Ролики для трубогиба своими руками: из чего сделать ролики для трубогиба своими руками? Чертежи и размеры
alexxlab | 15.02.2023 | 0 | Разное
Как сделать профилегиб своими руками
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Важные технические моменты при изготовлении профилегиба.- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы.
 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
 Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
 Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
 Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.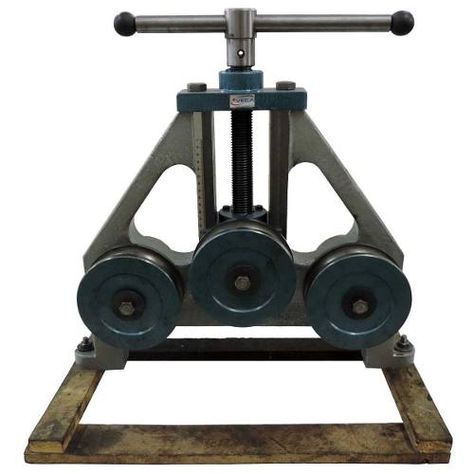
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как закрепить подшипники на каркасе профилегиба.Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба.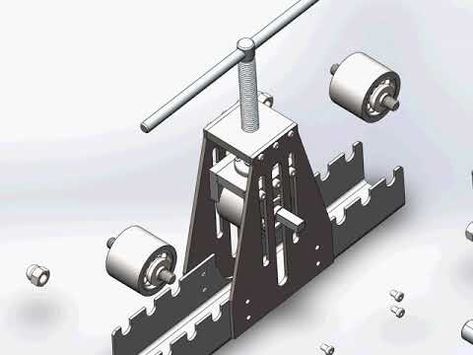 Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
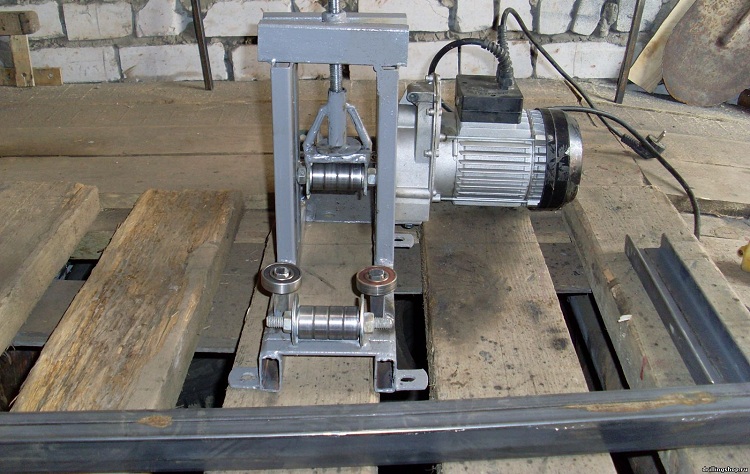
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Как сделать ручной профилегиб с обкатным роликом.Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Важные моменты при изготовлении трубогиба с обкатным роликом.В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Источник: http://delairukami.ru/masterskaja/kak-sdelat-trubogib-profilnoi-trybu/
Профилегиб своими руками
Технология изготовления профилегиба
Профилегибочный станок можно изготовить своими руками при применении подручных материалов. К особенностям изготавливаемой конструкции можно отнести следующие моменты:
Профилегиб своими руками, чертежи которого можно встретить в интернете, можно изготовить только при наличии определенных материалов и инструментов. После создания конструкции можно сделать пробную гибку, после чего отрегулировать положение всех элементов. Как только все элементы были отрегулированы можно провести укрепление конструкции.
Необходимые инструменты и материалы
Для изготовления рассматриваемого устройства требуются определенные материалы и инструменты:
Создать станок своими руками можно исключительно при наличии определенных инструментов:
Куда сложнее создать устройство с электрическим или гидравлическим приводом.
Конструкция профилегибочного станка
Самодельные гибочные станки могут изготавливаться только при применении чертежей. Подходящий чертеж профилегиба можно скачать в интернете. Рассмотрим устройство, которое предназначено для гибки заготовки прямоугольного или квадратного сечения.
Схема профилегиба своими руками имеет следующие особенности:
- Основным элементом конструкции можно назвать три ролика, размеры которых могут быть самыми различными. Расстояние между валами может быть самым различным, так как они применяются в качестве опоры. Третий валик применяется для передачи давления и формирования загиба.
- Третий валик имеет определенную свободу хода, который ограничивается специальными направляющими.
- Усилие передается через редуктор. За счет этого механизма небольшое усилие может применяться для гибки заготовок из различных металлов с разным показателем площади сечения.
Часть нагрузки через опоры передается на основание конструкции. Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Этот момент определяет то, что при изготовлении основания применяются самые прочные материалы.
Классификация профилегибов
Основным признаком классификации можно назвать тип установленного привода. Для того чтобы провести изменение формы металлического изделия требуется прикладывать достаточно большое усилие. По рассматриваемому критерию станки для гибки профиля делятся на несколько основных групп:
- гидравлические;
- электрические;
- ручные.
Кроме этого, основными показателями можно назвать:
- показатель усилия, прикладываемого к заготовке;
- размеры оборудования;
- степень мобильности оборудования;
- степень автоматизации работы устройства.
Рассмотрим наиболее распространенные разновидности гибочных станков подробнее.
Гидравлические станки
В промышленности большое распространение получили станки с гидравлическим приводом. Это связано с тем, что профилегиб гидравлический обладает высоким показателем эффективности. К особенностям подобного оборудования можно отнести нижеприведенные моменты:
К особенностям подобного оборудования можно отнести нижеприведенные моменты:
- В большинстве случаев гибочное оборудование для профиля с гидравлическим приводом выполнено в стационарном виде. С помощью подобного станка можно проводить обработку профилей любого сечения и в любом количестве.
- Гидравлический привод не требует прикладывания физической силы. За счет чего существенно упрощается процесс обработки.
- При желании можно автоматизировать процесс изготовления изделий.
Однако, гидравлический профилегибочный станок изготовить своими руками практически невозможно. Это связано со сложностью конструкции. Рассматривая гидравлический привод, следует учитывать нижеприведенные моменты:
- Устройство должно быть постоянно подключено к источнику энергии.
- Следует проводить периодическое обслуживание профилегиба для увеличения срока службы.
- Стоимость создаваемого привода довольно велика, так как для создания высокого давления требуется специальное оборудование.

Сегодня в промышленности устанавливаются исключительно покупные гидравлические станки, так как они обладают высокой надежностью и эффективностью в применении.
Электрические профилегибы
Довольно большое распространение получили станки с электрическим приводом. За счет подачи энергии на электродвигатель создается крутящий момент, который через привод передается на рабочий орган. Профилегиб электрический характеризуется следующим образом:
- Оборудование более компактное, обладает высокой эффективностью. В сравнении с гидравлическим приводом электрический заменяет меньше места.
- Современный профилегиб с электроприводом позволяет проводить гибочные работы с высокой точностью. При этом заготовка обладает высокой прочностью.
- Электрический привод позволяет автоматизировать процесс производства. В продаже встречаются варианты исполнения полуавтоматического типа.
Электрический профилегибочный агрегат устанавливается в небольших мастерских, а также в быту. В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
В отличии от гидравлического варианта исполнения, рассматриваемый предназначен для создания меньшего давления. Кроме этого, устройство зачастую не обладает защитой от перегрузки.
Ручные станки
Дешевле всего обходятся станки с ручным приводом. Это связано с простотой конструкции. Профилегиб ручной характеризуется следующим образом:
Самодельный ручной профилегиб
Механический привод получил довольно широкое распространение, так как он простой в изготовлении. Большая часть чертежей, которые предназначены для изготовления конструкций своими руками, связаны именно с профилегибами рассматриваемого типа.
Назначение профилегиба
Создать самодельный профилегиб относительно несложно, устройство предназначается для концентрации и передачи усилия. При применении гибочного станка можно проводить работы следующего типа:
- Гибка металлического профиля квадратного и прямоугольного сечения. Профиль может изготавливаться при применении различных металлов.
- Придание изогнутой формы трубам, которые изготавливаются из стали или цветных металлов.
- Гибка прудков различного сечения.
- Загибание различных видов проката: уголки, швеллеры и другие.

Большинство изготавливаемых моделей применяются для загиба заготовки с различными показателями. Кроме этого, многое оборудование применяется для изгиба профиля в холодном состоянии.
В заключение отметим, что для бытового применения можно изготовить профилегиб своими руками. Это связано с высокой стоимостью промышленных вариантов исполнения. Созданный станок может иметь относительно небольшие размеры, устанавливаться в небольшой мастерской. Большинство моделей может применяться для изгиба металлической заготовки в горизонтальной и вертикальной плоскостях.
Источник: http://stankiexpert.ru/stanki/gibochnye-stanki/profilegib-svoimi-rukami.html
Станок для гибки профильных труб своими руками
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Недорого и функционально
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.

Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Кроме этого, существуют и другие конструкции профилегибов:
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом.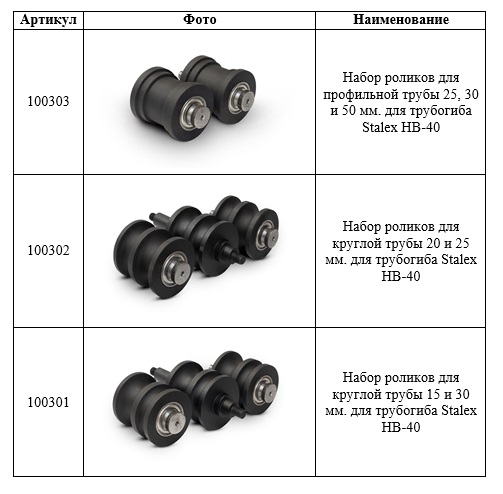 Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Источник: http://postroika.biz/7975-stanok-dlya-gibki-profilnyih-trub-svoimi.html
Трубогиб своими руками для профильной и круглой трубы
Устройство данного механизма бывает нескольких видов :
- ручной – он легко сгибает круглые трубы, диаметр которых не превышает 1 дюйма и профильные трубы до 40 мм в разрезе
- механический – такой трубогиб позволяет скручивать трубы среднего диаметра
- гидравлический – с помощью силы жидкости он запросто изогнет трубы даже большого диаметра
Далее речь пойдет о том, как самостоятельно собрать ручной самодельный трубогиб для круглой и профильной трубы.
Трубогиб для круглых
металлических труб
Перед тем, как приступить к изготовлению самого устройства, необходимо изучить конструкцию и механизм работы трубогиба. Он представляет собой два шкива с выемкой, один из которых прочно закреплен и неподвижен, а второй поворачивается вокруг первого. При этом расстояние между ними должно соответствовать диаметру трубы, которую нужно изогнуть. Весь принцип работы сводится к тому, чтобы всунуть круглую трубу между двумя колесиками и путем их вращения согнуть ее до необходимой формы.
Если делать трубогиб самостоятельно, то необходимо сконструировать его таким образом, чтобы с его помощью можно было обработать стальные трубы различных диаметров. В связи с этим пары одиночных шкивов будет недостаточно. Для самостоятельного изготовления ручного трубогиба будут нужны два тройных ролика: пара колес для изгибания трубы диаметром в полдюйма; два шкива будут отвечать за сгиб трехчетвертной трубы; пара шкивов, предназначенных для трубы с дюймовым диаметром.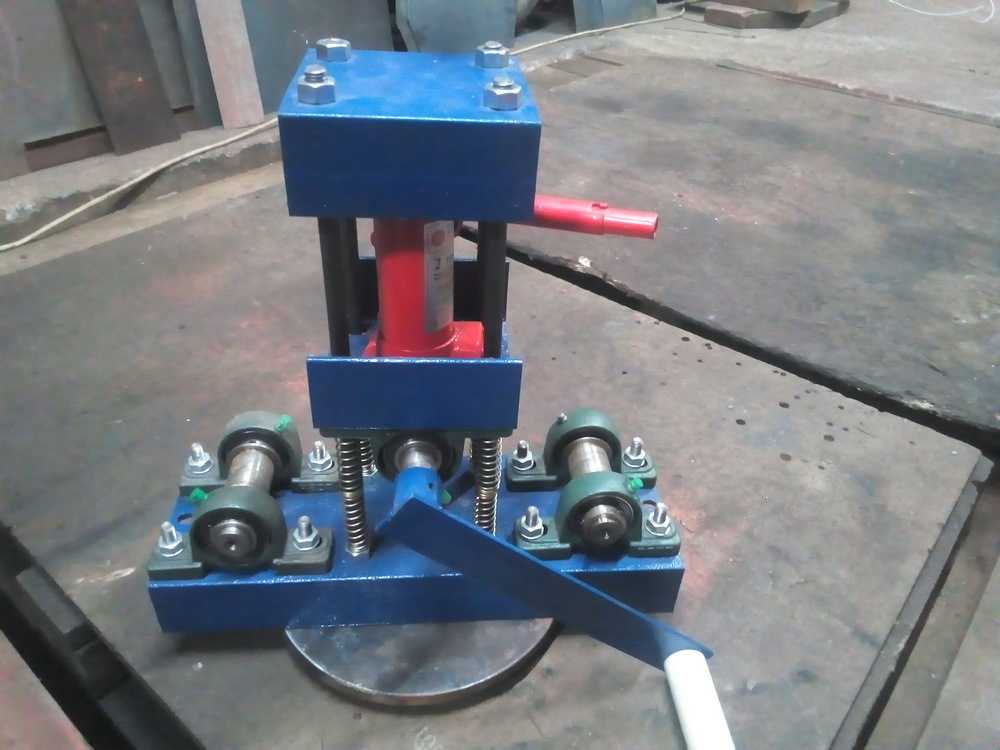
Специфика монтажа
Сложность состоит в том, что такие ролики невозможно купить в магазине. Зато их без труда сможет под заказ изготовить токарь на заводе. Важно, чтобы в роликах соблюдались размеры радиуса и глубины проточки. На торце каждого шкива должна хорошо просматриваться выемка, размеры которой соответствуют радиусу изгибаемой трубы. Нужно помнить, что для сборки качественного трубогиба необходим минимальный диаметр закрепленного колеса, потому что от этого зависит самый малый радиус изгиба трубы. А вот подвижному ролику необходимо быть в два раза больше диаметра первого.
Следующим важным шагом в сборке трубогиба является его основание. Оно обычно делается следующим образом:
- Из толстого металлического листа толщиной от 10 мм выпиливается квадратная пластина.
- В углах пластины необходимо просверлить 4 отверстия.
- Прикрепить основание к рабочему столу или специально приготовленному столбу с помощью отверстий.
- По центру пластины приварить штифт (диаметр его должен соответствовать внутреннему диаметру самого малого тройного колеса).

Теперь корпус готов и можно приступать к монтажу поворотного механизма. Для этого металлические листы свариваются между собой П – образно. Сама высота механизма рассчитывается с учетом диаметра малого и большого шкива. В данном расстоянии с легкостью должны поместиться: большой подвижный ролик и половина стационарного шкива. Чтобы установить шкивы на свои места нужно просверлить два отверстия. Важно рассчитать расстояние между ножками буквы «П» так, чтобы оно было немного больше высоты шкивов. К верхней перекладине прикрепляется ручка (примерно 25 см). В процессе работы на нее надевается труба, которая играет роль рычага.
Готовый поворотный механизм нанизывается на штифт в основании так, чтобы большой ролик шел первым. Он крепится шплинтами за пределами П – образной конструкции. При этом малый шкив надевается вместе со всем механизмом.
Еже один важный момент. Для того чтобы труба не вращалась вместе с человеком, в процессе работы, нужно продумать стопор трубы. Для этого необходимо приварить к основанию еще один вертикальный штырь, который и станет упором для трубы.
Для этого необходимо приварить к основанию еще один вертикальный штырь, который и станет упором для трубы.
На этом изготовление трубогиба своими руками стоит считать завершенным и можно переходить к испытаниям.
Совет для работы! Для того чтобы место изгиба трубы оставалось круглым и не сплющивалось, ее необходимо хорошо заполнить песком. Так же известный факт, что большие дюймовые трубы хорошо гнуться в горячем состоянии, а тонкие трубы и в холодном состоянии хорошо поддаются деформации.
Трубогиб для работы
с профильными трубами
Самодельный трубогиб для профильной трубы имеет свои нюансы в изготовлении. Это связано с тем, что у изогнутой профильной трубы несколько другое предназначение. Круглые трубы широко применяются для повторения поворотов при прокладывании трубопроводов. Профильная же труба используется для монтажа металлоконструкций. В этих условиях возникает необходимость создавать при изгибах различные углы. Профильный трубогиб легко изогнет как прямоугольные, так и квадратные трубы по большому радиусу. По этой причине устройство круглого и профильного трубогибов немного отличается. Трубогиб для профильной трубы включает три прокатных вала: два вала прочно прикручены и двигаются только вокруг своей оси; один вал подвижный, с помощью него на трубу направляется необходимое давление в месте сгиба.
По этой причине устройство круглого и профильного трубогибов немного отличается. Трубогиб для профильной трубы включает три прокатных вала: два вала прочно прикручены и двигаются только вокруг своей оси; один вал подвижный, с помощью него на трубу направляется необходимое давление в месте сгиба.
Данный механизм считается более сложным по техническим причинам и по этому, чтобы изготовить его, необходимо приложить больше сил и терпения.
Корпус трубогиба для профильной трубы собирается следующим образом:
- На опоры устанавливается прочное металлическое прямоугольно основание, которое состоит из швеллера и крепкого уголка.
- К основанию в центре крепится подвижный вал. Он может совершать движения вверх и вниз с помощью винтовой передачи. Благодаря этому валу профильные трубы можно изгибать под любым необходимым радиусом.
- С двух сторон от неподвижного валика к корпусу крепятся стационарные валы. В их задачу входит вращение вокруг своей оси, делая процесс сгибания труб легче.
- Далее к одному из неподвижных валов присоединяется привод. Механизм может быть ручным или электрическим. От вращения этого вала зависит передвижение трубы по другим валикам и изгиб под большим радиусом.

Повышение функциональности трубогиба
Для увеличения функциональности трубогиба, необходимо продумать изменение положения стационарных валов. Если пододвинуть их ближе к центру, то угол сгиба трубы уменьшится, а если раздвинуть шире, наоборот – увеличится.
Важно установить и выбрать правильные валики. Обычные гладкие цилиндры не годятся для трубогиба. Необходимо, чтобы на каждом вале были выступы-реборды с двух сторон. Это обеспечит надежное крепление трубы на валике и предотвратит ее скатывание. В результате увеличивается точность и правильность изгиба. По этой причине необходимо иметь в наличии самостоятельные сменные ролики, которые подойдут для труб различной толщины.
В процессе изготовления трубогиба своими руками важно уделить внимание вопросу ускорения и облегчения процесса обработки изделий. Для этого хорошо подойдет велосипедный механизм для переключения скоростей. Когда самодельный трубогиб оборудован таким приводом, вращение придается сразу обоим боковым валикам, сгибание проходит легко и просто.
Для этого хорошо подойдет велосипедный механизм для переключения скоростей. Когда самодельный трубогиб оборудован таким приводом, вращение придается сразу обоим боковым валикам, сгибание проходит легко и просто.
Чтобы притворить такой механизм в жизнь нужно сделать следующее:
- каждый из боковых валиков оснащается большой шестеренкой
- малая шестеренка крепится на отдельном цилиндре, на механизме вращения
- на эти три шестеренки надевается цепь, и необходимо предусмотреть четвертую шестеренку, которая служит для натяжения цепи
В принципе изготовить трубогиб своими руками довольно просто. Сложность лишь заключается в труднодоступности необходимых деталей. Для этого придется заказывать их на заводе. А собрать все детали в готовый механизм не составит труда.
Самодельный тюбинговый каток – Новости Матери-Земли
1 / 3
На схеме показано соотношение материалов и сборки трубчатого валика.
МАТЬ-ЗЕМЛЯ НОВЫЙ ПЕРСОНАЛ
2 / 3
Готовый самодельный тюбинговый ролик выглядит так.
ФОТО: МАТЬ-ЗЕМЛЯ НОВЫЕ СОТРУДНИКИ
3 / 3
Мужчина с помощью устройства сгибает трубку.
МАТЬ-ЗЕМЛЯ НОВЫЙ ПЕРСОНАЛ
Если вы когда-нибудь задумывались о строительстве теплицы на заднем дворе, то знаете, что одним из инструментов, необходимых для постройки маленького «солнечного навеса», является трубчатый каток. Теперь такое устройство — если его купить — может стоить вам несколько сотен долларов, потому что обычно это машина с моторным приводом «только для профессионалов».
Ролик используется для формирования отрезков стандартных кабелепроводов или электрических металлических трубок (ЭМТ) в дуги (а не просто для формирования угла, как в случае с гораздо более распространенным трубогибом ) для использования в каркасе , инструментальное и другие виды производства. В нескольких случаях команда магазина MOTHER EARTH NEWS испытывала острую потребность в одном из удобных приспособлений… так что, наконец, они просто собрались и построили свою собственную «копию из Северной Каролины», которая идеально подходит!
Вот как это работает
Большинство продаваемых в магазине трубоформовочных станков работают от электричества.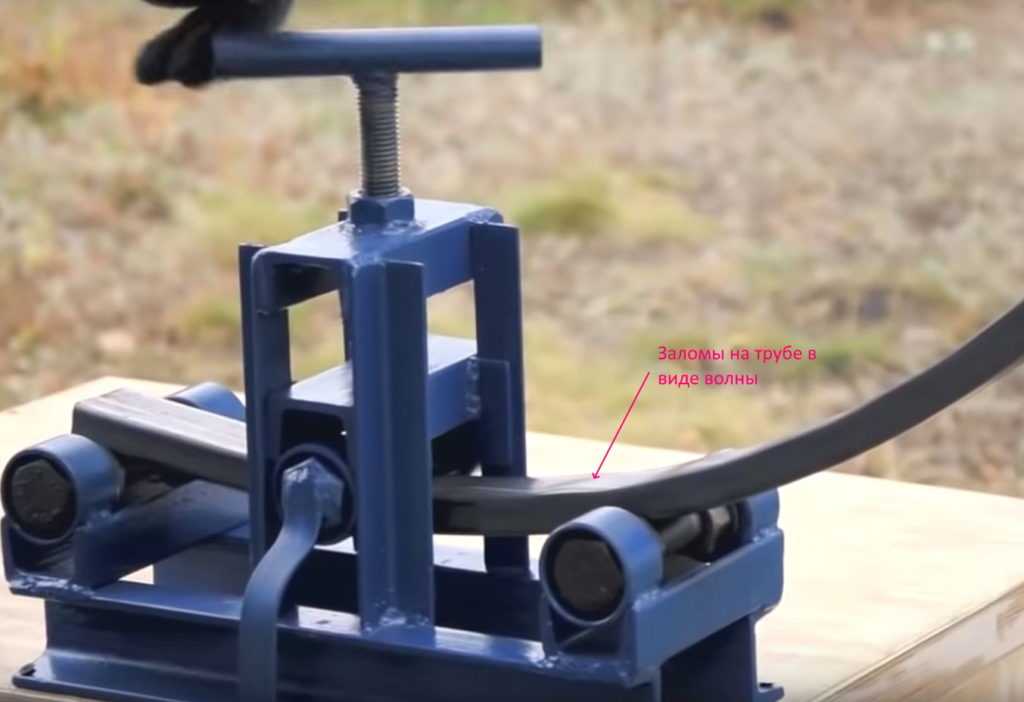 Однако в нашей версии используется рукоятка , которая не только быстро и легко пропускает трубопровод, но и не требует дополнительных затрат на эксплуатацию. Инструмент работает следующим образом: сам трубогиб представляет собой просто пару крестовин, каждая из которых состоит из двух 18-дюймовых 2 X 4, которые «сэндвичуют» набор из трех шкивов с канавками и пары опорных блоков. Два колеса (те, что на одной линии вдоль крестовины и той же ) служат натяжными роликами… а третий шкив (расположенный на одном конце другой крестовины) является ведущим.
Однако в нашей версии используется рукоятка , которая не только быстро и легко пропускает трубопровод, но и не требует дополнительных затрат на эксплуатацию. Инструмент работает следующим образом: сам трубогиб представляет собой просто пару крестовин, каждая из которых состоит из двух 18-дюймовых 2 X 4, которые «сэндвичуют» набор из трех шкивов с канавками и пары опорных блоков. Два колеса (те, что на одной линии вдоль крестовины и той же ) служат натяжными роликами… а третий шкив (расположенный на одном конце другой крестовины) является ведущим.
Когда прямой трубопровод помещается между приводом и левым натяжным роликом и поворачивается рукоятка, трубка перемещается до тех пор, пока не коснется правого натяжного ролика , что заставляет трубу слегка изгибаться и продолжать изгибаться до тех пор, пока вся секция дугообразная. (Конечно, это происходит, потому что привод расположен достаточно близко к натяжным роликам, что заставляет трубопровод изгибаться. )
)
И это легко построить!
Единственные инструменты, которые вам понадобятся для изготовления этого недорогого устройства, — это дрель с набором насадок, пара гаечных ключей и настольная пила с регулируемым упором и высотой лезвия. Начните с поиска хорошего куска 3/4″ выдержанный дуб шириной не менее 5 дюймов и длиной 30 дюймов. (Пока вы этим занимаетесь, найдите или планируйте вырезать из первой доски, если она достаточно велика, еще одну секцию размером 3/4 дюйма X 1 1/2 дюйма X 12 дюймов … которая станет плечом поворотной ручкой.)
Затем разрежьте доску пополам и склейте две части вместе так, чтобы, когда она высохнет, у вас получился цельный кусок дерева толщиной около 1 1/2 дюйма … из которого вы отрежете три Заготовки для шкивов 5″ X 5″. Для этого установите упор пилы на расстоянии 5 дюймов от лезвия и, начиная с неглубокого пропила и продвигаясь постепенно глубже, пропустите каждую заготовку через пилу, слегка поворачивая древесину при каждом проходе, пока диски не станут идеально круглыми.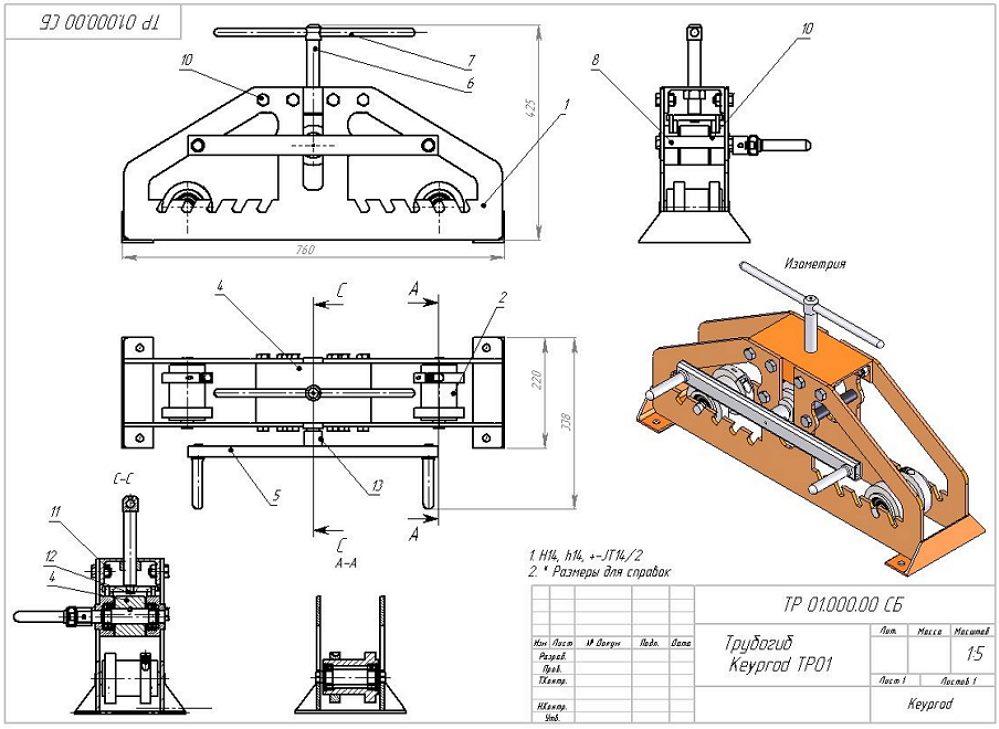
Таким же способом можно сделать канавки на шкивах. Наклоните пильное полотно под углом 45°, затем установите упор на 1 1/2 дюйма от его ближней стороны. Поднимите лезвие на 1 дюйм от стола (измеряется вдоль стороны зубчатого диска) и пропустите через него край колес. Когда надрез будет завершен по всей окружности, переверните деревянный круг и прорежьте противоположную сторону паза. (ВНИМАНИЕ: Во время всех вышеперечисленных процедур пиления будьте предельно осторожны… помните, ваши пальцы будут находиться очень близко к области разреза!)
Обрежьте оставшиеся деревянные компоненты из 76-дюймовой длины 2 X 4, закруглите концы дубовой рукоятки и вырежьте полукруги в центре крестовины… затем соберите ролик. (ПРИМЕЧАНИЕ. Критические измерения: [1] расстояние между центрами двух натяжных роликов 8 дюймов и [2] расстояние 4 1/2 дюйма от оси ведущего колеса до середины этого колеса. 8-дюймовая центральная линия.)
Но это еще не все…
Это маленькое приспособление лучше всего подходит для изгибания опорных ребер на нашей «обувной» теплице. Более того, если вы воспользуетесь советом Эмерсона Смайерса «НОВАЯ МАТЬ-ЗЕМЛЯ», вы сможете использовать этот инструмент для выполнения любого количества другие работы по формированию труб : «Удлините каналы в нижней части каждой крестовины, — говорит Эмерсон, — и прорежьте монтажные отверстия на 1/4″, чтобы ведущий шкив можно было перемещать ближе или дальше от других, но не по-прежнему быть запертым на месте, где это необходимо. После этого вы сможете создавать дуги практически любого типа… даже те, которые необходимы для рам больших параболических зеркал!»
Более того, если вы воспользуетесь советом Эмерсона Смайерса «НОВАЯ МАТЬ-ЗЕМЛЯ», вы сможете использовать этот инструмент для выполнения любого количества другие работы по формированию труб : «Удлините каналы в нижней части каждой крестовины, — говорит Эмерсон, — и прорежьте монтажные отверстия на 1/4″, чтобы ведущий шкив можно было перемещать ближе или дальше от других, но не по-прежнему быть запертым на месте, где это необходимо. После этого вы сможете создавать дуги практически любого типа… даже те, которые необходимы для рам больших параболических зеркал!»
Изготовление кольцевого катка – Сарай
Решением было использовать обрезки и дешевый домкрат для бутылок, чтобы сделать набор роликов, которые могут сгибать материал в широкие дуги. Так как я должен был купить $ 39Джек, бюджет был хорошо и действительно взорван. Но этот кольцевой ролик пригодится для будущих проектов.
Полезное дополнение для мастерской по гибке стали
от Geoff Merryweather
Кольцевой ролик с изогнутой стальной секцией, вид сзади…
Этот проект начался, когда развалились деревянные ворота рядом с домом.
После того, как я игнорировал это в течение пяти лет, теперь я должен что-то с этим делать. У меня было несколько коротких отрезков 40 мм x 40 мм x 3 мм стального полого профиля (SHS) со свалки и нулевой бюджет, поэтому было очевидно, какой материал я должен использовать, чтобы сделать дугу для верхней части ворот.
Первоначально я купил 2,4-метровые отрезки стали размером 40 мм x 40 мм в Omega Metals (новая и бывшая в употреблении сталь) в Онехунге в Окленде. Скраппи продает много новой стали в хорошем состоянии по цене 1,60 доллара за кг, и мой проект не состоялся бы по розничной цене на сталь, так что он отличный ресурс.
Решение состояло в том, чтобы использовать обрезки и дешевый домкрат для бутылок, чтобы сделать набор роликов, которые могут сгибать материал в широкие дуги.
 Так как мне пришлось купить домкрат за 39 долларов, бюджет был по-настоящему раздут. Но этот кольцевой ролик пригодится для будущих проектов.
Так как мне пришлось купить домкрат за 39 долларов, бюджет был по-настоящему раздут. Но этот кольцевой ролик пригодится для будущих проектов. Гибка
Наиболее распространенный метод гибки труб или коробчатых секций заключается в том, что труба протягивается вокруг шпангоута. Формирователь задает радиус изгиба и позволяет выполнять более острые изгибы, чем ролик.
Напротив, валик позволяет создавать большие дуги, которые могут варьироваться по длине, и обычно используется для изготовления арок, каркасов теплиц, поручней для лодок и т. д. Существует два основных способа изготовления кольцевых валиков. Либо:
• верхний ролик является одновременно ведущим и регулируемым; или
• регулируемые прижимные ролики и приводной ролик разделены.
Я сделал эту вторую модель. Большинство коммерческих роликов похожи на первый, поскольку он более компактен, а мой дизайн легче сделать и позже моторизировать.
Принцип тот же, что и у набора роликов для листового металла, где один ролик в пирамиде из трех роликов регулируется для оказания давления на материал, когда он проходит через зазор.
Поскольку материал, который я хотел согнуть, был плоским, ролики с плоской поверхностью были в порядке. Но для трубы или уголка потребуются ролики, обработанные для соответствия профилю. Richmond Wheel and Castor Co., которые когда-то рекламировали в The Shed , перечислили трубные катки для поддержки труб, которые выглядели так, как будто их можно было модифицировать, чтобы они подходили для прокатки труб. Моя машина имеет несколько положений для роликов, которые регулируются перемещением штифта в разные отверстия. Чем шире расставлены ролики, тем легче сгибать материал, но минимальный радиус изгиба меньше, а тонкий материал с большей вероятностью перегибается.
Уборка. Обратите внимание на усиленную пластину на основании
. Подшипники
Ролики, которые я использовал в этом случае, изготовлены из 40-миллиметровой трубы, хотя сплошной стержень прослужит дольше.
Подшипники 6004, которые я использовал, продаются в упаковках по 10 штук в качестве запчастей для квадроциклов в Интернете (65 долларов за 10).
Эти подшипники имеют внутренний диаметр 20 мм и внешний диаметр 42 мм и подходят для трубы диаметром 40 мм. (Иногда вам нужно стачивать сварной шов трубы. Это также удобный прием для других роликов в мастерской, например, на конвейере.) На эти оси оказывается большое давление, поэтому подшипники должны быть прочными. Внутренний диаметр 20 мм, кажется, работает хорошо. Пока подшипники перегружены, особого толку от них не будет, а у меня все еще есть остаток пакета, когда установленные подшипники умрут.
Строительство
Начните с покупки домкрата, так как он установит минимальную ширину роликов.
Мой домкрат весит шесть тонн и имеет ширину чуть менее 110 мм. Шести тонн вполне достаточно, а поменьше — четыре тонны или, может быть, даже меньше — будет вполне достаточно.
Рама, удерживающая прижимные ролики, представляет собой прочную раму с открытым верхом, изготовленную из плоских стальных сторон размером 90 мм x 6 мм и уголков на концах. На днище приварена плоская пластина, на которую опирается домкрат. Первоначально это были два слоя 9Плоская сталь размером 0 мм x 6 мм, но она прогибалась при использовании, поэтому с тех пор я укрепил ее дополнительным плоским элементом размером 50 мм x 8 мм внутри.
На днище приварена плоская пластина, на которую опирается домкрат. Первоначально это были два слоя 9Плоская сталь размером 0 мм x 6 мм, но она прогибалась при использовании, поэтому с тех пор я укрепил ее дополнительным плоским элементом размером 50 мм x 8 мм внутри.
Отметьте отверстия и соедините или скрепите две стороны вместе, чтобы просверлить их как одно целое, чтобы отверстия совпадали. Соедините боковые пластины и угол, образующий конец рамы, и вставьте 20-миллиметровый стержень в каждое из отверстий, чтобы все было на одной линии, прежде чем сваривать раму прихваточным швом. Важно, чтобы ролики были параллельны и перпендикулярны сторонам, когда это будет закончено, иначе изгибаемый металл будет иметь тенденцию к штопорообразному скручиванию в одну сторону, поэтому внимательно проверяйте это во время работы.
 Если он втягивается, используйте пресс или молоток с мягким бойком, чтобы выровнять его, чтобы ролики легко входили без перекосов и трения по бокам. разъем.
Если он втягивается, используйте пресс или молоток с мягким бойком, чтобы выровнять его, чтобы ролики легко входили без перекосов и трения по бокам. разъем. Я просверлил отверстие диаметром 20 мм для штифта в боковой пластине неподвижной рамы. Я был обеспокоен тем, что установка штифта прямо в отверстие довольно быстро изнашивает его овальную форму под давлением, поэтому я использовал короткий кусок 40-миллиметровой трубы и еще один подшипник с каждой стороны.
Вставьте штифт в отверстие и установите подшипник и трубу, затем приварите трубу на место, выбейте подшипник и просверлите отверстие увеличенного размера для зазора. Правильным методом, конечно же, является опорный блок фланцевого типа или несколько широких бронзовых втулок.
Я вставил штифт в отверстия с приводным роликом, чтобы эти боковые пластины находились на одной линии и на правильном расстоянии друг от друга, и установил подвижную раму внутрь.
 Убедитесь, что оба конца находятся на одинаковом расстоянии друг от друга, и все они квадратные, и прикрепите их на место. Убедитесь, что после сварки все скользит свободно. Подровняйте две рамы друг к другу, зажмите и приварите по бокам 10-миллиметровый квадратный стержень, чтобы подвижная рама могла скользить вверх и вниз, не наклоняясь.
Убедитесь, что оба конца находятся на одинаковом расстоянии друг от друга, и все они квадратные, и прикрепите их на место. Убедитесь, что после сварки все скользит свободно. Подровняйте две рамы друг к другу, зажмите и приварите по бокам 10-миллиметровый квадратный стержень, чтобы подвижная рама могла скользить вверх и вниз, не наклоняясь. Приводной ролик
Приводной ролик представляет собой сплошной стержень толщиной 50 мм, просверленный насквозь с отверстием диаметром 20 мм.
Установочные винты (2 мм) удерживают его на валу. Я обнаружил, что он соскальзывал, если только он не был очень тугим, поэтому хорошей идеей было бы использовать дополнительные установочные винты или углубление на валу, чтобы помочь зафиксировать его на месте. Я добавил подшипники к этому верхнему ролику и нижний фланец, чтобы закрепить его болтами. Добавление подшипника к верхнему ролику не облегчает работу — усилия такие же, как при попытке согнуть СВС площадью 40 мм и толщиной 3 мм.
Не знаю, может ли это когда-нибудь стать проблемой, но это было достаточно легко сделать.
Подготовка к привариванию 10-миллиметровых квадратных направляющих к боковой стороне неподвижной рамы
Рукоятка
Рукоятка представляет собой стержень толщиной 20 мм, приваренный к концу ведущей оси.
Эта рукоятка должна быть прочной — она будет использоваться очень часто и требует удивительного количества усилий. Я добавил удлинитель сбоку на каждом конце, так как это убережет суставы от кожи, которые вы можете получить, пытаясь повернуть прямой стержень близко к раме.
Штифты сделаны слишком длинными, чтобы можно было установить еще один комплект роликов снаружи машины. Это позволит раскатывать полные круги из тонкой листовой стали; вы свариваете концы стального листа вместе, зачищаете соединение, а затем пропускаете все через ролики, чтобы завершить круг.
Приварка поворотной ручки 20 мм к ведущему мосту
Использование
Чтобы использовать каток, очень хорошо закрепите его на прочной скамье или хороших тисках.
Поместите сгибаемый материал между роликами. Убедитесь, что он квадратный и не проходит под углом, иначе он будет скручиваться. Зажмите валки с помощью домкрата — на этом этапе не оказывайте на него сильного давления. Пропустите его через валики в каждом направлении, чтобы убедиться, что все проходит нормально, затем немного покачайте домкрат и повторяйте, пока не получите нужный изгиб.
Вам нужны только самые маленькие движения в домкрате – мой домкрат 6T составляет, возможно, 1/3 хода рукоятки. Если вы сделаете слишком много, приводной ролик оставит небольшую вмятину в верхней части материала, и он не сможет подняться в гору. В этом случае ослабьте его, переместите материал вперед и прокатайте по области вместе с остальной частью длины, чтобы выровнять кривую. Вы обнаружите, что на каждом конце дуги есть секция, которая не согнута — вам просто нужно иметь слишком длинный материал, а затем обрезать его, чтобы он подходил.
Изменения
Как и в любом проекте, всегда есть улучшения, если вы собираетесь использовать его часто.
Основной из них, если вы делаете большой проект, — это моторизация кольцевого ролика с помощью цепного привода и мотор-редуктора. Хотя делать это вручную – хорошее упражнение, новизна очень быстро стирается при повторяющейся работе. Трубчатые ролики сделали свою работу, но имеют канавки от прокатки СВС.
В будущем эти ролики нужно будет заменить на цельнометаллические. Даже хорошо смазанное отверстие должно прослужить годы до того, как изнашивается штифт оси или отверстие ролика. Пуристы могут установить несколько бронзовых втулок. Держите сгибаемый стержень под прямым углом к роликам, чтобы предотвратить его скручивание. Если вам нужно много сгибать, пара колец, которые надеваются на ролики и действуют как направляющие, облегчат вам задачу.
Радиус дуги
Важно знать, как измерить радиус дуги окружности.
В какой-то момент вам нужно будет свернуться до известного радиуса дуги или измерить существующую кривую, чтобы найти соответствие.