Ручная дуговая сварка покрытыми электродами: Страница не найдена — Сварка и Контроль
alexxlab | 07.06.2019 | 0 | Разное
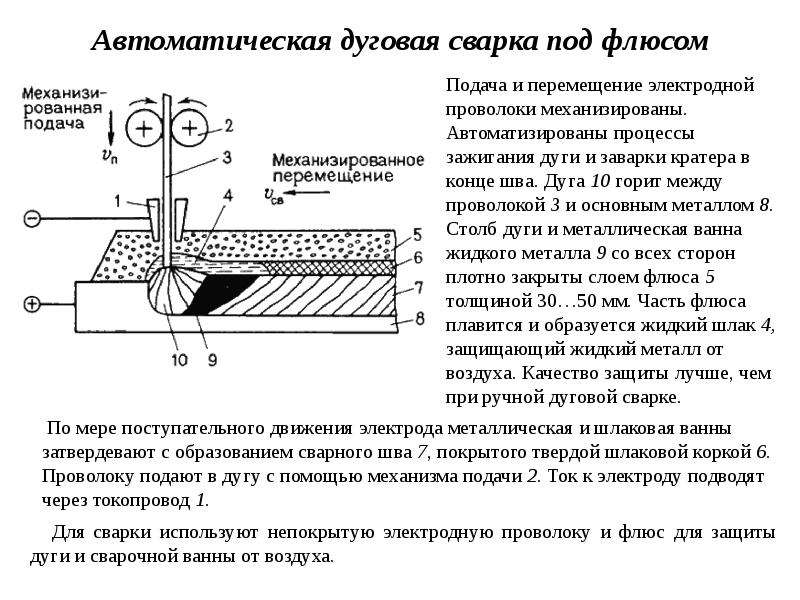
Технология и способы ручной дуговой сварки покрытыми электродами
Само происхождение сварки напрямую связано с появлением металлорежущей индустрии и обработки всевозможных разновидностей материала. В особенности она процветала там, где находились залегания железной и цветных руд металла.
Первым способом сварки, который «увидел свет», была сварка ковкой или, другими словами, «кузнечная сварка». О свойствах и первые способы обработки металлов, были известно еще 3 тыс. лет назад.
Но далее, с расширением потребности в более качественной и совершенной продукции из различных железных и металлических материалов, усовершенствовались как металлургические, так и сварочно-соединительные процессы.
Продолжая свой путь, «в ногу» с технологическим развитием, сварка, с изобретением электричества, получила способ соединительного процесса, с помощью электрической дуги.
Уже с начала XIX века о сварке начинают идти публикации. Василий Петров, русский ученый, в 1809 году написал статью о своих экспериментах с электрической дугой. Также два независимых друг от друга учёных-изобретателя Бенардос Н.Н и Славянов Н.Г. разрабатывали в 1881-1882 гг различные способы сварки, чтобы соединить две металлические части в одну единую конструкцию.
Способ сварки в космическом пространстве был изобретен советскими учеными и применен в 1969 году 16 октября. Сварка была произведена в условиях глубокого вакуума на космическом корабле «Союз-6».
На сегодня уже разработано и используется более 150 вариантов сварки. Также варианты имеют свои квалификации.

Сварка – это технология высокотемпературного процесса для соединения двух и более частей в одну неразъемную конструкцию путём установления межатомных связей, общего или местного нагрева. Существует также процесс сварки путем пластической деформации. Может также производиться в сочетании двух вышеперечисленных процессов вместе. Сварка представляет собой межмолекулярное соединение сцепляемых между собой деталей и установление молекулярной связи в пограничном слое, что будет характеризовать непрерывность структуры сварной конструкции.
Ручная дуговая сварка покрытыми электродами
Ручная дуговая сварка покрытыми электродами – один из самых распространённых вариантов сварочных работ, применяемых в различных сферах деятельности и индустрии. Для нее характерно:
- Простота технологии сварочного процесса, удобный и относительно лёгкий сварной агрегат, возможность сварки в сложно доступных местах и в любой пространственной комбинации положений.
- Правильный выбор специальных приспособлений, правильных параметров технологии «варения» и другие факторы правильных сварных швов на изготовляемой конструкции.
Качество сварных швов может зависеть не только от выбора технологии сварочного соединения, но также и от следующих важных факторов, таких как:
- Состав порошкового покрытия электрода и его качество,
- Общее состояние поверхности, на которой будет проводиться сварочно-соединительный процесс
- Общая подготовка к проведению данной операции по сварочной работе – это самый основной фактор качества.
Сам процесс включает в себя работу со сварочным штучным электродом и оборудованием, подающим на стержень постоянный либо переменный ток. Процесс расплавления происходит с помощью электрической дуги. В коротком временном контакте (чирканье) электрода и рабочей поверхности сварочной детали появляется электрическая дуга, при которой происходит плавление напыления, находящееся на металлическом стержне электрода и основного металла свариваемой конструкции.
Металл, из которого состоит электрод, контактируя с металлом деталей сварки, имеет свойства перемешиваться, вытесняя шлаки и газы из зоны сварки. Образованные шлаки несут защитную функцию от взаимодействия сварной конструкции с азотом и кислородом воздуха. К тому же сам металл очищается при выходе шлака наружу.
Способы увеличения производительности дуговой сварки
- Самым распространенным вариантом дуговой сварки является нанесение на электрод специального железного порошка. Электрод с порошковым железным покрытием порядком повышает коэффициент наплавки до 18 г / А, что значительно повышает производительность дуговой сварки относительно эксплуатации обычных электродов без специального напыления. Производительность сварочного процесса увеличивается благодаря дополнительному железному напылению на электроде, который также участвует в создании шва сварки.
- Следующий не менее эффективный способ, также нашедший обширное применение в данной сфере, это когда происходит глубокое проплавление сварочного изделия. Для этого способа используют электроды с более утолщённым покрытием. Особенность этого способа заключается в том, что более толстое напыленное покрытие плавится медленнее, чем сам металлический стержень электрода. Так на конце электрода образуется некая втулка, в которой будет находиться сварная дуга. Кромки свариваемого материала опираются на образовавшуюся втулку.
 При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки.
При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки. - Следующий на очереди вариант производительности дуговой сварки, который можно отметить, это трёхфазное «варение» при использовании переменного тока, а точнее, его трёх фаз. Производится путём подведения к сварному материалу двух электродов. При сварочном соединении образуются три дуги, которые будут действовать попеременно. Одна дуга будет между электродами, а две другие – между электродами и основным материалом. При данном варианте отмечается, что производительность повышается, как и тепло, которого выделяется при сварочной работе в два, три раза больше, чем при варке однофазной дугой.
- А еще, во время «варения», с целью повышения производительности, также пользуются методом «наклонного электрода». Для наклонного расположения электрода применяют специальное приспособление, в конструкцию которого входит штанга, которая должна быть изолированной от электрических воздействий свариваемого материала. А ещё в приспособление входит обойма, которая подключена к электрическому источнику сварочной дуги. При этом обойма должна иметь свободное скольжение по штанге. Электрод фиксируется в обойме под наклоном к сварным кромкам. В свободном скольжении обойма с наклонно установленным электродом будет двигаться по штанге по мере плавления электрода. При этом направление сварочной дуги производится в сторону штанги, этим самым образуется сварной шов.
- Метод лежачего электрода. Для этих работ используют специальные электроды с плавящим покрытием, которые намного толще, чем стандартные электроды для дуговой сварки и длиной в 1.5-2 метра. Вдоль сварных кромок выкладывается электрод. Для его фиксации поверх кладут прокладку и прижимают тяжёлым брусом из меди. Создают дугу путём замыкания угольным стержнем свободного конца электрода, так как на другой его конец накинут специальный зажим с тоководом. Таким образом, при устойчивом горении дуги происходит плавление электрода и сварного материала, образуя сварной шов. Этот способ имеет широкое применение в труднодоступных местах, для обычной сварки.
 При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки.
При этом глубина проплавления становится больше. Также при том, что плавление металла электрода по отношению к его напылению протекает медленнее, то в сварочном шве его меньше, чем сварного материала. Это один из моментов, который повышает производительность дуговой сварки.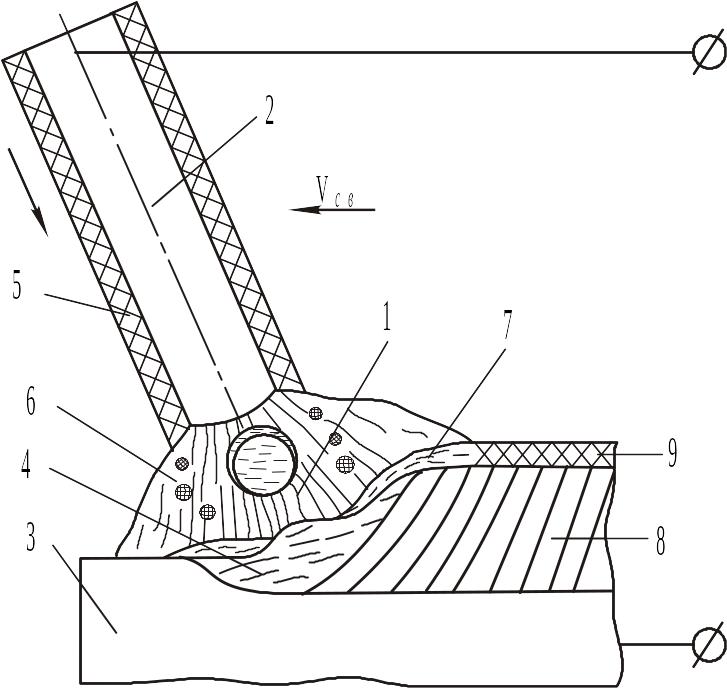 Таким образом, при устойчивом горении дуги происходит плавление электрода и сварного материала, образуя сварной шов. Этот способ имеет широкое применение в труднодоступных местах, для обычной сварки.
Таким образом, при устойчивом горении дуги происходит плавление электрода и сварного материала, образуя сварной шов. Этот способ имеет широкое применение в труднодоступных местах, для обычной сварки.Соединяя различные конструкции сварочным способом в зависимости от их положения в пространстве, существует несколько вариантов расположения сварочных швов:
- Потолочные
- Нижние
- Горизонтально и вертикально в вертикальной плоскости.
Плюсы и минусы дуговой сварки
Если рассматривать положительные и отрицательные стороны этого вида сварочных работ, то можно отметить такие положительные моменты
Плюсы:
- Простота сварочного оборудования в эксплуатации соединительных работ различных конструкций.
- Сам сварочный аппарат весит относительно немного и оснащён дополнительно передвигающимися роликами, что упрощает его перемещение.
- Сварочные манипуляции можно проводить во всех пространственных вариантах расположения сварных конструкций, а именно: потолочном, нижнем, горизонтальном и вертикальном в вертикальной плоскости.
- Существует возможность варить конструкции в труднодоступных или же, для некоторых вариантов сварочного оборудования, вообще недоступных местах,
- Возможность производить сварочно-соединительные работы различного рода материала, не только касающихся железных и металлических конструкций, но также работу по сцепке деталей с цветными материалами.
- В отличие от других вариантов сварочного оборудования, именно на этом быстрее всего происходит переход на работу с другим видом материала.
- В ручной дуговой сварке присутствует самый большой и исчерпывающий ассортимент всевозможных типов свариваемых материалов.
Имея множество положительных моментов и достоинств, все же существуют и весомые отрицательные нюансы, которые не позволяют поставить этот тип сварки, на самый высокий уровень в сварочной индустрии.
Минусы дуговой сварки:
- Предварительная подготовка перед работой занимает много времени и финансовых затрат.
- Относительно субъективным фактором определяется качество сварных работ и свойства этого оборудования.
- Общая пониженная производительность по отношению к другим вариантам сварного оборудования.
- Условия, в которых обычно проводятся ручные сварочные работы, определяются как весьма вредные и относительно тяжёлые для общего состояния здоровья.
- Этот вид сварочных работ неприемлем, без присутствия человека.
- 0,3002 s
- ©2021 Все права защищены
5.1. Ручная дуговая сварка (наплавка) покрытыми электродами
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом (рис. 5.1) дуга горит между ним и изделием.
Рис. 5.1. Схема ручной дуговой сварки (наплавки) штучным электродом: 1– основной металл; 2 – сварочная ванна; 3 – электрическая дуга; 4 – проплавленный металл; 5 – наплавленный металл; 6 – шлаковая корка; 7 – жидкий шлак; 8 – электродное покрытие; 9 – металлический стержень электрода; 10 – электрододержатель
Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги. При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение нашла сварка плавящимся электродом, так как ее можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы. При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3÷ 6 мм.
Электроды классифицируются по материалу, из которого они изготовлены, по назначению, по виду покрытия, по свойствам металла шва, по допустимым пространственным положениям сварки или наплавки, по роду и полярности тока.
По назначению электроды подразделяются на следующие группы:
- для сварки углеродистых и низколегированных конструкционных сталей – У;
- для сварки теплоустойчивых легированных сталей – Т;
- для сварки высоколегированных сталей с особыми свойствами – В;
- для наплавки слоев с особыми свойствами – Н.
По толщине покрытия существуют следующие группы электродов:
- с тонким покрытием – М;-
- со средним покрытием – С;
- с толстым покрытием – Д;
- с особо толстым покрытием – Г.
Покрытия могут быть кислые – А, основные – В, целлюлозные – Ц, рутиловые – Р и прочие – П.
В настоящее время при ремонте техники на железнодорожном транспорте находят наибольшее применение кислые, основные и рутиловые покрытия.
Кислое покрытие состоит в основном из оксидов металла, алюмосиликатов и раскислителей. Газовая защита осуществляется за счет сгорания органических составляющих покрытия.
Сварку электродами с кислым покрытием можно производить при помощи постоянного и переменного тока. В процессе сварки сварочная ванна бурно кипит вследствие активного раскисления металла углеродом, что способствует хорошей дегазации металла шва. Поэтому даже при сварке по окалине или ржавчине получаются сравнительно плотные швы, уступающие по характеристикам пластичности и ударной вязкости металла шва электродам с другими видами покрытий. При использовании электродов с кислым покрытием существует склонность к образованию кристаллизационных трещин, большое разбрызгивание металла, значительное выделение в процессе сварки вредных марганцевых выделений. К электродам с кислым покрытием относятся электроды следующих марок: ОМА-2, ЦМ-7,ОММ-5 и др.
Основное покрытие состоит преимущественно из мрамора, плавикового шпата, раскислителей и легирующих элементов (ферромарганец, ферросилиций, феррованадий и др.). Газовая защита расплавленного металла обеспечивается углекислым газом и окисью углерода, которые образуются в результате диссоциации карбонатов.
Электроды с основным покрытием (УОНИ13/45, СМ-11, УОНИ13/55К, ВН-48, ОЗС- 33, ОЗС-25, ОЗС-18, УОНИ13/55У, УОНИ13/65, ВСОР-65У и ряд других) обеспечивают получение наплавленного металла с малым содержанием газов и вредных примесей, с высокими пластическими характеристиками и ударной вязкостью при нормальной и отрицательных температурах, с хорошей стойкостью против образования кристаллизационных трещин и старения. Поэтому такие электроды предназначаются для сварки конструкций из углеродистых и конструкционных сталей, жестких конструкций из литых углеродистых и низколегированных высокопрочных сталей.
Недостатком этого вида покрытий является повышенная чувствительность к порообразованию при увлажнении покрытия, увеличении длины дуги, при наличии окалины, ржавчины или масла на кромках свариваемых изделий.
Сварка электродами с основным покрытием ведется, как правило, на постоянном токе обратной полярности. Чтобы использовать такие электроды для сварки на переменном токе, в покрытие вводятся компоненты, содержащие легкоионизирующие элементы: калиевое жидкое стекло, кальцинированную соду, поташ и др.
Рутиловое покрытие содержит в основном рутиловый концентрат, различные алюмосиликаты и ферромарганец. Раскисление и легирование металла шва достигается наличием ферромарганца, а газовая защита – целлюлозой. Марки электродов с рутиловым покрытием: ОЗС-12, МР-3,ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21 и др.
Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами, обеспечивают хорошее формирование шва, имеют небольшое разбрызгивание, легкую отделимость шлаковой корки, малую склонность металла к образованию пор. Сварку можно вести как на постоянном, так и переменном токе.
В табл. 5.1 приведены некоторые характеристики электродов общего назначения наиболее распространенных в ремонтной практике для сварки и наплавки углеродистых и низколегированных конструкционных сталей.
Для получения при ручной дуговой наплавке слоев с высокими механическими свойствами (большая твердость, износостойкость, жаростойкость и другие) рекомендуется использовать электроды, приведенные в табл. 5.2.
5.2.
Перед сваркой и наплавкой необходима прокалка электродов: с рутиловой обмазкой при t = 80 ÷120 ° С, с карбонато-рутиловым покрытием при t = 200÷250 ° С и с основным – при t = 300÷350 ° С. Время прокаливания 2÷2,5 часа.
Несмотря на широкое распространение ручной дуговой сварки при производстве сварочно-наплавочных работ, она имеет ряд недостатков: сравнительно низкое качество наплавленного металла по причине слабой защиты сварочной ванны от воздействия окружающей среды; большое колебание сварочного тока; значительную вероятность возникновения непроваров, подрезов и других дефектов соединения; большие потери (до 30%) присадочного материала на угар, разбрызгивание, огарки; малую производительность из-за невозможности использования высокой плотности тока и перерывов при смене электродов; сложность технологического процесса, что требует длительного времени подготовки сварщиков и др. Все это следует учитывать при выборе способа сварки и наплавки.
Таблица 5.1
Характеристики электродов общего назначения
Таблица 5.1
Характеристики наплавочных электродов
Режимы ручной дуговой сварки покрытыми электродами Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима предусматривает определение значений параметров, при которых обеспечивается устойчивое горение дуги и получение швов заданных размеров, формы и свойств. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги. К дополнительным относят состав и толщину покрытий, положение шва в пространстве, число проходов. Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла S и диаметром электрода d при сварке шва в нижнем положении составляет: S, мм . Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке швов в нижнем положении шва для электродов диаметров 3-6 мм сила тока может быть определена по соотношению ТОК = (20 + 6d)d; для электродов диаметром менее 3 мм ТОК = 30d. Род тока и полярность устанавливаются в зависимости от вида свариваемого металла и его толщины. При сварке постоянным током обратной полярности на электроде выделяется больше теплоты. Исходя из этого обратная полярность применяется при сварке тонких деталей с целью предотвращения прожога и при сварке легированных сталей во избежание их перегрева. При сварке углеродистых сталей-применяют переменный ток исходя из учета экономичности процесса. Основные положения сварки. Ручную сварку можно производить во всех пространственных положениях шва, однако следует стремиться к нижнему положению, как более удобному и обеспечивающему лучшие условия для достижения высокого качества сварного шва. Технология выполнения ручной дуговой сварки Технология выполнения ручной дуговой сварки предусматривает способ возбуждения дуги, перемещения электрода в процессе сварки, порядок наложения швов в зависимости от особенностей сварных соединений. 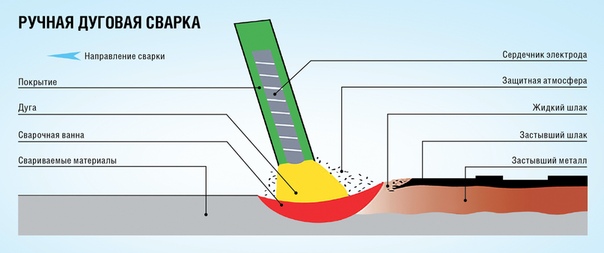 Колебательные движения электрода поперек оси шва могут быть различными и определяются формой, размером и положением шва в пространстве. Колебательные движения электрода поперек оси шва могут быть различными и определяются формой, размером и положением шва в пространстве.При горении дуги в жидком металле образуется кратер, являющийся местом скопления неметаллических включений, что может привести к возникновению трещин. Поэтому в случае обрыва дуги (а также при смене электрода) повторное зажигание ее следует производить впереди кратера, а затем переместить электрод назад, переплавить застывший металл кратера и только после этого продолжить процесс сварки. Сварщик должен внимательно следить за расплавлением кромок деталей и торца электрода, проплавлением корня шва и не допускать затекания жидкого металла впереди дуги. Заканчивают сварку заваркой кратера. Для этого или держат неподвижно электрод до естественного обрыва дуги, или быстро укорачивают дугу вплоть до частых коротких замыканий, после чего ее резко обрывают. Выполнение стыковых швов. Стыковые швы применяют для получения стыковых соединений. Стыковые соединения со скосом одной или двух кромок могут выполняться однослойными или многослойными швами. При сварке однослойным швом дугу возбуждают на краю скоса кромки, а затем, переместив ее вниз, проваривают корень шва. На скосах кромок движение электрода замедляют, чтобы лучше проварить их. При переходе дуги с одной кромки на другую скорость движения электрода увеличивают во избежание прожога в месте зазора между кромками. При сварке многослойным швом после заполнения каждого последующего слоя предыдущий слой тщательно зачищают от шлака, так как в противном случае между отдельными слоями могут образоваться шлаковые включения. Последними проходами создается небольшая выпуклость шва высотой 2-3 мм над поверхностью основного металла. Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов блоками или каскадом. Рис.1 Выполнение угловых швов. Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварка угловым швом может производиться наклонным электродом и «в лодочку». При сварке наклонным электродом возможно неполное про-плавление корня шва или кромки горизонтальной детали. Во избежание непровара дугу возбуждают на горизонтальной полке в точке, отступив от границы шва на 3-4 мм. Затем дугу перемешают к вершине шва, где ее несколько задерживают для лучшего провара его корня, и поднимают вверх, проваривая вертикальную полку. Такой же процесс после некоторого перемещения электрода вперед повторяют и в обратном направлении. Угол наклона электрода в процессе сварки изменяется в зависимости от того, на какой полке в данный момент горит дуга. Начинать процесс сварки на вертикальной полке нельзя, так как в этом случае расплавленный металл с электрода будет натекать на еще холодный основной металл горизонтальной полки, в результате чего образуется непровар. На вертикальной же полке возможно образование подрезов. При многослойной сварке для лучшего провара корня шва первый слой выполняют узким или ниточным швом электродом диаметром 3-4 мм без колебательных движений. При сварке угловым швом «в лодочку» наплавленный металл располагается в желобке, образуемом двумя полками. Выполнение швов в нижнем положении. Эти швы являются наиболее удобными для сварки, так как в этом положении капли электродного металла .под действием собственного веса легко переходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении более удобно. В процессе сварки электрод наклоняют по направлению сварки на угол 10-20°. Выполнение швов в вертикальном положении. В этом случае электродный металл и основной стремятся стечь вниз. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой. Вертикальные швы выполняют как снизу вверх, так и сверху вниз. В первом случае дуга возбуждается в самой нижней точке вертикально расположенных пластин, и после образования ванны жидкого металла электрод, установленный сначала горизонтально (положение 1), отводится несколько вверх (положение 2). При этом застывший металл шва образует1 подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо совершать колебательные движения электродом поперек оси шва с отводом его вверх и поочередно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла. Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов. В начале сварки дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Выполнение швов в горизонтальном положении. Эти швы выполнять труднее, чем в вертикальном положении. Для предупреждения стекания жидкого металла скос кромок обычно делается на одной верхней детали. Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на притупление деталей и затем на верхнюю кромку (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка листа способствует удержанию расплавленного металла от отекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их заполнения, который в процессе проваривания верхней кромки позволяет избежать потолочного положения расплавленного металла. Выполнение швов в потолочном положении. Эти швы являются наиболее трудными. Объясняется это тем, что масса капли препятствует переносу металла с электрода в сварочную ванну, а расплавленный металл стремится вытечь из ванны вниз. Поэтому в процессе сварки нужно добиться, чтобы объем сварочной ванны был небольшим. Это достигается применением электродов малого диаметра (не более 3-4 мм) и сварочного тока пониженной силы. Основным условием получения качественного шва является поддержание самой короткой дуги путем периодических замыканий электрода с ванной жидкого металла. В момент замыкания капли металла под действием сил поверхностного натяжения втягивается в сварочную ванну. В момент удаления электрода дуга гаснет и металл шва затвердевает. Одновременно электроду сообщаются также и колебательные движения поперек шва. Наклон электрода к поверхности детали должен составлять 70-80° в направлении сварки. Выполнение швов различной длины. Все сварные швы в зависимости от их длины условно разбивают на три группы; короткие – до 250 мм, средней длины -от 250 до 1000 мм, длинные -от 1000 мм и более. Рис.2 Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 2, а). При выполнении швов средней длины и длинных возможно короблению изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины сварного соединения к концам (рис. 2, б) и обратноступенчатым способом (рис. 2, в), сущность которого состоит в том, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход». Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. 2 г). В данном случае возможно организовать работу одновременно двух сварщиков.
|
 .. 1-2 3-5 4-10 12-24 30-60
.. 1-2 3-5 4-10 12-24 30-60
 При сварке блоками (рис. 1.6) сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этого участка сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона «сварки все время находится в горячем состоянии, что предупреждает появление трещин. При каскадном методе выполняется обратно ступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них.
При сварке блоками (рис. 1.6) сначала в разделку кромок наплавляют первый слой небольшой длины 200-300 мм, затем второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этого участка сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона «сварки все время находится в горячем состоянии, что предупреждает появление трещин. При каскадном методе выполняется обратно ступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них. Это обеспечивает правильное формирование шва и хороший провар его корня.
Это обеспечивает правильное формирование шва и хороший провар его корня. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.
Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга -очень короткой, чтобы капли расплавленного металла удерживались от стекания вниз.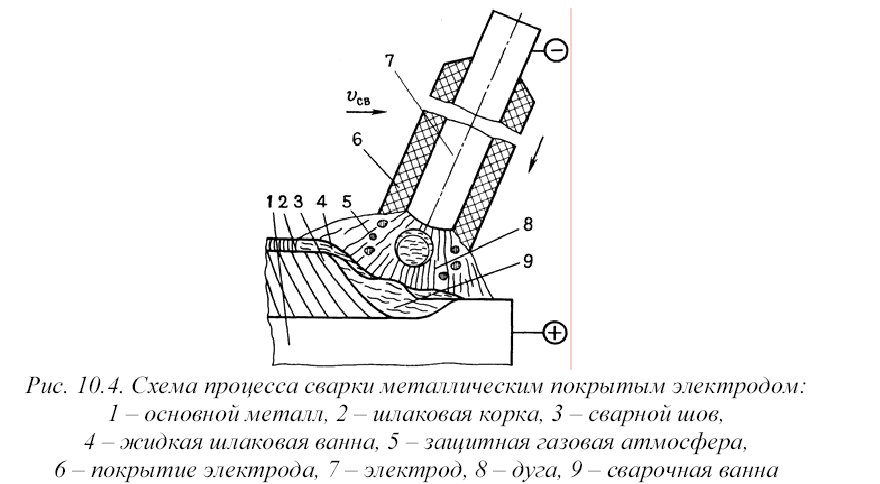
техника выполнения, где применяется, оборудование и материалы
Дуговую сварку покрытыми электродами применяют, чтобы соединить металлические изделия. Электропайка называется дуговой, потому что сварочный луч энергии, который образуется в электроде в момент работы, имеет дугообразную форму.
Электрод – есть проводник, который окружен специальной инертной средой. Её составляющие это глинозём, магнезия, никель, известняк, марганец, железо.
В статье разберемся, как с помощью дуговой сварки покрытыми электродами качественно работать с металлами.
Содержание статьиПоказать
Основы
 youtube.com/embed/dxVoNDuUcM8?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/dxVoNDuUcM8?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Дуговая электросварка покрытыми электродами – это хороший способ соединить без зазоров или разъемов две детали. Для разных видов материалов (металл, керамика, пластмасса и т.п.) выбирают разные виды сварки. Например, пластмассу не сваривают электродами.
Металлический провод способствует надёжному соединению расплавленных краёв двух элементов. Электрическая дуга сваривает концы деталей очень крепко. Так, что они стают одним целым, а сварочную ленту потом нельзя разъединить.
Чтобы спаять детали, нужно знать особенности сварки разных материалов. От того, на каком уровне вы владеете навыками работы с электродом и аппаратом, зависит результат. Проводников должно быть много. Так у вас будет возможность практики.
А с количеством попыток возрастёт качество работы. Три миллиметра или меньше – это самый удобный размер металлического изделия, чтобы научиться электродуговой сварке покрытыми электродами.
Прежде, чем начать работу нужно присоединить плюсовой и минусовой кабели. К электродному вы подключаете держатель, а к обратному – аппарат.
Прежде чем приступить, подготовьте все материалы, инструменты. Тщательно очистите их от пылевых частиц или любых других веществ, которые могут стать преградой в процессе сварки.
Нюансы
Дуговая сварка покрытым электродом имеет как положительную, так отрицательную сторону. Овладеть основными навыками работы мало. Нужно также знать нюансы выбора оборудования.
Руководствуйтесь правилом: дорогой инструмент равно удобный в применении. При выборе обратите внимание на их возможности. Оборудование должно быть способно:
- сваривать изделия в труднодоступных местах;
- качественно работать в разных позициях;
- спаривать все виды металлов.
Ручные аппараты для дуговой сварки покрытыми электродами также имеют минусы, которые стоит учитывать:
- показатель полезного действия ниже, чем у других методов;
- результат работы во многом зависит от умений мастера больше, чем от самого инструмента;
- появление вредных веществ: искры, испарения; они плохо влияют на зрение.

Важно: чтобы не навредить своему здоровью, нужно использовать специальную одежду во время работы электродуговой сваркой: безопасная форма, защитные очки, маска типа «хамелеон». Эти приспособления берегут глаза от возможного повреждения, но позволяют работать без преград.
Технология
Чтобы обеспечить прочное слитие концов деталей, которое не будет иметь бугорков и неровностей, нужно придерживаться определённой технологии.
В технике электродуговой сварки покрытыми электродами выделяют два типа работы, что позволяют поджечь луч:
- точечный вид: удары напоминают точки, которые мастер делает проводником по
деталям; - чирканье: действия похожи на чирканье зажигалкой.
Разные виды металлов характеризуются различными особенностями: положительными и отрицательными. Например, какие-то из них поджигать намного труднее, чем другие и наоборот.
В основном, характеристики проводника будут зависеть от его же покрытия, а также вида поджога.
Работать с новым аппаратом легче. Чтобы сделать дугу можно лишь дотронуться ним до металла, а потом поднять на высоту примерно 2-3 миллиметра.
Если проводник приводился в действие уже не раз, могут возникнуть трудности – появляется плёнка из шлака на кончике. Чтобы появилась искра, следует активировать точечный метод пару раз, ударив проводником по детали.
Электрический заряд возникает между электродом и деталью. Это расстояние называется длина дуги. Её коэффициент определяется размером электрода. Его диаметр должен составлять 0,5 – 1, 2.
Чтобы в итоге работы шов был гладким, без повреждений, зазор между инструментом и металлом нужно соблюдать минимальный.
Начальный этап
 Ручная дуговая сварка или как варить электродами” src=”https://www.youtube.com/embed/Ajetr7ndrA0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
Ручная дуговая сварка или как варить электродами” src=”https://www.youtube.com/embed/Ajetr7ndrA0?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Чтобы паять дуговой сваркой покрытыми электродами и металл, и аппарат следует привести в готовность к работе. Сами приспособления нужно включить.
Все детали – тщательно очистить, надёжно закрепить. Они не должны болтаться, мешая работе. Мастеру следует экипироваться правильной маской, очками, одеждой.
Поджигать материал на металле можно потренироваться. Эту рекомендацию нужно соблюдать, чтобы проверить, каким способом и по какой технологии лучше работать с вашим видом.
Дуга
Новичкам советуют сохранять дугу короткого размера во время пайки. Такое ухищрение поможет создать идеальный валик. Но даже это требует практики. С первой попытки почти ни у кого не получается сделать дорожку без изъянов.
Распознать длину дуги мастер может по звуковым характеристикам. У короткой сопровождающий звук ровный, а у длинной – звучный, режет слух.
При коротком варианте комфортнее сделать хороший шов, потому что капель металла немного. Если работать с коротким лучом, то проводник тоже плавиться гладко, ровно, что позволяет получить желаемую глубину плавки.
В теории каждый понимает, как сварить два куска металла. Зато чтобы сделать хорошую дугу – надо много практиковаться. От интенсивности электрического тока зависит качество дуги, а от самой дуги – каким получится шов.
Дуга может прерываться. Тогда ее надо снова активировать, заполнить лакуны между частями шва.
Если работать неправильно, на детали можно сделать ожог. Потом на этом месте металл начнет разрушаться.
Шов
Детали соединяются посредством шва. Чтобы сделать это сваркой, нужно проработать его так, чтобы он был прочный и качественный. Называют три типа соединяющих сплавов.
- Ниточный: делается движениями поступательными, в длину; его ширина – 3 мм; используется для сплава тонких деталей или тех, чьё значение не очень важно для картины в целом; соединяет детали некрепко. Это несложный способ. Его могут хорошо сделать новички, так и мастера с опытом. Именно этот вид шва есть базисным – освоив его, можно изучать другие.
- Продольно-поперечный: делается вертикальными и горизонтальными движениями; нужно научиться управлять электродом – умело вести его вдоль и поперёк; ширина такого сплава: 1 – 1,5 см.; он крепкий, отличается прочностью. Обычно выполняется технологией «зигзаг»: проводник ведут вправо-влево на расстояние 10-15 мм к каждому краю. При этом важно качество дуги. От неё зависит, какой будет дорожка по качеству, а также количество шлаков на ней.
- «Мертвый»: самый крепкий; создается равномерными движениями в трёх разных направлениях. Начинать нужно как продольно-поперечный шов. Закончив его, следует вернуть обратно, проделав тот же путь. Таким образов получается двойной продольно-поперечный шов. Заваренная линия получается очень качественной, сплавленной, как бы, накрепко. В этом виде важно соблюдать правила работы с прибором. Если делать это неправильно, дорожка получиться слишком «жирной», с большими примесями шлаков.
Чтобы полоса шва была идеальной, нужно в завершение работы, счистить весь накопившийся за время сварки шлак. Если вы что-то сделаете не так, сразу заметите.
Пострадает не только эстетическая сторона, но и практическая, внутренняя. Кривая, с забугрениями полоса означает, что в ней есть пробели, может, ожоги. Лента на изделии вряд ли будет долговечная.
Промахи новичков
Итак, мы уже знаем, как работать электродуговой сваркой с покрытыми электродами правильно. Среди ошибок есть шесть типов:
Среди ошибок есть шесть типов:
- размер, форма неправильные;
- оставлены лакуны, полости;
- образовались деформации;
- некоторые части непроваренные;
- слишком твёрдые вкрапления;
- другие недостатки.
Мы предлагаем изучить самые распространенные промахи, которые делают новички при электродуговой сварке покрытыми электродами. Их хорошо знать, чтобы не повторять самому.
- Длина дуги. Она или слишком короткая, или слишком длинная. Если длина маленькая – шов сваривается жестким, неровным, а шлаков очень много. Если наоборот – металл разбрызгивается очень интенсивно, а из-за этого дорожка тоже кривая. Также великое расстояние между дугой и электродом создает дугу нестабильную, поэтому «дыр» получается очень много.
- Скорость. Если паять со слишком высокой или слишком низкой скоростью, работа получится плохая. К примеру, слишком быстрое управление аппаратом приводит к тому, что дорожка образуется искривленная, с высоким наплывом шлаков. Валик получается тонкий, поэтому изделие сварено непрочно. При слишком медленном темпе работы, шов выходит толстый, громоздкий.
- Настройки. Нужно правильно выставить ампераж на аппарате. Он проектируется соответственно типам деталей, с которыми мастер работает. При заниженной интенсивности валик будет затонким, а, значит, сплавление непрочное. Валик, который создается при высоком напряжении, получается плоским и переполненным шлаком.
- Подготовка. Недостаточная подготовка поверхностей – очень распространённая ошибка. Это делает дорожку хилой, с неровностями, прорехами. Очень важно тщательно очистить поверхности, аппарат от загрязнений, остатков лака, пороха, масла и т.п. В противном случае мастер получит хлюпкий шов с кучей несобранных остатков.
- Наклон. Чтобы сплав получился крепким, важно сохранять правильный градус наклона проводника при сварке. Если наклон чрезмеру горизонтален, лента будет кривая, чешуйчатая. Если наклон перпендикулярный, то чешуйки соединяются в огромный валик, который остается «хранилищем» шлака.

Подведем итог
Техническими ошибками могут быть разные несоответствия в соотношении тока и металла, неправильно выбранная сварочная поверхность, поломка аппарата, другие неисправности.
Одним из самых важных факторов в процессе дуговой сварки покрытыми электродами есть хороший шов. Нужно внимать нескольким чертам, что определяют качество сваренной ленты.
Чтобы дело было сделано хорошо, нужно знать, как варить металл, как правильно соединять некоторые критерии:
- ампераж;
- наклон;
- высота дуги;
- тип электрода;
- скорость аппарата.
Если сочетать эти факторы, работа будет надёжной, а шов будет держаться много лет.
Технология спайки – это основа, которую надо сначала хорошо изучить, а потом практиковать. При этом, советуется приступать к практической работе лишь тогда, когда знания будут досконально усвоены.
Если вы будете знать, как работать со сваркой и металлом, то останется только проработать мастерство на практике.
цены, отзывы, технические характеристики и описания.
Ручная электродуговая сварка штучными электродами различных металлов. Покрытие электрода образует газовую атмосферу, которая препятствует взаимодействию места сварки с воздухом.
Ручная дуговая сварка MMA применяется для обработки, черных и легированных металлов. Предназначенное для этого метода оборудование имеет небольшие размеры, может использоваться для работ на высоте и очень удобно в эксплуатации (справится и профессионал, и новичок).
Ручная электродуговая сварка – принцип работы
Как любая другая, дуговая mma-сварка подразумевает соединение металлических заготовок с помощью тепловой энергии, возникающей в результате горения электродуги. Такой метод получил еще название сварка покрытыми электродами, так как они имеют специальную обмазку. При замыкании электрической цепи аппарат дуговой сварки подает ток на электрод, его покрытие начинает плавиться, образуя вокруг рабочей зоны газовое облако, блокируя попадание воздуха в сварочную ванну.
Различают установки для ручной дуговой сварки переменного тока и постоянного. К первым относят трансформаторы, которые преобразуют сетевой ток в переменный нужного напряжения. Как правило, электродуговая сварка переменного тока используется для углеродистых сталей. Для обработки нержавеющей стали нужна электрическая сварка на постоянном токе, для чего может использоваться различное оборудование MMA-сварки: выпрямитель или инверторный аппарат.
Виды дуговой сварки MMA
Оборудование для электродуговой сварки металлов подразделяется на следующие виды:
- инверторы – такие электродуговые установки обладают высокой мощностью при малом весе;
- трансформаторы – классическое средство дуговой сварки, обладает низкой ценой и высокой эффективностью;
- выпрямители – преобразуют переменный ток в постоянный, позволяющий получить более качественный шов.
Преимущества и недостатки метода
Как известно, электродуговая сварка является наиболее популярным методом. Она находит применение и в профессиональной сфере, и в быту. Строительство, производство, ремонтные и монтажные работы – далеко не все сферы ее использования. Это обусловлено неоспоримыми достоинствами метода.
- Универсальность заключается в том, что работа выполняется во всех пространственных положениях, расширяя сферу применения. Можно выполнять вертикальные, угловые, стыковые швы, работать с тонколистовыми металлами.
- Удобство обеспечивается тем, что дуговая сварка позволяет сваривать материалы даже в стесненных условиях, труднодоступных местах и на высоте. Многие аппараты мобильны, поэтому сварщик может быстро перемещаться по рабочей площадке.
- Работа с любыми металлами открывает широкие возможности для электродуговой сварки. Метод подходит для различных видов сталей, цветных металлов, чугуна. Важно правильно подбирать электроды и выставлять силу тока на аппарате.
- Устойчивость к погодным условиям дает возможность работать на улице в любое время года и практически при любой погоде (за исключением дождя и снега). Влажность влияет на качество сварки, но проблема решается просушкой электродов.
- Простота метода позволяет легко освоить процесс даже новичку. Кроме того, ручная дуговая сварка не требует большого количества приспособлений, как, например, газосварка.
 Важно правильно подбирать электроды и выставлять силу тока на аппарате.
Важно правильно подбирать электроды и выставлять силу тока на аппарате.При всех своих преимуществах метод имеет некоторые недостатки. Такая сварка вредна для человека – опасности подвергаются зрение и дыхательные пути. Качество шва во многом зависит от опыта сварщика. К тому же процесс дуговой сварки не удается сделать высокопроизводительным, как, например, это происходит при работе полуавтоматом.
Рекомендации по выбору оборудования
Чем большее значение тока имеет аппарат, тем большего диаметра электроды можно применять, следовательно, тем большие по толщине металлические детали можно сваривать. К примеру, на расплавление 1 мм электрода приходится около 30-40 А. Если ручная дуговая сварка ведется покрытыми электродами диаметром в 4 мм, то подойдет аппарат на 120 – 160А, при диаметре до 8 мм требуется установка для дуговой сварки с максимальным значением тока в 320 – 400 А.
Подробнее ознакомиться с характеристиками, видами и ценами на электро-дуговую сварку можно на нашем сайте в карточках товаров. Если вы не знаете какой лучше выбрать аппарат для сварки тех или иных металлов – обратитесь за помощью к специалистам по бесплатному телефону 8-800-333-83-28.
Ручная дуговая сварка плавящимся электродом
Ручная дуговая сварка плавящимся электродом
Категория:
Сварка металлов
Ручная дуговая сварка плавящимся электродом
Наибольший объем среди других видов сварки занимает ручная дуговая сварка плавящимся электродом. Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Дуга горитмеж-ду стержнем электрода и основным металлом. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла.
Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Дуга горитмеж-ду стержнем электрода и основным металлом. Под действием тепла дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла.
Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварной шов. Жидкий шлак по мере остывания образует на поверхности шва твердую шлаковую корку, которая удаляется после остывания шва. Для обеспечения заданного состава и свойств шва сварку выполняют покрытыми электродами, к которым предъявляют специальные требования.
Рис. 1. Ручная дуговая сварка металлическим электродом с покрытием (стрелкой указано направление сварки)
Рис. 2. Схема питания дуги при ручной дуговой сварке (на постоянном токе): а — электрическая схема, б — общая компоновка поста для сварки; 1 — изделие, 2 — сварочная дуга, 3 — электрод, 4 — электрододержатель, 5 — сварочные провода, 6 — источник питания, 7 — щит с приборами контроля и регулирования параметров режима сварки
Рабочим местом для ручной сварки служит сварочный пост, оснащенный источником питания, токоподводом, необходимыми инструментами, принадлежностями и приспособлениями. Схема питания дуги приведена на рис. 2.
Сварочные посты могут быть стационарными и передвижными. К стационарным постам относятся посты, расположенные в цехе, преимущественно в отдельных сварочных кабинах, в которых сваривают изделия небольших размеров. Передвижные сварочные посты, как правило, применяют при монтаже крупногабаритных изделий (трубопроводы, металлоконструкции, сосуды) и
ремонтных работах. При этом часто используют переносные источники питания.
В зависимости от свариваемых материалов и применяемых электродов для ручной дуговой сварки применяют источники переменного или постоянного тока с крутопадающей характеристикой.
Основным рабочим инструментом сварщика при ручной сварке служит электрододержатель, который предназначен для зажима электрода и подвода сварочного тока. Применяют электрододержатели пружинного и пластинчатого типов.
Согласно ГОСТ 14651—78, электрододержатели выпускают трех типов в зависимости от силы сварочного тока: I типа — для тока 125 А; II — 125—315 А, III — 315—500 А.
Для подвода тока от источника питания к электрододержателю и изделию используют сварочные провода. Сечения проводов выбирают по установленным нормативам для электротехнических установок — 5—7 А/мм2.
Для предохранения лица и глаз сварщика от лучей электрической дуги служат специальные защитные приспособления — щитки и маски из жаростойких диэлектриков (фибры, пропитанной специальным раствором фанеры и т. п.) с защитными стеклами —светофильтрами (размер 52×102 мм). Для предохранения тела применяют спецодежду из плотного брезента или сукна, иногда из асбестовой ткани.
К вспомогательным инструментам для ручной сварки относятся стальные проволочные щетки для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака, молоток-шлако-отделитель для удаления шлаковой корки, особенно с угловых и корневых швов в глубокой разделке, зубило, набор шаблонов для проверки размеров швов, стальное клеймо для клеймения швов, выполненных сварщиком, метр, стальная линейка, отвес, угольник, чертилка, мел, а также ящик для хранения и переноски инструмента.
Реклама:
Читать далее:
Техника ручной дуговой сварки
Статьи по теме:
Ручная дуговая сварка
(обзор страниц по теме ”
Ручная дуговая сварка
“)
Сварщики, аттестованные НАКС на виды деятельности:
- РД – ручная дуговая сварка пoкрытыми электродами;
- РДВ – ванная ручная дуговая сварка пoкрытыми электродами;
- РДН – ручная дуговая наплавка пoкрытыми электродами;
Специалисты по ручной дуговой сварке и наплавке электродами.
Смотрите Обучающее видео по ручной дуговой сварке на форуме в режиме онлайн.
Ручная дуговая сварка в разделе “Технология”:
1. Видео ручная дуговая сварка. Подборка видео по заданной теме для просмотра онлайн на сайте.
2. Оборудование для ручной дуговой сварки. Классификация источников питания для РДС. Инструмент, принадлежности, спецодежда сварщика.
3. Использование электродов и оборудования в РДС. Контрольный список : что необходимо делать и чего нельзя.
4. Электроды для ручной дуговой сварки. Из конспекта по РДС. Вопросы по классификации и обозначению из ГОСТов.
5. Особенности сварки чугуна. Какими электродами пользоваться (в т.ч биметаллическими), какие особенности технологии, какие трудности возникают при сварке чугуна.
6. Разбрызгивание пpи ручной дуговой сварке покрытыми электродами и способы его снижения. Зависимости разбрызгивания, угара металла электрода от сварочного тока.
7. Видео дуговая сварка. Несколько роликов, в т.ч. обучающих для просмотра на сайте бесплатно любым пользователем.
8. Видео уроки сварки. Несколько обучающих роликов, в т.ч. по РДС.
9. Видео сварка электродом. Несколько видеороликов, в т.ч. обучающих по заданную тему.
10. Дефекты сварных соединений. Последствия неправильного движении электрода, неудовлетворительного качества электродов ( в т.ч. отсыревших и с непостоянной толщиной покрытия электродов, с нарушением сплoшности покрытия электрода), неправильного ведения электрода, чирканья электродом и т.д.
11. Дефекты ручной дуговой сварки. Описание некачественного зажигания дуги, чрезмерно «выпуклых» валиков, наплывов, непроваров, свищей, усадочных раковин, пор.
12. Сварка неповоротных стыков труб при вертикальном расположении.
13. Сварка неповоротных стыков труб электродами при горизонтальном расположении трубы.
14. Сварка неповоротных стыков труб электродами при расположении трубы под 45°.
15. Сварка угловых соединений и приварка пластин к трубам.
16. Сварка стыковых соединений в нижнем положении.
17. Сварка потолочных швов.
18. Сварка горизонтальных швов.
19. Сварка вертикальных швов.
20. Режимы ручной дуговой сварки. Параметры режимов.
Ручная дуговая сварка в разделе “Оборудование”:
1. Проверка сварочного оборудования и его техобслуживание (краткий памятный лист). Как проверять состояние сварочных агрегатов, держателей электродов, действия техперсонала по обслуживанию сварочного оборудования и принадлежностей для РДС.
2. Установка сварочного оборудования : для РДС, MIG, TIG. Как правильно расположить оборудоване, проверить заземление, топливные баки, кабели и соединения.
3. Трансформаторы для ручной дуговой сварки. Характеристики сварочных трансформаторов серий ТД, ТДМ, ТДЭ, типов УДС-251У2 и “Разряд”.
4. Блок снижения напряжения холостого хода в аппаратах для РДС.
5. Технические характеристики сварочных аппаратов ВД-161, ВД-201, ВД-253, ВД-315.
6. Инверторный источник ДС 200А.33 (инструкция).
7. Выпрямители для ручной дуговой сварки.
Ручная дуговая сварка в разделе “Сварочные материалы”:
1. Выбор электрода. Как выбрать сварочные электроды исходя из свариваемых материалов и сварочных параметров.
2. Марки электродов. Приведены марки электродов, в т.ч. сварочных. Даны ссылки на страницы с техническими харакетристиками характеристиками каждой марки.
3. Подраздел “Классификация электродов” – страницы с различными типами классификации электродов, разными системами обозначений и кодирования, типами покрытий и т.п.
4. Подраздел Аналоги электродов – сопоставление отечественных и зарубежных марок сварочных электродов.
5. ГОСТ : электроды – подборка ГОСТов, регламентирующих электроды.
Ручная дуговая сварка в разделе “Нормативная база”:
1. ГОСТ 10594-80 Оборудование для дуговой, контактной, ультразвуковой сварки и для плазменной обработки Ряды параметров.
2. ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами Типы.
3. ГОСТ 9467-75 Электроды покрытые для ручной дугой сварки конструкционных и теплоустойчивых сталей Типы.
4. ГОСТ 14651-78 Электрододержатели для ручной дуговой сварки Технические условия.
5. ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей.
6. ГОСТ Р ИСО 2560-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей Классификация.
7. ГОСТ Р ИСО 3580-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки жаропрочных сталей Классификация
8. ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами Типы.
9. ГОСТ Р ИСО 3581-2009 Материалы сварочные Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей Классификация.
10. ГОСТ 11534-75 Ручная дуговая сварка Соединения сварные под острыми и тупыми углами Основные типы, конструктивные элементы и размеры.
“Ручная дуговая сварка” в сварочном каталоге:
1. Сварочные аппараты для ручной дуговой сварки.
2. Раздел Сварочные Работы/Услуги с несколькими подразделами.
3. Раздел Электроды.
4. Раздел Источники питания с подразделами.
- < Использование электродов и оборудования
- Сущность и классификация процесса сварки. Конспект >
Ручная дуговая сварка металла (MMA)
Ручная дуговая сварка металла (MMA) – самый гибкий и один из наиболее широко используемых процессов дуговой сварки. Он включает зажигание дуги между покрытым металлическим электродом и заготовкой.
Тепло дуги плавит основной металл и электрод, которые смешиваются вместе, образуя при охлаждении непрерывную твердую массу. Центральный металлический электрод или сердцевина из проволоки действует как расходный материал, обеспечивая присадочный металл для сварного шва.Сварку MMA можно использовать для соединения большинства сталей, нержавеющих сталей, чугуна и многих цветных металлов. Для многих низкоуглеродистых и высокопрочных углеродистых сталей это предпочтительный метод соединения.
Центральный металлический электрод или сердцевина из проволоки действует как расходный материал, обеспечивая присадочный металл для сварного шва.Сварку MMA можно использовать для соединения большинства сталей, нержавеющих сталей, чугуна и многих цветных металлов. Для многих низкоуглеродистых и высокопрочных углеродистых сталей это предпочтительный метод соединения.
Успешные результаты сварки зависят от следующих факторов и параметров:
Правильный электрод
Правильный размер электрода для работы
Правильный сварочный ток
Правильная длина дуги
Правильный рабочий угол электрода
Правильная скорость движения
Правильная подготовка работ под сварку.
Снижение затрат до 40%
Мы поставляем ряд проверенных и испытанных сварочных газов для MMA под нашими семействами CORGON ® , CRONIGON ® , VARIGON ® и FORMIER ® . В этих защитных смесях используются активные газы в различных концентрациях, чтобы удовлетворить индивидуальные потребности применения. Например, смеси на основе аргона заменяют диоксид углерода аргоном в качестве защитного газа.
включают повышение производительности за счет более высоких скоростей сварки, лучшего смачивания и проплавления, а также уменьшение деформации за счет меньшего тепловложения, что приводит к более чистым сварным швам и меньшим усилиям по доработке.В целом вы можете сэкономить до 40 процентов на стоимости. Наши специалисты по применению могут посоветовать вам смесь, наиболее подходящую для ваших нужд. Они также могут помочь вам выбрать правильные рабочие параметры для достижения оптимальных результатов и поддержать вас с необходимым оборудованием и услугами по управлению газом.
Основы дуговой сварки экранированных металлов
Основы дуговой сварки экранированных металлов
Объясняются основы этого давно используемого и универсального процесса
При дуговой сварке защищенным металлом (SMAW) дуга между покрытым электродом и сварочной ванной используется для выполнения сварного шва. Поскольку сварщик непрерывно подает покрытый электрод в сварочную ванну, разложение покрытия превращается в газы, которые защищают ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Металл прочного сварного шва, наплавленный этим процессом, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Поскольку сварщик непрерывно подает покрытый электрод в сварочную ванну, разложение покрытия превращается в газы, которые защищают ванну. Процесс используется без приложения давления и с присадочным металлом из покрытого электрода. Металл прочного сварного шва, наплавленный этим процессом, используется как для соединения, так и для нанесения функциональной поверхности на металлические изделия.
Из-за множества возможных вариаций в составе покрытия электрода и большого выбора химического состава сердечника проволоки, процесс может производить широкий спектр наплавок металла шва с желаемыми механическими и физическими свойствами, обеспечивая при этом гладкую дугу и однородный металл. передаточные характеристики и простота в эксплуатации.Это один из старейших и простейших сварочных процессов, который до сих пор широко используется.
Простота процесса распространяется на количество и характер необходимых компонентов схемы, а именно:
1. Источник питания соответствующего номинального тока и рабочего цикла
2. Электрод SMAW, совместимый с выходом источника питания.
3. Сварочный кабель подходящего размера
4. Электрододержатель
5. Кабель массы.
Основы процесса
Отличительной особенностью SMAW является физическое наличие покрытия / покрытия, которое окружает сердечник провода расходуемого электрода.Покрытый стержень называется электродом, потому что он функционирует как вывод, с которого электрический поток переходит от проводящего твердого тела к проводящей плазме сварочной дуги.
Для любого конкретного применения электрод должен соответствовать следующим трем критериям:
1. Он должен защищать дугу и металл шва.
2. Он должен добавлять металл в сварной шов.
3. Он должен выдерживать сварочную дугу.
Составляющие покрытия выполняют эти функции. При достаточном нагревании ингредиенты покрытия делают следующее:
1.Разлагаются на газы и вытесняют воздух в месте сварки, обеспечивая защиту дуги и металла шва;
2. Ионизируйте плазму дуги;
Ионизируйте плазму дуги;
3. Обработайте расплавленный металл флюсом и при остывании образуйте защитный шлаковый покров на сварном валике.
Покрытие может также содержать металлические порошки, которые увеличивают вклад металла электрода в сварочную ванну.
Принципы работы
В процессе SMAW используется электрическая цепь, поддерживающая сварочную дугу, для преобразования энергии линии электропередачи или топлива в тепло.Тепло от сварочной дуги интенсивное и чрезвычайно концентрированное. Он сразу же расплавляет часть заготовки и конец электрода. Сварщик поддерживает длину дуги, удерживая постоянное пространство между электродом и сварочной ванной, образующейся на заготовке. Когда дуга убирается, жидкость плавится, и расплав затвердевает в сплошной металл.
Элементы типовой сварочной схемы для дуговой сварки в экранированном металле.
Как показано на схеме на рис.1 источник питания включен в цепь последовательно с электродом и заготовкой. Сварочный кабель, используемый в цепи, электрододержатель и соединение между кабелем и заготовкой также являются важными элементами схемы. Источник питания имеет две отдельные выходные клеммы. От одной клеммы производится подключение к электроду. При использовании постоянного тока (DC) правильная клемма для подключения электрода определяется полярностью, необходимой для этого типа электрода.При использовании переменного тока (AC) электрод можно подключать к любой клемме. Цепь между заготовкой и электродом разомкнута.
Пока электрод SMAW удерживается вдали от заготовки, цепь
остается разомкнутой, и можно использовать вольтметр для измерения падения напряжения между держателем электрода
и заготовкой для этого состояния разомкнутой цепи (предварительной сварки).
Покрытые электроды
Все электроды SMAW имеют покрытие с компонентами, которые облегчают процесс сварки, и добавляют легирующие элементы, которые придают сварному шву полезные свойства. Без покрытия было бы очень трудно поддерживать дугу, наплавленный слой был бы хрупким из-за растворенного кислорода и азота, сварной шов был бы тусклым и неправильной формы, а заготовка была бы подрезанной.
Без покрытия было бы очень трудно поддерживать дугу, наплавленный слой был бы хрупким из-за растворенного кислорода и азота, сварной шов был бы тусклым и неправильной формы, а заготовка была бы подрезанной.
Производители электродов наносят покрытие на электроды SMAW путем экструзии или погружения. Экструзия
широко используется и достигается путем смешивания сухих компонентов с жидкими силикатами. Процесс погружения используется в основном для электродов SMAW, используемых для сварки чугуна, а также для некоторых специальных электродов со сложным сердечником.
Покрытие содержит большую часть стабилизирующих, защитных, флюсовых, раскисляющих и шлакообразующих материалов, необходимых для процесса. Помимо поддержания дуги и подачи присадочного металла для наплавки, разрушение покрытия электрода приводит к появлению других ключевых материалов в дуге или вокруг нее, или и в том, и в другом. В зависимости от типа используемого электрода покрытие электрода обеспечивает следующее:
1. Газ для защиты дуги и предотвращения чрезмерного атмосферного загрязнения расплавленного металла;
2.Раскислители для реакции и снижения уровня растворенных газообразных элементов, которые могут вызвать пористость; №
3. Флюсы для ускорения химических реакций и очистки сварочной ванны;
4. Покрытие из шлака для защиты горячего металла шва от воздуха и улучшения механических свойств, формы валика и чистоты поверхности металла шва;
5. Легирование элементов для достижения желаемой микроструктуры;
6. Элементы и соединения для контроля роста зерна;
7. Легирующие материалы для улучшения механических свойств металла шва;
8.Элементы, влияющие на форму сварочной ванны;
9. Элементы, влияющие на смачивание заготовки и вязкость жидкого металла шва; и
10. Стабилизаторы, помогающие установить желаемые электрические характеристики электрода и минимизировать разбрызгивание.
Химические соединения в покрытии в сочетании с составом сердечника проволоки создают уникальные механические свойства сварного шва и улучшают сварочные характеристики, такие как стабильность дуги, тип переноса металла и шлак.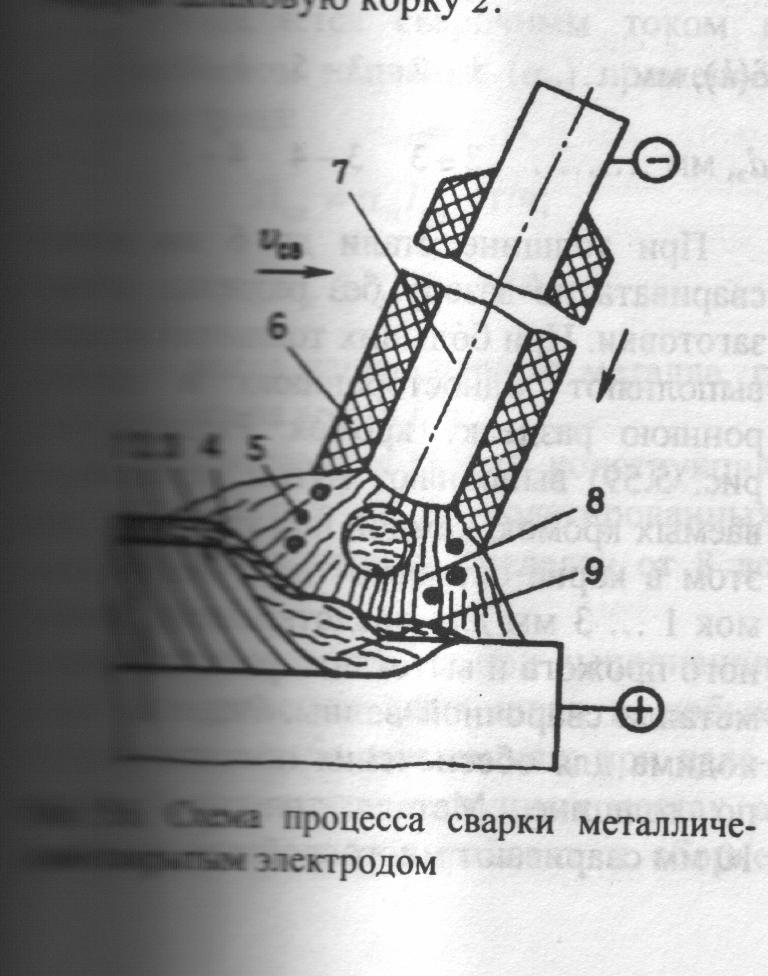 Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в конкретной области применения
Различные типы электродов разработаны не только для сварки различных металлов, но и для оптимизации определенных характеристик процесса и получения преимущества в конкретной области применения
.
Дуговое экранирование
Экранирующее действие процесса, показанного на рис. 2, по существу одинаково для всех электродов SMAW, но конкретный метод экранирования и объем образующегося шлака варьируются от одного типа электрода к другому.
Как показано на Рис.2, два механизма работают для предотвращения вредного воздействия на сварочную ванну газов, содержащихся в воздухе. Первый – это насильственное вытеснение воздуха газами, возникающими в результате горения и разложения покрытия электрода. Во-вторых, защитное действие флюса или шлака, которое предотвращает диффузию компонентов воздуха в жидкий металл. Электродные покрытия различаются в зависимости от этих двух механизмов для обеспечения наиболее выгодного экранирующего действия для конкретного сварного шва.
Технологические преимущества
Основным преимуществом SMAW является большое разнообразие металлов и сплавов, которые можно сваривать. Доступны процедуры и электроды для сварки углеродистых и низколегированных сталей, высоколегированных сталей, сталей с покрытием, инструментальных и штамповых сталей, нержавеющих и жаропрочных сталей, чугунов, меди и медных сплавов, а также никелевых и кобальтовых сплавов.
Ниже приведены другие преимущества процесса:
1. Оборудование относительно простое, недорогое и портативное.
2. Электрод SMAW обеспечивает как защитный, так и присадочный металл, обеспечивая прочную сварку.
3. Дополнительная газовая защита или гранулированный флюс не требуется.
4. Этот процесс менее чувствителен к ветру и тяге, чем процессы дуговой сварки в среде защитного газа. №
5. Размеры электродов SMAW идеальны для работы в местах с ограниченным доступом (электроды можно гнуть, а с помощью зеркал накладывать в слепые зоны).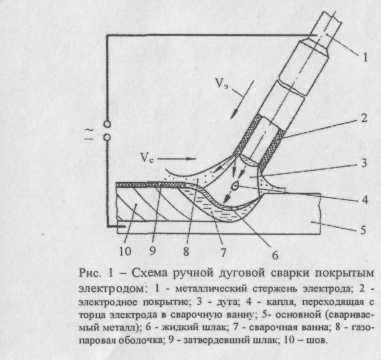
6. Процесс подходит для большинства широко используемых металлов и сплавов.
7. Этот процесс является гибким и может применяться к различным конфигурациям стыков и положениям сварки.
8. Быстро и надежно можно получить оптимальные результаты.
Ограничения процесса
1. Металлы с низкими температурами плавления, такие как свинец, олово и цинк, и их сплавы не свариваются методом SMAW. Эти металлы имеют относительно низкие температуры кипения, и сильное нагревание дуги SMAW немедленно вызывает их испарение из твердого состояния. Дуговая сварка защищенным металлом также не подходит для химически активных металлов, таких как титан, цирконий, тантал и ниобий, поскольку обеспечиваемая защита недостаточно инертна для предотвращения загрязнения сварного шва.
2. Этот процесс дает более низкие скорости наплавки, чем процессы газовой дуговой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW). Скорость наплавки ниже, потому что максимальный полезный ток ограничен.
3. Если электрод слишком длинный или если сила тока слишком высока, количество тепла, выделяемого внутри электрода SMAW, будет чрезмерным. После начала сварки температура покрытия в конечном итоге повысится до диапазона, который приведет к преждевременному разрушению покрытия. Этот пробой, в свою очередь, вызывает ухудшение характеристик дуги и снижает уровень защиты.Следовательно, сварка должна быть остановлена до того, как электрод полностью разрядится. Следовательно, величина тока, которую можно использовать, ограничена диапазоном, который предотвращает перегрев электрода и разрушение покрытия. Ограниченный полезный ток обычно приводит к более низким скоростям наплавки, чем те, которые можно получить с помощью GMAW или FCAW.
4. Потеря шлейфа – еще один недостаток. Заглушка – это конец выбрасываемого электрода SMAW. Он состоит из сердечника проволоки в захвате держателя электрода и небольшой части покрытой длины.Потеря шлейфа влияет на эффективность наплавки, а не на скорость наплавки. Более длинные потери в шлейфах напрямую влияют на более низкую эффективность наплавки.
Более длинные потери в шлейфах напрямую влияют на более низкую эффективность наплавки.
5. Фактор оператора – время дуги в процентах от общего рабочего времени сварщика – для SMAW обычно ниже, чем полученный при непрерывном электродном процессе, таком как GMAW или FCAW.
Когда для сварки требуется большой объем присадочного металла, сочетание низких скоростей наплавки и
более низкого фактора оператора отвлекает от использования SMAW.В этих случаях скорость завершения сварки может быть слишком низкой, а стоимость сварки относительно высокой.
На основе информации из Руководства по сварке, 9-е издание, Том 2, Сварочные процессы, часть 1, и Ежедневного карманного справочника по дуговой сварке экранированных металлов (SMAW), Американское сварочное общество,
Майами, Флорида,
SMAW: дуговая сварка экранированного металла
Что такое SMAW?
Дуговая сварка защищенным металлом (SMAW), также известная как сварка штучной сваркой, представляет собой ручной процесс с использованием плавящегося электрода с флюсовым покрытием и металлическим стержнем в сердечнике.
Переменный или постоянный ток образует дугу между электродом и основным металлом, что создает необходимое тепло. В Соединенных Штатах это наиболее распространенный метод.
Покрытие флюса распадается и выделяет пары, которые служат защитным газом и образуют защитный слой шлака.
Оба защищают зону сварки от атмосферного загрязнения. Когда металлический стержень внутри электрода плавится, он образует ванну расплава, которая становится сварным швом.
Сварщик может контролировать несколько переменных, которые влияют на ширину и высоту сварного шва, проплавление сварного шва и количество брызг.
Ручная сварка стоит недорого по сравнению с другими методами, такими как TIG. Он портативный и работает с любой толщиной и в любом положении.
Основным недостатком является образование шлака во время процесса сварки при более низких скоростях (если вы не обладаете высокой квалификацией).
Дуговая сварка SMAW
Сварка палкой получила свое название от формы электрода, который выглядит как палочка. Его можно использовать для сварки многих типов металлов, включая сталь, нержавеющую сталь и чугун.
Сварочные аппаратыобеспечивают постоянный ток (CC), используя постоянный ток (DC) или переменный ток (AC). Постоянный ток действует в разных направлениях в зависимости от полярности. Переменный ток переключает направления.
Мощность в электрической цепи, используемой для питания сварного шва, измеряется в амперах. Для сварки более толстых металлов или электродов требуется больший ток или сила тока.
Подводная сварка – Ручная сварка очень мобильна, и дуговая сварка VersatileSMAW в основном используется для сварки чугуна и стали.
Может использоваться во всех позициях:
- Квартира
- Вертикальный
- горизонтальный
- Накладные расходы
Процесс
Дуговая сварка SMAW (сварка штучной сваркой) использует тепло дуги для плавления основного металла и наконечника расходуемого электрода. Электрод и основной металл являются частью электрической цепи или сварочной цепи.
Эта схема включает;
- Источник питания
- Кабели сварочные
- Электрододержатель
- Зажим заземления
- Рабочий или недрагоценный металл
- Электрод для дуговой сварки
Один кабель прикреплен к изделию, а другой – к держателю электрода.
Сварка начинается, когда возникает дуга между концом электрода и основным металлом.
Тепло плавит кончик и поверхность изделия.
Крошечные шарики расплавленного металла образуются на кончике электрода, а затем переходят через дугу в ванну расплава.
Наполнитель осаждается по мере расходования электрода.
Электрическая схема дуговой сварки (SMAW)Дуговая сварка, SMAW, дуговая сварка перемещается по адресу:
- соответствующая длина дуги (прибл.равный диаметру электрода)
- соответствующая скорость движения
В свою очередь плавление и сплавление части основного металла с добавлением наполнителя.
Дуга SMAW очень горячая (температура в ее центре превышает 9000ºF (5000ºC)), плавление происходит почти мгновенно, когда дуга касается металла.
Для сварных швов, выполненных в плоском или горизонтальном положении, переносу металла способствует:
- Гравитация
- Расширение газа
- Электрические силы
- Поверхностное натяжение
Сварные швы в других положениях должны преодолевать силу тяжести.
ПлотностьПри сварке в смещенном положении основной металл не может удерживать большое количество расплавленного металла в кратере. Следует использовать меньшие электроды, меньшую силу тока и меньшую длину дуги.
Расширение газаГазы образуются при плавлении покрытия электрода и расширяются за счет тепла кипящего конца электрода.
Покрытие немного выходит за пределы металлического наконечника электрода и регулирует направление расширения газа.Это помогает направить расплавленный металл в сварочную ванну.
Электромагнитные силы (ход дуги или дуга)Наконечник представляет собой электрический проводник, как и брызги расплавленных глобул на наконечнике, поэтому распыление глобул изменяется под действием магнитных сил, действующих под углом 90 градусов (в большинстве случаев вбок) к направлению потока тока.
Это полезно при сварке в горизонтальном, вертикальном и потолочном положении.
Стержни с более высокой прочностью на разрыв имеют более высокую тенденцию к возникновению дуги.
Размещение заземляющего кабеля может иметь большое влияние на эти силы
Поверхностное натяжениеСилой, удерживающей присадочный металл и шлак в контакте с расплавленным основным металлом в кратере, является поверхностное натяжение.
Он помогает удерживать расплавленный металл при горизонтальной, вертикальной и потолочной сварке, а также определяет форму контуров сварного шва.
Для сварки SMAW используется легкое оборудование, и это очень портативный процесс.Переменные
Характеристики сварного шва (размер валика и провара) можно контролировать, регулируя следующие переменные при сварке:
- Размер и тип электрода
- Сила тока (изменена на сварочном аппарате)
- Скорость, с которой вы перемещаете электрод вдоль свариваемого соединения (называемая скоростью перемещения)
- Длина дуги (расстояние между металлом и концом электрода).Практическое правило – использовать длину дуги, равную диаметру сердечника проволоки внутри электрода.
- Угол электрода
- Перпендикулярно (90 градусов) обеспечивает максимальное проникновение
- 45 градусов означает меньшее проникновение
- Ширина сварного шва регулируется перемещением электрода из стороны в сторону
- Контроль полярности (направление электрического тока) при использовании постоянного или постоянного тока
Преимущества и недостатки дуговой сварки
Преимущества
SMAW или Stick Welding требует базового оборудования и подходит для полевых работ, поскольку чрезвычайно портативен.
- Стоимость других методов сварки составляет от 30% до 50%
- Легкое оборудование
- Доступны многие типы электродов
- Хорошо работает в ограниченном пространстве
- Очистка металлической поверхности перед сваркой не такая строгая, как другие методы, такие как TIG
Недостатки
- Необходимо удалить шлак после сварки. Улавливание шлака также является проблемой при формировании включений SMAW, которые необходимо удалить.
- Неиспользованные штыри электрода – сварку необходимо прекратить, когда вы дойдете до последних 2 дюймов электрода
- Брызги
- Низкая относительная скорость SMAW.
- Очистка брызг и удаление шлака трудоемкие
- Создает больше искр и тепла, чем другие методы сварки
- Вырубка и шлифовка готовых сварных швов дает вредную пыль
- Необходимо остановить процесс сварки для замены использованного электрода и удаления шлака
Брызги и неиспользованные штыри электрода составляют прибл. 44 процента израсходованных электродов.
Страница не найдена | Департамент обучения и развития персонала
Страница не найдена
Добро пожаловать на новый веб-сайт Департамента обучения и развития персонала.Вы попали сюда, потому что информация, которую вы искали, имеет новое местоположение, больше не доступна или URL-адрес, который вы использовали, неверен. Используйте главное меню, чтобы найти то, что вы искали, воспользуйтесь функцией поиска в верхней части страницы или просмотрите следующий обзор содержания нового веб-сайта, чтобы найти нужную информацию. Или вы можете перейти на нашу домашнюю страницу, чтобы узнать больше о том, что доступно.
Этот веб-сайт был запущен 15 декабря 2016 года с новым дизайном и реорганизацией контента, так что теперь он более согласован с нашими клиентами и заинтересованными сторонами, а информацию легче найти.Кроме того, новый веб-сайт соответствует всем требованиям правительства штата, включая доступность, и удобен для мобильных устройств.
Мы будем рады вашим отзывам о новом веб-сайте. Пожалуйста, напишите нам по адресу [email protected].
1513913721
Что на сайте
Обучение
В этом разделе представлена информация о профессиональном образовании и обучении для студентов, родителей и сотрудников, такая как выбор учебного курса и / или учебного заведения, ученичество и стажировка, курсы базовых и справедливых навыков, стоимость курсов и ПОО для учащихся средней школы. программы.
Работа и навыки WA
Информация о вакансиях и навыках WA, включая подробную информацию о субсидируемых учебных курсах. В этом разделе доступен отраслевой квалификационный список Priority (PIQL).
Развитие карьеры
В этом разделе вы найдете информацию и ссылки на ресурсы и инструменты, которые помогут вам в развитии вашей карьеры и планировании.
Развитие персонала
В этом разделе представлена информация о модели планирования и развития персонала в Западной Австралии, а также информация о рынке труда Западной Австралии.Государственный список приоритетных профессий – SPOL – находится в этом разделе.
Онлайн-сервисы
Здесь мы предоставили ссылки на услуги, которые Департамент предлагает в Интернете.
О нас
В этом разделе содержится корпоративная информация Департамента, включая политики и инструкции. Контактная информация наших сервисных центров также доступна здесь.
Кабинет ученичества
Управление ученичества регистрирует и управляет контрактами на обучение и регулирует систему ученичества / стажировки в Западной Австралии.
1513820918
Провайдеры обучения, практики ПОО и школы
Вся информация, инструменты и ресурсы, относящиеся к программам ПОО, доставке и оценке, доступны через «стикер» на главной странице или значок в правом углу главного меню.
Это включает в себя нашу программу повышения квалификации, грамотность и навыки счета, политику и руководящие принципы, SPOL, информацию о требованиях к отчетности, регистр квалификаций классов A и B , справочники по номинальным часам и Поиск продуктов для обучения, поставщик услуг обучения управление и ресурсы для поставщиков, работающих по контракту, и реферальных агентов по участию.
1486449314
Последнее обновление страницы: 22 января 2021 г.
Дуговая сварка защищенного металла (SMAW)
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%.В эту ставку не входят выпускники, которые не могут быть трудоустроены из-за непрерывного образования, военной службы, состояния здоровья, заключения, смерти или статуса иностранного студента. В ставку включены выпускники, прошедшие программы повышения квалификации для конкретных производителей, и те, кто работал на должностях, полученных до или во время обучения в области ИМП, где основные рабочие обязанности после окончания обучения соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться.Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики – 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям – 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Министерства по делам ветеранов США (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за службу» доступен всем ветеранам, имеющим право на участие, на всех кампусах. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г.Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запчастям. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. (Массачусетс: трудовые ресурсы и развитие рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетса: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними ремонтных работ (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г., просмотрено 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о заработной плате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (данные по Массачусетскому труду и развитию рабочей силы, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о заработной плате в Северной Каролине: Министерство труда США оценивает почасовую оплату в размере 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетс. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, оператор ЧПУ, подмастерье. слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
38) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики – 61 700 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество рабочих мест в год. вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики – 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Урок 2 – Общие процессы электродуговой сварки
Урок 2 – Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II ОБЩИЙ ЭЛЕКТРИЧЕСКАЯ ДУГА СВАРОЧНЫЕ ПРОЦЕССЫ 2.1. ВВЕДЕНИЕ После долгого эксперименты других в начале 1800-х, англичанин по имени Уайлд получена первая электросварка патент в 1865 году. Он успешно соединил две небольшие части утюг, пропуская электрический ток через обе детали, образуя сварной шов. Примерно двадцать лет спустя Бернадо, русский, получил патент на процесс электродуговой сварки в котором он поддерживал дугу между угольным электродом и деталями, которые должны быть соединились, сплавив металлы вместе поскольку дуга вручную пропускалась через свариваемый стык.2.1.0.1 Во время в 1890-х годах дуговая сварка выполнялась неизолированными металлическими электродами, которые были сожжены в расплавленной луже и стал частью наплавленного металла. Сварные швы были из низкое качество из-за азота и кислород в атмосфере с образованием вредных оксидов и нитридов в металле шва. В начале двадцатого века важность защиты дуга из атмосфера была реализована. Покрытие электрода разложившимся материалом в пылу дуга для образования газового экрана оказалась лучшим методом это конец.В результате различные методы покрытия электродов, такие как обертывание и окунание, были опробованы. Эти усилия завершились в электроде с экструдированным покрытием в середине 1920-х гг. улучшение качества металла шва и обеспечение того, что многие считают наиболее значительный прогресс в области электрической дуги сварка. 2.1.0.2 Поскольку сварка покрытыми электродами это довольно медленная процедура, более быстрая сварка были разработаны процессы. В этом уроке будут рассмотрены наиболее часто используемые электродуговая сварка процессы, используемые сегодня. 2.2 ЗАЩИТНЫЙ ДУГОВАЯ СВАРКА МЕТАЛЛА Экранированный Дуговая сварка металла *, также известная как ручная металлическая дуговая сварка, ручная сварка или электрическая Дуговая сварка – это наиболее широко используемый из различных процессов дуговой сварки. Сварка выполняется с тепло электрической дуги, которое сохраняется между концом металла с покрытием электрод и заготовку (см. рис. 1). Тепло, производимое дугой, плавит основной металл, стержень сердечника электрода и покрытие.Поскольку капли расплавленного металла передан через дуги и в расплавленную сварочную ванну, они защищены от атмосферы производимыми газами от разложения флюсового покрытия. Расплавленный шлак всплывает в вершина сварного шва лужа, в которой он защищает металл шва от воздействия атмосферы во время затвердевания.Дуговая сварка экранированным металлом (SMAW / -Stick-)
Процесс дуговой сварки экранированным металлом (SMAW / «Stick») генерирует дугу между покрытым флюсом плавящимся электродом и заготовкой.SMAW хорошо известен своей универсальностью, поскольку его можно использовать во всех положениях сварки, а также в ситуациях производственной и ремонтной сварки. Это один из самых простых сварочных процессов с точки зрения требований к оборудованию, которым можно легко управлять в удаленных местах. Однако это строго ручной процесс сварки, который обычно требует высокого уровня квалификации сварщика. Кроме того, она обычно ограничивается толщиной материала более примерно 0,062 дюйма (1,6 мм).
Электроды с покрытиемHASTELLOY® и HAYNES® для SMAW проходят ряд квалификационных испытаний для определения пригодности электрода, химического состава наплавленного металла, а также прочности и механических свойств металла шва.Электроды с покрытием обычно предназначены для получения наплавленного металла с химическим составом, который соответствует составу соответствующего основного металла. Составы покрытий обычно классифицируются от слабощелочных до слабокислых в зависимости от конкретного сплава. Дополнительную информацию о требованиях к классификации электродов с никелевым покрытием можно найти в: AWS A5.11 / A5.11M, Спецификации электродов для никелевой сварки и никелевых сплавов для дуговой сварки экранированных металлов, Американское сварочное общество. .
Перед использованием электроды с покрытием должны оставаться закрытыми во влагонепроницаемом контейнере. После открытия контейнера все покрытые электроды следует хранить в печи для хранения электродов. Рекомендуется поддерживать температуру в печи для хранения электродов от 250 до 400ºF (от 121 до 204ºC). Если покрытые электроды подвергаются воздействию неконтролируемой атмосферы, их можно восстановить путем нагревания в печи при температуре от 600 до 700ºF (от 316 до 371ºC) в течение 2–3 часов.
Типичные параметры SMAW представлены в таблице 3 для сварки в плоском положении.Хотя покрытые электроды классифицируются как AC / DC, почти во всех ситуациях электрическая полярность должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»). Для максимальной стабильности дуги и контроля ванны расплава важно поддерживать короткую длину дуги. Электрод обычно направлен назад к ванне расплава (сварка с обратной стороны) с углом сопротивления от 20 ° до 40 °. Несмотря на то, что обычно предпочтительны методы сварки с использованием проволочных бусинок, могут потребоваться некоторые манипуляции с электродами и плетение, чтобы разместить расплавленный металл сварного шва там, где это необходимо.Величина переплетения зависит от геометрии сварного шва, положения сварки и типа электрода с покрытием. Основное правило гласит, что максимальная ширина переплетения должна быть примерно в три раза больше диаметра проволоки сердечника электрода. После наплавки сварные швы предпочтительно должны иметь слегка выпуклый контур поверхности. Соответствующий сварочный ток зависит от диаметра электрода с покрытием. При работе в предлагаемых диапазонах тока электроды должны демонстрировать хорошие характеристики искрения с минимальным разбрызгиванием.Использование чрезмерного тока может привести к перегреву электрода, снижению стабильности дуги, отслаиванию покрытия электрода и пористости металла шва. Чрезмерное разбрызгивание указывает на то, что длина дуги слишком велика, сварочный ток слишком велик, полярность не изменена или покрытие электрода впитало влагу. Рекомендуемая скорость движения для SMAW составляет от 3 до 6 дюймов в минуту (ipm) / от 75 до 150 мм / мин.
Сварка в нерабочем положении рекомендуется только с 0,093 дюйма (2.4 мм) и диаметром 0,125 дюйма (3,2 мм). Во время сварки в нестандартном положении сила тока должна быть снижена до нижнего предела диапазона, указанного в таблице 3. Чтобы сохранить профиль валика относительно плоским во время вертикальной сварки, необходима техника переплетения валика валика. Использование электродов 0,093 дюйма (2,4 мм) уменьшит требуемую ширину переплетения и сделает валики более плоскими. При вертикальной сварке возможны различные положения электродов: от переднего хода (угол наклона до 20 °) до сварки назад (угол торможения до 20 °).