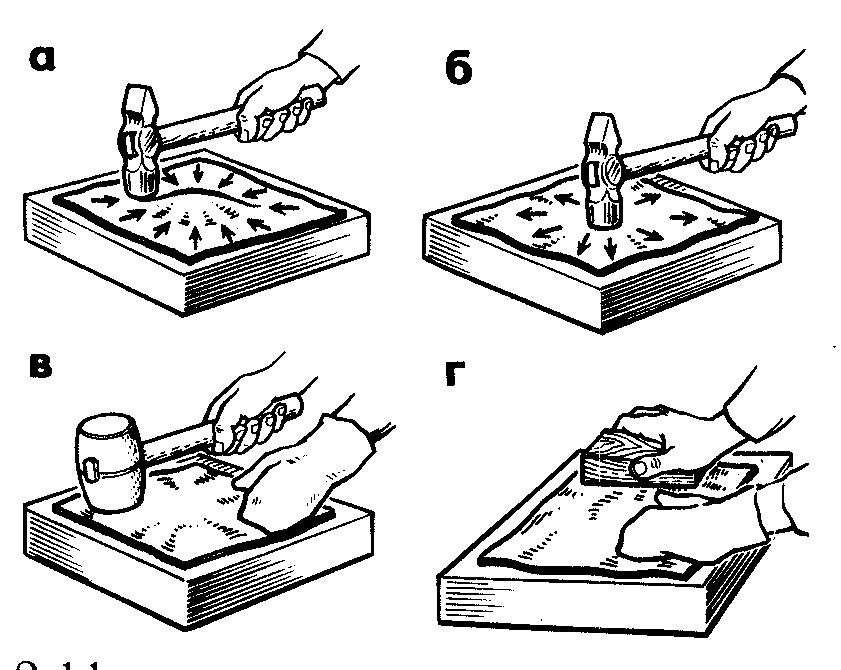
Выпуклость
При правке выпуклости удары следует наносить по окружности. Начинать необходимо с линии, обрамляющей дефект. В ходе работы радиус окружности постепенно нужно уменьшать, перемещаясь от края выпуклости к ее центру.
Особый подход применяется, когда на листе имеется несколько таких дефектов. В данном случае ударами молотка нужно добиться чтобы выпуклости объединились в одну общую, после чего правка осуществляется по вышеописанной методике.
Волнистость
Правка металлического листа с волнообразными краями выполняется, начиная с его краев с последующим передвижением к центру. Волнистость кромок разглаживается после растяжения пластины в середине.
Тонкие листы
Обработка заготовок с небольшой толщиной с целью возвращения им плоской конфигурации посредством бойков не проводится. Причина – не исключено появление заломов металла в результате его расковки. Тонкий лист правится протяженными ровными плоскостями брусков-гладилок, выполненными из дерева либо из стали. Разглаживание производится по разным направлениям с постепенным усилением нажима.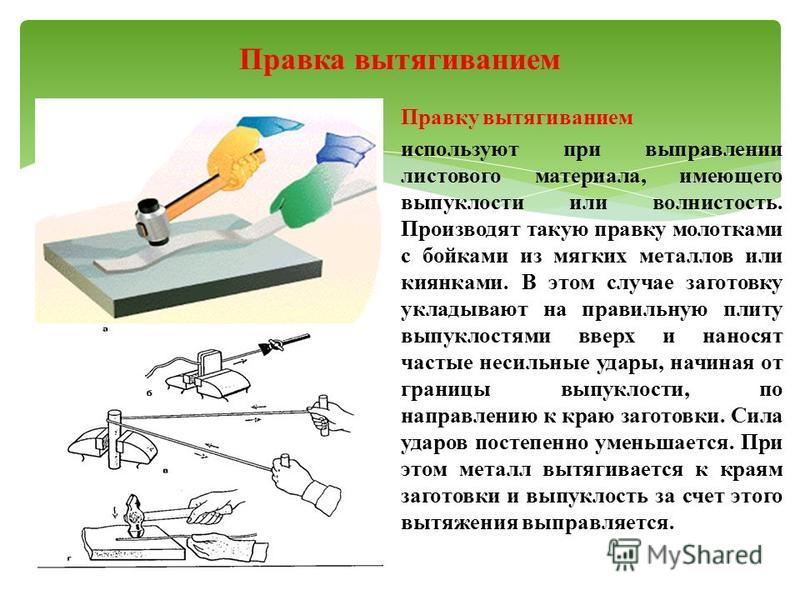
Работа с полосовой заготовкой, изогнутой в плоскости
Такая правка входит в категорию относительно несложных видов обработки металла. Полосу нужно разместить на плите так, чтобы выгнутая сторона находилась сверху. По мере исправления изъянов, силу ударов нужно уменьшать. Необходимо периодически переворачивать обрабатываемую заготовку, чтобы не допустить образование выпуклости в противоположном направлении. Если полоса изогнута в нескольких местах, начинать ее правку следует с концов, постепенно приближаясь к середине.
Правка изделий из закаленного металла
В этом случае для рихтовки молотки, оснащенные мягкими бойками, не используются. С этой целью применяют инструмент с подобными элементами, изготовленными из стали с высокими прочностными характеристиками. При этом острую часть бойка – нос – скругляют, то есть придают ему округлую конфигурацию.
Выправка закаленного металла осуществляется нанесением импульсных точечных воздействий по вогнутому фрагменту заготовки. В результате ударов на данном участке обрабатываемой детали наблюдается растяжение структуры материала, из-за чего поверхность становится все более плоскостной. Проводится эта операция:
В результате ударов на данном участке обрабатываемой детали наблюдается растяжение структуры материала, из-за чего поверхность становится все более плоскостной. Проводится эта операция:
-
на рихтовочной/правильной бабке, отличающейся поверхностью полусферической формы;
-
с попеременным передвижением заготовки снизу-вверх и сверху вниз. Правка закаленного угольника, у которого нарушен прямой угол, выполняется одним из следующих двух способов (см. рис.):
Металл на участке воздействия подвергается растяжению, в результате чего значение угла 90° восстанавливается.
Правка округлых металлических деталей
Метод выполнения правки в данном случае, практически, такой же, как и при обработке полосы. Неровности подлежат маркировке мелом, а заготовку нужно размещать так, чтобы выпуклость была сверху.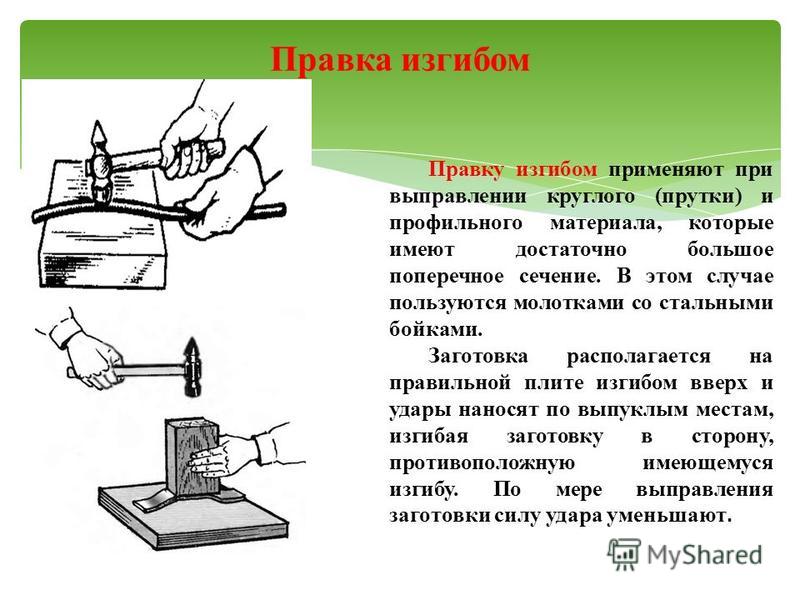 Удары следует наносить по направлению от периферийных участков дефекта к центральным.
Удары следует наносить по направлению от периферийных участков дефекта к центральным.
После корректировки основного изъяна:
Делается это с целью недопущения деформации обрабатываемой заготовки в противоположную сторону.
Аналогичный подход актуален и при работе с прямоугольным либо квадратным металлопрокатом.
Правка металлической полосы, скрученной по спиралиВ данном случае применяется метод раскручивания. Один из концов спирали фиксируется в специальной ручной струбцине, а другой – в тисках, установленных на правильную плиту, и на ней же надежно закрепленных.
После того, ка спираль будет частично раскручена, ее нужно приложить к плите, чтобы править по той же методике, что и при работе с круглым металлопрокатом.
При этом степень кривизны определяется на просвет.
Оснастка для выполнения рихтовки/правки
Ручная правка/рихтовка металлических листов и изготовленных из них элементов конструкции осуществляется при помощи молотков на специальной оснастке – рихтовальных бабках, а также правильных плитах.
Рихтовальные бабки
Для изготовления этих приспособлений используются стальные сплавы, подвергнутые термообработке. Рабочая поверхность рихтовальной бабки бывает:
-
в виде плоского круга на цилиндрическом основании, радиус которого (обозначение R) колеблется в диапазоне 150 мм≤R≤200 мм:
-
сферической. Это – боковая поверхность усеченного по плоскости симметрии и по краям цилиндра.
Также в домашних мастерских в качестве рихтовальной бабки часто используется железнодорожный рельс, обрезанный до длины от 0,5 м до 1 м. Его удобно перемещать по плите. Кроме того, рельс не подвергается деформации и остается, практически, неподвижным, когда по обрабатываемой детали наносятся удары молотком.
Правильные плиты
Правильные плиты выпускаются в двух модификациях.
-
Материал изготовления – чугун.
 Исполнение – конструкция с боковыми ребрами либо сплошная.
Исполнение – конструкция с боковыми ребрами либо сплошная.
-
Плита должна обладать большим весом и характеризоваться достаточной устойчивостью, чтобы удары молотка не вызывали ее сотрясение. Что же касается требований к состоянию ее поверхности, то они стандартны: она должна быть идеально ровной, и без присутствия посторонних частиц в виде грязи и остатков металлических осколков, мешающих получить качественный результат рихтовочных работ.
Устанавливать плиты нужно на подставках. Они могут быть и металлическими, и деревянными. Но самое главное, чтобы эти подставки обеспечивали помимо устойчивости еще и требуемую горизонтальность. Для удобства выполнения рихтовки нужно, чтобы вокруг плиты имелось достаточно пространства.
Существует еще один интересный вариант такой оснастки. В качестве материала изготовления плиты правильной выступает плотная резина со множеством небольших выступов, скорее, даже, бугорков с одинаковой высотой.
Молотки
К молоткам, используемым для правки, предъявляется следующее ключевое требование: они должны быть более мягкими, чем материал обрабатываемой заготовки. Ввиду этого, для рихтовки листовой стали обычно используется ударный инструмент со свинцовыми либо медными бойками. Причем, эти элементы должны характеризоваться закругленной формой. Боек квадратной конфигурации при ударе оставит на металлической пластине забоины. Когда же предстоит обрабатывать мягкие металлы или цветные сплавы, применять необходимо молотки, оснащенные бойками из резины либо дерева.
Удобство работы будет обеспечено при соотношении веса ударного инструмента и этого же параметра правильной плиты, равным 1:100.
Заключение
В заключение целесообразно будет назвать ведущие предприятия, специализирующиеся на производстве оборудования для рихтовки/правки.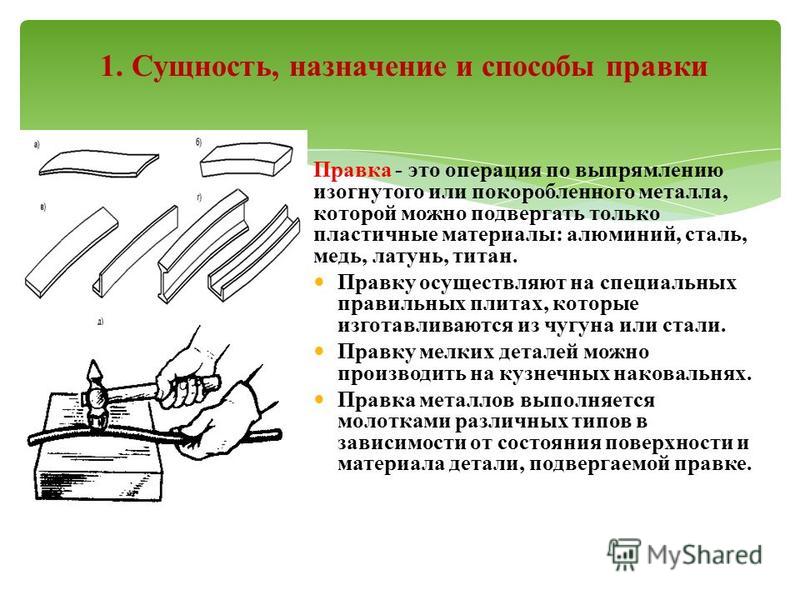 Из зарубежных особым спросом пользуется продукция компаний Roundo (Швеция, официальный представитель в России – компания «Дюкон» с головным офисом в Санкт-Петербурге), Kohler (штаб-квартира находится в Германии в городе Lahr/Schwarzwald), МG (Италия, город Фоссано, провинция Кунео). В число ведущих отечественных производителей листоправильного оборудования входят компании Промтехоснастка (штаб-квартира находится в Вологодской области), GROST (головной офис открыт в Санкт-Петербурге) и некоторые другие компании.
Из зарубежных особым спросом пользуется продукция компаний Roundo (Швеция, официальный представитель в России – компания «Дюкон» с головным офисом в Санкт-Петербурге), Kohler (штаб-квартира находится в Германии в городе Lahr/Schwarzwald), МG (Италия, город Фоссано, провинция Кунео). В число ведущих отечественных производителей листоправильного оборудования входят компании Промтехоснастка (штаб-квартира находится в Вологодской области), GROST (головной офис открыт в Санкт-Петербурге) и некоторые другие компании.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Рихтовка. Основные этапы и понятия
В процессе кузовного ремонта важным этапом является рихтовка поврежденных элементов кузова автомобиля. Для того, что бы качественно выполнить данные работы, необходимо обладать определенными знаниями и навыками.
Рихтовка – это процесс восстановления деформированных металлических поверхностей кузова автомобиля.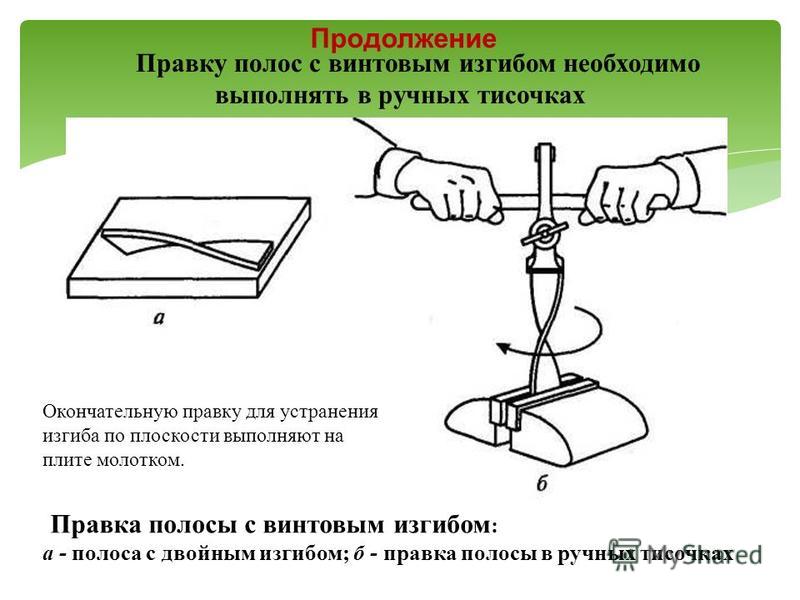
Какие виды повреждений подлежат рихтовке?
Все повреждения делятся на следующие виды: прямое и непрямое, то есть второстепенное.
Прямое повреждение – область кузова, которая имела непосредственный контакт с объектом, нанёсшим повреждение. В данном месте может возникнуть нарушение целостности слоя краски или разрыв самого металла.
Непрямое повреждение – погнутый металл, располагающийся в области, которая прилегает к прямому повреждению. В некоторых случаях второстепенная деформация находится на расстоянии десятков сантиметров от зоны прямого повреждения.
Современное оборудование позволяет справиться с повреждениями любой сложности. Выполняя ремонт, выбирайте более простые способы для восстановления детали. Наличие у вас специального оборудования не означает, что вам необходимо всегда и везде его использовать. Бывают случаи, когда вмятину можно просто «выдавить» рукой с обратной стороны.
Этапы рихтовки
Грамотная рихтовка имеющихся деформаций состоит из трёх этапов:
-
Анализ повреждений.

- Восстановление начальной формы детали.
- Удаление мелких дефектов.
1. Анализ повреждений
На первоначальном этапе необходимо определить размеры повреждений и порядок их получения. Определить методы дальнейшего ремонта, используемые материалы и инструменты.
Важно помнить, что исправлять повреждения необходимо в последовательности, противоположной их получению. Так же нужно учитывать тот факт, что некоторые из деформаций могли быть получены одновременно.
Процедура восстановления не должна привести к дополнительным повреждениям.
Для выявления неровностей детали поможет линейка. Её прикладывают ребром к поверхности поврежденной детали. При этом хорошо видны все вмятины и их глубина. Иногда для определения деформации необходимо срезать слой краски. Для этого применяют кузовной напильник. Также можно разогреть поверхность строительным феном и аккуратно снять краску шпателем.
2. Восстановление начальной формы детали
Для придания начальной формы детали выправляют заломы и большие вмятины. При этом необходимо ослаблять области, имеющие напряжение вследствие полученного удара, так как они препятствуют процессу возвращения металла в его изначальное состояние. Некоторое количество легких ударов в эту область, в данном случае будут более уместны и сработают эффективнее, чем пара сильных ударов. Деталь приобретает первоначальную правильную геометрию. Данный этап называют грубой рихтовкой.
Еще в процессе грубой рихтовки простукивают возвышенности и изгибы вокруг вмятин. В этом случае зачастую используется метод «молоток вне поддержки». Также возможно использование молотка и деревянного бруска или специальной надувной подушки для оказания воздействия с обратной стороны деформированной области.
Главная цель второго этапа – восстановление поврежденной детали и придания ей первоначальной геометрической формы, поэтому на небольшие неровности можно пока не обращать внимания. Усадка растянувшегося металла и, если нужно, заваривание разрывов происходят также во время этого этапа.
Усадка растянувшегося металла и, если нужно, заваривание разрывов происходят также во время этого этапа.
3. Удаление мелких дефектов.
На данном этапе устраняются все мелкие неровности, таким образом, окончательно возвращая деталь к первоначальному состоянию.
Поврежденная область может быть восстановлена настолько качественно, что потом останется лишь нанести наполняющий грунт, выполнить его обработку и покрасить.
Важно делать всё последовательно, не спеша, внимательно. Именно от этого зависит качество конечного результата.
Инструменты для рихтовки
В процессе работы специалисты используют различные инструменты и приспособления:
- Рихтовочные молотки.
- Кузовные ложки и гладилки.
- Поддержки.
- Кузовной напильник.
-
Надувные подушки и вакуумные присоски.
- Аппарат контактного типа сварки (споттер).
Подробнее о применении инструментов читайте здесь.
Техники рихтовки
При восстановлении деталей автомобиля используют различные приемы:
- Техника «молоток вне поддержки».
- Техника «молоток на поддержке».
- Использование молотка с острым бойком без поддержки.
- Использование споттера.
- Подробнее о технике рихтовки читайте здесь.
Усадка растянутого металла
Следует учитывать, что после завершения рихтовки может образоваться область растянутого металла, который становится ослабленным и нестабильным. В этих местах появляется выпуклость или вогнутость на поверхности детали. Данный дефект называется «хлопун» (при надавливании на выпуклость она прогибается в обратную сторону). Чтобы исправить такой дефект, будет недостаточно просто простучать его молотком.
Чтобы исправить такой дефект, будет недостаточно просто простучать его молотком.
Про методы устранения «хлопуна» читайте здесь.
Заключение
На первый взгляд рихтовка не является таким уж сложным процессом, однако для качественного восстановления детали необходимо обладать соответствующими навыками по работе с металлом. Незначительные повреждения действительно можно устранить своими руками, но сложные лучше доверить специалистам. Ведь помимо специального оборудования и инструментов, они обладают необходимым опытом и навыками.
Инструменты для вытягивания и правки металла
2-дюймовый С-образный зажим
K Tool International 2″ С-образный зажим KTI70182
Цена по прейскуранту: 3,99 долл. США
: 2,84 долл. США
США
3-дюймовый С-образный зажим
K Tool International 3-дюймовый C-образный зажим KTI70183
Цена по прейскуранту: 5,99 долл. США
: 4,23 долл. США
4-дюймовый С-образный зажим
K Tool International 4″ С-образный зажим KTI70184
Цена по прейскуранту: 12,49 долл. США
: 9,36 долл. США
Болт и гайка 5/8″ x 4-1/2″
Mo-Clamp 5335 5/8 x 4 Болт и гайка для 0250 Mini-C – MOC5335
Цена по прейскуранту: 19,60 долл. США
: 12,32 долл. США
6-дюймовый C-образный зажим
K Tool International 6-дюймовый C-образный зажим KTI70186
Цена по прейскуранту: 19,99 долл. США
США
: 15,24 долл. США
8-дюймовый зажим C-типа
K Tool International 8-дюймовый C-образный зажим KTI70188
Цена по прейскуранту: 25,99 долл. США
: 19,67 долл. США
7/16-дюймовая скоба с винтовым штифтом
Mo-Clamp 4055 7/16-дюймовая скоба с винтовым штифтом MOC4055
Старая цена: $34,77
: $22,18
Звонкая ложка
Легкая ложка Martin Tools MRT1036
Цена по прейскуранту: 48,17 долл. США
: 25,88 долл. США
Зажим для рабочей стойки
Зажим для рабочей стойки Steck STC35753
Цена по прейскуранту: 45,35 долл.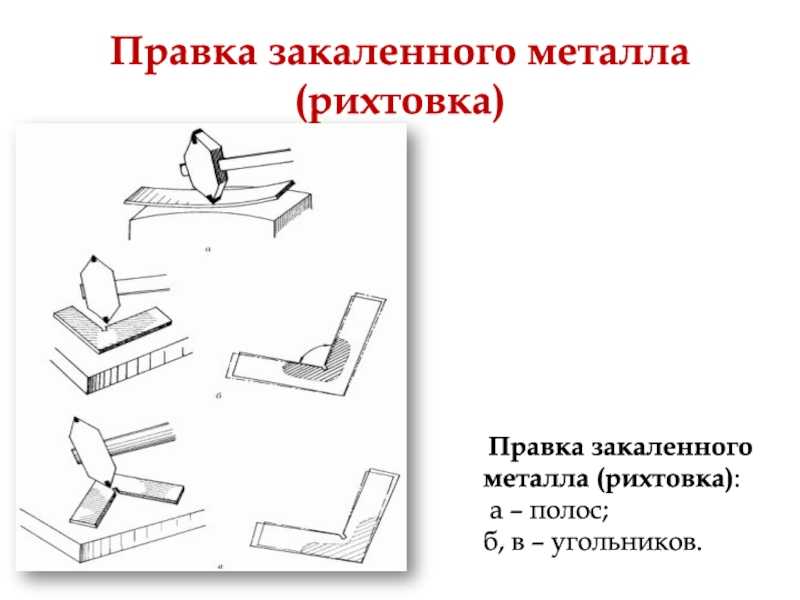 США
США
: 28,15 долл. США
Универсальный набор из 3 предметов на танкетке
Dent Fix DF609 Набор утилит из 3-х частей клина -DENDF609
Цена по прейскуранту: 53,24 $
: 32,22 $
Набор тяг из 8 шт.
Steck Manufacturing “Оригинальный” комплект тяг STC20000
Цена по прейскуранту: 58,89 долл. США
: 33,64 долл. США
Легкая клиновая тележка
Легкая клиновая тележка Martin Tools MRT1065
Цена по прейскуранту: 66,00 долл. США
: 35,45 долл. США
Длинная изогнутая ложка
Длинная изогнутая ложка Martin Tools MRT1054
Цена по прейскуранту: 66,07 долл. США
США
: 35,49 долл. США
Маленький съемник
Производственный съемник четвертей Steck QP2 (маленький) STC20033
Цена по прейскуранту: 57,54 долл. США
: 37,76 долл. США
Удобный комплект для тяги
Комплект Steck Manufacturing Handy Pull Kit STC20222
Цена по прейскуранту: 57,54 долл. США
: 37,76 долл. США
Четверть съемник
Съемник четверти производства Steck STC20022
Цена по прейскуранту: 62,78 долл. США
: 41,20 долл. США
Мини-Съемник
Миниатюрный съемник H&S Auto Shot HSA1095
Цена по прейскуранту: 56,60 долл. США
США
: 41,68 долл. США
каблук Долли
Martin Tools Heel Dolly MRT1059
Цена по прейскуранту: 77,60 долл. США
: $41,68
Ложка Долли
Ложка Martin Tools Dolly MRT1052
Цена по прейскуранту: 90,10 долл. США
: 48,40 долл. США
Долли в форме яйца
Долли в форме яйца Martin Tools MRT1064
Цена по прейскуранту: 91,26 долл. США
: 49,01 долл. США
Toe Долли
Martin Tools Toe Dolly MRT1058
Цена по прейскуранту: 92,40 долл.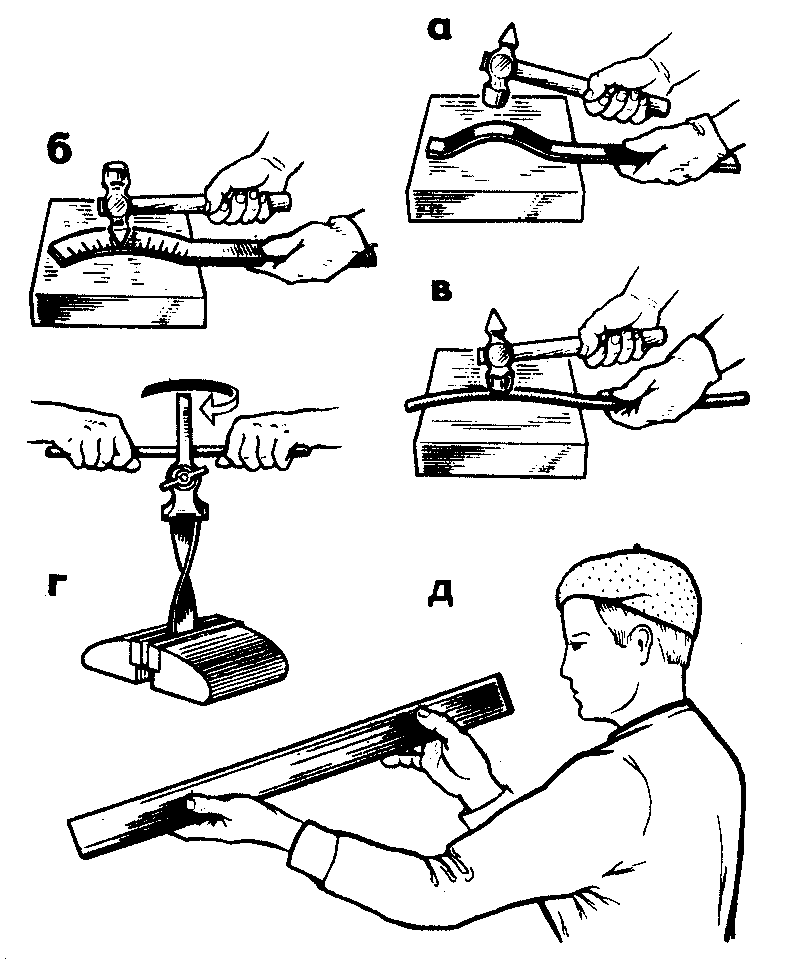 США
США
: 49,63 долл. США
Легкий вес Долли
Облегченная тележка для носков Martin Tools MRT1057
Цена по прейскуранту: 92,40 долл. США
: 49,63 долл. США
Универсальная тележка
Универсальная тележка Martin Tools MRT1060
Цена по прейскуранту: 94,52 долл. США
: 50,76 долл. США
Долли Ведж
Клиновая тележка Martin Tools MRT1067
Цена по прейскуранту: 94,52 долл. США
: 50,76 долл. США
Плоскогубцы E-Z
Плоскогубцы Steck Manufacturing EZ STC20085
Цена по прейскуранту: 80,35 долл.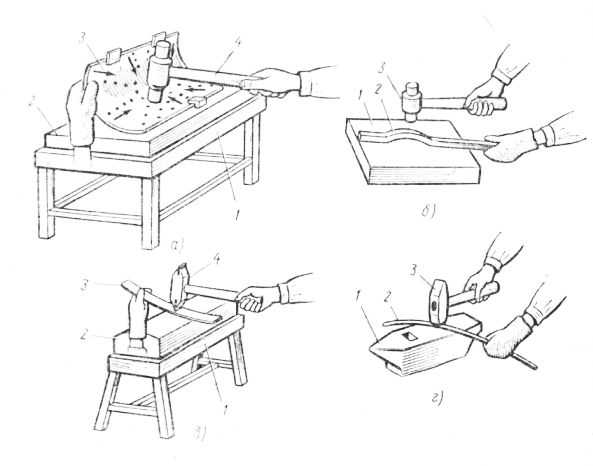 США
США
: $54,92
Крыло Дин Ложка Долли
Martin Tools Wing-Ding Spoon Dolly MRT1056
Цена по прейскуранту: 118,37 долл. США
: 63,57 долл. США
Съемник болтов
Съемник болтов Mo-Clamp MOC1340
Цена по прейскуранту: 104,98 долл. США
: 68,89 долл. США
Съемник панели
Съемник панелей Mo-Clamp MOC1250
Цена по прейскуранту: 123,62 долл. США
: 81,12 долл. США
Мега глубокий зажим
С-образный зажим Dent Fix Mega для точечного аннигилятора DENDFSPD48M
Цена по прейскуранту: 148,85 долл. США
США
: 97,69 долл. США
Съемник/скручиватель дверных стоек
Съемник дверных стоек Mo-Clamp / Twister MOC5616
Цена по прейскуранту: 162,13 долл. США
: 111,31 долл. США
Съемник крыла 1,5 тонны
Гибкий съемник крыла Dent Fix 1,5 тонны с тяговым кольцом DENDF-HD0140
Цена по прейскуранту: 169,39 долл. США
: 118,78 долл. США
Комплект тяговых пластин из 20 шт.
Комплект тяговых пластин Mo-Clamp Tac-N-Pull MOC0805
Цена по прейскуранту: 183,46 долл. США
: 131,20 долл.