Ручная дуговая сварка – технология, особенности, виды и видео
alexxlab | 13.05.2020 | 0 | Разное
технология РДС и способы сварки труб, оборудование и преимущества
Знаменитая РДС – ручная дуговая сварка, народная любимица и самая популярная сварочная технология в течение долгого времени. Такое достижение дорогого стоит. Метод основан на использовании специальных электродов.
Все действия в РДС выполняются сварщиком вручную. Несмотря на популярность и, казалось бы, изученность этого способа, нам с вами невредно будет повторить основные факты и проверить, как на сегодняшний день поживает милая сердцу РДС.
Главное – дуга
Суть или технология ручной дуговой сварки – это формирование правильной и устойчивой дуги между концом электрода и сварочной ванной. Поджечь дугу быстрым касанием, чтобы она сразу загорелась и стабильно горела в дальнейшем – одно дело.
Правильно держать и вести электрод, соблюдая стандарты высоты расходника над поверхностью, скорости ведения электрода вдоль шва и много чего еще – дело другое. Знать нужно немало, уметь – тоже. Ну так современная сварка – тоже не погулять выйти, это поле с профессиональными игроками и высокой конкуренцией.
Здесь на художественной самодеятельности никто больше не проедет. Так что давайте повторять и разбираться в деталях и нюансах современной РДС.
Основные действия с помощью электродержателей:
- подача электрода в рабочую зону;
- поджиг электрической дуги;
- перемещение расходника вдоль кромок деталей;
- поддержка стабильного горения дуги.

Чертеж ручной дуговой сварки.
Итак, мы подожгли дугу касанием и отвели электрод на небольшое расстояние от свариваемой поверхности. Стержень электрода начинает плавиться от действия высокой температуры. Именно их этого плавящегося стержня формируется тот самый сварочный шов, ради которого затеяна вся суета вокруг.
Вместе с металлическим стержнем электрода плавится его специальное покрытие, хитрый состав которого образует защиту шва шлаком и газом от окисления. Сразу же после того, как погаснет дуга, шлак удаляется с поверхности рабочего участка.
Сварочный шов какой угодны для не получается из-за ограниченной длины электрода: как только стержень оплавится до конца, процесс нужно останавливать, чтобы его поменять. А такого рода перерывы неважно сказываются на качестве шва: из-за них в шве попросту образуются дефекты.
С этой бедой можно бороться, и прежде всего с помощью выполнения правил технологий. В технических характеристиках электродов, к примеру, всегда указываются параметры подходящего электрического тока к типу покрытия, диаметру стрежня и положению во время сварки.
Все это необходимо для оптимизации горения дуги и протяженности непрерывного шва – «не больше и не меньше, а в самый раз» – вот главное правило, которое, пожалуй, требует технология дуговой сварки.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.
Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Конечно, в зависимости от состава металла меняется прочность шва. Она, например, снижается с повышением доли углерода в стальных сплавах. Иными словами, высокоуглеродистые стали варить методов РДС можно, но качество шва с точки зрения будет ниже.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Поговорим об электродах
О современных электродах можно написать «Войну и мир», не меньше. Уж каких только сплавов и составов покрытий сейчас не делают – на любой вкус.
А если серьезно, то классификация сегодняшних электродов обширнейшая, новые технологии требуют соответствия химического состава всех без исключения частей расходников металлам свариваемых деталей. Эти материалы содержат вещества для стабилизации горения дуги, образования защитного шлака и т.д.
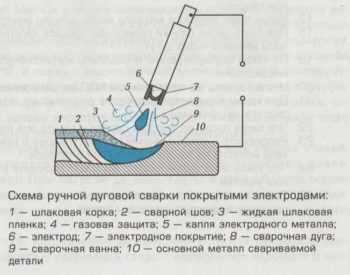
Схема ручной дуговой сварки покрытыми электродами.
Функции у современных покрытий электродов вполне конкретные и ясные:
- Образование шлаков для защиты металла от кислородного окисления в воздухе и действия влаги.
- Образование газа для той же защиты. Он образуется в результате горения органических веществ, входящих в состав покрытия электрода.
- Так называемое раскисление шва – удаление из него окислов кислорода.
- Легирование основного металла за счет добавок в покрытии.
Для РДС выпускаются специальные электроды. Все они соответствуют свойствам наплавленного металла и снабжены в названии буквой «Э».
Число после буквы обозначает уровень временного сопротивления в килограммах на квадратный миллиметр. Если рядом стоит буква «А», состав электрода очень пластичен и имеет высокую ударную вязкость.
Снег, дождь и ветер
Варить можно хоть на потолке, то есть в любом положении. Но если есть возможность выбирать, удобнее работать все-таки в нижнем положении. Здесь можно и электрод взять побольше, и ток пустить посильнее, чтобы варилось мощно и быстро.
Если же вам приходится варить на потолке или располагаясь вертикально, бодрой и быстрой сварки у вас не получится: сварочная ванна будет маленькой, диаметр у электрода будет очень скромным, скорость работы снизится на порядок.
Ручная дуговая сварка позволяет работать в самых разных условиях внешней среды: хоть внутри помещений, хоть в открытом пространстве. Для этого метода не нужна подача газа или воды, что значительно упрощает рабочий процесс.
Единственное, что понадобится в обязательном порядке – это электропитание с его источником и кабелем. Длина кабеля – вопрос серьезнейший. Источник электричества может быть удален как угодно, но все дело в том, что чем кабель длиннее, тем больше он греется и, соответственно, повышаются тепловые потери.
Иногда используют генераторы на бензине или дизельном топливе. Ну а если вокруг вас снег, дождь, ветер и прочие природные напасти, защищайте рабочую зону, ведь вам нужно прежде всего ровное стабильное пламя дуги.
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.
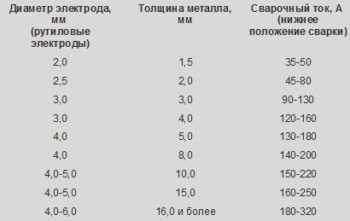
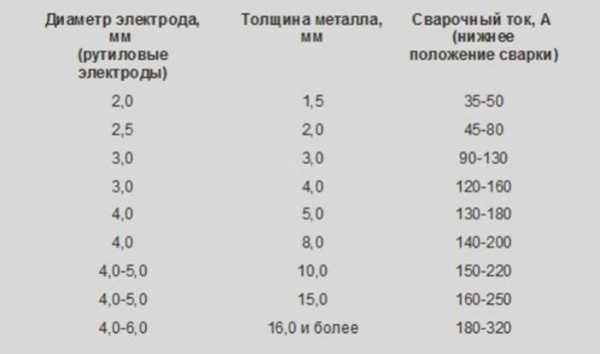
Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Абзац про дефекты
Дефекты, возможные по ходу работы РДС, делятся на два вида:
- Отклонения от нормы и стандартов вследствие кристаллизации или остывания металла.
Они могут возникнуть в виде пор, трещин, снижения качества шва и т.д. - Дефекты в результате нарушений правил или технологии.
В этом случае появляются прожоги, непровары, подрезы и т.д.
Пара слов о швах и их кромках
Пара слов о кромках. Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Подробное описание разделки краев в зависимости от типа шва отлично прописаны в ГОСТе 5264-80, полностью посвященному РДС. Кромки бывают трех видов, которые различаются лишь по форме: V, R, X.
После сварки кромку нужно удалить. Это можно сделать просто – зубилом. Но в этом случае о качестве и эстетике шва придется забыть. Ровное и аккуратное удаление получится с помощью фрезерного или токарного станка.
Если применение станка невозможно из-за трудного доступа, кромки убираются кислородной резкой. Чистка кромок металлической щеткой от грязи, коррозии и окалины также относится к обязательным действиям.

Разновидности сварочных швов.
Сварочные швы также различаются по форме:
- стыковой тип;
- швы внахлест;
- угловые;
- тавровые швы.
Также сварные соединения подразделяются исходя из положения в пространстве:
- нижний тип – самый распространенный, при котором свариваемые заготовки находятся под электродом;
- горизонтальный тип: заготовку фиксируют под углом, а электрод и процесс сварки – в горизонтальном положении;
- вертикальный тип шва, которые формируется снизу наверх. Это непростой вид из-за стекания расплавленного металла вниз;
- потолочный тип, когда шов находится сверху по отношению к электроду;
При сложных положениях в пространстве используется пониженный ток, а сама сварка производится короткими движениями.
Оборудование для РДС
Конечно же это аппараты ручной дуговой сварки. Метод дает широкие возможности для их выбора. Это может быть и традиционный трансформатор – ветеран сварочного движения, трансформатор в комбинации с выпрямителем и, наконец, герой нашего времени – аппарат для дуговой сварки под названием инвертор.
Последний вариант- самый популярный в силу дополнительных функций для облегчения работы сварщика: форсированной дуги и антизалипания. На инверторе могут работать даже юные дебютанты, швы в любом случае получаются ровными и крепкими.
Есть, конечно, нюанс – относительно высокая стоимость инвертора. Но овчинка выделки стоит благодаря высокой надежности в святом деле качества шва. Сварочное оборудование ручной дуговой сварки предлагается в самых широких продуктовых линейках – на любой цвет и вкус.
Варим трубы
Одно из технологических преимуществ РДС перед другими методами – это сварка труб ручной дуговой сваркой.
К данному виду работ всегда имеются особые требования. И прежде всего это идеальная герметичность швов и устойчивость к значительному и длительному давлению. Именно поэтому швы на трубе варят в нижнем положении, где это только возможно.
Трубы варят стыковыми швами, других вариантов практически нет. Предварительная подготовка – формирование прихваток, без них сделать что-либо будет трудно. Если труба большая, и ее диаметр превышает 30 см, участки сварки будут в длину будут составлять не больше 20-ти см.
Плюсы РДС
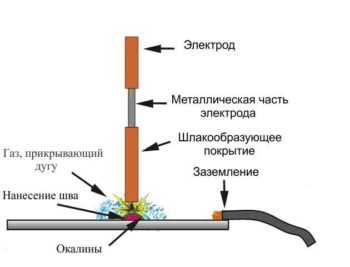
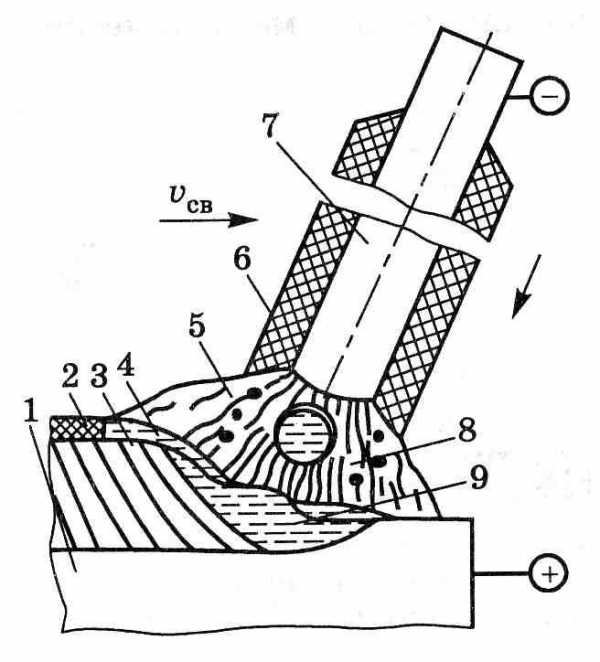
Схема сварки металла электродом.
Преимущества ручной дуговой сварки внятные, серьезные и весьма весомые:
- универсальность технологии в отношении применяемых материалов благодаря широчайшему выбору электродов на рынке;
- благодаря ручной подаче и ведению электродов сварку можно производить в любом положении, включая самые труднодоступные места;
- возможность быстро смены расходных и свариваемых материалов;
- удобная транспортировка оборудования;
- отличный способ варить трубы;
- метод по силам даже новичкам, если работать на инверторе.
Минусы РДС
Недостатки есть у всех методов, куда ж без них
У ручной дуговой минусы скромные:
- относительно низкая производительность, как и у всех ручных способов сварки;
- качество сварного шва в значительной степени зависит от квалификации сварщика, если работа идет не на инверторе. Инвертор нивелирует опыт работы;
- действие на организм вредных факторов сварки.
Следует заметить, что недостатки метода вполне можно считать его особенностями, которые обусловлены сутью физико-химического процесса.
tutsvarka.ru
Ручная дуговая сварка
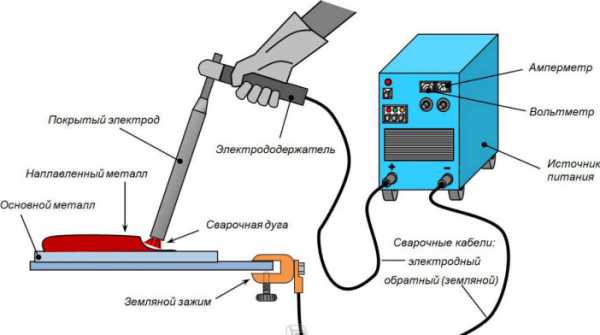
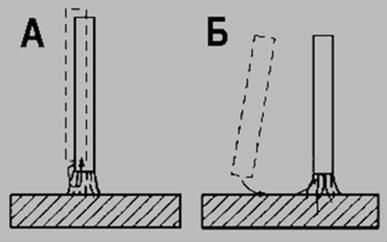
Ручная дуговая сварка производится сварочными электродами, подача которых в зону сварки по мере их расплавления и перемещение вдоль сварочного шва выполняются рукой сварщика (рис. 7). В процессе сварки металлическим электродом с покрытием дуга 8 горит между стержнем электрода 7 и основным металлом 1. Стержень электрода плавится, и расплавленный металл каплями 10 стекает в сварочную ванну 9. Вместе со стержнем плавится покрытие 6 электрода, образуя защитную газовую атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере перемещения дуги происходит затвердевание сварочной ванны и образование шва 3. На поверхности шва образуется твердая шлаковая корка 2.
Рис. 7. Схема ручной дуговой сварки |
В состав металла шва входит основной металл и металл электрода. При ручной сварке доля электрод-ного металла в шве колеблется в широких пределах: от 30 до 80%.
Ручная дуговая сварка широко применяется при производстве металлоконструкций из стали, чугуна, медных и алюминиевых сплавов с толщиной свариваемых заготовок от 1 до 50 мм. Особенно эта сварка удобна и выгодна при выполнении коротких и криволинейных швов в любых пространственных положениях, в труднодоступных местах. Недостатками ручной сварки являются малая производительность, зависимость качества шва от квалификации сварщика.
Электроды для дуговой сварки
Одним из важнейших технологических свойств металлов является их свариваемость.
Свариваемостью называют свойство металла или сочетания металлов при установленной технологии сварки образовывать соединения, свойства которых (физические, механические и др.) близки к свойствам основного металла.
На свариваемость влияют химический состав электрода и основного металла, режим сварки, температура окружающей среды, условия закрепления элементов конструкции при сварке и другие конструктивные, технологические, а также эксплуатационные условия.
Для ручной дуговой сварки стержень электрода изготовляют из сварочной проволоки, диаметром от 0,3 до 12 мм, их рубят на куски длиной 250–450 мм, затем на них наносят покрытие толщиной 0,1–2,5 мм, на сторону. Стандартом выпускают 77 марок сварочной проволоки, которые подразделяют на три группы: низкоуглеродистую (шесть марок) – с содержанием углерода до 0,13 %, для сварки низко и среднеуглеродистых сталей; легированную (30 марок) – для сварки низколегированных, теплоустойчивых сталей; высоколегированную (41 марок) – для сварки хромистых, хромоникелевых и других специальных легированных сталей.
Электроды классифицируются по: назначению, виду и толщине покрытия, механическим свойствам металла шва, допустимым пространственным положениям сварки, роду и полярности тока.
По назначению электроды подразделяются на следующие группы с присвоением соответствующего буквенного обозначения; для сварки: углеродистых и низколегированных конструкционных сталей (с σв < 600 МПа) – У; легированных конструкционных сталей с σв > 600 МПа – Л; легированных теплоустойчивых сталей – Т; высоколегированных сталей с особыми свойствами – В, для наплавки – Н.
Покрытие электрода предназначено для газошлаковой защиты расплавленного металла от воздействия атмосферы (кислорода, азота, водорода), для повышения устойчивости горения дуги, легирования и рафинирования металла шва, а также для образования на поверхности шва шлаковой корки способствующей медленному его остыванию. Состав покрытия определяется маркой электрода. В состав покрытия входят следующие компоненты:
– Стабилизующие (соединения калия, кальция, бария; SiNa и SiK, мел, мрамор, углекислый барий), которые увеличивают степень ионизации дугового промежутка и повышает устойчивость горения дуги;
– Газообразующие (крахмал, декстрин, мрамор, магнезит), образующие при нагреве защитную газовую атмосферу вокруг дуги и сварочной ванны;
– Шлакообразующие (полевой шпат, магнезит, марганцевая руда), которые образуют на поверхности сварочной ванны жидкий шлак защищающий расплавленный металл от воздействия воздуха, а также раскисляет и легирует металла шва.
– Раскисляющие (FeMn, FeSi и Al и др.) – для восстановления окислов, находящихся в сварочной ванне.
– Легирующие (FeC2 , FeTi, FeMo и др.) – для получения требуемого химического состава и механических свойств металла шва.
– Связующие (жидкое натриевое стекло Na2O∙nSiO2 и др.), которые связывают порошкообразные компоненты покрытия и соединяют его с металлическим стержнем.
По толщине покрытия электроды изготавливаются с тонким (где D/d ≤ 1.2) – присвоен индекс М; средним (1,2 < D/d ≤ 1.45) – C; толстым (1.45 < D/d ≤ 1.8) – Д и особо толстым (D/d > 1.8) – Г покрытием, где D и d –диаметры электрода и стержня соответственно.
По видам покрытия электроды подразделяются: с кислым (на основе SiO2, Fe2O3, MnO) – А; основным (на основе СаСО3, MgCO3, CaF2) – Б; рутиловым (на основе TiO2) – Р; целлюлозным (на основе целлюлоза и другие органические вещества) – И, покрытием, а так же с покрытием смешанного вида – С двойным обозначением и с прочими видами покрытий – П.
studfiles.net
Ручная электрическая дуговая сварка — технология сваривания
Ручная и автоматическая дуговая сварка выполняется парой неплавких угольных (графитовых) или одним плавким сварочным электродом. В первом случае электрическая дуга возникает между двумя электродами. Она обладает настолько высокой температурой, что свариваемые детали и присадочный материал оплавляются до полужидкого состояния, заполняя стык между двумя деталями сварочным швом.
Во втором случае электрическая дуга возникает между плавким электродом и металлической поверхностью свариваемых деталей. Во избежание удара тока последние необходимо обязательно заземлять! Зазор между ними заполняется расплавленным металлом, который капает в стык с электрода.
Преимущества ручной дуговой сварки
Данная электросварка позволяет:
- сваривать металл в ограниченном пространстве;
- быстро производить сварочные работы;
- работать с обширной номенклатурой марок стали. Это объясняется богатым выбором электродов, отличающихся своим химическим составом;
- простота выполнения процедуры, которая под силу даже малоопытному сварщику.

Впрочем, качество и крепость получаемого результата очень сильно зависят именно от опыта сварщика.
Для того чтобы варить дуговой сваркой при помощи постоянного тока, вам потребуются инверторы. А это весьма дорогостоящий электроприбор. С другой стороны, инверторная сварка характеризуется меньшим потреблением электроэнергии, что в длительной перспективе окупает стоимость приобретения инвертора.
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ. А для этого лучше всего подходят именно парные электроды.
Особенности дуговой сварки
Ручная электродуговая сварка при помощи постоянного тока может производиться с прямой и обратной полярностью. При прямой полярности на электроды подводят «минус», а на свариваемые детали — «плюс». При обратной полярности «минус» и «плюс» меняют местами.
В точке проведения сварки образуется сварочная ванна, состоящая из расплавленного металла и перегретого газового пузыря, из которого выдавливается атмосферный кислород. Это не позволяет металлу окисляться в процессе сварочных работ.
Обратите внимание, в процессе сварочных работ из металлов испаряются легирующие составные металлических сплавов. Из-за этого ручная дуговая сварка считается небезопасной для здоровья, поскольку часть этих испарений попадает в лёгкие сварщика.
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром — отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава. Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав.
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая сварка переменным током образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, — это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение — большая ширина, меньшее напряжение — меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
Дуговая сварка под флюсом — ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Как варить швы в разных положениях?
Ручная и автоматическая дуговая сварка выполняются по различным технологиям, в зависимости от места проведения сварных работ. Рассмотрим, как правильно варить в трёх самых распространенных расположениях сварного шва.
Нижнее положение
Данная технология ручной дуговой сварки требует полного проплавления сечений и предотвращения образования прожогов. Чтобы этого достигнуть, необходимо надёжно закрепить свариваемые детали. Это позволит поддерживать оптимальные размеры ванны сваривания. Для повышения качества можно подложить съёмные медные подкладки.
Вертикальное положение
Сложность данного режима заключается в том, что расплавленные металлы под действием силы тяжести будут стекать вниз, что негативно скажется на качестве образующегося сварного шва.
Поэтому вертикальную сварку выполняют снизу вверх, чтобы расплавленные металлы стекали уже на сформировавшийся сварной шов. Но такая технология существенно замедляет скорость выполнения сварочных работ. Сварка сверху вниз значительно ускорит процесс, но при этом существенно сократится глубина проплава. Качество сварки повысится только при работе с тонкими деталями и при использовании специальных электронов.
Потолочное положение
Ручная дуговая сварка в таком положении крайне сложна. Расплавленный металл сдерживает от того, чтобы не закапать вниз, только сила поверхностного натяжения. Она будет удерживать расплавленный металл лишь при небольшом весе последнего. Поэтому при потолочном сваривании дуговой сварки необходимо максимально уменьшить площадь сварочной ванны. Для этого необходимо регулярно прекращать сварочные работы, чтобы расплавленный металл смог кристаллизоваться.
electrod.biz
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он “Лыжная база Лесная” г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: [email protected] [email protected]
|
Эта статья – небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
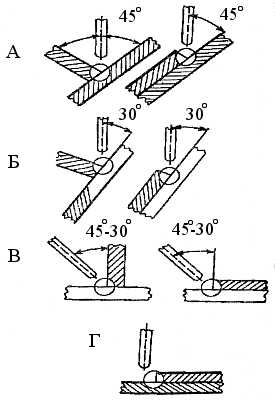
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса – прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной – увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
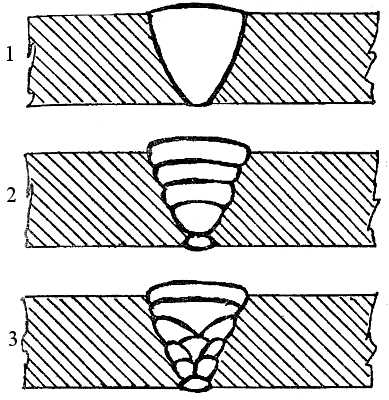
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги – дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях – снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом – поперек, чтобы удалить последние остатки шлака.
|



svarka-pk.ru
Ручная дуговая сварка mma. Технология и оборудование
 Ее еще называют — электросваркой. Международное обозначение технологии — MMA (Manual Metal Arc). Сфера ее применения очень широка, начиная от космических кораблей и заканчивая металлическим забором. Ни одна постройка здания, мостов и других важных объектов не проходит без использования дуговой электросварки. На сегодняшний день ― это самый простой и достаточно надежный способ соединения металлических конструкций между собой. Это изобретение человечества дало возможность совершать такие сложные процессы плавки металла для соединения не только в промышленных масштабах, но и в быту.
Ее еще называют — электросваркой. Международное обозначение технологии — MMA (Manual Metal Arc). Сфера ее применения очень широка, начиная от космических кораблей и заканчивая металлическим забором. Ни одна постройка здания, мостов и других важных объектов не проходит без использования дуговой электросварки. На сегодняшний день ― это самый простой и достаточно надежный способ соединения металлических конструкций между собой. Это изобретение человечества дало возможность совершать такие сложные процессы плавки металла для соединения не только в промышленных масштабах, но и в быту.
Итак, как и когда появилась дуговая сварка?
Первым человеком, открывшим электрическую дугу является В.В. Петров. В 1803 году он написал книгу, где указал способ получения электрической дуги и сферы ее применения, одна из которых была сварка металлов.
Однако человеком, применившим ручную дуговую сварку на практике был Н.Г. Славянов. В 1888 году с помощью сварочного аппарата и электрода, очень похожего на сегодняшний, он соединил детали коленчатого вала парового двигателя.
Позднее на основании этого открытия были получены дополнительные способы соединения сваркой, например, под водой, за слоем стекла, а также многие другие.
Принцип действия дуговой сварки
По электрическому кабелю большого сечения (16 мм² и более) подводится выходное напряжения сварочного аппарата к держателю с электродом. К другому кабелю «массе» подключают подготовленные к сварке две металлические детали, которые требуется соединить. В момент соприкосновения торца электрода с деталями, электрическая цепь замыкается, что ведет по сути к короткому замыканию. Так как поверхность металла имеет шероховатости, ток нагревая их, образует электрическую дугу. Чтобы электрод не «залипал» сварщик, в момент соприкосновения разрывая прямой контакт, отводит его от свариваемой поверхности на несколько миллиметров. Если этого не сделать, дуга не образуется, а аппарат будет работать в режиме перегрузки.
Благодаря ионизации газа в точке соприкосновения, при отводе электрода на расстояние от детали, горение дуги не прекращается. Под действием высокой температуры (свыше 5000º C) в поверхности образуется канавка с расплавленным металлом, которая называется «ванночкой». В свою очередь стержень электрода также начинает плавиться и его капли стекая, смешиваются с металлом в канавке, образуя после остывания наполненный шов.

Примеси покрываемые стержень электрода при горении образуют газовую среду в месте сварки. Эта среда защищает термический шов от разрушающего воздействия азота и других газов входящих в состав атмосферы земли.
Еще одним примечательным моментом есть то, что под действием электромагнитного поля и движения образующихся газов, независимо от того, где находится электрод при сварке, вверху (пол) или снизу (потолок), движение расплавленного металла происходит от электрода к детали. Именно этот поток вытесняет жидкий, горячий метал из «ванночки» как бы прожигая канавку в глубину. Это выплескивание металла из «ванночки» можно наблюдать при сварке, когда горячие капли с шипением разбрызгиваются в разные стороны.

Глубина выжигаемой канавки напрямую связана с толщиной применяемого электрода и значением подаваемого тока. Чем толще электрод и больше ток, тем глубже прожигание металла.
Ввиду этого следует правильно подобрать сечение электрода и выходной ток сварочного аппарата. Чтобы не пропалить металл насквозь или наоборот недостаточно прогреть детали для хорошего соединения.
Преимущества ручной дуговой сварки
1) Электродуговая сварка проста в применении, не требует специального дорогостоящего оборудования и расходных материалов.
2) Работает от сети 220 в, 380 в при использовании соответствующего аппарата.
3) Возможно производить сварку конструкций, расположенных под разным углом наклона.
4) Соединение сваркой деталей в труднодоступных местах.
5) При использовании соответствующих электродов есть возможность сваривать разные виды стали.
6) Аппараты небольшого размера, легко транспортируются и подключаются практически везде, где есть электросеть.
Недостатки
1) Вредные для здоровья факторы: выделение газов, высокая температура, яркий свет горения дуги.
2) При отсутствии специальной защиты, возможность поражения электротоком.
3) Необходимость замены электрода при его сгорании, что приводит к образованию кратеров, ухудшающих качество соединения в месте окончания, и начала использования нового электрода.
4) При недостаточной квалификации сварщика, низкое качество соединения.
Способы зажигания дуги
Есть два основных способа как зажечь сварочную дугу. Первый — это быстрое касание торцом электрода свариваемой поверхности и при замыкании электрод медленно отводится вверх на небольшое расстояние, чтобы не потерять дугу. Опытный сварщик по звуку дуги может определять расстояние.
Второй способ — чирканье, считается более практичный, так как ударяя электродом по касательной, происходит одновременная зачистка контакта от ржавчины и окиси, поэтому зажигание происходит гораздо быстрее, чем в первом случае. После поджига, электрод также подымают медленно вверх.
Недостаток второго способа — невозможность использования в труднодоступных местах, так как нет возможности двигать электродом в сторону.

Сварочные аппараты
Самый простой сварочный аппарат состоит из трансформатора с двумя обмотками: сетевой и понижающей. Вторичная обмотка имеет достаточно большое сечение провода, что дает ток в 150 и выше ампер, необходимый для образования дуги. Напряжение холостого хода трансформатора на вторичной обмотке выбирается в пределах 50 ― 90 в. В момент сварки оно может значительно падать.
Сваривать можно как переменным, так и постоянным током. Для получения постоянного напряжения используют диодный выпрямительный мост и конденсатор. Преимущество постоянного тока в том, что дуга горит более плавно и шов получается качественнее, чем у переменного. Также постоянкой можно варить нержавеющую сталь. Недостаток использования сварочных выпрямителей — лишний вес и место при транспортировке аппарата. Также есть возможность выхода из строя одного из диодов.
Сейчас существуют инверторные сварочные аппараты, имеющие небольшой вес (около 5 кг) и которые помещаются в небольшом чемоданчике. Выдают инверторы постоянный ток. Хотя они обладают множеством защит, недорогие модели имеют низкую надежность и могут выходить из строя.
Ручная дуговая сварка действительно улучшила жизнь людей к лучшему. Благодаря ей многое было и будет сделано, и несмотря на рост прогресса, она почти не изменилась и остается такой же востребованной.
proinstrumentinfo.ru
Ручная дуговая сварка по ГОСТу 5264-80: технология, преимущества
Одним из самых популярных методов получения неразъемного соединения двух металлических деталей является ручная дуговая сварка. Она выполняется при помощи сварочного аппарата и покрытых электродов. Существует огромное разнообразие применяемой техники и расходных материалов, что зависит от бюджета проводимых работ, металла, с каким ведется работа и прочих условий. Это один из самых простых способов сваривания, но не менее эффективный, чем другие. Простые операции могут выполнять даже новички. Для более сложных соединений, когда нужно использовать флюс, нестандартные пространственные положения или работать с тонкими заготовками, нужен опыт работы.

Ручная дуговая сварка
Область применения
Данная разновидность получила наиболее широкое применение из всех типов сварки. Она применяется практически для всех бытовых операций, а также находит применение во многих производственных областях. В строительстве ее несколько вытеснила сварка в среде защитных газов, но для простых процедур, на которые не возлагается большая ответственность, ручная дуговая сварка отлично подходит. Благодаря применению специальных электродов, ее используют в судостроительной промышленности, машиностроении, металлургии, химической и газовой отрасли. Коммунальные службы также нередко применяют ее благодаря относительно низкой стоимости проведения процесса.
Преимущества
Преимущества ручной дуговой сварки состоят в следующем:
- Себестоимость шва получается достаточно низкой, сюда входит как стоимость самого аппарата, так и расходных материалов;
- Техника быстро настраивается и не требует длительной предварительной подготовки;
- Здесь нет опасности работы с газом;
- Работа может вестись практически с любой толщиной металла, не говоря уже о пространственном положении;
- Весь необходимый комплект оборудования материалов компактны и обеспечивают мобильность;
- Возможность подключать сварочный инвертор к обыкновенной бытовой сети;
- Существует огромное разнообразие сварочных аппаратов различной мощности, которые подойдут для своего типа работы;
- Все оборудование и материалы доступны в свободной продаже в любом городе и в них нет дефицита.
Недостатки
Недостатки ручной дуговой сварки выглядят следующим образом:
- Шов оказывается слабо защищенным от негативных факторов, так как даже защитное покрытие электрода оказывается не всегда эффективным, а отсыревшее даже вредит;
- Скорость проведения сварки превышает скорость газовой, примерно, в три раза, так что сложно добиться высокой точности аккуратности;
- Очень сложной оказывается работа с цветными металлами, высоколегированными сталями, нержавейкой, разнородными металлами и сплавами;
- Надежность полученного шва уступает другим разновидностям сварки;
- Для улучшения качества зачастую приходится использовать большое количество флюсов и прочих дополнительных материалов;
- Есть большая вероятность появления брака при неблагоприятных условиях.
Режимы
Ручная электродуговая сварка проводится в различных режимах, в зависимости от условий, в которых все происходит и металла, с которым ведется работа. Для каждой толщины металла, а также для его вида, пространственного положения и прочих условий, требуется подобрать свой режим, состоящий из нескольких параметров настроек оборудования. Среди основных параметров, которые влияют на режимы, следует отметить следующие:
- Какой род тока используется – постоянный или переменны;
- Какая полярность тока – обратная или прямая;
- Величина диаметра электрода;
- Скорость проведения сварки;
- Сила тока на аппарате;
- Величина напряжения;
- Пространственное положение.
Принцип работы
Ручная дуговая сварка обладает достаточно простым принципом работы, основанным на действии электрической дуги. Сварочный аппарат служит преобразователем электрической энергии из сети или другого источника в такую, параметры которой соответствуют требуемому значения режимов. Из аппарата идет два вывода. Один из них является плюсом, а второй минусом. Один из них может быть «землей», которая крепится к свариваемому металлическому изделию, а второй – держатель электрода. Держатель имеет токопроводящие контакты, которые передают электричество на электрод.
Когда аппарат включен и дает ток на все свои выводы, то сварщик подносит электрод к основному металлу и зажигает электрическую дугу. За счет того, что эти материалы не просто соприкоснулись и образовали короткозамкнутую цепь, а электрод не соприкасается с основным металлом, ток пробивается через воздух, благодаря чему и получается дуга. Ее температура достаточно высокая, чтобы расплавить окружающий металл. С учетом того, что сварочные электроды обладают относительно небольшим диаметром и цилиндрической формой, то они легко и равномерно расплавляются, образуя сварочную ванну с расплавленным металлом. Благодаря передвижению ванны в требуемую сторону, наплавленный металл, оставшийся сзади, остывает и застывает, тогда как в новом месте все распаляется. Зазор заполняется металлом электрода, перемешанным с основным металлом заготовки, благодаря чему в итоге и получается неразъемное соединение.

Соединение после ручной дуговой сварки
Технология сварки
Ручная дуговая сварка не сложна в применении, но для создания качественного результата требуется придерживаться правильной технологии. В основном все зависит от подобранного режима. Ведь в ином случае металл может не прожигаться или электрод будет залипать. Также может быть слишком высокая температура, благодаря которой заготовка прожжется. Но если все режимы выставлены правильно, то далее нужно подобрать правильную технологию сваривания.
В первую очередь, когда зажглась дуга, следует заполнить сварочную ванну на требуемый объем расплавленным металлом. Это позволит создать нужную глубину и ширину шва. Все время следует совершать колебательные круговые движения. Чем шире амплитуда, тем более тонким слоем будет распространяться металл, но тем более широким станет шов. Ручная дуговая сварка проводится относительно быстро, так что частота движений может быть до нескольких раз в секунду, в зависимости от режима.
Швы могут быть прерывистыми или беспрерывными.
«Важно!
Если толщина заготовки достаточно большая, то можно все делать беспрерывно, а при маленькой есть риск температурной деформации.»
Подбор правильной скорости важен, чтобы создать валик шва плотным без раковин, трещин и прочих видов дефектов внутри него и снаружи.
Стандарты
Ручная дуговая сварка проводится согласно ГОСТ 11534 75. Данный стандарт касается соединений под тупыми и острыми углами, основным типов конструктивных элементов и их размеров. Сюда также можно отнести и ГОСТ 5264 80. Здесь стандарт затрагивает основные типы сварных соединений.
Техника безопасности
Во время работы с электричеством нужно соблюдать элементарные правила электробезопасности. Аппарат обязательно должен быть заземлен. Во время сварки нужно использовать индивидуальные средства защиты. Необходимо устраниться все легко воспламеняемые предметы подальше от дуги. Также нужно очистить рабочее место от всех лишних предметов. Огарки электродов следует складывать в специально отведенные для этого места.
Заключение
Какие бы новые технологии в сварочной сфере не появлялись, самая простая методика все равно остается наиболее популярной. Именно этот способ оказывается самым выгодным для работы с углеродистыми сталями. В свою очередь эти металлы получается наиболее распространенными в промышленности. Простота и доступность ручной дуговой сварки обеспечивает ей стабильную востребованность в частной сфере.
svarkaipayka.ru
Ручная дуговая сварка покрытыми электродами
 Существуют различные методики получения неразъемных соединений. Сварка ручная дуговая считается наиболее рациональной и универсальной. Соответствует ли это действительности, как она ведется покрытыми электродами, особенности технологии, способы повышения ее эффективности – все это станет предметом разговора.
Существуют различные методики получения неразъемных соединений. Сварка ручная дуговая считается наиболее рациональной и универсальной. Соответствует ли это действительности, как она ведется покрытыми электродами, особенности технологии, способы повышения ее эффективности – все это станет предметом разговора.
Когда лучше использовать
- При частой смене положения электрода. С помощью дуговой сварки можно получить качественный шов в различных направлениях – горизонтальном, вертикальном, под любым углом.
- Когда работы ведутся в сложных условиях, в том числе, труднодоступных местах.
- Если необходимо создать неразъемное соединение между разнородными металлами (сплавами), или быстро переориентироваться с одного на другой, что часто и бывает в процессе монтажа.
- Для получения швов небольшой протяженности.
Технология дуговой сварки
Любой покрытый электрод – металлический стержень, внешний слой которого (обсыпка силикатная, флюсовая, стеклянная) при сгорании образует или газовой облако, или шлак. Именно они и являются защитной средой, препятствующей проникновению в рабочую зону воздуха.
Классификация компонентов покрытия
По типу образующихся газов
- Ионизирующие.
- Защитные.
По виду шлаков
- Легирующие.
- Рафинирующие.
- Раскислители.
- Защитные, создающие «корку».
В зависимости от типа электродов шлаки также могут быть пластифицирующими и связывающими.
Существует несколько видов сварки – током постоянным, импульсным (в/ч), переменным. При подаче напряжения он идет по цепи «электрод – обрабатываемая заготовка», но только в момент касания детали. Это приводит к образованию дуги. В зоне высокой температуры (до 6 800 – 7 000 ºС) плавятся и кромки образца, и стержень. В результате дальнейшей кристаллизации металлов, которая происходит при ее снижении (так как электрод перемещается вдоль намеченной линии), получается шов.
В ручном режиме сварка ведется током переменным или постоянным. Профессионалы предпочитают последний вариант, причем с прямой полярностью. В результате электрод остается холодным, а нагревается металл в рабочей зоне.
Что учесть? Для разных видов сварки применяются свои электроды, для «=» или «~» тока.
Условия качественного ведения дуговой сварки
- Сухие срезы образцов и электрод.
- Бесперебойная подача тока.
- Целостность изоляции заземлителя. Ее дефекты нередко вызывают порчу шва, «залипание» электрода в рабочей зоне из-за «утечки» тока.
Необходимое оборудование
- Балансный реостат. С его помощью, меняя силу тока, можно выполнять не только сварочные работы, но и ряд других – резку, наплавку, стягивание.
- Кабель-заземлитель. Он является элементом эл/цепи и образует замкнутый контур, по которому протекает ток.
- «Держак».
Техника выполнения дуговой сварки
Зажигание дуги
Сила тока устанавливается, исходя из типа шва, его пространственной ориентации, марки покрытого электрода, вида металла и ряда других особенностей работы. В таблице указаны наиболее применяемые значения.
Способы «розжига»
№1 – легкое касание металла с последующим подъемом электрода на 20 – 25 мм.
№2 – применяется при обрыве дуги. Касание впереди кратера, с отведением в обратном направлении, до зоны наплава. Одновременно происходит удаление из него шлаков.
Рекомендация
Оптимальным считается диаметр дуги, лежащий в пределах 0,7 – 1,0 от сечения металлического стержня электрода. В процессе сварочных работ желательно выдерживать этот параметр в указанных рамках. Тогда шов получится качественный и ровный.
Положение покрытого электрода
Зависит от пространственной ориентации шва: потолочное, вертикальное или горизонтальное, нижнее. При накладке вертикальных швов электрод может перемещаться в обоих направлениях, как удобнее сварщику. При нижнем положении – наклон в направлении сварки. Движение – или «от себя», «или на себя».
Характеристики швов
Ширина валика зависит от специфики выполняемой операции и соотносится с диаметром покрытог
ismith.ru