Rz 80 шероховатость: Ra, Rz, параметры, обозначение, виды
alexxlab | 04.02.2019 | 0 | Разное
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Базовая длина – длина базовой линии l, длина линиии, используемой для выделения неровностей. Средняя линия – средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости: Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля – не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
Если Вам встретился класс шероховатости, то используйте таблицу ниже: Таблица. Значения параметров Ra и Rz для указанных классов шероховатости
Обозначение шероховатости на чертежах. Структура обозначения:
Значения параметров шероховатости указывают на чертежах нижеследующим образом: – Ra указывается без символа, а другие параметры с символом. – При указании диапазона параметров записывают пределы в 2 сроки:
– Номинальное значение параметра записывается с предельным отклонением – При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp). – Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице “Значения параметров Ra и Rz для указанных классов шероховатости” выше, то базовую длину в обозначении шероховатости не указывают. В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют). Рисунок. Условные обозначения направлений неровностей на значке шероховатости. | ||||
Образцы шероховатости поверхности (сравнения) В7-1833 по ГОСТ 9378-93 (параметры Ra и Rz)
Данное оборудование указано в следующих разделах каталога:
Зарегистрированы в Государственном реестре СИ РФ под № 76029-19.
Образцы шероховатости поверхности (сравнения) модификации В7-1833 по ГОСТ 9378-93 предназначены для контроля шероховатости поверхности металлических деталей после (или в процессе) их обработки на металлорежущих станках методом визуального сравнения или осязания (на ощупь) станочниками при контроле обрабатываемых деталей на металлорежущих станках, при контроле шероховатости труднодоступных поверхностей, конструкторами и технологами при выборе и назначении шероховатости поверхности, а также для учебных целей.
Образцы являются рабочими средствами измерений согласно ГОСТ 8.296-2015 и не предназначены для контроля приборов измерения шероховатости.
ОШС изготавливаются по ГОСТ 9378-93 и выпускаются в виде наборов определённого вида обработки (условное обозначение способа обработки):
- точение (Т)
- расточка (Р)
- строгание (С)
- шлифование периферией круга (плоское ШП, наружное круглое ШЦ, внутреннее ШЦВ)
- точение торцовое (ТТ)
- фрезерование (цилиндрическое ФЦ, торцовое ФТ, торцовое перекрещивающееся ФТП)
- шлифование торцовое (ШТ)
- шлифование чашеобразным кругом (ШЧ)
- полирование (плоское ПП, цилиндрическое ПЦ).
Материал образцов:
- сталь,
- медь,
- алюминий,
- титан,
- и др. металлы по заявке заказчика.
По умолчанию ОШС изготавливаются из СТ45: сталь конструкционная углеродистая качественная.
По запросу образцы могут быть изготовлены из материалов: чугун, латунь, алюминий, медь.
Образцы изготавливаются с различными номинальными значениями параметра шероховатости Rz, выбранными из ряда номинальных значений и приводятся как справочные по результатам измерений.
Порядок работы
Контроль шероховатости поверхности детали по параметру шероховатости Ra или Rz производится путём сравнения с образцом визуально и на ощупь, проводя ногтем, выполняющем здесь роль «чувствительного элемента — датчика», вдоль линии максимальной шероховатости поверхности. Как правило, эта линия перпендикулярна следам обработки, а расстояние между соседними следами характеризует параметр Sm. Для этого подбирается образец соответствующего вида обработки, номинальное числовое значение параметра шероховатости поверхности которого соответствует числовому значению параметра шероховатости поверхности контролируемой детали. В результате сравнения делается заключение о том, что параметр шероховатости контролируемой детали не превышает номинальное значение подобранного образца сравнения.
Наиболее достоверно оцениваются детали из аналогичного образцу материала и изготовленные тем же, что и образец, способом обработки.
Методика поверки: РТ-МП-5412-445-2019.
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный: метод сравнения с образцами ОШС (образцы чистоты поверхности) или ОЧП (устаревшее, образцы чистоты поверхности)
- количественный: с использованием приборов контактных и бесконтактных.
При проведении качественного контроля проводится сравнение шероховатости образца из набора и поверхности испытуемого изделия путём визуального осмотра и на ощупь. Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra = 0,6…0,8 мкм и выше.
Чистота поверхности (из утратившего силу ГОСТ 2789-59) предусматривает 14 классов чистоты поверхности, а классы чистоты поверхности 6…14 дополнительно разбиты на 3 разряда каждый (а, б, в):
| Группа ∇ и класс чистоты поверхности | Разряды | Среднее арифметическое отклонение профиля (Ra), мкм | Высота неровностей (Rz), мкм | Базовая длина L, мм |
| ∇1 | 80 | 320 | 8 | |
| ∇2 | 40 | 160 | ||
| ∇3 | 20 | 80 | ||
| ∇∇4 | 10 | 40 | 2,5 | |
| ∇∇5 | 5 | 20 | ||
| ∇∇6 | а | 2,5 | 10 | 0,8 |
| б | 2,0 | 8 | ||
| в | 1,6 | |||
| ∇∇∇7 | а | 1,25 | 6,3 | |
| б | 1,0 | 5,0 | ||
| в | 0,8 | 4,0 | ||
| ∇∇∇8 | а | 0,63 | 3,2 | |
| б | 0,5 | 2,5 | ||
| в | 0,4 | 2,0 | ||
| ∇∇∇9 | а | 0,32 | 1,6 | 0,25 |
| б | 0,25 | 1,25 | ||
| в | 0,2 | 1,0 | ||
| ∇∇∇∇10 | а | 0,16 | 0,8 | |
| б | 0,125 | 0,63 | ||
| в | 0,10 | 0,5 | ||
| ∇∇∇∇11 | а | 0,08 | 0,4 | |
| б | 0,063 | 0,32 | ||
| в | 0,05 | 0,25 | ||
| ∇∇∇∇12 | а | 0,04 | 0,2 | |
| б | 0,032 | 0,16 | ||
| в | 0,025 | 0,125 | ||
| ∇∇∇∇13 | а | 0,02 | 0,1 | 0,08 |
| б | 0,016 | 0,08 | ||
| в | 0,012 | 0,063 | ||
| ∇∇∇∇14 | а | 0,01 | 0,05 | |
| б | 0,008 | 0,04 | ||
| в | 0,006 | 0,032 |
Класс чистоты в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6…14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например ∇10в.
Различные технологические процессы обеспечивают получение поверхностей разных классов чистоты, например, обычно литьё ∇3, обработка точением ∇5, шлифованием ∇7 и т.д.
В то же время, один и тот же класс чистоты может быть получен различными технологическими процессами, например класс чистоты ∇7 может быть получен тонким точением и шлифованием и др. процессами.
Не все свойства двух поверхностей, относящихся к одному классу чистоты, могут быть одинаковыми при совпадающих Ra и Rz, поэтому принадлежность поверхностей к одному классу чистоты не является достаточной для заключения об идентичности поведения деталей при эксплуатации.
Самый точный класс чистоты: 14-й, самый грубый: это 1-й.
По этой причине поверхности также подверглись классификации.
В производстве встречаются следующие их виды:
- Ограничительные и соединительные поверхности: элементы, служащие ограничением для работающих механизмов: корпуса приборов, станков, различные фиксаторы и прочие механизмы. Данные поверхности, в зависимости от требований, могут подвергаться обработке, параметры соответствуют Ra=20…2,5 мкм, Rz=80…10 мкм
- Установочные поверхности: детали находятся в соприкосновении, но по отношению друг к другу неподвижны, к которым не предъявляются требования по герметичности. Подлежат обработке и должны соответствовать показателям Ra=20…2,5 мкм, Rz=80…10 мкм
- Рабочие поверхности, которые перемещаются друг относительно друга, соединения типа поршень-цилиндр в устройствах двигателей, насосов и т.д. Детали, используемые в механизмах, обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5…0,16 мкм, Rz=10…0,8 мкм
- Специальные поверхности: детали внешних корпусов механизмов, агрегатов. Параметры шероховатости должны соответствовать Ra=5,0…1,25 мкм, Rz=20…6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов приборов, у которых показатели должны находится на уровне Ra=0,63…0,08 мкм, Rz=3,2…0,4 мкм
Вид обработки: шлифование периферией круга плоское (ОШС-ШП) ГОСТ 9378-93
| Маркировка набора | Описание образцов, входящих в набор | Материал образцов | ||||
| сталь | чугун | латунь | алюминий | медь | ||
| ОШС-ШП Rz 1; 2; 4; 5; 8; 10 | Форма образцов плоская Rz 1; 2; 4; 5; 8; 10 мкм | + | + | + | + | + |
| ОШС-ШП Rz 10; 20; 30; 40 | Форма образцов плоская Rz 10; 20; 30; 40 мкм | + | + | + | + | + |
| ОШС-ШП Rz 10; 20; 40; 60 | Форма образцов плоская Rz 10; 20; 40; 60 мкм | + | + | + | + | + |
| ОШС-ШП Rz 20; 40; 60; 80 | Форма образцов плоская Rz 20; 40; 60; 80 мкм | + | + | + | + | + |
| ОШС-ШП Rz 10; 20; 40; 60; 80; 120 | Форма образцов плоская Rz 10; 20; 40; 60; 80; 120 мкм | + | + | + | + | + |
*По умолчанию образцы шероховатости поверхности (сравнения) изготавливаются из СТ45: сталь конструкционная углеродистая качественная.
Стандартная комплектация
- Образцы модификации В7-1833: количество по заказу
- Футляр
- Паспорт В7-1833.0.00.0.00ПС
- Методика поверки РТ-МП-5412-445-2019
- Свидетельство о поверке
Образцы поставляются наборами из 4 шт с различными номинальными значениями Rz, возможна поставка отдельных образцов.
|
Образцы шероховатости изготавливаются ООО “НПП Индентор” согласно ГОСТ 9378-93 СЕРТИФИКАТ СООТВЕТСТВИЯ ГОСТ Р №РОСС RU.АГ93.Н03349
| ||||||||||||||||||||||||||||||
Шероховатость поверхности
Одним из самых важных параметров при обработке деталей является шероховатость поверхности. Именно чистота обработки имеет определяющее значение для надежности и долговечности детали и при ее несоответствии проектным значениям, мы получим преждевременный выход детали или целого узла из строя и его дорогостоящий ремонт. Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Что такое шероховатость поверхности
Совокупность микроскопических неровностей, образующих рельеф поверхности, рассматриваемые в пределах участка, длина которого равна базовой длине – называют шероховатостью поверхности. Далее рассмотрим в чём измеряется шероховатость поверхности.
Как обозначается шероховатость поверхности
На рисунке ниже показаны основные способы схематического обозначения, а так же обозначения шероховатости на чертежах

Описание того, как правильно располагать на чертежах обозначения, подробно описано в ГОСТ стандартах и специальной технической литературе, поэтому не будем останавливаться на этом. Рассмотрим основные параметры, по которым оценивается шероховатость поверхности.
В чем измеряется шероховатость поверхности
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz – это высота неровностей профиля по 10 точкам в то время как Ra – это среднее арифметическое отклонение профиля.
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в “полевых” условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
Шероховатость поверхности
Неровности поверхности (выступы и впадины) в значительной степени определяют ее износостойкость, характер трения и долговечность. Они влияют и на другие характеристики, например на точность В связи с этим шероховатость поверхности принято считать таким же важным показателем, как размер и размерная точность. ГОСТ 2789—73 на шероховатость поверхности устанавливает ее параметры и основные определения.
- Реальная поверхность — поверхность, ограничивающая тело и отделяющая его от окружающей среды.
- Номинальная поверхность — поверхность, заданная в технической документации (чертеже) без учета отклонений. Номинальная поверхность может быть плоской, цилиндрической, сферической и др.
- Средняя линия профиля m — базовая линии, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины l (рис. 1.2) среднее квадратичное отклонение расстояний точек профиля до этой линии минимально.
- Отклонение профиля у — расстояние между любой точкой профиля и средней линией т, измеренное по нормали, проведенной к линии m через эту точку профиля.
- Базовая длина l — длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
- Среднее арифметическое отклонение профиля Ra — среднее отклонение профиля или среднее расстояние от точек профиля реальной поверхности (у1, у2, у3,…,yn-1) до его средней линии (в мкм) в пределах базовой длины.
- Высота неровностей Rz — высота неровностей профиля, определяемая по десяти точкам в пределах базовой длины. Сумма средних арифметических абсолютных отклонении точек пяти наибольших минимумов (Hi-min) и пяти наибольших максимумов (Нi-max) профиля (рис.I.2).
- Максимальная высота неровностей Rmax — расстояние (мкм) между линиями выступов и впадин.
 | Шаг неровностей и средний шаг неровностей профиля по вершинам в пределах базовой длины обозначаются соответственно Sm и S. При необходимости дополнительно могут устанавливаться требования к направлению неровностей поверхности, виду или последовательности видов обработки. Рис.1.2. Неровности поверхности и параметры шероховатости |
Обозначения шероховатости поверхности. Эти обозначения установлены ГОСТ 2.309—73, входящим в систему ЕСКД.
Знак, обозначающий шероховатость поверхности, и месторасположение значения параметра (или параметров) и данных, содержащих дополнительные требования, показаны на рис. 1.3, а. Если в обозначении должно быть только значение параметра шероховатости, то знак не имеет полки. Если вид обработки поверхности конструктором не установлен, то знак имеет вид, представленный на рис.I.3, б.
 | Рис.I.3. Знаки, обозначающие шероховатость поверхности: 1 — параметр(ы) шероховатости; 2 — знак; 3 — вид обработки поверхности или другие дополнительные указания; 4 – базовая длина; 5 — условное обозначение направления неровностей |
Знак на рис.I.3, обозначает шероховатость поверхности, которая должна быть получена резанием или другим видом обработки в удалением слоя материала, а знак на рис. 1.3, г — шероховатость поверхности, образованной без удаления слоя материала (литьем, ковкой, прокатом и т. п.) и не обрабатываемой по чертежу.
Шероховатость указывают в обозначении для параметра Ra без символа, например 0,32; для параметров Rz, Rmax и др. после соответствующего символа, например Rz40, Rmax80.
Условные обозначения направлений неровностей, образующихся в результате фрезерной обработки, даны на рис. 1.4. В левой части рисунка показаны схематические изображения неровностей, в правой — их обозначения на чертеже.
 | На рис. 1.4, а представлено параллельное направление неровностей, на рис. 1.4, б — перпендикулярное, на рис. 1.4, в — перекрещивающееся, на рис. 1.4, е — произвольное. Рис. I.4. Направления неровностей и обозначения на чертеже |
Если на чертеже изображено изделие, часть или все обрабатываемые
поверхности которого должны иметь одинаковую шероховатость поверхности, то
в правом верхнем углу чертежа помещают обозначение одинаковой
шероховатости и условное обозначение (\/)(т. е. знак, приведенный на рис.I.3,б, взятый в скобки), например так, как это показано на рис. 1.5. Рис. 1.5. Пример обозначения шероховатости поверхности на
чертеже
Шероховатости поверхностей, достигаемые обработкой на фрезерных станках, приведены в табл. 1.4.
Таблица I.4. Шероховатости поверхностей, достигаемые при обработке на фрезерных станках
Rz80 | Rz40 | Rz20 | Ra5 | Ra2,5 | Ra1,5 | Ra0,63 |
Чугун | Торцевые | Черновое | × |
Шероховатость поверхности ra и rz отличие
Шероховатость поверхности – это совокупность неровностей поверхности с относительно малыми шагами, выделанная с помощью базовой длины (рис.1)
ГОСТ 2789-73 полностью соответствует международной рекомендации по стандартизации ИСО Р 468. Он устанавливает перечень параметров и типов направлениий неровностей, которые должны применяться при установлении требований и контроле шероховатостей поверхности, числовые значения параметров и общие указания.
1. Требования к шероховатостям поверхности должны устанавливаться исходя из функционального назначения поверхности для обеспечения заданного количества изделий. Если в этом нет необходимости, то требования к шероховатости поверхности не устанавливаются и шероховатость этой поверхности контролироваться не должна.
2.Требования к шероховатости поверхности должны устанавливаться путем указания параметра шероховатости (одного или нескольких) из перечня, приведенного в п. 4, значений выбранных параметров (см. таб.3-5) и базовых длин, на которых происходит определение параметров. Если параметры Ra,Rz,Rmax определены на базовой длине в соответствии с табл. 6 и 7, то эти базовые длины не указываются в требованиях к шероховатости.
В технической документации, разработанной до 1975 г., использовали классы шероховатости по ГОСТ 2789-59; для их перевода можно пользоваться данными табл. 1.
При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования к направлению неровностей поверхности (табл. 2), к способу или последовательности способов получения (обработки) поверхности.
Числа из табл. 3-5 используют для указания наибольших и наименьших допускаемых значений, границ допускаемого диапазона значений и номинальных значений параметров шероховатости.
Для номинальных числовых значений параметров шероховатости должны устанавливаться допустимые предельные отклонения. Допустимые предельные отклонения средних значений параметров шероховатости в процентах от номинальных следует выбирать из ряда 10; 20; 40. Отклонения могут быть односторонними и симметричными.
3. Требования к шероховатости поверхности не включают требований к дефектам поверхности, поэтому при контроле шероховатости поверхности влияние дефектов поверхности должно быть исключено. При необходимости требования к дефектам поверхности должны быть установлены отдельно.
Допускается устанавливать требования к шероховатости отдельных участков поверхности (например, к участкам поверхности, заключенным между порами крупнопористого материала, к участкам поверхности срезов, имеющим существенно отличающиеся неровности). Требования к шероховатости поверхности отдельных участков одной поверхности могут быть различными.
4. Параметры шероховатости (один или несколько) выбирают из приведенной номенклатуры:
Ка – среднее арифметическое отклонение профиля;
К% – высота неровностей профиля по десяти точкам;
Ктах – наибольшая высота профиля;
Sm – средний шаг неровностей;
S- средний шаг местных выступов профиля;
tp – относительная опорная длина профиля, где р – значение уровня сечений профиля.
Параметр Ка является предпочтительным.
5. Числовые значения параметров шероховатости (наибольшие, номинальные или диапазоны значений) выбирают из табл. 3-5.
6. Относительная опорная длина профиля tр: 10; 15; 20; 30; 40; 50; 60; 70; 80; 90 %.
I. Классы шероховатости (ГОСТ 2789-59) и соответствующие им наибольшие значения параметров шероховатости (ГОСТ 2789-73)
| Классы шероховатости | Базовая длина l, мм | ||
| 1 | 320 | 8,0 | |
| 2 | 40 | 160 | |
| 3 | 20 | 80 | |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | |
| 8 | 0,63 | 3,2 | 0,25 |
| 9 | 0,32 | 1,6 | |
| 10 | 0,16 | 0,8 | |
| 11 | 0,08 | 0,4 | |
| 12 | 0,04 | 0,2 | |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 |
7. Числовые значения уровня сечения профиля р выбирают из ряда:
5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 % от Ртах.
8. Числовые значения базовой длины / выбирают из ряда:0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
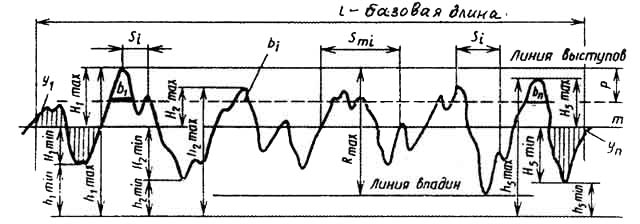
Схема шероховатости поверхности и ее элементы показаны на рис. 1,
где l – базовая длина; m – средняя линия профиля; Sm – средний шаг неровностей профиля; S – средний шаг местных выступов профиля; H imax – отклонения пяти наибольших максимумов профиля; H-imin отклонения пяти наибольших минимумов профиля; h imax – расстояние от высших точек пяти наибольших максимумов до линии, параллельной средней и не пересекающей профиль;h imin – расстояние от низших точек пяти наибольших минимумов до этой же линии; Rmax – наибольшая высота профиля; у –отклонения профиля от линии m, tp – относительная опорная длина профиля; p – уровень сечения профиля; bi– – длина отрезков, отсекаемых на заданном уровне р.
Рис.1 Схема шероховатости поверхности и ее элементы
2. Типы направлений неровностей
| Типы направлений неровностей | Схематическое изображение | Условное обозначение на чертеже | Пояснение |
| Параллельное |  |  | Параллельно линии, ображающей на чертеже поверхность, к шероховатости которой останавливаются требования |
| Перпендикулярное |  |  | Перпендикулярно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Перекрещивающееся |  |  | Перекрещивание в двух направлениях наклонно к линии., изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |  |  | Различные направления по отношению к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования. |
| Кругообразное |  |  | Приблизительно кругобразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| Радиальное |  |  | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования |
| 3. Среднее арифметическое отклонение профиля Ra, мкм | ||||
| 100 | 10,0 | 1,00 | 0,100 | 0,010 |
| 80 | 8,0 | 0,80 | 0,080 | 0,008 |
| 63 | 6,3 | 0,63 | 0,063 | – |
| 50 | 5,0 | 0,50 | 0,050 | – |
| 40 | 4,0 | 0,40 | 0,040 | – |
| 32 | 3,2 | 0,32 | 0,032 | – |
| 25 | 2,5 | 0,25 | 0,025 | – |
| 20 | 2,0 | 0,20 | 0,020 | – |
| 16,0 | 1,60 | 0,160 | 0,016 | – |
| 12,5 | 1,25 | 0,125 | 0,012 | – |
Примечание: Предпочтительные значения параметров подчеркнуты
| 4. Высота неровностей профиля по 10 точкам Rz и наибольшая высота неровностей профиля Rmax, мкм | |||||
| – | 1000 | 100 | 10,0 | 1,00 | 0,100 |
| – | 800 | 80 | 8,0 | 0,80 | 0,080 |
| – | 630 | 63 | 6,3 | 0,63 | 0,063 |
| – | 500 | 50 | 5,0 | 0,50 | 0,050 |
| – | 400 | 40 | 4,0 | 0,40 | 0,040 |
| – | 320 | 32 | 3,2 | 0,32 | 0,032 |
| – | 250 | 25,0 | 2,5 | 0,25 | 0,025 |
| – | 200 | 20,0 | 2,0 | 0,20 | – |
| 1600 | 160 | 16,0 | 1,60 | 0,160 | – |
| 1250 | 125 | 12,5 | 1,25 | 0,125 | – |
Примечание: Предпочтительные значения параметров подчеркнуты
| Средний шаг неровностей профиля Sm и средний шаг местных выступов S, мм | ||||
| – | 10,0 | 1,00 | 0,100 | 0,010 |
| – | 8,0 | 0,80 | 0,080 | 0,008 |
| – | 6,3 | 0,63 | 0,063 | 0,006 |
| – | 5,0 | 0,50 | 0,050 | 0,005 |
| – | 4,0 | 0,40 | 0,040 | 0,004 |
| – | 3,2 | 0,32 | 0,032 | 0,003 |
| – | 2,5 | 0,25 | 0,025 | 0,002 |
| – | 2,0 | 0,20 | 0,020 | – |
| – | 1,60 | 0,160 | 0,0160 | – |
| 12,5 | 1,25 | 0,125 | 0,0125 | – |
| Соотношение значений параметра Rа и базовой длины / | |
| Ra, мкм | l, мкм |
| До 0,025 | 0,08 |
| Св. 0,025 до 0,4 | 0,25 |
| ” 0,4 ” 3,2 | 0,8 |
| ” 3,2 ” 12,5 | 2,5 |
| ” 12,5 ” 100 | 8,0 |
| Соотношение значений параметра Rz и базовой длины / | |
| Rz=Rmax, мкм | l, мм |
| До 0,10 | 0,08 |
| Св. 0,1 до 1,6 | 0,25 |
| ” 1,6 ” 12,5 | 0,8 |
| ” 12,5 ” 50 | 2,5 |
| ” 50 ” 400 | 8,0 |
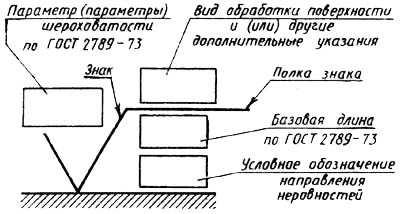
| Рис 2. Структура обозначения шероховатости поверхности |
Обозначения шероховатости поверхностей и правила нанесении их на чертежах изделий устанавливает ГОСТ 2.309-73, который полностью соответствует ИСО 1302-78. Обозначения шероховатости проставляют на всех поверхностях изделия, выполняемых по чертежу, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности приведена на рис 2. При наличии в обозначении шероховатости только значения параметра (параметров) применяют знак без полки.
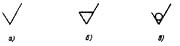
В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак по рис. 3, а. В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например, точением, фрезерованием, травлением и т.п. применяют знак по рис. 3, б. В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например, литьем, ковкой, штамповкой, прокатом, волочением и т.п., а также поверхности, не обрабатываемой по данному чертежу, применяют знак по рис. 3, в.
Значение параметра шероховатости указывают в обозначении шероховатости:
для параметра Rа – без символа, например 0,4;
для остальных параметров – после соответствующего символа, например Rmax 6,3; Sm 0,63; t50 70; S0,032; Rz 32.
(В примере t50 70 указана относительная опорная длина профиля tр = 70 % при уровне сечения профиля р = 50 %).
При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
0,8 ; Rz 0,10 ; Rmax 0,80 ; t50 70
0,4 0,05 0,32 50 и т.п.
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости. При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789 – 73, например:
Базовую длину в обозначении шероховатости поверхности не указывают, если требования к шероховатости нормируют указанием параметров Rа, Rz, и определение параметров должно производиться в пределах
Образцы шероховатостиПрофильные меры ПРО-10 предназначены для передачи размера единицы длины при измерении параметров шероховатости Ra, Rz, R и RSm в диапазоне от 10-8 до 10-4 м. В отличие от описанных выше образцов шероховатости сравнения, которые служат для визуальной оценки шероховатости полученной различными способами обработки, профильные меры ПРО-10 используются для поверки (калибровки) профилометров и других приборов, в том числе оптических, электронных и других микроскопов. Меры ПРО-10 внесены в Госреестр и признаны годными к применению по 2-му разряду. Меры представляют собой кремниевые пластинки с периодическими линейными неровностями трапецеидального профиля, выполненные методом масочного травления и вклеенные в массивное основание. Меры поставляются отдельно или наборами с параметрами по количеству поддиапазонов измерения поверяемого средства измерений. Подробнее… Образцы шероховатости поверхности (сравнения) – это образцы, имеющие известные параметры шероховатости. Под шероховатостью поверхности понимается совокупность неровностей, образующих ее рельеф. Образцы шероховатости (ОШС) получают определенным способом обработки – расточкой, точением, фрезерованием, строганием, шлифованием, полированием и т.д. Материал образцов – сталь, медь, алюминий, титан, латунь и другие металлы. Общие технические условия для эталонов шероховатости определены ГОСТ 9378. Образцы шероховатости можно купить виде наборов или по отдельности. Образцы шероховатости являются профессиональным инструментом и служат для оценки шероховатости поверхностей, полученных тем или иным способом обработки, путем сравнения – визуально и на ощупь. Образцы применяются на машиностроительных, ремонтных и других предприятиях для экспресс оценки шероховатости на рабочих местах и в лабораториях службы ОТК. Подробнее… |
Измеритель шероховатости поверхности Ra Rz Параметры | |
Обзор:
Портативный прибор для измерения шероховатости – это карманный портативный прибор для измерения шероховатости поверхности. Он имеет высокую точность, широкий диапазон измерений, прост в эксплуатации, портативный, стабильный и т. Д., Может широко использоваться при испытании различных металлических и неметаллических поверхностей, инструмент представляет собой карманный инструмент для интеграции хоста датчика, с портативным устройством он более подходит для использования на производственной площадке.
Характеристики:
* форма с вытяжной алюминиевой формой, прочная, анти-электромагнитные помехи значительно, в соответствии с текущими тенденциями дизайна.
* Процессор DSP для высокоскоростной обработки данных и вычислений, скорость измерений и вычислений значительно улучшена.
* Использование популярного жидкокристаллического дисплея OLED, высокой яркости, отсутствия угла обзора, широкого диапазона температур для различных случаев.
* Использование литий-ионной аккумуляторной батареи, может работать долгие часы, без эффекта памяти, может работать во время зарядки во время работы, время зарядки короткое, длительный срок службы батареи.
* использование общего USB-интерфейса для зарядки и связи. Использование специального зарядного устройства или USB-порта компьютера для быстрой и простой зарядки.
* точечно-матричный жидкокристаллический дисплей, интерфейс подсказки информативен.
* Мониторинг литиевой батареи и дисплея в режиме реального времени, своевременное напоминание о заряде пользователя и прогрессе с советами по зарядке.
* Функция автоматического отключения питания и маломощный аппаратный и программный дизайн прибора в течение длительного рабочего дня для разнообразного использования в полевых условиях.
* сенсорный зонд с защитной дверцей, эффективная защита сенсорного зонда для обеспечения точности измерения.
Технические характеристики
* Модель: Датчик шероховатости поверхности KR100
* 2 параметра тестирования: Ra, Rz
* Длина хода: 6 мм
* Длина образца (мм): 0,25, 0,80, 2,50
* Оценочная длина: 1,25, 4,0, 5,0 мм
* Диапазон измерения: Ra: 0,05 ~ 15.0μm; Rz: 0,1 ~ 50,0 мкм
* Точность индикации: 0,01 мкм; Погрешность индикации: ≤ (± 15)%; Вариабельность: <12%
* Статическая сила стилуса: ≤ 0,016 Н
* Скорость изменения измерения силы: ≤ 800 Н / м
* Питание: перезаряжаемый литий-ионный аккумулятор
* Относительная влажность: <90%
* Рабочая температура: -20 ° C ~ 40 ° C
* Размер: 106x70x24 мм
* Вес хоста: 0,2 кг
* Стандартные аксессуары: хост KR100, стандартный калибровочный блок, кронштейн для калибровочного блока, зарядное устройство; Зарядный кабель; Руководство пользователя;
,Цифровой измеритель шероховатости поверхности с параметром Ra Rz Rq Rt Портативный измеритель шероховатости поверхности YRT100 | |

Ручной цифровой измеритель шероховатости поверхности с параметром Ra Rz Rq Rt Портативный измеритель шероховатости поверхности YRT100
Разработанный тестер. Отличается высокой точностью, широким спектром применения, простотой в эксплуатации и стабильной производительностью.Он широко применяется при проверке поверхностей всех видов металлов и неметаллов. Пикап, интегрированный с основным блоком, представляет собой переносной набор, особенно подходящий для использования на производственных площадках.
- Внешний вид с использованием вытяжной алюминиевой формы, прочный, анти-электромагнитная способность помех значительна, соответствует современной тенденции дизайна.
- Благодаря использованию высокоскоростных процессоров DSP для обработки данных и вычислений, скорость измерений и вычислений значительно улучшается.
- Жидкий кристалл использует популярный OLED-дисплей, высокую яркость, отсутствие перспективы, широкий диапазон температур. Он подходит для различных приложений.
- Используя литий-ионные аккумуляторные батареи, он может работать долгие часы без эффекта памяти. Он также может работать с зарядкой. Время зарядки короткое, а срок службы батареи большой.
- Используйте общий USB-интерфейс для зарядки и связи. Используйте специальное зарядное устройство или USB-порт компьютера для зарядки. Это удобно и быстро.
- Точечный ЖК-дисплей, интерфейсное сообщение богатое.
- Мониторинг в реальном времени заряда литиевой батареи и отображения, электрического заряда и своевременного напоминания пользователям.
- Функция автоматического отключения, низкое энергопотребление и конструкция оборудования позволяют увеличить время работы прибора. Он подходит для всех видов использования в полевых условиях.
- Головка датчика имеет защитную дверцу, которая эффективно защищает головку датчиков. Гарантируем точность измерения.
Технические параметры:
Параметры измерения (мкм) : Ra Rz Rq Rt
Длина хода (мм) : 6
Длина выборки) (мм) , 0,25 0,80 2,502 (Мм) : 1,25 , 4,0
Диапазон измерения (мкм):
Ra, Rq : 0,05 ~ 15,0
Rz, Rt : 0,1 ~ 50
Погрешность индикации : ± 15%
Вариация показаний : < 12 %
Радиус дуги кончика иглы касания и угол датчика
Радиус дуги кончика : 10 мкм ± 1 мкм
Угол : 90 °
Измерение статической силы иглы касания датчика и ее скорость
Измерение статического усилия иглы касания : ≤ 0.016N
Скорость измерения силы : ≤ 800 Н / м
Давление в направляющей головке датчика : ≤ 0,5N
Батарея: литий-ионная батарея 3,7 В
Размер контура : 106 мм × 70 мм × 24 мм
Вес : 200 г
Условия рабочей среды
Температура : -20 ℃ ~ 40 ℃
Относительная влажность: <90%
Окружающая среда без вибрации и коррозии.
Стандартная поставка:
● Основной блок 1
● Чемодан для переноски 1
● Стандартная пластина для образцов 1
● Адаптер питания 1
● Руководство по эксплуатации 1
,JSR200 измеритель шероховатости шероховатости Ra Rz Rq испытание шероховатости | |
JSR200 Тестер шероховатости поверхности

Основная особенность:
* Легкость электромеханической интеграции
* Использование микросхемы DSP для управления и обработки данных, высокая скорость, низкое энергопотребление;
* 128 x 64 OLED-дисплей с точечной матрицей, цифровой / графический дисплей; не выделять перспективу;
* Интуитивно понятный и богатый дисплей информации, может отображать все параметры и графику;
* Совместимость с национальными стандартами ISO, DIN, ANSI, JIS;
* Значок остаточного количества, предлагающий пользователю зарядить;
* Время непрерывной работы: более 20 часов.
* Настройки и отображение часов в реальном времени, удобная запись и хранение данных.
* С автоматическим отключением, автоматическим отключением и функцией энергосбережения
* Надежный управляющий двигатель для выхода из строя схемы и программного обеспечения
* Отображение информации об измерениях, информация о подсказках меню, ложная информация и машина переключения и другие советы, которые информация;
* Возможность подключения к компьютеру и принтеру;
* Дополнительный датчик, измерительная платформа, мини-принтер, удлинитель и другие аксессуары.
* Пластиковый корпус, вдохновленный стильным дизайном «TRANSFORMERS», портативность, высокая надежность.
* Дополнительная функция Bluetooth.
* Высокая цена.
ПЕРВЫЙ ДЕБЮТ! НОВЫЙ ПРОДУКТ
JSR200 | |
Параметры тестирования | Ra, Rz, Rq, Rt, Rp, Rv, R3z, R3y Rsk, Rku, Rsm, Rmr, Rx; |
Диапазон измерения (мкм) | Ra: 0.005-16,000 Rz: 0,02-160,00 |
Длина образца (мм) | 0,25, 0,80, 2,50 |
Расчетная длина (мм) | (1-5) L |
Максимальный ход привода | 17,5 мм / 0,7 дюйма |
Точность индикации | 0.001 |
Ошибка индикации | ± (7-10)% |
Изменчивость | <6% |
Хранение данных | 100 групп |
Power | Литий-ионный аккумулятор |
Рабочая температура | -20 ℃ ~ 40 ℃ |
Относительная влажность | <90% |
Размер | 158ммx63.5 мм x 46 мм |
Вес хоста | 0,3 кг |
Стандартная конфигурация:
00 Кол-во | |||
1 | Хост | 1 | |
2 | Стандартный датчик | 1 | |
3 | 90 065 Калибровочный блок и кронштейн | 1 | |
4 | Кронштейн | 1 | |
5 | Зарядное устройство | 1 | 75 | Регулируемая опора | 1 |
7 | Руководство по эксплуатации | 1 | |
8 | Гарантийный талон | 1 | |
9 | Сертификат о f допуск | 1 | |
10 | Чемодан для прибора | 1 |
000
9000 





000
000
000 курьерская служба DHL, FedEx, UPS и TNT.
А для специальных товаров, содержащих аккумулятор, способ доставки может отличаться в зависимости от конкретных условий.

Мы предлагаем 1 год гарантии на все инструменты, за исключением расходных материалов.
.SRT 6210 Цифровой измеритель шероховатости поверхности с 4 параметрами Тестер шероховатости стальной поверхности с памятью данных Ra / Rz / Rq / Rt 5um Pin | параметр | тестер параметров

SRT-6210 Цифровой измеритель шероховатости поверхности с 4 параметрами Тестер шероховатости стальной поверхности с памятью данных Ra / Rz / Rq / Rt 5 мкм

Описание
Этот прибор совместим с четырьмя стандартами ISO, DIN, ANSI и JIS и широко используется на производстве для измерения шероховатости поверхности различных деталей, обрабатываемых оборудованием, расчета соответствующих параметров в соответствии с выбранными условиями измерения и четкого отображения всех параметров измерения.При измерении шероховатости поверхности датчик помещается на поверхность, а затем равномерно скользит по поверхности, приводя в действие механизм внутри тестера. Датчик определяет шероховатость поверхности за счет встроенного острого зонда. Эта шероховатость вызывает смещение зонда, что приводит к изменению индуктивного количества индукционных катушек так, чтобы генерировать аналоговый сигнал, который пропорционален шероховатости поверхности на выходе фазочувствительного выпрямителя. Эксклюзивный DSP обрабатывает и вычисляет, а затем выводит результаты измерений на ЖКИ.
Очень легко работать
Измерение нескольких параметров: Ra, Rz, Rq, Rt
Сложный датчик индуктивности
Встроенная литий-ионная аккумуляторная батарея и схема управления большой емкости
Маленький размер, легкий вес и простой в использовании
Может связываться с ПК для статистики, печати и анализа с помощью дополнительного кабеля и программного обеспечения для интерфейса RS232C.
Ручное или автоматическое отключение. Тестер можно в любой момент выключить, нажав кнопку Power. С другой стороны, тестер отключится примерно через 5 минут после последнего нажатия клавиши.

Характеристики
Дисплей: 4-значный, ЖК-дисплей 10 мм, с синей подсветкой
Параметры: Ra, Rz, Rq, Rt
Диапазон измерения
Ra, Rq: 0.005-16.00um / 0.020-629.9uinch
Rz, Rt: 0,020-160,0 мкм / 0,078-6299 дюймов
Точность: не более 10%
Колебание отображаемого значения: не более 6%
Датчик:
Принцип испытания: тип индуктивности
Радиус контакта зонда: 5 мкм
Материал штифта зонда: алмаз
Динамо-измерение зонда: 4 мН (0.4gf)
Угол зонда: 90
Вертикальный радиус направляющей головки: 48 мм
Максимальный ход движения: 17,5 мм / 0,7 дюйма
Длина обрезки (l): 0,25 мм / 0,8 мм / 2,5 мм дополнительно
Оценочная длина: 5л
Скорость движения:
длина выборки = 0,25 мм Vt = 0,135 мм / с
длина выборки = 0,8 мм Vt = 0,5 мм / с
длина выборки = 2.5 мм Vt = 1 мм / с
возврат Vt = 1 мм / с
Профильный цифровой фильтр
Отфильтрованный профиль: RC
Отфильтрованный профиль: PC-RC
Отфильтрованный профиль: Gauss
Нефильтрованный профиль: D-P
Разрешение: 0,001 мкм при чтении менее 10 мкм
0,01 мкм при чтении более 10 мкм, но менее 100 мкм
0.1 мкм при чтении более 100 мкм
Оценочная длина: 5 отрезков
Литий-ионный аккумулятор: перезаряжаемый
Условия эксплуатации: Темп. 0 ~ 50centidegree
Влажность <80%
Размер: 140x57x48 мм (5,5×2,2×1,9 дюйма)
Вес нетто: около 420 г

Изображение продукта
Положительный
Низ
Вертикальный вид
Зад
Упаковка и спецификация товара



 ,
,