Ручной листогибочный станок сделать своими руками: как сделать листогиб, технические характеристики
alexxlab | 28.07.1992 | 0 | Разное
Листогибочный станок – как правильно сделать своими руками, работать и регулировать устройство?
Листогибочный станок – простое в использовании и распространенное оборудование, которое широко встречается на крупных предприятиях или в частных мастерских. Устройства данного типа разрешают обходиться на многих этапах без сварочных работ, они незаменимы при изготовлении козырьков, наличников, отливов, щитов и коробов.
Что такое листогибочный станок?
Данные механические устройства служат для получения деталей, путем холодной гибки заготовок из листового металла. Листогиб используется в разных отраслях, где требуется качественное изготовление бесшовных изделий. Эти механизмы работают с оцинкованным и черным металлом, алюминием, медью. Простота в эксплуатации способствует быстрому обучению рабочих всем нюансам технологического процесса. Положительный плюс холодного загиба – при обработке практически не повреждается окрашенное или покрытое лаком покрытие.
Устройство листогибочного станка
Покупая пресс, следует учитывать объемы производства, сложность выполняемых работ и вид обрабатываемого материала. Маленький листогибочный станок с ручным приводом имеет простое устройство, но отлично подходит для гибки металла толщиной до 1 мм. Например, такие механизмы отлично справляются с окрашенным или оцинкованным профилем при изготовлении отливов и козырьков. При толщине металла больше 1 мм лучше приобретать агрегаты с электроприводом.
Маленький листогибочный станок с ручным приводом имеет простое устройство, но отлично подходит для гибки металла толщиной до 1 мм. Например, такие механизмы отлично справляются с окрашенным или оцинкованным профилем при изготовлении отливов и козырьков. При толщине металла больше 1 мм лучше приобретать агрегаты с электроприводом.
Основные узлы простейшего листогибочного станка:
- станина;
- основание;
- рычаг привода;
- прижимное устройство;
- матрица гибочного механизма;
- пуансон гибочного механизма;
- регулируемые упоры.
Принцип работы листогибочного станка
Существует несколько видов прессов для штамповки. В зависимости от конструкции принцип работы листогиба может отличаться:
- Простейший листогибочный станок механический загибает материал на 90° с помощью подвижной траверсы.
- Для сложной работы нужен станок листогиб, оснащенный матрицей и пуансоном. Прижимная балка в таком оборудовании фиксирует заготовку, а процесс гибки осуществляется с помощью подвижного ползуна.

- Для получения радиусного профиля и труб существуют проходные листогибочные станки с тремя валами. Регулируя вальцы, можно добиться требуемого радиуса металлической заготовки.
Изделия на листогибочном станке
Номенклатура изделий зависит от разновидности используемого механизма. Чем сложнее станок, тем шире перечень заготовок, которые удастся на нем смастерить. Даже ручной самодельный листогибочный пресс способен отлично выручить строителей, работающих над изготовлением кровли. Приведем список самых распространенных и ходовых деталей, которые производятся из листа методом холодной штамповки:
- коньки на крышу;
- ендовы;
- отливы;
- откосы оконные;
- нащельники;
- желоба;
- водостоки;
- задержатели снега;
- детали ограждения и фасада;
- комплектующие детали для различных ящиков и шкафов.
Виды листогибочных станков
Собираясь приобретать штамповочное оборудование, следует понимать принцип его работы. Существует длинный перечень показателей, по которым классифицируются современные листогибы:
Существует длинный перечень показателей, по которым классифицируются современные листогибы:
- По разновидности привода – ручной, электромагнитный, гидравлический и другие.
- Кинематика перемещения рабочего органа – поворотная балка, возвратно-поступательная, ротационный тип.
- Степень механизации процесса – наличие ЧПУ, комплекта сегментированного инструмента.
- Точность исполнения операций.
- Способ фиксации материала – механическая пластина, электромагнит, трехкоординатный прижим.
Ручной листогибочный станок
Данное оборудование лишено электрического привода, что является преимуществом и, одновременно, недостатком такой конструкции. Ручной листогиб не потребляет электроэнергию, что удешевляет существенно себестоимость листовых изделий, но в процессе изготовления заготовок требуется прикладывать собственные усилия. При толщине металла до 1 мм операции осуществляются без особого труда. Частые попытки на ручном станке гнуть 1,5-2 мм металлический лист являются утомительным делом, ручной листогибочный станок не рассчитан на такие нагрузки и быстро выйдет из строя.
Гидравлический листогибочный станок
Управление в механизмах данного типа осуществляется при помощи аппаратных средств и датчиков. Опускание и подъем пуансона происходит с неизменной заданной скоростью после подачи в гидроцилиндры рабочей жидкости. В нижней «мертвой точке» производится выдержка для обеспечения равномерной приложенной нагрузки. По окончанию процесса обработки металла траверса возвращается в верхнюю «мертвую точку». Гидравлический листогиб относительно сложное и громоздкое устройство с высокой стоимостью, но обладающее отличными преимуществами:
- Экономное потребление энергии.
- Может изгибать металл толщиной 0,5-5 мм.
- Гидравлический пресс листогиб более безопасен в работе.
- Точный контроль скорости перемещения и остановки ползуна.
- Высокая надежность оборудования.
- Гидравлический листогибочный станок издает минимальное количество шума и вибрации.
- Высокое качество работы.
- Данный тип устройств отличается самой высокой мощностью.

Электромеханический листогибочный станок
Работа большинства подобных механизмов осуществляется с помощью редуктора и электродвигателя, приводная система состоит из системы ремней, цепной передачи или шестеренок. Некоторые производители делают станки с шарико-винтовой передачей, она подходит для оборудования с длиной гиба до 1,6 м. Недавно появились гибочные агрегаты с сервоприводом. В этих устройствах опускание подвижной балки происходит при наматывании приводных ремней, а за поднятие рабочего инструмента в верхнюю точку отвечают возвратные пружины.
Электромеханический листогиб обладает следующими плюсами:
- Высокая скорость работы.
- Относительно небольшие габариты оборудования.
- Легкость в обслуживании.
- Надежность.
- Качественная гибка листов до 2,5 мм.
Пневматический листогибочный станок
К данной категории относятся гибочные пресса, оснащенные воздушными компрессорами и пневмоцилиндрами. Рабочий инструмент здесь приводится в действие с помощью сжатого воздуха.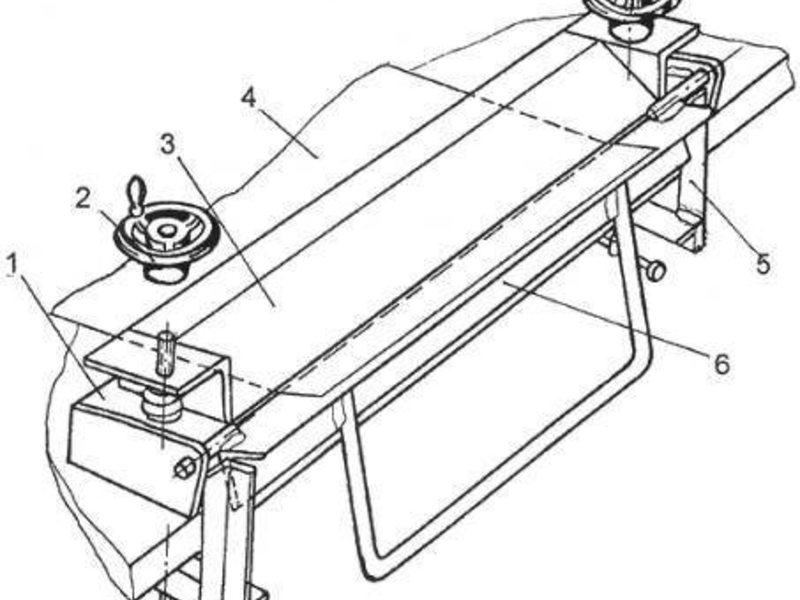
Плюсы пневматических гибочных станков:
- Хорошая работоспособность.
- Неприхотливость.
- Универсальность.
- Пожаробезопасность.
- Низкая себестоимость продукции.
Электромагнитный листогибочный станок
С целью исключения процессов трения и максимально надежной фиксации изделий разработчики стали внедрять в штамповочное оборудование инновационные технологии. Уникальными отличиями обладает электромагнитный листогиб, в котором прижим заготовок осуществляется под воздействием мощнейшего электромагнита. В режиме фиксации его мощность составляет 30%, в рабочем режиме при поднятии гибочной балки усилие прижатия достигает 4,5 т.
Какими плюсами обладает электромагнитный гибочный станок:
- Небольшие габариты.
- Простое управление.
- Отсутствие процессов трения повышает износостойкость.
- Надежность.
- Небольшая масса.
- Для повышения функциональности в комплекте имеется цельная и сегментная балка.
Как выбрать листогибочный станок?
Если приходится постоянно работать с листовым металлом, то без хорошего ручного или электромеханического приспособления обойтись трудно. Приобретая листогибочный станок, характеристики устройства нужно подбирать с учетом поставленных задач. Особую важность имеет толщина металла, длина заготовок, максимальный угол изгиба, мобильность механизма, мощность и разновидность привода.
Советы для покупателя листогибочного станка:
- Приобретайте листогибы с запасом характеристик.
- Самым мобильным оборудованием является ручной гибочный агрегат. Он не требует подключения на строительных объектах, занимает мало места, подходит для изготовления разнообразных изделий из тонколистового проката.

- Оптимальная толщина рабочего материала для большинства ручных устройств – до 0,7 мм для черного металла, медь – до 1 мм, нержавейка – до 0,48 мм.
- Для изгиба самых толстых (до 5 мм) пластин по всей длине приобретайте гидравлические устройства.
- Большая часть пневматического оборудования нормально работает при толщине заготовки 0,5-1,5 мм.
Листогибочный станок своими руками
Заводское электромеханическое приспособление для гибки металла стоит дорого, оно подходит для мастеров, постоянно занятых изготовлением заготовок из листа. Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Основные этапы изготовления самодельного листогиба:
- Для работы понадобится уголок 45 мм (два отрезка по 1 м), швеллер 80 мм (примерно 1 м), пара метров полосы шириной 40 мм, две крепкие металлические дверные петли.

- Выравниваем все срезы на заготовках.
- Ставим отметки на швеллере с обеих сторон от конца на 55 мм (половина длины петель).
- Укорачиваем уголки на 110 мм.
- Выполняем пазы на уголке и швеллере с обеих сторон в местах установки петель.
- Уголок, который будет служить прижимной траверсой, усиливаем с внутренней стороны металлической полосой при помощи сварки.
- Аналогично усиливаем упорный уголок.
- Привариваем петли, выставив предварительно зазор между будущей траверсой и швеллером 2 мм.
- Прихватываем упорный уголок на швеллере.
- Из остатков уголка мастерим прижимное приспособление.
- Привариваем кусочки уголка.
- Сверлим в уголках и швеллере отверстия под крепеж.
- На швеллере снизу привариваем гайки.
- Изготавливаем прижимные болты с ручкой.
- Из кусочков уголка привариваем к торцам швеллера деталь для крепления листогибочного станка к столешнице.
- Из трубы подходящего диаметра мастерим ручки и привариваем их под подходящим углом к траверсе.

- Проверяем листогиб в работе и осуществляем покраску.
Работа на листогибочном станке
Инструкция по эксплуатации гибочного оборудования отличается в зависимости от его вида. На ручных устройствах поднятие траверсы осуществляется вручную, фиксация материала происходит с помощью струбцин или других приспособлений. Согласно рабочим расчетам предварительно производят разметку листа, далее по намеченным линиям отрезанная заготовка выставляется под прижимной пластиной. Электрический листогибочный станок имеет автоматический блок управления, кнопки включения, регулируемый задний упор, механизмы установки величины хода пуансона или балки.
Регулировка листогибочного станка
Неправильная регулировка любых устройств может привести к браку или даже поломке механизма. Величина рабочего хода траверсы или пуансона должна строго соответствовать толщине заготовки.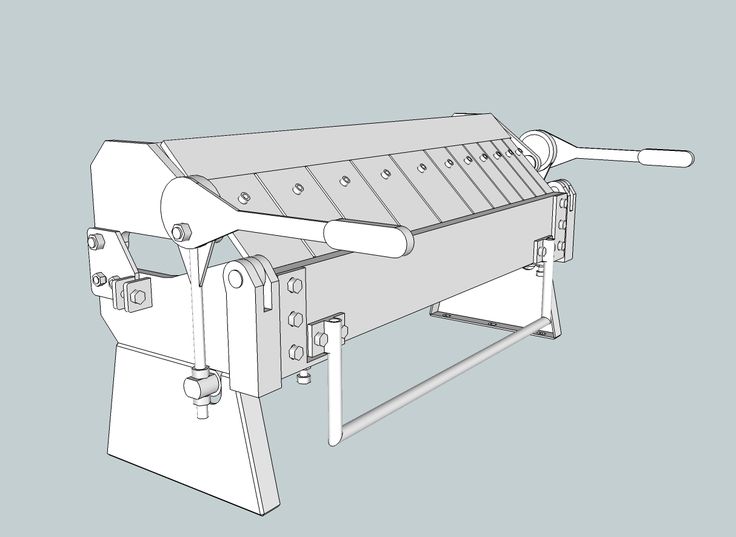 Настройка листогибочного станка зависит от модели оборудования. Например, высота загиба выставляется на простейших устройствах с помощью разметки листа, на более сложных листогибах этот размер регулируется задними упорами. Требуемый угол сгиба задают с учетом пружинения стали, используя угломер и ограничители хода инструмента.
Настройка листогибочного станка зависит от модели оборудования. Например, высота загиба выставляется на простейших устройствах с помощью разметки листа, на более сложных листогибах этот размер регулируется задними упорами. Требуемый угол сгиба задают с учетом пружинения стали, используя угломер и ограничители хода инструмента.
Гибочный станок دیدئو dideo
своими руками, листогиб, гибочный станок, станок, трубогиб, арматурогиб, холодная ковка, листогибочный станок, как сделать листогиб, сделай сам, гибка арматуры, листогиб своими руками, самоделки, самодельный листогиб, самодельный, металл, самодельный станок, как согнуть трубу, самоделка, сварка, diy, гибка, трубогиб своими руками, изготовление, ковка, станок своими руками, профилегиб, как, станок для гибки, как сделать, как сделать арматурогиб, гараж, крутая самоделка, homemade, приспособление, сделай себе, шиногиб, ручной трубогиб, листогиб видео, арматурогиб своими руками, профилегибочный станок, how to bend iron rod, metal bender, металлочерепица, пруток, станок для гибки арматуры, ручной листогиб, простой листогиб, ручной листогибочный станок, инструмент, ручной станок для гибки арматуры, press brake (product category), листогиб ручной, гибочный станок своими руками, ручной гибочный станок, листогибочный пресс, арматура, гиб, самоделкин иван, самодельный листогибочный станок, простое приспособление, крутая идея для самоделки, устройство, покраска, художественная ковка, универсальный станок, гибка металла, tube bender, ремонт, круче не придумаешь, самодельный трубогиб, как сделать трубогиб, пепси кола, киндерсюрприз, самый простой листогиб, какка кола, чертежи, кромкогибочный станок чертежи, листогибочный станок чертежи, кромкогиб своими руками, кромкогиб, делаем своими руками, чертежи листогиба, кромкогибочный станок своими руками, как погнуть, новинка, загибочный, коньки, авто, пластик, изделие, самопал, оргстекло, варка, врумиз, как погнуть лист металла, крыша, простые штуки, профнастил, авто ремонт, станок для, варка грунтовка шпаклёвка покраска автомобиля, most viewed, шинка, loud luxury, loud luxury feat.
Published by: Welder DIY
Published at: 3 years ago
Category: مردم و وبلاگ
своими руками листогиб гибочный станок станок трубогиб арматурогиб холодная ковка листогибочный станок как сделать листогиб сделай сам гибка арматуры листогиб своими руками самоделки само dideo دیدئو станок для своими руками листогиб ручной как самодельный гибки трубогиб ковка листогибочный гибочный металла гибка чертежи
Что такое гибка труб — Руководство для начинающих
Последнее обновление: 09 августа 2022 г. , Джо Гамбино 15 минут потрачены не зря
, Джо Гамбино 15 минут потрачены не зря
Когда дело доходит до гибки труб, у новичков в профессии часто возникает множество вопросов. Например, они часто задают такие вопросы, как «что такое гибка труб?» или спрашивают о различных доступных методах гибки труб.
Цель этого руководства для начинающих по гибке труб — научить вас всему процессу. Вы узнаете об основах гибки труб, а также о различных методах гибки труб.
Как только вы дочитаете эту статью до конца, вы станете настоящим профессионалом в области гибки труб. Поэтому, без лишних слов, давайте сразу углубимся в это:
Что такое гибка труб?
Гибка труб — это процесс металлообработки, при котором трубы и трубки изгибаются в различные формы для различных целей изготовления металла. Трубы, полученные в результате процесса гибки труб, не ограничиваются каким-либо конкретным металлом, этот процесс работает с различными материалами, включая большинство металлов и сплавов.
Не существует фиксированного способа сгибания трубы, для этого существует множество различных способов. Каждый метод имеет свои преимущества, недостатки и цену.
Каждый метод имеет свои преимущества, недостатки и цену.
Какова цель гибки труб?
Трубы имеют более высокую структурную целостность по сравнению с другими металлическими профилями. Однако прямые трубы непригодны для многих целей, и их часто необходимо формовать и изгибать под разными углами.
Таким образом, гибка трубы используется для изменения формы трубы целиком, без разрезания самой трубы. Использование таких процессов, как резка и сварка трубы, может ослабить целостность полученной конструкции по сравнению с использованием методов гибки трубы.
Общие материалы, используемые для гибки труб
Трубы могут быть изготовлены почти из любого металла и металлического сплава. Однако некоторые материалы используются больше, чем другие. Вот некоторые из распространенных материалов, используемых для гибки труб:
Алюминий:
Алюминий является не только самым распространенным металлом на земле, но и одним из самых распространенных материалов для металлических труб. Поэтому гибка труб часто применяется к алюминиевым трубам.
Поэтому гибка труб часто применяется к алюминиевым трубам.
Нержавеющая сталь:
Нержавеющая сталь изготавливается из железа и хрома, что придает ей прочность железа и устойчивость к истиранию. Он также гибок и пригоден для процессов гибки.
Мягкая сталь:
Мягкая сталь — это не совсем металл, а сплав. Он создается путем смешивания углерода с железом, что приводит к получению прочного, но поддающегося обработке материала для металлических труб.
Титан:
Титан — один из лучших материалов для труб, поскольку он легкий и обладает высокой прочностью на растяжение. Он также обладает коррозионно-стойкими характеристиками для изготовления труб, которые прослужат долго.
Латунь:
Латунные трубки часто используются в металлоконструкциях из-за их способности полироваться, а также высокой коррозионной стойкости и большой прочности.
Какие существуют методы гибки труб?
Методы гибки труб в основном подразделяются на два типа: гибка труб в горячем состоянии и гибка в холодном состоянии. Вот объяснение этих типов и различных подтипов:
Вот объяснение этих типов и различных подтипов:
Горячая гибка труб
Как следует из названия, горячая гибка труб включает нагрев трубы до высокой температуры, что упрощает процесс гибки. Металлы при высоких температурах становятся более мягкими и гибкими, поэтому не ломаются и могут гнуться с меньшим усилием.
Основным недостатком этого метода является то, что металлы расширяются при нагревании, поэтому окончательные размеры изгиба и угол изгиба при охлаждении могут отличаться от требуемых.
Холодная гибка труб
Метод холодной гибки труб не требует нагрева металлической трубы до высокой температуры, гибка осуществляется при комнатной температуре трубы. Основное преимущество этого метода заключается в том, что он обеспечивает более высокую точность, поскольку окончательные размеры металла не изменяются из-за изменения температуры.
Помимо этой классификации процессов гибки труб на основе температуры, различные типы гибки труб также могут быть определены на основе используемой технологии. Вот краткий обзор этих различных типов:
Вот краткий обзор этих различных типов:
- Гибка прессом: Гибка прессом – это один из самых простых процессов гибки. При гибке прессом две матрицы, наклоненные под требуемым углом изгиба, прижимаются к прямой трубе для создания изгиба. Хотя гибка прессом дешева, она не подходит для толстых труб.
- Гибка с вращательной вытяжкой: Гибка с вращательной вытяжкой является одним из лучших и наиболее часто используемых процессов гибки. В этом методе труба зажимается по внешнему диаметру и поворачивается вокруг штампа, называемого гибочным штампом. Существует множество различных вариантов процесса гибки с вращающимся вытягиванием.
- Изгибание сжатием: Изгибание сжатием — это метод гибки старой школы. В этом методе труба зажимается с обоих концов, а давление прикладывается в точке, где требуется изгиб.
- Роликовая гибка: При роликовой гибке ряд роликов проталкивает трубу через рулон, который наматывается под требуемым углом изгиба.
 Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками.
Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками. - Изгиб на оправке: Изгиб на оправке включает в себя вставку металлического стержня (называемого оправкой) внутрь трубы во время процесса гибки, чтобы труба не деформировалась.
- Матрицы Wiper: Матрицы Wiper также являются вставками, как и оправка, но они не используются внутри трубы. Они используются по касательной к гибочному штампу, чтобы предотвратить деформацию материала трубы.
- Индукционная гибка: Индукционная гибка головкой включает нагрев трубы через спираль, расположенную рядом с трубой, и последующую гибку с помощью поворотной матрицы.
- Набивка песком и формование горячих плит: Набивка песком включает засыпку песка в трубу и нагревание его в печи. Затем происходит формирование плиты, при которой труба зажимается на плите и сгибается с помощью крана или лебедки.

- Гибка кольцевых валков: Гибка кольцевых валков используется для формирования небольших колец из металлических полос. Затем эти кольца можно сваривать вместе для различных целей.
- Гибка поршнями: Гибка поршнями аналогична гибке прессом. Трубы размещаются на двух контрштампах, которые неподвижны и наклонены под углом изгиба. Затем пресс-форма прикладывает изгибающее усилие к трубке.
Какое оборудование вам нужно для гибки труб?
Чтобы успешно согнуть трубу, нужен определенный набор оборудования. Вот что вам следует подготовить, прежде чем приступить к процессу гибки:
Трубогибы
Первое и главное оборудование, необходимое для гибки труб, — это сам трубогиб. Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
В зависимости от рабочей силы может быть несколько типов трубогибов, таких как:
Ручной трубогиб:
Ручные трубогибы полагаются на физическую силу оператора, который изгибает трубу. Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Электрический трубогиб:
Эти трубогибы используют электрический серводвигатель для перемещения штампов и выполнения процесса гибки. Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Гидравлический трубогиб:
В гидравлических трубах используется гидравлическое давление (давление, создаваемое узкими водяными лучами), принцип тот же, что и в кранах и других мощных машинах. Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Наборы штампов:
Для большинства технологий гибки труб требуется набор штампов, чтобы удерживать трубу и оказывать на нее давление при гибке. Основными матрицами, используемыми для этой цели, являются зажимная матрица, гибочная матрица и пресс-форма. Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Оправки:
Трубогибочные станки, независимо от их эффективности, иногда могут привести к смятию трубы или деформации формы. Вот почему в трубу вставляется стержень, называемый оправкой, чтобы сохранить ее целостность.
Пластины для очистки:
Плашки для очистки вставляются по касательной к матрице для гибки в точке, где матрица для гибки касается изгиба трубы. Целью зачистных плашек является предотвращение деформации материала, возникающей в процессе гибки.
Программное обеспечение:
При использовании электрических трубогибочных станков с ЧПУ вам потребуется программное обеспечение, которое может направлять и контролировать процесс гибки. Это программное обеспечение часто поставляется с приобретаемыми вами трубогибочными станками, если они поддерживают автоматическое управление.
Термины по гибке труб
Когда вы выбираете трубогиб или выполняете сам процесс гибки, вам часто будут встречаться определенные термины. Вот эти термины вместе со значением для каждого из них:
Вот эти термины вместе со значением для каждого из них:
Толщина стенки:
Толщина стенки – это толщина материала трубы, обычно измеряемая в миллиметрах. Более толстые трубы более прочные, но их немного сложнее согнуть.
Внутренний диаметр (ID):
Внутренний диаметр — это внутренний диаметр трубы, измеренный до внутреннего края. Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Внешний диаметр (OD):
Внешний диаметр — это диаметр трубы, измеренный до внешних краев. Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Степень изгиба (DOB):
Степень изгиба (DOB) — это угол, под которым изгибается труба. Этот угол обычно измеряется в градусах.
Радиус центральной линии (CLR):
Радиус центральной линии немного сложно понять. По определению это радиус центра кривизны изгиба, центр оси трубы. Чтобы понять это, представьте, что изогнутая часть изогнутой трубки представляет собой полный круг. Осевой линией будет радиус окружности.
Осевой линией будет радиус окружности.
Чтобы рассчитать CLR, просто обведите изогнутую часть трубки на бумаге. Используя компас, переместите изгиб вдоль трассы, чтобы продлить кривую, пока она не станет полной окружностью. Измерьте радиус этой окружности до центра трубы, это будет радиус центральной линии.
Радиус центральной линии указан на используемом инструменте, чтобы убедиться, что он подходит для необходимого изгиба.
Достигнутый радиус центральной линии (достигнутый CLR):
Когда труба изгибается, окончательные размеры изгиба могут немного отличаться от запланированных из-за небольших изменений и деформаций металлических стенок трубы. Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Пружина:
Когда изогнутая трубка высвобождается из зажимов трубогиба, трубка немного выпрямляется, как пружина, освобождающаяся от напряжения. Это изменение формы называется пружинением. Для точного изгиба пружинение должно быть как можно меньше.
Пошаговый процесс гибки труб
Хотя точные этапы гибки трубы могут различаться в зависимости от типа используемой технологии гибки труб, основная идея более или менее одинакова. Вот общие шаги по изгибу трубы, применимые к большинству процессов:
Шаг 1: Получение оборудования
Прежде всего, приобретите все необходимое оборудование для гибки труб. Выберите трубогиб, соответствующий вашим требованиям, и другие материалы, такие как оправка и гребенки. Выполните необходимые расчеты, такие как внешний диаметр, внутренний диаметр и толщина стенки инструмента и оправки.
Шаг 2: Настройка трубогиба
Трубогибы поставляются с различными регулировками и установочными дисками, чтобы подготовить их к работе с трубами того размера, который вы используете. Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Шаг 3: Выровняйте трубу
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Шаг 4: Изогните трубу
Следуйте инструкциям, прилагаемым к трубогибу, чтобы продолжить процесс гибки. Эти направления могут значительно различаться в зависимости от различных гибочных станков, поэтому убедитесь, что вы обращаетесь к рекомендациям для вашей конкретной модели.
Шаг 5: Отсоедините детали
Отсоедините трубу от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Убедитесь, что вы удалили трубку безопасно, так как пружинение и другие факторы могут привести к травме.
Конструкция для гибки труб
При гибке трубы следует помнить о некоторых указаниях относительно конструкции гибки труб:
Формы изгиба
- Точный угол изгиба может варьироваться в зависимости от проекта.
 Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб».
Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб». - Когда в процессе гибки к трубам прикладывается механическое усилие, это часто может привести к изменению формы трубы с круглой на овальную. Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.
- Чтобы учесть пружинение, необходимо учитывать компенсацию пружинения. Эта компенсация различна для разных материалов. Вот компенсация пружинения для некоторых распространенных материалов:
Материал
Компенсация Springback
304 НЕПРАВИЛЬНАЯ СТАЛЬНАЯ Сталь
2-3 градуса
Мяглый алюминий
1,5-2 градуса
холодная сталь
0,75-1 градуля 1 Градус
Медь
0,00-0,5 Градус
Латунь
0,00-0,5 Градус
Отрасли, использующие гибку труб
крупные отрасли. Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:
Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:Автомобильная промышленность
- Гибка труб используется в выхлопных системах в каждой автомобильной промышленности. Трубогибочные станки
- также используются для изготовления каркасов безопасности гоночных автомобилей, квадроциклов и внедорожников.
Аэрокосмическая промышленность
- Трубогибы используются для придания структурной целостности космическим аппаратам и компонентам.
Производство:
- Процессы гибки труб используются для изготовления машин и инструментов почти во всех отраслях обрабатывающей промышленности.
Мебель и места для отдыха:
- Каркасы такой мебели, как кровати и столы, изготавливаются путем гибки труб.
- Предметы для отдыха на открытом воздухе, такие как складные кровати, стулья и каркасы палаток, изготавливаются с помощью трубогибов.

- Каркасы аттракционов и американских горок в парках развлечений широко изготавливаются путем гибки труб.
Строительство:
- Тяжелые грузоподъемные краны в строительной отрасли проектируются с использованием гибки труб.
- Каркасы небоскребов и другие конструктивные элементы также изготавливаются с использованием процесса гибки труб.
- Ротационная гибка также широко используется для лестничных перил в зданиях.
Сельское хозяйство:
- Гибка труб используется в различных тяжелых деталях сельскохозяйственной техники, такой как комбайны, тракторы и их различное навесное оборудование.
- В сельскохозяйственных транспортных средствах также используются каркасы безопасности, созданные в процессе гибки труб.
Какие основные ошибки допускают большинство новичков при гибке труб?
Когда новички приступают к процессу гибки труб, они обычно допускают несколько типичных ошибок. Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Сварной шов
В большинстве проектов используются трубы со сварным швом, поскольку они экономичны и так же прочны, как бесшовные трубы. Как новичок, вы должны иметь в виду, что этот сварной шов нужно повернуть внутрь изгиба, чтобы сохранить хороший внешний вид трубы.
Удлинение трубки
Удлинение трубки — это максимальная длина, на которую можно растянуть трубку, прежде чем она сломается. Чем больше изгиб, тем больше удлинение. Поэтому убедитесь, что труба, которую вы сгибаете, может выдержать требуемый угол изгиба.
Многократные изгибы
При выполнении нескольких изгибов трубы не забудьте сохранить достаточное расстояние между двумя последовательными изгибами для фиксации трубы. Кроме того, имейте в виду, что несколько изгибов могут увеличить стоимость и время самого проекта.
Стандартные трубы и трубы нестандартного размера
Для некоторых проектов могут потребоваться трубы нестандартных форм и размеров. Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Избегайте больших углов изгиба
По возможности избегайте угла изгиба более 90 градусов. Более высокие углы изгиба могут привести к большей вероятности разрушения трубы или деформации материала.
Примечания
После прочтения информации, представленной в этой статье, вы теперь знакомы со всеми основными понятиями гибки труб, а также с тем, как это сделать самостоятельно.
Чтобы избежать неприятностей и лишней траты ресурсов, внимательно следуйте приведенным здесь советам и рекомендациям по безопасности. Самое главное, будьте осторожны при выборе правильного трубогиба, так как это может быть разницей между высококачественным изгибом и трубой, которая в конечном итоге сломается.
RogueFab предлагает ряд первоклассных трубогибов, которые идеально подходят для любого применения, которое вы считаете нужным. Просмотрите наш ассортимент и выберите тот, который соответствует вашей цене и требованиям.
Просмотрите наш ассортимент и выберите тот, который соответствует вашей цене и требованиям.
изгибов и вдохновения в одном.
Что ты задумал? Гибка профилей длиной от 3,2 до 12,2 м из листового металла толщиной до 3 мм? Или вы думаете о других размерах и материалах? Только представьте – ваш новый гибочный станок адаптируется к вашим требованиям.
Но как это возможно? Мы рассмотрим ваши планы, проанализируем ваши требования, а затем изготовим полуавтоматический гибочный станок Jorns JB, полностью автоматический гибочный станок Jorns JDB или специальную модель — все с учетом ваших индивидуальных требований и требований.
Ключевыми здесь также являются модульная конструкция станка, высокий уровень собственного производства Jorns и наше стремление обеспечить успешную высококачественную обработку листового металла. Мы уверены, что вы будете впечатлены, не в последнюю очередь благодаря нашим специально разработанным аксессуарам, инновационному управлению и онлайн-конфигуратору, который вы можете использовать для самостоятельной настройки своего гибочного станка.
Мы здесь для вас.
Отдел продаж Jorns
Телефон +41 62 919 80 50
[email protected]
Гибочный станок
Воспользуйтесь преимуществом открытого пространства полуавтоматического гибочного станка Jorns JB с графическим управлением. От простых гибочных профилей до сложных облицовочных профилей. В конечном счете, вы экономите время, которое затем можете лучше использовать в своих проектах. Любые идеи?
читать далее
Двойной гибочный станок
Поскольку несколько параллельных, сужающихся или перекрывающихся профилей могут быть согнуты одновременно, полностью автоматический двойной гибочный станок Jorns JDB с графическим управлением ускорит ваши проекты. Планируете сделать что-то большее? Сердце екнуло?
подробнее
Принадлежности
Как сделать весь рабочий процесс еще более эффективным? Ответ заключается в полезных принадлежностях до и после процесса гибки. Одним из таких примеров является стол для резки Jorns (JZST).
Одним из таких примеров является стол для резки Jorns (JZST).
подробнее
Аксессуары
Подержанные станки
Вас интересует подержанный гибочный станок Jorns? Вы можете найти наши последние предложения здесь. Мы также можем частично обменять вашу систему Jorns, отремонтировать ее, а затем продать в полностью рабочем состоянии.
читать далее
Подержанные машины
Видео
Взгляните на мир инноваций в Jorns! Убедитесь сами в уникальных преимуществах наших гибочных станков.
подробнее
Видео
Программное обеспечение
Чего можно добиться с помощью правильного программного обеспечения? Сокращение общего времени цикла, меньше отходов и, прежде всего, повышение производительности вашего гибочного станка и вашего бизнеса.