Роликовые ножницы по металлу: Ножницы по металлу роликовые: характеристики, разновидности
alexxlab | 08.03.2023 | 0 | Разное
Ножницы по металлу роликовые: характеристики, разновидности
Главная » Обработка металла » Резка » Принципы выбора и эксплуатации роликовых ножниц по металлу
Содержание
- Предназначение
- Устройство и принцип работы
- Технические характеристики
- Разновидности
- Принцип выбора
- Преимущества и недостатки
- Производители и стоимость
- Изготовление своими руками
- Эксплуатация
Точный раскрой листового металла позволяет использовать детали без затрат на обработку и доводку торцов. Тонкий прокат удобно резать роликовыми ножницами по металлу. Они быстро скользят по разметке, отделяя полосы и фигурные заготовки. Края получаются ровные, аккуратные. Модели разных конструкций дают возможность выбрать ножницы под конкретную работу. Простой механизм можно собрать самостоятельно, используя ненужные детали и выработавшие свой срок подшипники.
Роликовые ножницы
Предназначение
В домашней мастерской используют ручные роликовые ножницы для разрезания стального листа малой толщины, оцинковки, профлиста. В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
В зависимости от конструкции, приспособление позволяет делать быструю нарезку полос с ровными краями и выкраивать фигурные детали с плавными линиями контура.
На производстве роликовые ножницы используют для дополнительной обработки обрезных деталей, раскроя профнастила при кровельных работах, резки других видов материалов. Компактное устройство не требует специального места для работы. Металлический кровельный материал режется по разметке в любом положении.
Устройство и принцип работы
Инструмент состоит из основания и рычага. Детали соединены осью, вокруг которой вращается верхняя часть механизма. Простая модель ножниц имеет один режущий ролик сверху и опорную площадку для листа снизу. Простой механизм справляется с листами толщиной до 0,5 мм и режет только по прямой линии.
Основные виды роликовых ножниц оснащены двумя дисками. Нижний закреплен в корпусе на неподвижной оси. Верхний нож перемещается перпендикулярно направлению реза для регулировки зазора между режущими кромками.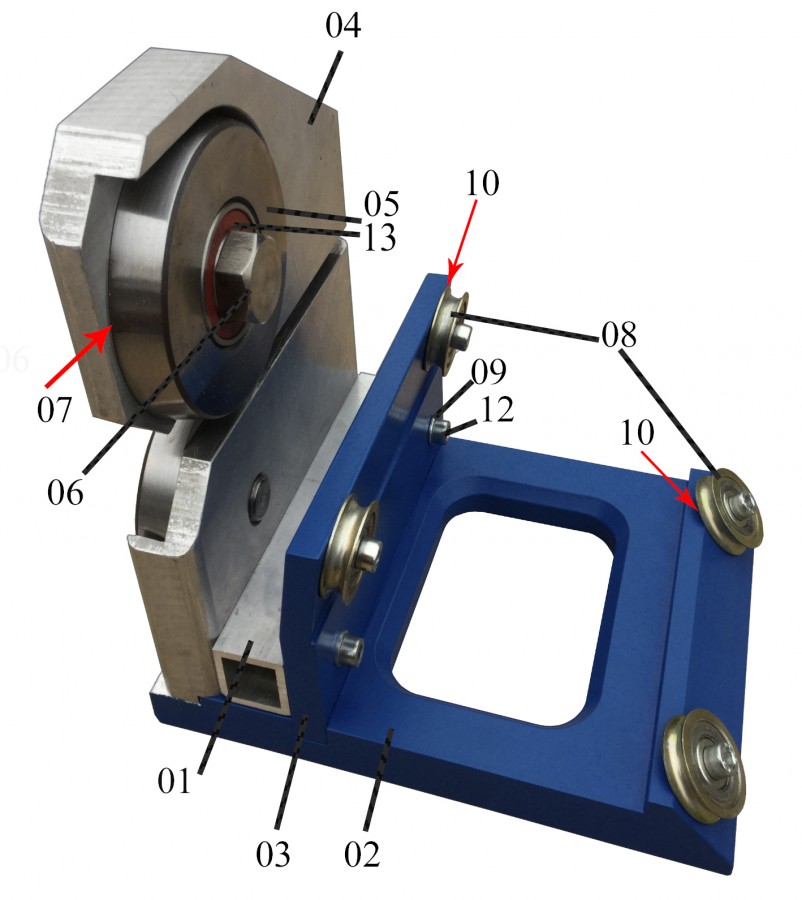 Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой. Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.
Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой. Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.
Лист продвигается в зону реза и постепенно, по радиусу дисков, сдавливается режущими кромками. Происходит разрушение связей на кристаллическом уровне. Торец разрезанных деталей имеет ровный край с немного загнутой верхней кромкой. На нем хорошо видно зерно металла.
Инструмент перемещается вдоль шаблона или по разметке. Форма детали повторяется многократно с одной установки инструмента и приспособлений. Тонкие единичные заготовки с большой площадью удобнее резать при фиксированном положении ножниц. Рабочий вручную перемещает лист в соответствии с разметкой.
От правильно выставленного зазора между ножами зависит усилие работы устройства, вид торца, срок эксплуатации ножей. Металл разрушается не перпендикулярно плоскости.
Линия разлома проходит под небольшим углом. Расстояние между ножами составляет 0,1 толщины листа. Для тонких деталей до 1 мм ножи выставляется практически без зазора. Они при смыкании должны заходить друг за друга, не касаясь режущих кромок. Оптимальный режим резания обеспечивает стачивание торцевых поверхностей роликовых ножей на угол 3–5 градусов. По ободу скос примерно 12–15 градусов. При правильном зазоре усилие реза почти в 2 раза меньше деформации, производимой ровными кромками. Срок службы самих роликов между заточками увеличивается в несколько раз.
Работа роликовыми ножницами
Технические характеристики
Технические показатели:
- максимальная толщина разрезаемого листа;
- диаметр дисков;
- обрабатываемые марки металлов и сталей;
- фигурная или плоская резка;
- тип, подвижность ножей;
- тип привода;
- правые, левые.
В паспорте толщина разрезаемого листа указывается по углеродистым сталям. Алюминиевый, медный лист мягче. Их допустимая толщина превышает сплавы на основе железа на 30–50%.
Их допустимая толщина превышает сплавы на основе железа на 30–50%.
Возможность фигурной резки, минимальный радиус линии о указываются в паспорте.
По взаимному расположению ножей относительно линии разметки выпускают в основном правые ножи. Левые востребованы мало, отличаются только зеркальным расположением всех деталей.
Для механизмов с электрическим приводом указывается производительность или скорость реза.
Разновидности
Инструмент для резки бывает ручным, с электроприводом. Первыми инструментами для резки пользуются в домашних мастерских, бригадами кровельщиков, автослесарями. Электрические модели устанавливают на производстве.
По расположению режущих роликов и их подвижности, различают ножницы:
- с неподвижными роликами;
- с одним подвижным роликом;
- с двумя вращающимися ножами.
Модели с неподвижными роликами используются для резки полос по ровной линии. Устройство движется вдоль линейки, или закрепляется неподвижно и через него протягивается лист. Раскрой ограничен толщиной листа до 0,7 мм.
Раскрой ограничен толщиной листа до 0,7 мм.
Пользуясь инструментами для резки листа с верхним вращающимся роликом, рабочий затрачивает сил на 20–30% меньше. Металл скользит по нижней опоре под вращающийся круглый нож. Кроме ровных полос, ножницы могут резать лист по дуге радиусом более 1 м.
Два вращающихся ножа со скосами по плоскостям, образующим режущую кромку, способны вырезать сложные фигурные детали, резать профилированный лист. Минимальный радиус поворота моделей от 50 мм. Ножницы с подвижными роликами легко скользят по металлу, разрезая его. Проводя роликами по разметке, получают сложные по форме заготовки. Для изготовления больших партий используют шаблон.
Ножницы с одним подвижным роликом
Принцип выбора
Ножницы выбираются в соответствии с работой, которую они должны выполнять. Для быстрого раскроя листа до 1 мм толщиной по ровной линии достаточно инструмента с одним подвижным роликом.
Чтобы вырезать плавные линии, работать с прокатом до 1,6 мм, производить раскрой без специальной плиты со струбцинами, подойдут модели с 2 вращающимися дисками.
Ролик со скошенными поверхностями и режущей кромкой с углом 82–75⁰ подойдет для обрезки краев штампованных листовых деталей, прямой и фигурной резки листов до 2 мм. Заточенные под углом на обеих поверхностях ножи снижают усилие, прикладываемое к устройству для работы. Они позволяют обрезать излишки металла на деталях, расположенных в разных плоскостях.
При покупке инструмента нужно обратить внимание на следующие факторы:
- материал основания и корпуса;
- наличие ручки и ее удобства;
- способа регулировки зазора между дисками;
- возможностью демонтажа роликов для переточки и замены.
Прочный металлический каркас конструкции гарантирует ее долговечность. С удобной ручкой можно работать долго, с большими нагрузками. В процессе работы диски можно несколько раз перетачивать.
Преимущества и недостатки
Преимущества:
- безопасная работа;
- малый размер, вес;
- высокая производительность;
- простое устройство;
- ровная обрезанная кромка;
- простота настройки;
- возможность разрезать листы из цветного, черного металла.

При резке металла ножницы перемещаются с помощью ручки или электродвигателя вдоль линии шаблона или разметки. Непрерывность реза увеличивает производительность работы, уменьшает нагрузку на руки. Компактное устройство режет рельефные листы в любом направлении.
По своей конструкции устройство простое. Его легко можно сделать самостоятельно. Настройки изменяются поворотом всего одного винта. В результате режутся все материалы, включая вязкую медь и хрупкий алюминий.
Недостатки:
- толщина разрезаемого листа ограничена;
- с неподвижным роликом режут только по прямой линии;
- модели с 2 вращающимися ножами не могут резать по малым радиусам;
- при вырезании отверстий им требуется точка вреза — малое отверстие, с которого можно начинать работать.
Инструмент используют на крупном производстве. Их устанавливают на автоматы и станки с ЧПУ.
Производители и стоимость
Самым известным изготовителем роликовых ножниц является компания Makita. Она предоставляет большой выбор моделей от облегченных с одним нерегулируемым роликом для листов менее 0,5 мм, до сложных многофункциональных механизмов, способных обрезать кромки и делать раскрой заготовок толщиной до 4 мм.
Она предоставляет большой выбор моделей от облегченных с одним нерегулируемым роликом для листов менее 0,5 мм, до сложных многофункциональных механизмов, способных обрезать кромки и делать раскрой заготовок толщиной до 4 мм.
Изделия с маркировкой SMR выпускает российская компания СтанкоПоставка. Она производит промышленные и ручные модели ножниц для фигурной резки.
Фирма Van Mark (США) выпускает прочные, удобные дисковые ножи. Они имеют металлическое основание, пластиковый кронштейн для крепления и управления.
Изготовление своими руками
Самая простая конструкция роликовых ножниц для резки листового металла, сделанная своими руками, имеет основание из уголка 100–120 мм. Чертеж для простой модели нужен только для расчета расстояний между осями, размером косынок. Ролики делаются их подшипников. Изготовление:
- Подготовить подшипники.
- Шлифовать обод по торцу пока не удалится фаска, и угол станет острым.
- Обрезать уголок длиной 200 мм. Обработать торцы, удалить заусенцы, острые кромки.

- Разметить место под ось нижнего ролика. Он должен находиться на уровне со второй плоскостью уголка.
- Приварить валик диаметром равным отверстию подшипника. Он должен располагаться параллельно второй полке.
- Закрепить нижний подшипник, уже заточенный.
- К верхней полке угольника приварить косынки. В них сделать отверстие, установить ось для верхнего ролика.
- Закрепить подшипник на оси. Установить пружину, винт для регулировки зазора.
- Сделать сверху ручку.
Самодельные ножницы по металлу в качестве направляющей опоры для правильной конфигурации реза, используют металлический прямоугольный профиль, деревянный брус.
Эксплуатация
При изготовлении большой партии деталей лист крепится на верстаке. На него устанавливаются направляющие для ножниц или выставляется шаблон. Процесс резания начинается от края листа. В цельном металле делается отверстие, куда заводится нижний диск. Прижимая ножницы вниз и к шаблону, устройство за ручку продвигается вперед.
Перед началом работы проверяется целостность режущей кромки, выставляется зазор, в зависимости от толщины обрабатываемого материала.
Резать листовой металл обычными ножницами утомительно. Использовать болгарку для раскроя тонкого листа нерационально. Для этого следует применять дисковые ножи по металлу.
Как сделать роликовые ножницы для резки листового металла своими руками – metmaStanki.ru
Резка металла – один из самых популярных и распространенных способов обработки такого материала. При этом обязательным является использование специальные инструментов, которые предоставляют возможность осуществлять резку листового металла, поскольку сделать это без использования дополнительных приспособлений нереально.
Технология резки состоит в том, что на заготовку из того или иного материала воздействует режущий край инструмента. Острая режущая кромка инструмента движется по поверхности металла, разрезая его. Во время этого процесса срезаемый слой подвергается пластической деформации.
Во время этого процесса срезаемый слой подвергается пластической деформации.
Резка металла в домашних условиях
Резка листового металла
Основными инструментами для резки в домашних условиях являются фрезы, диски, сверла. Использование таких инструментов дает возможность придать детали требуемую форму, отполировать металлическую поверхность, приводя ее к необходимым размерам.
При использовании таких способов на поверхность металла воздействует нож или другой станок. При этом очень важно, чтобы его резец имел более высокую твердость, чем заготовка, иначе никакого резания и не будет происходить.
Самым распространенным способом резки металла в домашней мастерской является механическая резка. Такой способ обработки материала является достаточно экономичным, способен обеспечить очень ровный край заготовки. Единственный его недостаток – обычно можно осуществлять только прямолинейную резку металла.
Роликовые ножи для металла
Очень часто в современной металлообрабатывающей промышленности для резки листового металла используются роликовые ножи.
Чаще всего встречаются роликовые ножи по металлу, что состоят из двух роликов. В таком инструменте есть два вращающихся диска – нижний и верхний. Сейчас встречаются такие инструменты трех типов ножей:
- с параллельным положением;
- с одним наклонным;
- с несколькими наклонными.
Первая группа такого инструмента для резки предназначена в основном для разрезания материала на полосы.
Вторая группа – предназначена для нарезания металла на полосы, а также для круглых и кольцевых заготовок.
Третья группа в основном используется для резки кольцевых, круглых и криволинейных заготовок с небольшим радиусом.
Все такие ножи хорошо подходят для быстрого разрезания листового металла. При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
При этом обрезанный край материала не нуждается ни в какой дополнительной обработке.
Самодельные роликовые ножи
Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Из чего можно сделать ножи
Роликовый нож из подшипников
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу.
Чем большим при этом будет диаметр подшипников, тем большую скорость резания будет иметь такой ручной инструмент.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.
При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Обзор и сравнение заводских моделей
| Модель ножа | Trim Cutter 3017 | RNK 098A | для станка LBM |
| Толщина резки, мм | 0,7 | 1 | 0,8 |
| Вес, кг | 4 | 1,11 | 7,92 |
| Габариты, мм | 220*180*260 | 180*150*200 | 460*250*300 |
| Цена, руб | 27163 | 39390 | 21019 |
Trim Cutter 3017
RNK 098A
для станка LBM
Тормоза из листового металла | Бейли Промышленный
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Baileigh Industrial производит высококачественные металлические тормоза , подходящие практически для любого применения, магазина или бюджета
Нужен пальчиковый тормоз для листового металла для обработки небольших партий мелких изделий? У нас есть это. Ищу массивную программируемый гидравлический тормоз листового металла для крупногабаритных производственных циклов? У нас есть и это, и все, что между ними!
- Наши машины стандартно поставляются с функциями, за которые другие бренды могут взимать дополнительную плату за , такими как стопорные стержни на прямых металлических тормозах и наборы металлических пальцев на коробчатых тормозах.
- Каркасы из жестких стальных пластин обеспечивают точные результаты и выдерживают изгиб при максимальной нагрузке изо дня в день в течение десятилетий.

- Мы покрываем каждую машину годовой гарантией на детали и пожизненной технической поддержкой по телефону от нашей опытной команды представителей.
Прямые металлические тормоза
- В диапазоне от Длина от 48 дюймов до 13 футов с калибром от 12 до 22 из мягкой стали.
- Каждый ручной листогибочный пресс может сгибать материал до 135° .
- Сварная конструкция из листовой стали и 9Чугунные зажимы 0004 и опоры предотвращают скручивание или перекос.
Ручные коробчатые и пластинчатые тормоза из листового металла
- В эту линейку входят маленькие металлические тормоза 2 фута 16 калибра до мощной модели 13 футов 22 калибра .
- Каждый тормоз для ящиков включает в себя закаленных пальца разных размеров , поэтому вы можете делать самые разные ящики и противни.

- Тяжелые противовесы на большинстве моделей снижают усталость при ручной гибке даже при максимальной нагрузке.
Гидравлические тормоза из листового металла
- Тормоза в версиях 10, 12 и 14 калибра , длиной от 4 до 10 футов.
- Каждая гидравлическая коробка и дисковый тормоз могут сгибать материал под углом до 135° .
- Программируемая регулировка упорного изгиба упрощает повторяемость.
- Эти машины представляют собой идеальное решение для увеличения производства в более тяжелых калибрах .
Магнитные тормоза из листового металла
- Каждый 16-калиберный, 6-тонный магнитный ящик и дисковый тормоз позволяют задействовать мощный магнит с помощью ножной педали или кнопочного управления.
- Магнитные зажимы помогают машине обрабатывать приложения необычной формы , такие как закрытые коробки и треугольники, и изгибаться практически на любую глубину.

ПодробнееЧитать меньше
- Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Ручная и электрическая машина для скользящих валков | Ролик для листового металла
Ручная и электрическая машина для скользящего ролика | Ролик скольжения из листового металла | Бейли Индастриал Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
$359.00 $
В наличии
- Ширина 12 дюймов
- Вместимость из мягкой стали 20 калибра
- 5 проволочных желобков
- На столе или в тисках
$510.
 00
$
00
$В наличии
- Предназначен для SR-5016M
- Конструкция с болтовым соединением
- 10ga Стальная конструкция
1169,00 $ $
В наличии
- Ширина формования 24 дюйма
- Вместимость из мягкой стали 20 калибра
- 3 проволочных желобка
- Настольная модель
1 379,00 $ $
В наличии
- Ширина 36 дюймов
- Вместимость из мягкой стали 22 калибра
- 3 проволочных желобка
- Рама из обработанной листовой стали
3 369,00 $ $
В наличии
- Ручная 3-валковая машина
- 2 приводных ролика
- Ширина 50 дюймов
- Вместимость из мягкой стали 16 калибра
$5 839,00 $
В наличии
- Двигатель 110 В, 1 л.

- Двигатель 110 В, 1 л.